
エチレン/テトラフルオロエチレン共重合体の不織布
【課題】本発明の目的は、耐熱性、耐薬品性に優れ、繊維径が細く、強度に優れ、最大孔径が小さい不織布の提供。
【解決手段】240℃で測定した溶融粘度が100Pa・s超1500Pa・s以下であるエチレン/テトラフルオロエチレン共重合体の連続繊維が相互に融着している不織布であることを特徴とするエチレン/テトラフルオロエチレン共重合体の不織布。
【解決手段】240℃で測定した溶融粘度が100Pa・s超1500Pa・s以下であるエチレン/テトラフルオロエチレン共重合体の連続繊維が相互に融着している不織布であることを特徴とするエチレン/テトラフルオロエチレン共重合体の不織布。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エチレン/テトラフルオロエチレン共重合体の不織布に関する。
【背景技術】
【0002】
フィルターや電解質膜の補強等に適した繊維素材として、不織布が使用されている。
不織布のポリマー材料としては、ポリプロピレン樹脂、ポリエステル樹脂、ポリアミド樹脂といった汎用素材が中心であったが、耐熱性、耐薬品性、非粘着性、クリーン性に優れるフッ素樹脂が、半導体分野での空気清浄超高性能フィルターや薬液フィルター、公害環境対策等でのフィルターバグ等の材料として提案されている。
そのフッ素樹脂として、ポリテトラフルオロエチレン(PTFE)樹脂を延伸し裁断繊維化後ウォータージェット法やニードルパンチ法で不織布とする方法があるが、繊維が互いに融着していないので、強度が充分でなかった。
【0003】
一方、熱可塑性フッ素樹脂をメルトブロー法で不織布の成形体を得る場合は、極細繊維化が困難であったり、得られた不織布の強度が劣るという問題がある。
エチレン−クロロトリフルオロエチレン共重合体を用いメルトブロー法で不織布を製造することが開示されている(特許文献1を参照。)。しかし、得られる不織布は耐薬品性、撥水性、防汚性、離型性などにおいて不充分であった。
また、低溶融粘度のテトラフルオロエチレン系共重合体からメルトブロー法によって不織布を製造することが提案されている(特許文献2を参照。)。しかし、該テトラフルオロエチレン系共重合体の溶融粘度が低すぎるため、成形性が充分でない。また、生産時のハンドリング性が不十分となったり、得られる不織布の平均繊維径が細くなりすぎて、強度が低いという問題がある。また、強度を高くするために、不織布の平均繊維径を太くすると、微粒子除去フィルターに用いた場合、最大孔径が大きくなり、微粒子除去能力が充分でなかった。
【0004】
一方、一般成形用のエチレン/テトラフルオロエチレン共重合体からメルトブロー法により不織布を製造すると、該エチレン/テトラフルオロエチレン共重合体の溶融粘度が高いため、不織布の平均繊維径が太くなり、微粒子除去フィルターに用いた場合、最大孔径が大きくなり、微粒子除去能力が充分でなかった。
【0005】
【特許文献1】特開平7−229048号公報
【特許文献2】特開2002−266219号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の目的は、耐熱性、耐薬品性に優れ、繊維径が細く、機械的強度に優れ、最大孔径が小さい不織布を提供することである。
【課題を解決するための手段】
【0007】
本願発明は、以下の構成を有するエチレン/テトラフルオロエチレン共重合体の不織布を提供する。
[1]240℃で測定した溶融粘度が100Pa・s超〜1500Pa・s以下であるエチレン/テトラフルオロエチレン共重合体の連続繊維が相互に融着している不織布であることを特徴とするエチレン/テトラフルオロエチレン共重合体の不織布。
[2]前記連続繊維の平均繊維径が0.01〜5μmである請求項1に記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【0008】
[3]前記不織布の最大孔径が100μm以下である[1]又は[2]に記載のエチレン/テトラフルオロエチレン共重合体の不織布。
[4]前記不織布の目付量が、1〜300g/m2である[1]〜[3]のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
[5]前記不織布の目付量100g/m2あたりの縦方向の強度が、0.5kg/5cm以上である[1]〜[4]のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
[6]前記不織布がメルトブロー法を用いて製造される[1]〜[5]のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【0009】
[7]前記エチレン/テトラフルオロエチレン共重合体が、テトラフルオロエチレンに基づく繰り返し単位、エチレンに基づく繰り返し単位、及び、一般式CH2=CX(CF2)nY(式中、X及びYは、それぞれ独立に、水素原子又はフッ素原子であり、nは2〜8の整数である。)で表される含フッ素オレフィンに基づく繰り返し単位を含有し、前記テトラフルオロエチレンに基づく繰り返し単位/エチレンに基づく繰り返し単位のモル比が、90/10〜35/65であり、前記含フッ素オレフィンに基づく繰返し単位の含有量が、該エチレン/テトラフルオロエチレン共重合体の全繰返し単位中において、0.01〜10モル%である[1]〜[6]のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【0010】
[8]前記テトラフルオロエチレンに基づく繰り返し単位/エチレンに基づく繰り返し単位のモル比が、75/25〜55/45であり、前記含フッ素オレフィンに基づく繰返し単位の含有量が、該エチレン/テトラフルオロエチレン共重合体の全繰返し単位中において、0.4〜4モル%である[7]に記載のエチレン/テトラフルオロエチレン共重合体の不織布。
[9]前記連続繊維の相互の融着が、該連続繊維の不織布を熱プレスして、繊維間の交点を融着するものである[1]〜[8]のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【発明の効果】
【0011】
本発明のエチレン/テトラフルオロエチレン共重合体の不織布は、高溶融流動性のエチレン/テトラフルオロエチレン共重合体を原料とすることから、不織布の生産性に優れる。また、耐熱性、耐薬品性に優れ、平均繊維径が細く、機械的強度に優れ、最大孔径が小さい不織布を提供することができる。
【発明を実施するための最良の形態】
【0012】
(溶融粘度)
本発明において、不織布を構成するエチレン/テトラフルオロエチレン共重合体(以下、ETFEという。)は、240℃で測定した溶融粘度が100Pa・s超〜1500Pa・s以下であり、100〜1300Pa・sであることがより好ましい。
ETFEの溶融粘度がこの範囲内であれば、高溶融流動性を有し、不織布の形成時の生産性に優れる。
前記ETFEは、基本的には、溶融粘度が低いETFEを用いることが好ましい。
なお、前記ETFEは、1種で用いても良いし、2種以上の混合物を用いても良い。
【0013】
2種以上のETFEの混合物は、ETFE混合物の240℃で測定した溶融粘度が前記範囲であれば、溶融粘度の低いETFEと溶融粘度の高いETFEの混合物であってもよい。例えば、240℃で測定した溶融粘度が60〜400Pa・sであるエチレン/テトラフルオロエチレン共重合体(A)(以下、ETFE(A)という。)と、240℃で測定した溶融粘度が600〜10000Pa・sであるエチレン/テトラフルオロエチレン共重合体(B)(以下、ETFE(B)という。)とを、(A)/(B)=50/50〜99/1の質量比で混合したETFEであることも好ましい。
【0014】
より好ましくはETFE(A)の240℃で測定した溶融粘度は80〜300Pa・sであり、ETFE(B)の240℃で測定した溶融粘度は1000〜7000Pa・sである。ETFE(A)またはETFE(B)の溶融粘度がこれより高すぎると、十分な溶融流動性が得られず、一方、溶融粘度がこれより低すぎると、得られる成形体の引張伸度が十分でない場合がある。
また、ETFE(A)/ETFE(B)の混合質量比は、好ましくは60/40〜97/3であり、より好ましくは70/30〜95/5である。
【0015】
(溶融粘度の測定)
本発明における範囲の溶融粘度(溶融流動性)は、キャピラリー流動性測定装置(キャピラリーレオメータ)によって測定することが好ましい。これは、溶融した樹脂を、一定速度で押出してキャピラリーを通過させ、押し出すのに要する応力を測定することにより求めるものである。ETFEの溶融粘度が低いと、当該ETFEの分子量が低く、その溶融粘度が高いと当該ETFEの分子量が高いことを意味する。
【0016】
本発明におけるETFEの溶融流動性は、例えば後記実施例に記載のごとく、東洋精機製作所社製の炉内径9.55mmの溶融流動性測定装置「キャピログラフ」に直径1mm、長さ10mmのオリフィスをセットし、シリンダー温度240℃、ピストンスピード10mm/分の条件で測定する。
ここで、ETFEを溶融させる温度は、当該ETFEの融点よりも5〜30℃高い温度が好ましい。この温度よりも低い条件で測定するとETFEが十分に溶融せず、測定が困難となり、この温度よりもあまり高い条件で測定すると、ETFEの粘度が低すぎて溶融ETFEが短時間にオリフィスから流出してしまい測定が困難となる。
【0017】
(融点)
本発明において用いるETFEの融点は120〜240℃が好ましく、150〜240℃がより好ましく、180〜240℃が最も好ましい。
本発明におけるETFEの融点は、後記実施例に示すように、走査型示差熱分析器(セイコーインスツルメンツ社製、DSC220CU)を用いて、空気雰囲気下に室温から300℃まで10℃/分で加熱した際の吸熱ピークから求めたものである。
【0018】
(ETFEの共重合組成)
ETFEとしては、テトラフルオロエチレン(以下、「TFE」と称する場合がある。)に基づく繰返し単位とエチレン(以下、「E」と称する場合がある。)に基づく繰返し単位を含有し、その含有比(モル比)が90/10〜35/65が好ましく、80/20〜45/55がより好ましく、75/25〜55/45が最も好ましい。
(TFEに基づく繰返し単位)/(Eに基づく繰返し単位)のモル比が極端に大きいと、当該ETFEの耐熱性、耐候性、耐薬品性、薬液透過防止性等が低下する場合があり、一方、当該モル比が極端に小さいと、機械的強度、溶融成形性等が低下する場合がある。この範囲にあると、当該ETFEが、耐熱性、耐候性、耐薬品性、薬液透過防止性、機械的強度、溶融成形性等に優れたものとなる。
【0019】
また、ETFEには、上記Eに基づく繰返し単位及びTFEに基づく繰返し単位に加えて、その本質的な特性を損なわない範囲で他のモノマーに基づく繰返し単位の1種類以上を含んでもよい。
【0020】
他のモノマーとしては、プロピレン、ノルマルブテン、イソブテン等のα−オレフィン類;CH2=CX(CF2)nY(ここで、X及びYは独立に水素原子又はフッ素原子であり、nは2〜8の整数である。)で表される化合物;フッ化ビニリデン(VDF)、フッ化ビニル(VF)、トリフルオロエチレン、ヘキサフルオロイソブチレン(HFIB)等の不飽和基に水素原子を有するフルオロオレフィン;ヘキサフルオロプロピレン(HFP)、クロロトリフルオロエチレン(CTFE)、パーフルオロ(メチルビニルエーテル)(PMVE)、パーフルオロ(エチルビニルエーテル)(PEVE)、パーフルオロ(プロピルビニルエーテル)(PPVE)、パーフルオロ(ブチルビニルエーテル)(PBVE)、その他パーフルオロ(アルキルビニルエーテル)(PAVE)等の不飽和基に水素原子を有しないフルオロオレフィン(ただし、TFEを除く。)等が挙げられる。他のモノマーは1種又は2種以上を用いることができる。
【0021】
ETFEにおける他のモノマーに基づく繰返し単位の含有量は、ETFEの全繰返し単位中において、0.01〜20モル%であることが好ましく、0.1〜15モル%であることがより好ましく、1〜10モル%であることがさらに好ましい。
【0022】
他のモノマーとしては、なかでも、前記一般式CH2=CX(CF2)nYで表される化合物(以下、「FAE」という。)を使用することが好ましい。FAEは、上記のとおり、一般式CH2=CX(CF2)nY(ここで、X、Yはそれぞれ独立に水素原子又はフッ素原子であり、nは2〜8の整数である。)で表される化合物である。式中のnが2未満であるとETFEの特性が不十分(例えば、ETFE形成体のストレスクラック発生等)となる場合があり、一方、式中のnが8を超えると重合反応性の点で不利になる場合がある。
【0023】
