
アルミニウム製缶蓋
【課題】 美感に優れた外観を有するアルミニウム製缶蓋を提供すること。
【解決手段】 缶蓋の外面となる面に塗膜層が形成され、該塗膜層の上にワックス層が形成されたアルミニウム製缶蓋において、前記塗膜層が粒子状ワックスとしてポリエチレン/ポリテトラフルオロエチレンワックスと酸化ポリエチレンワックスのうち少なくとも何れか一方を含むこととした。
【解決手段】 缶蓋の外面となる面に塗膜層が形成され、該塗膜層の上にワックス層が形成されたアルミニウム製缶蓋において、前記塗膜層が粒子状ワックスとしてポリエチレン/ポリテトラフルオロエチレンワックスと酸化ポリエチレンワックスのうち少なくとも何れか一方を含むこととした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、飲料缶や食缶等の密封に用いるアルミニウム製缶蓋に関し、特に、パストライザー処理により殺菌される缶詰製品の密封に用いられるアルミニウム製缶蓋に関する。
【背景技術】
【0002】
ビール等のアルコール飲料、炭酸飲料、果汁飲料およびコーヒー飲料等の飲料缶や食缶などに使用されるアルミニウム製缶蓋においては、内容物に対する耐食性や外観および加工性の改善、防食性、キズつき防止等のため、両面に樹脂塗料が塗布されて塗膜層が形成されたものが用いられている。
更に、塗膜層の上には、缶蓋の成形時における潤滑剤として、ワックス層が形成されるが、ワックスの塗布量を多くしすぎると、缶蓋成形の金型にワックスが付着し、成形不良を引き起こしたり、金型から離脱して成形品に異物として付着したりすることがある。その対策として頻繁に金型清掃を行わなければならず、生産性や作業性が低下する原因となる。そのため、ワックスの塗布量を抑制して缶蓋の成形性を改善する為に、塗膜層に予めワックスを添加しておくことが一般的に行われている。
このようなアルミニウム製缶蓋は、以下のような工程を経て製造されている。まず、コイル状に巻き取られたアルミニウム合金板を徐々に巻き出しながらロールコーター等によりワックスが添加された樹脂塗料を当該アルミニウム合金板の両面に塗布する。そして、樹脂塗料が塗布されたアルミニウム合金板を加熱装置によって加熱し、樹脂塗料を焼付けして樹脂層を形成する。次いで、この樹脂層を有するアルミニウム合金板である缶蓋用アルミニウム合金塗装板の片面、或いはその両面に、液状のワックスを塗布して、融点以下まで自然冷却し、当該ワックス液を固化させてワックス層を形成し、缶蓋用アルミニウム合金板を製造する。製造された缶蓋用アルミニウム合金板は、そのまま缶蓋製造ラインへ搬送される、もしくは一旦巻き取り装置にて再びコイル状に巻き取った後に缶蓋製造ラインへ搬送され、缶蓋製造工程においてプレス成形等の種々の加工を施されることにより、缶蓋が製造される。
そして、製造された缶蓋は、別途製造された両端開口の缶胴部の一端に巻締められたり、或いは、底付き缶胴に内容物が充填された後、その缶胴の開口端部に巻き締められる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−160512号
【発明の概要】
【発明が解決しようとする課題】
【0004】
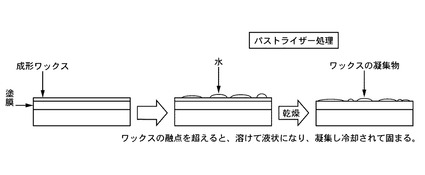
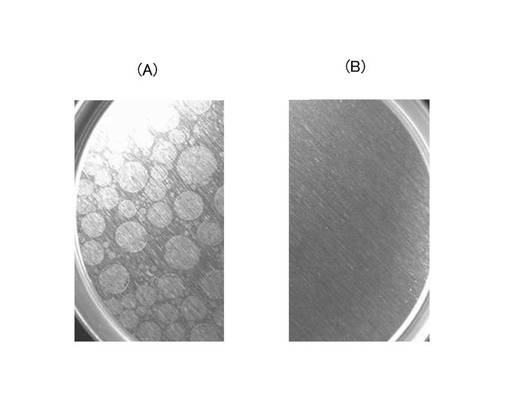
上記の缶詰製品の製造において、内容物が充填され、缶蓋を巻締めて密封した後にパストライザー装置による殺菌が施される場合がある。これは65℃〜85℃の温水を缶詰製品に浴びせることにより加熱殺菌するものである(以下、パストライザー処理と言う)。このパストライザー処理は、温水が缶詰製品に浴びせられる為、図5に示すように、缶蓋表面のワックス層が融点以上に加熱され、溶融して液状になり、その後、凝集して、冷却された際、固まることにより白い斑点状の模様(以下、ワックス班という)を形成することがある。図6(A)に示すように、このようなワックス班は異物の付着あるいは汚れとして認識されることがあり、缶詰製品の外観上の欠陥として消費者からの苦情の原因となることから、その解決策が求められていた。
本発明は、上記のような従来技術の問題点に鑑み、美感に優れた外観を有するアルミニウム製缶蓋を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記課題を解決するため、請求項1に係る発明のアルミニウム製缶蓋では、缶蓋の外面となる面に塗膜層が形成され、該塗膜層の上にワックス層が形成されたアルミニウム製缶蓋において、前記塗膜層が粒子状ワックスとしてポリエチレン/ポリテトラフルオロエチレンワックスと酸化ポリエチレンワックスのうち少なくとも何れか一方を含むことを特徴とする。
請求項2に係る発明のアルミニウム製缶蓋では、請求項1に記載のアルミニウム製缶蓋において、前記塗膜層が前記粒子状ワックスを1PHR(per hundred resin:樹脂成分100重量部に対する重量部)以上で10PHR以下の割合で含むことを特徴とする。
請求項3に係る発明のアルミニウム製缶蓋では、請求項1または請求項2に記載のアルミニウム製缶蓋において、缶蓋成形後の前記塗膜層表面における算術平均粗さRa(JIS B0601)が0.28μm〜0.52μmであることを特徴とする。
【発明の効果】
【0006】
請求項1に係る発明により、塗膜層の表面に微小な凹凸が形成されて、塗膜層表面のワックスに対するぬれ性が改善され、ワックスと塗膜層表面とが馴染み易くなり、パストライザー処理でワックス層のワックスが溶融して液状になっても凝集しにくく、ワックス班が形成され難くなる。更に、塗膜層の表面に微小な凹凸が形成されるため、塗膜層表面で光が乱反射され、蓋表面において光沢が抑制された白っぽい色調となる。従って、アルミニウム製缶蓋は、パストライザー処理を経て缶蓋表面のワックス層が融点以上に加熱されワックス班が形成されたとしても、この缶蓋表面は、凝集したワックスに近い色調の白っぽい外観を呈する。よって、ワックス班を白い斑点状の模様として認識することを防止することができる。
すなわち、ワックス班の発生を抑制する効果と、ワックス班が発生した場合に視認されにくくする効果の複合によって、ワックス班の発生を防止することができる。このような作用は粒子状ワックスにおいては一般的に見られるものであるが、パストライザー処理後に生じる白い斑点状の模様を防止する効果としては、ポリエチレン/ポリテトラフルオロエチレンワックス及び酸化ポリエチレンワックスによる効果が他の粒子状ワックスと比較して高い。また、単独で添加しても効果は高いが、ポリエチレン/ポリテトラフルオロエチレンワックスと酸化ポリエチレンワックスの両方を含むことが好ましく、両成分の相乗効果により、少ない添加量でも効果的に白い斑点状の模様の発生を防止することができる。また、本発明におけるポリエチレン/ポリテトラフルオロエチレンワックスは、ポリエチレンの粒子をポリテトラフルオロエチレン樹脂で被覆して粒子状としたものでも、ポリテトラフルオロエチレン樹脂の粒子をポリエチレンで被覆して粒子状としたものでもよい。好ましくはポリエチレンの粒子をポリテトラフルオロエチレン樹脂で被覆して粒子状ワックスとしたものが好適に用いられる。軟化点の高いポリテトラフルオロエチレン樹脂でポリエチレンの粒子を被覆して粒子状とすることにより、塗料の焼付け後においても粒子状ワックスの粒子径がより大きく保たれ、塗膜層表面に効果的に凹凸を形成することができる。
【0007】
