
アライメント補正機能を有するレーザ加工装置
【課題】 被加工物をレーザにより加工する場合に加工装置から発生する熱による影響によりレーザ光の照射位置が変化しても、加工位置の補正を高精度に行なうことが可能なレーザ加工装置を提供する。
【解決手段】 レーザ光を照射して被加工物を加工する加工装置に、第1カメラおよび第2カメラを設けその加工工程において、夫々のカメラにてレーザ加工前にレーザ照射しそのスポット位置を確認し位置補正する工程を設けた。
【効果】 レーザ加工中に発生する熱によりレーザ加工装置の熱膨張等によりレーザ照射位置が変化しても、加工前に被加工物や別置のダミー加工物にレーザ照射しその位置を第1カメラおよび第2カメラにより確認して位置補正を行なうことができるので、レーザ加工の位置精度を向上させることができる。
【解決手段】 レーザ光を照射して被加工物を加工する加工装置に、第1カメラおよび第2カメラを設けその加工工程において、夫々のカメラにてレーザ加工前にレーザ照射しそのスポット位置を確認し位置補正する工程を設けた。
【効果】 レーザ加工中に発生する熱によりレーザ加工装置の熱膨張等によりレーザ照射位置が変化しても、加工前に被加工物や別置のダミー加工物にレーザ照射しその位置を第1カメラおよび第2カメラにより確認して位置補正を行なうことができるので、レーザ加工の位置精度を向上させることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体用ウェハ等の被加工物をレーザにより加工するための装置に関するものである。
【背景技術】
【0002】
半導体用ウェハ等の被加工物にレーザ光を照射し加工する技術として、特許文献1にはCCDカメラを備えたレーザ加工装置がおよび加工方法が開示されている。
特許文献1では、基板表面の観察と基板内部の任意の位置へのレーザ光集光という機能を同時に果たすレーザ加工装置の提供を目的としており、基板表面から基板内部の所定の深度の集光点にレーザ光を集光させて内部加工領域を形成する際に、レーザ光を基板内部に集光するためのアフォーカル光学系を備えた光学系と、基板表面を観察するための自動焦点機構を備えた光学系と、2つの光学系に共有される対物レンズと、により、基板内部のレーザ光集光位置の調整と自動焦点機構による基板表面の被照射面の観察用焦点の調整とはそれぞれ独立して調整可能となっている。
また半導体用ウェハ等の被加工物をレーザ加工する際に、今まではレーザ加工前に加工装置に設けられたアライメントカメラにより被加工物をアライメント(位置確認)し加工していた。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−147817
【発明の概要】
【発明が解決しようとする課題】
【0004】
レーザ加工前に加工装置に設けられたアライメントカメラにより撮像しながら被測定物の位置確認しても、レーザ照射光の照射位置とアライメントカメラの位置は、加工装置を設置している場所の室温の変化、カメラから発生する熱、および加工装置に設けられている被加工物を移動位置決めする駆動モータからの発熱などの熱影響により相対的に位置がずれることになる。したがって従来のようにアライメントカメラにより被加工物の位置確認をしても、被加工物1枚目の加工位置は正確であるが加工枚数が増加するにつれて加工中の上記発熱によりレーザ照射位置とアライメントカメラの相対位置が変化し、加工位置が変化してしまうことになる。従って多量な全ての被加工物についてその加工位置の正確度を維持するためには何らかの位置補正手段が必要である。従来加工中の上記発熱によるレーザ照射位置とアライメントカメラの相対的な位置を補正する手段を備えたレーザ加工装置は無い。
また特許文献1のレーザ加工方法は、半導体ウェハを割断加工する際にレーザ光を半導体ウェハ上に集光させるためにCCDカメラを使用し半導体ウェハの表面を撮像し、カメラからの画像信号により集光光学系を上下動させレーザ照射光を半導体ウェハ上に集光させる。従ってCCDカメラの設置の目的が、上記の加工位置の位置補正の目的とは異なる。
本発明の目的は、上記問題点を解決するためになされたものであり、被加工物をレーザ加工する場合に加工中に発生する熱による熱影響によりレーザ光の照射位置とその位置の確認手段叉は確認機器の相対位置がずれても、加工位置の補正を行い高精度なレーザ加工を行なうことが可能なレーザ加工装置を提供することである。
【課題を解決するための手段】
【0005】
上記の目的を達成するための第1の発明のレーザ加工装置は、レーザ光を被加工物に照射して被加工物を加工するレーザ加工装置であって、1つ以上のカメラを有し、レーザ加工する前に、被加工物等にレーザをスポット状に照射し前記カメラのいずれかにより前記レーザスポットの位置を確認し位置補正を行う工程を有することを特徴としている。
第2の発明のレーザ加工装置は、第1の発明において第1カメラ、第2カメラを有し、レーザ加工する前に、被加工物等にレーザをスポット状に照射し第1カメラにて前記レーザスポットの位置を確認し位置補正を行う工程と、レーザ加工する前に、被加工物等にレーザをスポット状に照射し第2カメラにて前記レーザスポットの位置を確認し位置補正を行う工程とを有することを特徴としている。
第3の発明のレーザ加工装置は、第2の発明において前記第1カメラおよび第2カメラの光軸は、レーザ光を照射する軸方向と一定距離離れた位置に設けたことを特徴としている。
第4の発明のレーザ加工装置は、第3の発明においてカメラの光軸がレーザ光を照射する軸と同一または近接している第3カメラを設けたことを特徴としている。
第5の発明のレーザ加工装置は、第2の発明において第1カメラまたは第2カメラのいずれか一方は、前記カメラの光軸はレーザ光を照射する軸方向と一定距離離れた位置に設け、他の一方は前記カメラの光軸はレーザ光を照射する軸と同一または近接していることを特徴としている。
第6の発明のレーザ加工装置は、第1から第5の発明のいずれかにおいて前記カメラによる前記位置補正を行なう工程を、全ての被加工物毎に行なうことを特徴としている。
第7の発明のレーザ加工装置は、第1から第5の発明のいずれかにおいて前記カメラによる前記位置補正を行なう工程を、被加工物を一定数量毎に行なうことを特徴としている。
第8の発明のレーザ加工装置は、第1から第7の発明のいずれかにおいて前記カメラによる前記位置補正を行なう工程を、被加工物とは別置きのダミー加工物にレーザスポットを照射して行なうことを特徴としている。
第9の発明のレーザ加工装置は、第1から第8の発明のいずれかにおいて前記被加工物が半導体ウェハであることを特徴としている。
【発明の効果】
【0006】
第1の発明によれば、レーザ加工前に被加工物またはダミー加工物にレーザ照射し1つ以上のカメラによりレーザ照射位置を確認し位置の補正をするのでレーザ加工中に加工装置から発生する熱によりレーザ照射位置とカメラの相対位置が変化しても位置補正ができるので加工位置データを補正し正確な位置にレーザ加工することができる。また1つのカメラにより位置補正することができるので装置構成が容易である。
第2の発明によれば、レーザ加工前に被加工物またはダミー加工物にレーザ照射し第1カメラおよび第2カメラにてレーザ照射位置を確認し位置の補正をするので、レーザ照射位置を第1カメラと第2カメラにより観察することにより熱影響によるカメラ位置の位置ずれを観察しその結果からレーザ照射位置の位置ずれを補正計算により算出できるのでその結果により加工位置データを補正し正確な位置にレーザ加工することができる。
第3の発明によれば、第1カメラおよび第2カメラをレーザ光を照射する軸方向に対して一定距離離れた位置に夫々のカメラを設置しているので装置構成が容易である。第1カメラおよび第2カメラをアライメントカメラとし、レーザ光を照射する軸に対して並列して配置したり、レーザ光を照射する軸に対して両側に夫々第1カメラと第2カメラ2を配置することも可能である。従ってレーザ加工装置に発生する熱影響の場所的な違いを加味して位置補正計算することも可能であるし、被測定物が大きくなった場合の加工装置の熱影響も考慮して位置補正計算することができる。
第4の発明によれば、第1カメラおよび第2カメラを設けレーザ照射位置を補正し、さらに第3カメラにより位置確認するためのレーザ照射痕を観察したりレーザ加工前の被加工物の位置を確認できるので、レーザ加工位置を正確に設定することができる。
