
ウェブ、それからのフェルト、およびそれらの製造方法
【課題】断熱材として好適に使用できるピッチ系炭素繊維からなるウェブ、およびそれをニードルパンチ処理したフェルトを提供する。
【解決手段】1300℃以上2500℃未満の温度で焼成されたピッチ系炭素繊維からなるウェブであって、3000℃にて1時間熱処理した際の体積減少率が2%未満であるウェブ、およびそれをニードルパンチ処理したフェルト。
【解決手段】1300℃以上2500℃未満の温度で焼成されたピッチ系炭素繊維からなるウェブであって、3000℃にて1時間熱処理した際の体積減少率が2%未満であるウェブ、およびそれをニードルパンチ処理したフェルト。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、断熱材として好適に使用できるピッチ系炭素繊維からなるウェブ、およびそれをニードルパンチ処理したフェルト、およびそれらの製造方法に関する。更に詳しくは本発明の目的は、メルトブロー法で製造され、特定の不融化処理で得られたウェブ、およびそれからのフェルトであって、耐久性に優れ、かつ熱処理による体積収縮が小さいウェブ、およびフェルトを提供することにある。
【背景技術】
【0002】
炭素繊維からなるウェブまたはフェルトは多孔質であり、低比重で優れた断熱特性を有するため、特に1500℃を超えるような特殊高温炉で広く使われている。しかし、高温で使用するが故に、炉内の熱処理物から発生した微量ガスと反応して断熱材としての寿命を短くするといった問題があった。このため、ウェブまたはフェルトを構成する炭素繊維の高い耐久性が要求されていた。また、1500℃を超える高温使用において、ウェブまたはフェルトが炭化収縮しないことも求められていた。
【0003】
上記を解決する方法として、メソフェーズピッチを原料としたピッチ系炭素繊維フェルトの製造方法が報告されている(例えば、特許文献1)。この方法は、等方性ピッチを原料とした炭素繊維ウェブまたはフェルトに比べて、炭素繊維自身の結晶性が高いため、ウェブまたはフェルトの耐久性を高めることが出来ている。しかし、平均繊維径が10μm以下と細く比表面積が大きいため、1500℃を超える高温使用で炉内の熱処理物から発生した微量ガスと反応しやすく、十分な耐久性を得ることが出来ないといった問題があった。また、炭化収縮の抑制はウェブ又はフェルトを構成する炭素繊維自身の収縮を抑制するのではなく、クロスラップで得られた多層に積層したウェブの積層面間のズレを均一にすることで対処している。この方法では、1500℃を超える高温処理でウェブ又はフェルトの目付けが小さくなり、断熱性能を低下させるといった問題があった。
【0004】
上述のごとく、ピッチ系炭素繊維からなるウェブまたはフェルトであって、それ自身の耐久性が高く、かつ高温熱処理による炭化収縮を抑制できるウェブまたはフェルトを得ることは実質困難であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平5−195396号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、従来のピッチ系炭素繊維からなるウェブやフェルトと比較して、耐久性に優れ、かつ熱処理による体積収縮が小さいピッチ系炭素繊維からなるウェブまたはフェルトを提供することにある。
【課題を解決するための手段】
【0007】
本発明は、ピッチ系炭素繊維からなるウェブであって、空気中10℃/分で500℃まで昇温後、500℃で8時間保持した際の重量減少率が3%未満であることを特徴とするウェブおよびその製造方法である。
また本発明は上述のウェブをニードルパンチ処理して得られるフェルトおよびその製造方法も包含する。
【発明の効果】
【0008】
本発明のウェブ、またはフェルトは、従来のウェブまたはフェルトと比較して、耐久性に優れ、かつ脱ガスが少なく、熱処理による体積収縮が小さいウェブまたはフェルトである。そのため、例えば本発明のウェブ、またはフェルトを高温炉の断熱材として用いた場合、成形断熱材などの炉構成部材などから発生した脱ガス成分との反応が抑制され、体積収縮による断熱特性の低下を引き起こさず、高温炉の寿命を伸ばすことが可能となる。
【図面の簡単な説明】
【0009】
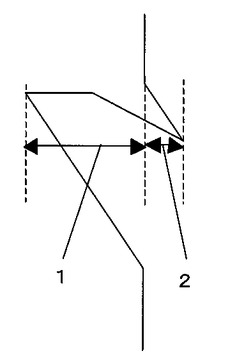
【図1】ニードルのバーブ部の模式図
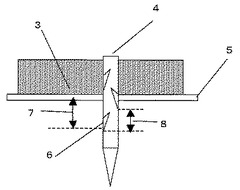
【図2】ニードルの模式図
【発明を実施するための形態】
【0010】
本発明のピッチ系炭素繊維からなるウェブは、単層のピッチ系炭素繊維のマットがクロスラップされたピッチ系炭素繊維の積層体から構成されている。また、本発明のピッチ系炭素繊維からなるフェルトは上述のウェブがニードルパンチ処理された形態となっている。
以下それぞれについて詳細に述べる。
【0011】
[ウェブ]
本発明のウェブはピッチ系炭素繊維からなるウェブであって、空気中10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率が3.0%未満であることが好ましい。ウェブを高温炉で使用する場合、ウェブは1000℃を超える高温下で様々な発生ガスと反応して耐久性の低下を引き起こす。空気中500℃におけるウェブの長時間保持はウェブの耐久性を確認する加速試験であって、同温度で8時間保持した際の重量減少率が少ないほど、耐久性に優れていることを意味する。ウェブの耐久性を向上させるという目的から、空気中10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は2.5%未満、更には2.0%未満であることがより好ましい。本発明のウェブの耐久性が優れる理由は定かではないが、おそらくウェブを構成するピッチ系炭素繊維の結晶性が高く、ガスバリア性に優れることが主要因であると推察される。
【0012】
通常、炭素繊維からなるウェブを不活性ガス雰囲気下、3000℃にて1時間熱処理すると、重量が減少する。この重量の低下は炭素繊維からの脱ガスを意味し、高温炉においては成形断熱材などの炉構成部材と反応して、炉の寿命を短くするといった問題がある。また、熱処理による重量低下はウェブの体積を低下させ、ウェブの断熱特性を低下させる。本発明のピッチ系炭素繊維からなるウェブについて、不活性ガス雰囲気下3000℃にて1時間熱処理した際の重量減少率が2%未満であることが好ましい。重量減少率は、熱処理前後の重量変化量を熱処理前の重量で割ることで求められる。炉の寿命を長くするといった目的から、ウェブを3000℃に熱処理した際の重量減少率が1%未満であることが好ましく、更には0.5%未満であることが好ましい。重量減少率の上限は実質0%となる。
【0013】
本発明のウェブを構成するピッチ系炭素繊維の真密度は1.9g/cm3以上であることが好ましい。ピッチ系炭素繊維の真密度は、高いほどガスバリア性が向上しウェブの耐久性が向上する。ウェブの耐久性を向上させる目的から、ピッチ系炭素繊維の真密度は2.0g/cm3が好ましく、更には2.05g/cm3がより好ましい。なお、黒鉛の理論密度の上限が2.3g/cm3であり、真密度がこの上限値を超えることはない。
【0014】
本発明のウェブは、1300℃以上3200℃未満の温度で焼成されたピッチ系炭素繊維からなるウェブであって、ウェブを3000℃にて1時間熱処理した際の体積減少率が2%未満であることを特徴とする。体積減少率は、熱処理前後の体積変化量を熱処理前の体積で割ることで求められる。なお諸条件によっては熱処理後に体積が増加することもあり体積減少量がマイナスとなる場合もありうるが、せいぜい体積減少量はマイナス1%が下限値、すなわち体積増加量1%程度が上限値となる。
【0015】
通常、炭素繊維からなるウェブを3000℃にて1時間熱処理すると、炭素繊維からの脱ガスによりウェブは炭化収縮する。高温炉の断熱材としてウェブを用いた場合、炭化収縮したウェブは、断熱できない箇所を炉内に発生させ、高温であるが故に致命的な問題を引き起こすことがある。また、炭化収縮によるウェブの厚み低下は、ウェブの断熱特性の低下を引き起こし、炉の寿命を短くするといった問題に繋がる。本発明のピッチ系炭素繊維からなるウェブは3000℃の1時間の熱処理の体積減少率が2%未満であることを特徴とするが、高温炉の寿命を長くするという目的から、より好ましくは体積減少率が1%未満である、更に好ましくは体積減少率が0.5%未満であることが好ましい。
【0016】
特に、本発明のピッチ系炭素繊維からなるウェブは、3000℃焼成時の厚み収縮が従来のものに比べ著しく小さく、厚み保持率が98%以上である。このため、高温炉の断熱材として本発明のウェブを用いた場合、炉の寿命を長くする。本発明のピッチ系炭素繊維からなるウェブの3000℃熱処理での厚み保持率は、99%以上が好ましく、更には99.5%以上がより好ましい。厚み保持率は、熱処理後の厚みを熱処理前の厚みで割ることで求められる。
【0017】
本発明のウェブの引っ張り強度は、好ましくは5N/5cm片以上、より好ましくは10N/5cm片以上である。ウェブの引っ張り強度が5N/5cm片以上であると、ニードルパンチ等の成形処理で得たフェルトの引っ張り強度が向上する。ウェブの引っ張り強度は、幅5cm×長さ20cmのサンプルを長さ方向にテンシロン測定装置で引っ張った値である。
【0018】
本発明のピッチ系炭素繊維からなるウェブは、その炭素含有率が98重量%以上であることが好ましい。炭素含有率が98重量%未満であると、ウェブの耐久性が低下し、空気中10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率が3.0%未満を達成することが困難となる。ピッチ系炭素繊維からなるウェブの炭素含有率の更に好ましい範囲は99重量%以上である。
【0019】
炭素含有率が98重量%以上を達成するために1300℃以上で焼成することが好ましい。ウェブの焼成温度が1300℃未満の場合、上述記載のごとく、ウェブの耐久性が低下するため好ましくない。炭素含有率が98重量%以上を達成するためには、1500℃を超える温度で焼成することが更に好ましい。
【0020】
本発明のピッチ系炭素繊維からなるウェブの厚みはとくに制限はないが、好ましくは5〜50mm、より好ましくは10〜40mmである。
本発明のピッチ系炭素繊維からなるウェブの目付け量はとくに制限はないが、好ましくは300〜2000g/m2、より好ましくは450〜1100g/m2である。
【0021】
[フェルト]
積層体の層を構成するピッチ系炭素繊維は、層の厚み方向に配列するよりは、面方向にランダムに配列する。このため、ピッチ系炭素繊維の積層体から構成されたウェブは、その厚み方向に殆ど伝熱しないという特徴を有し、炉内の温度を炉外に伝えにくいという点で、断熱材用途に適している。しかしながら、積層体から構成されたウェブは層間剥離しやすいといった問題があるため、ニードルパンチ処理を施したフェルトとし、層間剥離強度を向上させることが好ましい。
【0022】
フェルトの厚み方向の層間剥離強度は、好ましくは0.25N/5cm片以上、より好ましくは0.35N/5cm片である。層間剥離強度が0.25N/5cm片より小さいと、クロスラップを施した積層間の交絡が十分ではなく、加工時に層間剥離を起こし、ハンドリング性が悪くなるばかりではなく、物性斑の発生原因にもなる。ここで、層間剥離強度とはフェルトの厚み方向の交絡強度を示すものである。フェルトの厚み方向中間位置で層方向と平行に刃物で切り込みを入れ、その両端を引張試験機で100mm/minの速度で引っ張ったときの最大強度より求めることが出来る。
上述の厚みと目付けの範囲内のウェブを2枚以上重ねてニードルパンチ処理を施したフェルトとしても良い。
【0023】
[ウェブを構成するピッチ系炭素繊維]
本発明においてウェブを構成する炭素繊維は、平均繊維径(D1)が2μmより大きく20μm以下であることが好ましい。平均繊維径が2μm以下の場合、炭素繊維前駆体ウェブから酸素付着量が8〜15重量%の不融化ウェブを製造する工程において、酸素付着量の制御が難しい傾向にある。このため、焼成で得られる炭素繊維の品質を安定させることが出来ないばかりか、場合によっては不融化の反応熱で炭素繊維前駆体ウェブを焼失してしまうことがある。一方、平均繊維径が20μmを超える場合、炭素繊維前駆体ウェブから酸素付着量が8〜15重量%の不融化ウェブを製造する工程において、酸素付着量が8重量%を超える不融化繊維ウェブを製造するのに多大の時間を要し、著しい生産性の低下を招くことがある。平均繊維径が10μmより大きく20μm以下であると、耐酸化性や強度に優れたものとなり、好ましい。より好ましくは10μmより大きく15μm以下である。