請求項2に係る発明により、粒子状ワックスの含有量を1PHR以上で10PHR以下の割合で含むことで、効果的にワックスの凝集が防止され、塗膜層の表面に適度な凹凸が形成される。この凹凸により、缶蓋表面の塗膜層が適度に白っぽい外観を呈するようになり、また、光が乱反射することにより光沢が抑制され、白く曇ったような色調の表面となる。従って、ワックス班が形成されても視認されにくくなり、製品外観の劣化を抑制することができる。総添加量が1PHR未満では、塗膜層表面に十分な凹凸が形成されず、従って白く曇った表面が得られない。また、ワックスの量が少ないため、塗膜層表面とワックスとの親和性が小さく、塗膜層表面のワックスに対するぬれ性が改善されないことによってワックスが凝集し易くなり、ワックス班の発生を防止できなくなる。また、10PHRを超えると、塗膜層の表面が白くなりすぎる場合や、アルミニウム合金板と塗膜層との密着性が低下する場合がある他、塗料中に分散している粒子状ワックスが凝集してしまい、アルミニウム合金板に塗料を塗布して塗膜層を形成する際に均一に塗料を塗布できなくなって塗膜にむらが生ずる場合があるので好ましくない。
【0008】
請求項3に係る発明により、塗膜層の算術平均粗さRaが0.28μm〜0.52μmとなる表面粗さとされている。塗膜層の算術平均粗さをこの範囲に限定することにより、塗膜層の表面に適度な凹凸が形成されて、缶蓋表面の塗膜層が適度に白っぽい外観を呈するようになり、また、光が乱反射することにより光沢が抑制され、白く曇ったような色調の表面となる。従って、ワックス班が形成されても視認されにくくなり、製品外観の劣化を抑制することができる。算術平均粗さが0.30μm未満では、塗膜層表面に十分な凹凸が形成されず、従って白く曇った表面が得られない。また、塗膜層表面のワックスに対するぬれ性が改善されないことによってワックスが凝集し易くなり、ワックス班の発生を防止できなくなる。また、10PHRを超えると、塗膜層の表面が白くなりすぎて製品の外観を劣化させるので好ましくない。
【図面の簡単な説明】
【0009】
【図1】実施例1のアルミニウム製缶蓋の断面における層構成を示す模式図である。
【図2】実施例1のアルミニウム製缶蓋の製造方法の工程を示すフローチャートである。
【図3】実施例1のアルミニウム合金板に樹脂塗料を塗装するロールコーターを示す図である。
【図4】実施例1の塗膜層が形成された缶蓋用アルミニウム合金塗装板に液体状のワックスを塗布するロールワクサーを示す模式図である。
【図5】パストライザー処理によりワックス班が形成される過程を示す模式図である。
【図6】従来(A)及び本発明(B)のパストライザー処理後の缶蓋表面を表す写真である。
【発明を実施するための形態】
【実施例1】
【0010】
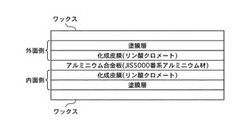
以下、図面に基づき本発明の実施例について説明する。図1は本発明のアルミニウム製缶蓋の一実施例の断面における層構成を示す模式図である。本発明のアルミニウム製缶蓋に使用されるアルミニウム合金板としては、JIS5000系のアルミニウム合金板が缶蓋成形用として好適に用いられるが、純アルミニウムや他のアルミニウム合金を用いることもできる。このアルミニウム合金板の両面に耐腐食性を付与する為、リン酸クロメート処理を施して化成処理被膜が形成されている。この化成処理被膜の上に塗料を塗布して塗膜層を形成する。塗料としては、エポキシ系樹脂、エポキシ/アクリル系樹脂、ポリエステル系樹脂、塩化ビニル系樹脂、エポキシ/尿酸系樹脂、エポキシ/フェノール系樹脂等の既知の樹脂を含んだ一般的な塗料を用いることができる。これらの樹脂塗料の溶媒や分散媒は、有機溶剤系及び水系の何れも好適に使用することが出来る。
【0011】
この塗料中に、粒子状ワックスが添加されている。粒子状ワックスの平均粒子径としては、レーザー回折による散乱式粒度分布測定装置を使用して計測した平均粒子径で約1μm〜20μmのものが好適に用いられる。1μmより小さい粒径の粒子状ワックスでは、粒子が小さすぎて塗膜層の表面を十分に粗くすることができず、好ましくない。一方、20μmより大きい粒径の粒子状ワックスでは表面粗さが大きくなりすぎることによって蓋表面が白くなりすぎる場合、もしくは塗膜層の密着性が低下する場合があり、好ましくない。より好適には約3μm〜6μmの粒子状ワックスが用いられる。粒子状ワックスの材料としてはポリエチレン/ポリテトラフルオロエチレンワックスと酸化ポリエチレンワックスが好適である。より好ましくは、これら両方を添加することにより、これらの成分の相乗効果によって少ない添加量でも大きなつや消し効果を発揮することができる。また、粒子状ワックスの軟化点については、塗膜層の焼付け温度より高いものでも、焼付け温度より低いものでも用いることができる。粒子状ワックスの軟化点が塗膜層の焼付け温度より高い場合には、焼付け後も粒子状ワックスが粒子状の形状を保つことにより塗膜層表面に凹凸を形成することができる。逆に粒子状ワックスの軟化点が塗膜層の焼付け温度より低い場合には、焼付け工程で塗膜層の表面に存在する粒子状ワックスが変形する、もしくは、塗膜層の表面で溶融して流動することにより元々粒子状ワックスがあった位置に塗膜層が陥没したような穴が形成されることにより、塗膜層の表面に凹凸が形成される。このように形成された凹凸によって、缶蓋表面は白っぽいつや消し状の色調となり、塗膜層表面のワックスに対するぬれ性が改善され、ワックス班の発生を防止することができる。
【0012】
この塗料をアルミニウム合金板の缶蓋外面となる面に塗布し、オーブンで加熱して焼き付けることにより塗膜層が形成されている。形成された塗膜層は粒子状ワックスの効果により、微小な凹凸が形成され、加えて、塗膜層にワックス成分を含有することにより、塗膜層とワックス層を形成するワックスとの親和性が良くなることによって、塗膜層表面のぬれ性が改善される。これにより、パストライザー処理を施してもワックスが凝集しにくくなり、ワックス班の形成を防止できる。また、塗膜層表面の凹凸により光が乱反射され、つや消し状で光沢が抑制された白っぽい色調の表面となる。この塗膜層の厚さは缶蓋に要求される性能等により適宜定めることができるが、食品用の缶詰に用いる蓋の場合には、2μm〜5μm程度が一般的である。必要に応じて缶蓋内面となる面に塗料を塗布して塗膜層を形成する。また、粒子状ワックスに加えて、従来公知のワックスを適宜添加しても良い。
【0013】
この塗膜層の上にワックス層が形成されている。塗膜層上に形成されるワックス層は、パラフィンワックス、マイクロクリスタリンワックス、ペトロレータムなどのワックス液を塗布して固化することで形成できる。なお、ワックス層は缶蓋の外面及び内面に設けることができ、アルミニウム合金板のワックス層と、内面側のワックス層とは、同じ種類のものを用いても、異なる種類のものを用いても形成することができる。これらは用途等によって適宜選択して用いてよい。
【0014】
ワックス層の適切な付着量は、ワックスの種類によって若干異なるが10〜100mg/m2とするのが好ましい。ワックスの付着量がこの範囲未満であるとプレス成形時における成形性が劣ったり、塗膜層が削れたりするので好ましくない。これに対し、ワックスの付着量が前記した範囲を超えると、プレス成形時の金型にワックスが付着し堆積しやすくなるので好ましくない。
【0015】
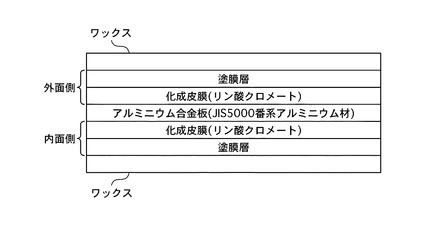
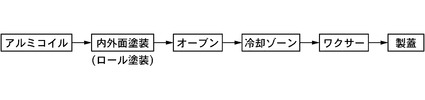
次に、図2を参照して本発明の缶蓋の製造方法について説明する。図2は、実施例1のアルミニウム製缶蓋の製造方法の工程を示すフローチャートである。図2に示すように、まず、アルミニウム合金板を巻き取ったロール状のアルミコイルからアルミニウム合金板を巻き出し、内外面塗装工程において、アルミニウム合金板の両面に粒子状ワックスを添加した樹脂塗料を塗装する(ロール塗装工程)。実施例1においては、塗装の方法として、図3に示すようなロールコーターを用いてロールにより液体状の塗料を塗装しているが、塗料をアルミニウム合金板にスプレーする等、適宜の方法で塗布することができる。