FAEとしては、CH2=CF(CF2)2F、CH2=CF(CF2)3F、CH2=CF(CF2)4F、CH2=CF(CF2)5F、CH2=CF(CF2)8F、CH2=CF(CF2)2H、CH2=CF(CF2)3H、CH2=CF(CF2)4H、CH2=CF(CF2)5H、CH2=CF(CF2)8H、CH2=CH(CF2)2F、CH2=CH(CF2)3F、CH2=CH(CF2)4F、CH2=CH(CF2)5F、CH2=CH(CF2)8F、CH2=CH(CF2)2H、CH2=CH(CF2)3H、CH2=CH(CF2)4H、CH2=CH(CF2)5H、CH2=CH(CF2)8H等が挙げられる。FAEは1種又は2種以上を用いることができる。
なかでも、CH2=CH(CF2)nYで表される化合物がより好ましく、その場合、式中のnは、n=2〜6であることが、その成形体が耐ストレスラック性に優れるのでさらに好ましく、n=2〜4が最も好ましい。
【0024】
ETFEにおけるFAEに基づく繰返し単位の含有量は、ETFEの全繰返し単位中において、0.01〜10モル%であることが好ましく、0.1〜7モル%であることがより好ましく、0.4〜4モル%であることがさらに好ましい。FAEの含有量が前記の値未満であると、ETFEから形成される成形体の耐ストレスクラック性が低下し、ストレス下において割れる等の破壊現象が発生する場合があり、前記の値を超えると、当該組成物の機械的強度が低下する場合がある。
【0025】
(ETFEの製法)
本発明に用いるETFEを製造する方法としては、(1)重合時に分子量を調整する方法、(2)重合により得られたETFEを熱や放射線といったエネルギーを加えることにより分子を切断し低粘度化する方法、(3)重合して得られたETFEの分子鎖をラジカルによって化学的に切断して製造する方法、具体的にはETFEと有機過酸化物を押出機で溶融混練しETFEの分子鎖を発生ラジカルにより切断・低粘度化する方法がある。原理的にはいずれの方法も適用可能であるが、(2)〜(3)の方法の場合は、ETFE中の切断部位にカルボニル基等の活性な官能基が生成し望ましくない接着性等が生じやすい問題がある。したがって、(1)の方法が得られるETFE中にこのような活性な官能基が生成しないため、及び生産性が高いため、最も好ましい。
【0026】
本発明におけるETFEの重合方法としては、特に制限はなく、エチレン及びテトラフルオロエチレン、並びに必要に応じて他のモノマーを反応器に装入し、一般に用いられているラジカル重合開始剤、連鎖移動剤を用いて共重合させる方法が採用できる。重合方法の例としては、それ自身公知の、塊状重合;重合媒体としてフッ化炭化水素、塩化炭化水素、フッ化塩化炭化水素、アルコール、炭化水素等の有機溶媒を使用する溶液重合;重合媒体として水性媒体及び必要に応じて適当な有機溶剤を使用する懸濁重合;重合媒体として水性媒体及び乳化剤を使用する乳化重合が挙げられるが、ラジカル重合開始剤、連鎖移動剤、重合媒体の存在下に、含フッ素モノマーであるエチレン及びテトラフルオロエチレン、並びに必要に応じて他のモノマーを共重合させる溶液重合が最も好ましい。重合は、一槽ないし多槽式の撹拌型重合装置、管型重合装置等を使用し、回分式又は連続式操作として実施することができる。
【0027】
ラジカル重合開始剤としては、半減期が10時間である温度が0〜100℃である開始剤が好ましく、20〜90℃である開始剤がより好ましい。例えば、アゾビスイソブチロニトリル等のアゾ化合物;ジイソプロピルパーオキシジカーボネート等のパーオキシジカーボネート;tert−ブチルパーオキシピバレート、tert−ブチルパーオキシイソブチレート、tert−ブチルパーオキシアセテート等のパーオキシエステル;イソブチリルパーオキシド、オクタノイルパーオキシド、ベンゾイルパーオキシド、ラウロイルパーオキシド等の非フッ素系ジアシルパーオキシド;(Z(CF2)pCOO)2(ここで、Zは水素原子、フッ素原子又は塩素原子であり、pは1〜10の整数である。)等の含フッ素ジアシルパーオキシド;過硫酸カリウム、過硫酸ナトリウム、過硫酸アンモニウム等の無機過酸化物等が挙げられる。
【0028】
重合媒体としては、上記したようにフッ化炭化水素、塩化炭化水素、フッ化塩化炭化水素、アルコール、炭化水素等の有機溶媒、水性媒体等が挙げられる。
連鎖移動剤としては、メタノール、エタノール等のアルコール;1,3−ジクロロ−1,1,2,2,3−ペンタフルオロプロパン、1,1−ジクロロ−1−フルオロエタン等のクロロフルオロハイドロカーボン;ペンタン、ヘキサン、シクロヘキサン等のハイドロカーボン等が挙げられる。連鎖移動剤の添加量は、通常重合媒体に対して、0.01〜100質量%程度である。連鎖移動剤の濃度を調節することにより、得られるETFEの溶融粘度(分子量)を調節することができる。すなわち、連鎖移動剤の濃度を高くするほど低分子量のETFEが得られる。
【0029】
特に本発明において好ましく使用される分子量の低いETFEを製造する場合は、通常連鎖移動剤として用いる1,3−ジクロロ−1,1,2,2,3−ペンタフルオロプロパンを重合媒体として用いることが好ましい。
重合条件は特に限定されるものではないが、重合温度は通常0〜100℃が好ましく、20〜90℃がより好ましい。また重合圧力は0.1〜10MPaが好ましく、0.5〜3MPaがより好ましい。重合圧力が上記範囲で高くなるほど得られる重合体は高分子量化し、溶融粘度が高くなるので、重合圧力を調整することにより溶融粘度を調節することができる。重合時間は重合温度及び重合圧力等により変わりうるが、通常1〜30時間が好ましく、2〜10時間がより好ましい。
【0030】
重合反応終了時における重合媒体に対するETFEの量は、通常0.03〜0.2g/cm3程度であるが、この濃度によりETFEの分子量を調整することもできる。すなわち、上記範囲で低ETFE濃度とするほど、低分子量のETFEが得られる。
上記したETFE(A)とETFE(B)についても、上記と同様に製造できる。
(ETFE(A)とETFE(B)の混合)
本発明におけるETFEが、ETFE(A)とETFE(B)との混合物である場合には、単軸若しくは二軸の押出機にETFE(A)及び(B)を所望の質量比で投入、溶融し、両樹脂を充分に溶融混練することが好ましい。
溶融混練温度は、120〜360℃が好ましい。
【0031】
(不織布の製造方法)
本発明のETFEの不織布の製造方法としては、スパンボンド法やメルトブロー法などの連続繊維で製造される一般の不織布製造法が適用できる。中でも、メルトブロー法は、ETFEの繊維の形成と不織布状物の形成をほぼ同時に実施できることから生産性を高くすることができる。また、不織布を構成するETFE繊維を非常に細くすることができる。
本発明のETFEの不織布は、ETFEの連続繊維からなる。本発明における連続繊維とは、アスペクト比10000以上を有することを意味する。繊維長は20mm以上であることが望ましい。
【0032】
連続繊維の平均繊維径(直径)は0.01〜5μmであることが好ましい。連続繊維の繊維径は細いほど、作製される不織布の最大孔径を小さく出来るため、好ましい。しかし、繊維径が細すぎると、繊維1本あたりの引張強度が弱くなり、ハンドリングの点で実用上使用することが困難となる場合がある。平均繊維径は0.01〜3μmであることがより好ましい。
【0033】
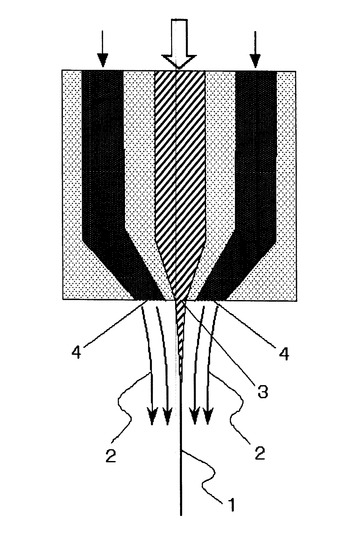
図1は、メルトブロー法の不織布製造装置で用いられるノズル断面の一形態を示す断面図である。メルトブロー法においては、溶融されたETFE1を溶融状態で紡糸ノズルの吐出孔3より吐出し、紡糸ノズル近傍に配設された気体放出ノズルの吐出孔4から放出される気体2によって延伸、紡糸することにより連続繊維を得ることができる。その連続繊維を吸着機能を有する面上に捕集して、不織布を形成することができる。
【0034】
紡糸ノズル近傍に配設された気体放出ノズルの吐出孔4の形状は、環状のスリット形状が好ましい。スリット幅は、100〜1500μmが好ましく、200〜1000μmがより好ましく、300〜800μmが更に好ましい。
気体放出ノズルの吐出孔4から放出される気体2の温度は、320〜400℃が好ましく、330〜390℃がより好ましく、340〜380℃が更に好ましい。
気体放出ノズルの吐出孔4から放出される気体2の量は、ノズル1cm当たり0.5〜10Nm3/hrが好ましく、1〜7Nm3/hrがより好ましく、2〜5Nm3/hrがさらに好ましい。
また、メルトブロー法のダイの温度は、320〜380℃が好ましく、340〜360℃がより好ましい。この温度範囲では、低圧力損失で成形することができる。
【0035】
吸着機能を有する面とは、例えば、通気性を有するフィルム状基材の片側を減圧状態に維持することにより、吐出されてくる極細繊維を布状に形成することができる装置をさす。通気性を有するフィルム状基材としては、特に制限はないがメッシュ、布、多孔体などが挙げられ、材質についても特に制限はないが、ETFEの不織布化においては、その溶融温度の高さから、金属製のメッシュが望ましい。金属製のメッシュとしては、例えば、ステンレス鋼製メッシュが好ましい。
【0036】
吸着機能としては、紡糸された連続繊維を布状物の形態で充分に吸着維持することが可能な吸着能力を有することが望まれる。よって、吸着機能を有する面は、その表面から1cm以内の距離において0.1m/秒以上の風速を有することが好ましい。また、吸着を保持する面の目開きがあまり大きいと、繊維自体がメッシュ内部に引き込まれ、剥がせなくなる、もしくは、平滑性が失われるおそれがある。そのため、メッシュの目開きは好ましくは2mm以下であり、より好ましくは0.15mm以下、さらに好ましくは0.06mm以下、特に好ましくは0.03mm以下である。
【0037】
通気性を有するフィルム状基材が可とう性を有する場合は、それを連続的に回転させ得るコンベアーに載せることで、吸着機能を有した捕集用コンベアーとして使用できる。例えば、フィルム状基材をロール状に巻き取ったものを連続的に繰り出し、その片面上に不織布を形成し、分離し、巻き取る等の方法も可能となり、製造手法をより簡素化し得る。
得られる不織布の嵩密度は、使用するETFEの硬さや熱的な性質により左右される。
本発明においては、メルトブロー法を採用するにより、低粘度のETFEを用いることによって、ETFE繊維同士の交点が一部融着した不織布を直接得ることができる。また、場合によっては、上記融着が起こらず、綿状の不織布前駆体様のものが得られるが、吸着機能を有する捕集用コンベアーに捕集し、そのまま加圧圧着することにより所定の嵩密度を有するETFE不織布を得ることができる。
【0038】
上述のETFE不織布を形成する製法では、ETFE繊維間の交点が固定化されていない場合は、巻き取り等の操作やハンドリングが困難である。ETFE繊維間の交点の少なくとも一部が固定化されているとき、不織布単体として弾性率、強度を発現できる。その結果、不織布自体に自立性が発現し、ハンドリング性が向上する。ETFE繊維間の交点の少なくとも一部が固定化された態様としては、上述のように、[1]連続繊維を捕集して不織布が形成された時点で繊維同士が融着している場合、[2]不織布を熱プレスすることにより繊維同士を融着させた場合、[3]不織布に溶媒可溶性含フッ素重合体からなる結着剤を含む溶液を塗布することにより、繊維間の交点を結着させた場合、等が挙げられる。
【0039】
上記[2]の態様における熱プレスは、繊維が溶融変形せず、かつ融着性を有する温度範囲で行うことが望ましい。繊維を構成するフッ素樹脂の熱物性に依存するが、本発明に用いるETFEの場合、(融点−85℃)〜融点の温度範囲が望ましく、(融点−70℃)〜融点の温度範囲がより望ましい。また、熱プレス時の圧力は上述の温度条件にもよるが、一般的には0.5〜10MPaの圧力範囲で成形すれば、繊維に大きな変形を生じずに融着することができる。また、本発明に用いるETFEは、溶融粘度を調整することで、上記熱プレスの例としてよく用いられるロールプレス法において、比較的安価であるポリエチレンテレフタレート(以下、PETという。)フィルムを支持体として使用でき、また比較的装置コストの高い、金属ロール―金属ロールの2本で構成されるカレンダリングロールを用いずに、金属ロールーゴムロールの2本で構成される汎用のロールプレス積層装置を用いて、不織布の圧密化とPET支持体への仮圧着という2つの操作を同時に達成することができる。これにより、目付量の少ない不織布前駆体であっても、ハンドリング等における変形を最小限に抑えながら種々の後加工を施すことができるようになる。
【0040】
ここで、240℃の溶融粘度が100Pa・sより低い場合、繊維が潰れ、不織布としての目が潰れやすくなり、プレス温度、圧力の許容範囲が狭く、生産性が悪くなる。また、240℃の溶融粘度が1500Pa・sを超えるような場合、十分に圧密化されず、また、PETへの仮圧着ができない。また、ロール温度を上昇させて改善した場合、PETが変形し始め、安定的な連続製膜が困難となる。
【0041】
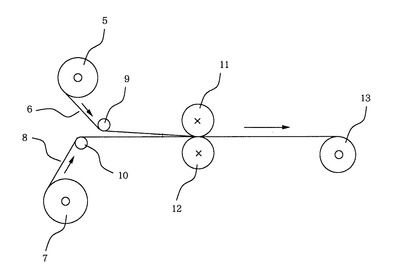
