
ガスバリア性積層体およびそれを含む包装材料

【課題】高湿度下でも高いガスバリア性を有し、かつアルコール系内容物を充填、熱水処理しても外観不良が発生することがない透明なガスバリア性積層体を提供する。
【解決手段】プラスチックフィルム(X)、ガスバリア性フィルム(Y)、及びシーラントフィルム(Z)の少なくとも3層がこの順序で積層されてなる積層体であり、ガスバリア性フィルム(Y)を構成する基材フィルムがポリアミドフィルムであり、20℃×90%RHにおけるガスバリア性フィルム(Y)の酸素透過度が、レトルト処理(120℃、1.8気圧で30分間)前後において、20ml/(m2・day・MPa)以下であることを特徴とするガスバリア性積層体。
【解決手段】プラスチックフィルム(X)、ガスバリア性フィルム(Y)、及びシーラントフィルム(Z)の少なくとも3層がこの順序で積層されてなる積層体であり、ガスバリア性フィルム(Y)を構成する基材フィルムがポリアミドフィルムであり、20℃×90%RHにおけるガスバリア性フィルム(Y)の酸素透過度が、レトルト処理(120℃、1.8気圧で30分間)前後において、20ml/(m2・day・MPa)以下であることを特徴とするガスバリア性積層体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高湿度下におけるガスバリア性に優れるとともに、耐アルコール性にも優れるガスバリア性積層体に関する。
【背景技術】
【0002】
ポリアミドフィルム、ポリエステルフィルム等の熱可塑性樹脂フィルムは、強度、透明性、成型性に優れていることから、包装材料として幅広い用途に使用されている。これら熱可塑性樹脂フィルムの1種または2種以上を積層してなる積層体を用いた包装材料に、飲食品等を充填包装し、100℃以上の温度で30〜50分間程度加圧加熱殺菌処理を施すことにより、種々の形態からなるレトルト食品が多く製造されている。
【0003】
しかし、上記熱可塑性樹脂フィルムは酸素等のガス透過性が高いため、長期間保存するうちにフィルムを透過した酸素等のガスにより、内容物の変質が生じることがある。
【0004】
そこで、ガスバリア性を有するレトルト用パウチが考案されている。例えば、二軸延伸ポリエステルフィルム/アルミニウム箔/無延伸ポリプロピレンフィルムの3層からなる積層体、あるいは、二軸延伸ポリエステルフィルム/アルミニウム箔/二軸延伸ポリアミドフィルム/無延伸ポリプロピレンフィルムの4層からなる積層体等が知られている。
さらに、ガスバリア性を有し、かつ、透明仕様のレトルト用パウチを製造する積層体としては、例えば、二軸延伸ポリエステルフィルム/ポリ塩化ビニリデンフィルム/無延伸ポリプロピレンフィルムの3層からなる積層体、あるいは、二軸延伸ポリアミドフィルム/ポリ塩化ビニリデンフィルム/無延伸ポリプロピレンフィルムの3層からなる積層体等が知られている。
【0005】
上記の構成からなる積層体は、物理的にも化学的にも優れた強度を有し、さらに、内容物の充填包装適性、品質保全性等に優れているため、現在、大半のレトルト食品が、上記の積層体からなる袋状容器本体を使用している。特にポリアミドフィルムは、高強度を有し、輸送時の衝撃や内容物との擦過から生ずるピンホールや破袋を抑制することができるため、重量の大きい内容物や液体の内容物を充填する包装材料に対して多く使用されている。
【0006】
しかしながら、上記の積層体において、バリア性素材としてアルミニウム箔等の金属箔を使用する場合、優れたバリア性及び遮光性を有するため極めて有用である一方、アルミニウム箔等の金属箔は、耐屈曲性等に欠けることから、ピンホ−ルが発生し易く、そのバリア性を著しく損なうという問題点がある。また、アルミニウム箔を使用した包装材料は、金属探知機等を用いて内容物に混入した金属片(異物)等の検査を行う際に、アルミニウムが金属探知機に反応し、金属片(異物)を探知することが極めて困難であるという問題点がある。また、包装用容器として使用後、これをゴミとして廃棄処理する場合、例えば、焼却処理等により廃棄処理すると、アルミニウム等の金属が残り、焼却炉を損傷し兼ねず、その廃棄処理適性に欠けると共に環境破壊等の問題を引き起し、環境適性等にも欠けるという問題点がある。さらに、アルミニウム箔等の金属箔は、膜厚が厚く、かつ、重量があるため、容器・包装ごみの軽量化、減量化等に欠けるという問題点もある。
【0007】