【0016】
次に、表面に塗料が塗布された金属板をオーブン工程に搬送し、所定時間だけ加熱して塗料を焼き付け、その後、冷却ゾーン工程で冷却して塗膜層を形成する。形成された塗膜層は、粒子状ワックスの作用により、微小な凹凸が形成され光沢が抑制された白っぽい表面となっている。
【0017】
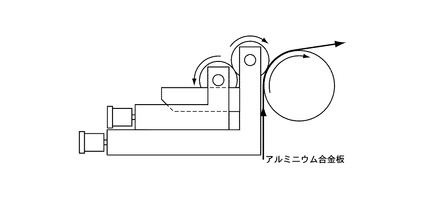
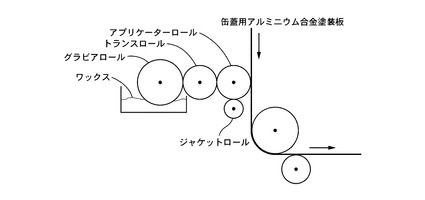
この塗膜層が形成されたアルミニウム合金塗装板にワクサー工程において融点以上に加熱して液体状としたワックスを塗布し、ワックス層を形成する。本実施例においては、缶蓋の外面となる面にワックスを塗布しているが、必要に応じて缶蓋の内面側となる面に塗布しても良い。実施例1では、ワックス塗布の為、図4に示すようなロールワクサーを使用して、ロールにより塗布しているが、液体状のワックスを板の表面にノズルから噴霧するなど、適宜の方法を用いて塗布することができる。ロールワクサーは、ワックス溶融槽に浸漬されたグラビアロールと、缶蓋用アルミニウム合金塗装板と接するアプリケーターロールと、グラビアロールとアプリケーターロールとの間で両ロールに接するトランスロールと、アプリケーターロールに接するジャケットロールを有し、缶蓋用アルミニウム合金塗装板表面にワックスを均一に塗布するものである。
【0018】
その後、塗布されたワックスを固化させることにより缶蓋用アルミニウム合金板が製造される。製造された缶蓋用アルミニウム合金板は、缶蓋を製造する製造工程へ搬送され、種々の加工が施されることにより、缶蓋が製造される。実施例1では、金属板製造工程と製蓋工程を直結し、直接板状の缶蓋用アルミニウム合金板を搬送しているが、缶蓋用アルミニウム合金板を一端巻き取ってコイル状にしてから製蓋工程へ搬送しても良い。
【0019】
製蓋工程では、プレス成形工程や、缶容器に巻き締められた際に密封性を保つためのライナーの塗布工程、また、飲料缶用のSOT蓋(ステイオンタブ蓋)を製造する場合にはタブの取り付け工程等の適宜の工程を経て、缶蓋が製造される。
【0020】
本発明の缶蓋は、図6(B)に示すように、塗膜層表面に凹凸が形成されることにより、表面が白っぽい色調となり、光沢が抑制されているため、凝集したワックスと色調が近くなり、ワックスが凝集してワックス班が形成された場合でも目立つことが無く、視認されにくくなる。また、塗膜層がワックス成分を含有していることにより、ワックスに対しての親和性がよく、凹凸により塗膜層表面のワックスに対するぬれ性が改善されるので、ワックスが凝集しにくくなり、ワックス班の形成を防止することができる。
【0021】
(実験例)
以下、本発明の実験例を示す。まず、アルミニウム合金板として板厚0.25mmのJIS A5182―H19合金板にクロム換算量で20mg/m2となるようにリン酸クロメート処理を施した。このアルミニウム合金板の外面側に、エポキシ/尿素系樹脂に粒子状ワックスの添加量を変えて添加し、メチルイソプチルケトン、キシレン、エチルベンゼンを混合したものを溶剤とした塗料を作成しロールコーターにより塗布した。乾燥後の塗膜厚さが約4μmとなるように塗布し、ガスオーブン方式の乾燥炉により焼付けを行い、塗膜層を形成した。尚、本実験例においては、缶蓋の成形性を改善する為、粒子状ワックス以外のワックス成分としてラノリンを0.5PHR添加した。
【0022】
まず、実験例1として、ポリエチレン/ポリテトラフルオロエチレンワックス(PE/PTFE)と酸化ポリエチレンワックス(酸化PE)の両方の粒子状ワックスを添加して塗膜層を形成した蓋を作成した。また、比較例として粒子状ワックスを含まず、ラノリンを10PHR添加したものとワックス成分を全く含まない塗料を作成し、前述と同様に塗膜層を形成した蓋を作成した。そして実験例2としてポリエチレン/ポリテトラフルオロエチレンワックスを添加し、酸化ポリエチレンワックスを添加せずに塗膜層を形成した蓋を作成した。実験例3として酸化ポリエチレンワックスを添加し、ポリエチレン/ポリテトラフルオロエチレンワックスを添加せずに塗膜層を形成した蓋を作成した。本実験例で使用した粒子状ワックスの平均粒子径は、いずれも5μmとした。尚、平均粒子径の測定に用いるレーザー回折による散乱式粒度分布測定装置としては、堀場製作所作製LA 920を使用した。
【0023】
その後、缶蓋成形後に外面となる面の塗膜上にワックス層を形成するため、溶融して液状となったパラフィンワックスをロールコーターにより塗布し、缶蓋用アルミニウム合金板を製造した。なお、ワックスの塗布量は50mg/m2とした。
【0024】
そして、缶蓋用アルミニウム合金板を製蓋工程に搬送し、金型によるプレス成形等を行なって、飲料缶用のSOT蓋を製造した。製造したSOT蓋を水が充填されたアルミニウム缶に巻締めてパストライザー処理を行なった。パストライザー処理は、約80℃の水を20分間、アルミニウム缶に浴びせ、その後、缶を乾燥させて、缶表面の水滴を除去した。パストライザー処理後のSOT蓋の外面を目視にて観察し、ワックスが凝集した白い斑点状の模様を視認できるかどうかを判定した。また、各缶蓋の製造に使用したアルミニウム合金板のワックス塗布前の試料について、塗膜層表面の算術平均粗さRa(JISB0601)を測定した。さらに、蓋表面での白化の状態として、蓋表面の色調を目視により判定し、蓋表面の白さが適当かどうかを判定した。実験例1の各試料について樹脂層に添加したワックスの添加量、算術平均粗さRaおよび目視による評価結果を表1に示す。
【表1】

〔ワックス班の目視評価基準〕
×・・・模様が明確に確認できる。
△・・・模様が目立たない。
○・・・模様がほとんど視認できない。
◎・・・模様が全く視認できない。
【0025】
表1に示すワックス成分の添加量は、塗料中の溶剤分を除く固形分に対する粒子状ワックスの割合、即ち塗膜層中の樹脂成分に対する粒子状ワックスの割合をPHR(樹脂成分100重量部に対するワックスの添加重量)で示したものである。表1の評価結果のうち、試料No.1−1〜No.1−18が本発明の実施例であり、試料No.1−19及びNo.1−20が比較例である。
【0026】
目視評価としては、模様が明確に確認できるものを×、模様が目立たないものを△、模様がほとんど視認できないものを○、模様が全く視認できないものを◎として評価した。また、蓋表面の白化状態については、蓋表面が適度に白くなっていて蓋の外観として遜色ないものについては○、蓋表面が白化していないもの及び白くなり過ぎているものについて×として評価した。
【0027】
実験例1の中で、粒子状ワックスの総添加量が5PHR以上となっている試料No.1−1〜No.1−5,No.1−7〜No.1−9,No.1−12,No.1−13,No.1−15,No.1−16についてはワックス班が全く視認できない状態になっている。しかし、蓋表面の白化状態については、総添加量が10を超える試料No.1−1,No.1−7,No.1−12,No.1−15では、缶蓋表面の外観が白くなり過ぎており、総添加量が10以下のものと比べて外観性能としては劣るものとなった。また、No.1−19,No.1−20では、蓋表面が全く白化していなかった。
【0028】
総添加量が2.5PHR〜4.5PHRの範囲にある試料No.1−6,No.1−10,No.1−11では、ワックス班がほとんど視認出来ない状態となった。また、総添加量が1.0〜1.5PHRの範囲にある試料No.1−14,No.1−17,No.1−18では、ワックス班が目立たなくなった。
【0029】
