
アルミニウムローラ及びその製造方法
【発明の詳細な説明】
[産業上の利用分野]
本発明はウエブ搬送用のローラに関し、また、ローラとウエブとが接触したときに、ローラ表面とウエブとの間に随伴された空気をローラ表面から逃がすことができるようにしてウエブを搬送するために使用するローラを製造する方法にも関する。
[従来の技術]
多くのウエブ製造方法においては、ウエブを一連のステーションを通して搬送するときに、ウエブは複数個のローラのまわりで運ばれる。これらのローラの一部はウエブを前進させるための駆動ローラであり、残りのローラは単純な遊動ローラである。典型的には、ウエブ搬送装置は、ウエブにかき傷その他の損傷を与えないためローラ表面とウエブとの間の相対運動を阻止するように構成されている。このことは、上記相対運動により最終製品に表面上の欠陥を生じさせるような写真フイルム、印画紙、磁気テープの如き敏感な材料のウエブを製造する場合に、特に重要である。従って、ローラが駆動ローラであっても遊動ローラであってもローラによりウエブを損傷させないように、ローラの表面を十分に円滑にするのが望ましい。それと同時に、駆動ローラによりウエブを前進させることができ、かつ、ウエブが遊動ローラに接触したときにウエブと同じ表面速度でウエブにより遊動ローラを回転させることができるように、ローラとウエブとの間に十分な摩擦を生じさせることも重要である。
[発明が解決しようとする課題]
駆動ローラ又は遊動ローラを使用するウエブ搬送装置においては、ローラとウエブ表面との間に空気が滞留することがよくある。すなわち、特にウエブが高速で運動しているときには、ウエブの運動により、空気がウエブとローラ表面との間のニップへ押し込まれる傾向がある。この空気の境界層はウエブ表面とローラ表面とを少なくとも部分的に分離させてしまう。このような分離が発生すると、ウエブを前進させる駆動ローラの能力を変化させ、ウエブは遊動ローラを有効に回転させることができなくなる。このため、ローラとウエブとの間に相対運動が生じ、ウエブの質を低下させてしまう。
ローラとウエブとの間の空気の境界層により発生する諸問題点を解決する試みがなされてきた。例えば、米国特許第4,426,757号明細書には、ウエブ案内ローラが開示され、このローラは運動するウエブと一緒に運ばれた空気を収容するキャビテイをローラ表面に具備している。詳細には、キャビテイは、ウエブに接触する台地状の円滑に研削し磨き仕上げした表面区域間のローラ表面に配置した微細に分岐した網目状の圧縮室を備えている。これらの室内の空気はウエブとローラとの間で圧縮される。ウエブが最初にローラに接触する地点で、空気は圧縮室へ進入し、ウエブがローラから離れる地点で、空気は圧縮室から排出される。
また、米国特許第3,405,855号明細書には、空気の境界層を制御するためローラ表面に設けた複数個のグルーブを開示している。これらのグルーブは空気を排出するための通路を提供する。これらのグルーブは例えば切削加工で所定の反復パターンでローラ表面に特殊に形成され、従つて、高価で、多大な時間を要する。また、ローラのまわりを搬送されているウエブに不当なマークを生じさせないように、グルーブの形状及び寸法を注意深く管理しなければならない。不当なマークは、例えば、グルーブの縁部にウエブを押し付けたときに生じる痕跡である。また、グルーブは、例えば、グルーブ上方のウエブ部分とは別に乾燥させるローラ表面に接触したウエブ部分により生じる熱的な欠陥をも生じさせる。更に、ウエブに付いたマークは無秩序なパターンのマークと異なり、反復するパターンのマークなので、一層人目につきやすい。従って、このようなマークは、特にフィルムや印画紙の如き写真に使用するシート材料にとっては明らかに不利である。
本発明の目的は、アルミニウムローラの表面と運動中のウエブとの間に滞留する空気を制御し、ローラに特別な反復パターンのグルーブを形成することなくローラ表面と運動中のウエブとの間から空気を排出させることである。
[課題を解決するための手段]
上記目的は、以下の特徴を有するローラの表面を仕上げる方法を提供することにより達成される。すなわち、この方法の特徴とするところは、十分に丸みを帯びた下向きの地肌(くぼみ)と鋭利な上向きの地肌(突縁)とを有する凹凸組織をローラ表面に形成するようにローラ表面をスチール弾丸で吹き付け加工する工程と、相互連結したチャンネルにより包囲された台地(円滑円筒部分)を形成するため、吹き付け加工工程で形成された下向き地肌を50%以上除去することなく鋭利な上向き地肌を除去するようにローラ表面を研削する工程と、表面を硬質被覆する工程とを備えてなることである。上記目的はまた、以下の特徴を有するウエブ搬送用アルミニウムローラを提供することにより達成される。すなわち、このアルミニウムローラの特徴とするところは、ローラ表面が、ローラの表面積の50%以上を占める相互連結チヤンネルを形成するように重なつた実質上球面の多数の下向き地肌(くぼみ)と、ローラの表面積の少なくとも20%を占め相互連結チャンネル間に位置した複数個の台地(円滑円筒部分)とを備え、ローラ表面を硬質で耐久性のある金属層で被覆したことである。