第5の発明によれば、第1カメラまたは第2カメラのいずれか一方は、レーザ光を照射する軸方向に対して一定距離離れた位置に、また他の一方は、レーザ光を照射する軸と同一または近接した位置に設けているのでレーザ照射した位置の照射痕も観察できるので、レーザ加工位置を更に正確に設定することができる。
第6の発明によれば、レーザ加工前にレーザ照射位置を確認し位置補正を行なう工程を、全ての被加工物毎に行なうことによりレーザ加工位置の正確度が向上する。
第7の発明によれば、レーザ加工前にレーザ照射位置を確認し位置補正を行なう工程を、被加工物の一定数量ごとに行なうのでレーザ加工位置を正確度を確保しながらタクトタイムを短くすることができる。
第8の発明によれば、レーザ加工前のレーザ照射による確認をダミー基板上にて行なうので、被加工物上にレーザ照射できないものの場合は、製品の歩留まりが向上する。
第9の発明によれば、被加工物を半導体ウェハとした場合に、加工したチップの加工精度や歩留まりを向上させることができる。
【図面の簡単な説明】
【0007】
【図1】被加工物である半導体ウェハの形状を説明するための図面である。
【図2】ダミー基板を説明する図面である。
【図3】レーザ加工装置の構成を説明する図面である。
【図4】レーザダイシング加工プロセスのフローチャートである。
【図5】レーザ加工装置の実施形態1を説明する図面である。
【図6】レーザ加工装置の実施形態2を説明する図面である。
【図7】レーザ加工装置の実施形態2を説明する図面である。
【図8】レーザ加工装置の実施形態3を説明する図面である。
【図9】レーザ加工装置の実施形態3を説明する図面である。
【図10】レーザ加工装置の実施形態4を説明する図面である。
【発明を実施するための形態】
【0008】
本発明のレーザ加工装置の実施形態を被加工物を半導体用のウェハをレーザダイシング加工する場合を例として説明する。
【0009】
<1>被加工物(半導体ウェハ)およびその取り付け方法
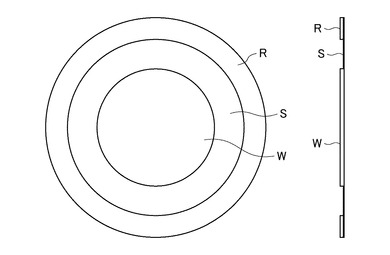
図1に、本発明に係る被加工物の一実施例として、サファイヤウェハW(以下ウェハと呼ぶ)を粘着性シートSに取り付けした状態を示す。ウェハWの厚みは、約100〜400μm程度の円形の薄板形状をした基体である。またこのウェハ上には、ある線幅の白色にて矩形状に分割された小区画(チップ)が複数形成されている。またそのチップには種々の形状の電極が形成されている。
このように粘着性シートSにウェハおよびリングRを貼り付けしたものは、カセットに20枚程度収納されていてハンドリング装置にてレーザ加工装置のXYテーブル10にローディング・アンローディングされる。
【0010】
<2>ダミー基板
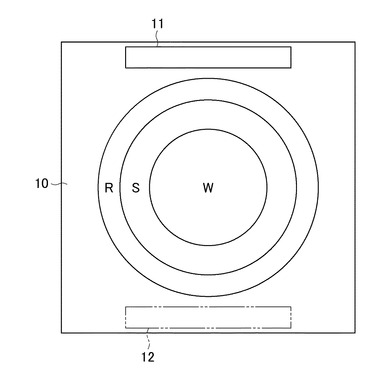
図2に、ダミー基板11を示す。レーザ加工前にレーザ照射位置の位置補正を行なう際に、製品となるウェハ上には位置補正するためのレーザ照射はできないので、XYテーブル10上に横長の矩形状のダミー基板11を取り付けしてある。このダミー基板上でレーザ照射し照射位置を後述するカメラ(アライメントカメラまたは観察カメラ)で確認し位置補正する。このダミー基板は、シリコンウェハの表面を鏡面加工したものが使用される。またXYテーブル上には別形態のレーザ加工装置にて使用する追加ダミー基板12を設けることもできる。(図2の2点鎖線部12を参照)
【0011】
<3>レーザ加工装置の構成
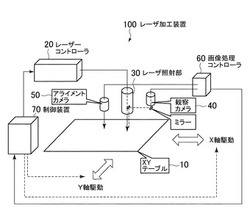
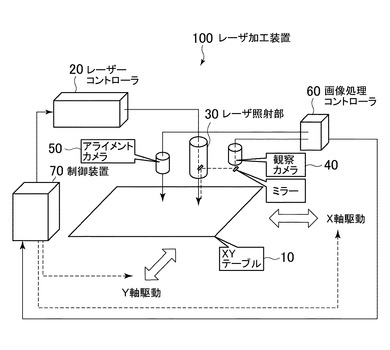
図3により本発明のレーザ加工装置100の構成について説明する。本発明のレーザ加工装置は、以下の部分から構成されている。
(1)XYテーブル10
図1のウェハをテーブル上に載置しX軸移動機構とY軸移動機構を有しテーブル10上のウェハを各軸の移動ストロークの範囲内の任意の位置に位置決め移動が可能となっている。またXYテーブル上には、粘着シートに貼り付けされたリングとウェハを固定する機能を有している。リングは、真空吸着にて固定される。
(2)レーザコントローラ20
レーザ照射する光強度等を制御する。
(3)レーザ照射部30
レーザ加工装置100に固定されていて、レーザコントローラ20の指示により所定の強度のレーザ光を照射する。
(4)観察カメラ(第1カメラ)40
観察カメラは、その光軸がレーザ加工装置内のレーザ照射部のレーザ光を照射する軸と同一または近接している。被加工物であるウェハ面からレーザ照射部30の方向へある一定距離をおいた場所に1対のミラーを設け更にその上方に観察カメラが設けられている。カメラとしては、CCDカメラを使用できる。
(5)アライメントカメラ(第2カメラ)50
アライメントカメラは、その光軸がレーザ加工装置内のレーザ照射部のレーザ光を照射する軸とある一定の距離をおいて固定配置されている。カメラとしては、CCDカメラを使用できる。
(6)画像処理コントローラ60
アライメントカメラおよび観察カメラにより撮像したウェハ表面の画像のピント調整やカメラで撮像したレーザ照射位置がカメラの光軸と一致したか否かの判定などを行なう。
(7)制御装置70
PLC(シーケンサ)などを内蔵し装置全体も制御を行なう。アライメントカメラと観察カメラにて撮像されたレーザ照射位置を夫々のカメラの光軸に一致するように移動させ、レーザ加工時の位置補正の計算を行う機能を有している。さらにレーザコントローラへ発振の信号を送信する。尚制御装置としてパソコンなどのコンピュータを使用することもできる。
【0012】
<4>レーザダイシング加工のプロセス
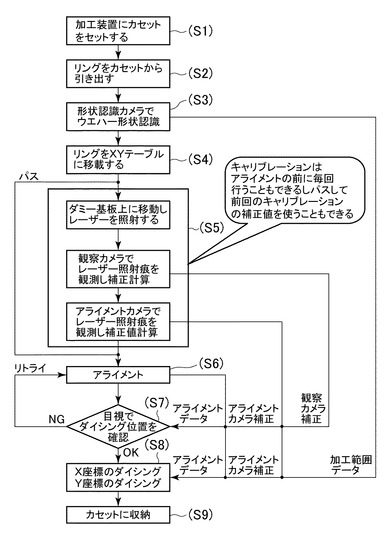
図4は、シリコンウェハを個々の素子チップにダイシング加工するプロセスを説明するフローチャートである。図4のフローチャートに従って加工プロセスを説明する。本加工プロセスのうち、レーザ加工前にレーザ照射位置の位置補正を行なう工程(S5)は別途詳細に述べる。尚図中のリングとは、シートSにリングRとウェハWを貼り付けした図1の状態のものである。
(1)加工装置にカセットをセットする。(S1)
(2)シートに貼り付けされたウェハ(リングを含む)をカセットから引き出す。(S2)
(3)形状認識カメラでウェハの形状を認識する。(S3)
(4)シートに貼り付けされたウェハ(リングを含む)をXYテーブル上に載置する。(S4)
(5)レーザ照射痕を観測し位置を補正計算する。(S5)
5−1)XYテーブルを移動させダミー基板上にレーザ照射部を移動しレーザ照射する。
5−2)第1カメラ(観察カメラ)でレーザ照射痕を観測し位置を補正計算する。
5−3)第2カメラ(アライメントカメラ)でレーザ照射痕を観測し位置を補正計算する。
(6)補正計算結果により位置補正(アライメント)する。(S6)
(7)目視にてダイシング加工する位置を確認する。(S7)
(8)レーザ照射しながらXY移動テーブルを移動させてウェハのダイシング加工を行なう。(S8)
(9)加工完了したシートに貼り付けされたウェハ(リングを含む)をカセットに収納する。(S9)
【0013】
尚S5の位置補正の工程は、ウェハ1枚毎に毎回おこなっても良い。ただしタクトタイムの短縮のために、ウェハ一定数量毎に行なっても良い。ただしこの場合は、レーザ加工前のアライメントカメラによって観測された位置ずれ量(例えば後述する図5、図7におけるXB,YB)に閾値を設け、その閾値を越えた場合にS5からS6の工程を行なうことが好ましい。この観測された位置ずれ量の閾値は、装置全体を制御する制御装置内のPLCなどに設定し、ウェハの種類や大きさが変更になったら設定値を変更すれば良い。
【0014】
<5>レーザ照射位置の位置補正の方法(工程S5)
まずレーザ照射位置を第1カメラを観察カメラとして使用し、第2カメラを位置補正用のアライメントカメラとして使用して位置補正する工程(S5)について説明する。
(1)位置補正を行なうためにテーブルを移動させる。同時にレーザ照射の高さ位置(Z軸)も移動させる。X軸、Y軸を駆動しXYテーブル上のダミー基板上にレーザ照射位置を移動し、Z軸を駆動してテーブル上面のダミー基板上にレーザ照射されるよう高さ位置を調整する。(S51)
(2)レーザを照射する。レーザ照射パワーを自動的に変更する。照射した位置(A)のテーブルX軸、Y軸現在値を記憶する。(S52)