【0024】
本発明のウェブを構成するピッチ系炭素繊維の光学顕微鏡で観測した平均繊維径(D1)に対する繊維径分散(S1)の100分率は、3〜20%、好ましくは5〜15%、より好ましくは8〜13%である。
【0025】
本発明のウェブを構成するピッチ系炭素繊維の引っ張り弾性率は、100〜1000GPaの範囲にある。100GPa未満の場合、ピッチ系炭素繊維の結晶性が低いために、ウェブの耐久性も低下するので好ましくない。一方、1000GPaを超える場合、ピッチ系炭素繊維の伸度が小さくなるために、ウェブのハンドリング性が低下するため好ましくない。ウェブを構成するピッチ系炭素繊維の引っ張り弾性率のより好ましい範囲は、120〜800GPa、更に好ましい範囲は150〜450GPaである。
なおウェブを構成するピッチ系炭素繊維の好ましい形状などは、適切な製造条件を得るために適宜選択されるため、以下製造法の説明中にも記載する。
【0026】
[ウェブの製造法]
本発明のピッチ系炭素繊維からなるウェブの好ましい製造法を以下に詳述する。本発明のウェブは、メソフェーズピッチからピッチ系炭素繊維前駆体ウェブを製造し、前駆体ウェブを酸化性ガス雰囲気下で不融化し、酸素付着量8〜15重量%の不融化ウェブを製造後、ウェブの耐久性を高めるために不融化ウェブを1300℃以上3200℃未満で焼成することにより好ましく製造される。
【0027】
従来メソフェーズピッチの炭化は液相状態を経由することが知られている。本発明の方法では、従来よりも高濃度の酸素を炭素繊維前駆体ウェブに付着させ、不融化ウェブを作ることから、炭素繊維前駆体は酸素架橋を引き起こし、液相炭化から固相炭化に変化したと推測される。このため、液相で進行する結晶化によるピッチ分子の再配列が抑制され、結晶収縮が起こらなくなったと推察される。ウェブを構成する炭素繊維の収縮が抑制されることで、ウェブの体積収縮が抑制されたものと推測される。
【0028】
以下に、本発明の各工程について順次説明する。
(工程(1):紡糸)
ピッチ系炭素繊維の原料としてはメソフェーズピッチが好ましい。メソフェーズピッチのメソフェーズ率は、好ましくは90%以上、より好ましくは95%以上、更に好ましくは99%以上である。なお、メソフェーズピッチのメソフェーズ率は、溶融状態にあるピッチを偏光顕微鏡で観察することで確認出来る。メソフェーズピッチの原料としては、例えば、ナフタレンやフェナントレンといった縮合多環炭化水素化合物、石油系ピッチや石炭系ピッチといった縮合複素環化合物等が挙げられる。その中でもナフタレンやフェナントレンといった縮合多環炭化水素化合物が好ましい。
【0029】
更に、原料ピッチの軟化点は230℃以上340℃以下が好ましい。炭素繊維前駆体の不融化処理は、軟化点よりも低温で処理する必要がある。このため、軟化点が230℃より低いと、少なくとも軟化点未満の低い温度で不融化処理する必要があり、結果として不融化に長時間を要するため好ましくない。一方、軟化点が340℃を超えると、ピッチが熱分解を引き起こしやすくなり、発生したガスで糸に気泡が発生する等の問題を生じるため好ましくない。軟化点のより好ましい範囲は250℃以上320℃以下、更に好ましくは260℃以上310℃以下である。なお、原料ピッチの軟化点はメトラー法により求めることが出来る。原料ピッチは、二種以上を適宜組み合わせて用いてもよい。組み合わせる原料ピッチのメソフェーズ率は少なくとも90%以上であり、軟化点が230℃以上340℃以下であることが好ましい。
【0030】
工程(1)は、メソフェーズピッチを紡糸し、炭素繊維前駆体を含む前駆体ウェブを製造する工程である。紡糸方法には特に制限はないが、所謂溶融紡糸法を適応することができる。具体的には、口金から吐出したメソフェーズピッチをワインダーで引き取る通常の紡糸延伸法、熱風をアトマイジング源として用いるメルトブロー法、遠心力を利用してメソフェーズピッチを引き取る遠心紡糸法等が挙げられる。中でも炭素繊維前駆体の形態の制御、生産性の高さ等の理由からメルトブロー法を用いることが望ましい。
【0031】
以下、メルトブロー法について記載する。本発明では、炭素繊維前駆体を形成するための紡糸ノズルの形状はどのようなものであっても良い。通常真円状のものが使用されるが、適時楕円等の異型形状のノズルを用いても何ら問題ない。ノズル孔の長さ(LN)と孔径(DN)の比(LN/DN)としては、2〜20の範囲が好ましい。LN/DNが20を超えると、ノズルを通過するメソフェーズピッチに強いせん断力が付与され、繊維断面にラジアル構造が発現する。ラジアル構造の発現は、焼成の過程で繊維断面に割れを生じさせることがあり、機械特性の低下を引き起こすことがあるため好ましくない。一方、LN/DNが2未満では、原料ピッチにせん断を付与することが出来ず、結果として配向性の低い炭素繊維前駆体となる。このため、焼成しても優れた機械特性を生み出すことが出来ず、好ましくない。
【0032】
優れた機械特性を実現するためには、メソフェーズピッチに適度のせん断を付与する必要がある。このため、ノズル孔の長さ(LN)と孔径(DN)の比(LN/DN)は2〜20の範囲が好ましく、更には3〜12の範囲が特に好ましい。紡糸時のノズルの温度、メソフェーズピッチがノズルを通過する際のせん断速度、ノズルからブローされる風量、風速、風の温度等についても特に制約はなく、安定した紡糸状態が維持できる条件、即ち、メソフェーズピッチのノズル孔での溶融粘度が1〜100Pa・sの範囲にあれば良い。
【0033】
ノズルを通過するメソフェーズピッチの溶融粘度が1Pa・s未満の場合、溶融粘度が低すぎて糸形状を維持することが出来ず好ましくない。一方、メソフェーズピッチの溶融粘度が100Pa・sを超える場合、メソフェーズピッチに強いせん断力が付与され、繊維断面にラジアル構造を形成するため好ましくない。メソフェーズピッチに付与するせん断力を適切な範囲にせしめ、かつ繊維形状を維持するためには、ノズルを通過するメソフェーズピッチの溶融粘度を制御する必要がある。このため、メソフェーズピッチの溶融粘度を1〜100Pa・sの範囲にするのが好ましく、更には3〜30Pa・sの範囲にすることが好ましく、5〜25Pa・sの範囲にすることが更に好ましい。
【0034】
ここで炭素繊維前駆体の平均繊維径に対する繊維径分散(S1)の100分率が3〜20%の範囲であることが好ましい。CV値は繊維径のバラツキの指標であり、小さい程、工程安定性が高く、バラツキが小さいことを意味している。しかし、実質CV値が3%よりも小さい物を作ろうとした場合、紡糸口金の各キャピラリーから吐出される樹脂量の斑を極力制御する必要がある。このため、紡糸口金を小さくし、結果として、紡糸孔数の低下による生産性低下を引き起こしてしまう。一方、CV値が20%より大きい場合、炭素繊維前駆体から、酸素付着量が8〜15重量%の不融化繊維を製造する工程において、酸素付着量の制御が難しく、結果として、焼成で得られるピッチ系炭素繊維の品質を安定させることが出来ないため好ましくない。CV値のより好ましい範囲は、8〜15%である。
【0035】
炭素繊維の平均繊維径の制御は、ノズルの孔径を変更する、あるいはノズルからの原料ピッチの吐出量を変更する、あるいはドラフト比を変更することで調整可能である。ドラフト比の変更は、100〜400℃に加温された毎分100〜20000mの線速度のガスを細化点近傍に吹き付けることによって達成することができる。吹き付けるガスに特に制限は無いが、コストパフォーマンスと安全性の面から空気が望ましい。
【0036】
炭素繊維前駆体は、金網等のベルトに捕集され前駆体ウェブとなる。その際、ベルト搬送速度により任意の目付量に調整できるが、必要に応じ、クロスラップ等の方法により積層させてもよい。前駆体ウェブの目付量は生産性および工程安定性を考慮して、150〜1,000g/m2が好ましい。
【0037】
炭素繊維前駆体の平均繊維長は、4〜25cmの範囲であることが好ましい。炭素繊維前駆体の平均繊維長が4cm未満の場合、金網等のベルトに捕集される前駆体ウェブの強度が低下し、クロスラップ等の方法により積層させることが困難となり、生産性の低下を引き起こすため好ましくない。一方、25cmを超える場合、前駆体ウェブが非常に嵩高くなり、次工程の不融化において、前駆体ウェブと酸化性ガスとの反応で生じる反応熱を取り除くことが困難となり、場合によっては焼失してしまう等の問題があり好ましくない。炭素繊維前駆体の平均繊維長のより好ましい範囲は、5〜10cmである。
【0038】
(工程(2):不融化)
工程(2)は、前駆体ウェブを酸化性ガス雰囲気下で不融化し、酸素付着量が8〜15重量%のピッチ系不融化繊維を含む不融化ウェブを製造する工程である。
本発明は、工程(2)で得られる不融化繊維の酸素付着量が8〜15重量%であることを特徴とする。不融化繊維の酸素付着量が8重量%未満であると、次工程の焼成でフェルトの大きな炭化収縮が起こる。例えば搬送ベルトで連続的に熱処理すると、ベルトとフェルトの摩擦によりフェルト強度の弱い箇所で剥離が生じることがある。場合によってはフェルトの切断が起こることもあり好ましくない。また、焼成糸の引っ張り伸度も低下する。このため、ニードルパンチ処理を施した際、炭素繊維の切断を伴いフェルトの強度低下を引き起こすことがあるため好ましくない。
【0039】
一方、酸素付着量が15重量%を超えた場合、メソフェーズピッチを原料とするピッチ系炭素繊維の特徴である優れた弾性率の低下を招き好ましくない。フェルトの炭化収縮の抑制ならびに単糸の優れた機械特性を確保するための好ましい酸素付着量の範囲は8〜13重量%であり、更には9〜12重量%であることが特に好ましい。
【0040】
本発明の方法では、従来よりも高濃度の8〜15重量%の酸素を炭素繊維前駆体に付着させて不融化繊維を作ることで、次工程の焼成でウェブの大きな炭化収縮を抑制している。従来よりも高濃度の酸素を付着させることで、なぜ次工程の焼成でウェブの大きな炭化収縮を抑制できるかについては良く分かっていない。従来メソフェーズピッチの炭化は液相経由で進行することが知られている。本発明の方法では、従来よりも高濃度の酸素を炭素繊維前駆体に付着させ、不融化繊維を作ることから、炭素繊維前駆体の酸素架橋が繊維内部にまで進行し、炭化様式が液相から固相炭化に変化し、原料ピッチの分子再配列による結晶収縮が抑制されたことが原因ではないかと推察している。
【0041】
炭素繊維前駆体の不融化は、酸化性ガス雰囲気下で実施されるが、本発明で言う酸化性ガスとは、空気、または炭素繊維前駆体から電子を抜き取ることができるガスと空気の混合ガスを指している。炭素繊維前駆体から電子を抜き取ることができるガスとしては、オゾン、ヨウ素、臭素、酸素等を例示することができる。しかしながら、安全性、利便性、コストパフォーマンスを考慮すると、炭素繊維前駆体の不融化は空気中で実施することが特に望ましい。
【0042】
本発明においては、炭素繊維前駆体ウェブを酸化性ガス雰囲気下、170℃以上360℃以下の温度で、40分以内で不融化させることが好ましい。炭素繊維前駆体ウェブの不融化の温度は、好ましくは170〜360℃、より好ましくは180〜350℃である。不融化の温度が170℃未満であると炭素繊維前駆体の不融化反応が進行せず、次工程の炭化工程で繊維の融着を引き起こすため好ましくない。一方、360℃を越えると不融化反応の速度が速いために、反応による発熱で炭素繊維前駆体ウェブが燃えてしまうなどの問題があるため好ましくない。本発明においては、上述の温度範囲で段階的に温度を上げて不融化させても良い。ここで段階的に温度を上げるとは具体的には、不融化処理が連続処理の場合は複数のセグメントを持つ不融化炉を用いて、各セグメントの温度をそれぞれ段階的に昇温するように設定配置し、そこにフェルトを連続的に通布する方法が挙げられる。また不融化処理がバッチ処理の場合は不融化炉の温度設定をセグメント毎に変化させる必要はなく、不融化炉の温度を段階的に昇温するようにすれば良い。ここで段階的な昇温のスパンは5〜50℃程度が好ましく、より好ましくは10〜40℃ずつである。昇温ピッチは等間隔である必要はとくにはない。
【0043】