[実施例]
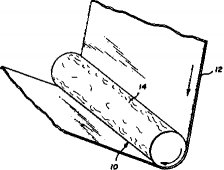
第1図を参照すると、本発明のウエブ搬送用ローラ10は、その中心軸線のまわりで矢印にて示す右回り方向に回転できる。ウエブ12はローラ10の一部のまわりを通るように搬送される。ローラ10は駆動ローラであっても遊動ローラであってもよい。いずれの場合においても、ローラとウエブとの間に滑りを生じさせないように、ローラ表面の周速度及びウエブの直線速度は同じ速度にすべきである。このときは、ウエブ12が写真フィルム、印画紙、磁気媒体(テープ等)の如き損傷しやすい材料でできている場合には、特に重要である。ローラ10の表面14は、ローラとウエブとの間の相対運動を阻止するように、後述する方法で表面仕上げする。
第2図を参照すると、ローラ10を製造する方法は、種々の円筒上シェル即ち無垢のローラに適用できる。この方法は、特に、アルミニウムローラ16に適用することができる。ローラ16の長さ及び直径は任意でよく、例えば、8フィート(約2.4m)又はそれ以上の幅のウエブを取り扱うのに十分な長さを有するとよい。
まず、ローラ16の表面をスチール弾丸で吹き付け加工して、ローラ表面上に凹凸表面組織20を形成する(第2図R>図)。表面組織20は十分に丸みを帯びた下向き地肌即ちくぼみ22と、頂点を有する鋭利な上向き地肌即ち鋭利な突縁24とを有する。下向きのくぼみ22は実質上球面形状を有し、ローラ16の全長及び全周にわたって存在する。
吹き付け加工期間中に形成された球面状の下向きくぼみ22はローラの表面を打撃するときのスチール弾丸の運動量により決定される深さを有する。スチール弾丸の寸法は実質上一定であり、従って、スチール弾丸の質量も一定である。それ故、スチール弾丸の運動量は弾丸の速度にのみ依存する。弾丸の速度は使用する(弾丸を射出する)ノズルの幾何学的形状及び吹き付け圧力の影響を受ける。吹き付け加工工程中のノズルの幾何学的形状は一定であるから、使用する空気圧(吹き付け圧力)のみが下向きくぼみ22の深さを決定する因子となる。吹き付け工程期間中実質上一定となるように空気圧を制御する。従って、下向きくぼみの深さは正確に制御でき、実質上一定の深さの下向きくぼみを得ることができる。
下向きくぼみ22の数は弾丸の寸法及びパターン(凹凸表面組織)の深さにより決まる。スチール弾丸の寸法を大きくしパターンの深さを深くすればするほど、ローラ表面上の下向きくぼみ22の数は少なくなる。それ故、本質的には、下向きくぼみ22の数は、厳密な制約を受けた弾丸の数とパターンの深さとにより決定される。例えば、弾丸の寸法が約0.006インチ(約0.15mm)ないし0.080インチ(約2mm)の範囲にあれば、1インチ(約25.4mm)の長さ当り約50ないし500個の下向きくぼみを形成できる。大半の下向きくぼみ22は少なくとも部分的に重なり、無秩序なパターンの相互連結チャンネルが最終製品としてのローラ表面上に形成される(これについては、第5図を参照して後に詳述する)。
ローラ表面を仕上げする次の工程は、上向き突縁24の頂部を除去し、下向きくぼみ22により形成された相互連結チャンネルによって包囲された台地即ち円滑円筒部分を形成することである。詳細には、第2図に示すローラ表面に対して、上向き突縁24の頂点を除去し一連の無秩序に延在する円滑円筒部分30(第3図)を形成するような積極的な複数方向の研削作用を含む超仕上げ加工を行う。この超仕上げ工程期間中ローラは回転し、そのローラの回転速度、研削圧力、及びローラ表面に沿う長手方向の研削率はすべて一定になるように制御され、ローラの実質上全表面にわたり円滑円筒部分30の高さ及び円滑度が一様になるようにする。
超仕上げ加工工程は、粒度が徐々に小さくなった一連の研磨テープ(例えば、サンドペーパー)でローラ表面を研削する工程を含む。たとえば、円滑円筒部分30を確立するためローラ表面を最初に15ミクロンの粒度の研磨テープで研削する。次いで、9ミクロンの粒度の研磨テープでローラ表面を研削し、15ミクロンの粒度の研磨テープで研削した円筒部分30上の傷を取り除く。次に、3ミクロンの粒度の研磨テープでローラ表面を研削し、9ミクロンの粒度の研磨テープで研削したときに生じたローラ表面上の傷を取り除く。超仕上げ加工工程の最終作業は、ウエブにかき傷を生じさせない程度に円滑円筒部分の縁部に丸みを持たせるようにローラ表面を研磨することである。この最終研磨は、9ミクロンの酸化アルミニウム製研磨混合物を水に懸濁したスラリーを使用して実施するのが好ましい。