(3)第1カメラ(観察カメラ)でレーザ照射痕の形状を画像処理コントローラに登録する。登録は初期設定の1回のみ行なえば良い。(S53)
(4)照射痕を第1カメラ(観察カメラ)中心位置までテーブルを移動させる。X軸、Y軸それぞれを駆動し画像処理コントローラにより演算処理を行い中心位置(A‘)のテーブルX軸、Y軸現在値を記憶する。(S54)
(5)位置(A)と位置(A‘)の位置関係値を全体制御装置内のPLC(シーケンサ)で内部計算しX軸、Y軸それぞれの差分をレーザ照射位置・第1カメラ間オフセット値(補正値)として記憶する。これにより観察カメラ中心位置のXY座標を特定する。(S55)
(6)照射痕を第2カメラ(アライメントカメラ)初期設定の中心位置(B)まで移動させる。さらにX軸、Y軸をそれぞれを駆動し画像処理コントローラにより演算処理を行い真のレーザ照射痕の中心位置(C)のテーブルX軸、Y軸現在値を記憶する。(S56)
(7)位置(A)と位置(C)の位置関係値を全体制御装置内のPLC(シーケンサ)で内部計算しX軸、Y軸それぞれの差分をレーザ照射位置・第2カメラ間オフセット値(補正値)として記憶する。レーザ加工する場合は、このオフセット値にて位置補正を行なう。(S57)
(8)キャリブレーション終了(位置補正終了)(S58)
【0015】
<6>レーザ加工装置(レーザ照射位置の位置補正)の実施形態1
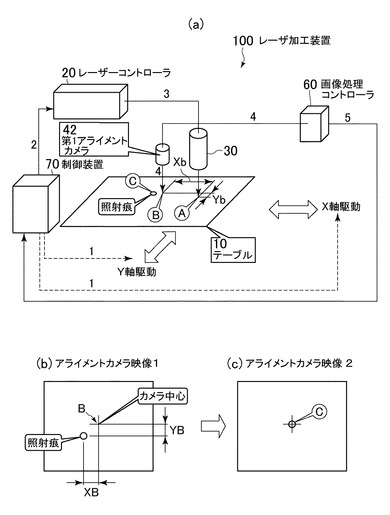
本発明のレーザ加工装置の実施形態1は、位置補正用として第1アライメントカメラ42のみを1台使用している。本実施形態を図5により説明する。図5は、アライメントカメラ)による位置補正の方法を説明する図面である。図5(a)は、位置補正のブロック図。図5(b)は、位置補正の際のアライメントカメラ映像1であり、図5(c)はアライメントカメラ映像2である。
【0016】
<6−1>アライメントカメラによる位置補正
(1)制御装置によりXYテーブルを移動させレーザ照射位置(ダミー基板上)へ移動させる。(図面中の破線のフロー1)
(2)制御装置からレーザを発振させる。制御装置からレーザコントローラへ信号を送る。(図面中の実線のフロー2)
(3)レーザコントローラよりレーザ照射指示しレーザ照射する。(図面中の実線のフロー3)
(4)制御装置よりXYテーブルを移動させレーザ照射痕がアライメントカメラの中心になるように図中Xb、Yb分移動させる。(図面中の破線のフロー1)
ここでXb、Ybは、レーザ照射位置と第1アライメントカメラ中心位置までの装置固有の設定値である。この時レーザ照射位置とアライメントカメラの相対位置は、熱影響によりレーザ照射痕とはずれ(図5(b)のXBとYB)が生じている。
(5)第1アライメントカメラで照射痕を確認する。(図面中の実線のフロー4、図5(b)参照)
(6)画像処理コントローラより照射痕と第1アライメントカメラの中心位置のズレ量を制御装置へ転送する。(図面中の実線のフロー5)
(7)制御装置より照射痕を第1アライメントカメラ中心位置へ図中のXB、YB分移動させる。(図面中の破線のフロー1)
(8)照射痕がカメラ中心にあるか確認する。(図5(c)参照)
(9)X軸、Y軸の現在位置(C)を記憶する。
(10)位置(B)から位置(C)の差分を記憶し補正値として設定する。
アライメントカメラオフセット量(X座標)=XB
アライメントカメラオフセット量(Y座標)=YB
【0017】
<6−2>レーザ照射位置の補正計算
アライメントカメラによる位置補正結果(XB、YB)から実際に加工するための位置座標のX座標およびY座標を以下のように補正計算する。
加工位置の指令値(X座標)=(加工プログラムにおけるX座標)+XB
加工位置の指令値(Y座標)=(加工プログラムにおけるY座標)+YB
【0018】
<7>レーザ加工装置(レーザ照射位置の位置補正)の実施形態2
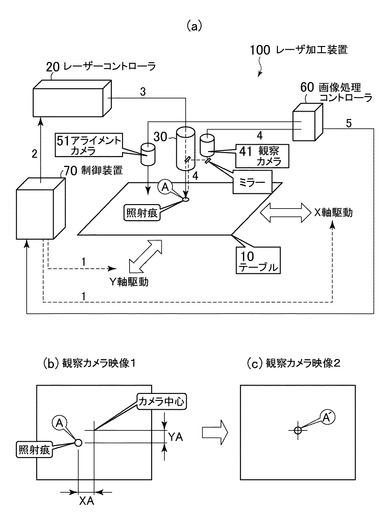
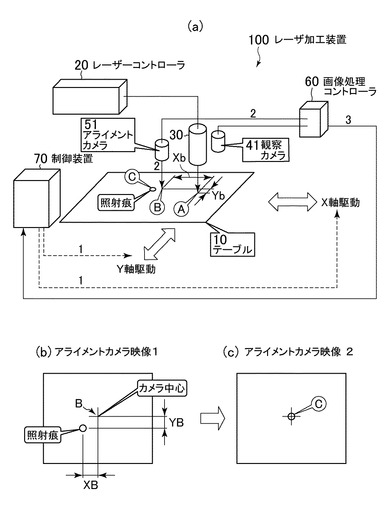
本発明のレーザ加工装置の実施形態2は、観察カメラ41(第1カメラ)とアライメントカメラ(第2カメラ)51を使用する。本実施形態を図6および図7により説明する。図6は、観察カメラ(第1カメラ)による照射痕の確認およびレーザ加工位置の確認方法を説明する図面である。図6(a)は、ブロック図。図6(b)は、照射痕確認の際の観察カメラの映像1であり、図6(c)は観察カメラ映像2である。図7は、アライメントカメラ(第2カメラ)による位置補正の方法を説明する図面である。図7(a)は、位置補正のブロック図。図7(b)は、位置補正の際のアライメントカメラ映像1であり、図7(c)はアライメントカメラ映像2である。
<7−1>観察カメラによる照射痕の確認およびレーザ照射位置確認(図6参照)
(1)制御装置によりXYテーブルを移動させレーザ照射位置(ダミー基板上)へ移動させる。(図面中の破線のフロー1)
(2)制御装置からレーザを発振させる。制御装置からレーザコントローラへ信号を送る。(図面中の実線のフロー2)
(3)レーザコントローラよりレーザ照射指示しレーザ照射する。X軸、Y軸の現在位置(A)を記憶する。(図面中の実線のフロー3)
(4)観察カメラ(第1カメラ)で照射痕を確認する。(図面中の実線のフロー4、図6(b)参照)
(5)画像処理コントローラより照射痕と観察カメラの中心位置のズレ量を制御装置へ転送する。(図面中の実線のフロー5)
(6)制御装置より照射痕を観察カメラ中心位置へ図中のXA、YA分移動させる。
(7)照射痕がカメラ中心にあるか確認する。(図6(c)参照)
(8)X軸、Y軸の現在位置(A‘)を記憶する。
(9)位置(A)から位置(A‘)の差分を記憶し補正値として設定する。
観察カメラオフセット量(X座標)=XA
観察カメラオフセット量(Y座標)=YA
【0019】
この観察カメラオフセット値により、レーザ加工装置の加工位置と加工中の観察カメラ中心位置の相対的な確認をすることができる。
【0020】
<7−2>アライメントカメラ(第2カメラ)による位置補正(図7参照)
(1)制御装置よりXYテーブルを移動させレーザ照射痕がアライメントカメラの中心になるように図中Xb、Yb分移動させる。(図面中の破線のフロー1)
ここでXb、Ybは、レーザ照射位置とアライメントカメラ中心位置までの装置固有の設定値である。この時レーザ照射位置とアライメントカメラの相対位置は、熱影響によりレーザ照射痕とはずれ(図7(b)のXBとYB)が生じている。
(2)アライメントカメラ(第2カメラ)で照射痕を確認する。(図面中の実線のフロー2、図7(b)参照)
(3)画像処理コントローラより照射痕とアライメントカメラの中心位置のズレ量を制御装置へ転送する。(図面中の実線のフロー3)
(4)制御装置より照射痕をアライメントカメラ中心位置へ図中のXB、YB分移動させる。(図面中の破線のフロー1)
(5)照射痕がカメラ中心にあるか確認する。(図7(c)参照)
(6)X軸、Y軸の現在位置(C)を記憶する。
(7)位置(B)から位置(C)の差分を記憶し補正値として設定する。
アライメントカメラオフセット量(X座標)=XB
アライメントカメラオフセット量(Y座標)=YB
【0021】
<7−3>レーザ照射位置の補正計算
アライメントカメラによる位置補正結果(XB、YB)から実際に加工するための位置座標のX座標およびY座標を以下のように補正計算する。
加工位置の指令値(X座標)=(加工プログラムにおけるX座標)+XB
加工位置の指令値(Y座標)=(加工プログラムにおけるY座標)+YB
【0022】
<8>レーザ加工装置(レーザ照射位置の位置補正)の実施形態3
本発明のレーザ加工装置の実施形態3は、アライメントカメラ2台を使用する。アライメントカメラ2台をレーザ照射光の光軸に対して一方側に並列に並べて配置する。本実施形態について図8および図9により説明する。尚本実施形態では、工程(S5)のS53における観察カメラによるレーザ照射痕の形状を画像処理コントローラに登録する工程は設けていない。観察カメラによるレーザ照射痕の形状の登録や加工初期位置の確認が必要であれば第3カメラとして観察カメラを設けても良い。
【0023】
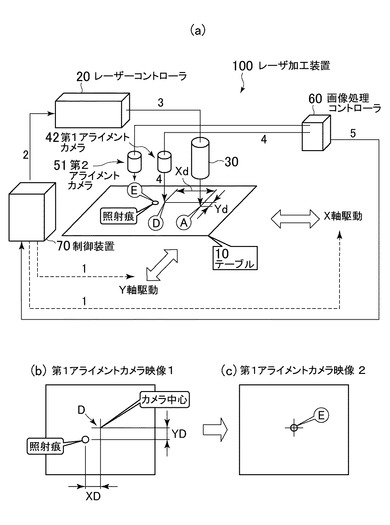
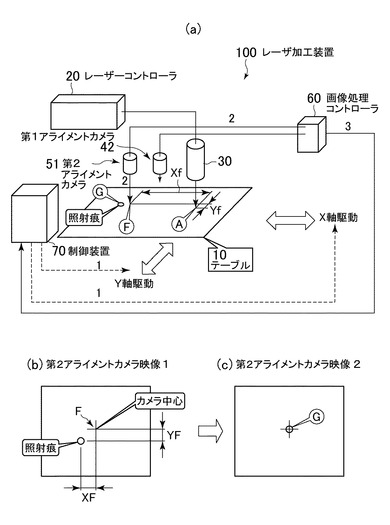