ロールプレス法を行う装置としては、例えば、図2に示す簡易積層装置が挙げられる。
図2において、ETFE不織布原反ロール5からETFE不織布6が送出され、また、PET基材フィルム原反ロール7からPET基材フィルム8が送出される。その後、ETFE不織布6とPET基材フィルム8が金属ロール11とゴムロール12の間で積層され、熱プレスにより圧力が加えられ、圧密化したPET基材フィルム支持圧密化不織布が、巻取りロール13により巻き取られる。このときの熱プレスの温度及び圧力は、上記のものと同様のものが採用される。
【0042】
上記[3]の態様において、繊維間の交点の結着に用いられる溶媒可溶性含フッ素重合体とは、これを溶解できる溶媒が存在する含フッ素重合体をいい、室温で0.1%以上の濃度の溶液として存在しうるものをいう。なお、本明細書でいう溶液には、微視的には含フッ素重合体が分散又は膨潤状態で存在するが巨視的には溶液状に認められる液も含めるものとする。
【0043】
上記結着剤は含フッ素重合体からなるため、不織布の使用環境において化学的耐久性に優れる。含フッ素重合体の炭素原子に結合する水素はすべてフッ素原子に置換された重合体であることが好ましい。また、結着剤で結着された不織布の弾性率、強度が向上することから、溶媒可溶性含フッ素重合体の弾性率は高いほうが好ましい。含フッ素重合体は、室温で105Pa以上の弾性率を有することが好ましく、室温で108Pa以上の弾性率を有することがより好ましい。また、含フッ素重合体のガラス転移温度は、室温以上であることが好ましく、40℃以上であることがより好ましい。
【0044】
本発明のETFE不織布の最大孔径は、100μm以下であることが好ましく、70μm以下であることがより好ましく、40μm以下であることがさらに好ましく、20μm以下であることが特に好ましい。
本発明のETFE不織布の目付量は、1〜300g/m2であることが好ましく、3〜200g/m2であることがより好ましく、5〜150g/m2であることがさらに好ましい。
本発明のETFE不織布の目付量100g/m2あたりの縦方向の強度は、0.5kg/5cm以上であることが好ましく、1.0kg/5cm以上であることがより好ましく、1.5kg/5cm以上であることがさらに好ましい。
【0045】
本発明のETFE不織布に使われるETFEには、酸無水物残基、カルボキシル基、水酸基、エポキシ基、加水分解性シリル基、アルコキシカルボニル基及び酸ハライド基からなる群から選ばれる少なくとも1種の官能基を有するETFEも含まれる。前記官能記を有するETFEは、ETFE繊維表面の親水性を調節したり、他材料と積層したり接着させることによって不織布の特性(耐熱性、耐薬品性、機械的強度、親水性、疎水性、担持させたい物質の接着性、基材との密着性等)を改良する場合に、両者の界面の密着性を高めることができるので好ましい。
【0046】
前記官能基をETFEに導入する方法としては、放射線照射、プラズマ照射、コロナ放電、金属ナトリウムによる化学処理、ETFEを製造する際に前記官能基を導入する方法が好ましい。ETFEを製造する際に前記官能基を導入する方法としては、(1)ETFEを重合する際に前記官能基を有するコモノマーを共重合させる方法、(2)前記官能基を有する重合開始剤又は連鎖移動剤の存在下にETFEを重合し、重合体末端に前記官能基を導入する方法、(3)前記官能基を有するコモノマーとETFEとを混錬した後、放射線照射する方法、(4)前記官能基を有するコモノマー、ETFE及びラジカル開始剤とを混錬した後、溶融押出しすることにより当該官能基を有するコモノマーをフッ素樹脂にグラフト重合する方法等が挙げられる。
【0047】
このうち好ましくは、特開2004−238405号公報に記載のように、含フッ素モノマーと、官能基を有するコモノマー、例えば無水イタコン酸、無水シトラコン酸等の環状の酸無水物と不飽和結合とを有するモノマー(以下、酸無水物モノマーともいう。)を共重合させる方法である。官能基を有するコモノマーとしては、無水イタコン酸又は無水シトラコン酸が好ましく、無水イタコン酸がより好ましい。
【0048】
ETFEにおける前記官能基の含有量は、好ましくは0.01〜10モル%((前記官能基のモル数/重合体の全繰り返し単位モル数)×100%、以下同じ。)、より好ましくは0.05〜5モル%、最も好ましくは0.1〜3モル%である。前記官能基の量が0.01モル%より少ない場合は、本発明の効果を奏することができないおそれがあり、10モル%より多い場合は、当該フッ素樹脂の物理的特性自体を低下させるおそれがあり好ましくない。
ETFEと他材料を複合化する場合は、少なくとも1種以上のETFE(分子量、組成若しくは含有する官能基が異なる)と、他材料とを複合化することが好ましく、複合化する他材料は、2種以上であっても良い。他材料としては、樹脂などが挙げられる。
【0049】
前記ETFE不織布と複合化する樹脂としては、熱可塑性樹脂若しくは熱可塑性エラストマーが好ましい。熱可塑性樹脂としては、ポリエチレン樹脂(高密度ポリエチレン樹脂、中密度ポリエチレン樹脂、低密度ポリエチレン樹脂、超低密度ポリエチレン樹脂)、ポリプロピレン樹脂、ポリブテン樹脂、ポリブタジエン樹脂、α−オレフィン−エチレン共重合体樹脂等のオレフィン系樹脂;ポリブチレンテレフタレート樹脂、ポリエチレンテレフタレート樹脂、ポリエチレンイソフタレート樹脂、ポリエチレンナフタレート樹脂等のポリエステル系樹脂;熱可塑性ポリウレタン樹脂等のポリウレタン系樹脂;ポリ酢酸ビニル樹脂、エチレン/酢酸ビニル樹脂等のポリ酢酸ビニル系樹脂;ポリビニルアルコール樹脂、ビニルアルコール/エチレン共重合体樹脂等のポリビニルアルコール系樹脂;ポリ塩化ビニル樹脂、ポリ塩化ビニリデン樹脂、塩化ビニル/塩化ビニリデン共重合体樹脂等のポリ塩化ビニル系樹脂;ポリアクリル酸メチル樹脂、ポリアクリル酸エチル樹脂、ポリメタクリル酸メチル樹脂、ポリメタクリル酸エチル等のポリ(メタ)アクリレート樹脂;ポリスチレン樹脂、ポリα−メチルスチレン樹脂等のポリスチレン系樹脂;ポリアクリロニトリル樹脂、ポリメタクリロニトリル樹脂、アクリロニトリル/スチレン共重合体樹脂、メタクリロニトリル/スチレン共重合体樹脂、メタクリロニトリル/スチレン/ブタジエン共重合体樹脂等のポリニトリル系樹脂、ナイロン11樹脂、ナイロン12樹脂、ナイロン610樹脂、ナイロン612樹脂、ナイロン66樹脂、ナイロン46樹脂等のポリアミド系樹脂;ポリイミド樹脂等のポリイミド系樹脂、ポリカーボネート樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルイミド樹脂、ポリエーテルケトン樹脂、ポリエーテルスルホン樹脂、ポリチオエーテルスルホン樹脂、ポリエーテルニトリル樹脂、ポリフェニレンエーテル樹脂等が挙げられる。
【0050】
また、熱可塑性エラストマーとしては、ポリエーテル系又はポリエステル系等のポリウレタン系熱可塑性エラストマー;エチレン/プロピレン共重合体エラストマー、エチレン/プロピレン/ジエン共重合体エラストマー等のポリオレフィン系熱可塑性エラストマー;ポリエステル系熱可塑性エラストマー;スチレン/エチレン/ブチレンブロック共重合体エラストマー、スチレン/エチレン/プロピレンブロック共重合体エラストマー、スチレン/イソプレン共重合体エラストマー等のポリスチレン系熱可塑性エラストマー;ポリアミド系熱可塑性エラストマー等が挙げられる。
【0051】
また、本発明のETFE不織布は、他素材との共押出成形による積層繊維素材としてもよい。また、本発明のETFE不織布と、本発明のETFE不織布以外の不織布、織布、フィルム、シートなどと複層化を行い複層繊維素材としてもよい。
本発明のETFE不織布(本発明の官能基を導入したETFE不織布も含む。)や、さらに本発明のETFE不織布と他の素材との積層繊維素材、複層繊維素材は、例えば、電池用セパレーター、水処理膜、メンブレンバイオリアクター用分離膜、ガス分離膜、オイルフィルター、自動車/機器内蔵フィルター、マスク/ウェットワイパー、吸音/断熱/難燃材、研磨材、プリント基板材/フレキシブルプリント回路(FPC)基材、医療用ファブリック材、フィルター、保温材、透湿防水素材、防炎素材等として特に有用な極細繊維不織布として用いることもできる。
【0052】
ETFEの特徴としては、産業用ロボット用の細径電線の被覆などとして必要とされる、繰り返し応力に対する高い耐性や、細径成形物の垂直方向に破断起点を加えて折り曲げ負荷を加えた場合でも破断に至らないという、いわゆる高いカットスルー抵抗特性や、高温耐久特性や、その他の機械的強度などが挙げられる。
本発明のETFE不織布に用いるETFEは、240℃で測定した溶融粘度が100Pa・s超〜1500Pa・s以下という高溶融流動性を有するものであり、このETFEを用いた本発明のETFE不織布は、平均繊維径が細くても十分な機械的に強い繊維特性を有している。
【0053】
特にメルトブローン法にて、不織布を製造する場合は、前述したように、不織布を構成するETFE繊維を非常に細くすることが可能になる。
一般的な樹脂を用いて、メルトブローン法で不織布を形成したとしても、平均繊維径がせいぜい5μm程度(細くても3μm程度)の不織布しか製造することができない。また、平均繊維系が3μm以下の細い繊維を製造しようとすると、成形ノズル出口付近で繊維が切れることが多くなり、フライと呼ばれる綿状の短繊維会合物が浮遊するなど歩留まりが低下し生産性が大幅に悪くなる。それに対し、本発明のように高溶融流動性を有するETFEを用いることで、0.8μmという極めて細い平均繊維径を有する不織布を、生産性高く製造することが可能となることから極細径の不織布を生産する場合のコストを抑えることができる。
【0054】
本発明のETFE不織布は、このように細い平均繊維径であっても個々のETFE繊維のもつ弾性率と強度により、不織布の厚さが2μm以上あれば不織布として自立し単体で取り扱うことができ、薄くても十分な機械的強度を有する。また、酸アルカリに耐食性をもち、160℃程度までの高温に耐えることができる不織布である。
【0055】
また、本発明のETFE不織布は、2次電池用のセパレータとして用いることができる。
従来、ニッケル水素電池、ニッケルカドミウム電池のセパレーターとしては、ポリエチレン/ポリプロピレン混合紡糸形の不織布が一般的に用いられている。
また、従来、リチウムイオン2次電池のセパレーターとしては、ポリマー微孔膜系(犠牲物質を加えてシート成形後、犠牲物質を溶かして微孔化した隔膜)が一般的に用いられている。
【0056】
また、従来、4.0V系のリチウムイオン2次電池のセパレータとしては、PTFE延伸多孔体も用いられている。PTFE延伸多孔体は、耐食性、高温特性に優れるが、大規模な製造装置が必要となると共にそれぞれが工程が複雑化し、かつ製造工程数が多くなり高価になる。
さらに、従来、リチウムイオン2次電池のセパレータとして、耐熱性の高いアラミド繊維系の不織布を用いる試みもなされているが、アラミド繊維系の不織布は、厚みが厚いため、携帯機器用途で一般的に用いられる4.0V系には適用が難しく、2.5V系への適用の検討が行われている。
【0057】
本発明のETFE不織布は、ETFEを用いていることから、フッ素系特有の高い薄物成形性、耐食性、耐温性等を有し、さらに、PTFE延伸多孔体を用いたセパレータよりも少ない製造工程数で作製することができることから、低コスト化が可能である。また、本発明のETFE不織布は、上述したように、不織布の厚さを薄くしても、十分な機械的強度を有する。
従って、本発明のETFE不織布をセパレータとして用いたリチウムイオン2次電池は、従来のリチウムイオン2次電池のセパレータに用いられている不織布に比べ、十分な機械的強度を有しつつセパレータの厚みを薄くすることができることから、リチウム2次電池の小型化が可能になる。さらに、酸アルカリに耐食性をもち、160℃程度までの高温に耐える高い耐久性能を有しつつ低コスト化を達成することが可能になる。
【実施例】
【0058】
以下、実施例により本発明を具体的に説明するが、本発明の技術的範囲がこれに限定されるものではない。なお、ETFEの溶融粘度、組成、融点、並びにETFE不織布の目付量、平均繊維径、引張強度及び最大孔径は以下の方法により測定した。
〔溶融粘度の測定(Pa・s)〕
東洋精機製作所社製の炉内径9.55mmの溶融流動性測定装置「キャピログラフ」に直径1mm、長さ10mmのオリフィスをセットし、シリンダー温度240℃、ピストンスピード10mm/分の条件で溶融したETFEを押し出し、溶融粘度を測定した。
【0059】
〔ETFE組成(モル%)〕
全フッ素量測定及び溶融19F−NMR測定の結果より算出した。
〔融点(℃)〕
走査型示差熱分析器(セイコーインスツルメンツ社製、DSC220CU)を用いて、空気雰囲気下に室温から300℃まで10℃/分で加熱した際の吸熱ピークから求めた。
〔不織布の目付量、平均繊維径〕