最終的なパターン(凹凸組織)の深さ及び下向きくぼみ22の相互連結により形成されたチャンネルの量は、第2図2図に示す吹き付け加工されたときの凹凸組織から所定量の材料を除去することにより制御される。第2図に示す吹き付け加工されたときのパターンの深さから、超仕上げ加工工程で減少させるパターン深さの量が多いほど、チャンネルの量は少なくなる。超仕上げ加工により下向きくぼみ22の深さの50%以上を除去した場合には、チャンネルの減少量は過剰になる。一方、弾丸で吹き付け加工した表面組織によりウエブにかき傷を与える可能性を払拭するためには、第3図のパターン深さの少なくとも20%を除去し、超仕上げ加工の後の平滑円筒部分30が十分に丸みを帯びた縁部を有するようにすることが望ましい。
次に、第3図に示す超仕上げ加工した表面を硬質被覆する。硬質被覆はアルミニウムローラ上に極めて硬く耐久性ある表面層34(第4図)を形成する交換被覆方式で行う。硬質被覆加工は下向きくぼみ22により形成されたチャンネルの量を減少させる。この事実を考慮し、硬質被覆工程が終了した後に残るチャンネル及び下向きくぼみの量が上述の範囲内に存在するように、弾丸での吹き付け加工工程を調整すべきである。
ローラ表面を硬質被覆する工程の後には、ローラ表面に極めて微細な粗さが残る。この表面粗さは磨き加工で除去する。磨き加工は9ミクロンの酸化アルミニウムの研磨用混合物を水に懸濁してできたスラリーを使用して実施する。磨き加工で円筒部分30から表面粗さを除去する。また、円筒部分30及びその縁部がローラ表面に沿って搬送中のウエブに悪影響を及ぼすようなウエブ上へのかき傷を生じさせないように、円滑円筒部分30上には十分に丸みを帯びた縁部が形成される。
最終的なローラ表面は導電性にするとよい。従つて、硬質被覆加工直後に、アルミニウムローラを銀の如き導電性材料で含浸し、表面の導電性を増大させる。
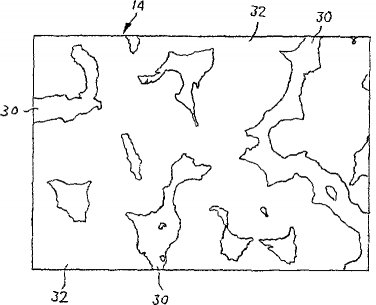
第5図は本発明のローラの表面14の一部の顕微鏡写真図である。ローラ表面14は平滑円筒部分30と、複数個のチャンネル32とを有する。チャンネルは弾丸吹き付け加工で形成した下向きくぼみ22の相互接続により得られる。大半のチヤンネルは相互連結していて、ウエブ12(第1図)とローラ表面14との間に空気滞留用の通路を形成する。これらの通路はローラに沿って円周方向及び長手方向に無秩序に延びている。従って、空気はローラとウエブとの間から逃げる際にローラに沿って軸方向及び円周方向の双方に運動できる。このため、円滑円筒部分30とウエブ表面との良好な接触が保証され、ローラとウエブとの間の牽引特性及び摩擦特性を制御できる。ローラとウエブとの間に滞留(捕捉)される空気量が極めて少ないので、ローラとウエブとの間での牽引力の発生を予期することができる。ローラとウエブとの間に多量の空気が捕捉された場合は、牽引特性に悪影響を及ぼす。
研磨仕上げしたローラによる牽引特性よりも大きな牽引特性を得るためには、弾丸で吹き付け加工した下向きくぼみ22のパターンは10Rzパラメータにより決定されるような500ミクロンインチ(約1270ミクロンセンチメートル)よりも深くし、表面パターンは、表面で観察して50%以上のチャンネル(即ち、50%以下の円滑円筒部分30)を有するべきである。また、最終仕上げ表面の下向きくぼみ22の深さは、ローラ表面のクリーニングを容易にするため、約1000ミクロンインチ(約2540ミクロンセンチメートル)より浅い。クリーニングの容易性を考慮しなければ、一層深いパターン深さを使用してもよい。更に、パターンによりウエブにかき傷を生じさせる可能性を排除するためには、円滑円筒部分30はローラ表面積の少なくとも20%を占めるのが望ましい。ウエブの搬送速度が増大するに従って所要の深さも増大する。
ローラ表面の通路の無秩序配列は、特に写真に用いるウエブにとって望ましい。特に、ローラ表面の無秩序パターンによりウエブにわずかなマークがついたとしても、反復パターンのマークとは異なり、人目につきにくい。
【図面の簡単な説明】
第1図は、ローラ表面の一部のまわりに随伴されたウエブを伴った状態で示す、本発明のウエブ搬送用ローラの斜視図、
第2図は弾丸で吹き付け加工した後のローラ表面の一部の拡大断面図、
第3図は吹き付け加工した後に更に超仕上げ加工した後のローラ表面の一部の拡大断面図、
第4図は硬質被覆し磨いた後のローラ表面の一部の拡大断面図、
第5図は本発明のローラの表面の一部を表わす拡大平面図である。
符号の説明
10:スチールローラ、12:ウエブ
14:ローラ表面、20:凹凸組織
22:下向きくぼみ
24:上向き突縁、30:円滑円筒部分
32:チャンネル、34:表面層
[産業上の利用分野]
本発明はウエブ搬送用のローラに関し、また、ローラとウエブとが接触したときに、ローラ表面とウエブとの間に随伴された空気をローラ表面から逃がすことができるようにしてウエブを搬送するために使用するローラを製造する方法にも関する。
[従来の技術]