これに対し、粒子状ワックスを添加せずラノリンを10PHR添加した試料No.1−19およびワックス成分を全く添加しなかった試料No.1−20は、模様が明確に確認できる状態となり、ワックス班の発生防止効果は見られなかった。
【0030】
従って、ポリエチレン/ポリテトラフルオロエチレンワックスと酸化ポリエチレンワックスの両方の粒子状ワックスを添加した場合には、総添加量が1.0〜10.0PHRでワックス班の発生防止効果が認められた。また、より好ましい範囲としては、総添加量が2.5〜10.0PHRでワックス班がほとんど目立たなくなる効果が認められた。さらに好ましい範囲として、総添加量が5.0〜10.0PHRでは、ワックス班が全く視認できなくなる程度までのワックス班の発生防止効果が認められた。なお、実験例1において、ワックス班の発生の程度および、缶蓋外面の色調などから判断して最も外面品位が高いものは試料No.1−5の缶蓋であった。また、実験例1の結果から、塗膜層の表面粗さが0.28μm以上でワックス班の発生防止効果が認められ、0.34μm以上でワックス班がほとんど目立たなくなる効果が認められ、0.42μm以上でワックス班が全く視認できなくなる程度までのワックス班の発生防止効果が認められた。また、0.51μmまでは、蓋表面の色調が適度に白化した状態を示していたが、0.53μm以上では白化しすぎてしまい、缶蓋の外観としては好ましくない色調となった。従って、実験例1の結果から、塗膜層の表面粗さは0.28μm〜0.51μmが好ましく、さらに好ましくは0.34μm〜0.51μmであり、最も好ましくは0.42μm〜0.51μmであった。
【0031】
実験例2においては、平均粒径が約5μmのポリエチレン/ポリテトラフルオロエチレンワックスを添加し、酸化ポリエチレンワックスを添加せずに塗膜層を形成した。実験例1と同様にパストライザー処理後のSOT蓋の外面を目視にて観察し、ワックスが凝集した白い斑点状の模様を視認できるかどうかを判定した。また、各缶蓋の製造に使用したアルミニウム合金板のワックス塗布前の試料について、塗膜層表面の算術平均粗さRa(JISB0601)を測定した。実験例2の各試料について樹脂層に添加したワックスの添加量、算術平均粗さRaおよび目視による評価結果を表2に示す。
【表2】
【0032】
実験例2の中で、粒子状ワックスの総添加量が7.0PHR以上となっている試料No.2−1〜No.2−4についてはワックス班が全く視認できない状態になった。しかし、総添加量が10を超えると試料No.2−1では、缶蓋表面の外環が白くなりすぎており、総添加量が10以下のものと比べて外観では劣るものとなった。
【0033】
従って、ポリエチレン/ポリテトラフルオロエチレンワックスを粒子状ワックスとして添加した場合には、総添加量が1.0〜10.0PHRでワックス班の発生防止効果が認められた。また、より好ましい範囲としては、総添加量が3.0〜10.0PHRで少なくともワックス班がほとんど目立たなくなる効果が認められた。更に好ましい範囲として、総添加量が7.0〜10.0PHRでは、ワックス班が全く視認できなくなる程度までのワックス班の発生防止効果が認められた。また、実験例2の結果から、塗膜層の表面粗さが0.28μm以上でワックス班の発生防止効果が認められ、0.32μm以上でワックス班がほとんど目立たなくなる効果が認められ、0.44μm以上でワックス班が全く視認できなくなる程のワックス班の発生防止効果が認められた。また、0.52μmまでは蓋表面の色調が適度に白化した状態を示していたが、0.54μmでは白化しすぎてしまい、缶蓋の外環として好ましくない色調となった。従って、実験例2の結果から、塗膜層の表面粗さは0.28μm〜0.52μmが好ましく、更に好ましくは0.32μm〜0.52μmであり、最も好ましくは0.44μm〜0.52μmであった。
【0034】
実験例3においては、平均粒径が約5μmの酸化ポリエチレンワックスを添加し、ポリエチレン/ポリテトラフルオロエチレンワックスを添加せずに塗装膜を形成した。実験例1と同様にパストライザー処理後のSOT蓋の外面を目視にて観察し、ワックスが凝集した白い斑点状の模様を視認できるかどうかを判定した。また、各缶蓋の製造に使用したアルミニウム合金板のワックス塗布前の試料について、塗膜層表面の算術平均粗さRa(JISB0601)を測定した。実験例3の各試料について樹脂層に添加したワックスの添加量、算術平均粗さRa及び目視による評価結果を表3に示す。
【表3】
【0035】
実験例3の中で、粒子状ワックスの総添加量が8.0PHR以上となっている試料No.3−1〜No.3−3についてはワックス班が全く視認できない状態になった。しかし、総添加量が10を超える試料No.3−1では、缶蓋表面の外観が白くなりすぎており、総添加量が10以下のものと比べて外観としては劣るものとなった。
総添加量が3.0PHR〜7.0PHRの範囲になる試料No.3−4〜No.3−7では、ワックス班がほとんど視認できない状態となった。また、総添加量が1.0PHRの試料No.3−8では、ワックス班が目立たなくなった。
【0036】
従って、酸化ポリエチレンワックスを粒子状ワックスとして添加した場合には、総添加量が1.0〜10.0PHRでワックス班の発生防止効果が認められた。また、より好ましい範囲としては、総添加量が3.0〜10.0PHRで少なくともワックス班がほとんど目立たなくなる効果が認められた。更に好ましい範囲として、総添加量が8.0〜10.0PHRでは、ワックス班が全く視認できなくなる程度までワックス班の発生防止効果が認められた。また、実験例3の結果から、塗膜層の表面粗さが0.30μm以上でワックス班の発生防止効果が認められ、0.33μm以上でワックス班がほとんど目立たなくなる効果が認められ、0.47μm以上でワックス班が全く視認できなくなる程のワックス班の発生防止効果が認められた。また、0.49μmまでは、蓋表面の色調が適度に白化した状態を示していたが、0.53μmでは白化しすぎてしまい、缶蓋の外観としては好ましくない色調となった。従って、実験例3の結果から、塗膜層の表面粗さは0.30μm〜0.49μmが好ましく、更に好ましくは0.33μm〜0.49μmであり、最も好ましくは0.47μm〜0.49μmであった。
【0037】
従って、実験例1〜3の結果から、粒子状ワックスの総添加量が1.0PHR〜10.0PHRの範囲でワックス班の発生防止効果が認められ、総添加量が3.0〜10.0PHRで少なくともワックス班がほとんど目立たなくなる効果が認められ、更に好ましい範囲として、総添加量が8.0〜10.0PHRでは、ワックス班が全く視認できなくなる程度までワックス班の発生防止効果が認められることが分かった。また、塗膜層の表面粗さとしては、塗膜層の表面粗さが0.28μm〜0.52μmでワックス班の発生防止効果が認められ、0.32μm〜0.52μmでワックス班がほとんど目立たなくなる効果が認められ、0.42μm〜0.52μmでワックス班が全く視認できなくなる程度までのワックス班の発生防止効果が認められた。
【0038】
以上、本発明について、好ましい実施例を示し説明したが、本発明はこれらの実施例に限定されるものではなく、本発明の範囲で種々の変更が可能である。
【技術分野】
【0001】
本発明は、飲料缶や食缶等の密封に用いるアルミニウム製缶蓋に関し、特に、パストライザー処理により殺菌される缶詰製品の密封に用いられるアルミニウム製缶蓋に関する。
【背景技術】
【0002】
ビール等のアルコール飲料、炭酸飲料、果汁飲料およびコーヒー飲料等の飲料缶や食缶などに使用されるアルミニウム製缶蓋においては、内容物に対する耐食性や外観および加工性の改善、防食性、キズつき防止等のため、両面に樹脂塗料が塗布されて塗膜層が形成されたものが用いられている。
