
エージング処理方法及びエージング処理装置
【課題】電子写真感光体において、短いエージング時間で優れた初期電気特性を得ることができるエージング処理方法及びエージング処理装置を提供する。
【解決手段】電子写真感光体のエージング処理方法であって、電子写真感光体に対向するように配置される長尺形状の鋸歯状電極と、当該鋸歯状電極に対して電圧を印加するための電圧印加手段と、電子写真感光体を回転駆動させるための回転手段と、を備えたエージング処理装置を用いるとともに、回転手段により電子写真感光体を回転させながら、電圧印加手段により鋸歯状電極に対して電圧を印加して、鋸歯状電極から電子写真感光体表面に向かって放電電流を流す。
【解決手段】電子写真感光体のエージング処理方法であって、電子写真感光体に対向するように配置される長尺形状の鋸歯状電極と、当該鋸歯状電極に対して電圧を印加するための電圧印加手段と、電子写真感光体を回転駆動させるための回転手段と、を備えたエージング処理装置を用いるとともに、回転手段により電子写真感光体を回転させながら、電圧印加手段により鋸歯状電極に対して電圧を印加して、鋸歯状電極から電子写真感光体表面に向かって放電電流を流す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エージング処理方法及びエージング処理装置に関する。特に、短時間のエージング処理で、優れた初期電気特性を得ることができる電子写真感光体のエージング処理方法及びエージング処理装置に関する。
【背景技術】
【0002】
一般に、複写機やレーザープリンタ等の電子写真機に用いられる電子写真感光体は、感光層がアモルファスシリコンからなるアモルファスシリコン感光体と、感光層が電荷発生剤、電荷輸送剤、及び結着樹脂を含む有機感光体と、に大別される。
これらの感光体は、感光層の材質や構造によってそれぞれ製造方法は異なるものの、アルミニウム等の導電性材料からなる円筒形状のドラム素管の表面に、アルマイト処理等の絶縁膜形成処理を施した後、例えば、単層型有機感光体であれば、電荷発生剤、電荷輸送剤、及び結着樹脂等を所定混合比で分散させた溶媒中に浸漬させることにより、感光層を形成することができる。
しかしながら、この感光層は、その構成材料として、高分子化合物など複雑な分子構造を持つ材料を多く含むことから、層形成直後において、その電気特性が安定しにくいという問題が見られる。この問題は、特に使用開始直後の電気特性である初期電気特性において多く見られ、その解決方法としては、例えば、倉庫のような暗室に一定期間保管して、構成材料同士を互いに馴染ませるという、いわゆるエージング処理が施され、その安定性が図られている。
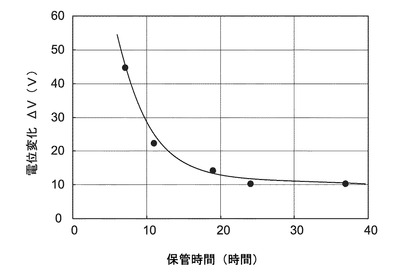
図6は、倉庫内に一定期間保管したときの、その保管時間と、電気特性の安定性と、の関係を示したグラフである。このグラフは、横軸に保管時間を採り、縦軸には、電子写真感光体表面を帯電させた直後の表面電位V1と、一定時間経過後の表面電位V2と、の電位変化ΔV(=V1−V2)を採って示してあり、この電位変化ΔVが小さいほど、その電子写真感光体は初期電気特性に優れていることを意味する。このグラフに示されるように、保管時間を長くするほど、電子写真感光体は安定的に動作し、特に、1日〜2日程度保管することで、その電気特性を十分保障できる程度に安定動作すると言える。
しかしながら、この方法では、保管時間が長く生産性を低下させるとともに、その保管場所を確保する必要性も生じることとなる。
【0003】
そこで、電子写真感光体の表面処理の一種として、表面安定化を直接的な目的としたものではないものの、電子写真感光体に所定の放電電流を流すことにより、その表面状態を検査する方法が開示されている。
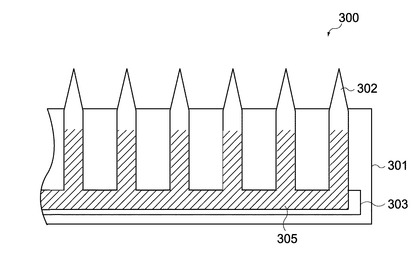
より具体的には、電子写真感光体表面に対向するように、図7に示すような形状の櫛型電極を配置し、当該櫛型電極に対して所定の電圧を印加することにより、電子写真感光体表面上に存在する欠陥を検査する欠陥検査装置が開示されている(例えば、特許文献1参照)。
【特許文献1】特開2003−161723号公報(特許請求の範囲、図1)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載された欠陥検出装置を用いた場合には、確かに、表面に放電電流を流すこと自体が、エージング処理としての安定化効果を得ていたことは予想されるが、その目的はあくまで欠陥検査であって、その装置構成や条件等に関して、エージング処理としての効果を考慮したものではなかった。
特に、この特許文献1に用いられる櫛型電極300は、図7に示すように、絶縁性基板上301上に、絶縁性の抵抗体305と、導電性の放電電極302と、をそれぞれ取り付けるといったやや煩雑な構成を採用しており、その加工精度によっては、エージング処理といった均一性を重視する表面処理には不向きな構成であった。
【0005】
そこで、本発明の発明者らは鋭意検討した結果、所定形状を有する電極を電子写真感光体表面に対向配置させるとともに、当該電極に電圧を印加して放電電流を発生させることにより、放置保管した場合に比べてより短いエージング時間で、電子写真感光体の初期電気特性を安定化させることができることを見出し、本発明を完成させたものである。
すなわち、本発明は、電子写真感光体表面に電気的な処理を施すことにより、初期電気特性に優れた電子写真感光体を効率的に製造することができるエージング処理方法及びそれに用いるエージング処理装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明によれば、電子写真感光体のエージング処理方法であって、電子写真感光体に対向するように配置される長尺形状の鋸歯状電極と、当該鋸歯状電極に対して電圧を印加するための電圧印加手段と、電子写真感光体を回転駆動させるための回転手段と、を備えたエージング処理装置を用いるとともに、回転手段により電子写真感光体を回転させながら、電圧印加手段により鋸歯状電極に対して電圧を印加して、鋸歯状電極から電子写真感光体表面に向かって放電電流を流すことを特徴とするエージング処理方法が提供され、上述した問題を解決することができる。
すなわち、所定の処理装置を用いて、電子写真感光体表面に対して放電電流を流すことにより、放置保管した場合と比較して、その感光層の安定化が促進されて、初期電気特性に優れた電子写真感光体を、簡易かつ効率的に製造することができる。
また、この放電電流を発生させるための電極として、所定形状を有する鋸歯状電極を採用することにより、異常放電等の不具合の発生を防止して、安定した放電現象を生じさせることができ、面内均一の高いエージング処理を施すことができる。
【0007】
また、本発明を実施するにあたり、放電電流の電流密度(A/m2)と、放電電流の注入時間(sec)と、の積を7×10-3〜3×10-2(A・sec/m2)の範囲内の値とすることが好ましい。
このように実施することにより、エージング条件を所定範囲内に規定することができ、例えば、電子写真感光体と電極との距離が変化するなどして、放電電流の電流量が変化してしまったような場合であっても、得られるエージング効果を一定レベルに維持することができ、連続的かつ安定的なエージング処理ができる。
【0008】
また、本発明を実施するにあたり、回転手段における回転速度を30〜200rpmの範囲内の値とすることが好ましい。
このように実施することにより、電子写真感光体の回転方向に対して均一なエージング処理を施すことができ、初期電気特性の面内ムラを防止することができる。
また、その回転速度を所定範囲内に制御することで、エージング処理時間を制御することができ、その品質レベルを維持しつつ、生産効率を向上させることができる。
【0009】
また、本発明を実施するにあたり、電子写真感光体に対して、光照射しながら電圧を印加することが好ましい。
このように実施することにより、感光層の電気伝導性を変化させることができ、放電電流の発生効率を大幅に向上させることができる。その結果、より少ない印加電圧でエージング処理を実施することができ、消費電力を抑えたエージング処理が可能となる。
【0010】
また、本発明を実施するにあたり、電子写真感光体が有機感光層を備えることが好ましい。
このように実施することにより、エージング処理による初期電気特性の安定化効果を、より効果的に発揮することができ、品質の高い電子写真感光体を安定的に提供することができる。
【0011】
また、本発明の別の態様は、電子写真感光体に用いられるエージング処理装置であって、電子写真感光体に対向するように配置される長尺形状の鋸歯状電極と、当該鋸歯状電極に対して電圧を印加するための電圧印加手段と、電子写真感光体を回転駆動させるための回転手段と、を含むとともに、回転手段により電子写真感光体を回転させながら、電圧印加手段により鋸歯状電極に対して電圧を印加し、鋸歯状電極から電子写真感光体表面に向かって放電電流を流すことを特徴とするエージング処理装置である。