図8は、第1アライメントカメラ(第1カメラ)42による位置補正の方法を説明する図面である。図8(a)は、位置補正のブロック図。図8(b)は、位置補正の際の第1アライメントカメラの映像1であり、図8(c)は第1アライメントカメラ映像2である。図9は、第2アライメントカメラ(第2カメラ)51による位置補正の方法を説明する図面である。図9(a)は、位置補正のブロック図。図9(b)は、位置補正の際の第2アライメントカメラ映像1であり、図9(c)は第2アライメントカメラ映像2である。
【0024】
<8−1>第1アライメントカメラ(第1カメラ)による位置補正(図8参照)
(1)制御装置によりXYテーブルを移動させレーザ照射位置(ダミー基板上)へ移動させる。(図面中の破線のフロー1)
(2)制御装置からレーザを発振させる。(制御装置からレーザコントローラへ信号を送る。)(図面中の実線のフロー2)
(3)レーザコントローラよりレーザ照射指示しレーザ照射する。(図面中の実線のフロー3)
(4)制御装置よりXYテーブルを移動させレーザ照射痕が第1アライメントカメラの中心になるように図中Xd、Yd分移動させる。(図面中の破線のフロー1)
ここでXd、Ydは、レーザ照射位置と第1アライメントカメラ中心位置までの装置固有の設定値である。この時レーザ照射位置とアライメントカメラの相対位置は、熱影響によりレーザ照射痕とはずれ(図8(b)のXDとYD)が生じている。
(5)第1アライメントカメラで照射痕を確認する。(図面中の実線のフロー4、図8(b)参照)
(6)画像処理コントローラより照射痕と第2アライメントカメラの中心位置のズレ量を制御装置へ転送する。(図面中の実線のフロー5)
(7)制御装置より照射痕を第2アライメントカメラ中心位置へ図中のXD、YD分移動させる。(図面中の破線のフロー1)
(8)照射痕がカメラ中心にあるか確認する。(図8(c)参照)
(9)X軸、Y軸の現在位置(E)を記憶する。
(10)位置(D)から位置(E)の差分を記憶し補正値として設定する。
第2アライメントカメラオフセット量(X座標)=XD
第2アライメントカメラオフセット量(Y座標)=YD
【0025】
<8−2>第2アライメントカメラ(第2カメラ)による位置補正(図9参照)
(1)制御装置よりXYテーブルを移動させレーザ照射痕が第2アライメントカメラの中心になるように図中Xf、Yf移動させる。(図面中の破線のフロー1)
ここでXf、Yfは、レーザ照射位置と第2アライメントカメラ中心位置までの装置固有の設定値である。この時レーザ照射位置とアライメントカメラの相対位置は、熱影響によりレーザ照射痕とはずれ(図9(b)のXFとYF)が生じている。
(2)第2アライメントカメラで照射痕を確認する。(図面中の実線のフロー2、図9(b)参照)
(3)画像処理コントローラより照射痕と第2アライメントカメラの中心位置のズレ量を制御装置へ転送する。(図面中の実線のフロー3)
(4)制御装置より照射痕をアライメントカメラ中心位置へ図中のXF、YF分移動させる。(図面中の破線のフロー1)
(5)照射痕がカメラ中心にあるか確認する。(図9(c)参照)
(6)X軸、Y軸の現在位置(G)を記憶する。
(7)位置(F)から位置(G)の差分を記憶し補正値として設定する。
第2アライメントカメラオフセット量(X座標)=XF
第2アライメントカメラオフセット量(Y座標)=YF
【0026】
<8−3>レーザ照射位置の補正計算
第1アライメントカメラ(第1カメラ)による位置補正結果(XD、YD)および第2アライメントカメラ(第2カメラ)よる位置補正結果(XF、YF)から実際に加工するための位置座標のX座標およびY座標を以下のように補正計算することができる。
(1)第1アライメントカメラによる補正量のみで位置を補正計算する。
加工位置の指令値(X座標)=(加工プログラムにおけるX座標)+XD
加工位置の指令値(Y座標)=(加工プログラムにおけるY座標)+YD
(2)第2アライメントカメラによる補正量のみで位置を補正計算する。
加工位置の指令値(X座標)=(加工プログラムにおけるX座標)+XF
加工位置の指令値(Y座標)=(加工プログラムにおけるY座標)+YF
(3)XY軸の移動量のある一定範囲内については第1アライメントカメラによる補正量を使用し、XY軸の移動量がある一定範囲外については第2アライメントカメラによる補正量を使用し補正計算する。
(4)第1アライメントカメラによる補正量と第2アライメントカメラの補正量の平均値を補正量とし補正計算する。
【0027】
実施形態3においては2台のアライメントカメラを使用して、各アライメントカメラの補正量を上記の4通りの方法によって位置補正計算を行なう。上記(1)および(2)のようにどちらか1台のアライメントカメラの補正量のみを使用する場合は、他方のカメラはウェハ全体を粗く観察するなどの目的に使用しても良い。
また上記(3)および(4)のような位置補正計算の方法を採用することにより、加工装置の熱影響の場所的な違いを加味することができる。さらに被加工物が大きくなった場合には、装置も大きくなり熱影響は大きなものとなるがこのような位置補正計算方法によりレーザ加工の位置精度を更に向上させることができる。
【0028】
<9>レーザ照射位置の位置補正の実施形態4
本発明のレーザ加工装置の実施形態4は、図10のようにアライメントカメラ2台使用し、レーザ照射光の光軸に対して両側にそれぞれ1台ずつ配置した形態である。この形態における位置補正の方法は、実施形態3と同様の方法で行うことができる。このような形態とすることにより第1アライメントカメラ42と第2アライメントカメラ51の間の距離を極力長くすることができる。従ってレーザ加工装置の移動ストロークの範囲内での熱影響により位置の変化を観測し補正することができるので位置補正の精度を更に向上させることができる。尚本実施形態において、装置構成上第2アライメントカメラをダミー基板上のレーザ照射痕まで移動させるための軸移動ストロークが不足する場合は、図2の2点鎖線位置に第2アライメントカメラ用のダミー基板12を設けて、そこで第2アライメントカメラにて位置補正するためのレーザ照射を行なっても良い。
【0029】
尚本実施形態でも、工程(S5)のS53における観察カメラによるレーザ照射痕の形状を画像処理コントローラに登録する工程は設けていない。観察カメラによるレーザ照射痕の形状の登録や加工初期位置の確認が必要であれば第3カメラとして観察カメラを設けた構成としても良い。
【0030】
本発明のレ−ザ加工装置は、上記した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【符号の説明】
【0031】
W ウェハ
S 粘着シート
R リング
10 XYテーブル
11 ダミー基板
12 ダミー基板
20 レーザコントローラ
30 レーザ照射部
40 第1カメラ
41 観察カメラ
42 第1アライメントカメラ
50 第2カメラ
51 第2アライメントカメラ
60 画像処理コントローラ
70 制御装置
100 レーザ加工装置
【技術分野】
【0001】
本発明は、半導体用ウェハ等の被加工物をレーザにより加工するための装置に関するものである。
【背景技術】
【0002】
半導体用ウェハ等の被加工物にレーザ光を照射し加工する技術として、特許文献1にはCCDカメラを備えたレーザ加工装置がおよび加工方法が開示されている。
特許文献1では、基板表面の観察と基板内部の任意の位置へのレーザ光集光という機能を同時に果たすレーザ加工装置の提供を目的としており、基板表面から基板内部の所定の深度の集光点にレーザ光を集光させて内部加工領域を形成する際に、レーザ光を基板内部に集光するためのアフォーカル光学系を備えた光学系と、基板表面を観察するための自動焦点機構を備えた光学系と、2つの光学系に共有される対物レンズと、により、基板内部のレーザ光集光位置の調整と自動焦点機構による基板表面の被照射面の観察用焦点の調整とはそれぞれ独立して調整可能となっている。
また半導体用ウェハ等の被加工物をレーザ加工する際に、今まではレーザ加工前に加工装置に設けられたアライメントカメラにより被加工物をアライメント(位置確認)し加工していた。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−147817
【発明の概要】
【発明が解決しようとする課題】
【0004】