更に、塗膜層の上には、缶蓋の成形時における潤滑剤として、ワックス層が形成されるが、ワックスの塗布量を多くしすぎると、缶蓋成形の金型にワックスが付着し、成形不良を引き起こしたり、金型から離脱して成形品に異物として付着したりすることがある。その対策として頻繁に金型清掃を行わなければならず、生産性や作業性が低下する原因となる。そのため、ワックスの塗布量を抑制して缶蓋の成形性を改善する為に、塗膜層に予めワックスを添加しておくことが一般的に行われている。
このようなアルミニウム製缶蓋は、以下のような工程を経て製造されている。まず、コイル状に巻き取られたアルミニウム合金板を徐々に巻き出しながらロールコーター等によりワックスが添加された樹脂塗料を当該アルミニウム合金板の両面に塗布する。そして、樹脂塗料が塗布されたアルミニウム合金板を加熱装置によって加熱し、樹脂塗料を焼付けして樹脂層を形成する。次いで、この樹脂層を有するアルミニウム合金板である缶蓋用アルミニウム合金塗装板の片面、或いはその両面に、液状のワックスを塗布して、融点以下まで自然冷却し、当該ワックス液を固化させてワックス層を形成し、缶蓋用アルミニウム合金板を製造する。製造された缶蓋用アルミニウム合金板は、そのまま缶蓋製造ラインへ搬送される、もしくは一旦巻き取り装置にて再びコイル状に巻き取った後に缶蓋製造ラインへ搬送され、缶蓋製造工程においてプレス成形等の種々の加工を施されることにより、缶蓋が製造される。
そして、製造された缶蓋は、別途製造された両端開口の缶胴部の一端に巻締められたり、或いは、底付き缶胴に内容物が充填された後、その缶胴の開口端部に巻き締められる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−160512号
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記の缶詰製品の製造において、内容物が充填され、缶蓋を巻締めて密封した後にパストライザー装置による殺菌が施される場合がある。これは65℃〜85℃の温水を缶詰製品に浴びせることにより加熱殺菌するものである(以下、パストライザー処理と言う)。このパストライザー処理は、温水が缶詰製品に浴びせられる為、図5に示すように、缶蓋表面のワックス層が融点以上に加熱され、溶融して液状になり、その後、凝集して、冷却された際、固まることにより白い斑点状の模様(以下、ワックス班という)を形成することがある。図6(A)に示すように、このようなワックス班は異物の付着あるいは汚れとして認識されることがあり、缶詰製品の外観上の欠陥として消費者からの苦情の原因となることから、その解決策が求められていた。
本発明は、上記のような従来技術の問題点に鑑み、美感に優れた外観を有するアルミニウム製缶蓋を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記課題を解決するため、請求項1に係る発明のアルミニウム製缶蓋では、缶蓋の外面となる面に塗膜層が形成され、該塗膜層の上にワックス層が形成されたアルミニウム製缶蓋において、前記塗膜層が粒子状ワックスとしてポリエチレン/ポリテトラフルオロエチレンワックスと酸化ポリエチレンワックスのうち少なくとも何れか一方を含むことを特徴とする。
請求項2に係る発明のアルミニウム製缶蓋では、請求項1に記載のアルミニウム製缶蓋において、前記塗膜層が前記粒子状ワックスを1PHR(per hundred resin:樹脂成分100重量部に対する重量部)以上で10PHR以下の割合で含むことを特徴とする。
請求項3に係る発明のアルミニウム製缶蓋では、請求項1または請求項2に記載のアルミニウム製缶蓋において、缶蓋成形後の前記塗膜層表面における算術平均粗さRa(JIS B0601)が0.28μm〜0.52μmであることを特徴とする。
【発明の効果】
【0006】
請求項1に係る発明により、塗膜層の表面に微小な凹凸が形成されて、塗膜層表面のワックスに対するぬれ性が改善され、ワックスと塗膜層表面とが馴染み易くなり、パストライザー処理でワックス層のワックスが溶融して液状になっても凝集しにくく、ワックス班が形成され難くなる。更に、塗膜層の表面に微小な凹凸が形成されるため、塗膜層表面で光が乱反射され、蓋表面において光沢が抑制された白っぽい色調となる。従って、アルミニウム製缶蓋は、パストライザー処理を経て缶蓋表面のワックス層が融点以上に加熱されワックス班が形成されたとしても、この缶蓋表面は、凝集したワックスに近い色調の白っぽい外観を呈する。よって、ワックス班を白い斑点状の模様として認識することを防止することができる。
すなわち、ワックス班の発生を抑制する効果と、ワックス班が発生した場合に視認されにくくする効果の複合によって、ワックス班の発生を防止することができる。このような作用は粒子状ワックスにおいては一般的に見られるものであるが、パストライザー処理後に生じる白い斑点状の模様を防止する効果としては、ポリエチレン/ポリテトラフルオロエチレンワックス及び酸化ポリエチレンワックスによる効果が他の粒子状ワックスと比較して高い。また、単独で添加しても効果は高いが、ポリエチレン/ポリテトラフルオロエチレンワックスと酸化ポリエチレンワックスの両方を含むことが好ましく、両成分の相乗効果により、少ない添加量でも効果的に白い斑点状の模様の発生を防止することができる。また、本発明におけるポリエチレン/ポリテトラフルオロエチレンワックスは、ポリエチレンの粒子をポリテトラフルオロエチレン樹脂で被覆して粒子状としたものでも、ポリテトラフルオロエチレン樹脂の粒子をポリエチレンで被覆して粒子状としたものでもよい。好ましくはポリエチレンの粒子をポリテトラフルオロエチレン樹脂で被覆して粒子状ワックスとしたものが好適に用いられる。軟化点の高いポリテトラフルオロエチレン樹脂でポリエチレンの粒子を被覆して粒子状とすることにより、塗料の焼付け後においても粒子状ワックスの粒子径がより大きく保たれ、塗膜層表面に効果的に凹凸を形成することができる。
【0007】
請求項2に係る発明により、粒子状ワックスの含有量を1PHR以上で10PHR以下の割合で含むことで、効果的にワックスの凝集が防止され、塗膜層の表面に適度な凹凸が形成される。この凹凸により、缶蓋表面の塗膜層が適度に白っぽい外観を呈するようになり、また、光が乱反射することにより光沢が抑制され、白く曇ったような色調の表面となる。従って、ワックス班が形成されても視認されにくくなり、製品外観の劣化を抑制することができる。総添加量が1PHR未満では、塗膜層表面に十分な凹凸が形成されず、従って白く曇った表面が得られない。また、ワックスの量が少ないため、塗膜層表面とワックスとの親和性が小さく、塗膜層表面のワックスに対するぬれ性が改善されないことによってワックスが凝集し易くなり、ワックス班の発生を防止できなくなる。また、10PHRを超えると、塗膜層の表面が白くなりすぎる場合や、アルミニウム合金板と塗膜層との密着性が低下する場合がある他、塗料中に分散している粒子状ワックスが凝集してしまい、アルミニウム合金板に塗料を塗布して塗膜層を形成する際に均一に塗料を塗布できなくなって塗膜にむらが生ずる場合があるので好ましくない。
【0008】
請求項3に係る発明により、塗膜層の算術平均粗さRaが0.28μm〜0.52μmとなる表面粗さとされている。塗膜層の算術平均粗さをこの範囲に限定することにより、塗膜層の表面に適度な凹凸が形成されて、缶蓋表面の塗膜層が適度に白っぽい外観を呈するようになり、また、光が乱反射することにより光沢が抑制され、白く曇ったような色調の表面となる。従って、ワックス班が形成されても視認されにくくなり、製品外観の劣化を抑制することができる。算術平均粗さが0.30μm未満では、塗膜層表面に十分な凹凸が形成されず、従って白く曇った表面が得られない。また、塗膜層表面のワックスに対するぬれ性が改善されないことによってワックスが凝集し易くなり、ワックス班の発生を防止できなくなる。また、10PHRを超えると、塗膜層の表面が白くなりすぎて製品の外観を劣化させるので好ましくない。