すなわち、このようなエージング処理装置を用いて製造された電子写真感光体は、その生産性に優れるとともに、初期電気特性にも優れていることから、所定の品質レベルを有する電子写真感光体を大量かつ安定的に提供することができる。
【0012】
また、本発明を構成するにあたり、鋸歯状電極と電子写真感光体の表面との最近接距離を0.1〜3mmの範囲内の値とすることが好ましい。
このように構成することにより、鋸歯状電極と電子写真感光体との電気抵抗値を所定範囲内に制御することができ、放電電流の電流量を安定化させることができる。
【0013】
また、本発明を構成するにあたり、電子写真感光体と、鋸歯状電極と、がそれぞれ縦置き配置してあることが好ましい。
このように構成することにより、電子写真感光体とエージング処理装置との距離を、例えば横方向にスライドするエアシリンダー等を用いて調整することにより、自重の影響を排除して、高精度にその位置関係を規定することができる。また、かかるエージング処理装置の設置面積を少なくして、省スペース化にも寄与することができる。
【0014】
また、本発明を構成するにあたり、鋸歯状電極の表面にニッケルメッキ処理が施してあることが好ましい。
このように実施することにより、長期間使用することによる電極表面の酸化被膜の形成を防止して、電極の長寿命化に資することができる。
【発明を実施するための最良の形態】
【0015】
[第1の実施形態]
本発明の第1の実施形態は、電子写真感光体のエージング処理方法であって、電子写真感光体に対向するように配置される長尺形状の鋸歯状電極と、当該鋸歯状電極に対して電圧を印加するための電圧印加手段と、電子写真感光体を回転駆動させるための回転手段と、を備えたエージング処理装置を用いるとともに、回転手段により電子写真感光体を回転させながら、電圧印加手段により鋸歯状電極に対して電圧を印加して、鋸歯状電極から電子写真感光体表面に向かって放電電流を流すことを特徴とするエージング処理方法である。
以下、第1実施形態のエージング処理方法として、電子写真感光体をエージング処理装置に取り付ける取付け工程と、この電子写真感光体を所定速度で回転させる回転工程と、鋸歯状電極に電圧を印加する電圧印加工程と、放電電流を流してエージング処理するエージング工程と、からなるエージング処理方法を例に採って具体的に説明する。
【0016】
(1)取付け工程
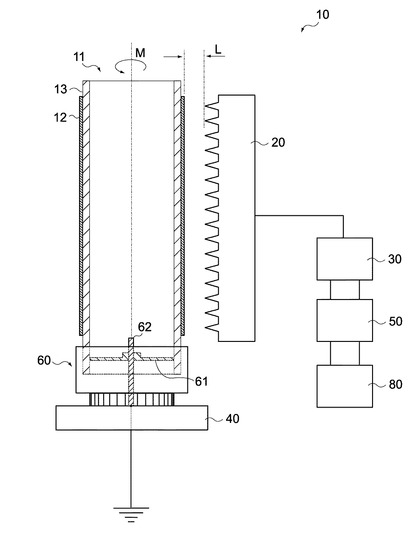
まず初めに、処理対象である電子写真感光体を、所定のエージング処理装置に取り付ける取付け工程を実施する。この取付け工程は、例えば、図1に示すようなエージング処理装置10に対して実施される。
このエージング処理装置の詳細については後述するが、まず、電子写真感光体11を、その円筒軸が回転手段40の回転軸Mと一致するように取り付けられ、更に、この電子写真感光体11に対して、間隙幅Lをもって対向するように、鋸歯状電極20を配置することにより実施される。
このとき、この鋸歯状電極20は、図1に示されるように、電子写真感光体11と平行となるように対向配置されるとともに、それぞれが縦置き配置してあることが好ましい。
すなわち、電子写真感光体11については、円筒軸方向が垂直方向を向くように配置され、鋸歯状電極20については、長手方向が垂直方向を向くように配置されることが好ましい。
この理由は、このようにそれぞれを縦置きすることで、横置きした場合と比較して、自重による湾曲といった変形の影響を排除して、その間隙幅Lを精度良く規定することができるためである。また、その配置スペースも小さくすることができ、省スペース化にも資することができるためである。
また、この間隙幅L、すなわち鋸歯状電極と電子写真感光体の表面との最近接距離の値としては、放電電流との関係において所望の値に制御することができるが、0.1〜3mmの範囲内の値とすることが好ましい。
この理由は、このような範囲内の値とすることにより、印加電圧の値を、電源の持つ最大許容電圧以下とすることができるとともに、異常放電を生じさせない範囲で、安定的な放電電流を形成することができるためである。しかしながら、この間隙幅Lが大きくなり過ぎると、使用環境によっては放電電流が流れにくくなり、十分なエージング効果が得られなくなる場合がある。また逆に、小さくなり過ぎると、鋸歯状電極の加工精度によっては、電子写真感光体表面に電極が触れてしまい、破損させてしまう場合がある。したがって、かかる間隙幅Lの値としては、0.5〜2.5mmの範囲内の値とすることが好ましく、0.7〜2.3の範囲内の値とすることがより好ましい。
【0017】
(2)回転工程
次いで、回転手段を用いて電子写真感光体を回転させる回転工程を実施する。この工程で用いられる回転手段は、図1に示されるように、電子写真感光体11を円筒軸方向(図中M方向)に回転させるための動力源を含む回転手段40であって、電子写真感光体11を円筒軸回りに所定速度で回転させることができる。
このような回転手段において、その回転速度を30〜200rpmの範囲内の値とすることが好ましい。この理由は、このような範囲内の値とすることで、電子写真感光体表面を、均一かつ効率的にエージング処理することができるためである。
しかしながら、この回転速度が速くなり過ぎる場合には、エージング処理の効率は向上するものの、取付方法によっては回転軸が振動して電極と電子写真感光体とが接触してしまう場合がある。また逆に遅くなりすぎる場合には、エージング処理の効率が低下してしまう場合がある。
したがって、かかる回転速度の範囲としては、50〜180rpmの範囲内の値とすることが好ましく、100〜160rpmの範囲内の値とすることがより好ましい。
また、この回転手段40による回転動作は、以降の工程全てにおいて継続して実施される。
【0018】
(3)電圧印加工程
次いで、電圧印加手段を用いて鋸歯状電極に対して電圧を印加する電圧印加工程を実施する。この工程で用いられる電圧印加手段は、図1に示されるように、鋸歯状電極20に対して電気的に接続された電源30とすることができる。
また、この電源30による印加電圧の種類としては、放電電流の方向や感光層の帯電極性との関係で規定することができるが、直流電圧、交流電圧、あるいは重畳電圧を印加できる電源とすることができる。
また、この電圧印加手段には電流計50が接続してある。この電流計50に表示される値は、鋸歯状電極20と電子写真感光体11との間に流れる放電電流の電流量を意味しており、かかる電流計50の値をモニタリングして密度換算することにより、エージング時間を算出する基準とすることができる。
【0019】
(4)エージング工程
次いで、発生した放電電流を用いて電子写真感光体をエージング処理する工程を実施する。この工程は、図1において、電流計50によって電流値をモニタリングするとともに、制御手段80において、この電流値から求められた電流密度Iと、あらかじめ設定された帯電処理量(I×t)とからエージング時間tを算出し、電圧印加手段のオンオフを制御することにより実施される工程である。
すなわち、このエージング処理工程は、電子写真感光体に対して所定量の電流を注入することにより、その感光層を構成する材料同士の結合状態を馴染ませて安定化させるものであるが、その処理条件を詳細に規定することにより、より効果的に実施することができる。
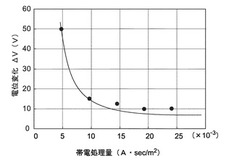
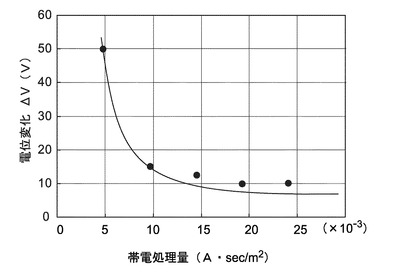
そこで、この処理条件を規定するにあたり、図2に示すような、エージング処理条件と初期電気特性の安定性との関係を考慮することができる。
この図2は、横軸に、放電電流の電流密度I(A/m2)と、放電電流の注入時間t(sec)との積である帯電処理量(I×t)(A・sec/m2)を採り、縦軸には、電子写真感光体の製造後初めて帯電処理したときの表面電位V1と、それから一定時間経過した後の表面電位V2と、の電位変化ΔV(=V1−V2)を採って示してあり、電位変化ΔVが小さくなるほど、初期電気特性に優れており、エージング効果が得られていることを意味している。
この図に示されるように、帯電処理量(I×t)が大きくなるほど、電位変化ΔVは小さくなり、初期電気特性に優れる電子写真感光体となっており、特に、帯電処理量が1.5×10-2(A・sec/m2)以上となったときに、その電位変化はほぼ一定値に達し、エージング処理の効果が十分発揮できた状態といえる。
このとき、例えば、放電電流の値を50μA一定として近似すると、その処理時間は、約4〜6秒であって、上述したように、倉庫などに放置保管した場合と比較して、飛躍的にその処理時間が削減されていることが理解できる。