レーザ加工前に加工装置に設けられたアライメントカメラにより撮像しながら被測定物の位置確認しても、レーザ照射光の照射位置とアライメントカメラの位置は、加工装置を設置している場所の室温の変化、カメラから発生する熱、および加工装置に設けられている被加工物を移動位置決めする駆動モータからの発熱などの熱影響により相対的に位置がずれることになる。したがって従来のようにアライメントカメラにより被加工物の位置確認をしても、被加工物1枚目の加工位置は正確であるが加工枚数が増加するにつれて加工中の上記発熱によりレーザ照射位置とアライメントカメラの相対位置が変化し、加工位置が変化してしまうことになる。従って多量な全ての被加工物についてその加工位置の正確度を維持するためには何らかの位置補正手段が必要である。従来加工中の上記発熱によるレーザ照射位置とアライメントカメラの相対的な位置を補正する手段を備えたレーザ加工装置は無い。
また特許文献1のレーザ加工方法は、半導体ウェハを割断加工する際にレーザ光を半導体ウェハ上に集光させるためにCCDカメラを使用し半導体ウェハの表面を撮像し、カメラからの画像信号により集光光学系を上下動させレーザ照射光を半導体ウェハ上に集光させる。従ってCCDカメラの設置の目的が、上記の加工位置の位置補正の目的とは異なる。
本発明の目的は、上記問題点を解決するためになされたものであり、被加工物をレーザ加工する場合に加工中に発生する熱による熱影響によりレーザ光の照射位置とその位置の確認手段叉は確認機器の相対位置がずれても、加工位置の補正を行い高精度なレーザ加工を行なうことが可能なレーザ加工装置を提供することである。
【課題を解決するための手段】
【0005】
上記の目的を達成するための第1の発明のレーザ加工装置は、レーザ光を被加工物に照射して被加工物を加工するレーザ加工装置であって、1つ以上のカメラを有し、レーザ加工する前に、被加工物等にレーザをスポット状に照射し前記カメラのいずれかにより前記レーザスポットの位置を確認し位置補正を行う工程を有することを特徴としている。
第2の発明のレーザ加工装置は、第1の発明において第1カメラ、第2カメラを有し、レーザ加工する前に、被加工物等にレーザをスポット状に照射し第1カメラにて前記レーザスポットの位置を確認し位置補正を行う工程と、レーザ加工する前に、被加工物等にレーザをスポット状に照射し第2カメラにて前記レーザスポットの位置を確認し位置補正を行う工程とを有することを特徴としている。
第3の発明のレーザ加工装置は、第2の発明において前記第1カメラおよび第2カメラの光軸は、レーザ光を照射する軸方向と一定距離離れた位置に設けたことを特徴としている。
第4の発明のレーザ加工装置は、第3の発明においてカメラの光軸がレーザ光を照射する軸と同一または近接している第3カメラを設けたことを特徴としている。
第5の発明のレーザ加工装置は、第2の発明において第1カメラまたは第2カメラのいずれか一方は、前記カメラの光軸はレーザ光を照射する軸方向と一定距離離れた位置に設け、他の一方は前記カメラの光軸はレーザ光を照射する軸と同一または近接していることを特徴としている。
第6の発明のレーザ加工装置は、第1から第5の発明のいずれかにおいて前記カメラによる前記位置補正を行なう工程を、全ての被加工物毎に行なうことを特徴としている。
第7の発明のレーザ加工装置は、第1から第5の発明のいずれかにおいて前記カメラによる前記位置補正を行なう工程を、被加工物を一定数量毎に行なうことを特徴としている。
第8の発明のレーザ加工装置は、第1から第7の発明のいずれかにおいて前記カメラによる前記位置補正を行なう工程を、被加工物とは別置きのダミー加工物にレーザスポットを照射して行なうことを特徴としている。
第9の発明のレーザ加工装置は、第1から第8の発明のいずれかにおいて前記被加工物が半導体ウェハであることを特徴としている。
【発明の効果】
【0006】
第1の発明によれば、レーザ加工前に被加工物またはダミー加工物にレーザ照射し1つ以上のカメラによりレーザ照射位置を確認し位置の補正をするのでレーザ加工中に加工装置から発生する熱によりレーザ照射位置とカメラの相対位置が変化しても位置補正ができるので加工位置データを補正し正確な位置にレーザ加工することができる。また1つのカメラにより位置補正することができるので装置構成が容易である。
第2の発明によれば、レーザ加工前に被加工物またはダミー加工物にレーザ照射し第1カメラおよび第2カメラにてレーザ照射位置を確認し位置の補正をするので、レーザ照射位置を第1カメラと第2カメラにより観察することにより熱影響によるカメラ位置の位置ずれを観察しその結果からレーザ照射位置の位置ずれを補正計算により算出できるのでその結果により加工位置データを補正し正確な位置にレーザ加工することができる。
第3の発明によれば、第1カメラおよび第2カメラをレーザ光を照射する軸方向に対して一定距離離れた位置に夫々のカメラを設置しているので装置構成が容易である。第1カメラおよび第2カメラをアライメントカメラとし、レーザ光を照射する軸に対して並列して配置したり、レーザ光を照射する軸に対して両側に夫々第1カメラと第2カメラ2を配置することも可能である。従ってレーザ加工装置に発生する熱影響の場所的な違いを加味して位置補正計算することも可能であるし、被測定物が大きくなった場合の加工装置の熱影響も考慮して位置補正計算することができる。
第4の発明によれば、第1カメラおよび第2カメラを設けレーザ照射位置を補正し、さらに第3カメラにより位置確認するためのレーザ照射痕を観察したりレーザ加工前の被加工物の位置を確認できるので、レーザ加工位置を正確に設定することができる。
第5の発明によれば、第1カメラまたは第2カメラのいずれか一方は、レーザ光を照射する軸方向に対して一定距離離れた位置に、また他の一方は、レーザ光を照射する軸と同一または近接した位置に設けているのでレーザ照射した位置の照射痕も観察できるので、レーザ加工位置を更に正確に設定することができる。
第6の発明によれば、レーザ加工前にレーザ照射位置を確認し位置補正を行なう工程を、全ての被加工物毎に行なうことによりレーザ加工位置の正確度が向上する。
第7の発明によれば、レーザ加工前にレーザ照射位置を確認し位置補正を行なう工程を、被加工物の一定数量ごとに行なうのでレーザ加工位置を正確度を確保しながらタクトタイムを短くすることができる。
第8の発明によれば、レーザ加工前のレーザ照射による確認をダミー基板上にて行なうので、被加工物上にレーザ照射できないものの場合は、製品の歩留まりが向上する。
第9の発明によれば、被加工物を半導体ウェハとした場合に、加工したチップの加工精度や歩留まりを向上させることができる。
【図面の簡単な説明】
【0007】
【図1】被加工物である半導体ウェハの形状を説明するための図面である。
【図2】ダミー基板を説明する図面である。
【図3】レーザ加工装置の構成を説明する図面である。
【図4】レーザダイシング加工プロセスのフローチャートである。
【図5】レーザ加工装置の実施形態1を説明する図面である。
【図6】レーザ加工装置の実施形態2を説明する図面である。
【図7】レーザ加工装置の実施形態2を説明する図面である。
【図8】レーザ加工装置の実施形態3を説明する図面である。
【図9】レーザ加工装置の実施形態3を説明する図面である。
【図10】レーザ加工装置の実施形態4を説明する図面である。
【発明を実施するための形態】
【0008】
本発明のレーザ加工装置の実施形態を被加工物を半導体用のウェハをレーザダイシング加工する場合を例として説明する。
【0009】
<1>被加工物(半導体ウェハ)およびその取り付け方法
図1に、本発明に係る被加工物の一実施例として、サファイヤウェハW(以下ウェハと呼ぶ)を粘着性シートSに取り付けした状態を示す。ウェハWの厚みは、約100〜400μm程度の円形の薄板形状をした基体である。またこのウェハ上には、ある線幅の白色にて矩形状に分割された小区画(チップ)が複数形成されている。またそのチップには種々の形状の電極が形成されている。
このように粘着性シートSにウェハおよびリングRを貼り付けしたものは、カセットに20枚程度収納されていてハンドリング装置にてレーザ加工装置のXYテーブル10にローディング・アンローディングされる。
【0010】
<2>ダミー基板