不織布に粘着剤付きのPET製フィルムを押し付け、不織布を移しとり、その移しとった面積とその重量増加量とから不織布の目付量を測定した。また、断面顕微鏡写真から不織布の繊維の直径を測定し、平均繊維径を算出した。
【0060】
〔不織布の引張強度〕
結着された不織布を形成後1時間以内に、幅50mm長さ80mmに裁断し、チャック間60mm、引張速度30mm/分で、引張り試験を実施し、不織布の引張強度を測定した。
〔不織布の微細孔の最大孔径〕
ASTM F316−86、JIS K3832に準拠した細孔径分布測定器(PMI社製、パームポロメータ)を用いて不織布の微細孔の最大孔径を測定した。
【0061】
〔合成例1〕
(1)内容積が94リットルの撹拌機付き重合槽を脱気し、1,3−ジクロロ−1,1,2,2,3−ペンタフルオロプロパン(旭硝子社製AK225cb、以下「AK225cb」という。)87.3kg、CH2=CH(CF2)4Fの860gを仕込み、撹拌しながら重合槽内を66℃に昇温し、TFE/E=89/11(モル比)の混合ガスを重合槽の圧力が1.4MPaGになるまで導入し、重合開始剤としてtert−ブチルパーオキシピバレートの1質量%AK225cb溶液の677gを仕込み、重合を開始させた。
重合中圧力が一定になるように組成TFE/E=60/40(モル比)の混合ガス及び前記混合ガスに対して3.3mol%に相当する比率でCH2=CH(CF2)4Fを連続的に仕込んだ。重合開始8時間後、モノマー混合ガスの7.1kgを仕込んだ時点で、重合槽内温を室温まで降温するとともに常圧までパージした。
【0062】
(2)得られたスラリ状のETFEを、水の77kgを仕込んだ200Lの造粒槽に投入し、ついで撹拌しながら105℃まで昇温し溶媒を留出除去しながら造粒した。得られた造粒物を150℃で5時間乾燥することにより、7.0kgのサンプルETFE(以下、「ETFE1」とする。)を得た。
当該ETFE1のポリマー組成は、TFEに基づく繰返し単位/Eに基づく繰返し単位/CH2=CH(CF2)4Fに基づく繰返し単位=57.2/40.3/2.5モル%、また、融点は223℃、240℃の溶融粘度は110Pa・sであった。
【0063】
〔合成例2〕
(1)真空引きした430リットルのステンレス製オートクレーブに、CF3(CF2)5Hの164.8kg、AK−225cbの168.0kg、CH2=CH(CF2)4Fの3.37kg、脱イオン水の89kgを仕込み、撹拌しながら重合槽内を65℃まで昇温し、TFE/E=89/11(モル比)の混合ガスを1.4MPaGになるまで導入し、50質量%tert−ブチルパーオキシピバレートのAK−225cb溶液をCF3(CF2)5Hでtert−ブチルパーオキシピバレートが1質量%になるように希釈した溶液を40.1g仕込んで重合を開始した。重合中は、圧力が1.4MPaGとなるようにTFE/E=59/41(モル比)の混合ガス及び前記混合ガスに対して3.3モル%に相当する量のCH2=CH(CF2)4Fを連続的に添加し、テトラフルオロエチレン/エチレン混合ガスを30kg仕込んだ後にオートクレーブを冷却し、残留ガスをパージし、重合を終了させた。重合に要した時間は420分であった。
【0064】
(2)得られたETFEのスラリーを850リットルの造粒槽へ移し、250Lの水を加えて攪拌しながら加熱し、重合溶媒や残留モノマーを除去し、粒状のサンプルETFE(以下、「ETFE2」)を33kg得た。
ETFE2のポリマー組成は、TFEに基づく繰返し単位/E に基づく繰返し単位/CH2=CH(CF2)4Fに基づく繰返し単位=57.9/39.1/3.0モル%であり、また、融点は230℃、240℃の溶融粘度は1000Pa・sであった。
【0065】
〔合成例3〕
CF3(CF2)5Hの192.4kg、AK−225の141.7kg、50wt%tert−ブチルパーオキシピバレートのAK−225cb溶液をCF3(CF2)5Hでtert−ブチルパーオキシピバレートが1wt%になるように希釈した溶液の45gを仕込む以外は重合例2と同様にして、粒状のETFE(以下、「ETFE3」)が29kg得られた。重合に要した時間は390分であった。
ETFE3のポリマー組成は、TFEに基づく繰返し単位/E に基づく繰返し単位/CH2=CH(CF2)4Fに基づく繰返し単位=57.7/39.2/3.1モル%であり、また、融点は230℃、240℃の溶融粘度は1250Pa・sであった。
【0066】
〔合成例4〕
ETFE1をETFE(A)として用い、一般的なETFE(旭硝子社製、商品名:FLUON・LM−ETFE・LM−720A、融点:228℃、溶融粘度:2587Pa・s、(以下、「LM−720」という。)をETFE(B)として用い、ETFE1/LM−720=85/15(質量比)の割合で混合し、単軸押出機(田辺プラスチック(株)製、φ20mm)を用いて230℃で溶融混練し、溶融粘度が200Pa・sのペレット状のETFE4を得た。
【0067】
〔実施例1〕
口径30mmの単軸押出機(L/D=24:田辺プラスチック(株)製)に、図1に示す流量調整構造と加熱エアー導入構造をもつ特殊ダイを取り付け、その先端部に有効幅10cmに、内径300μmの円形吐出口10本を直線状に配し、その配列方向と平行に、吐出樹脂に延伸応力がかかるように加熱エアーを500μmのスリットから噴出させることが可能なメルトブロー不織布製造用特殊ノズル(化繊ノズル社製)を用い、ETFE1を用い、ダイ温度360℃、延伸用ホットエアーを温度360℃で、ノズル1cm当たり3Nm3/hrの流量で噴出、ガス吸引口に設置せしめたステンレス鋼製メッシュ(20メッシュ)上に不織布を形成した。このとき、押出機は、5rpmで回転させ、メルトブローノズルからは、およそ0.3g/分の流量で樹脂が吐出していた。
【0068】
ステンレス鋼製メッシュを連続的に1m/分の速度で一方向に駆動せしめ、その上に幅約5cmの不織布連続体を形成し、100g/m2の不織布を作製した。
この不織布は若干強度は低いものの、内径3インチ、肉厚7mmの紙管に巻き取ることができ、長さ3mのロール状不織布連続体を得た。
【0069】
次に、図2の簡易積層装置を用いて、市販の100μm厚みのポリエチレンテレフタレートフィルムと積層、圧密化することができた。なお、圧密化の際の金属ロール温度およびゴムロール温度は170℃、ロール加圧の圧力は600mmのロール面長に対して1kg/mであり、連続フィルム体の挿入速度は0.15m/分であった。
得られたETFE不織布の平均繊維径は1.16μm、目付量は100g/m2、目付量100g/m2あたりの縦方向の強度は2.7kg/5cm、最大孔径は2.8μmであった。
【0070】
〔実施例2〕
実施例1と同様のETFE1を用い、同じ成形条件にてロール状不織布連続体を作製した。
次に、この不織布を、簡易的に熱プレス機にて(190℃、2MPa)、圧密化した。得られた不織布の平均繊維径は1.47μm、目付量は100g/m2、目付量100g/m2あたりの縦方向の強度は6.1kg/5cm、最大孔径は3.1μmであった。
【0071】
〔実施例3〕
ETFE4を用い、ダイ温度340℃、延伸用ホットエアー温度360℃に設定し、その他の成形条件は同じで、ロール状不織布連続体を作製した。
次に、この不織布を、簡易的に熱プレス機にて(160℃、1MPa)、圧密化した。得られた不織布の平均繊維径は1.98μm、目付量は39g/m2、目付量100g/m2あたりの縦方向の強度は2.3kg/5cm、最大孔径は12.6μmであった。
【0072】
〔実施例4〕
ETFE2を用い、実施例3と同じ成形条件にてロール状不織布連続体を作製した。
次に、この不織布を、簡易的に熱プレス機にて(160℃、1MPa)、圧密化する。得られた不織布の平均繊維径は6.6μm、目付量は40g/m2、目付量100g/m2あたりの縦方向の強度は2.9kg/5cm、最大孔径は13.2μmであった。
【0073】
〔実施例5〕
ETFE3を用い、実施例3と同じ成形条件にてロール状不織布連続体を作製した。
次に、この不織布を熱プレスにより(160℃、1MPa)、圧密化する。得られた不織布の平均繊維径は5.26μm、目付量は120g/m2、目付量100g/m2あたりの縦方向の強度は2.2kg/5cm、最大孔径は8.3μmであった。
【0074】
〔比較例1〕
一般成形用ETFE(旭硝子社製、商品名:FLUON・LM−ETFE・LM−740A、融点:228℃、240℃の溶融粘度:1750Pa・s)を用い、実施例3と同じ成形条件にてロール状不織布連続体を作製した。
次に、この不織布を熱プレスにより(190℃、2MPa)、圧密化する。得られた不織布の平均繊維径は10μm、目付量は100g/m2、目付量100g/m2あたりの縦方向の強度は6.4kg/5cm、最大孔径は16.9μmであった。
実施例1同様に、図2の簡易積層装置を用いて、市販の100μm厚みのポリエチレンテレフタレートフィルムと積層、圧密化を試みた。しかし、同条件では十分に圧密化されず、また、PETへの仮圧着もできなかった。ロール温度を上昇させても、状況は改善されず、金属ロール温度が、230℃をこえると、PETが変形し始め、安定的な連続製膜が困難であった。
【産業上の利用可能性】
【0075】
本発明のETFE不織布は、電池用セパレーター、水処理膜、メンブレンバイオリアクター用分離膜、ガス分離膜、オイルフィルター、自動車/機器内蔵フィルター、マスク/ウェットワイパー、吸音/断熱/難燃材、研磨材、プリント基板材/フレキシブルプリント回路(FPC)基材、医療用ファブリック材、フィルター、保温材、透湿防水素材、防炎素材等として特に有用な極細繊維不織布として利用できる。
【図面の簡単な説明】
【0076】
【図1】メルトブロー不織布製造装置で用いられるノズル断面の一形態を示す断面図である。
【図2】不織布と基材フィルムの簡易積層装置の概略図である。
【符号の説明】
【0077】
1:ETFE
2:気体
3:紡糸ノズルの吐出孔
4:気体放出ノズルの吐出孔
5:ETFE不織布原反ロール
6:ETFE不織布
7:PET基材フィルム原反ロール
8:PET基材フィルム
9:ガイドロール
10:ガイドロール
11:金属ロール
12:ゴムロール
13:PET基材フィルム支持圧密化不織布巻取りロール
【技術分野】
【0001】
本発明は、エチレン/テトラフルオロエチレン共重合体の不織布に関する。
【背景技術】
【0002】
フィルターや電解質膜の補強等に適した繊維素材として、不織布が使用されている。
不織布のポリマー材料としては、ポリプロピレン樹脂、ポリエステル樹脂、ポリアミド樹脂といった汎用素材が中心であったが、耐熱性、耐薬品性、非粘着性、クリーン性に優れるフッ素樹脂が、半導体分野での空気清浄超高性能フィルターや薬液フィルター、公害環境対策等でのフィルターバグ等の材料として提案されている。
そのフッ素樹脂として、ポリテトラフルオロエチレン(PTFE)樹脂を延伸し裁断繊維化後ウォータージェット法やニードルパンチ法で不織布とする方法があるが、繊維が互いに融着していないので、強度が充分でなかった。
【0003】
一方、熱可塑性フッ素樹脂をメルトブロー法で不織布の成形体を得る場合は、極細繊維化が困難であったり、得られた不織布の強度が劣るという問題がある。
エチレン−クロロトリフルオロエチレン共重合体を用いメルトブロー法で不織布を製造することが開示されている(特許文献1を参照。)。しかし、得られる不織布は耐薬品性、撥水性、防汚性、離型性などにおいて不充分であった。
また、低溶融粘度のテトラフルオロエチレン系共重合体からメルトブロー法によって不織布を製造することが提案されている(特許文献2を参照。)。しかし、該テトラフルオロエチレン系共重合体の溶融粘度が低すぎるため、成形性が充分でない。また、生産時のハンドリング性が不十分となったり、得られる不織布の平均繊維径が細くなりすぎて、強度が低いという問題がある。また、強度を高くするために、不織布の平均繊維径を太くすると、微粒子除去フィルターに用いた場合、最大孔径が大きくなり、微粒子除去能力が充分でなかった。
【0004】
一方、一般成形用のエチレン/テトラフルオロエチレン共重合体からメルトブロー法により不織布を製造すると、該エチレン/テトラフルオロエチレン共重合体の溶融粘度が高いため、不織布の平均繊維径が太くなり、微粒子除去フィルターに用いた場合、最大孔径が大きくなり、微粒子除去能力が充分でなかった。
【0005】
【特許文献1】特開平7−229048号公報
【特許文献2】特開2002−266219号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の目的は、耐熱性、耐薬品性に優れ、繊維径が細く、機械的強度に優れ、最大孔径が小さい不織布を提供することである。
【課題を解決するための手段】
【0007】
本願発明は、以下の構成を有するエチレン/テトラフルオロエチレン共重合体の不織布を提供する。
[1]240℃で測定した溶融粘度が100Pa・s超〜1500Pa・s以下であるエチレン/テトラフルオロエチレン共重合体の連続繊維が相互に融着している不織布であることを特徴とするエチレン/テトラフルオロエチレン共重合体の不織布。