一般的に炭素繊維前駆体ウェブへの酸素付着の増加に伴い炭素繊維前駆体ウェブの融点は次第に上昇する。170℃以上360℃以下の温度で不融化処理を行うことにより、炭素繊維前駆体ウェブの融点が逐次上昇するため、不融化処理温度を高温設定にしても炭素繊維前駆体ウェブを融着させない状態で処理することが可能となる。したがって極力高温で不融化処理を行うことが可能となり、短時間で繊維断面内への酸素付着を進行させることができる。炭化工程によるウェブの炭化収縮を抑制するために、170℃以上360℃以下の温度で段階的に温度を上げる方法に制限はないが、例えばプログラムを備えた熱風発生器を用いる方法、任意の温度に設定した複数の反応室を順次通過させる方法などを例示することが出来る。なお、炭素繊維前駆体を複数の反応室に通過させる際、搬送コンベア等を用いても良い。不融化繊維の酸素付着量は、炉内温度と炉内滞留時間に大きく依存する。搬送コンベアの速度と各反応室の温度をコントロールし、各反応室の滞留時間を制御することで、ピッチ系不融化糸の酸素付着量を8〜15重量%にするのが好ましい。搬送コンベアの速度としては、反応室の数と大きさにもよるが、0.1〜1.5m/分が好ましい。
【0044】
本発明方法においては工程(2)において得られる不融化ウェブの酸素付着量を8〜15重量%とすることで、次の焼成工程において、下記式(I)で表される繊維長保持率(%)を90%以上にすることができる。
繊維長保持率=100×L1/L0 (I)
L0:焼成前の繊維長
L1:焼成後の繊維長
【0045】
繊維長保持率のより好ましい範囲は95%以上である。繊維長保持率が90%を超えると、ピッチ系炭素繊維の引っ張り伸度が従来よりも上がる理由については良く分かっていない。従来メソフェーズピッチの炭化は液相を経由することが知られている。本発明の方法では、従来よりも高濃度の酸素を炭素繊維前駆体に付加させ、不融化繊維を製造していることから、炭素繊維前駆体の酸素架橋が繊維内部にまで進行し、炭化様式が液相から固相に変化したことが原因でないかと推察している。
【0046】
また、ウェブを構成する繊維の繊維長保持率(%)を90%以上とすることで、ウェブの炭化収縮を大幅に抑制することができる。これにより、ウェブの炭化収縮時に生じるベルトとウェブの摩擦によるウェブの剥離または切断といった問題を解決することもできる。
【0047】
(工程(3):焼成)
工程(3)は、不融化ウェブを1300℃以上3200℃未満で焼成し、ピッチ系炭素繊維からなるウェブを製造する工程である。ちなみに焼成温度は1500℃以下であることがより好ましい。この理由は、1500℃を超える温度でピッチ系炭素繊維からなるウェブを製造しようとした場合、通常特殊な高温炉を使う必要がある。このためバッチでウェブを製造する必要がある。このため、1500℃以下の焼成とは異なり、ピッチ系炭素繊維からなるウェブを紡糸から焼成まで連続して製造することが出来ないため、コストが著しく高くなってしまう。このため、極力1500℃以下でウェブを製造することが好ましい。
【0048】
工程(3)の焼成工程は、500〜1500℃以下の焼成(第1焼成)と1300℃以上3200℃未満の焼成(第2焼成)のように多段階で製造されても良い。ここで第2焼成は第1焼成に比べ100℃以上高温である。不融化ウェブを1300℃以上3200℃未満で焼成する際、2000℃未満では真空中、或いは窒素、アルゴン、クリプトン等の不活性ガスを用いた非酸化性雰囲気中で焼成されて、焼成ウェブとしても良い。焼成処理は、コスト面を考慮して、常圧かつ窒素雰囲気下での処理が望ましい。しかし、2000℃以上の焼成では窒素ガス等は電離を起こしてしまうため、アルゴン、クリプトンといった不活性ガスを使用するのが好ましい。また、バッチ処理、連続処理のどちらでも処理可能であるが、生産性を考慮すれば連続処理が望ましい。
【0049】
上述の製造工程を経ることで、1300℃以上3200℃未満の温度で焼成されたピッチ系炭素繊維からなるウェブであって、空気中10℃/分で500℃まで昇温後、500℃で8時間保持した際の重量減少率が3%未満であることを特徴とするウェブを製造することができる。
【0050】
[フェルトの製造]
上記工程(3)の焼成後にニードルパンチ処理を設けることによりフェルトを得ることができる。すなわち(1)メソフェーズピッチを紡糸し、ピッチ系炭素繊維前駆体ウェブを製造し、
(2)前駆体ウェブを酸化性ガス雰囲気下で不融化し、酸素付着量が8〜15重量%の不融化ウェブを製造し、
(3)不融化ウェブを1300℃以上3200℃未満で焼成し
(4)ついでニードルパンチ処理することで、本発明のフェルトを得ることができる。
【0051】
炭素繊維は高分子材料に比べて繊維の伸度が著しく小さい。このため、炭素繊維へのニードルパンチ処理はクロスラップ等で積層されたフェルトの層間剥離強度を高める一方で、繊維破壊によるフェルトの引っ張り強度の低下を引き起こす。このため、工程(3)の焼成工程が500〜1500℃以下の焼成(第1焼成)と1300℃以上2500℃未満の焼成(第2焼成)とを含む場合は、繊維伸度が比較的大きい工程(3)の第1焼成後にニードルパンチ処理を設けることが、繊維の破壊を抑制しやすく、特に好ましい。すなわち(1)メソフェーズピッチを紡糸し、ピッチ系炭素繊維前駆体ウェブを製造し、
(2)前駆体ウェブを酸化性ガス雰囲気下で不融化し、酸素付着量が8〜15重量%の不融化ウェブを製造し、
(3)不融化ウェブを500〜1500℃以下で焼成(第1焼成)し、
(4)ついでニードルパンチ処理し、
(5)第1焼成に比べ100℃高温かつ1300℃以上2500℃未満で焼成(第2焼成)することでフェルトを好ましく得ることができる。
【0052】
ニードルパンチのパンチ数は、好ましくは1〜200回/cm2、より好ましくは15〜100回/cm2である。ニードルのバーブ深さは、好ましくは0.15mm以上、より好ましくは0.2〜0.4mmである。
【0053】
バーブ深さが0.15mmより小さいと、パンチ数15〜100回/cm2の範囲では交絡が少なく、十分な層間剥離強度が得られない。またパンチ数が15回/cm2より小さいと、バーブ深さが0.15mm以上であっても、交絡が少なく、十分な層間剥離強度が得られない。逆に100回/cm2より大きいと、繊維折損が多く起こり、強度低下、歩留まり低下が起こってしまう。バーブ深さのより好ましい範囲は0.20mm以上、パンチ数のより好ましい範囲は15〜50回/cm2である。なおバーブ深さとはニードルのバーブと呼ばれる切込みの深さである。またバーブ部はキックアップと呼ばれる突起も有している。ニードルの模式図およびそのバーブ部の模式図を図2と図1に示す。
【0054】
フェルトの目付量、厚み等に合わせてニードルのキックアップ高さ、バーブ数、隣接バーブ間隔、ニードル深度は適宜選択される。キックアップ高さは0〜0.15mmの範囲から適宜選択できる。キックアップ高さが0.15mmより大きいと、繊維折損が多く起こり、強度低下、歩留まり低下が起こることがある。またバーブ数は3〜18個の範囲から適宜選択できる。バーブ数が3個より少ないと、交絡が少なく、十分な層間剥離強度が得られないことがある。逆に18個より多いと、繊維折損が多く起こり、強度低下、歩留まり低下が起こってしまうことがある。隣接バーブ間隔は0.3〜3mmの範囲から適宜選択できる。なお、本発明での隣接バーブ間隔とは、ブレードの異列間隣接を含めたものをいう。隣接バーブ間隔が0.3mmより小さいと、繊維折損が多く起こり、強度低下、歩留まり低下が起こってしまうことがある。逆に3mmより大きいと、交絡が少なく、十分な層間剥離強度が得られないことがある。ニードル深度は0〜20mmの範囲から適宜選択できる。ニードル深度は、ウェブに対して、ニードルをどれくらい深く突き刺すかを示したものであり、ニードルパンチした際のベッドプレートとニードル先端から最短の距離にあるバーブ(通称第一バーブ)との距離で表す。ニードル深度が0mmより小さいと、交絡が少なく、十分な層間剥離強度が得られないことがある。逆に20mmより大きいと、繊維折損が多く起こり、強度低下、歩留まり低下が起こってしまうことがある。
【実施例】
【0055】
以下、本発明を実施例により更に具体的に説明するが、本発明はこれにより何等限定を受けるものでは無い。尚、実施例中の各値は以下の方法に従って求めた。
【0056】
(1)ピッチ系炭素繊維の平均繊維径と繊維径分散
ピッチ系炭素繊維を、光学顕微鏡下でスケールを用いて60本測定し、その平均値から求めた。また、CV値は、得られた平均繊維径(Ave)と繊維径の偏差(S)との比率として、下記式により決定した。
CV = S/Ave×100
ここで、S=√((ΣX−Ave)2/n)であり、Xは観測値、nは観測数である。
【0057】
(2)ピッチ系不融化繊維の酸素付着量
ピッチ系不融化繊維の酸素付着量は、CHNS−O Analyzer(Thermo ELECTRON CORPRATION製FLASH EA 1112Series)にて評価した。
【0058】
(3)軟化点
原料ピッチの軟化点はMETTLER FP90(メトラー・トレド株式会社製)を用い、窒素雰囲気下260℃から1℃/分で昇温することで求めた。
【0059】
(4)真密度測定
ウェブまたはフェルトの真密度は、浮沈法により測定した。すなわち、シリンダー内に比重0.78(g/cm3)のシクロヘキサンと比重2.89(g/cm3)のブロモホルムの混合溶液を作成し、23.0±0.2℃の温度にコントロールする。上記混合溶液にウェブまたはフェルトを浸析させ、1.3kPaで3分間保持した後、ウェブまたはフェルトが混合液の中央に来るまでかき混ぜる。10分後、ウェブまたはフェルトが浮上するようであればシクロヘキサンを追加し、沈むようであればブロモホルムを滴下する。この操作をウェブまたはフェルトが静止するまで繰り返す。ウェブまたはフェルトが静止した後、その混合液体の密度を比重浮ひょうで測定し、ウェブまたはフェルトの真密度とした。
【0060】
(5)耐久性の評価
乾燥空気を150mL/分で流通させながら、ウェブまたはフェルトを空気中10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少量を評価した。測定には熱示唆重量分析装置(リガク製 Thermo PlusTG8120)を用いた。
【0061】
(6)熱処理による体積変化の評価
15cm角に切り抜いたウェブまたはフェルトを3000℃焼成に用いた。ウェブまたはフェルトの厚みは、ウェブまたはフェルトに0.02kPaの均一な圧力が付与されるようにガラス板を載せ、厚みをデジタル計で測定した。焼成前の体積と3000℃焼成後の体積から、3000℃焼成による体積変化を算出した。
【0062】
(7)炭素含有量評価
ウェブまたはフェルトの炭素含有量は、CHNS−O Analyzer(Thermo ELECTRON CORPRATION製FLASH EA 1112Series)にて評価した。
【0063】
(8)ウェブまたはフェルトの引っ張り強度
ウェブまたはフェルトから幅方向に左、中、右各2点の計6点から幅5cm×長さ20cmのサンプルを抜き取り、引張試験機で100mm/minの速度で長さ方向に引っ張り、その強度の平均値を算出することで決定した。
【0064】
(9)フェルトの層間剥離強度
フェルトから幅方向に左、中、右各2点の計6点から幅5cm×長さ10cmのサンプルを抜き取り、サンプルの厚み方向中間位置で層方向と平行に刃物で切り込みを入れ、その両端を引張試験機で100mm/minの速度で引っ張ったときの最大強度の平均値から求めた。
【0065】
(10)炭素繊維の引っ張り弾性率
炭素繊維の引っ張り弾性率は、120本の炭素繊維をウェブまたはフェルトから抜き出して糸を張り、各々の繊維径を測定した後、120本の機械強度をテンシロン測定装置(ORIENTEC RTC−1150A)で測定し、引っ張り伸度、引っ張り弾性率の全数平均値を求めることで決定した。
【0066】
[実施例1]
芳香族炭化水素からなるメソフェーズ率100%、軟化温度279℃のメソフェーズピッチを、334℃において、直径0.2mmφ、長さ2mmのキャピラリーからなる口金を用い、キャピラリー横のスリットから毎分8,000mで338℃の空気を吹き付けて、溶融メソフェーズピッチを牽引して平均直径13.2μmの炭素繊維前駆体を作成後、クロスラップで積層して前駆体ウェブを作成した。
次に、前駆体ウェブ直下に熱風発生器をセットし、190℃から340℃まで30分かけて昇温させて、不融化繊維からなる不融化ウェブを製造した。不融化繊維の酸素付着量は10.5重量%であった。