図2に、ダミー基板11を示す。レーザ加工前にレーザ照射位置の位置補正を行なう際に、製品となるウェハ上には位置補正するためのレーザ照射はできないので、XYテーブル10上に横長の矩形状のダミー基板11を取り付けしてある。このダミー基板上でレーザ照射し照射位置を後述するカメラ(アライメントカメラまたは観察カメラ)で確認し位置補正する。このダミー基板は、シリコンウェハの表面を鏡面加工したものが使用される。またXYテーブル上には別形態のレーザ加工装置にて使用する追加ダミー基板12を設けることもできる。(図2の2点鎖線部12を参照)
【0011】
<3>レーザ加工装置の構成
図3により本発明のレーザ加工装置100の構成について説明する。本発明のレーザ加工装置は、以下の部分から構成されている。
(1)XYテーブル10
図1のウェハをテーブル上に載置しX軸移動機構とY軸移動機構を有しテーブル10上のウェハを各軸の移動ストロークの範囲内の任意の位置に位置決め移動が可能となっている。またXYテーブル上には、粘着シートに貼り付けされたリングとウェハを固定する機能を有している。リングは、真空吸着にて固定される。
(2)レーザコントローラ20
レーザ照射する光強度等を制御する。
(3)レーザ照射部30
レーザ加工装置100に固定されていて、レーザコントローラ20の指示により所定の強度のレーザ光を照射する。
(4)観察カメラ(第1カメラ)40
観察カメラは、その光軸がレーザ加工装置内のレーザ照射部のレーザ光を照射する軸と同一または近接している。被加工物であるウェハ面からレーザ照射部30の方向へある一定距離をおいた場所に1対のミラーを設け更にその上方に観察カメラが設けられている。カメラとしては、CCDカメラを使用できる。
(5)アライメントカメラ(第2カメラ)50
アライメントカメラは、その光軸がレーザ加工装置内のレーザ照射部のレーザ光を照射する軸とある一定の距離をおいて固定配置されている。カメラとしては、CCDカメラを使用できる。
(6)画像処理コントローラ60
アライメントカメラおよび観察カメラにより撮像したウェハ表面の画像のピント調整やカメラで撮像したレーザ照射位置がカメラの光軸と一致したか否かの判定などを行なう。
(7)制御装置70
PLC(シーケンサ)などを内蔵し装置全体も制御を行なう。アライメントカメラと観察カメラにて撮像されたレーザ照射位置を夫々のカメラの光軸に一致するように移動させ、レーザ加工時の位置補正の計算を行う機能を有している。さらにレーザコントローラへ発振の信号を送信する。尚制御装置としてパソコンなどのコンピュータを使用することもできる。
【0012】
<4>レーザダイシング加工のプロセス
図4は、シリコンウェハを個々の素子チップにダイシング加工するプロセスを説明するフローチャートである。図4のフローチャートに従って加工プロセスを説明する。本加工プロセスのうち、レーザ加工前にレーザ照射位置の位置補正を行なう工程(S5)は別途詳細に述べる。尚図中のリングとは、シートSにリングRとウェハWを貼り付けした図1の状態のものである。
(1)加工装置にカセットをセットする。(S1)
(2)シートに貼り付けされたウェハ(リングを含む)をカセットから引き出す。(S2)
(3)形状認識カメラでウェハの形状を認識する。(S3)
(4)シートに貼り付けされたウェハ(リングを含む)をXYテーブル上に載置する。(S4)
(5)レーザ照射痕を観測し位置を補正計算する。(S5)
5−1)XYテーブルを移動させダミー基板上にレーザ照射部を移動しレーザ照射する。
5−2)第1カメラ(観察カメラ)でレーザ照射痕を観測し位置を補正計算する。
5−3)第2カメラ(アライメントカメラ)でレーザ照射痕を観測し位置を補正計算する。
(6)補正計算結果により位置補正(アライメント)する。(S6)
(7)目視にてダイシング加工する位置を確認する。(S7)
(8)レーザ照射しながらXY移動テーブルを移動させてウェハのダイシング加工を行なう。(S8)
(9)加工完了したシートに貼り付けされたウェハ(リングを含む)をカセットに収納する。(S9)
【0013】
尚S5の位置補正の工程は、ウェハ1枚毎に毎回おこなっても良い。ただしタクトタイムの短縮のために、ウェハ一定数量毎に行なっても良い。ただしこの場合は、レーザ加工前のアライメントカメラによって観測された位置ずれ量(例えば後述する図5、図7におけるXB,YB)に閾値を設け、その閾値を越えた場合にS5からS6の工程を行なうことが好ましい。この観測された位置ずれ量の閾値は、装置全体を制御する制御装置内のPLCなどに設定し、ウェハの種類や大きさが変更になったら設定値を変更すれば良い。
【0014】
<5>レーザ照射位置の位置補正の方法(工程S5)
まずレーザ照射位置を第1カメラを観察カメラとして使用し、第2カメラを位置補正用のアライメントカメラとして使用して位置補正する工程(S5)について説明する。
(1)位置補正を行なうためにテーブルを移動させる。同時にレーザ照射の高さ位置(Z軸)も移動させる。X軸、Y軸を駆動しXYテーブル上のダミー基板上にレーザ照射位置を移動し、Z軸を駆動してテーブル上面のダミー基板上にレーザ照射されるよう高さ位置を調整する。(S51)
(2)レーザを照射する。レーザ照射パワーを自動的に変更する。照射した位置(A)のテーブルX軸、Y軸現在値を記憶する。(S52)
(3)第1カメラ(観察カメラ)でレーザ照射痕の形状を画像処理コントローラに登録する。登録は初期設定の1回のみ行なえば良い。(S53)
(4)照射痕を第1カメラ(観察カメラ)中心位置までテーブルを移動させる。X軸、Y軸それぞれを駆動し画像処理コントローラにより演算処理を行い中心位置(A‘)のテーブルX軸、Y軸現在値を記憶する。(S54)
(5)位置(A)と位置(A‘)の位置関係値を全体制御装置内のPLC(シーケンサ)で内部計算しX軸、Y軸それぞれの差分をレーザ照射位置・第1カメラ間オフセット値(補正値)として記憶する。これにより観察カメラ中心位置のXY座標を特定する。(S55)
(6)照射痕を第2カメラ(アライメントカメラ)初期設定の中心位置(B)まで移動させる。さらにX軸、Y軸をそれぞれを駆動し画像処理コントローラにより演算処理を行い真のレーザ照射痕の中心位置(C)のテーブルX軸、Y軸現在値を記憶する。(S56)
(7)位置(A)と位置(C)の位置関係値を全体制御装置内のPLC(シーケンサ)で内部計算しX軸、Y軸それぞれの差分をレーザ照射位置・第2カメラ間オフセット値(補正値)として記憶する。レーザ加工する場合は、このオフセット値にて位置補正を行なう。(S57)
(8)キャリブレーション終了(位置補正終了)(S58)
【0015】
<6>レーザ加工装置(レーザ照射位置の位置補正)の実施形態1
本発明のレーザ加工装置の実施形態1は、位置補正用として第1アライメントカメラ42のみを1台使用している。本実施形態を図5により説明する。図5は、アライメントカメラ)による位置補正の方法を説明する図面である。図5(a)は、位置補正のブロック図。図5(b)は、位置補正の際のアライメントカメラ映像1であり、図5(c)はアライメントカメラ映像2である。
【0016】
<6−1>アライメントカメラによる位置補正
(1)制御装置によりXYテーブルを移動させレーザ照射位置(ダミー基板上)へ移動させる。(図面中の破線のフロー1)
(2)制御装置からレーザを発振させる。制御装置からレーザコントローラへ信号を送る。(図面中の実線のフロー2)
(3)レーザコントローラよりレーザ照射指示しレーザ照射する。(図面中の実線のフロー3)
(4)制御装置よりXYテーブルを移動させレーザ照射痕がアライメントカメラの中心になるように図中Xb、Yb分移動させる。(図面中の破線のフロー1)
ここでXb、Ybは、レーザ照射位置と第1アライメントカメラ中心位置までの装置固有の設定値である。この時レーザ照射位置とアライメントカメラの相対位置は、熱影響によりレーザ照射痕とはずれ(図5(b)のXBとYB)が生じている。
(5)第1アライメントカメラで照射痕を確認する。(図面中の実線のフロー4、図5(b)参照)
(6)画像処理コントローラより照射痕と第1アライメントカメラの中心位置のズレ量を制御装置へ転送する。(図面中の実線のフロー5)
(7)制御装置より照射痕を第1アライメントカメラ中心位置へ図中のXB、YB分移動させる。(図面中の破線のフロー1)
(8)照射痕がカメラ中心にあるか確認する。(図5(c)参照)
(9)X軸、Y軸の現在位置(C)を記憶する。
(10)位置(B)から位置(C)の差分を記憶し補正値として設定する。
アライメントカメラオフセット量(X座標)=XB
アライメントカメラオフセット量(Y座標)=YB
【0017】
<6−2>レーザ照射位置の補正計算