[2]前記連続繊維の平均繊維径が0.01〜5μmである請求項1に記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【0008】
[3]前記不織布の最大孔径が100μm以下である[1]又は[2]に記載のエチレン/テトラフルオロエチレン共重合体の不織布。
[4]前記不織布の目付量が、1〜300g/m2である[1]〜[3]のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
[5]前記不織布の目付量100g/m2あたりの縦方向の強度が、0.5kg/5cm以上である[1]〜[4]のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
[6]前記不織布がメルトブロー法を用いて製造される[1]〜[5]のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【0009】
[7]前記エチレン/テトラフルオロエチレン共重合体が、テトラフルオロエチレンに基づく繰り返し単位、エチレンに基づく繰り返し単位、及び、一般式CH2=CX(CF2)nY(式中、X及びYは、それぞれ独立に、水素原子又はフッ素原子であり、nは2〜8の整数である。)で表される含フッ素オレフィンに基づく繰り返し単位を含有し、前記テトラフルオロエチレンに基づく繰り返し単位/エチレンに基づく繰り返し単位のモル比が、90/10〜35/65であり、前記含フッ素オレフィンに基づく繰返し単位の含有量が、該エチレン/テトラフルオロエチレン共重合体の全繰返し単位中において、0.01〜10モル%である[1]〜[6]のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【0010】
[8]前記テトラフルオロエチレンに基づく繰り返し単位/エチレンに基づく繰り返し単位のモル比が、75/25〜55/45であり、前記含フッ素オレフィンに基づく繰返し単位の含有量が、該エチレン/テトラフルオロエチレン共重合体の全繰返し単位中において、0.4〜4モル%である[7]に記載のエチレン/テトラフルオロエチレン共重合体の不織布。
[9]前記連続繊維の相互の融着が、該連続繊維の不織布を熱プレスして、繊維間の交点を融着するものである[1]〜[8]のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【発明の効果】
【0011】
本発明のエチレン/テトラフルオロエチレン共重合体の不織布は、高溶融流動性のエチレン/テトラフルオロエチレン共重合体を原料とすることから、不織布の生産性に優れる。また、耐熱性、耐薬品性に優れ、平均繊維径が細く、機械的強度に優れ、最大孔径が小さい不織布を提供することができる。
【発明を実施するための最良の形態】
【0012】
(溶融粘度)
本発明において、不織布を構成するエチレン/テトラフルオロエチレン共重合体(以下、ETFEという。)は、240℃で測定した溶融粘度が100Pa・s超〜1500Pa・s以下であり、100〜1300Pa・sであることがより好ましい。
ETFEの溶融粘度がこの範囲内であれば、高溶融流動性を有し、不織布の形成時の生産性に優れる。
前記ETFEは、基本的には、溶融粘度が低いETFEを用いることが好ましい。
なお、前記ETFEは、1種で用いても良いし、2種以上の混合物を用いても良い。
【0013】
2種以上のETFEの混合物は、ETFE混合物の240℃で測定した溶融粘度が前記範囲であれば、溶融粘度の低いETFEと溶融粘度の高いETFEの混合物であってもよい。例えば、240℃で測定した溶融粘度が60〜400Pa・sであるエチレン/テトラフルオロエチレン共重合体(A)(以下、ETFE(A)という。)と、240℃で測定した溶融粘度が600〜10000Pa・sであるエチレン/テトラフルオロエチレン共重合体(B)(以下、ETFE(B)という。)とを、(A)/(B)=50/50〜99/1の質量比で混合したETFEであることも好ましい。
【0014】
より好ましくはETFE(A)の240℃で測定した溶融粘度は80〜300Pa・sであり、ETFE(B)の240℃で測定した溶融粘度は1000〜7000Pa・sである。ETFE(A)またはETFE(B)の溶融粘度がこれより高すぎると、十分な溶融流動性が得られず、一方、溶融粘度がこれより低すぎると、得られる成形体の引張伸度が十分でない場合がある。
また、ETFE(A)/ETFE(B)の混合質量比は、好ましくは60/40〜97/3であり、より好ましくは70/30〜95/5である。
【0015】
(溶融粘度の測定)
本発明における範囲の溶融粘度(溶融流動性)は、キャピラリー流動性測定装置(キャピラリーレオメータ)によって測定することが好ましい。これは、溶融した樹脂を、一定速度で押出してキャピラリーを通過させ、押し出すのに要する応力を測定することにより求めるものである。ETFEの溶融粘度が低いと、当該ETFEの分子量が低く、その溶融粘度が高いと当該ETFEの分子量が高いことを意味する。
【0016】
本発明におけるETFEの溶融流動性は、例えば後記実施例に記載のごとく、東洋精機製作所社製の炉内径9.55mmの溶融流動性測定装置「キャピログラフ」に直径1mm、長さ10mmのオリフィスをセットし、シリンダー温度240℃、ピストンスピード10mm/分の条件で測定する。
ここで、ETFEを溶融させる温度は、当該ETFEの融点よりも5〜30℃高い温度が好ましい。この温度よりも低い条件で測定するとETFEが十分に溶融せず、測定が困難となり、この温度よりもあまり高い条件で測定すると、ETFEの粘度が低すぎて溶融ETFEが短時間にオリフィスから流出してしまい測定が困難となる。
【0017】
(融点)
本発明において用いるETFEの融点は120〜240℃が好ましく、150〜240℃がより好ましく、180〜240℃が最も好ましい。
本発明におけるETFEの融点は、後記実施例に示すように、走査型示差熱分析器(セイコーインスツルメンツ社製、DSC220CU)を用いて、空気雰囲気下に室温から300℃まで10℃/分で加熱した際の吸熱ピークから求めたものである。
【0018】
(ETFEの共重合組成)
ETFEとしては、テトラフルオロエチレン(以下、「TFE」と称する場合がある。)に基づく繰返し単位とエチレン(以下、「E」と称する場合がある。)に基づく繰返し単位を含有し、その含有比(モル比)が90/10〜35/65が好ましく、80/20〜45/55がより好ましく、75/25〜55/45が最も好ましい。
(TFEに基づく繰返し単位)/(Eに基づく繰返し単位)のモル比が極端に大きいと、当該ETFEの耐熱性、耐候性、耐薬品性、薬液透過防止性等が低下する場合があり、一方、当該モル比が極端に小さいと、機械的強度、溶融成形性等が低下する場合がある。この範囲にあると、当該ETFEが、耐熱性、耐候性、耐薬品性、薬液透過防止性、機械的強度、溶融成形性等に優れたものとなる。
【0019】
また、ETFEには、上記Eに基づく繰返し単位及びTFEに基づく繰返し単位に加えて、その本質的な特性を損なわない範囲で他のモノマーに基づく繰返し単位の1種類以上を含んでもよい。
【0020】
他のモノマーとしては、プロピレン、ノルマルブテン、イソブテン等のα−オレフィン類;CH2=CX(CF2)nY(ここで、X及びYは独立に水素原子又はフッ素原子であり、nは2〜8の整数である。)で表される化合物;フッ化ビニリデン(VDF)、フッ化ビニル(VF)、トリフルオロエチレン、ヘキサフルオロイソブチレン(HFIB)等の不飽和基に水素原子を有するフルオロオレフィン;ヘキサフルオロプロピレン(HFP)、クロロトリフルオロエチレン(CTFE)、パーフルオロ(メチルビニルエーテル)(PMVE)、パーフルオロ(エチルビニルエーテル)(PEVE)、パーフルオロ(プロピルビニルエーテル)(PPVE)、パーフルオロ(ブチルビニルエーテル)(PBVE)、その他パーフルオロ(アルキルビニルエーテル)(PAVE)等の不飽和基に水素原子を有しないフルオロオレフィン(ただし、TFEを除く。)等が挙げられる。他のモノマーは1種又は2種以上を用いることができる。
【0021】
ETFEにおける他のモノマーに基づく繰返し単位の含有量は、ETFEの全繰返し単位中において、0.01〜20モル%であることが好ましく、0.1〜15モル%であることがより好ましく、1〜10モル%であることがさらに好ましい。
【0022】
他のモノマーとしては、なかでも、前記一般式CH2=CX(CF2)nYで表される化合物(以下、「FAE」という。)を使用することが好ましい。FAEは、上記のとおり、一般式CH2=CX(CF2)nY(ここで、X、Yはそれぞれ独立に水素原子又はフッ素原子であり、nは2〜8の整数である。)で表される化合物である。式中のnが2未満であるとETFEの特性が不十分(例えば、ETFE形成体のストレスクラック発生等)となる場合があり、一方、式中のnが8を超えると重合反応性の点で不利になる場合がある。
【0023】
FAEとしては、CH2=CF(CF2)2F、CH2=CF(CF2)3F、CH2=CF(CF2)4F、CH2=CF(CF2)5F、CH2=CF(CF2)8F、CH2=CF(CF2)2H、CH2=CF(CF2)3H、CH2=CF(CF2)4H、CH2=CF(CF2)5H、CH2=CF(CF2)8H、CH2=CH(CF2)2F、CH2=CH(CF2)3F、CH2=CH(CF2)4F、CH2=CH(CF2)5F、CH2=CH(CF2)8F、CH2=CH(CF2)2H、CH2=CH(CF2)3H、CH2=CH(CF2)4H、CH2=CH(CF2)5H、CH2=CH(CF2)8H等が挙げられる。FAEは1種又は2種以上を用いることができる。
なかでも、CH2=CH(CF2)nYで表される化合物がより好ましく、その場合、式中のnは、n=2〜6であることが、その成形体が耐ストレスラック性に優れるのでさらに好ましく、n=2〜4が最も好ましい。
【0024】
ETFEにおけるFAEに基づく繰返し単位の含有量は、ETFEの全繰返し単位中において、0.01〜10モル%であることが好ましく、0.1〜7モル%であることがより好ましく、0.4〜4モル%であることがさらに好ましい。FAEの含有量が前記の値未満であると、ETFEから形成される成形体の耐ストレスクラック性が低下し、ストレス下において割れる等の破壊現象が発生する場合があり、前記の値を超えると、当該組成物の機械的強度が低下する場合がある。
【0025】
(ETFEの製法)
本発明に用いるETFEを製造する方法としては、(1)重合時に分子量を調整する方法、(2)重合により得られたETFEを熱や放射線といったエネルギーを加えることにより分子を切断し低粘度化する方法、(3)重合して得られたETFEの分子鎖をラジカルによって化学的に切断して製造する方法、具体的にはETFEと有機過酸化物を押出機で溶融混練しETFEの分子鎖を発生ラジカルにより切断・低粘度化する方法がある。原理的にはいずれの方法も適用可能であるが、(2)〜(3)の方法の場合は、ETFE中の切断部位にカルボニル基等の活性な官能基が生成し望ましくない接着性等が生じやすい問題がある。したがって、(1)の方法が得られるETFE中にこのような活性な官能基が生成しないため、及び生産性が高いため、最も好ましい。
【0026】
本発明におけるETFEの重合方法としては、特に制限はなく、エチレン及びテトラフルオロエチレン、並びに必要に応じて他のモノマーを反応器に装入し、一般に用いられているラジカル重合開始剤、連鎖移動剤を用いて共重合させる方法が採用できる。重合方法の例としては、それ自身公知の、塊状重合;重合媒体としてフッ化炭化水素、塩化炭化水素、フッ化塩化炭化水素、アルコール、炭化水素等の有機溶媒を使用する溶液重合;重合媒体として水性媒体及び必要に応じて適当な有機溶剤を使用する懸濁重合;重合媒体として水性媒体及び乳化剤を使用する乳化重合が挙げられるが、ラジカル重合開始剤、連鎖移動剤、重合媒体の存在下に、含フッ素モノマーであるエチレン及びテトラフルオロエチレン、並びに必要に応じて他のモノマーを共重合させる溶液重合が最も好ましい。重合は、一槽ないし多槽式の撹拌型重合装置、管型重合装置等を使用し、回分式又は連続式操作として実施することができる。
【0027】
ラジカル重合開始剤としては、半減期が10時間である温度が0〜100℃である開始剤が好ましく、20〜90℃である開始剤がより好ましい。例えば、アゾビスイソブチロニトリル等のアゾ化合物;ジイソプロピルパーオキシジカーボネート等のパーオキシジカーボネート;tert−ブチルパーオキシピバレート、tert−ブチルパーオキシイソブチレート、tert−ブチルパーオキシアセテート等のパーオキシエステル;イソブチリルパーオキシド、オクタノイルパーオキシド、ベンゾイルパーオキシド、ラウロイルパーオキシド等の非フッ素系ジアシルパーオキシド;(Z(CF2)pCOO)2(ここで、Zは水素原子、フッ素原子又は塩素原子であり、pは1〜10の整数である。)等の含フッ素ジアシルパーオキシド;過硫酸カリウム、過硫酸ナトリウム、過硫酸アンモニウム等の無機過酸化物等が挙げられる。