次いで不融化ウェブを連続的に窒素シールした焼成炉に搬送することで、800℃に焼成された焼成ウェブを作成した。焼成ウェブの目付け量は480g/m2、厚みは20mmであった。焼成ウェブを構成する炭素繊維の平均繊維径は12.3μmであり、繊維径のCV値は12.2%であった。なお、炭化収縮時に生じるベルトとウェブの摩擦で、焼成ウェブの剥離または切断は起こらなかった。
次いで、得られた焼成ウェブをアルゴンガス雰囲気下、バッチ雰囲気炉を用い2000℃で焼成した。得られたウェブの真密度は2.055g/cm3、炭素含有率は99.9重量%であった。150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は0.09%であった。また、ウェブの引っ張り強度は11.5N/5cmであり、ウェブを構成する炭素繊維の弾性率は320GPaであった。
次に、15cm角に切り取ったウェブをバッチ雰囲気炉にて3000℃で1時間焼成した。焼成によるウェブの厚み、面積の変化は認められず、2000℃焼成ウェブからの体積変化は認められなかった(初期体積の100体積%、体積減少率0%)。また、2000℃焼成ウェブからの重量減少率は0.3%であった。
【0067】
[実施例2]
実施例1で得られた800℃で焼成された焼成ウェブをキックアップ高さ0.05mm、バーブ数9個、隣接バーブ間隔3mm、バーブ深さ0.25mmのニードルを用い、パンチ数20回/cm2、ニードル深度10mmでニードルパンチ処理を施しフェルトを得た。
次いで、ニードルパンチ処理したフェルトをアルゴンガス雰囲気下、バッチ雰囲気炉で2200℃に焼成した。得られたフェルトの真密度は2.080g/cm3、炭素含有率は99.9重量%であった。150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は0.08%であった。また、フェルトの引っ張り強度は5.5N/5cm、層間剥離強度は0.3N/5cm、フェルトを構成する炭素繊維の弾性率は340GPaであった。
次に、15cm角に切り取ったフェルトをバッチ雰囲気炉にて3000℃で1時間焼成した。焼成によるフェルトの厚み、面積の変化は認められず、2200℃焼成フェルトからの体積変化は認められなかった(初期体積の100体積%、体積減少率0%)。また、2200℃焼成フェルトからの重量減少率は0.3%であった。
【0068】
[実施例3]
実施例1で得られた800℃で焼成された焼成ウェブをキックアップ高さ0.05mm、バーブ数9個、隣接バーブ間隔3mm、バーブ深さ0.25mmのニードルを用い、パンチ数20回/cm2、ニードル深度10mmでニードルパンチ処理を施しフェルトを得た。
次いで、ニードルパンチ処理したフェルトをアルゴンガス雰囲気下、バッチ雰囲気炉で1500℃に焼成した。得られたフェルトの真密度は2.005g/cm3、炭素含有率は99.8重量%であった。150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は1.71%であった。また、フェルトの引っ張り強度は5.4N/5cm、層間剥離強度は0.4N/5cm、フェルトを構成する炭素繊維の弾性率は205GPaであった。
次に、15cm角に切り取ったフェルトをバッチ雰囲気炉にて3000℃で焼成した。焼成によるフェルトの厚み、面積の変化は認められず、1500℃焼成フェルトからの体積変化は認められなかった(初期体積の100体積%、体積減少率0%)。また、1500℃焼成フェルトからの重量減少率は0.6%であった。
【0069】
[実施例4]
実施例1で得られた800℃で焼成された焼成ウェブをキックアップ高さ0.05mm、バーブ数9個、隣接バーブ間隔3mm、バーブ深さ0.25mmのニードルを用い、パンチ数20回/cm2、ニードル深度10mmでニードルパンチ処理を施しフェルトを得た。
次いで、ニードルパンチ処理したフェルトをアルゴンガス雰囲気下、バッチ雰囲気炉で3100℃に焼成した。得られたフェルトの真密度は2.201g/cm3、炭素含有率は99.9重量%であった。150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は0.02%であった。また、フェルトの引っ張り強度は3.4N/5cm、層間剥離強度は0.3N/5cm、フェルトを構成する炭素繊維の弾性率は820GPaであった。
次に、15cm角に切り取ったフェルトをバッチ雰囲気炉にて3000℃で焼成した。焼成によるフェルトの厚み、面積の変化は認められず、3100℃焼成フェルトからの体積変化は認められなかった(初期体積の100体積%、体積減少率0%)。また、3100℃焼成フェルトからの重量減少率は0%であった。
【0070】
[比較例1]
大阪ガスケミカル(株)製ピッチ系の炭化フェルト(ドナカーボS グレードS−221)をアルゴンガス雰囲気下、バッチ雰囲気炉で2000℃に焼成した。得られたフェルトの真密度は1.570g/cm3であった。また、150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は3.3%であった。なお、フェルトを構成する炭素繊維の引っ張り弾性率は32GPaであった。
次に、15cm角に切り取ったフェルトをバッチ雰囲気炉にて3000℃で1時間焼成した。焼成によりフェルトの厚みは97.2%となり、面積は99.8%となり、2000℃焼成フェルトの97.2体積%であり、体積減少率は2.8%であった。また、2000℃焼成フェルトからの重量減少率は0.2%であった。
【0071】
[比較例2]
クレハ(株)製レーヨン系の黒鉛化フェルト(クレカGフェルト グレードF−205G)をアルゴンガス雰囲気下、バッチ雰囲気炉で1700℃に焼成した。得られたフェルトの真密度は1.412g/cm3であった。また、150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は5.7%であった。
次に、15cm角に切り取ったフェルトをバッチ雰囲気炉にて3000℃で1時間焼成した。焼成によりフェルトの厚みは96.3%となり、面積は97.5%となり、1700℃焼成フェルトの93.9体積%であり、体積減少率は6.1%であった。また、1700℃焼成フェルトからの重量減少率は2.4%であった。
【0072】
[比較例3]
クレハ(株)製ピッチ系の黒鉛化フェルト(クレカフェルトG グレードF−205)をアルゴンガス雰囲気下、バッチ雰囲気炉で1700℃に焼成した。得られたフェルトの真密度は1.596g/cm3であった。
また、150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は1.9%であった。なお、フェルトを構成する炭素繊維の引っ張り弾性率は35GPaであった。
次に、15cm角に切り取ったフェルトをバッチ雰囲気炉にて3000℃で焼成した。焼成によりフェルトの厚みは95.3%となり、面積は変わらず、1700℃焼成フェルトの95.3体積%であり、体積減少率は4.7%であった。また、1700℃焼成フェルトからの重量減少率は2.3%であった。
【0073】
[比較例4]
実施例1で得られた800℃で焼成された焼成ウェブをキックアップ高さ0.05mm、バーブ数9個、隣接バーブ間隔3mm、バーブ深さ0.25mmのニードルを用い、パンチ数20回/cm2、ニードル深度10mmでニードルパンチ処理を施しフェルトを得た。次いで、ニードルパンチ処理したフェルトをアルゴンガス雰囲気下、バッチ雰囲気炉で1000℃に焼成した。得られたフェルトを150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は20.7%であった。
【0074】
[比較例5]
芳香族炭化水素からなるメソフェーズ率100%、軟化温度279℃のメソフェーズピッチを、334℃において、直径0.2mmφ、長さ2mmのキャピラリーからなる口金を用い、キャピラリー横のスリットから毎分7,000mで338℃の空気を吹き付けて、溶融メソフェーズピッチを牽引して平均直径14.3μmの炭素繊維前駆体を作成後、クロスラップで積層して前駆体ウェブを作成した。
次に、前駆体ウェブを、空気雰囲気中で室温から320℃まで昇温速度4℃/分で昇温して、不融化繊維からなる不融化ウェブを製造した。不融化時間はおよそ73分であった。不融化繊維の酸素付着量は7.1重量%であった。
次いで不融化ウェブを連続的に窒素シールされた焼成炉に搬送することで、800℃で焼成された焼成ウェブを作成した。焼成ウェブの目付け量は450g/m2、厚みは20mmであった。ウェブを構成する炭素繊維の平均繊維径は13.5μmであり、繊維径のCV値は11.2%であった。なお、炭化収縮時に生じるベルトとウェブの摩擦で、焼成ウェブの切断が起こった。
次いで、得られた焼成ウェブの一部をアルゴンガス雰囲気下、バッチ雰囲気炉で2000℃に焼成した。得られたウェブの真密度は2.065g/cm3であった。なお、ウェブの引っ張り強度は3.5N/5cm、ウェブを構成する炭素繊維の弾性率は320GPaであった。
次に、15cm角に切り取ったウェブをバッチ雰囲気炉にて3000℃で焼成した。焼成によるウェブの厚みは98%に、面積が97%に変化し、体積減少率が4%であった。
【符号の説明】
【0075】
1 バーブ深さ
2 キックアップ高さ
3 フェルト
4 ニードル
5 ベッドプレート
6 先端から最短の距離にあるバーブ(第1バーブ)
7 ニードル深度
8 隣接バーブ間隔
【技術分野】
【0001】
本発明は、断熱材として好適に使用できるピッチ系炭素繊維からなるウェブ、およびそれをニードルパンチ処理したフェルト、およびそれらの製造方法に関する。更に詳しくは本発明の目的は、メルトブロー法で製造され、特定の不融化処理で得られたウェブ、およびそれからのフェルトであって、耐久性に優れ、かつ熱処理による体積収縮が小さいウェブ、およびフェルトを提供することにある。
【背景技術】
【0002】
炭素繊維からなるウェブまたはフェルトは多孔質であり、低比重で優れた断熱特性を有するため、特に1500℃を超えるような特殊高温炉で広く使われている。しかし、高温で使用するが故に、炉内の熱処理物から発生した微量ガスと反応して断熱材としての寿命を短くするといった問題があった。このため、ウェブまたはフェルトを構成する炭素繊維の高い耐久性が要求されていた。また、1500℃を超える高温使用において、ウェブまたはフェルトが炭化収縮しないことも求められていた。
【0003】
上記を解決する方法として、メソフェーズピッチを原料としたピッチ系炭素繊維フェルトの製造方法が報告されている(例えば、特許文献1)。この方法は、等方性ピッチを原料とした炭素繊維ウェブまたはフェルトに比べて、炭素繊維自身の結晶性が高いため、ウェブまたはフェルトの耐久性を高めることが出来ている。しかし、平均繊維径が10μm以下と細く比表面積が大きいため、1500℃を超える高温使用で炉内の熱処理物から発生した微量ガスと反応しやすく、十分な耐久性を得ることが出来ないといった問題があった。また、炭化収縮の抑制はウェブ又はフェルトを構成する炭素繊維自身の収縮を抑制するのではなく、クロスラップで得られた多層に積層したウェブの積層面間のズレを均一にすることで対処している。この方法では、1500℃を超える高温処理でウェブ又はフェルトの目付けが小さくなり、断熱性能を低下させるといった問題があった。
【0004】
上述のごとく、ピッチ系炭素繊維からなるウェブまたはフェルトであって、それ自身の耐久性が高く、かつ高温熱処理による炭化収縮を抑制できるウェブまたはフェルトを得ることは実質困難であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平5−195396号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、従来のピッチ系炭素繊維からなるウェブやフェルトと比較して、耐久性に優れ、かつ熱処理による体積収縮が小さいピッチ系炭素繊維からなるウェブまたはフェルトを提供することにある。
【課題を解決するための手段】
【0007】
本発明は、ピッチ系炭素繊維からなるウェブであって、空気中10℃/分で500℃まで昇温後、500℃で8時間保持した際の重量減少率が3%未満であることを特徴とするウェブおよびその製造方法である。
また本発明は上述のウェブをニードルパンチ処理して得られるフェルトおよびその製造方法も包含する。
【発明の効果】
【0008】