しかしながら、この帯電処理量の値を大きくし過ぎると、十分なエージング効果が得られる反面、生産効率を低下させるとともに、過剰な電流注入が為されることにより、電子写真感光体としての寿命を縮める場合がある。また逆に、小さくし過ぎると、使用環境によっては、十分に初期電気特性が安定化せずに、画像特性を低下させる場合がある。
したがって、かかる帯電処理量の範囲としては、1×10-2〜3×10-2(A・sec/m2)の範囲内の値とすることが好ましく、1.5×10-2〜2.5×10-2(A・sec/m2)の範囲内の値とすることがより好ましい。
なお、本発明における電流密度とは、電極から電子写真感光体に向かって注入される電流値A(μA)を、電子写真感光体の表面積S(mm2)で割った値であるA/S(A/m2)と定義される。
【0020】
また、このエージング処理を行う際に、電子写真感光体11に対して、光照射させながら実施することが好ましい。
この理由は、電子写真感光体の感光層が、光照射することにより電荷を発生させ表面方向に輸送する機能を有していることから、このように光照射させることにより、実質的に感光層の電気抵抗値を変化させることができるためである。また、このように感光層12の電気抵抗値を変化させた場合には、図1において、間隙幅Lにおける電位差が実質的に小さくなるため、比較的小さな印加電圧であっても、所望の放電電流を生じさせることができるためである。
このとき、照射する光の光源としては、蛍光灯のような白色光を照射させても良いし、画像形成装置に搭載される比較的短波長の点光源を用いることもできる。
【0021】
また、本発明に用いられる電子写真感光体の種類としては、表面に有機感光層を備えた有機感光体とすることが好ましい。
この理由は、感光層として、電荷発生剤と、電荷輸送剤と、結着樹脂と、を含む有機感光層とすることにより、特に、電気的に不安定な末端部位を有しており、材料同士を馴染ませる必要がある高分子化合物に対して、高いエージング効果を期待することができるためである。
【0022】
[第2の実施形態]
本発明における第2の実施形態は、電子写真感光体に用いられるエージング処理装置であって、電子写真感光体に対向するように配置される長尺形状の鋸歯状電極と、当該鋸歯状電極に対して電圧を印加するための電圧印加手段と、電子写真感光体を回転駆動させるための回転手段と、を含むとともに、回転手段により電子写真感光体を回転させながら、電圧印加手段により鋸歯状電極に対して電圧を印加し、鋸歯状電極から電子写真感光体表面に向かって放電電流を流すことを特徴とするエージング処理装置である。
以下、第1の実施形態と共通する部分は適宜省略しつつ、第2の実施形態として、第1の実施形態と異なる点を中心に説明する。
【0023】
1.エージング処理装置
(1)基本的構成
本発明に用いられるエージング処理装置10は、図1に示すように、電子写真感光体11に対向するように配置される長尺形状の鋸歯状電極20と、当該鋸歯状電極と電気的に接続してある電圧印加手段30と、電子写真感光体11を円筒軸回りに回転駆動させるための回転手段40と、鋸歯状電極20から電子写真感光体11へ向かって流れる放電電流の電流量を検出するための電流計50と、得られた電流密度からエージング時間を算出して電源のオンオフ制御を行う制御手段80と、から構成される。
このとき、電子写真感光体11の端部には、画像形成装置に組み込むための治具であるフランジ60が取り付けられている。また、このフランジ60の内部には、外周部分がドラム素管13の内面と電気接続してあるとともに、中心部をアースに短絡してある導通ピン62と電気接続してあるフランジアース板61が備えられている。
このフランジアース板61を備えることにより、電子写真感光体11表面に注入された電子が感光層からドラム素管を経由して、アースに流れ込む経路が形成され、放電電流を長時間注入した場合であっても、感光層12がチャージアップすることを防止することができる。
【0024】
(2)電極
(2)−1 形状
本発明に用いられる電極は、図1に示すように、全体的に長尺形状をなしており、その長辺部分に鋸歯に似た形状を備えた鋸歯状電極20であることを特徴とする。
この理由は、このような形状を有する電極を用いることで、所定電圧を印加した場合に、その先端部分に電界集中領域を容易に形成して、均一かつ安定的に電子放出させることができるためである。
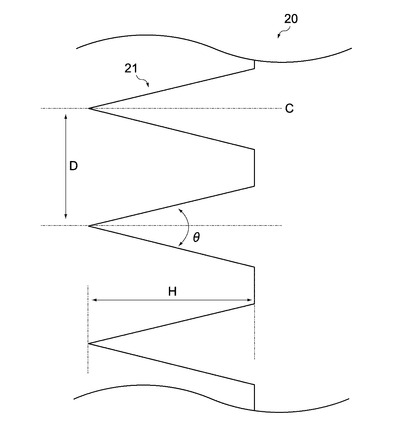
また、図3は鋸歯状電極20の先端部分21の拡大図を示している。この図3に示されるように、先端部分21の形状としては、例えば、その平面形状が二等辺三角形からなる先端部分が一定間隔で配列してあることが好ましい。
この理由は、このような形状から構成することにより、電圧印加時に形成される電界が対称に広がって、かかる先端部分の指し示す方向に対して平行に電子を放出することができるためである。
また、かかる先端部分の寸法としては、所望の放電特性に対応させて適宜変更することはできるが、例えば、その頂角θを5〜20°の範囲内の値とすることが好ましい。
この理由は、このような範囲内の値とすることで、先端部分を、加工精度の許容範囲内で鋭角とすることができ、放電効率に優れた電極とすることができるためである。
しかしながら、かかる頂角θが小さくなり過ぎる場合には、先端が脆弱になって欠けたりする場合がある。また逆に、大きくなり過ぎる場合には、先端部分での電界密度が十分得られずに放電効率が低下してしまう。したがって、かかる頂角θの範囲としては、7〜18°の範囲内の値とすることが好ましく、8〜12°の範囲内の値とすることがより好ましい。
また、先端部分21の高さHの値としては1〜10mmの範囲内の値とすることが好ましい。この理由は、このような範囲内の値とすることで、その機械的強度の所定範囲内に制御しつつ、所定の放電特性を得ることができるためである。
しかしながら、この高さHの値が高くなり過ぎると、多少の機械的衝撃で破損する場合がある。また逆に小さくなり過ぎると、先端部分での電界密度が十分得られずに放電効率が低下してしまう。したがって、かかる高さHの範囲としては、1.5〜8mmの範囲内の値とすることが好ましく、2〜5mmの範囲内の値とすることがより好ましい。
また、先端部分21のピッチ間隔Dの値としては0.1〜2mmの範囲内の値とすることが好ましい。この理由は、このような範囲内の値とすることにより、隣接する先端部分同士が接触して導通してしまうことなく、所定の電流密度を有する放電電流を形成することができるためである。
しかしながら、かかるピッチ間隔Dが大きくなり過ぎると、その電流密度が低下してエージング処理の精度を低下させる場合がある。また逆に、小さくなり過ぎると、先端部分が変形したような場合に、隣接する先端部分同士が短絡したり、放電電流の方向が変化してしまう場合がある。したがって、かかるピッチ間隔Dの範囲としては、0.3〜1.8mmの範囲内の値とすることが好ましく、0.5〜1.5mmの範囲内の値とすることがより好ましい。
【0025】
(2)−2 材質
また、この鋸歯状電極20に用いられる材料としては、電気伝導性、機械的強度、加工容易性の面から好適に選択することができるが、例えば、ステンレス、アルミニウム、銅、銀、金などの比較的電気伝導率の高い金属材料とすることができる。その中でもSUS304などのステンレス合金を用いることが好ましい。この理由は、このような材料であれば、所定の機械的強度を維持しつつ、耐食性にも優れ、更には、繰り返し使用した場合であっても表面に酸化被膜等の絶縁膜が形成されにくく、長期に渡って安定的に使用することができるためである。
また、このような材料を用いた場合には、更にその表面にニッケルメッキ処理を施すことが好ましい。この理由は、このような表面処理を施すことにより、更に耐食性に優れるばかりか、耐久性も向上して、連続的な長期使用にも十分耐えうる電極を形成することができるためである。
【0026】
2.電子写真感光体
(1)基本的構成
本発明に用いられる電子写真感光体は、図1に示すように、支持基体としてのドラム素管13と、当該ドラム素管の表面上に形成される感光層12と、からなる電子写真感光体11とすることができる。このとき、感光層12は、単一層からなる単層型とすることができ、また異なる複数層を順次積層した積層型とすることもできる。単層型は、感光層内に電荷発生剤、電荷輸送剤、及び結着樹脂を同一層内に全て含有させており、その構成及び製造方法を簡素化することができる。一方、積層型は、例えば、電荷発生剤を含む電荷発生層と、電荷輸送剤を含む電荷輸送層とが順次形成してあり、電荷発生を電荷輸送の機能をそれぞれ分離して、電気特性を向上させることができる。
【0027】
(2)ドラム素管
図1に示されるドラム素管13は、電子写真感光体11の支持基体であって、その概形は円筒形状であり、その表面に感光層12を備えている。