【図面の簡単な説明】
【0009】
【図1】実施例1のアルミニウム製缶蓋の断面における層構成を示す模式図である。
【図2】実施例1のアルミニウム製缶蓋の製造方法の工程を示すフローチャートである。
【図3】実施例1のアルミニウム合金板に樹脂塗料を塗装するロールコーターを示す図である。
【図4】実施例1の塗膜層が形成された缶蓋用アルミニウム合金塗装板に液体状のワックスを塗布するロールワクサーを示す模式図である。
【図5】パストライザー処理によりワックス班が形成される過程を示す模式図である。
【図6】従来(A)及び本発明(B)のパストライザー処理後の缶蓋表面を表す写真である。
【発明を実施するための形態】
【実施例1】
【0010】
以下、図面に基づき本発明の実施例について説明する。図1は本発明のアルミニウム製缶蓋の一実施例の断面における層構成を示す模式図である。本発明のアルミニウム製缶蓋に使用されるアルミニウム合金板としては、JIS5000系のアルミニウム合金板が缶蓋成形用として好適に用いられるが、純アルミニウムや他のアルミニウム合金を用いることもできる。このアルミニウム合金板の両面に耐腐食性を付与する為、リン酸クロメート処理を施して化成処理被膜が形成されている。この化成処理被膜の上に塗料を塗布して塗膜層を形成する。塗料としては、エポキシ系樹脂、エポキシ/アクリル系樹脂、ポリエステル系樹脂、塩化ビニル系樹脂、エポキシ/尿酸系樹脂、エポキシ/フェノール系樹脂等の既知の樹脂を含んだ一般的な塗料を用いることができる。これらの樹脂塗料の溶媒や分散媒は、有機溶剤系及び水系の何れも好適に使用することが出来る。
【0011】
この塗料中に、粒子状ワックスが添加されている。粒子状ワックスの平均粒子径としては、レーザー回折による散乱式粒度分布測定装置を使用して計測した平均粒子径で約1μm〜20μmのものが好適に用いられる。1μmより小さい粒径の粒子状ワックスでは、粒子が小さすぎて塗膜層の表面を十分に粗くすることができず、好ましくない。一方、20μmより大きい粒径の粒子状ワックスでは表面粗さが大きくなりすぎることによって蓋表面が白くなりすぎる場合、もしくは塗膜層の密着性が低下する場合があり、好ましくない。より好適には約3μm〜6μmの粒子状ワックスが用いられる。粒子状ワックスの材料としてはポリエチレン/ポリテトラフルオロエチレンワックスと酸化ポリエチレンワックスが好適である。より好ましくは、これら両方を添加することにより、これらの成分の相乗効果によって少ない添加量でも大きなつや消し効果を発揮することができる。また、粒子状ワックスの軟化点については、塗膜層の焼付け温度より高いものでも、焼付け温度より低いものでも用いることができる。粒子状ワックスの軟化点が塗膜層の焼付け温度より高い場合には、焼付け後も粒子状ワックスが粒子状の形状を保つことにより塗膜層表面に凹凸を形成することができる。逆に粒子状ワックスの軟化点が塗膜層の焼付け温度より低い場合には、焼付け工程で塗膜層の表面に存在する粒子状ワックスが変形する、もしくは、塗膜層の表面で溶融して流動することにより元々粒子状ワックスがあった位置に塗膜層が陥没したような穴が形成されることにより、塗膜層の表面に凹凸が形成される。このように形成された凹凸によって、缶蓋表面は白っぽいつや消し状の色調となり、塗膜層表面のワックスに対するぬれ性が改善され、ワックス班の発生を防止することができる。
【0012】
この塗料をアルミニウム合金板の缶蓋外面となる面に塗布し、オーブンで加熱して焼き付けることにより塗膜層が形成されている。形成された塗膜層は粒子状ワックスの効果により、微小な凹凸が形成され、加えて、塗膜層にワックス成分を含有することにより、塗膜層とワックス層を形成するワックスとの親和性が良くなることによって、塗膜層表面のぬれ性が改善される。これにより、パストライザー処理を施してもワックスが凝集しにくくなり、ワックス班の形成を防止できる。また、塗膜層表面の凹凸により光が乱反射され、つや消し状で光沢が抑制された白っぽい色調の表面となる。この塗膜層の厚さは缶蓋に要求される性能等により適宜定めることができるが、食品用の缶詰に用いる蓋の場合には、2μm〜5μm程度が一般的である。必要に応じて缶蓋内面となる面に塗料を塗布して塗膜層を形成する。また、粒子状ワックスに加えて、従来公知のワックスを適宜添加しても良い。
【0013】
この塗膜層の上にワックス層が形成されている。塗膜層上に形成されるワックス層は、パラフィンワックス、マイクロクリスタリンワックス、ペトロレータムなどのワックス液を塗布して固化することで形成できる。なお、ワックス層は缶蓋の外面及び内面に設けることができ、アルミニウム合金板のワックス層と、内面側のワックス層とは、同じ種類のものを用いても、異なる種類のものを用いても形成することができる。これらは用途等によって適宜選択して用いてよい。
【0014】
ワックス層の適切な付着量は、ワックスの種類によって若干異なるが10〜100mg/m2とするのが好ましい。ワックスの付着量がこの範囲未満であるとプレス成形時における成形性が劣ったり、塗膜層が削れたりするので好ましくない。これに対し、ワックスの付着量が前記した範囲を超えると、プレス成形時の金型にワックスが付着し堆積しやすくなるので好ましくない。
【0015】
次に、図2を参照して本発明の缶蓋の製造方法について説明する。図2は、実施例1のアルミニウム製缶蓋の製造方法の工程を示すフローチャートである。図2に示すように、まず、アルミニウム合金板を巻き取ったロール状のアルミコイルからアルミニウム合金板を巻き出し、内外面塗装工程において、アルミニウム合金板の両面に粒子状ワックスを添加した樹脂塗料を塗装する(ロール塗装工程)。実施例1においては、塗装の方法として、図3に示すようなロールコーターを用いてロールにより液体状の塗料を塗装しているが、塗料をアルミニウム合金板にスプレーする等、適宜の方法で塗布することができる。
【0016】
次に、表面に塗料が塗布された金属板をオーブン工程に搬送し、所定時間だけ加熱して塗料を焼き付け、その後、冷却ゾーン工程で冷却して塗膜層を形成する。形成された塗膜層は、粒子状ワックスの作用により、微小な凹凸が形成され光沢が抑制された白っぽい表面となっている。
【0017】
この塗膜層が形成されたアルミニウム合金塗装板にワクサー工程において融点以上に加熱して液体状としたワックスを塗布し、ワックス層を形成する。本実施例においては、缶蓋の外面となる面にワックスを塗布しているが、必要に応じて缶蓋の内面側となる面に塗布しても良い。実施例1では、ワックス塗布の為、図4に示すようなロールワクサーを使用して、ロールにより塗布しているが、液体状のワックスを板の表面にノズルから噴霧するなど、適宜の方法を用いて塗布することができる。ロールワクサーは、ワックス溶融槽に浸漬されたグラビアロールと、缶蓋用アルミニウム合金塗装板と接するアプリケーターロールと、グラビアロールとアプリケーターロールとの間で両ロールに接するトランスロールと、アプリケーターロールに接するジャケットロールを有し、缶蓋用アルミニウム合金塗装板表面にワックスを均一に塗布するものである。
【0018】
その後、塗布されたワックスを固化させることにより缶蓋用アルミニウム合金板が製造される。製造された缶蓋用アルミニウム合金板は、缶蓋を製造する製造工程へ搬送され、種々の加工が施されることにより、缶蓋が製造される。実施例1では、金属板製造工程と製蓋工程を直結し、直接板状の缶蓋用アルミニウム合金板を搬送しているが、缶蓋用アルミニウム合金板を一端巻き取ってコイル状にしてから製蓋工程へ搬送しても良い。