多くのウエブ製造方法においては、ウエブを一連のステーションを通して搬送するときに、ウエブは複数個のローラのまわりで運ばれる。これらのローラの一部はウエブを前進させるための駆動ローラであり、残りのローラは単純な遊動ローラである。典型的には、ウエブ搬送装置は、ウエブにかき傷その他の損傷を与えないためローラ表面とウエブとの間の相対運動を阻止するように構成されている。このことは、上記相対運動により最終製品に表面上の欠陥を生じさせるような写真フイルム、印画紙、磁気テープの如き敏感な材料のウエブを製造する場合に、特に重要である。従って、ローラが駆動ローラであっても遊動ローラであってもローラによりウエブを損傷させないように、ローラの表面を十分に円滑にするのが望ましい。それと同時に、駆動ローラによりウエブを前進させることができ、かつ、ウエブが遊動ローラに接触したときにウエブと同じ表面速度でウエブにより遊動ローラを回転させることができるように、ローラとウエブとの間に十分な摩擦を生じさせることも重要である。
[発明が解決しようとする課題]
駆動ローラ又は遊動ローラを使用するウエブ搬送装置においては、ローラとウエブ表面との間に空気が滞留することがよくある。すなわち、特にウエブが高速で運動しているときには、ウエブの運動により、空気がウエブとローラ表面との間のニップへ押し込まれる傾向がある。この空気の境界層はウエブ表面とローラ表面とを少なくとも部分的に分離させてしまう。このような分離が発生すると、ウエブを前進させる駆動ローラの能力を変化させ、ウエブは遊動ローラを有効に回転させることができなくなる。このため、ローラとウエブとの間に相対運動が生じ、ウエブの質を低下させてしまう。
ローラとウエブとの間の空気の境界層により発生する諸問題点を解決する試みがなされてきた。例えば、米国特許第4,426,757号明細書には、ウエブ案内ローラが開示され、このローラは運動するウエブと一緒に運ばれた空気を収容するキャビテイをローラ表面に具備している。詳細には、キャビテイは、ウエブに接触する台地状の円滑に研削し磨き仕上げした表面区域間のローラ表面に配置した微細に分岐した網目状の圧縮室を備えている。これらの室内の空気はウエブとローラとの間で圧縮される。ウエブが最初にローラに接触する地点で、空気は圧縮室へ進入し、ウエブがローラから離れる地点で、空気は圧縮室から排出される。
また、米国特許第3,405,855号明細書には、空気の境界層を制御するためローラ表面に設けた複数個のグルーブを開示している。これらのグルーブは空気を排出するための通路を提供する。これらのグルーブは例えば切削加工で所定の反復パターンでローラ表面に特殊に形成され、従つて、高価で、多大な時間を要する。また、ローラのまわりを搬送されているウエブに不当なマークを生じさせないように、グルーブの形状及び寸法を注意深く管理しなければならない。不当なマークは、例えば、グルーブの縁部にウエブを押し付けたときに生じる痕跡である。また、グルーブは、例えば、グルーブ上方のウエブ部分とは別に乾燥させるローラ表面に接触したウエブ部分により生じる熱的な欠陥をも生じさせる。更に、ウエブに付いたマークは無秩序なパターンのマークと異なり、反復するパターンのマークなので、一層人目につきやすい。従って、このようなマークは、特にフィルムや印画紙の如き写真に使用するシート材料にとっては明らかに不利である。
本発明の目的は、アルミニウムローラの表面と運動中のウエブとの間に滞留する空気を制御し、ローラに特別な反復パターンのグルーブを形成することなくローラ表面と運動中のウエブとの間から空気を排出させることである。
[課題を解決するための手段]
上記目的は、以下の特徴を有するローラの表面を仕上げる方法を提供することにより達成される。すなわち、この方法の特徴とするところは、十分に丸みを帯びた下向きの地肌(くぼみ)と鋭利な上向きの地肌(突縁)とを有する凹凸組織をローラ表面に形成するようにローラ表面をスチール弾丸で吹き付け加工する工程と、相互連結したチャンネルにより包囲された台地(円滑円筒部分)を形成するため、吹き付け加工工程で形成された下向き地肌を50%以上除去することなく鋭利な上向き地肌を除去するようにローラ表面を研削する工程と、表面を硬質被覆する工程とを備えてなることである。上記目的はまた、以下の特徴を有するウエブ搬送用アルミニウムローラを提供することにより達成される。すなわち、このアルミニウムローラの特徴とするところは、ローラ表面が、ローラの表面積の50%以上を占める相互連結チヤンネルを形成するように重なつた実質上球面の多数の下向き地肌(くぼみ)と、ローラの表面積の少なくとも20%を占め相互連結チャンネル間に位置した複数個の台地(円滑円筒部分)とを備え、ローラ表面を硬質で耐久性のある金属層で被覆したことである。
[実施例]
第1図を参照すると、本発明のウエブ搬送用ローラ10は、その中心軸線のまわりで矢印にて示す右回り方向に回転できる。ウエブ12はローラ10の一部のまわりを通るように搬送される。ローラ10は駆動ローラであっても遊動ローラであってもよい。いずれの場合においても、ローラとウエブとの間に滑りを生じさせないように、ローラ表面の周速度及びウエブの直線速度は同じ速度にすべきである。このときは、ウエブ12が写真フィルム、印画紙、磁気媒体(テープ等)の如き損傷しやすい材料でできている場合には、特に重要である。ローラ10の表面14は、ローラとウエブとの間の相対運動を阻止するように、後述する方法で表面仕上げする。