アライメントカメラによる位置補正結果(XB、YB)から実際に加工するための位置座標のX座標およびY座標を以下のように補正計算する。
加工位置の指令値(X座標)=(加工プログラムにおけるX座標)+XB
加工位置の指令値(Y座標)=(加工プログラムにおけるY座標)+YB
【0018】
<7>レーザ加工装置(レーザ照射位置の位置補正)の実施形態2
本発明のレーザ加工装置の実施形態2は、観察カメラ41(第1カメラ)とアライメントカメラ(第2カメラ)51を使用する。本実施形態を図6および図7により説明する。図6は、観察カメラ(第1カメラ)による照射痕の確認およびレーザ加工位置の確認方法を説明する図面である。図6(a)は、ブロック図。図6(b)は、照射痕確認の際の観察カメラの映像1であり、図6(c)は観察カメラ映像2である。図7は、アライメントカメラ(第2カメラ)による位置補正の方法を説明する図面である。図7(a)は、位置補正のブロック図。図7(b)は、位置補正の際のアライメントカメラ映像1であり、図7(c)はアライメントカメラ映像2である。
<7−1>観察カメラによる照射痕の確認およびレーザ照射位置確認(図6参照)
(1)制御装置によりXYテーブルを移動させレーザ照射位置(ダミー基板上)へ移動させる。(図面中の破線のフロー1)
(2)制御装置からレーザを発振させる。制御装置からレーザコントローラへ信号を送る。(図面中の実線のフロー2)
(3)レーザコントローラよりレーザ照射指示しレーザ照射する。X軸、Y軸の現在位置(A)を記憶する。(図面中の実線のフロー3)
(4)観察カメラ(第1カメラ)で照射痕を確認する。(図面中の実線のフロー4、図6(b)参照)
(5)画像処理コントローラより照射痕と観察カメラの中心位置のズレ量を制御装置へ転送する。(図面中の実線のフロー5)
(6)制御装置より照射痕を観察カメラ中心位置へ図中のXA、YA分移動させる。
(7)照射痕がカメラ中心にあるか確認する。(図6(c)参照)
(8)X軸、Y軸の現在位置(A‘)を記憶する。
(9)位置(A)から位置(A‘)の差分を記憶し補正値として設定する。
観察カメラオフセット量(X座標)=XA
観察カメラオフセット量(Y座標)=YA
【0019】
この観察カメラオフセット値により、レーザ加工装置の加工位置と加工中の観察カメラ中心位置の相対的な確認をすることができる。
【0020】
<7−2>アライメントカメラ(第2カメラ)による位置補正(図7参照)
(1)制御装置よりXYテーブルを移動させレーザ照射痕がアライメントカメラの中心になるように図中Xb、Yb分移動させる。(図面中の破線のフロー1)
ここでXb、Ybは、レーザ照射位置とアライメントカメラ中心位置までの装置固有の設定値である。この時レーザ照射位置とアライメントカメラの相対位置は、熱影響によりレーザ照射痕とはずれ(図7(b)のXBとYB)が生じている。
(2)アライメントカメラ(第2カメラ)で照射痕を確認する。(図面中の実線のフロー2、図7(b)参照)
(3)画像処理コントローラより照射痕とアライメントカメラの中心位置のズレ量を制御装置へ転送する。(図面中の実線のフロー3)
(4)制御装置より照射痕をアライメントカメラ中心位置へ図中のXB、YB分移動させる。(図面中の破線のフロー1)
(5)照射痕がカメラ中心にあるか確認する。(図7(c)参照)
(6)X軸、Y軸の現在位置(C)を記憶する。
(7)位置(B)から位置(C)の差分を記憶し補正値として設定する。
アライメントカメラオフセット量(X座標)=XB
アライメントカメラオフセット量(Y座標)=YB
【0021】
<7−3>レーザ照射位置の補正計算
アライメントカメラによる位置補正結果(XB、YB)から実際に加工するための位置座標のX座標およびY座標を以下のように補正計算する。
加工位置の指令値(X座標)=(加工プログラムにおけるX座標)+XB
加工位置の指令値(Y座標)=(加工プログラムにおけるY座標)+YB
【0022】
<8>レーザ加工装置(レーザ照射位置の位置補正)の実施形態3
本発明のレーザ加工装置の実施形態3は、アライメントカメラ2台を使用する。アライメントカメラ2台をレーザ照射光の光軸に対して一方側に並列に並べて配置する。本実施形態について図8および図9により説明する。尚本実施形態では、工程(S5)のS53における観察カメラによるレーザ照射痕の形状を画像処理コントローラに登録する工程は設けていない。観察カメラによるレーザ照射痕の形状の登録や加工初期位置の確認が必要であれば第3カメラとして観察カメラを設けても良い。
【0023】
図8は、第1アライメントカメラ(第1カメラ)42による位置補正の方法を説明する図面である。図8(a)は、位置補正のブロック図。図8(b)は、位置補正の際の第1アライメントカメラの映像1であり、図8(c)は第1アライメントカメラ映像2である。図9は、第2アライメントカメラ(第2カメラ)51による位置補正の方法を説明する図面である。図9(a)は、位置補正のブロック図。図9(b)は、位置補正の際の第2アライメントカメラ映像1であり、図9(c)は第2アライメントカメラ映像2である。
【0024】
<8−1>第1アライメントカメラ(第1カメラ)による位置補正(図8参照)
(1)制御装置によりXYテーブルを移動させレーザ照射位置(ダミー基板上)へ移動させる。(図面中の破線のフロー1)
(2)制御装置からレーザを発振させる。(制御装置からレーザコントローラへ信号を送る。)(図面中の実線のフロー2)
(3)レーザコントローラよりレーザ照射指示しレーザ照射する。(図面中の実線のフロー3)
(4)制御装置よりXYテーブルを移動させレーザ照射痕が第1アライメントカメラの中心になるように図中Xd、Yd分移動させる。(図面中の破線のフロー1)
ここでXd、Ydは、レーザ照射位置と第1アライメントカメラ中心位置までの装置固有の設定値である。この時レーザ照射位置とアライメントカメラの相対位置は、熱影響によりレーザ照射痕とはずれ(図8(b)のXDとYD)が生じている。
(5)第1アライメントカメラで照射痕を確認する。(図面中の実線のフロー4、図8(b)参照)
(6)画像処理コントローラより照射痕と第2アライメントカメラの中心位置のズレ量を制御装置へ転送する。(図面中の実線のフロー5)
(7)制御装置より照射痕を第2アライメントカメラ中心位置へ図中のXD、YD分移動させる。(図面中の破線のフロー1)
(8)照射痕がカメラ中心にあるか確認する。(図8(c)参照)
(9)X軸、Y軸の現在位置(E)を記憶する。
(10)位置(D)から位置(E)の差分を記憶し補正値として設定する。
第2アライメントカメラオフセット量(X座標)=XD
第2アライメントカメラオフセット量(Y座標)=YD
【0025】
<8−2>第2アライメントカメラ(第2カメラ)による位置補正(図9参照)
(1)制御装置よりXYテーブルを移動させレーザ照射痕が第2アライメントカメラの中心になるように図中Xf、Yf移動させる。(図面中の破線のフロー1)
ここでXf、Yfは、レーザ照射位置と第2アライメントカメラ中心位置までの装置固有の設定値である。この時レーザ照射位置とアライメントカメラの相対位置は、熱影響によりレーザ照射痕とはずれ(図9(b)のXFとYF)が生じている。
(2)第2アライメントカメラで照射痕を確認する。(図面中の実線のフロー2、図9(b)参照)
(3)画像処理コントローラより照射痕と第2アライメントカメラの中心位置のズレ量を制御装置へ転送する。(図面中の実線のフロー3)
(4)制御装置より照射痕をアライメントカメラ中心位置へ図中のXF、YF分移動させる。(図面中の破線のフロー1)
(5)照射痕がカメラ中心にあるか確認する。(図9(c)参照)
(6)X軸、Y軸の現在位置(G)を記憶する。
(7)位置(F)から位置(G)の差分を記憶し補正値として設定する。
第2アライメントカメラオフセット量(X座標)=XF
第2アライメントカメラオフセット量(Y座標)=YF
【0026】
<8−3>レーザ照射位置の補正計算
第1アライメントカメラ(第1カメラ)による位置補正結果(XD、YD)および第2アライメントカメラ(第2カメラ)よる位置補正結果(XF、YF)から実際に加工するための位置座標のX座標およびY座標を以下のように補正計算することができる。
(1)第1アライメントカメラによる補正量のみで位置を補正計算する。
加工位置の指令値(X座標)=(加工プログラムにおけるX座標)+XD
加工位置の指令値(Y座標)=(加工プログラムにおけるY座標)+YD