本発明のウェブ、またはフェルトは、従来のウェブまたはフェルトと比較して、耐久性に優れ、かつ脱ガスが少なく、熱処理による体積収縮が小さいウェブまたはフェルトである。そのため、例えば本発明のウェブ、またはフェルトを高温炉の断熱材として用いた場合、成形断熱材などの炉構成部材などから発生した脱ガス成分との反応が抑制され、体積収縮による断熱特性の低下を引き起こさず、高温炉の寿命を伸ばすことが可能となる。
【図面の簡単な説明】
【0009】
【図1】ニードルのバーブ部の模式図
【図2】ニードルの模式図
【発明を実施するための形態】
【0010】
本発明のピッチ系炭素繊維からなるウェブは、単層のピッチ系炭素繊維のマットがクロスラップされたピッチ系炭素繊維の積層体から構成されている。また、本発明のピッチ系炭素繊維からなるフェルトは上述のウェブがニードルパンチ処理された形態となっている。
以下それぞれについて詳細に述べる。
【0011】
[ウェブ]
本発明のウェブはピッチ系炭素繊維からなるウェブであって、空気中10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率が3.0%未満であることが好ましい。ウェブを高温炉で使用する場合、ウェブは1000℃を超える高温下で様々な発生ガスと反応して耐久性の低下を引き起こす。空気中500℃におけるウェブの長時間保持はウェブの耐久性を確認する加速試験であって、同温度で8時間保持した際の重量減少率が少ないほど、耐久性に優れていることを意味する。ウェブの耐久性を向上させるという目的から、空気中10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は2.5%未満、更には2.0%未満であることがより好ましい。本発明のウェブの耐久性が優れる理由は定かではないが、おそらくウェブを構成するピッチ系炭素繊維の結晶性が高く、ガスバリア性に優れることが主要因であると推察される。
【0012】
通常、炭素繊維からなるウェブを不活性ガス雰囲気下、3000℃にて1時間熱処理すると、重量が減少する。この重量の低下は炭素繊維からの脱ガスを意味し、高温炉においては成形断熱材などの炉構成部材と反応して、炉の寿命を短くするといった問題がある。また、熱処理による重量低下はウェブの体積を低下させ、ウェブの断熱特性を低下させる。本発明のピッチ系炭素繊維からなるウェブについて、不活性ガス雰囲気下3000℃にて1時間熱処理した際の重量減少率が2%未満であることが好ましい。重量減少率は、熱処理前後の重量変化量を熱処理前の重量で割ることで求められる。炉の寿命を長くするといった目的から、ウェブを3000℃に熱処理した際の重量減少率が1%未満であることが好ましく、更には0.5%未満であることが好ましい。重量減少率の上限は実質0%となる。
【0013】
本発明のウェブを構成するピッチ系炭素繊維の真密度は1.9g/cm3以上であることが好ましい。ピッチ系炭素繊維の真密度は、高いほどガスバリア性が向上しウェブの耐久性が向上する。ウェブの耐久性を向上させる目的から、ピッチ系炭素繊維の真密度は2.0g/cm3が好ましく、更には2.05g/cm3がより好ましい。なお、黒鉛の理論密度の上限が2.3g/cm3であり、真密度がこの上限値を超えることはない。
【0014】
本発明のウェブは、1300℃以上3200℃未満の温度で焼成されたピッチ系炭素繊維からなるウェブであって、ウェブを3000℃にて1時間熱処理した際の体積減少率が2%未満であることを特徴とする。体積減少率は、熱処理前後の体積変化量を熱処理前の体積で割ることで求められる。なお諸条件によっては熱処理後に体積が増加することもあり体積減少量がマイナスとなる場合もありうるが、せいぜい体積減少量はマイナス1%が下限値、すなわち体積増加量1%程度が上限値となる。
【0015】
通常、炭素繊維からなるウェブを3000℃にて1時間熱処理すると、炭素繊維からの脱ガスによりウェブは炭化収縮する。高温炉の断熱材としてウェブを用いた場合、炭化収縮したウェブは、断熱できない箇所を炉内に発生させ、高温であるが故に致命的な問題を引き起こすことがある。また、炭化収縮によるウェブの厚み低下は、ウェブの断熱特性の低下を引き起こし、炉の寿命を短くするといった問題に繋がる。本発明のピッチ系炭素繊維からなるウェブは3000℃の1時間の熱処理の体積減少率が2%未満であることを特徴とするが、高温炉の寿命を長くするという目的から、より好ましくは体積減少率が1%未満である、更に好ましくは体積減少率が0.5%未満であることが好ましい。
【0016】
特に、本発明のピッチ系炭素繊維からなるウェブは、3000℃焼成時の厚み収縮が従来のものに比べ著しく小さく、厚み保持率が98%以上である。このため、高温炉の断熱材として本発明のウェブを用いた場合、炉の寿命を長くする。本発明のピッチ系炭素繊維からなるウェブの3000℃熱処理での厚み保持率は、99%以上が好ましく、更には99.5%以上がより好ましい。厚み保持率は、熱処理後の厚みを熱処理前の厚みで割ることで求められる。
【0017】
本発明のウェブの引っ張り強度は、好ましくは5N/5cm片以上、より好ましくは10N/5cm片以上である。ウェブの引っ張り強度が5N/5cm片以上であると、ニードルパンチ等の成形処理で得たフェルトの引っ張り強度が向上する。ウェブの引っ張り強度は、幅5cm×長さ20cmのサンプルを長さ方向にテンシロン測定装置で引っ張った値である。
【0018】
本発明のピッチ系炭素繊維からなるウェブは、その炭素含有率が98重量%以上であることが好ましい。炭素含有率が98重量%未満であると、ウェブの耐久性が低下し、空気中10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率が3.0%未満を達成することが困難となる。ピッチ系炭素繊維からなるウェブの炭素含有率の更に好ましい範囲は99重量%以上である。
【0019】
炭素含有率が98重量%以上を達成するために1300℃以上で焼成することが好ましい。ウェブの焼成温度が1300℃未満の場合、上述記載のごとく、ウェブの耐久性が低下するため好ましくない。炭素含有率が98重量%以上を達成するためには、1500℃を超える温度で焼成することが更に好ましい。
【0020】
本発明のピッチ系炭素繊維からなるウェブの厚みはとくに制限はないが、好ましくは5〜50mm、より好ましくは10〜40mmである。
本発明のピッチ系炭素繊維からなるウェブの目付け量はとくに制限はないが、好ましくは300〜2000g/m2、より好ましくは450〜1100g/m2である。
【0021】
[フェルト]
積層体の層を構成するピッチ系炭素繊維は、層の厚み方向に配列するよりは、面方向にランダムに配列する。このため、ピッチ系炭素繊維の積層体から構成されたウェブは、その厚み方向に殆ど伝熱しないという特徴を有し、炉内の温度を炉外に伝えにくいという点で、断熱材用途に適している。しかしながら、積層体から構成されたウェブは層間剥離しやすいといった問題があるため、ニードルパンチ処理を施したフェルトとし、層間剥離強度を向上させることが好ましい。
【0022】
フェルトの厚み方向の層間剥離強度は、好ましくは0.25N/5cm片以上、より好ましくは0.35N/5cm片である。層間剥離強度が0.25N/5cm片より小さいと、クロスラップを施した積層間の交絡が十分ではなく、加工時に層間剥離を起こし、ハンドリング性が悪くなるばかりではなく、物性斑の発生原因にもなる。ここで、層間剥離強度とはフェルトの厚み方向の交絡強度を示すものである。フェルトの厚み方向中間位置で層方向と平行に刃物で切り込みを入れ、その両端を引張試験機で100mm/minの速度で引っ張ったときの最大強度より求めることが出来る。
上述の厚みと目付けの範囲内のウェブを2枚以上重ねてニードルパンチ処理を施したフェルトとしても良い。
【0023】
[ウェブを構成するピッチ系炭素繊維]
本発明においてウェブを構成する炭素繊維は、平均繊維径(D1)が2μmより大きく20μm以下であることが好ましい。平均繊維径が2μm以下の場合、炭素繊維前駆体ウェブから酸素付着量が8〜15重量%の不融化ウェブを製造する工程において、酸素付着量の制御が難しい傾向にある。このため、焼成で得られる炭素繊維の品質を安定させることが出来ないばかりか、場合によっては不融化の反応熱で炭素繊維前駆体ウェブを焼失してしまうことがある。一方、平均繊維径が20μmを超える場合、炭素繊維前駆体ウェブから酸素付着量が8〜15重量%の不融化ウェブを製造する工程において、酸素付着量が8重量%を超える不融化繊維ウェブを製造するのに多大の時間を要し、著しい生産性の低下を招くことがある。平均繊維径が10μmより大きく20μm以下であると、耐酸化性や強度に優れたものとなり、好ましい。より好ましくは10μmより大きく15μm以下である。
【0024】
本発明のウェブを構成するピッチ系炭素繊維の光学顕微鏡で観測した平均繊維径(D1)に対する繊維径分散(S1)の100分率は、3〜20%、好ましくは5〜15%、より好ましくは8〜13%である。
【0025】
本発明のウェブを構成するピッチ系炭素繊維の引っ張り弾性率は、100〜1000GPaの範囲にある。100GPa未満の場合、ピッチ系炭素繊維の結晶性が低いために、ウェブの耐久性も低下するので好ましくない。一方、1000GPaを超える場合、ピッチ系炭素繊維の伸度が小さくなるために、ウェブのハンドリング性が低下するため好ましくない。ウェブを構成するピッチ系炭素繊維の引っ張り弾性率のより好ましい範囲は、120〜800GPa、更に好ましい範囲は150〜450GPaである。
なおウェブを構成するピッチ系炭素繊維の好ましい形状などは、適切な製造条件を得るために適宜選択されるため、以下製造法の説明中にも記載する。
【0026】
[ウェブの製造法]
本発明のピッチ系炭素繊維からなるウェブの好ましい製造法を以下に詳述する。本発明のウェブは、メソフェーズピッチからピッチ系炭素繊維前駆体ウェブを製造し、前駆体ウェブを酸化性ガス雰囲気下で不融化し、酸素付着量8〜15重量%の不融化ウェブを製造後、ウェブの耐久性を高めるために不融化ウェブを1300℃以上3200℃未満で焼成することにより好ましく製造される。
【0027】
従来メソフェーズピッチの炭化は液相状態を経由することが知られている。本発明の方法では、従来よりも高濃度の酸素を炭素繊維前駆体ウェブに付着させ、不融化ウェブを作ることから、炭素繊維前駆体は酸素架橋を引き起こし、液相炭化から固相炭化に変化したと推測される。このため、液相で進行する結晶化によるピッチ分子の再配列が抑制され、結晶収縮が起こらなくなったと推察される。ウェブを構成する炭素繊維の収縮が抑制されることで、ウェブの体積収縮が抑制されたものと推測される。
【0028】
以下に、本発明の各工程について順次説明する。
(工程(1):紡糸)
ピッチ系炭素繊維の原料としてはメソフェーズピッチが好ましい。メソフェーズピッチのメソフェーズ率は、好ましくは90%以上、より好ましくは95%以上、更に好ましくは99%以上である。なお、メソフェーズピッチのメソフェーズ率は、溶融状態にあるピッチを偏光顕微鏡で観察することで確認出来る。メソフェーズピッチの原料としては、例えば、ナフタレンやフェナントレンといった縮合多環炭化水素化合物、石油系ピッチや石炭系ピッチといった縮合複素環化合物等が挙げられる。その中でもナフタレンやフェナントレンといった縮合多環炭化水素化合物が好ましい。
【0029】
更に、原料ピッチの軟化点は230℃以上340℃以下が好ましい。炭素繊維前駆体の不融化処理は、軟化点よりも低温で処理する必要がある。このため、軟化点が230℃より低いと、少なくとも軟化点未満の低い温度で不融化処理する必要があり、結果として不融化に長時間を要するため好ましくない。一方、軟化点が340℃を超えると、ピッチが熱分解を引き起こしやすくなり、発生したガスで糸に気泡が発生する等の問題を生じるため好ましくない。軟化点のより好ましい範囲は250℃以上320℃以下、更に好ましくは260℃以上310℃以下である。なお、原料ピッチの軟化点はメトラー法により求めることが出来る。原料ピッチは、二種以上を適宜組み合わせて用いてもよい。組み合わせる原料ピッチのメソフェーズ率は少なくとも90%以上であり、軟化点が230℃以上340℃以下であることが好ましい。
【0030】
工程(1)は、メソフェーズピッチを紡糸し、炭素繊維前駆体を含む前駆体ウェブを製造する工程である。紡糸方法には特に制限はないが、所謂溶融紡糸法を適応することができる。具体的には、口金から吐出したメソフェーズピッチをワインダーで引き取る通常の紡糸延伸法、熱風をアトマイジング源として用いるメルトブロー法、遠心力を利用してメソフェーズピッチを引き取る遠心紡糸法等が挙げられる。中でも炭素繊維前駆体の形態の制御、生産性の高さ等の理由からメルトブロー法を用いることが望ましい。