【0019】
製蓋工程では、プレス成形工程や、缶容器に巻き締められた際に密封性を保つためのライナーの塗布工程、また、飲料缶用のSOT蓋(ステイオンタブ蓋)を製造する場合にはタブの取り付け工程等の適宜の工程を経て、缶蓋が製造される。
【0020】
本発明の缶蓋は、図6(B)に示すように、塗膜層表面に凹凸が形成されることにより、表面が白っぽい色調となり、光沢が抑制されているため、凝集したワックスと色調が近くなり、ワックスが凝集してワックス班が形成された場合でも目立つことが無く、視認されにくくなる。また、塗膜層がワックス成分を含有していることにより、ワックスに対しての親和性がよく、凹凸により塗膜層表面のワックスに対するぬれ性が改善されるので、ワックスが凝集しにくくなり、ワックス班の形成を防止することができる。
【0021】
(実験例)
以下、本発明の実験例を示す。まず、アルミニウム合金板として板厚0.25mmのJIS A5182―H19合金板にクロム換算量で20mg/m2となるようにリン酸クロメート処理を施した。このアルミニウム合金板の外面側に、エポキシ/尿素系樹脂に粒子状ワックスの添加量を変えて添加し、メチルイソプチルケトン、キシレン、エチルベンゼンを混合したものを溶剤とした塗料を作成しロールコーターにより塗布した。乾燥後の塗膜厚さが約4μmとなるように塗布し、ガスオーブン方式の乾燥炉により焼付けを行い、塗膜層を形成した。尚、本実験例においては、缶蓋の成形性を改善する為、粒子状ワックス以外のワックス成分としてラノリンを0.5PHR添加した。
【0022】
まず、実験例1として、ポリエチレン/ポリテトラフルオロエチレンワックス(PE/PTFE)と酸化ポリエチレンワックス(酸化PE)の両方の粒子状ワックスを添加して塗膜層を形成した蓋を作成した。また、比較例として粒子状ワックスを含まず、ラノリンを10PHR添加したものとワックス成分を全く含まない塗料を作成し、前述と同様に塗膜層を形成した蓋を作成した。そして実験例2としてポリエチレン/ポリテトラフルオロエチレンワックスを添加し、酸化ポリエチレンワックスを添加せずに塗膜層を形成した蓋を作成した。実験例3として酸化ポリエチレンワックスを添加し、ポリエチレン/ポリテトラフルオロエチレンワックスを添加せずに塗膜層を形成した蓋を作成した。本実験例で使用した粒子状ワックスの平均粒子径は、いずれも5μmとした。尚、平均粒子径の測定に用いるレーザー回折による散乱式粒度分布測定装置としては、堀場製作所作製LA 920を使用した。
【0023】
その後、缶蓋成形後に外面となる面の塗膜上にワックス層を形成するため、溶融して液状となったパラフィンワックスをロールコーターにより塗布し、缶蓋用アルミニウム合金板を製造した。なお、ワックスの塗布量は50mg/m2とした。
【0024】
そして、缶蓋用アルミニウム合金板を製蓋工程に搬送し、金型によるプレス成形等を行なって、飲料缶用のSOT蓋を製造した。製造したSOT蓋を水が充填されたアルミニウム缶に巻締めてパストライザー処理を行なった。パストライザー処理は、約80℃の水を20分間、アルミニウム缶に浴びせ、その後、缶を乾燥させて、缶表面の水滴を除去した。パストライザー処理後のSOT蓋の外面を目視にて観察し、ワックスが凝集した白い斑点状の模様を視認できるかどうかを判定した。また、各缶蓋の製造に使用したアルミニウム合金板のワックス塗布前の試料について、塗膜層表面の算術平均粗さRa(JISB0601)を測定した。さらに、蓋表面での白化の状態として、蓋表面の色調を目視により判定し、蓋表面の白さが適当かどうかを判定した。実験例1の各試料について樹脂層に添加したワックスの添加量、算術平均粗さRaおよび目視による評価結果を表1に示す。
【表1】
〔ワックス班の目視評価基準〕
×・・・模様が明確に確認できる。
△・・・模様が目立たない。
○・・・模様がほとんど視認できない。
◎・・・模様が全く視認できない。
【0025】
表1に示すワックス成分の添加量は、塗料中の溶剤分を除く固形分に対する粒子状ワックスの割合、即ち塗膜層中の樹脂成分に対する粒子状ワックスの割合をPHR(樹脂成分100重量部に対するワックスの添加重量)で示したものである。表1の評価結果のうち、試料No.1−1〜No.1−18が本発明の実施例であり、試料No.1−19及びNo.1−20が比較例である。
【0026】
目視評価としては、模様が明確に確認できるものを×、模様が目立たないものを△、模様がほとんど視認できないものを○、模様が全く視認できないものを◎として評価した。また、蓋表面の白化状態については、蓋表面が適度に白くなっていて蓋の外観として遜色ないものについては○、蓋表面が白化していないもの及び白くなり過ぎているものについて×として評価した。
【0027】
実験例1の中で、粒子状ワックスの総添加量が5PHR以上となっている試料No.1−1〜No.1−5,No.1−7〜No.1−9,No.1−12,No.1−13,No.1−15,No.1−16についてはワックス班が全く視認できない状態になっている。しかし、蓋表面の白化状態については、総添加量が10を超える試料No.1−1,No.1−7,No.1−12,No.1−15では、缶蓋表面の外観が白くなり過ぎており、総添加量が10以下のものと比べて外観性能としては劣るものとなった。また、No.1−19,No.1−20では、蓋表面が全く白化していなかった。
【0028】
総添加量が2.5PHR〜4.5PHRの範囲にある試料No.1−6,No.1−10,No.1−11では、ワックス班がほとんど視認出来ない状態となった。また、総添加量が1.0〜1.5PHRの範囲にある試料No.1−14,No.1−17,No.1−18では、ワックス班が目立たなくなった。
【0029】
これに対し、粒子状ワックスを添加せずラノリンを10PHR添加した試料No.1−19およびワックス成分を全く添加しなかった試料No.1−20は、模様が明確に確認できる状態となり、ワックス班の発生防止効果は見られなかった。
【0030】
従って、ポリエチレン/ポリテトラフルオロエチレンワックスと酸化ポリエチレンワックスの両方の粒子状ワックスを添加した場合には、総添加量が1.0〜10.0PHRでワックス班の発生防止効果が認められた。また、より好ましい範囲としては、総添加量が2.5〜10.0PHRでワックス班がほとんど目立たなくなる効果が認められた。さらに好ましい範囲として、総添加量が5.0〜10.0PHRでは、ワックス班が全く視認できなくなる程度までのワックス班の発生防止効果が認められた。なお、実験例1において、ワックス班の発生の程度および、缶蓋外面の色調などから判断して最も外面品位が高いものは試料No.1−5の缶蓋であった。また、実験例1の結果から、塗膜層の表面粗さが0.28μm以上でワックス班の発生防止効果が認められ、0.34μm以上でワックス班がほとんど目立たなくなる効果が認められ、0.42μm以上でワックス班が全く視認できなくなる程度までのワックス班の発生防止効果が認められた。また、0.51μmまでは、蓋表面の色調が適度に白化した状態を示していたが、0.53μm以上では白化しすぎてしまい、缶蓋の外観としては好ましくない色調となった。従って、実験例1の結果から、塗膜層の表面粗さは0.28μm〜0.51μmが好ましく、さらに好ましくは0.34μm〜0.51μmであり、最も好ましくは0.42μm〜0.51μmであった。
【0031】