(2)第2アライメントカメラによる補正量のみで位置を補正計算する。
加工位置の指令値(X座標)=(加工プログラムにおけるX座標)+XF
加工位置の指令値(Y座標)=(加工プログラムにおけるY座標)+YF
(3)XY軸の移動量のある一定範囲内については第1アライメントカメラによる補正量を使用し、XY軸の移動量がある一定範囲外については第2アライメントカメラによる補正量を使用し補正計算する。
(4)第1アライメントカメラによる補正量と第2アライメントカメラの補正量の平均値を補正量とし補正計算する。
【0027】
実施形態3においては2台のアライメントカメラを使用して、各アライメントカメラの補正量を上記の4通りの方法によって位置補正計算を行なう。上記(1)および(2)のようにどちらか1台のアライメントカメラの補正量のみを使用する場合は、他方のカメラはウェハ全体を粗く観察するなどの目的に使用しても良い。
また上記(3)および(4)のような位置補正計算の方法を採用することにより、加工装置の熱影響の場所的な違いを加味することができる。さらに被加工物が大きくなった場合には、装置も大きくなり熱影響は大きなものとなるがこのような位置補正計算方法によりレーザ加工の位置精度を更に向上させることができる。
【0028】
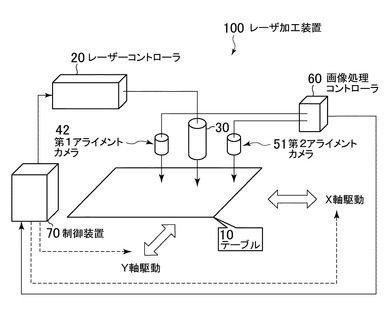
<9>レーザ照射位置の位置補正の実施形態4
本発明のレーザ加工装置の実施形態4は、図10のようにアライメントカメラ2台使用し、レーザ照射光の光軸に対して両側にそれぞれ1台ずつ配置した形態である。この形態における位置補正の方法は、実施形態3と同様の方法で行うことができる。このような形態とすることにより第1アライメントカメラ42と第2アライメントカメラ51の間の距離を極力長くすることができる。従ってレーザ加工装置の移動ストロークの範囲内での熱影響により位置の変化を観測し補正することができるので位置補正の精度を更に向上させることができる。尚本実施形態において、装置構成上第2アライメントカメラをダミー基板上のレーザ照射痕まで移動させるための軸移動ストロークが不足する場合は、図2の2点鎖線位置に第2アライメントカメラ用のダミー基板12を設けて、そこで第2アライメントカメラにて位置補正するためのレーザ照射を行なっても良い。
【0029】
尚本実施形態でも、工程(S5)のS53における観察カメラによるレーザ照射痕の形状を画像処理コントローラに登録する工程は設けていない。観察カメラによるレーザ照射痕の形状の登録や加工初期位置の確認が必要であれば第3カメラとして観察カメラを設けた構成としても良い。
【0030】
本発明のレ−ザ加工装置は、上記した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【符号の説明】
【0031】
W ウェハ
S 粘着シート
R リング
10 XYテーブル
11 ダミー基板
12 ダミー基板
20 レーザコントローラ
30 レーザ照射部
40 第1カメラ
41 観察カメラ
42 第1アライメントカメラ
50 第2カメラ
51 第2アライメントカメラ
60 画像処理コントローラ
70 制御装置
100 レーザ加工装置
【特許請求の範囲】
【請求項1】
レーザ光を被加工物に照射して被加工物を加工するレーザ加工装置であって、
1つ以上のカメラを有し、
レーザ加工する前に、被加工物等にレーザをスポット状に照射し前記カメラのいずれかにより前記レーザスポットの位置を確認し位置補正を行う工程
を有することを特徴とするレーザ加工装置。
【請求項2】
第1カメラ、第2カメラを有し、
レーザ加工する前に、被加工物等にレーザをスポット状に照射し第1カメラにて前記レーザスポットの位置を確認し位置補正を行う工程と、
レーザ加工する前に、被加工物等にレーザをスポット状に照射し第2カメラにて前記レーザスポットの位置を確認し位置補正を行う工程と、
を有することを特徴とする請求項1に記載のレーザ加工装置。
【請求項3】
第1カメラおよび第2カメラの光軸は、レーザ光を照射する軸方向と一定距離離れた位置に設けたことを特徴とする請求項2に記載のレーザ加工装置。
【請求項4】
カメラの光軸がレーザ光を照射する軸と同一または近接している第3カメラを設けたことを特徴とする請求項3に記載のレーザ加工装置。
【請求項5】
第1カメラまたは第2カメラのいずれか一方は、前記カメラの光軸はレーザ光を照射する軸方向と一定距離離れた位置に設け、他の一方は前記カメラの光軸はレーザ光を照射する軸と同一または近接していることを特徴とする請求項2に記載のレーザ加工装置。
【請求項6】
前記カメラによる前記位置補正を行なう工程を、全ての被加工物毎に行なうことを特徴とする請求項1から請求項5のいずれかに記載のレーザ加工装置。
【請求項7】
前記カメラによる前記位置補正を行なう工程を、被加工物を一定数量毎に行なうことを特徴とする請求項1から請求項5のいずれかに記載のレーザ加工装置。
【請求項8】
前記カメラによる前記位置補正を行なう工程を、被加工物とは別置きのダミー加工物にレーザスポットを照射して行なうことを特徴とする請求項1から請求項7のいずれかに記載のレーザ加工装置。
【請求項9】
前記被加工物が半導体ウェハであることを特徴とする請求項1から請求項8のいずれかに記載のレーザ加工装置。
【請求項1】
レーザ光を被加工物に照射して被加工物を加工するレーザ加工装置であって、
1つ以上のカメラを有し、
レーザ加工する前に、被加工物等にレーザをスポット状に照射し前記カメラのいずれかにより前記レーザスポットの位置を確認し位置補正を行う工程
を有することを特徴とするレーザ加工装置。
【請求項2】
第1カメラ、第2カメラを有し、
レーザ加工する前に、被加工物等にレーザをスポット状に照射し第1カメラにて前記レーザスポットの位置を確認し位置補正を行う工程と、
レーザ加工する前に、被加工物等にレーザをスポット状に照射し第2カメラにて前記レーザスポットの位置を確認し位置補正を行う工程と、
を有することを特徴とする請求項1に記載のレーザ加工装置。
【請求項3】
第1カメラおよび第2カメラの光軸は、レーザ光を照射する軸方向と一定距離離れた位置に設けたことを特徴とする請求項2に記載のレーザ加工装置。
【請求項4】
カメラの光軸がレーザ光を照射する軸と同一または近接している第3カメラを設けたことを特徴とする請求項3に記載のレーザ加工装置。
【請求項5】
第1カメラまたは第2カメラのいずれか一方は、前記カメラの光軸はレーザ光を照射する軸方向と一定距離離れた位置に設け、他の一方は前記カメラの光軸はレーザ光を照射する軸と同一または近接していることを特徴とする請求項2に記載のレーザ加工装置。
【請求項6】
前記カメラによる前記位置補正を行なう工程を、全ての被加工物毎に行なうことを特徴とする請求項1から請求項5のいずれかに記載のレーザ加工装置。
【請求項7】
前記カメラによる前記位置補正を行なう工程を、被加工物を一定数量毎に行なうことを特徴とする請求項1から請求項5のいずれかに記載のレーザ加工装置。
【請求項8】
前記カメラによる前記位置補正を行なう工程を、被加工物とは別置きのダミー加工物にレーザスポットを照射して行なうことを特徴とする請求項1から請求項7のいずれかに記載のレーザ加工装置。
【請求項9】
前記被加工物が半導体ウェハであることを特徴とする請求項1から請求項8のいずれかに記載のレーザ加工装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2010−214413(P2010−214413A)
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願番号】特願2009−63701(P2009−63701)
【出願日】平成21年3月17日(2009.3.17)
【出願人】(000004374)日清紡ホールディングス株式会社 (370)
【出願人】(509045313)日清紡アルプステック株式会社 (6)
【Fターム(参考)】
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願日】平成21年3月17日(2009.3.17)
【出願人】(000004374)日清紡ホールディングス株式会社 (370)
【出願人】(509045313)日清紡アルプステック株式会社 (6)
【Fターム(参考)】
[ Back to top ]