【0028】
重合媒体としては、上記したようにフッ化炭化水素、塩化炭化水素、フッ化塩化炭化水素、アルコール、炭化水素等の有機溶媒、水性媒体等が挙げられる。
連鎖移動剤としては、メタノール、エタノール等のアルコール;1,3−ジクロロ−1,1,2,2,3−ペンタフルオロプロパン、1,1−ジクロロ−1−フルオロエタン等のクロロフルオロハイドロカーボン;ペンタン、ヘキサン、シクロヘキサン等のハイドロカーボン等が挙げられる。連鎖移動剤の添加量は、通常重合媒体に対して、0.01〜100質量%程度である。連鎖移動剤の濃度を調節することにより、得られるETFEの溶融粘度(分子量)を調節することができる。すなわち、連鎖移動剤の濃度を高くするほど低分子量のETFEが得られる。
【0029】
特に本発明において好ましく使用される分子量の低いETFEを製造する場合は、通常連鎖移動剤として用いる1,3−ジクロロ−1,1,2,2,3−ペンタフルオロプロパンを重合媒体として用いることが好ましい。
重合条件は特に限定されるものではないが、重合温度は通常0〜100℃が好ましく、20〜90℃がより好ましい。また重合圧力は0.1〜10MPaが好ましく、0.5〜3MPaがより好ましい。重合圧力が上記範囲で高くなるほど得られる重合体は高分子量化し、溶融粘度が高くなるので、重合圧力を調整することにより溶融粘度を調節することができる。重合時間は重合温度及び重合圧力等により変わりうるが、通常1〜30時間が好ましく、2〜10時間がより好ましい。
【0030】
重合反応終了時における重合媒体に対するETFEの量は、通常0.03〜0.2g/cm3程度であるが、この濃度によりETFEの分子量を調整することもできる。すなわち、上記範囲で低ETFE濃度とするほど、低分子量のETFEが得られる。
上記したETFE(A)とETFE(B)についても、上記と同様に製造できる。
(ETFE(A)とETFE(B)の混合)
本発明におけるETFEが、ETFE(A)とETFE(B)との混合物である場合には、単軸若しくは二軸の押出機にETFE(A)及び(B)を所望の質量比で投入、溶融し、両樹脂を充分に溶融混練することが好ましい。
溶融混練温度は、120〜360℃が好ましい。
【0031】
(不織布の製造方法)
本発明のETFEの不織布の製造方法としては、スパンボンド法やメルトブロー法などの連続繊維で製造される一般の不織布製造法が適用できる。中でも、メルトブロー法は、ETFEの繊維の形成と不織布状物の形成をほぼ同時に実施できることから生産性を高くすることができる。また、不織布を構成するETFE繊維を非常に細くすることができる。
本発明のETFEの不織布は、ETFEの連続繊維からなる。本発明における連続繊維とは、アスペクト比10000以上を有することを意味する。繊維長は20mm以上であることが望ましい。
【0032】
連続繊維の平均繊維径(直径)は0.01〜5μmであることが好ましい。連続繊維の繊維径は細いほど、作製される不織布の最大孔径を小さく出来るため、好ましい。しかし、繊維径が細すぎると、繊維1本あたりの引張強度が弱くなり、ハンドリングの点で実用上使用することが困難となる場合がある。平均繊維径は0.01〜3μmであることがより好ましい。
【0033】
図1は、メルトブロー法の不織布製造装置で用いられるノズル断面の一形態を示す断面図である。メルトブロー法においては、溶融されたETFE1を溶融状態で紡糸ノズルの吐出孔3より吐出し、紡糸ノズル近傍に配設された気体放出ノズルの吐出孔4から放出される気体2によって延伸、紡糸することにより連続繊維を得ることができる。その連続繊維を吸着機能を有する面上に捕集して、不織布を形成することができる。
【0034】
紡糸ノズル近傍に配設された気体放出ノズルの吐出孔4の形状は、環状のスリット形状が好ましい。スリット幅は、100〜1500μmが好ましく、200〜1000μmがより好ましく、300〜800μmが更に好ましい。
気体放出ノズルの吐出孔4から放出される気体2の温度は、320〜400℃が好ましく、330〜390℃がより好ましく、340〜380℃が更に好ましい。
気体放出ノズルの吐出孔4から放出される気体2の量は、ノズル1cm当たり0.5〜10Nm3/hrが好ましく、1〜7Nm3/hrがより好ましく、2〜5Nm3/hrがさらに好ましい。
また、メルトブロー法のダイの温度は、320〜380℃が好ましく、340〜360℃がより好ましい。この温度範囲では、低圧力損失で成形することができる。
【0035】
吸着機能を有する面とは、例えば、通気性を有するフィルム状基材の片側を減圧状態に維持することにより、吐出されてくる極細繊維を布状に形成することができる装置をさす。通気性を有するフィルム状基材としては、特に制限はないがメッシュ、布、多孔体などが挙げられ、材質についても特に制限はないが、ETFEの不織布化においては、その溶融温度の高さから、金属製のメッシュが望ましい。金属製のメッシュとしては、例えば、ステンレス鋼製メッシュが好ましい。
【0036】
吸着機能としては、紡糸された連続繊維を布状物の形態で充分に吸着維持することが可能な吸着能力を有することが望まれる。よって、吸着機能を有する面は、その表面から1cm以内の距離において0.1m/秒以上の風速を有することが好ましい。また、吸着を保持する面の目開きがあまり大きいと、繊維自体がメッシュ内部に引き込まれ、剥がせなくなる、もしくは、平滑性が失われるおそれがある。そのため、メッシュの目開きは好ましくは2mm以下であり、より好ましくは0.15mm以下、さらに好ましくは0.06mm以下、特に好ましくは0.03mm以下である。
【0037】
通気性を有するフィルム状基材が可とう性を有する場合は、それを連続的に回転させ得るコンベアーに載せることで、吸着機能を有した捕集用コンベアーとして使用できる。例えば、フィルム状基材をロール状に巻き取ったものを連続的に繰り出し、その片面上に不織布を形成し、分離し、巻き取る等の方法も可能となり、製造手法をより簡素化し得る。
得られる不織布の嵩密度は、使用するETFEの硬さや熱的な性質により左右される。
本発明においては、メルトブロー法を採用するにより、低粘度のETFEを用いることによって、ETFE繊維同士の交点が一部融着した不織布を直接得ることができる。また、場合によっては、上記融着が起こらず、綿状の不織布前駆体様のものが得られるが、吸着機能を有する捕集用コンベアーに捕集し、そのまま加圧圧着することにより所定の嵩密度を有するETFE不織布を得ることができる。
【0038】
上述のETFE不織布を形成する製法では、ETFE繊維間の交点が固定化されていない場合は、巻き取り等の操作やハンドリングが困難である。ETFE繊維間の交点の少なくとも一部が固定化されているとき、不織布単体として弾性率、強度を発現できる。その結果、不織布自体に自立性が発現し、ハンドリング性が向上する。ETFE繊維間の交点の少なくとも一部が固定化された態様としては、上述のように、[1]連続繊維を捕集して不織布が形成された時点で繊維同士が融着している場合、[2]不織布を熱プレスすることにより繊維同士を融着させた場合、[3]不織布に溶媒可溶性含フッ素重合体からなる結着剤を含む溶液を塗布することにより、繊維間の交点を結着させた場合、等が挙げられる。
【0039】
上記[2]の態様における熱プレスは、繊維が溶融変形せず、かつ融着性を有する温度範囲で行うことが望ましい。繊維を構成するフッ素樹脂の熱物性に依存するが、本発明に用いるETFEの場合、(融点−85℃)〜融点の温度範囲が望ましく、(融点−70℃)〜融点の温度範囲がより望ましい。また、熱プレス時の圧力は上述の温度条件にもよるが、一般的には0.5〜10MPaの圧力範囲で成形すれば、繊維に大きな変形を生じずに融着することができる。また、本発明に用いるETFEは、溶融粘度を調整することで、上記熱プレスの例としてよく用いられるロールプレス法において、比較的安価であるポリエチレンテレフタレート(以下、PETという。)フィルムを支持体として使用でき、また比較的装置コストの高い、金属ロール―金属ロールの2本で構成されるカレンダリングロールを用いずに、金属ロールーゴムロールの2本で構成される汎用のロールプレス積層装置を用いて、不織布の圧密化とPET支持体への仮圧着という2つの操作を同時に達成することができる。これにより、目付量の少ない不織布前駆体であっても、ハンドリング等における変形を最小限に抑えながら種々の後加工を施すことができるようになる。
【0040】
ここで、240℃の溶融粘度が100Pa・sより低い場合、繊維が潰れ、不織布としての目が潰れやすくなり、プレス温度、圧力の許容範囲が狭く、生産性が悪くなる。また、240℃の溶融粘度が1500Pa・sを超えるような場合、十分に圧密化されず、また、PETへの仮圧着ができない。また、ロール温度を上昇させて改善した場合、PETが変形し始め、安定的な連続製膜が困難となる。
【0041】
ロールプレス法を行う装置としては、例えば、図2に示す簡易積層装置が挙げられる。
図2において、ETFE不織布原反ロール5からETFE不織布6が送出され、また、PET基材フィルム原反ロール7からPET基材フィルム8が送出される。その後、ETFE不織布6とPET基材フィルム8が金属ロール11とゴムロール12の間で積層され、熱プレスにより圧力が加えられ、圧密化したPET基材フィルム支持圧密化不織布が、巻取りロール13により巻き取られる。このときの熱プレスの温度及び圧力は、上記のものと同様のものが採用される。
【0042】
上記[3]の態様において、繊維間の交点の結着に用いられる溶媒可溶性含フッ素重合体とは、これを溶解できる溶媒が存在する含フッ素重合体をいい、室温で0.1%以上の濃度の溶液として存在しうるものをいう。なお、本明細書でいう溶液には、微視的には含フッ素重合体が分散又は膨潤状態で存在するが巨視的には溶液状に認められる液も含めるものとする。
【0043】
上記結着剤は含フッ素重合体からなるため、不織布の使用環境において化学的耐久性に優れる。含フッ素重合体の炭素原子に結合する水素はすべてフッ素原子に置換された重合体であることが好ましい。また、結着剤で結着された不織布の弾性率、強度が向上することから、溶媒可溶性含フッ素重合体の弾性率は高いほうが好ましい。含フッ素重合体は、室温で105Pa以上の弾性率を有することが好ましく、室温で108Pa以上の弾性率を有することがより好ましい。また、含フッ素重合体のガラス転移温度は、室温以上であることが好ましく、40℃以上であることがより好ましい。
【0044】
本発明のETFE不織布の最大孔径は、100μm以下であることが好ましく、70μm以下であることがより好ましく、40μm以下であることがさらに好ましく、20μm以下であることが特に好ましい。
本発明のETFE不織布の目付量は、1〜300g/m2であることが好ましく、3〜200g/m2であることがより好ましく、5〜150g/m2であることがさらに好ましい。
本発明のETFE不織布の目付量100g/m2あたりの縦方向の強度は、0.5kg/5cm以上であることが好ましく、1.0kg/5cm以上であることがより好ましく、1.5kg/5cm以上であることがさらに好ましい。
【0045】
本発明のETFE不織布に使われるETFEには、酸無水物残基、カルボキシル基、水酸基、エポキシ基、加水分解性シリル基、アルコキシカルボニル基及び酸ハライド基からなる群から選ばれる少なくとも1種の官能基を有するETFEも含まれる。前記官能記を有するETFEは、ETFE繊維表面の親水性を調節したり、他材料と積層したり接着させることによって不織布の特性(耐熱性、耐薬品性、機械的強度、親水性、疎水性、担持させたい物質の接着性、基材との密着性等)を改良する場合に、両者の界面の密着性を高めることができるので好ましい。
【0046】
前記官能基をETFEに導入する方法としては、放射線照射、プラズマ照射、コロナ放電、金属ナトリウムによる化学処理、ETFEを製造する際に前記官能基を導入する方法が好ましい。ETFEを製造する際に前記官能基を導入する方法としては、(1)ETFEを重合する際に前記官能基を有するコモノマーを共重合させる方法、(2)前記官能基を有する重合開始剤又は連鎖移動剤の存在下にETFEを重合し、重合体末端に前記官能基を導入する方法、(3)前記官能基を有するコモノマーとETFEとを混錬した後、放射線照射する方法、(4)前記官能基を有するコモノマー、ETFE及びラジカル開始剤とを混錬した後、溶融押出しすることにより当該官能基を有するコモノマーをフッ素樹脂にグラフト重合する方法等が挙げられる。
【0047】