【0031】
以下、メルトブロー法について記載する。本発明では、炭素繊維前駆体を形成するための紡糸ノズルの形状はどのようなものであっても良い。通常真円状のものが使用されるが、適時楕円等の異型形状のノズルを用いても何ら問題ない。ノズル孔の長さ(LN)と孔径(DN)の比(LN/DN)としては、2〜20の範囲が好ましい。LN/DNが20を超えると、ノズルを通過するメソフェーズピッチに強いせん断力が付与され、繊維断面にラジアル構造が発現する。ラジアル構造の発現は、焼成の過程で繊維断面に割れを生じさせることがあり、機械特性の低下を引き起こすことがあるため好ましくない。一方、LN/DNが2未満では、原料ピッチにせん断を付与することが出来ず、結果として配向性の低い炭素繊維前駆体となる。このため、焼成しても優れた機械特性を生み出すことが出来ず、好ましくない。
【0032】
優れた機械特性を実現するためには、メソフェーズピッチに適度のせん断を付与する必要がある。このため、ノズル孔の長さ(LN)と孔径(DN)の比(LN/DN)は2〜20の範囲が好ましく、更には3〜12の範囲が特に好ましい。紡糸時のノズルの温度、メソフェーズピッチがノズルを通過する際のせん断速度、ノズルからブローされる風量、風速、風の温度等についても特に制約はなく、安定した紡糸状態が維持できる条件、即ち、メソフェーズピッチのノズル孔での溶融粘度が1〜100Pa・sの範囲にあれば良い。
【0033】
ノズルを通過するメソフェーズピッチの溶融粘度が1Pa・s未満の場合、溶融粘度が低すぎて糸形状を維持することが出来ず好ましくない。一方、メソフェーズピッチの溶融粘度が100Pa・sを超える場合、メソフェーズピッチに強いせん断力が付与され、繊維断面にラジアル構造を形成するため好ましくない。メソフェーズピッチに付与するせん断力を適切な範囲にせしめ、かつ繊維形状を維持するためには、ノズルを通過するメソフェーズピッチの溶融粘度を制御する必要がある。このため、メソフェーズピッチの溶融粘度を1〜100Pa・sの範囲にするのが好ましく、更には3〜30Pa・sの範囲にすることが好ましく、5〜25Pa・sの範囲にすることが更に好ましい。
【0034】
ここで炭素繊維前駆体の平均繊維径に対する繊維径分散(S1)の100分率が3〜20%の範囲であることが好ましい。CV値は繊維径のバラツキの指標であり、小さい程、工程安定性が高く、バラツキが小さいことを意味している。しかし、実質CV値が3%よりも小さい物を作ろうとした場合、紡糸口金の各キャピラリーから吐出される樹脂量の斑を極力制御する必要がある。このため、紡糸口金を小さくし、結果として、紡糸孔数の低下による生産性低下を引き起こしてしまう。一方、CV値が20%より大きい場合、炭素繊維前駆体から、酸素付着量が8〜15重量%の不融化繊維を製造する工程において、酸素付着量の制御が難しく、結果として、焼成で得られるピッチ系炭素繊維の品質を安定させることが出来ないため好ましくない。CV値のより好ましい範囲は、8〜15%である。
【0035】
炭素繊維の平均繊維径の制御は、ノズルの孔径を変更する、あるいはノズルからの原料ピッチの吐出量を変更する、あるいはドラフト比を変更することで調整可能である。ドラフト比の変更は、100〜400℃に加温された毎分100〜20000mの線速度のガスを細化点近傍に吹き付けることによって達成することができる。吹き付けるガスに特に制限は無いが、コストパフォーマンスと安全性の面から空気が望ましい。
【0036】
炭素繊維前駆体は、金網等のベルトに捕集され前駆体ウェブとなる。その際、ベルト搬送速度により任意の目付量に調整できるが、必要に応じ、クロスラップ等の方法により積層させてもよい。前駆体ウェブの目付量は生産性および工程安定性を考慮して、150〜1,000g/m2が好ましい。
【0037】
炭素繊維前駆体の平均繊維長は、4〜25cmの範囲であることが好ましい。炭素繊維前駆体の平均繊維長が4cm未満の場合、金網等のベルトに捕集される前駆体ウェブの強度が低下し、クロスラップ等の方法により積層させることが困難となり、生産性の低下を引き起こすため好ましくない。一方、25cmを超える場合、前駆体ウェブが非常に嵩高くなり、次工程の不融化において、前駆体ウェブと酸化性ガスとの反応で生じる反応熱を取り除くことが困難となり、場合によっては焼失してしまう等の問題があり好ましくない。炭素繊維前駆体の平均繊維長のより好ましい範囲は、5〜10cmである。
【0038】
(工程(2):不融化)
工程(2)は、前駆体ウェブを酸化性ガス雰囲気下で不融化し、酸素付着量が8〜15重量%のピッチ系不融化繊維を含む不融化ウェブを製造する工程である。
本発明は、工程(2)で得られる不融化繊維の酸素付着量が8〜15重量%であることを特徴とする。不融化繊維の酸素付着量が8重量%未満であると、次工程の焼成でフェルトの大きな炭化収縮が起こる。例えば搬送ベルトで連続的に熱処理すると、ベルトとフェルトの摩擦によりフェルト強度の弱い箇所で剥離が生じることがある。場合によってはフェルトの切断が起こることもあり好ましくない。また、焼成糸の引っ張り伸度も低下する。このため、ニードルパンチ処理を施した際、炭素繊維の切断を伴いフェルトの強度低下を引き起こすことがあるため好ましくない。
【0039】
一方、酸素付着量が15重量%を超えた場合、メソフェーズピッチを原料とするピッチ系炭素繊維の特徴である優れた弾性率の低下を招き好ましくない。フェルトの炭化収縮の抑制ならびに単糸の優れた機械特性を確保するための好ましい酸素付着量の範囲は8〜13重量%であり、更には9〜12重量%であることが特に好ましい。
【0040】
本発明の方法では、従来よりも高濃度の8〜15重量%の酸素を炭素繊維前駆体に付着させて不融化繊維を作ることで、次工程の焼成でウェブの大きな炭化収縮を抑制している。従来よりも高濃度の酸素を付着させることで、なぜ次工程の焼成でウェブの大きな炭化収縮を抑制できるかについては良く分かっていない。従来メソフェーズピッチの炭化は液相経由で進行することが知られている。本発明の方法では、従来よりも高濃度の酸素を炭素繊維前駆体に付着させ、不融化繊維を作ることから、炭素繊維前駆体の酸素架橋が繊維内部にまで進行し、炭化様式が液相から固相炭化に変化し、原料ピッチの分子再配列による結晶収縮が抑制されたことが原因ではないかと推察している。
【0041】
炭素繊維前駆体の不融化は、酸化性ガス雰囲気下で実施されるが、本発明で言う酸化性ガスとは、空気、または炭素繊維前駆体から電子を抜き取ることができるガスと空気の混合ガスを指している。炭素繊維前駆体から電子を抜き取ることができるガスとしては、オゾン、ヨウ素、臭素、酸素等を例示することができる。しかしながら、安全性、利便性、コストパフォーマンスを考慮すると、炭素繊維前駆体の不融化は空気中で実施することが特に望ましい。
【0042】
本発明においては、炭素繊維前駆体ウェブを酸化性ガス雰囲気下、170℃以上360℃以下の温度で、40分以内で不融化させることが好ましい。炭素繊維前駆体ウェブの不融化の温度は、好ましくは170〜360℃、より好ましくは180〜350℃である。不融化の温度が170℃未満であると炭素繊維前駆体の不融化反応が進行せず、次工程の炭化工程で繊維の融着を引き起こすため好ましくない。一方、360℃を越えると不融化反応の速度が速いために、反応による発熱で炭素繊維前駆体ウェブが燃えてしまうなどの問題があるため好ましくない。本発明においては、上述の温度範囲で段階的に温度を上げて不融化させても良い。ここで段階的に温度を上げるとは具体的には、不融化処理が連続処理の場合は複数のセグメントを持つ不融化炉を用いて、各セグメントの温度をそれぞれ段階的に昇温するように設定配置し、そこにフェルトを連続的に通布する方法が挙げられる。また不融化処理がバッチ処理の場合は不融化炉の温度設定をセグメント毎に変化させる必要はなく、不融化炉の温度を段階的に昇温するようにすれば良い。ここで段階的な昇温のスパンは5〜50℃程度が好ましく、より好ましくは10〜40℃ずつである。昇温ピッチは等間隔である必要はとくにはない。
【0043】
一般的に炭素繊維前駆体ウェブへの酸素付着の増加に伴い炭素繊維前駆体ウェブの融点は次第に上昇する。170℃以上360℃以下の温度で不融化処理を行うことにより、炭素繊維前駆体ウェブの融点が逐次上昇するため、不融化処理温度を高温設定にしても炭素繊維前駆体ウェブを融着させない状態で処理することが可能となる。したがって極力高温で不融化処理を行うことが可能となり、短時間で繊維断面内への酸素付着を進行させることができる。炭化工程によるウェブの炭化収縮を抑制するために、170℃以上360℃以下の温度で段階的に温度を上げる方法に制限はないが、例えばプログラムを備えた熱風発生器を用いる方法、任意の温度に設定した複数の反応室を順次通過させる方法などを例示することが出来る。なお、炭素繊維前駆体を複数の反応室に通過させる際、搬送コンベア等を用いても良い。不融化繊維の酸素付着量は、炉内温度と炉内滞留時間に大きく依存する。搬送コンベアの速度と各反応室の温度をコントロールし、各反応室の滞留時間を制御することで、ピッチ系不融化糸の酸素付着量を8〜15重量%にするのが好ましい。搬送コンベアの速度としては、反応室の数と大きさにもよるが、0.1〜1.5m/分が好ましい。
【0044】
本発明方法においては工程(2)において得られる不融化ウェブの酸素付着量を8〜15重量%とすることで、次の焼成工程において、下記式(I)で表される繊維長保持率(%)を90%以上にすることができる。
繊維長保持率=100×L1/L0 (I)
L0:焼成前の繊維長
L1:焼成後の繊維長
【0045】
繊維長保持率のより好ましい範囲は95%以上である。繊維長保持率が90%を超えると、ピッチ系炭素繊維の引っ張り伸度が従来よりも上がる理由については良く分かっていない。従来メソフェーズピッチの炭化は液相を経由することが知られている。本発明の方法では、従来よりも高濃度の酸素を炭素繊維前駆体に付加させ、不融化繊維を製造していることから、炭素繊維前駆体の酸素架橋が繊維内部にまで進行し、炭化様式が液相から固相に変化したことが原因でないかと推察している。
【0046】
また、ウェブを構成する繊維の繊維長保持率(%)を90%以上とすることで、ウェブの炭化収縮を大幅に抑制することができる。これにより、ウェブの炭化収縮時に生じるベルトとウェブの摩擦によるウェブの剥離または切断といった問題を解決することもできる。
【0047】
(工程(3):焼成)
工程(3)は、不融化ウェブを1300℃以上3200℃未満で焼成し、ピッチ系炭素繊維からなるウェブを製造する工程である。ちなみに焼成温度は1500℃以下であることがより好ましい。この理由は、1500℃を超える温度でピッチ系炭素繊維からなるウェブを製造しようとした場合、通常特殊な高温炉を使う必要がある。このためバッチでウェブを製造する必要がある。このため、1500℃以下の焼成とは異なり、ピッチ系炭素繊維からなるウェブを紡糸から焼成まで連続して製造することが出来ないため、コストが著しく高くなってしまう。このため、極力1500℃以下でウェブを製造することが好ましい。
【0048】
工程(3)の焼成工程は、500〜1500℃以下の焼成(第1焼成)と1300℃以上3200℃未満の焼成(第2焼成)のように多段階で製造されても良い。ここで第2焼成は第1焼成に比べ100℃以上高温である。不融化ウェブを1300℃以上3200℃未満で焼成する際、2000℃未満では真空中、或いは窒素、アルゴン、クリプトン等の不活性ガスを用いた非酸化性雰囲気中で焼成されて、焼成ウェブとしても良い。焼成処理は、コスト面を考慮して、常圧かつ窒素雰囲気下での処理が望ましい。しかし、2000℃以上の焼成では窒素ガス等は電離を起こしてしまうため、アルゴン、クリプトンといった不活性ガスを使用するのが好ましい。また、バッチ処理、連続処理のどちらでも処理可能であるが、生産性を考慮すれば連続処理が望ましい。
【0049】
上述の製造工程を経ることで、1300℃以上3200℃未満の温度で焼成されたピッチ系炭素繊維からなるウェブであって、空気中10℃/分で500℃まで昇温後、500℃で8時間保持した際の重量減少率が3%未満であることを特徴とするウェブを製造することができる。
【0050】
[フェルトの製造]