その材質としては、アルミニウム、銅、ニッケル、鉄等の電気伝導性に優れた金属材料を用いることが好ましい。この理由は、ドラム素管13が感光層12内に発生もしくは注入された電荷の通過経路としての役割を果たしており、その電気伝導性が高いほど、優れた電気特性を発揮することができるためである。
また、このドラム素管の表面に対して、酸化被膜等の電気伝導性の低い層を形成しておくことも好ましい。例えば、材料としてアルミニウムを用いた場合には、アルマイト処理を施すことが好ましい。この理由は、この陽極酸化により得られた酸化被膜が、感光層内部に存在する電荷がアース方向に流れる量を制御して、その帯電電位等の帯電特性を所望の値に制御することができるためである。
【0028】
3.フランジ
(1)基本的構成
本発明において用いられる電子写真感光体は、図1に示されるように、その端部にフランジ60を備えている。このフランジ60は、電子写真感光体11を画像形成装置に組み込む際に、装置側のギア部と噛み合うように取り付けられる治具であって、装置内に組み込まれたモータからの回転動力は、このフランジを介して電子写真感光体11に伝達されることとなる。
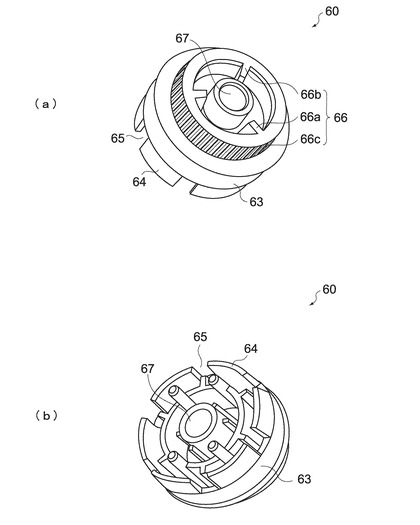
また、その外形形状としては、図4(a)〜(b)に示すように、全体として円筒形状とすることができる。このような円筒形状のフランジ60は、その外周部分に、ドラム素管13を圧入するための圧入部63を備えている、この圧入部63はドラム素管13の内周よりもやや大きく設計されており、ドラム素管13の内部に嵌め込むように取り付けることで、強固に固定することができる。
また、この圧入部63には、その外周に沿って小片状の延長部64が設けられている。この延長部64は、部分的に切り込み65が形成されており、圧入部63をドラム素管13の内側に嵌め込む際のガイドとしての役割を果たす。
また、圧入部63において、延長部64と対向する側には、リブ部66が設けられている。このリブ部66は、装置側のギア部と噛み合うように、凸部66aや凹部66bが設けてある。また、その外周部分には、ギア66cが形成されている。このような形状のリブ部66は、装置側に取り付けられたギア部と、噛み合うように取り付けられることにより、所定の回転動力を電子写真感光体に対して伝達させることができる。
また、フランジ60の中央部分には貫通孔67が設けられている。この貫通孔67は、図1に示す導通ピン62を通すための孔であって、その中心位置は回転中心と一致している。
【0029】
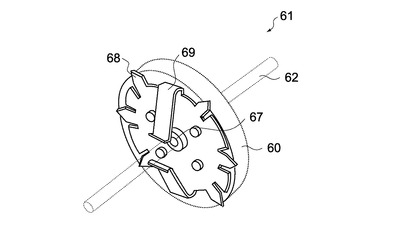
また、このようなフランジ60は、図5に示すように、その一部に金属板からなるフランジアース板61を備えている。このフランジアース板61は、全体として円盤形状であって、その外周部分にある突起68が、ドラム素管13の内面と電気的に接触し、外周部分から中心方向に向かって折り曲げられるように形成された接触片69が、アースに短絡してある導通ピン62と電気的に接触している。
すなわち、このフランジアース板60は、ドラム素管13と導通ピン62とを電気接続する端子としての役割を果たしており、このフランジアース板60と、ドラム素管13とが安定的に接触していることが、優れた電気特性を発揮するための必須条件となる。
【実施例】
【0030】
[実施例1〜5]
1.電子写真感光体の作成
電荷発生物質としてX型無金属フタロシアニン2.7重量部と、正孔輸送剤としてスチルベンアミン化合物50重量部と、電子輸送剤としてアゾキノン系化合物35重量部と、結着樹脂として平均分子量30000のビスフェノールZ型ポリカーボネート樹脂100重量部と、テトラヒドロフラン700重量部と、を攪拌容器内に収容した後、ボールミルで50時間混合分散し、塗布液を作成した。次いで、得られた塗布液を軸長さ220mm、直径30mmのアルマイト素管からなる導電性支持体上にディップコート法にて塗布した後、130℃、45分間の条件で熱風乾燥し、膜厚30μmの単層型電子写真感光体を得た。
次いで、この単層型電子写真感光体の端部において、樹脂成形して得られたフランジ及びSUS304を加工成形して得られたフランジアース板を取り付け、ドラム素管とフランジアース板と電気的に接続した。
【0031】
2.エージング処理
得られた電子写真感光体を、本発明におけるエージング処理装置に取り付けるとともに、鋸歯状電極との距離(間隙幅)が2mmとなるように調整した。また、フランジの貫通孔にアース短絡してある導通ピンを通すとともに、この導通ピンとフランジアース板に設けられた接触片とが電気的に接続するように調整した。
次いで、回転手段を用いて電子写真感光体を回転速度120rpmで回転させた。
その後、回転速度が一定となった後、電圧印加手段に対して4.5kVの電圧を印加した。このとき、鋸歯状電極と電子写真感光体との間に流れる放電電流の電流量を、電流計を用いてモニタリングした。
最後に、制御手段を用いて、モニタリングされた電流量を電流密度I(A/m2)に換算するとともに、その電流密度Iと、あらかじめ設定された帯電処理量(I×t)と、から処理時間tを算出し、処理終了時間を制御した。
【0032】
3.初期電気特性評価
得られた電子写真感光体を画像形成装置(京セラミタ製FS−1010)に組込むとともに、電子写真感光体を、その表面電位が400Vとなるように帯電させた。
このとき、表面電位計を用いて表面電位の時間的変化をモニタリングすることにより、帯電させた直後の表面電位V1と、30秒経過後の表面電位V2と、の差である電位変化ΔV(=V1−V2)を算出した。
このようにして得られた電位変化ΔVを下記基準に準じて評価した。得られた結果を表1に示す。
○:電位変化ΔVが50V以下の値である。
×:電位変化ΔVが50Vを超える値である。
【0033】
【表1】

【産業上の利用可能性】
【0034】
本発明のエージング処理方法及びエージング処理装置によれば、所定形状を有する電極を電子写真感光体表面に対向配置させるとともに、当該電極に電圧を印加して放電電流を発生させることにより、短時間のエージング処理で、初期電気特性の安定性に優れる電子写真感光体とすることができるようになった。したがって、かかるエージング処理方法及びエージング処理装置によって製造された電子写真感光体は、複写機やプリンター等の各種画像形成装置における電気特性や画像特性の向上のみならず、生産性向上及び経済的効果に著しく寄与することが期待される。
【図面の簡単な説明】
【0035】
【図1】本発明にかかるエージング処理装置を説明するための図である。
【図2】帯電処理量と初期電気特性との関係を示す特性図である。
【図3】鋸歯状電極の先端部分の拡大平面図である。
【図4】(a)〜(b)は、フランジの概略斜視図である。
【図5】フランジに取り付けられたフランジアース板の概略斜視図である。
【図6】保管時間と初期電気特性との関係を示す特性図である。
【図7】従来の鋸歯状電極の形状を示す平面図である。
【符号の説明】
【0036】
10:エージング処理装置、11:電子写真感光体、12:感光層、13:ドラム基体(基体)、20:鋸歯状電極、30:電圧印加手段、40:回転手段、50:電流計、60:フランジ、61:フランジアース板、62:導通ピン、80:制御手段
【技術分野】
【0001】
本発明は、エージング処理方法及びエージング処理装置に関する。特に、短時間のエージング処理で、優れた初期電気特性を得ることができる電子写真感光体のエージング処理方法及びエージング処理装置に関する。
【背景技術】
【0002】
一般に、複写機やレーザープリンタ等の電子写真機に用いられる電子写真感光体は、感光層がアモルファスシリコンからなるアモルファスシリコン感光体と、感光層が電荷発生剤、電荷輸送剤、及び結着樹脂を含む有機感光体と、に大別される。
これらの感光体は、感光層の材質や構造によってそれぞれ製造方法は異なるものの、アルミニウム等の導電性材料からなる円筒形状のドラム素管の表面に、アルマイト処理等の絶縁膜形成処理を施した後、例えば、単層型有機感光体であれば、電荷発生剤、電荷輸送剤、及び結着樹脂等を所定混合比で分散させた溶媒中に浸漬させることにより、感光層を形成することができる。
しかしながら、この感光層は、その構成材料として、高分子化合物など複雑な分子構造を持つ材料を多く含むことから、層形成直後において、その電気特性が安定しにくいという問題が見られる。この問題は、特に使用開始直後の電気特性である初期電気特性において多く見られ、その解決方法としては、例えば、倉庫のような暗室に一定期間保管して、構成材料同士を互いに馴染ませるという、いわゆるエージング処理が施され、その安定性が図られている。
図6は、倉庫内に一定期間保管したときの、その保管時間と、電気特性の安定性と、の関係を示したグラフである。このグラフは、横軸に保管時間を採り、縦軸には、電子写真感光体表面を帯電させた直後の表面電位V1と、一定時間経過後の表面電位V2と、の電位変化ΔV(=V1−V2)を採って示してあり、この電位変化ΔVが小さいほど、その電子写真感光体は初期電気特性に優れていることを意味する。このグラフに示されるように、保管時間を長くするほど、電子写真感光体は安定的に動作し、特に、1日〜2日程度保管することで、その電気特性を十分保障できる程度に安定動作すると言える。