このうち好ましくは、特開2004−238405号公報に記載のように、含フッ素モノマーと、官能基を有するコモノマー、例えば無水イタコン酸、無水シトラコン酸等の環状の酸無水物と不飽和結合とを有するモノマー(以下、酸無水物モノマーともいう。)を共重合させる方法である。官能基を有するコモノマーとしては、無水イタコン酸又は無水シトラコン酸が好ましく、無水イタコン酸がより好ましい。
【0048】
ETFEにおける前記官能基の含有量は、好ましくは0.01〜10モル%((前記官能基のモル数/重合体の全繰り返し単位モル数)×100%、以下同じ。)、より好ましくは0.05〜5モル%、最も好ましくは0.1〜3モル%である。前記官能基の量が0.01モル%より少ない場合は、本発明の効果を奏することができないおそれがあり、10モル%より多い場合は、当該フッ素樹脂の物理的特性自体を低下させるおそれがあり好ましくない。
ETFEと他材料を複合化する場合は、少なくとも1種以上のETFE(分子量、組成若しくは含有する官能基が異なる)と、他材料とを複合化することが好ましく、複合化する他材料は、2種以上であっても良い。他材料としては、樹脂などが挙げられる。
【0049】
前記ETFE不織布と複合化する樹脂としては、熱可塑性樹脂若しくは熱可塑性エラストマーが好ましい。熱可塑性樹脂としては、ポリエチレン樹脂(高密度ポリエチレン樹脂、中密度ポリエチレン樹脂、低密度ポリエチレン樹脂、超低密度ポリエチレン樹脂)、ポリプロピレン樹脂、ポリブテン樹脂、ポリブタジエン樹脂、α−オレフィン−エチレン共重合体樹脂等のオレフィン系樹脂;ポリブチレンテレフタレート樹脂、ポリエチレンテレフタレート樹脂、ポリエチレンイソフタレート樹脂、ポリエチレンナフタレート樹脂等のポリエステル系樹脂;熱可塑性ポリウレタン樹脂等のポリウレタン系樹脂;ポリ酢酸ビニル樹脂、エチレン/酢酸ビニル樹脂等のポリ酢酸ビニル系樹脂;ポリビニルアルコール樹脂、ビニルアルコール/エチレン共重合体樹脂等のポリビニルアルコール系樹脂;ポリ塩化ビニル樹脂、ポリ塩化ビニリデン樹脂、塩化ビニル/塩化ビニリデン共重合体樹脂等のポリ塩化ビニル系樹脂;ポリアクリル酸メチル樹脂、ポリアクリル酸エチル樹脂、ポリメタクリル酸メチル樹脂、ポリメタクリル酸エチル等のポリ(メタ)アクリレート樹脂;ポリスチレン樹脂、ポリα−メチルスチレン樹脂等のポリスチレン系樹脂;ポリアクリロニトリル樹脂、ポリメタクリロニトリル樹脂、アクリロニトリル/スチレン共重合体樹脂、メタクリロニトリル/スチレン共重合体樹脂、メタクリロニトリル/スチレン/ブタジエン共重合体樹脂等のポリニトリル系樹脂、ナイロン11樹脂、ナイロン12樹脂、ナイロン610樹脂、ナイロン612樹脂、ナイロン66樹脂、ナイロン46樹脂等のポリアミド系樹脂;ポリイミド樹脂等のポリイミド系樹脂、ポリカーボネート樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルイミド樹脂、ポリエーテルケトン樹脂、ポリエーテルスルホン樹脂、ポリチオエーテルスルホン樹脂、ポリエーテルニトリル樹脂、ポリフェニレンエーテル樹脂等が挙げられる。
【0050】
また、熱可塑性エラストマーとしては、ポリエーテル系又はポリエステル系等のポリウレタン系熱可塑性エラストマー;エチレン/プロピレン共重合体エラストマー、エチレン/プロピレン/ジエン共重合体エラストマー等のポリオレフィン系熱可塑性エラストマー;ポリエステル系熱可塑性エラストマー;スチレン/エチレン/ブチレンブロック共重合体エラストマー、スチレン/エチレン/プロピレンブロック共重合体エラストマー、スチレン/イソプレン共重合体エラストマー等のポリスチレン系熱可塑性エラストマー;ポリアミド系熱可塑性エラストマー等が挙げられる。
【0051】
また、本発明のETFE不織布は、他素材との共押出成形による積層繊維素材としてもよい。また、本発明のETFE不織布と、本発明のETFE不織布以外の不織布、織布、フィルム、シートなどと複層化を行い複層繊維素材としてもよい。
本発明のETFE不織布(本発明の官能基を導入したETFE不織布も含む。)や、さらに本発明のETFE不織布と他の素材との積層繊維素材、複層繊維素材は、例えば、電池用セパレーター、水処理膜、メンブレンバイオリアクター用分離膜、ガス分離膜、オイルフィルター、自動車/機器内蔵フィルター、マスク/ウェットワイパー、吸音/断熱/難燃材、研磨材、プリント基板材/フレキシブルプリント回路(FPC)基材、医療用ファブリック材、フィルター、保温材、透湿防水素材、防炎素材等として特に有用な極細繊維不織布として用いることもできる。
【0052】
ETFEの特徴としては、産業用ロボット用の細径電線の被覆などとして必要とされる、繰り返し応力に対する高い耐性や、細径成形物の垂直方向に破断起点を加えて折り曲げ負荷を加えた場合でも破断に至らないという、いわゆる高いカットスルー抵抗特性や、高温耐久特性や、その他の機械的強度などが挙げられる。
本発明のETFE不織布に用いるETFEは、240℃で測定した溶融粘度が100Pa・s超〜1500Pa・s以下という高溶融流動性を有するものであり、このETFEを用いた本発明のETFE不織布は、平均繊維径が細くても十分な機械的に強い繊維特性を有している。
【0053】
特にメルトブローン法にて、不織布を製造する場合は、前述したように、不織布を構成するETFE繊維を非常に細くすることが可能になる。
一般的な樹脂を用いて、メルトブローン法で不織布を形成したとしても、平均繊維径がせいぜい5μm程度(細くても3μm程度)の不織布しか製造することができない。また、平均繊維系が3μm以下の細い繊維を製造しようとすると、成形ノズル出口付近で繊維が切れることが多くなり、フライと呼ばれる綿状の短繊維会合物が浮遊するなど歩留まりが低下し生産性が大幅に悪くなる。それに対し、本発明のように高溶融流動性を有するETFEを用いることで、0.8μmという極めて細い平均繊維径を有する不織布を、生産性高く製造することが可能となることから極細径の不織布を生産する場合のコストを抑えることができる。
【0054】
本発明のETFE不織布は、このように細い平均繊維径であっても個々のETFE繊維のもつ弾性率と強度により、不織布の厚さが2μm以上あれば不織布として自立し単体で取り扱うことができ、薄くても十分な機械的強度を有する。また、酸アルカリに耐食性をもち、160℃程度までの高温に耐えることができる不織布である。
【0055】
また、本発明のETFE不織布は、2次電池用のセパレータとして用いることができる。
従来、ニッケル水素電池、ニッケルカドミウム電池のセパレーターとしては、ポリエチレン/ポリプロピレン混合紡糸形の不織布が一般的に用いられている。
また、従来、リチウムイオン2次電池のセパレーターとしては、ポリマー微孔膜系(犠牲物質を加えてシート成形後、犠牲物質を溶かして微孔化した隔膜)が一般的に用いられている。
【0056】
また、従来、4.0V系のリチウムイオン2次電池のセパレータとしては、PTFE延伸多孔体も用いられている。PTFE延伸多孔体は、耐食性、高温特性に優れるが、大規模な製造装置が必要となると共にそれぞれが工程が複雑化し、かつ製造工程数が多くなり高価になる。
さらに、従来、リチウムイオン2次電池のセパレータとして、耐熱性の高いアラミド繊維系の不織布を用いる試みもなされているが、アラミド繊維系の不織布は、厚みが厚いため、携帯機器用途で一般的に用いられる4.0V系には適用が難しく、2.5V系への適用の検討が行われている。
【0057】
本発明のETFE不織布は、ETFEを用いていることから、フッ素系特有の高い薄物成形性、耐食性、耐温性等を有し、さらに、PTFE延伸多孔体を用いたセパレータよりも少ない製造工程数で作製することができることから、低コスト化が可能である。また、本発明のETFE不織布は、上述したように、不織布の厚さを薄くしても、十分な機械的強度を有する。
従って、本発明のETFE不織布をセパレータとして用いたリチウムイオン2次電池は、従来のリチウムイオン2次電池のセパレータに用いられている不織布に比べ、十分な機械的強度を有しつつセパレータの厚みを薄くすることができることから、リチウム2次電池の小型化が可能になる。さらに、酸アルカリに耐食性をもち、160℃程度までの高温に耐える高い耐久性能を有しつつ低コスト化を達成することが可能になる。
【実施例】
【0058】
以下、実施例により本発明を具体的に説明するが、本発明の技術的範囲がこれに限定されるものではない。なお、ETFEの溶融粘度、組成、融点、並びにETFE不織布の目付量、平均繊維径、引張強度及び最大孔径は以下の方法により測定した。
〔溶融粘度の測定(Pa・s)〕
東洋精機製作所社製の炉内径9.55mmの溶融流動性測定装置「キャピログラフ」に直径1mm、長さ10mmのオリフィスをセットし、シリンダー温度240℃、ピストンスピード10mm/分の条件で溶融したETFEを押し出し、溶融粘度を測定した。
【0059】
〔ETFE組成(モル%)〕
全フッ素量測定及び溶融19F−NMR測定の結果より算出した。
〔融点(℃)〕
走査型示差熱分析器(セイコーインスツルメンツ社製、DSC220CU)を用いて、空気雰囲気下に室温から300℃まで10℃/分で加熱した際の吸熱ピークから求めた。
〔不織布の目付量、平均繊維径〕
不織布に粘着剤付きのPET製フィルムを押し付け、不織布を移しとり、その移しとった面積とその重量増加量とから不織布の目付量を測定した。また、断面顕微鏡写真から不織布の繊維の直径を測定し、平均繊維径を算出した。
【0060】
〔不織布の引張強度〕
結着された不織布を形成後1時間以内に、幅50mm長さ80mmに裁断し、チャック間60mm、引張速度30mm/分で、引張り試験を実施し、不織布の引張強度を測定した。
〔不織布の微細孔の最大孔径〕
ASTM F316−86、JIS K3832に準拠した細孔径分布測定器(PMI社製、パームポロメータ)を用いて不織布の微細孔の最大孔径を測定した。
【0061】
〔合成例1〕
(1)内容積が94リットルの撹拌機付き重合槽を脱気し、1,3−ジクロロ−1,1,2,2,3−ペンタフルオロプロパン(旭硝子社製AK225cb、以下「AK225cb」という。)87.3kg、CH2=CH(CF2)4Fの860gを仕込み、撹拌しながら重合槽内を66℃に昇温し、TFE/E=89/11(モル比)の混合ガスを重合槽の圧力が1.4MPaGになるまで導入し、重合開始剤としてtert−ブチルパーオキシピバレートの1質量%AK225cb溶液の677gを仕込み、重合を開始させた。
重合中圧力が一定になるように組成TFE/E=60/40(モル比)の混合ガス及び前記混合ガスに対して3.3mol%に相当する比率でCH2=CH(CF2)4Fを連続的に仕込んだ。重合開始8時間後、モノマー混合ガスの7.1kgを仕込んだ時点で、重合槽内温を室温まで降温するとともに常圧までパージした。
【0062】
(2)得られたスラリ状のETFEを、水の77kgを仕込んだ200Lの造粒槽に投入し、ついで撹拌しながら105℃まで昇温し溶媒を留出除去しながら造粒した。得られた造粒物を150℃で5時間乾燥することにより、7.0kgのサンプルETFE(以下、「ETFE1」とする。)を得た。
当該ETFE1のポリマー組成は、TFEに基づく繰返し単位/Eに基づく繰返し単位/CH2=CH(CF2)4Fに基づく繰返し単位=57.2/40.3/2.5モル%、また、融点は223℃、240℃の溶融粘度は110Pa・sであった。
【0063】
〔合成例2〕
(1)真空引きした430リットルのステンレス製オートクレーブに、CF3(CF2)5Hの164.8kg、AK−225cbの168.0kg、CH2=CH(CF2)4Fの3.37kg、脱イオン水の89kgを仕込み、撹拌しながら重合槽内を65℃まで昇温し、TFE/E=89/11(モル比)の混合ガスを1.4MPaGになるまで導入し、50質量%tert−ブチルパーオキシピバレートのAK−225cb溶液をCF3(CF2)5Hでtert−ブチルパーオキシピバレートが1質量%になるように希釈した溶液を40.1g仕込んで重合を開始した。重合中は、圧力が1.4MPaGとなるようにTFE/E=59/41(モル比)の混合ガス及び前記混合ガスに対して3.3モル%に相当する量のCH2=CH(CF2)4Fを連続的に添加し、テトラフルオロエチレン/エチレン混合ガスを30kg仕込んだ後にオートクレーブを冷却し、残留ガスをパージし、重合を終了させた。重合に要した時間は420分であった。
【0064】
(2)得られたETFEのスラリーを850リットルの造粒槽へ移し、250Lの水を加えて攪拌しながら加熱し、重合溶媒や残留モノマーを除去し、粒状のサンプルETFE(以下、「ETFE2」)を33kg得た。
ETFE2のポリマー組成は、TFEに基づく繰返し単位/E に基づく繰返し単位/CH2=CH(CF2)4Fに基づく繰返し単位=57.9/39.1/3.0モル%であり、また、融点は230℃、240℃の溶融粘度は1000Pa・sであった。
【0065】
〔合成例3〕