第2図を参照すると、ローラ10を製造する方法は、種々の円筒上シェル即ち無垢のローラに適用できる。この方法は、特に、アルミニウムローラ16に適用することができる。ローラ16の長さ及び直径は任意でよく、例えば、8フィート(約2.4m)又はそれ以上の幅のウエブを取り扱うのに十分な長さを有するとよい。
まず、ローラ16の表面をスチール弾丸で吹き付け加工して、ローラ表面上に凹凸表面組織20を形成する(第2図R>図)。表面組織20は十分に丸みを帯びた下向き地肌即ちくぼみ22と、頂点を有する鋭利な上向き地肌即ち鋭利な突縁24とを有する。下向きのくぼみ22は実質上球面形状を有し、ローラ16の全長及び全周にわたって存在する。
吹き付け加工期間中に形成された球面状の下向きくぼみ22はローラの表面を打撃するときのスチール弾丸の運動量により決定される深さを有する。スチール弾丸の寸法は実質上一定であり、従って、スチール弾丸の質量も一定である。それ故、スチール弾丸の運動量は弾丸の速度にのみ依存する。弾丸の速度は使用する(弾丸を射出する)ノズルの幾何学的形状及び吹き付け圧力の影響を受ける。吹き付け加工工程中のノズルの幾何学的形状は一定であるから、使用する空気圧(吹き付け圧力)のみが下向きくぼみ22の深さを決定する因子となる。吹き付け工程期間中実質上一定となるように空気圧を制御する。従って、下向きくぼみの深さは正確に制御でき、実質上一定の深さの下向きくぼみを得ることができる。
下向きくぼみ22の数は弾丸の寸法及びパターン(凹凸表面組織)の深さにより決まる。スチール弾丸の寸法を大きくしパターンの深さを深くすればするほど、ローラ表面上の下向きくぼみ22の数は少なくなる。それ故、本質的には、下向きくぼみ22の数は、厳密な制約を受けた弾丸の数とパターンの深さとにより決定される。例えば、弾丸の寸法が約0.006インチ(約0.15mm)ないし0.080インチ(約2mm)の範囲にあれば、1インチ(約25.4mm)の長さ当り約50ないし500個の下向きくぼみを形成できる。大半の下向きくぼみ22は少なくとも部分的に重なり、無秩序なパターンの相互連結チャンネルが最終製品としてのローラ表面上に形成される(これについては、第5図を参照して後に詳述する)。
ローラ表面を仕上げする次の工程は、上向き突縁24の頂部を除去し、下向きくぼみ22により形成された相互連結チャンネルによって包囲された台地即ち円滑円筒部分を形成することである。詳細には、第2図に示すローラ表面に対して、上向き突縁24の頂点を除去し一連の無秩序に延在する円滑円筒部分30(第3図)を形成するような積極的な複数方向の研削作用を含む超仕上げ加工を行う。この超仕上げ工程期間中ローラは回転し、そのローラの回転速度、研削圧力、及びローラ表面に沿う長手方向の研削率はすべて一定になるように制御され、ローラの実質上全表面にわたり円滑円筒部分30の高さ及び円滑度が一様になるようにする。
超仕上げ加工工程は、粒度が徐々に小さくなった一連の研磨テープ(例えば、サンドペーパー)でローラ表面を研削する工程を含む。たとえば、円滑円筒部分30を確立するためローラ表面を最初に15ミクロンの粒度の研磨テープで研削する。次いで、9ミクロンの粒度の研磨テープでローラ表面を研削し、15ミクロンの粒度の研磨テープで研削した円筒部分30上の傷を取り除く。次に、3ミクロンの粒度の研磨テープでローラ表面を研削し、9ミクロンの粒度の研磨テープで研削したときに生じたローラ表面上の傷を取り除く。超仕上げ加工工程の最終作業は、ウエブにかき傷を生じさせない程度に円滑円筒部分の縁部に丸みを持たせるようにローラ表面を研磨することである。この最終研磨は、9ミクロンの酸化アルミニウム製研磨混合物を水に懸濁したスラリーを使用して実施するのが好ましい。
最終的なパターン(凹凸組織)の深さ及び下向きくぼみ22の相互連結により形成されたチャンネルの量は、第2図2図に示す吹き付け加工されたときの凹凸組織から所定量の材料を除去することにより制御される。第2図に示す吹き付け加工されたときのパターンの深さから、超仕上げ加工工程で減少させるパターン深さの量が多いほど、チャンネルの量は少なくなる。超仕上げ加工により下向きくぼみ22の深さの50%以上を除去した場合には、チャンネルの減少量は過剰になる。一方、弾丸で吹き付け加工した表面組織によりウエブにかき傷を与える可能性を払拭するためには、第3図のパターン深さの少なくとも20%を除去し、超仕上げ加工の後の平滑円筒部分30が十分に丸みを帯びた縁部を有するようにすることが望ましい。
次に、第3図に示す超仕上げ加工した表面を硬質被覆する。硬質被覆はアルミニウムローラ上に極めて硬く耐久性ある表面層34(第4図)を形成する交換被覆方式で行う。硬質被覆加工は下向きくぼみ22により形成されたチャンネルの量を減少させる。この事実を考慮し、硬質被覆工程が終了した後に残るチャンネル及び下向きくぼみの量が上述の範囲内に存在するように、弾丸での吹き付け加工工程を調整すべきである。