しかしながら、この方法では、保管時間が長く生産性を低下させるとともに、その保管場所を確保する必要性も生じることとなる。
【0003】
そこで、電子写真感光体の表面処理の一種として、表面安定化を直接的な目的としたものではないものの、電子写真感光体に所定の放電電流を流すことにより、その表面状態を検査する方法が開示されている。
より具体的には、電子写真感光体表面に対向するように、図7に示すような形状の櫛型電極を配置し、当該櫛型電極に対して所定の電圧を印加することにより、電子写真感光体表面上に存在する欠陥を検査する欠陥検査装置が開示されている(例えば、特許文献1参照)。
【特許文献1】特開2003−161723号公報(特許請求の範囲、図1)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載された欠陥検出装置を用いた場合には、確かに、表面に放電電流を流すこと自体が、エージング処理としての安定化効果を得ていたことは予想されるが、その目的はあくまで欠陥検査であって、その装置構成や条件等に関して、エージング処理としての効果を考慮したものではなかった。
特に、この特許文献1に用いられる櫛型電極300は、図7に示すように、絶縁性基板上301上に、絶縁性の抵抗体305と、導電性の放電電極302と、をそれぞれ取り付けるといったやや煩雑な構成を採用しており、その加工精度によっては、エージング処理といった均一性を重視する表面処理には不向きな構成であった。
【0005】
そこで、本発明の発明者らは鋭意検討した結果、所定形状を有する電極を電子写真感光体表面に対向配置させるとともに、当該電極に電圧を印加して放電電流を発生させることにより、放置保管した場合に比べてより短いエージング時間で、電子写真感光体の初期電気特性を安定化させることができることを見出し、本発明を完成させたものである。
すなわち、本発明は、電子写真感光体表面に電気的な処理を施すことにより、初期電気特性に優れた電子写真感光体を効率的に製造することができるエージング処理方法及びそれに用いるエージング処理装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明によれば、電子写真感光体のエージング処理方法であって、電子写真感光体に対向するように配置される長尺形状の鋸歯状電極と、当該鋸歯状電極に対して電圧を印加するための電圧印加手段と、電子写真感光体を回転駆動させるための回転手段と、を備えたエージング処理装置を用いるとともに、回転手段により電子写真感光体を回転させながら、電圧印加手段により鋸歯状電極に対して電圧を印加して、鋸歯状電極から電子写真感光体表面に向かって放電電流を流すことを特徴とするエージング処理方法が提供され、上述した問題を解決することができる。
すなわち、所定の処理装置を用いて、電子写真感光体表面に対して放電電流を流すことにより、放置保管した場合と比較して、その感光層の安定化が促進されて、初期電気特性に優れた電子写真感光体を、簡易かつ効率的に製造することができる。
また、この放電電流を発生させるための電極として、所定形状を有する鋸歯状電極を採用することにより、異常放電等の不具合の発生を防止して、安定した放電現象を生じさせることができ、面内均一の高いエージング処理を施すことができる。
【0007】
また、本発明を実施するにあたり、放電電流の電流密度(A/m2)と、放電電流の注入時間(sec)と、の積を7×10-3〜3×10-2(A・sec/m2)の範囲内の値とすることが好ましい。
このように実施することにより、エージング条件を所定範囲内に規定することができ、例えば、電子写真感光体と電極との距離が変化するなどして、放電電流の電流量が変化してしまったような場合であっても、得られるエージング効果を一定レベルに維持することができ、連続的かつ安定的なエージング処理ができる。
【0008】
また、本発明を実施するにあたり、回転手段における回転速度を30〜200rpmの範囲内の値とすることが好ましい。
このように実施することにより、電子写真感光体の回転方向に対して均一なエージング処理を施すことができ、初期電気特性の面内ムラを防止することができる。
また、その回転速度を所定範囲内に制御することで、エージング処理時間を制御することができ、その品質レベルを維持しつつ、生産効率を向上させることができる。
【0009】
また、本発明を実施するにあたり、電子写真感光体に対して、光照射しながら電圧を印加することが好ましい。
このように実施することにより、感光層の電気伝導性を変化させることができ、放電電流の発生効率を大幅に向上させることができる。その結果、より少ない印加電圧でエージング処理を実施することができ、消費電力を抑えたエージング処理が可能となる。
【0010】
また、本発明を実施するにあたり、電子写真感光体が有機感光層を備えることが好ましい。
このように実施することにより、エージング処理による初期電気特性の安定化効果を、より効果的に発揮することができ、品質の高い電子写真感光体を安定的に提供することができる。
【0011】
また、本発明の別の態様は、電子写真感光体に用いられるエージング処理装置であって、電子写真感光体に対向するように配置される長尺形状の鋸歯状電極と、当該鋸歯状電極に対して電圧を印加するための電圧印加手段と、電子写真感光体を回転駆動させるための回転手段と、を含むとともに、回転手段により電子写真感光体を回転させながら、電圧印加手段により鋸歯状電極に対して電圧を印加し、鋸歯状電極から電子写真感光体表面に向かって放電電流を流すことを特徴とするエージング処理装置である。
すなわち、このようなエージング処理装置を用いて製造された電子写真感光体は、その生産性に優れるとともに、初期電気特性にも優れていることから、所定の品質レベルを有する電子写真感光体を大量かつ安定的に提供することができる。
【0012】
また、本発明を構成するにあたり、鋸歯状電極と電子写真感光体の表面との最近接距離を0.1〜3mmの範囲内の値とすることが好ましい。
このように構成することにより、鋸歯状電極と電子写真感光体との電気抵抗値を所定範囲内に制御することができ、放電電流の電流量を安定化させることができる。
【0013】
また、本発明を構成するにあたり、電子写真感光体と、鋸歯状電極と、がそれぞれ縦置き配置してあることが好ましい。
このように構成することにより、電子写真感光体とエージング処理装置との距離を、例えば横方向にスライドするエアシリンダー等を用いて調整することにより、自重の影響を排除して、高精度にその位置関係を規定することができる。また、かかるエージング処理装置の設置面積を少なくして、省スペース化にも寄与することができる。
【0014】
また、本発明を構成するにあたり、鋸歯状電極の表面にニッケルメッキ処理が施してあることが好ましい。
このように実施することにより、長期間使用することによる電極表面の酸化被膜の形成を防止して、電極の長寿命化に資することができる。
【発明を実施するための最良の形態】
【0015】
[第1の実施形態]
本発明の第1の実施形態は、電子写真感光体のエージング処理方法であって、電子写真感光体に対向するように配置される長尺形状の鋸歯状電極と、当該鋸歯状電極に対して電圧を印加するための電圧印加手段と、電子写真感光体を回転駆動させるための回転手段と、を備えたエージング処理装置を用いるとともに、回転手段により電子写真感光体を回転させながら、電圧印加手段により鋸歯状電極に対して電圧を印加して、鋸歯状電極から電子写真感光体表面に向かって放電電流を流すことを特徴とするエージング処理方法である。
以下、第1実施形態のエージング処理方法として、電子写真感光体をエージング処理装置に取り付ける取付け工程と、この電子写真感光体を所定速度で回転させる回転工程と、鋸歯状電極に電圧を印加する電圧印加工程と、放電電流を流してエージング処理するエージング工程と、からなるエージング処理方法を例に採って具体的に説明する。
【0016】
(1)取付け工程
まず初めに、処理対象である電子写真感光体を、所定のエージング処理装置に取り付ける取付け工程を実施する。この取付け工程は、例えば、図1に示すようなエージング処理装置10に対して実施される。
このエージング処理装置の詳細については後述するが、まず、電子写真感光体11を、その円筒軸が回転手段40の回転軸Mと一致するように取り付けられ、更に、この電子写真感光体11に対して、間隙幅Lをもって対向するように、鋸歯状電極20を配置することにより実施される。
このとき、この鋸歯状電極20は、図1に示されるように、電子写真感光体11と平行となるように対向配置されるとともに、それぞれが縦置き配置してあることが好ましい。