実験例2においては、平均粒径が約5μmのポリエチレン/ポリテトラフルオロエチレンワックスを添加し、酸化ポリエチレンワックスを添加せずに塗膜層を形成した。実験例1と同様にパストライザー処理後のSOT蓋の外面を目視にて観察し、ワックスが凝集した白い斑点状の模様を視認できるかどうかを判定した。また、各缶蓋の製造に使用したアルミニウム合金板のワックス塗布前の試料について、塗膜層表面の算術平均粗さRa(JISB0601)を測定した。実験例2の各試料について樹脂層に添加したワックスの添加量、算術平均粗さRaおよび目視による評価結果を表2に示す。
【表2】
【0032】
実験例2の中で、粒子状ワックスの総添加量が7.0PHR以上となっている試料No.2−1〜No.2−4についてはワックス班が全く視認できない状態になった。しかし、総添加量が10を超えると試料No.2−1では、缶蓋表面の外環が白くなりすぎており、総添加量が10以下のものと比べて外観では劣るものとなった。
【0033】
従って、ポリエチレン/ポリテトラフルオロエチレンワックスを粒子状ワックスとして添加した場合には、総添加量が1.0〜10.0PHRでワックス班の発生防止効果が認められた。また、より好ましい範囲としては、総添加量が3.0〜10.0PHRで少なくともワックス班がほとんど目立たなくなる効果が認められた。更に好ましい範囲として、総添加量が7.0〜10.0PHRでは、ワックス班が全く視認できなくなる程度までのワックス班の発生防止効果が認められた。また、実験例2の結果から、塗膜層の表面粗さが0.28μm以上でワックス班の発生防止効果が認められ、0.32μm以上でワックス班がほとんど目立たなくなる効果が認められ、0.44μm以上でワックス班が全く視認できなくなる程のワックス班の発生防止効果が認められた。また、0.52μmまでは蓋表面の色調が適度に白化した状態を示していたが、0.54μmでは白化しすぎてしまい、缶蓋の外環として好ましくない色調となった。従って、実験例2の結果から、塗膜層の表面粗さは0.28μm〜0.52μmが好ましく、更に好ましくは0.32μm〜0.52μmであり、最も好ましくは0.44μm〜0.52μmであった。
【0034】
実験例3においては、平均粒径が約5μmの酸化ポリエチレンワックスを添加し、ポリエチレン/ポリテトラフルオロエチレンワックスを添加せずに塗装膜を形成した。実験例1と同様にパストライザー処理後のSOT蓋の外面を目視にて観察し、ワックスが凝集した白い斑点状の模様を視認できるかどうかを判定した。また、各缶蓋の製造に使用したアルミニウム合金板のワックス塗布前の試料について、塗膜層表面の算術平均粗さRa(JISB0601)を測定した。実験例3の各試料について樹脂層に添加したワックスの添加量、算術平均粗さRa及び目視による評価結果を表3に示す。
【表3】
【0035】
実験例3の中で、粒子状ワックスの総添加量が8.0PHR以上となっている試料No.3−1〜No.3−3についてはワックス班が全く視認できない状態になった。しかし、総添加量が10を超える試料No.3−1では、缶蓋表面の外観が白くなりすぎており、総添加量が10以下のものと比べて外観としては劣るものとなった。
総添加量が3.0PHR〜7.0PHRの範囲になる試料No.3−4〜No.3−7では、ワックス班がほとんど視認できない状態となった。また、総添加量が1.0PHRの試料No.3−8では、ワックス班が目立たなくなった。
【0036】
従って、酸化ポリエチレンワックスを粒子状ワックスとして添加した場合には、総添加量が1.0〜10.0PHRでワックス班の発生防止効果が認められた。また、より好ましい範囲としては、総添加量が3.0〜10.0PHRで少なくともワックス班がほとんど目立たなくなる効果が認められた。更に好ましい範囲として、総添加量が8.0〜10.0PHRでは、ワックス班が全く視認できなくなる程度までワックス班の発生防止効果が認められた。また、実験例3の結果から、塗膜層の表面粗さが0.30μm以上でワックス班の発生防止効果が認められ、0.33μm以上でワックス班がほとんど目立たなくなる効果が認められ、0.47μm以上でワックス班が全く視認できなくなる程のワックス班の発生防止効果が認められた。また、0.49μmまでは、蓋表面の色調が適度に白化した状態を示していたが、0.53μmでは白化しすぎてしまい、缶蓋の外観としては好ましくない色調となった。従って、実験例3の結果から、塗膜層の表面粗さは0.30μm〜0.49μmが好ましく、更に好ましくは0.33μm〜0.49μmであり、最も好ましくは0.47μm〜0.49μmであった。
【0037】
従って、実験例1〜3の結果から、粒子状ワックスの総添加量が1.0PHR〜10.0PHRの範囲でワックス班の発生防止効果が認められ、総添加量が3.0〜10.0PHRで少なくともワックス班がほとんど目立たなくなる効果が認められ、更に好ましい範囲として、総添加量が8.0〜10.0PHRでは、ワックス班が全く視認できなくなる程度までワックス班の発生防止効果が認められることが分かった。また、塗膜層の表面粗さとしては、塗膜層の表面粗さが0.28μm〜0.52μmでワックス班の発生防止効果が認められ、0.32μm〜0.52μmでワックス班がほとんど目立たなくなる効果が認められ、0.42μm〜0.52μmでワックス班が全く視認できなくなる程度までのワックス班の発生防止効果が認められた。
【0038】
以上、本発明について、好ましい実施例を示し説明したが、本発明はこれらの実施例に限定されるものではなく、本発明の範囲で種々の変更が可能である。
【特許請求の範囲】
【請求項1】
缶蓋の外面となる面に塗膜層が形成され、該塗膜層の上にワックス層が形成されたアルミニウム製缶蓋において、
前記塗膜層が粒子状ワックスとしてポリエチレン/ポリテトラフルオロエチレンワックスと酸化ポリエチレンワックスのうち少なくとも何れか一方を含むことを特徴とするアルミニウム製缶蓋。
【請求項2】
請求項1に記載のアルミニウム製缶蓋において、
前記塗膜層が前記粒子状ワックスを1PHR以上で10PHR以下の割合で含むことを特徴とするアルミニウム製缶蓋。
【請求項3】
請求項1または請求項2に記載の缶蓋成形用アルミニウム製缶蓋において、
缶蓋成形後の前記塗膜層表面における算術平均粗さRa(JIS B0601)が0.28μm〜0.52μmであることを特徴とするアルミニウム製缶蓋。
【請求項1】
缶蓋の外面となる面に塗膜層が形成され、該塗膜層の上にワックス層が形成されたアルミニウム製缶蓋において、
前記塗膜層が粒子状ワックスとしてポリエチレン/ポリテトラフルオロエチレンワックスと酸化ポリエチレンワックスのうち少なくとも何れか一方を含むことを特徴とするアルミニウム製缶蓋。
【請求項2】
請求項1に記載のアルミニウム製缶蓋において、
前記塗膜層が前記粒子状ワックスを1PHR以上で10PHR以下の割合で含むことを特徴とするアルミニウム製缶蓋。
【請求項3】
請求項1または請求項2に記載の缶蓋成形用アルミニウム製缶蓋において、
缶蓋成形後の前記塗膜層表面における算術平均粗さRa(JIS B0601)が0.28μm〜0.52μmであることを特徴とするアルミニウム製缶蓋。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−51635(P2011−51635A)
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願番号】特願2009−203269(P2009−203269)
【出願日】平成21年9月3日(2009.9.3)
【出願人】(000208455)大和製罐株式会社 (309)
【Fターム(参考)】
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願日】平成21年9月3日(2009.9.3)
【出願人】(000208455)大和製罐株式会社 (309)
【Fターム(参考)】
[ Back to top ]