ローラ表面を硬質被覆する工程の後には、ローラ表面に極めて微細な粗さが残る。この表面粗さは磨き加工で除去する。磨き加工は9ミクロンの酸化アルミニウムの研磨用混合物を水に懸濁してできたスラリーを使用して実施する。磨き加工で円筒部分30から表面粗さを除去する。また、円筒部分30及びその縁部がローラ表面に沿って搬送中のウエブに悪影響を及ぼすようなウエブ上へのかき傷を生じさせないように、円滑円筒部分30上には十分に丸みを帯びた縁部が形成される。
最終的なローラ表面は導電性にするとよい。従つて、硬質被覆加工直後に、アルミニウムローラを銀の如き導電性材料で含浸し、表面の導電性を増大させる。
第5図は本発明のローラの表面14の一部の顕微鏡写真図である。ローラ表面14は平滑円筒部分30と、複数個のチャンネル32とを有する。チャンネルは弾丸吹き付け加工で形成した下向きくぼみ22の相互接続により得られる。大半のチヤンネルは相互連結していて、ウエブ12(第1図)とローラ表面14との間に空気滞留用の通路を形成する。これらの通路はローラに沿って円周方向及び長手方向に無秩序に延びている。従って、空気はローラとウエブとの間から逃げる際にローラに沿って軸方向及び円周方向の双方に運動できる。このため、円滑円筒部分30とウエブ表面との良好な接触が保証され、ローラとウエブとの間の牽引特性及び摩擦特性を制御できる。ローラとウエブとの間に滞留(捕捉)される空気量が極めて少ないので、ローラとウエブとの間での牽引力の発生を予期することができる。ローラとウエブとの間に多量の空気が捕捉された場合は、牽引特性に悪影響を及ぼす。
研磨仕上げしたローラによる牽引特性よりも大きな牽引特性を得るためには、弾丸で吹き付け加工した下向きくぼみ22のパターンは10Rzパラメータにより決定されるような500ミクロンインチ(約1270ミクロンセンチメートル)よりも深くし、表面パターンは、表面で観察して50%以上のチャンネル(即ち、50%以下の円滑円筒部分30)を有するべきである。また、最終仕上げ表面の下向きくぼみ22の深さは、ローラ表面のクリーニングを容易にするため、約1000ミクロンインチ(約2540ミクロンセンチメートル)より浅い。クリーニングの容易性を考慮しなければ、一層深いパターン深さを使用してもよい。更に、パターンによりウエブにかき傷を生じさせる可能性を排除するためには、円滑円筒部分30はローラ表面積の少なくとも20%を占めるのが望ましい。ウエブの搬送速度が増大するに従って所要の深さも増大する。
ローラ表面の通路の無秩序配列は、特に写真に用いるウエブにとって望ましい。特に、ローラ表面の無秩序パターンによりウエブにわずかなマークがついたとしても、反復パターンのマークとは異なり、人目につきにくい。
【図面の簡単な説明】
第1図は、ローラ表面の一部のまわりに随伴されたウエブを伴った状態で示す、本発明のウエブ搬送用ローラの斜視図、
第2図は弾丸で吹き付け加工した後のローラ表面の一部の拡大断面図、
第3図は吹き付け加工した後に更に超仕上げ加工した後のローラ表面の一部の拡大断面図、
第4図は硬質被覆し磨いた後のローラ表面の一部の拡大断面図、
第5図は本発明のローラの表面の一部を表わす拡大平面図である。
符号の説明
10:スチールローラ、12:ウエブ
14:ローラ表面、20:凹凸組織
22:下向きくぼみ
24:上向き突縁、30:円滑円筒部分
32:チャンネル、34:表面層
【特許請求の範囲】
【請求項1】ウエブ(12)を搬送するために使用するアルミニウムローラ(10)の表面を仕上げする方法において、十分丸みを帯び少なくとも部分的に重なった実質上均一な深さを有する多数の下向き地肌(22)と極めて鋭利な上向き地肌(24)とを備えたパターンの凹凸組織(20)をローラ表面(14)に形成するようにスチール弾丸で該ローラ表面を吹き付け加工する工程と、前記ローラ表面上に円滑円筒部分(30)を形成するため、重なった前記下向き地肌により得られる相互連結チャンネルによって該円滑円筒部分を包囲するような状態で前記パターンの深さの50%以上を除去せずに、前記鋭利な上向き地肌を除去するように、吹き付け加工されたローラ表面を研削する研削工程と、ローラ上に硬質で耐久性のある表面を形成するため前記研削工程後のローラ表面を硬質被覆し、この硬質被覆した表面を磨く工程と、を有することを特徴とするアルミニウムローラ表面の仕上げ方法。
【請求項2】請求項1に記載の方法において、前記研削工程が、粒度が徐々に小さくなる一連の研削テープでローラ表面を研削する段階と、次いで、酸化アルミニウムを水に混ぜてできたスラリーでローラ表面を磨く段階とを有する表面仕上げ方法。