CF3(CF2)5Hの192.4kg、AK−225の141.7kg、50wt%tert−ブチルパーオキシピバレートのAK−225cb溶液をCF3(CF2)5Hでtert−ブチルパーオキシピバレートが1wt%になるように希釈した溶液の45gを仕込む以外は重合例2と同様にして、粒状のETFE(以下、「ETFE3」)が29kg得られた。重合に要した時間は390分であった。
ETFE3のポリマー組成は、TFEに基づく繰返し単位/E に基づく繰返し単位/CH2=CH(CF2)4Fに基づく繰返し単位=57.7/39.2/3.1モル%であり、また、融点は230℃、240℃の溶融粘度は1250Pa・sであった。
【0066】
〔合成例4〕
ETFE1をETFE(A)として用い、一般的なETFE(旭硝子社製、商品名:FLUON・LM−ETFE・LM−720A、融点:228℃、溶融粘度:2587Pa・s、(以下、「LM−720」という。)をETFE(B)として用い、ETFE1/LM−720=85/15(質量比)の割合で混合し、単軸押出機(田辺プラスチック(株)製、φ20mm)を用いて230℃で溶融混練し、溶融粘度が200Pa・sのペレット状のETFE4を得た。
【0067】
〔実施例1〕
口径30mmの単軸押出機(L/D=24:田辺プラスチック(株)製)に、図1に示す流量調整構造と加熱エアー導入構造をもつ特殊ダイを取り付け、その先端部に有効幅10cmに、内径300μmの円形吐出口10本を直線状に配し、その配列方向と平行に、吐出樹脂に延伸応力がかかるように加熱エアーを500μmのスリットから噴出させることが可能なメルトブロー不織布製造用特殊ノズル(化繊ノズル社製)を用い、ETFE1を用い、ダイ温度360℃、延伸用ホットエアーを温度360℃で、ノズル1cm当たり3Nm3/hrの流量で噴出、ガス吸引口に設置せしめたステンレス鋼製メッシュ(20メッシュ)上に不織布を形成した。このとき、押出機は、5rpmで回転させ、メルトブローノズルからは、およそ0.3g/分の流量で樹脂が吐出していた。
【0068】
ステンレス鋼製メッシュを連続的に1m/分の速度で一方向に駆動せしめ、その上に幅約5cmの不織布連続体を形成し、100g/m2の不織布を作製した。
この不織布は若干強度は低いものの、内径3インチ、肉厚7mmの紙管に巻き取ることができ、長さ3mのロール状不織布連続体を得た。
【0069】
次に、図2の簡易積層装置を用いて、市販の100μm厚みのポリエチレンテレフタレートフィルムと積層、圧密化することができた。なお、圧密化の際の金属ロール温度およびゴムロール温度は170℃、ロール加圧の圧力は600mmのロール面長に対して1kg/mであり、連続フィルム体の挿入速度は0.15m/分であった。
得られたETFE不織布の平均繊維径は1.16μm、目付量は100g/m2、目付量100g/m2あたりの縦方向の強度は2.7kg/5cm、最大孔径は2.8μmであった。
【0070】
〔実施例2〕
実施例1と同様のETFE1を用い、同じ成形条件にてロール状不織布連続体を作製した。
次に、この不織布を、簡易的に熱プレス機にて(190℃、2MPa)、圧密化した。得られた不織布の平均繊維径は1.47μm、目付量は100g/m2、目付量100g/m2あたりの縦方向の強度は6.1kg/5cm、最大孔径は3.1μmであった。
【0071】
〔実施例3〕
ETFE4を用い、ダイ温度340℃、延伸用ホットエアー温度360℃に設定し、その他の成形条件は同じで、ロール状不織布連続体を作製した。
次に、この不織布を、簡易的に熱プレス機にて(160℃、1MPa)、圧密化した。得られた不織布の平均繊維径は1.98μm、目付量は39g/m2、目付量100g/m2あたりの縦方向の強度は2.3kg/5cm、最大孔径は12.6μmであった。
【0072】
〔実施例4〕
ETFE2を用い、実施例3と同じ成形条件にてロール状不織布連続体を作製した。
次に、この不織布を、簡易的に熱プレス機にて(160℃、1MPa)、圧密化する。得られた不織布の平均繊維径は6.6μm、目付量は40g/m2、目付量100g/m2あたりの縦方向の強度は2.9kg/5cm、最大孔径は13.2μmであった。
【0073】
〔実施例5〕
ETFE3を用い、実施例3と同じ成形条件にてロール状不織布連続体を作製した。
次に、この不織布を熱プレスにより(160℃、1MPa)、圧密化する。得られた不織布の平均繊維径は5.26μm、目付量は120g/m2、目付量100g/m2あたりの縦方向の強度は2.2kg/5cm、最大孔径は8.3μmであった。
【0074】
〔比較例1〕
一般成形用ETFE(旭硝子社製、商品名:FLUON・LM−ETFE・LM−740A、融点:228℃、240℃の溶融粘度:1750Pa・s)を用い、実施例3と同じ成形条件にてロール状不織布連続体を作製した。
次に、この不織布を熱プレスにより(190℃、2MPa)、圧密化する。得られた不織布の平均繊維径は10μm、目付量は100g/m2、目付量100g/m2あたりの縦方向の強度は6.4kg/5cm、最大孔径は16.9μmであった。
実施例1同様に、図2の簡易積層装置を用いて、市販の100μm厚みのポリエチレンテレフタレートフィルムと積層、圧密化を試みた。しかし、同条件では十分に圧密化されず、また、PETへの仮圧着もできなかった。ロール温度を上昇させても、状況は改善されず、金属ロール温度が、230℃をこえると、PETが変形し始め、安定的な連続製膜が困難であった。
【産業上の利用可能性】
【0075】
本発明のETFE不織布は、電池用セパレーター、水処理膜、メンブレンバイオリアクター用分離膜、ガス分離膜、オイルフィルター、自動車/機器内蔵フィルター、マスク/ウェットワイパー、吸音/断熱/難燃材、研磨材、プリント基板材/フレキシブルプリント回路(FPC)基材、医療用ファブリック材、フィルター、保温材、透湿防水素材、防炎素材等として特に有用な極細繊維不織布として利用できる。
【図面の簡単な説明】
【0076】
【図1】メルトブロー不織布製造装置で用いられるノズル断面の一形態を示す断面図である。
【図2】不織布と基材フィルムの簡易積層装置の概略図である。
【符号の説明】
【0077】
1:ETFE
2:気体
3:紡糸ノズルの吐出孔
4:気体放出ノズルの吐出孔
5:ETFE不織布原反ロール
6:ETFE不織布
7:PET基材フィルム原反ロール
8:PET基材フィルム
9:ガイドロール
10:ガイドロール
11:金属ロール
12:ゴムロール
13:PET基材フィルム支持圧密化不織布巻取りロール
【特許請求の範囲】
【請求項1】
240℃で測定した溶融粘度が100Pa・s超〜1500Pa・s以下であるエチレン/テトラフルオロエチレン共重合体の連続繊維が相互に融着している不織布であることを特徴とするエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項2】
前記連続繊維の平均繊維径が0.01〜5μmである請求項1に記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項3】
前記不織布の最大孔径が100μm以下である請求項1又は2に記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項4】
前記不織布の目付量が、1〜300g/m2である請求項1〜3のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項5】
前記不織布の目付量100g/m2あたりの縦方向の強度が、0.5kg/5cm以上である請求項1〜4のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項6】
前記不織布がメルトブロー法を用いて製造される請求項1〜5のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項7】
前記エチレン/テトラフルオロエチレン共重合体が、テトラフルオロエチレンに基づく繰り返し単位、エチレンに基づく繰り返し単位、及び、一般式CH2=CX(CF2)nY
(式中、X及びYは、それぞれ独立に、水素原子又はフッ素原子であり、nは2〜8の整数である。)で表される含フッ素オレフィンに基づく繰り返し単位を含有し、前記テトラフルオロエチレンに基づく繰り返し単位/エチレンに基づく繰り返し単位のモル比が、90/10〜35/65であり、前記含フッ素オレフィンに基づく繰返し単位の含有量が、該エチレン/テトラフルオロエチレン共重合体の全繰返し単位中において、0.01〜10モル%である請求項1〜6のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項8】
前記テトラフルオロエチレンに基づく繰り返し単位/エチレンに基づく繰り返し単位のモル比が、75/25〜55/45であり、前記含フッ素オレフィンに基づく繰返し単位の含有量が、該エチレン/テトラフルオロエチレン共重合体の全繰返し単位中において、0.4〜4モル%である請求項7に記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項9】
前記連続繊維の相互の融着が、該連続繊維の不織布を熱プレスして、繊維間の交点を融着したものである請求項1〜8のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項1】
240℃で測定した溶融粘度が100Pa・s超〜1500Pa・s以下であるエチレン/テトラフルオロエチレン共重合体の連続繊維が相互に融着している不織布であることを特徴とするエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項2】
前記連続繊維の平均繊維径が0.01〜5μmである請求項1に記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項3】
前記不織布の最大孔径が100μm以下である請求項1又は2に記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項4】
前記不織布の目付量が、1〜300g/m2である請求項1〜3のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項5】
前記不織布の目付量100g/m2あたりの縦方向の強度が、0.5kg/5cm以上である請求項1〜4のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項6】
前記不織布がメルトブロー法を用いて製造される請求項1〜5のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項7】
前記エチレン/テトラフルオロエチレン共重合体が、テトラフルオロエチレンに基づく繰り返し単位、エチレンに基づく繰り返し単位、及び、一般式CH2=CX(CF2)nY
(式中、X及びYは、それぞれ独立に、水素原子又はフッ素原子であり、nは2〜8の整数である。)で表される含フッ素オレフィンに基づく繰り返し単位を含有し、前記テトラフルオロエチレンに基づく繰り返し単位/エチレンに基づく繰り返し単位のモル比が、90/10〜35/65であり、前記含フッ素オレフィンに基づく繰返し単位の含有量が、該エチレン/テトラフルオロエチレン共重合体の全繰返し単位中において、0.01〜10モル%である請求項1〜6のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項8】
前記テトラフルオロエチレンに基づく繰り返し単位/エチレンに基づく繰り返し単位のモル比が、75/25〜55/45であり、前記含フッ素オレフィンに基づく繰返し単位の含有量が、該エチレン/テトラフルオロエチレン共重合体の全繰返し単位中において、0.4〜4モル%である請求項7に記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【請求項9】
前記連続繊維の相互の融着が、該連続繊維の不織布を熱プレスして、繊維間の交点を融着したものである請求項1〜8のいずれかに記載のエチレン/テトラフルオロエチレン共重合体の不織布。
【図1】


【図2】
【図2】
【公開番号】特開2009−235657(P2009−235657A)
【公開日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願番号】特願2008−105534(P2008−105534)
【出願日】平成20年4月15日(2008.4.15)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
【公開日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願日】平成20年4月15日(2008.4.15)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
[ Back to top ]