すなわち、電子写真感光体11については、円筒軸方向が垂直方向を向くように配置され、鋸歯状電極20については、長手方向が垂直方向を向くように配置されることが好ましい。
この理由は、このようにそれぞれを縦置きすることで、横置きした場合と比較して、自重による湾曲といった変形の影響を排除して、その間隙幅Lを精度良く規定することができるためである。また、その配置スペースも小さくすることができ、省スペース化にも資することができるためである。
また、この間隙幅L、すなわち鋸歯状電極と電子写真感光体の表面との最近接距離の値としては、放電電流との関係において所望の値に制御することができるが、0.1〜3mmの範囲内の値とすることが好ましい。
この理由は、このような範囲内の値とすることにより、印加電圧の値を、電源の持つ最大許容電圧以下とすることができるとともに、異常放電を生じさせない範囲で、安定的な放電電流を形成することができるためである。しかしながら、この間隙幅Lが大きくなり過ぎると、使用環境によっては放電電流が流れにくくなり、十分なエージング効果が得られなくなる場合がある。また逆に、小さくなり過ぎると、鋸歯状電極の加工精度によっては、電子写真感光体表面に電極が触れてしまい、破損させてしまう場合がある。したがって、かかる間隙幅Lの値としては、0.5〜2.5mmの範囲内の値とすることが好ましく、0.7〜2.3の範囲内の値とすることがより好ましい。
【0017】
(2)回転工程
次いで、回転手段を用いて電子写真感光体を回転させる回転工程を実施する。この工程で用いられる回転手段は、図1に示されるように、電子写真感光体11を円筒軸方向(図中M方向)に回転させるための動力源を含む回転手段40であって、電子写真感光体11を円筒軸回りに所定速度で回転させることができる。
このような回転手段において、その回転速度を30〜200rpmの範囲内の値とすることが好ましい。この理由は、このような範囲内の値とすることで、電子写真感光体表面を、均一かつ効率的にエージング処理することができるためである。
しかしながら、この回転速度が速くなり過ぎる場合には、エージング処理の効率は向上するものの、取付方法によっては回転軸が振動して電極と電子写真感光体とが接触してしまう場合がある。また逆に遅くなりすぎる場合には、エージング処理の効率が低下してしまう場合がある。
したがって、かかる回転速度の範囲としては、50〜180rpmの範囲内の値とすることが好ましく、100〜160rpmの範囲内の値とすることがより好ましい。
また、この回転手段40による回転動作は、以降の工程全てにおいて継続して実施される。
【0018】
(3)電圧印加工程
次いで、電圧印加手段を用いて鋸歯状電極に対して電圧を印加する電圧印加工程を実施する。この工程で用いられる電圧印加手段は、図1に示されるように、鋸歯状電極20に対して電気的に接続された電源30とすることができる。
また、この電源30による印加電圧の種類としては、放電電流の方向や感光層の帯電極性との関係で規定することができるが、直流電圧、交流電圧、あるいは重畳電圧を印加できる電源とすることができる。
また、この電圧印加手段には電流計50が接続してある。この電流計50に表示される値は、鋸歯状電極20と電子写真感光体11との間に流れる放電電流の電流量を意味しており、かかる電流計50の値をモニタリングして密度換算することにより、エージング時間を算出する基準とすることができる。
【0019】
(4)エージング工程
次いで、発生した放電電流を用いて電子写真感光体をエージング処理する工程を実施する。この工程は、図1において、電流計50によって電流値をモニタリングするとともに、制御手段80において、この電流値から求められた電流密度Iと、あらかじめ設定された帯電処理量(I×t)とからエージング時間tを算出し、電圧印加手段のオンオフを制御することにより実施される工程である。
すなわち、このエージング処理工程は、電子写真感光体に対して所定量の電流を注入することにより、その感光層を構成する材料同士の結合状態を馴染ませて安定化させるものであるが、その処理条件を詳細に規定することにより、より効果的に実施することができる。
そこで、この処理条件を規定するにあたり、図2に示すような、エージング処理条件と初期電気特性の安定性との関係を考慮することができる。
この図2は、横軸に、放電電流の電流密度I(A/m2)と、放電電流の注入時間t(sec)との積である帯電処理量(I×t)(A・sec/m2)を採り、縦軸には、電子写真感光体の製造後初めて帯電処理したときの表面電位V1と、それから一定時間経過した後の表面電位V2と、の電位変化ΔV(=V1−V2)を採って示してあり、電位変化ΔVが小さくなるほど、初期電気特性に優れており、エージング効果が得られていることを意味している。
この図に示されるように、帯電処理量(I×t)が大きくなるほど、電位変化ΔVは小さくなり、初期電気特性に優れる電子写真感光体となっており、特に、帯電処理量が1.5×10-2(A・sec/m2)以上となったときに、その電位変化はほぼ一定値に達し、エージング処理の効果が十分発揮できた状態といえる。
このとき、例えば、放電電流の値を50μA一定として近似すると、その処理時間は、約4〜6秒であって、上述したように、倉庫などに放置保管した場合と比較して、飛躍的にその処理時間が削減されていることが理解できる。
しかしながら、この帯電処理量の値を大きくし過ぎると、十分なエージング効果が得られる反面、生産効率を低下させるとともに、過剰な電流注入が為されることにより、電子写真感光体としての寿命を縮める場合がある。また逆に、小さくし過ぎると、使用環境によっては、十分に初期電気特性が安定化せずに、画像特性を低下させる場合がある。
したがって、かかる帯電処理量の範囲としては、1×10-2〜3×10-2(A・sec/m2)の範囲内の値とすることが好ましく、1.5×10-2〜2.5×10-2(A・sec/m2)の範囲内の値とすることがより好ましい。
なお、本発明における電流密度とは、電極から電子写真感光体に向かって注入される電流値A(μA)を、電子写真感光体の表面積S(mm2)で割った値であるA/S(A/m2)と定義される。
【0020】
また、このエージング処理を行う際に、電子写真感光体11に対して、光照射させながら実施することが好ましい。
この理由は、電子写真感光体の感光層が、光照射することにより電荷を発生させ表面方向に輸送する機能を有していることから、このように光照射させることにより、実質的に感光層の電気抵抗値を変化させることができるためである。また、このように感光層12の電気抵抗値を変化させた場合には、図1において、間隙幅Lにおける電位差が実質的に小さくなるため、比較的小さな印加電圧であっても、所望の放電電流を生じさせることができるためである。
このとき、照射する光の光源としては、蛍光灯のような白色光を照射させても良いし、画像形成装置に搭載される比較的短波長の点光源を用いることもできる。
【0021】
また、本発明に用いられる電子写真感光体の種類としては、表面に有機感光層を備えた有機感光体とすることが好ましい。
この理由は、感光層として、電荷発生剤と、電荷輸送剤と、結着樹脂と、を含む有機感光層とすることにより、特に、電気的に不安定な末端部位を有しており、材料同士を馴染ませる必要がある高分子化合物に対して、高いエージング効果を期待することができるためである。
【0022】
[第2の実施形態]
本発明における第2の実施形態は、電子写真感光体に用いられるエージング処理装置であって、電子写真感光体に対向するように配置される長尺形状の鋸歯状電極と、当該鋸歯状電極に対して電圧を印加するための電圧印加手段と、電子写真感光体を回転駆動させるための回転手段と、を含むとともに、回転手段により電子写真感光体を回転させながら、電圧印加手段により鋸歯状電極に対して電圧を印加し、鋸歯状電極から電子写真感光体表面に向かって放電電流を流すことを特徴とするエージング処理装置である。
以下、第1の実施形態と共通する部分は適宜省略しつつ、第2の実施形態として、第1の実施形態と異なる点を中心に説明する。
【0023】
1.エージング処理装置
(1)基本的構成
本発明に用いられるエージング処理装置10は、図1に示すように、電子写真感光体11に対向するように配置される長尺形状の鋸歯状電極20と、当該鋸歯状電極と電気的に接続してある電圧印加手段30と、電子写真感光体11を円筒軸回りに回転駆動させるための回転手段40と、鋸歯状電極20から電子写真感光体11へ向かって流れる放電電流の電流量を検出するための電流計50と、得られた電流密度からエージング時間を算出して電源のオンオフ制御を行う制御手段80と、から構成される。
このとき、電子写真感光体11の端部には、画像形成装置に組み込むための治具であるフランジ60が取り付けられている。また、このフランジ60の内部には、外周部分がドラム素管13の内面と電気接続してあるとともに、中心部をアースに短絡してある導通ピン62と電気接続してあるフランジアース板61が備えられている。