【請求項3】ウエブ(12)を搬送するために使用するアルミニウムローラ(10)の表面を仕上げする方法において、十分丸みを帯び実質上均一な深さを有する下向きくぼみ(22)と極めて鋭利な上向き突縁(24)とを備えたパターンの凹凸組織(20)をローラ表面(14)に形成するようにスチール弾丸で該ローラ表面を吹き付け加工する工程であって、前記スチール弾丸の寸法及びローラ表面の単位面積当りの下向きくぼみの数は相互連結チャンネルを形成すべく重なった多数の下向きくぼみを生じさせるように選定されている前記吹き付け加工工程と、約15ミクロンから約3ミクロンまでの範囲で徐々に小さくなる粒度での積極的な多方向の研削作用により前記の吹き付け加工したローラ表面を仕上げする超仕上げ加工工程であって、相互連結チャンネルにより包囲された前記円滑円筒部分(30)を生じさせるため、前記吹き付け加工工程で形成したパターン深さの50%以上を除去せずに前記上向き突縁を除去する前記超仕上げ加工工程と、変換被覆方式により、薄く硬質で耐久性のある表面を、超仕上げ加工したローラ表面上に形成する工程と、研磨スラリーにより前記の耐久性のある表面を磨く磨き工程と、前記磨き工程の直後に、導電性材料で前記の磨いた表面を含浸する工程と、を有することを特徴とするアルミニウムローラ表面の仕上げ方法。
【請求項4】ウエブ(12)を搬送するために使用するアルミニウムローラ(10)の表面を仕上げする方法において、十分丸みを帯び実質上均一な深さを有する下向きくぼみ(22)と極めて鋭利な上向き突縁(24)とを備えたパターンの凹凸組織(20)をローラ表面(14)に形成するようにスチール弾丸で該ローラ表面を吹き付け加工する工程であつて、前記スチール弾丸の寸法及びローラ表面の単位面積当りの下向きくぼみの数は相互連結チャンネル(32)を形成すべく重なった多数の下向きくぼみを生じさせるように選定されており、該吹き付け加工工程が、500ミクロン以上の深さのパターンを生じさせるに十分な吹き付け圧力及びスチール弾丸寸法と、ローラ表面の表面積の少なくとも20%を占める円滑円筒部分を残した状態で重なった下向きくぼみによりローラ表面の表面積の50%以上を占めるチャンネルを形成するような単位面積当りの下向きくぼみの数とを利用して実施される、前記吹き付け加工工程と、約15ミクロンから約3ミクロンまでの範囲で徐々に小さくなる粒度での積極的な多方向の研削作用により前記の吹き付け加工したローラ表面を仕上げする超仕上げ加工工程であって、相互連結チャンネルにより包囲された前記円滑円筒部分を生じさせるため、前記吹き付け加工工程で形成したパターン深さの50%以上を除去せずに前記上向き突縁を除去する前記超仕上げ加工工程と、変換被覆方式により、薄く硬質で耐久性のある表面を、超仕上げ加工したローラ表面上に形成する工程と、研磨スラリーにより前記の耐久性のある表面を磨く磨き工程と、前記磨き工程の直後に、導電性材料で前記の磨いた表面を含浸する工程と、を有することを特徴とするアルミニウムローラ表面の仕上げ方法。
【請求項5】ウエブ搬送用のアルミニウムローラ(10)において、ローラの表面積の少なくとも50%を占める相互連結チャンネル(32)を形成するように大半が相互に重なった実質上球面の下向きくぼみ(22)と、ローラの表面積の少なくとの20%を占め前記相互連結チャンネル間に位置した複数個の円筒部分(30)とを有する表面を具備し、該円筒部分の表面及び該下向きくぼみの表面を硬質被覆し、前記円筒部分がローラにより搬送されるウエブにかき傷を形成するのを阻止するに十分な円滑さを有するたことを特徴とするアルミニウムローラ。
【請求項6】請求項5に記載のアルミニウムローラにおいて、前記下向きくぼみの深さが約500ミクロンより大きく、約1000ミクロンより小さいアルミニウムローラ。
【請求項7】請求項5又は6に記載のアルミニウムローラにおいて、ローラ表面を導電性材料で含浸したアルミニウムローラ。
【請求項1】ウエブ(12)を搬送するために使用するアルミニウムローラ(10)の表面を仕上げする方法において、十分丸みを帯び少なくとも部分的に重なった実質上均一な深さを有する多数の下向き地肌(22)と極めて鋭利な上向き地肌(24)とを備えたパターンの凹凸組織(20)をローラ表面(14)に形成するようにスチール弾丸で該ローラ表面を吹き付け加工する工程と、前記ローラ表面上に円滑円筒部分(30)を形成するため、重なった前記下向き地肌により得られる相互連結チャンネルによって該円滑円筒部分を包囲するような状態で前記パターンの深さの50%以上を除去せずに、前記鋭利な上向き地肌を除去するように、吹き付け加工されたローラ表面を研削する研削工程と、ローラ上に硬質で耐久性のある表面を形成するため前記研削工程後のローラ表面を硬質被覆し、この硬質被覆した表面を磨く工程と、を有することを特徴とするアルミニウムローラ表面の仕上げ方法。
【請求項2】請求項1に記載の方法において、前記研削工程が、粒度が徐々に小さくなる一連の研削テープでローラ表面を研削する段階と、次いで、酸化アルミニウムを水に混ぜてできたスラリーでローラ表面を磨く段階とを有する表面仕上げ方法。