上記工程(3)の焼成後にニードルパンチ処理を設けることによりフェルトを得ることができる。すなわち(1)メソフェーズピッチを紡糸し、ピッチ系炭素繊維前駆体ウェブを製造し、
(2)前駆体ウェブを酸化性ガス雰囲気下で不融化し、酸素付着量が8〜15重量%の不融化ウェブを製造し、
(3)不融化ウェブを1300℃以上3200℃未満で焼成し
(4)ついでニードルパンチ処理することで、本発明のフェルトを得ることができる。
【0051】
炭素繊維は高分子材料に比べて繊維の伸度が著しく小さい。このため、炭素繊維へのニードルパンチ処理はクロスラップ等で積層されたフェルトの層間剥離強度を高める一方で、繊維破壊によるフェルトの引っ張り強度の低下を引き起こす。このため、工程(3)の焼成工程が500〜1500℃以下の焼成(第1焼成)と1300℃以上2500℃未満の焼成(第2焼成)とを含む場合は、繊維伸度が比較的大きい工程(3)の第1焼成後にニードルパンチ処理を設けることが、繊維の破壊を抑制しやすく、特に好ましい。すなわち(1)メソフェーズピッチを紡糸し、ピッチ系炭素繊維前駆体ウェブを製造し、
(2)前駆体ウェブを酸化性ガス雰囲気下で不融化し、酸素付着量が8〜15重量%の不融化ウェブを製造し、
(3)不融化ウェブを500〜1500℃以下で焼成(第1焼成)し、
(4)ついでニードルパンチ処理し、
(5)第1焼成に比べ100℃高温かつ1300℃以上2500℃未満で焼成(第2焼成)することでフェルトを好ましく得ることができる。
【0052】
ニードルパンチのパンチ数は、好ましくは1〜200回/cm2、より好ましくは15〜100回/cm2である。ニードルのバーブ深さは、好ましくは0.15mm以上、より好ましくは0.2〜0.4mmである。
【0053】
バーブ深さが0.15mmより小さいと、パンチ数15〜100回/cm2の範囲では交絡が少なく、十分な層間剥離強度が得られない。またパンチ数が15回/cm2より小さいと、バーブ深さが0.15mm以上であっても、交絡が少なく、十分な層間剥離強度が得られない。逆に100回/cm2より大きいと、繊維折損が多く起こり、強度低下、歩留まり低下が起こってしまう。バーブ深さのより好ましい範囲は0.20mm以上、パンチ数のより好ましい範囲は15〜50回/cm2である。なおバーブ深さとはニードルのバーブと呼ばれる切込みの深さである。またバーブ部はキックアップと呼ばれる突起も有している。ニードルの模式図およびそのバーブ部の模式図を図2と図1に示す。
【0054】
フェルトの目付量、厚み等に合わせてニードルのキックアップ高さ、バーブ数、隣接バーブ間隔、ニードル深度は適宜選択される。キックアップ高さは0〜0.15mmの範囲から適宜選択できる。キックアップ高さが0.15mmより大きいと、繊維折損が多く起こり、強度低下、歩留まり低下が起こることがある。またバーブ数は3〜18個の範囲から適宜選択できる。バーブ数が3個より少ないと、交絡が少なく、十分な層間剥離強度が得られないことがある。逆に18個より多いと、繊維折損が多く起こり、強度低下、歩留まり低下が起こってしまうことがある。隣接バーブ間隔は0.3〜3mmの範囲から適宜選択できる。なお、本発明での隣接バーブ間隔とは、ブレードの異列間隣接を含めたものをいう。隣接バーブ間隔が0.3mmより小さいと、繊維折損が多く起こり、強度低下、歩留まり低下が起こってしまうことがある。逆に3mmより大きいと、交絡が少なく、十分な層間剥離強度が得られないことがある。ニードル深度は0〜20mmの範囲から適宜選択できる。ニードル深度は、ウェブに対して、ニードルをどれくらい深く突き刺すかを示したものであり、ニードルパンチした際のベッドプレートとニードル先端から最短の距離にあるバーブ(通称第一バーブ)との距離で表す。ニードル深度が0mmより小さいと、交絡が少なく、十分な層間剥離強度が得られないことがある。逆に20mmより大きいと、繊維折損が多く起こり、強度低下、歩留まり低下が起こってしまうことがある。
【実施例】
【0055】
以下、本発明を実施例により更に具体的に説明するが、本発明はこれにより何等限定を受けるものでは無い。尚、実施例中の各値は以下の方法に従って求めた。
【0056】
(1)ピッチ系炭素繊維の平均繊維径と繊維径分散
ピッチ系炭素繊維を、光学顕微鏡下でスケールを用いて60本測定し、その平均値から求めた。また、CV値は、得られた平均繊維径(Ave)と繊維径の偏差(S)との比率として、下記式により決定した。
CV = S/Ave×100
ここで、S=√((ΣX−Ave)2/n)であり、Xは観測値、nは観測数である。
【0057】
(2)ピッチ系不融化繊維の酸素付着量
ピッチ系不融化繊維の酸素付着量は、CHNS−O Analyzer(Thermo ELECTRON CORPRATION製FLASH EA 1112Series)にて評価した。
【0058】
(3)軟化点
原料ピッチの軟化点はMETTLER FP90(メトラー・トレド株式会社製)を用い、窒素雰囲気下260℃から1℃/分で昇温することで求めた。
【0059】
(4)真密度測定
ウェブまたはフェルトの真密度は、浮沈法により測定した。すなわち、シリンダー内に比重0.78(g/cm3)のシクロヘキサンと比重2.89(g/cm3)のブロモホルムの混合溶液を作成し、23.0±0.2℃の温度にコントロールする。上記混合溶液にウェブまたはフェルトを浸析させ、1.3kPaで3分間保持した後、ウェブまたはフェルトが混合液の中央に来るまでかき混ぜる。10分後、ウェブまたはフェルトが浮上するようであればシクロヘキサンを追加し、沈むようであればブロモホルムを滴下する。この操作をウェブまたはフェルトが静止するまで繰り返す。ウェブまたはフェルトが静止した後、その混合液体の密度を比重浮ひょうで測定し、ウェブまたはフェルトの真密度とした。
【0060】
(5)耐久性の評価
乾燥空気を150mL/分で流通させながら、ウェブまたはフェルトを空気中10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少量を評価した。測定には熱示唆重量分析装置(リガク製 Thermo PlusTG8120)を用いた。
【0061】
(6)熱処理による体積変化の評価
15cm角に切り抜いたウェブまたはフェルトを3000℃焼成に用いた。ウェブまたはフェルトの厚みは、ウェブまたはフェルトに0.02kPaの均一な圧力が付与されるようにガラス板を載せ、厚みをデジタル計で測定した。焼成前の体積と3000℃焼成後の体積から、3000℃焼成による体積変化を算出した。
【0062】
(7)炭素含有量評価
ウェブまたはフェルトの炭素含有量は、CHNS−O Analyzer(Thermo ELECTRON CORPRATION製FLASH EA 1112Series)にて評価した。
【0063】
(8)ウェブまたはフェルトの引っ張り強度
ウェブまたはフェルトから幅方向に左、中、右各2点の計6点から幅5cm×長さ20cmのサンプルを抜き取り、引張試験機で100mm/minの速度で長さ方向に引っ張り、その強度の平均値を算出することで決定した。
【0064】
(9)フェルトの層間剥離強度
フェルトから幅方向に左、中、右各2点の計6点から幅5cm×長さ10cmのサンプルを抜き取り、サンプルの厚み方向中間位置で層方向と平行に刃物で切り込みを入れ、その両端を引張試験機で100mm/minの速度で引っ張ったときの最大強度の平均値から求めた。
【0065】
(10)炭素繊維の引っ張り弾性率
炭素繊維の引っ張り弾性率は、120本の炭素繊維をウェブまたはフェルトから抜き出して糸を張り、各々の繊維径を測定した後、120本の機械強度をテンシロン測定装置(ORIENTEC RTC−1150A)で測定し、引っ張り伸度、引っ張り弾性率の全数平均値を求めることで決定した。
【0066】
[実施例1]
芳香族炭化水素からなるメソフェーズ率100%、軟化温度279℃のメソフェーズピッチを、334℃において、直径0.2mmφ、長さ2mmのキャピラリーからなる口金を用い、キャピラリー横のスリットから毎分8,000mで338℃の空気を吹き付けて、溶融メソフェーズピッチを牽引して平均直径13.2μmの炭素繊維前駆体を作成後、クロスラップで積層して前駆体ウェブを作成した。
次に、前駆体ウェブ直下に熱風発生器をセットし、190℃から340℃まで30分かけて昇温させて、不融化繊維からなる不融化ウェブを製造した。不融化繊維の酸素付着量は10.5重量%であった。
次いで不融化ウェブを連続的に窒素シールした焼成炉に搬送することで、800℃に焼成された焼成ウェブを作成した。焼成ウェブの目付け量は480g/m2、厚みは20mmであった。焼成ウェブを構成する炭素繊維の平均繊維径は12.3μmであり、繊維径のCV値は12.2%であった。なお、炭化収縮時に生じるベルトとウェブの摩擦で、焼成ウェブの剥離または切断は起こらなかった。
次いで、得られた焼成ウェブをアルゴンガス雰囲気下、バッチ雰囲気炉を用い2000℃で焼成した。得られたウェブの真密度は2.055g/cm3、炭素含有率は99.9重量%であった。150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は0.09%であった。また、ウェブの引っ張り強度は11.5N/5cmであり、ウェブを構成する炭素繊維の弾性率は320GPaであった。
次に、15cm角に切り取ったウェブをバッチ雰囲気炉にて3000℃で1時間焼成した。焼成によるウェブの厚み、面積の変化は認められず、2000℃焼成ウェブからの体積変化は認められなかった(初期体積の100体積%、体積減少率0%)。また、2000℃焼成ウェブからの重量減少率は0.3%であった。
【0067】
[実施例2]
実施例1で得られた800℃で焼成された焼成ウェブをキックアップ高さ0.05mm、バーブ数9個、隣接バーブ間隔3mm、バーブ深さ0.25mmのニードルを用い、パンチ数20回/cm2、ニードル深度10mmでニードルパンチ処理を施しフェルトを得た。
次いで、ニードルパンチ処理したフェルトをアルゴンガス雰囲気下、バッチ雰囲気炉で2200℃に焼成した。得られたフェルトの真密度は2.080g/cm3、炭素含有率は99.9重量%であった。150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は0.08%であった。また、フェルトの引っ張り強度は5.5N/5cm、層間剥離強度は0.3N/5cm、フェルトを構成する炭素繊維の弾性率は340GPaであった。
次に、15cm角に切り取ったフェルトをバッチ雰囲気炉にて3000℃で1時間焼成した。焼成によるフェルトの厚み、面積の変化は認められず、2200℃焼成フェルトからの体積変化は認められなかった(初期体積の100体積%、体積減少率0%)。また、2200℃焼成フェルトからの重量減少率は0.3%であった。
【0068】
[実施例3]
実施例1で得られた800℃で焼成された焼成ウェブをキックアップ高さ0.05mm、バーブ数9個、隣接バーブ間隔3mm、バーブ深さ0.25mmのニードルを用い、パンチ数20回/cm2、ニードル深度10mmでニードルパンチ処理を施しフェルトを得た。
次いで、ニードルパンチ処理したフェルトをアルゴンガス雰囲気下、バッチ雰囲気炉で1500℃に焼成した。得られたフェルトの真密度は2.005g/cm3、炭素含有率は99.8重量%であった。150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は1.71%であった。また、フェルトの引っ張り強度は5.4N/5cm、層間剥離強度は0.4N/5cm、フェルトを構成する炭素繊維の弾性率は205GPaであった。
次に、15cm角に切り取ったフェルトをバッチ雰囲気炉にて3000℃で焼成した。焼成によるフェルトの厚み、面積の変化は認められず、1500℃焼成フェルトからの体積変化は認められなかった(初期体積の100体積%、体積減少率0%)。また、1500℃焼成フェルトからの重量減少率は0.6%であった。
【0069】
[実施例4]
実施例1で得られた800℃で焼成された焼成ウェブをキックアップ高さ0.05mm、バーブ数9個、隣接バーブ間隔3mm、バーブ深さ0.25mmのニードルを用い、パンチ数20回/cm2、ニードル深度10mmでニードルパンチ処理を施しフェルトを得た。