このフランジアース板61を備えることにより、電子写真感光体11表面に注入された電子が感光層からドラム素管を経由して、アースに流れ込む経路が形成され、放電電流を長時間注入した場合であっても、感光層12がチャージアップすることを防止することができる。
【0024】
(2)電極
(2)−1 形状
本発明に用いられる電極は、図1に示すように、全体的に長尺形状をなしており、その長辺部分に鋸歯に似た形状を備えた鋸歯状電極20であることを特徴とする。
この理由は、このような形状を有する電極を用いることで、所定電圧を印加した場合に、その先端部分に電界集中領域を容易に形成して、均一かつ安定的に電子放出させることができるためである。
また、図3は鋸歯状電極20の先端部分21の拡大図を示している。この図3に示されるように、先端部分21の形状としては、例えば、その平面形状が二等辺三角形からなる先端部分が一定間隔で配列してあることが好ましい。
この理由は、このような形状から構成することにより、電圧印加時に形成される電界が対称に広がって、かかる先端部分の指し示す方向に対して平行に電子を放出することができるためである。
また、かかる先端部分の寸法としては、所望の放電特性に対応させて適宜変更することはできるが、例えば、その頂角θを5〜20°の範囲内の値とすることが好ましい。
この理由は、このような範囲内の値とすることで、先端部分を、加工精度の許容範囲内で鋭角とすることができ、放電効率に優れた電極とすることができるためである。
しかしながら、かかる頂角θが小さくなり過ぎる場合には、先端が脆弱になって欠けたりする場合がある。また逆に、大きくなり過ぎる場合には、先端部分での電界密度が十分得られずに放電効率が低下してしまう。したがって、かかる頂角θの範囲としては、7〜18°の範囲内の値とすることが好ましく、8〜12°の範囲内の値とすることがより好ましい。
また、先端部分21の高さHの値としては1〜10mmの範囲内の値とすることが好ましい。この理由は、このような範囲内の値とすることで、その機械的強度の所定範囲内に制御しつつ、所定の放電特性を得ることができるためである。
しかしながら、この高さHの値が高くなり過ぎると、多少の機械的衝撃で破損する場合がある。また逆に小さくなり過ぎると、先端部分での電界密度が十分得られずに放電効率が低下してしまう。したがって、かかる高さHの範囲としては、1.5〜8mmの範囲内の値とすることが好ましく、2〜5mmの範囲内の値とすることがより好ましい。
また、先端部分21のピッチ間隔Dの値としては0.1〜2mmの範囲内の値とすることが好ましい。この理由は、このような範囲内の値とすることにより、隣接する先端部分同士が接触して導通してしまうことなく、所定の電流密度を有する放電電流を形成することができるためである。
しかしながら、かかるピッチ間隔Dが大きくなり過ぎると、その電流密度が低下してエージング処理の精度を低下させる場合がある。また逆に、小さくなり過ぎると、先端部分が変形したような場合に、隣接する先端部分同士が短絡したり、放電電流の方向が変化してしまう場合がある。したがって、かかるピッチ間隔Dの範囲としては、0.3〜1.8mmの範囲内の値とすることが好ましく、0.5〜1.5mmの範囲内の値とすることがより好ましい。
【0025】
(2)−2 材質
また、この鋸歯状電極20に用いられる材料としては、電気伝導性、機械的強度、加工容易性の面から好適に選択することができるが、例えば、ステンレス、アルミニウム、銅、銀、金などの比較的電気伝導率の高い金属材料とすることができる。その中でもSUS304などのステンレス合金を用いることが好ましい。この理由は、このような材料であれば、所定の機械的強度を維持しつつ、耐食性にも優れ、更には、繰り返し使用した場合であっても表面に酸化被膜等の絶縁膜が形成されにくく、長期に渡って安定的に使用することができるためである。
また、このような材料を用いた場合には、更にその表面にニッケルメッキ処理を施すことが好ましい。この理由は、このような表面処理を施すことにより、更に耐食性に優れるばかりか、耐久性も向上して、連続的な長期使用にも十分耐えうる電極を形成することができるためである。
【0026】
2.電子写真感光体
(1)基本的構成
本発明に用いられる電子写真感光体は、図1に示すように、支持基体としてのドラム素管13と、当該ドラム素管の表面上に形成される感光層12と、からなる電子写真感光体11とすることができる。このとき、感光層12は、単一層からなる単層型とすることができ、また異なる複数層を順次積層した積層型とすることもできる。単層型は、感光層内に電荷発生剤、電荷輸送剤、及び結着樹脂を同一層内に全て含有させており、その構成及び製造方法を簡素化することができる。一方、積層型は、例えば、電荷発生剤を含む電荷発生層と、電荷輸送剤を含む電荷輸送層とが順次形成してあり、電荷発生を電荷輸送の機能をそれぞれ分離して、電気特性を向上させることができる。
【0027】
(2)ドラム素管
図1に示されるドラム素管13は、電子写真感光体11の支持基体であって、その概形は円筒形状であり、その表面に感光層12を備えている。
その材質としては、アルミニウム、銅、ニッケル、鉄等の電気伝導性に優れた金属材料を用いることが好ましい。この理由は、ドラム素管13が感光層12内に発生もしくは注入された電荷の通過経路としての役割を果たしており、その電気伝導性が高いほど、優れた電気特性を発揮することができるためである。
また、このドラム素管の表面に対して、酸化被膜等の電気伝導性の低い層を形成しておくことも好ましい。例えば、材料としてアルミニウムを用いた場合には、アルマイト処理を施すことが好ましい。この理由は、この陽極酸化により得られた酸化被膜が、感光層内部に存在する電荷がアース方向に流れる量を制御して、その帯電電位等の帯電特性を所望の値に制御することができるためである。
【0028】
3.フランジ
(1)基本的構成
本発明において用いられる電子写真感光体は、図1に示されるように、その端部にフランジ60を備えている。このフランジ60は、電子写真感光体11を画像形成装置に組み込む際に、装置側のギア部と噛み合うように取り付けられる治具であって、装置内に組み込まれたモータからの回転動力は、このフランジを介して電子写真感光体11に伝達されることとなる。
また、その外形形状としては、図4(a)〜(b)に示すように、全体として円筒形状とすることができる。このような円筒形状のフランジ60は、その外周部分に、ドラム素管13を圧入するための圧入部63を備えている、この圧入部63はドラム素管13の内周よりもやや大きく設計されており、ドラム素管13の内部に嵌め込むように取り付けることで、強固に固定することができる。
また、この圧入部63には、その外周に沿って小片状の延長部64が設けられている。この延長部64は、部分的に切り込み65が形成されており、圧入部63をドラム素管13の内側に嵌め込む際のガイドとしての役割を果たす。
また、圧入部63において、延長部64と対向する側には、リブ部66が設けられている。このリブ部66は、装置側のギア部と噛み合うように、凸部66aや凹部66bが設けてある。また、その外周部分には、ギア66cが形成されている。このような形状のリブ部66は、装置側に取り付けられたギア部と、噛み合うように取り付けられることにより、所定の回転動力を電子写真感光体に対して伝達させることができる。
また、フランジ60の中央部分には貫通孔67が設けられている。この貫通孔67は、図1に示す導通ピン62を通すための孔であって、その中心位置は回転中心と一致している。
【0029】
また、このようなフランジ60は、図5に示すように、その一部に金属板からなるフランジアース板61を備えている。このフランジアース板61は、全体として円盤形状であって、その外周部分にある突起68が、ドラム素管13の内面と電気的に接触し、外周部分から中心方向に向かって折り曲げられるように形成された接触片69が、アースに短絡してある導通ピン62と電気的に接触している。
すなわち、このフランジアース板60は、ドラム素管13と導通ピン62とを電気接続する端子としての役割を果たしており、このフランジアース板60と、ドラム素管13とが安定的に接触していることが、優れた電気特性を発揮するための必須条件となる。
【実施例】
【0030】
[実施例1〜5]
1.電子写真感光体の作成
電荷発生物質としてX型無金属フタロシアニン2.7重量部と、正孔輸送剤としてスチルベンアミン化合物50重量部と、電子輸送剤としてアゾキノン系化合物35重量部と、結着樹脂として平均分子量30000のビスフェノールZ型ポリカーボネート樹脂100重量部と、テトラヒドロフラン700重量部と、を攪拌容器内に収容した後、ボールミルで50時間混合分散し、塗布液を作成した。次いで、得られた塗布液を軸長さ220mm、直径30mmのアルマイト素管からなる導電性支持体上にディップコート法にて塗布した後、130℃、45分間の条件で熱風乾燥し、膜厚30μmの単層型電子写真感光体を得た。