【請求項3】ウエブ(12)を搬送するために使用するアルミニウムローラ(10)の表面を仕上げする方法において、十分丸みを帯び実質上均一な深さを有する下向きくぼみ(22)と極めて鋭利な上向き突縁(24)とを備えたパターンの凹凸組織(20)をローラ表面(14)に形成するようにスチール弾丸で該ローラ表面を吹き付け加工する工程であって、前記スチール弾丸の寸法及びローラ表面の単位面積当りの下向きくぼみの数は相互連結チャンネルを形成すべく重なった多数の下向きくぼみを生じさせるように選定されている前記吹き付け加工工程と、約15ミクロンから約3ミクロンまでの範囲で徐々に小さくなる粒度での積極的な多方向の研削作用により前記の吹き付け加工したローラ表面を仕上げする超仕上げ加工工程であって、相互連結チャンネルにより包囲された前記円滑円筒部分(30)を生じさせるため、前記吹き付け加工工程で形成したパターン深さの50%以上を除去せずに前記上向き突縁を除去する前記超仕上げ加工工程と、変換被覆方式により、薄く硬質で耐久性のある表面を、超仕上げ加工したローラ表面上に形成する工程と、研磨スラリーにより前記の耐久性のある表面を磨く磨き工程と、前記磨き工程の直後に、導電性材料で前記の磨いた表面を含浸する工程と、を有することを特徴とするアルミニウムローラ表面の仕上げ方法。
【請求項4】ウエブ(12)を搬送するために使用するアルミニウムローラ(10)の表面を仕上げする方法において、十分丸みを帯び実質上均一な深さを有する下向きくぼみ(22)と極めて鋭利な上向き突縁(24)とを備えたパターンの凹凸組織(20)をローラ表面(14)に形成するようにスチール弾丸で該ローラ表面を吹き付け加工する工程であつて、前記スチール弾丸の寸法及びローラ表面の単位面積当りの下向きくぼみの数は相互連結チャンネル(32)を形成すべく重なった多数の下向きくぼみを生じさせるように選定されており、該吹き付け加工工程が、500ミクロン以上の深さのパターンを生じさせるに十分な吹き付け圧力及びスチール弾丸寸法と、ローラ表面の表面積の少なくとも20%を占める円滑円筒部分を残した状態で重なった下向きくぼみによりローラ表面の表面積の50%以上を占めるチャンネルを形成するような単位面積当りの下向きくぼみの数とを利用して実施される、前記吹き付け加工工程と、約15ミクロンから約3ミクロンまでの範囲で徐々に小さくなる粒度での積極的な多方向の研削作用により前記の吹き付け加工したローラ表面を仕上げする超仕上げ加工工程であって、相互連結チャンネルにより包囲された前記円滑円筒部分を生じさせるため、前記吹き付け加工工程で形成したパターン深さの50%以上を除去せずに前記上向き突縁を除去する前記超仕上げ加工工程と、変換被覆方式により、薄く硬質で耐久性のある表面を、超仕上げ加工したローラ表面上に形成する工程と、研磨スラリーにより前記の耐久性のある表面を磨く磨き工程と、前記磨き工程の直後に、導電性材料で前記の磨いた表面を含浸する工程と、を有することを特徴とするアルミニウムローラ表面の仕上げ方法。
【請求項5】ウエブ搬送用のアルミニウムローラ(10)において、ローラの表面積の少なくとも50%を占める相互連結チャンネル(32)を形成するように大半が相互に重なった実質上球面の下向きくぼみ(22)と、ローラの表面積の少なくとの20%を占め前記相互連結チャンネル間に位置した複数個の円筒部分(30)とを有する表面を具備し、該円筒部分の表面及び該下向きくぼみの表面を硬質被覆し、前記円筒部分がローラにより搬送されるウエブにかき傷を形成するのを阻止するに十分な円滑さを有するたことを特徴とするアルミニウムローラ。
【請求項6】請求項5に記載のアルミニウムローラにおいて、前記下向きくぼみの深さが約500ミクロンより大きく、約1000ミクロンより小さいアルミニウムローラ。
【請求項7】請求項5又は6に記載のアルミニウムローラにおいて、ローラ表面を導電性材料で含浸したアルミニウムローラ。
【第1図】


【第2図】

【第3図】

【第4図】

【第5図】
【第2図】
【第3図】
【第4図】
【第5図】
【特許番号】第2683123号
【登録日】平成9年(1997)8月8日
【発行日】平成9年(1997)11月26日
【国際特許分類】
【出願番号】特願平1−322475
【出願日】平成1年(1989)12月12日
【公開番号】特開平3−124657
【公開日】平成3年(1991)5月28日
【出願人】(999999999)イーストマン・コダック・カンパニー
【参考文献】
【文献】特開 昭54−118832(JP,A)
【文献】特開 昭61−162452(JP,A)
【文献】実開 昭61−110660(JP,U)
【登録日】平成9年(1997)8月8日
【発行日】平成9年(1997)11月26日
【国際特許分類】
【出願日】平成1年(1989)12月12日
【公開番号】特開平3−124657
【公開日】平成3年(1991)5月28日
【出願人】(999999999)イーストマン・コダック・カンパニー
【参考文献】
【文献】特開 昭54−118832(JP,A)
【文献】特開 昭61−162452(JP,A)
【文献】実開 昭61−110660(JP,U)
[ Back to top ]