次いで、ニードルパンチ処理したフェルトをアルゴンガス雰囲気下、バッチ雰囲気炉で3100℃に焼成した。得られたフェルトの真密度は2.201g/cm3、炭素含有率は99.9重量%であった。150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は0.02%であった。また、フェルトの引っ張り強度は3.4N/5cm、層間剥離強度は0.3N/5cm、フェルトを構成する炭素繊維の弾性率は820GPaであった。
次に、15cm角に切り取ったフェルトをバッチ雰囲気炉にて3000℃で焼成した。焼成によるフェルトの厚み、面積の変化は認められず、3100℃焼成フェルトからの体積変化は認められなかった(初期体積の100体積%、体積減少率0%)。また、3100℃焼成フェルトからの重量減少率は0%であった。
【0070】
[比較例1]
大阪ガスケミカル(株)製ピッチ系の炭化フェルト(ドナカーボS グレードS−221)をアルゴンガス雰囲気下、バッチ雰囲気炉で2000℃に焼成した。得られたフェルトの真密度は1.570g/cm3であった。また、150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は3.3%であった。なお、フェルトを構成する炭素繊維の引っ張り弾性率は32GPaであった。
次に、15cm角に切り取ったフェルトをバッチ雰囲気炉にて3000℃で1時間焼成した。焼成によりフェルトの厚みは97.2%となり、面積は99.8%となり、2000℃焼成フェルトの97.2体積%であり、体積減少率は2.8%であった。また、2000℃焼成フェルトからの重量減少率は0.2%であった。
【0071】
[比較例2]
クレハ(株)製レーヨン系の黒鉛化フェルト(クレカGフェルト グレードF−205G)をアルゴンガス雰囲気下、バッチ雰囲気炉で1700℃に焼成した。得られたフェルトの真密度は1.412g/cm3であった。また、150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は5.7%であった。
次に、15cm角に切り取ったフェルトをバッチ雰囲気炉にて3000℃で1時間焼成した。焼成によりフェルトの厚みは96.3%となり、面積は97.5%となり、1700℃焼成フェルトの93.9体積%であり、体積減少率は6.1%であった。また、1700℃焼成フェルトからの重量減少率は2.4%であった。
【0072】
[比較例3]
クレハ(株)製ピッチ系の黒鉛化フェルト(クレカフェルトG グレードF−205)をアルゴンガス雰囲気下、バッチ雰囲気炉で1700℃に焼成した。得られたフェルトの真密度は1.596g/cm3であった。
また、150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は1.9%であった。なお、フェルトを構成する炭素繊維の引っ張り弾性率は35GPaであった。
次に、15cm角に切り取ったフェルトをバッチ雰囲気炉にて3000℃で焼成した。焼成によりフェルトの厚みは95.3%となり、面積は変わらず、1700℃焼成フェルトの95.3体積%であり、体積減少率は4.7%であった。また、1700℃焼成フェルトからの重量減少率は2.3%であった。
【0073】
[比較例4]
実施例1で得られた800℃で焼成された焼成ウェブをキックアップ高さ0.05mm、バーブ数9個、隣接バーブ間隔3mm、バーブ深さ0.25mmのニードルを用い、パンチ数20回/cm2、ニードル深度10mmでニードルパンチ処理を施しフェルトを得た。次いで、ニードルパンチ処理したフェルトをアルゴンガス雰囲気下、バッチ雰囲気炉で1000℃に焼成した。得られたフェルトを150mL/分の乾燥空気流通下、10℃/分で500℃まで昇温後、同温度で8時間保持した際の重量減少率は20.7%であった。
【0074】
[比較例5]
芳香族炭化水素からなるメソフェーズ率100%、軟化温度279℃のメソフェーズピッチを、334℃において、直径0.2mmφ、長さ2mmのキャピラリーからなる口金を用い、キャピラリー横のスリットから毎分7,000mで338℃の空気を吹き付けて、溶融メソフェーズピッチを牽引して平均直径14.3μmの炭素繊維前駆体を作成後、クロスラップで積層して前駆体ウェブを作成した。
次に、前駆体ウェブを、空気雰囲気中で室温から320℃まで昇温速度4℃/分で昇温して、不融化繊維からなる不融化ウェブを製造した。不融化時間はおよそ73分であった。不融化繊維の酸素付着量は7.1重量%であった。
次いで不融化ウェブを連続的に窒素シールされた焼成炉に搬送することで、800℃で焼成された焼成ウェブを作成した。焼成ウェブの目付け量は450g/m2、厚みは20mmであった。ウェブを構成する炭素繊維の平均繊維径は13.5μmであり、繊維径のCV値は11.2%であった。なお、炭化収縮時に生じるベルトとウェブの摩擦で、焼成ウェブの切断が起こった。
次いで、得られた焼成ウェブの一部をアルゴンガス雰囲気下、バッチ雰囲気炉で2000℃に焼成した。得られたウェブの真密度は2.065g/cm3であった。なお、ウェブの引っ張り強度は3.5N/5cm、ウェブを構成する炭素繊維の弾性率は320GPaであった。
次に、15cm角に切り取ったウェブをバッチ雰囲気炉にて3000℃で焼成した。焼成によるウェブの厚みは98%に、面積が97%に変化し、体積減少率が4%であった。
【符号の説明】
【0075】
1 バーブ深さ
2 キックアップ高さ
3 フェルト
4 ニードル
5 ベッドプレート
6 先端から最短の距離にあるバーブ(第1バーブ)
7 ニードル深度
8 隣接バーブ間隔
【特許請求の範囲】
【請求項1】
空気中10℃/分で500℃まで昇温後、500℃で8時間保持した際の重量減少率が3%未満であることを特徴とするピッチ系炭素繊維からなるウェブ。
【請求項2】
不活性ガス雰囲気下、3000℃にて1時間熱処理した際の重量減少率が2%未満であることを特徴とする請求項1に記載のウェブ。
【請求項3】
ピッチ系炭素繊維の真密度が1.9g/cm3以上である請求項1〜2のいずれかに記載のウェブ。
【請求項4】
3000℃にて1時間熱処理した際の体積減少率が2%未満であることを特徴とする請求項1〜3のいずれかに記載のウェブ。
【請求項5】
3000℃にて1時間熱処理した際の体積減少率が1%未満であることを特徴とする請求項4に記載のウェブ。
【請求項6】
3000℃にて1時間熱処理した際の体積減少率が0.5%未満であることを特徴とする請求項5に記載のウェブ。
【請求項7】
炭素含有率が98重量%以上である請求項1〜6のいずれかに記載のウェブ。
【請求項8】
ウェブを構成するピッチ系炭素繊維の平均繊維径が10μmより大きく20μm以下である請求項1〜7のいずれかに記載のウェブ。
【請求項9】
請求項1〜8のいずれかに記載のウェブをニードルパンチ処理して得られるフェルト。
【請求項10】
(1)メソフェーズピッチを紡糸し、ピッチ系炭素繊維前駆体ウェブを製造し、
(2)前駆体ウェブを酸化性ガス雰囲気下で不融化し、酸素付着量が8〜15重量%の不融化ウェブを製造し、
(3)不融化ウェブを1300℃以上3200℃未満で焼成することにより製造される請求項1〜8のいずれかに記載のピッチ系炭素繊維からなるウェブの製造方法。
【請求項11】
工程(3)の焼成温度が1300℃以上1500℃以下である請求項10に記載のウェブの製造方法。
【請求項12】
工程(3)の焼成工程が500〜1500℃以下の焼成(第1焼成)と、第1焼成に比べ100℃以上高温であり1300℃以上3200℃未満の焼成(第2焼成)とを含む請求項10に記載のウェブの製造方法。
【請求項13】
工程(1)における紡糸をメルトブロー法で行う請求項9〜12のいずれかに記載のウェブの製造方法。
【請求項14】
(2)の不融化工程において得られる不融化ウェブの酸素付着量が9〜12重量%である請求項9〜13のいずれかに記載のウェブの製造方法。
【請求項15】
(1)メソフェーズピッチを紡糸し、ピッチ系炭素繊維前駆体ウェブを製造し、
(2)前駆体ウェブを酸化性ガス雰囲気下で不融化し、酸素付着量が8〜15重量%の不融化ウェブを製造し、
(3)不融化ウェブを1300℃以上3200℃未満で焼成し
(4)ついでニードルパンチ処理することを特徴とする請求項9に記載のフェルトの製造方法。
【請求項16】
(1)メソフェーズピッチを紡糸し、ピッチ系炭素繊維前駆体ウェブを製造し、
(2)前駆体ウェブを酸化性ガス雰囲気下で不融化し、酸素付着量が8〜15重量%の不融化ウェブを製造し、
(3)不融化ウェブを500〜1500℃以下で焼成(第1焼成)し、
(4)ついでニードルパンチ処理し、
(5)第1焼成に比べ100℃高温かつ1300℃以上3200℃未満で焼成(第2焼成)することを特徴とする請求項9に記載のフェルトの製造方法。
【請求項1】
空気中10℃/分で500℃まで昇温後、500℃で8時間保持した際の重量減少率が3%未満であることを特徴とするピッチ系炭素繊維からなるウェブ。
【請求項2】
不活性ガス雰囲気下、3000℃にて1時間熱処理した際の重量減少率が2%未満であることを特徴とする請求項1に記載のウェブ。
【請求項3】
ピッチ系炭素繊維の真密度が1.9g/cm3以上である請求項1〜2のいずれかに記載のウェブ。
【請求項4】
3000℃にて1時間熱処理した際の体積減少率が2%未満であることを特徴とする請求項1〜3のいずれかに記載のウェブ。
【請求項5】
3000℃にて1時間熱処理した際の体積減少率が1%未満であることを特徴とする請求項4に記載のウェブ。
【請求項6】
3000℃にて1時間熱処理した際の体積減少率が0.5%未満であることを特徴とする請求項5に記載のウェブ。
【請求項7】
炭素含有率が98重量%以上である請求項1〜6のいずれかに記載のウェブ。
【請求項8】
ウェブを構成するピッチ系炭素繊維の平均繊維径が10μmより大きく20μm以下である請求項1〜7のいずれかに記載のウェブ。
【請求項9】
請求項1〜8のいずれかに記載のウェブをニードルパンチ処理して得られるフェルト。
【請求項10】
(1)メソフェーズピッチを紡糸し、ピッチ系炭素繊維前駆体ウェブを製造し、
(2)前駆体ウェブを酸化性ガス雰囲気下で不融化し、酸素付着量が8〜15重量%の不融化ウェブを製造し、
(3)不融化ウェブを1300℃以上3200℃未満で焼成することにより製造される請求項1〜8のいずれかに記載のピッチ系炭素繊維からなるウェブの製造方法。
【請求項11】
工程(3)の焼成温度が1300℃以上1500℃以下である請求項10に記載のウェブの製造方法。
【請求項12】
工程(3)の焼成工程が500〜1500℃以下の焼成(第1焼成)と、第1焼成に比べ100℃以上高温であり1300℃以上3200℃未満の焼成(第2焼成)とを含む請求項10に記載のウェブの製造方法。
【請求項13】
工程(1)における紡糸をメルトブロー法で行う請求項9〜12のいずれかに記載のウェブの製造方法。
【請求項14】
(2)の不融化工程において得られる不融化ウェブの酸素付着量が9〜12重量%である請求項9〜13のいずれかに記載のウェブの製造方法。
【請求項15】
(1)メソフェーズピッチを紡糸し、ピッチ系炭素繊維前駆体ウェブを製造し、
(2)前駆体ウェブを酸化性ガス雰囲気下で不融化し、酸素付着量が8〜15重量%の不融化ウェブを製造し、
(3)不融化ウェブを1300℃以上3200℃未満で焼成し
(4)ついでニードルパンチ処理することを特徴とする請求項9に記載のフェルトの製造方法。
【請求項16】
(1)メソフェーズピッチを紡糸し、ピッチ系炭素繊維前駆体ウェブを製造し、
(2)前駆体ウェブを酸化性ガス雰囲気下で不融化し、酸素付着量が8〜15重量%の不融化ウェブを製造し、
(3)不融化ウェブを500〜1500℃以下で焼成(第1焼成)し、
(4)ついでニードルパンチ処理し、
(5)第1焼成に比べ100℃高温かつ1300℃以上3200℃未満で焼成(第2焼成)することを特徴とする請求項9に記載のフェルトの製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2011−117094(P2011−117094A)
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願番号】特願2009−274503(P2009−274503)
【出願日】平成21年12月2日(2009.12.2)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願日】平成21年12月2日(2009.12.2)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
[ Back to top ]