次いで、この単層型電子写真感光体の端部において、樹脂成形して得られたフランジ及びSUS304を加工成形して得られたフランジアース板を取り付け、ドラム素管とフランジアース板と電気的に接続した。
【0031】
2.エージング処理
得られた電子写真感光体を、本発明におけるエージング処理装置に取り付けるとともに、鋸歯状電極との距離(間隙幅)が2mmとなるように調整した。また、フランジの貫通孔にアース短絡してある導通ピンを通すとともに、この導通ピンとフランジアース板に設けられた接触片とが電気的に接続するように調整した。
次いで、回転手段を用いて電子写真感光体を回転速度120rpmで回転させた。
その後、回転速度が一定となった後、電圧印加手段に対して4.5kVの電圧を印加した。このとき、鋸歯状電極と電子写真感光体との間に流れる放電電流の電流量を、電流計を用いてモニタリングした。
最後に、制御手段を用いて、モニタリングされた電流量を電流密度I(A/m2)に換算するとともに、その電流密度Iと、あらかじめ設定された帯電処理量(I×t)と、から処理時間tを算出し、処理終了時間を制御した。
【0032】
3.初期電気特性評価
得られた電子写真感光体を画像形成装置(京セラミタ製FS−1010)に組込むとともに、電子写真感光体を、その表面電位が400Vとなるように帯電させた。
このとき、表面電位計を用いて表面電位の時間的変化をモニタリングすることにより、帯電させた直後の表面電位V1と、30秒経過後の表面電位V2と、の差である電位変化ΔV(=V1−V2)を算出した。
このようにして得られた電位変化ΔVを下記基準に準じて評価した。得られた結果を表1に示す。
○:電位変化ΔVが50V以下の値である。
×:電位変化ΔVが50Vを超える値である。
【0033】
【表1】
【産業上の利用可能性】
【0034】
本発明のエージング処理方法及びエージング処理装置によれば、所定形状を有する電極を電子写真感光体表面に対向配置させるとともに、当該電極に電圧を印加して放電電流を発生させることにより、短時間のエージング処理で、初期電気特性の安定性に優れる電子写真感光体とすることができるようになった。したがって、かかるエージング処理方法及びエージング処理装置によって製造された電子写真感光体は、複写機やプリンター等の各種画像形成装置における電気特性や画像特性の向上のみならず、生産性向上及び経済的効果に著しく寄与することが期待される。
【図面の簡単な説明】
【0035】
【図1】本発明にかかるエージング処理装置を説明するための図である。
【図2】帯電処理量と初期電気特性との関係を示す特性図である。
【図3】鋸歯状電極の先端部分の拡大平面図である。
【図4】(a)〜(b)は、フランジの概略斜視図である。
【図5】フランジに取り付けられたフランジアース板の概略斜視図である。
【図6】保管時間と初期電気特性との関係を示す特性図である。
【図7】従来の鋸歯状電極の形状を示す平面図である。
【符号の説明】
【0036】
10:エージング処理装置、11:電子写真感光体、12:感光層、13:ドラム基体(基体)、20:鋸歯状電極、30:電圧印加手段、40:回転手段、50:電流計、60:フランジ、61:フランジアース板、62:導通ピン、80:制御手段
【特許請求の範囲】
【請求項1】
電子写真感光体のエージング処理方法であって、
前記電子写真感光体に対向するように配置される長尺形状の鋸歯状電極と、当該鋸歯状電極に対して電圧を印加するための電圧印加手段と、前記電子写真感光体を回転駆動させるための回転手段と、を備えたエージング処理装置を用いるとともに、
前記回転手段により前記電子写真感光体を回転させながら、前記電圧印加手段により前記鋸歯状電極に対して電圧を印加して、前記鋸歯状電極から前記電子写真感光体表面に向かって放電電流を流すことを特徴とするエージング処理方法。
【請求項2】
前記放電電流の電流密度(A/m2)と、前記放電電流の注入時間(sec)と、の積を7×10-3〜3×10-2(A・sec/m2)の範囲内の値とすることを特徴とする請求項1に記載のエージング処理方法。
【請求項3】
前記回転手段における回転速度を30〜200rpmの範囲内の値とすることを特徴とする請求項1又は2に記載のエージング処理方法。
【請求項4】
前記電子写真感光体に対して、光照射しながら電圧を印加することを特徴とする請求項1〜3のいずれか一項に記載のエージング処理方法。
【請求項5】
前記電子写真感光体が有機感光層を備えることを特徴とする請求項1〜4のいずれか一項に記載のエージング処理方法。
【請求項6】
電子写真感光体に用いられるエージング処理装置であって、
前記電子写真感光体に対向するように配置される長尺形状の鋸歯状電極と、当該鋸歯状電極に対して電圧を印加するための電圧印加手段と、前記電子写真感光体を回転駆動させるための回転手段と、を含むとともに、
前記回転手段により前記電子写真感光体を回転させながら、前記電圧印加手段により前記鋸歯状電極に対して電圧を印加し、前記鋸歯状電極から前記電子写真感光体表面に向かって放電電流を流すことを特徴とするエージング処理装置。
【請求項7】
前記鋸歯状電極と、前記電子写真感光体の表面と、の最近接距離を0.1〜3mmの範囲内の値とすることを特徴とする請求項6に記載のエージング処理装置。
【請求項8】
前記電子写真感光体と、前記鋸歯状電極と、がそれぞれ縦置き配置してあることを特徴とする請求項6又は7に記載のエージング処理装置。
【請求項9】
前記鋸歯状電極の表面にニッケルメッキ処理が施してあることを特徴とする請求項6〜8のいずれか一項に記載のエージング処理装置。
【請求項1】
電子写真感光体のエージング処理方法であって、
前記電子写真感光体に対向するように配置される長尺形状の鋸歯状電極と、当該鋸歯状電極に対して電圧を印加するための電圧印加手段と、前記電子写真感光体を回転駆動させるための回転手段と、を備えたエージング処理装置を用いるとともに、
前記回転手段により前記電子写真感光体を回転させながら、前記電圧印加手段により前記鋸歯状電極に対して電圧を印加して、前記鋸歯状電極から前記電子写真感光体表面に向かって放電電流を流すことを特徴とするエージング処理方法。
【請求項2】
前記放電電流の電流密度(A/m2)と、前記放電電流の注入時間(sec)と、の積を7×10-3〜3×10-2(A・sec/m2)の範囲内の値とすることを特徴とする請求項1に記載のエージング処理方法。
【請求項3】
前記回転手段における回転速度を30〜200rpmの範囲内の値とすることを特徴とする請求項1又は2に記載のエージング処理方法。
【請求項4】
前記電子写真感光体に対して、光照射しながら電圧を印加することを特徴とする請求項1〜3のいずれか一項に記載のエージング処理方法。
【請求項5】
前記電子写真感光体が有機感光層を備えることを特徴とする請求項1〜4のいずれか一項に記載のエージング処理方法。
【請求項6】
電子写真感光体に用いられるエージング処理装置であって、
前記電子写真感光体に対向するように配置される長尺形状の鋸歯状電極と、当該鋸歯状電極に対して電圧を印加するための電圧印加手段と、前記電子写真感光体を回転駆動させるための回転手段と、を含むとともに、
前記回転手段により前記電子写真感光体を回転させながら、前記電圧印加手段により前記鋸歯状電極に対して電圧を印加し、前記鋸歯状電極から前記電子写真感光体表面に向かって放電電流を流すことを特徴とするエージング処理装置。
【請求項7】
前記鋸歯状電極と、前記電子写真感光体の表面と、の最近接距離を0.1〜3mmの範囲内の値とすることを特徴とする請求項6に記載のエージング処理装置。
【請求項8】
前記電子写真感光体と、前記鋸歯状電極と、がそれぞれ縦置き配置してあることを特徴とする請求項6又は7に記載のエージング処理装置。
【請求項9】
前記鋸歯状電極の表面にニッケルメッキ処理が施してあることを特徴とする請求項6〜8のいずれか一項に記載のエージング処理装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−298584(P2007−298584A)
【公開日】平成19年11月15日(2007.11.15)
【国際特許分類】
【出願番号】特願2006−124605(P2006−124605)
【出願日】平成18年4月28日(2006.4.28)
【出願人】(000006150)京セラミタ株式会社 (13,173)
【Fターム(参考)】
【公開日】平成19年11月15日(2007.11.15)
【国際特許分類】
【出願日】平成18年4月28日(2006.4.28)
【出願人】(000006150)京セラミタ株式会社 (13,173)
【Fターム(参考)】
[ Back to top ]