また、上記の積層体において、バリア性素材としてポリ塩化ビニリデン系樹脂フィルムを使用する場合、ガスバリア性において所期の効果を有する一方、包装用容器として使用後、これをゴミとして廃棄処理する場合、例えば、焼却処理等により廃棄処理すると、塩素原子を含有していることから、焼却廃棄時に、例えば、ダイオキシン等の有毒ガス等を発生する原因となり、人体等への影響が懸念されるために、廃棄処理適性に欠けると共に環境破壊等の問題を引き起し、環境適性等にも欠けるという問題点がある。また、ポリ塩化ビニリデン系樹脂フィルムは、膜厚が厚いため、アルミニウム箔等の金属箔同様、容器・包装ごみの軽量化、減量化等に欠けるという問題点もある。
【0008】
一方、近年では、ガスバリア性、透明性、防湿性、香気保存性等の諸物性に優れ、さらに、容器、包装ごみの軽量化、減量化等に有用で、かつボイル、レトルト処理が可能であるフィルムとして、透明蒸着PETフィルムが知られている。
透明蒸着PETフィルムは、SiOXあるいはAl2O3を、真空で気化させ、PETフィルムの表面に付着させたものである。SiOX蒸着品はわずかに褐色であるが、最近ではほとんど無色のものも登場している。Al2O3蒸着品は全くの透明で、蒸着しているかどうか外観上は全く判別できない。
しかしながら、透明蒸着PETフィルムには、包装作業中や取扱中に、折り目、しわが発生すると、蒸着膜にクラック(亀裂)が入り、バリア性が低下しやすい。さらに、印刷、ラミネート、製袋などの工程が増えるに従って、このクラックがひどくなり、バリア性がさらに低下するという問題がある。
【0009】
特許文献1〜3には、ポリマーと金属成分とを含有するガスバリア性塗膜を有するガスバリア性フィルムが開示されている。これら文献に示されるガスバリア性フィルムは、透明性に優れ、また包装作業中や取扱中にバリア性の低下による実用性能の低下が抑制され、さらに高湿度下におけるガスバリア性に優れる。また熱水やスチームで処理した後のガスバリア性及び力学的強度にも優れるため、食品包装材、特に熱水やスチームによる殺菌処理が必要なレトルト食品用包装材として好適に使用される。
【0010】
すなわち、特許文献1には、PVA及びエチレン−マレイン酸共重合体を特定の金属塩で部分中和した組成物からなるガスバリア性塗料を加熱処理することにより、優れたガスバリア性塗膜が得られること、また、そのようにして得られたガスバリア性塗膜を水の存在下、または特定の金属イオンを含有する水の存在下に熱処理することにより、さらに優れたガスバリア性塗膜が得られることが記載されている。
【0011】
また、特許文献2には、ポリ(メタ)アクリル酸及びポリ(メタ)アクリル酸部分中和物からなる群から選ばれた少なくとも一種のポリ(メタ)アクリル酸系ポリマーと、ポリアルコール類との混合物からなる成型物層の表面に、金属化合物を含む層を塗工することにより、ガスバリア性塗膜が得られることが記載されている。
【0012】
また、特許文献3には、ハロゲン原子及びアルコキシ基から選ばれる少なくとも1つが結合した金属原子を含む化合物の加水分解縮合物、ビニルアルコール系重合体、カルボン酸単位含有重合体、及びカルボン酸単位含有重合体を含む重合体含有組成物からガスバリア性塗膜が得られることが記載されている。
【0013】
しかしながら、特許文献1〜3に示される方法によって得られるガスバリア性ポリアミドフィルムを用いた包装材料に、アルコール系内容物(例えば、醤油、日本酒(料理酒)、みりん、ワイン、ウイスキー、ブランデー等のアルコールが成分に含まれる調味料、及び、それら調味料を使用した煮物、スープ、洋菓子等)が充填された状態で熱水処理されると、白化及び水泡現象(図1参照)のような外観不良が発生するという問題があり、改善が必要とされている。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2004−322626号公報
【特許文献2】特開2000−931号公報
【特許文献3】特開2005−307042号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明の課題は、高湿度下でも高いガスバリア性を有し、かつアルコール系内容物を充填、熱水処理しても外観不良が発生することがない透明なガスバリア性積層体を提供することである。
【課題を解決するための手段】
【0016】
本発明者らは、ガスバリア性フィルムとシーラントフィルムからなる積層体の最外層に、プラスチックフィルムをさらに積層することにより、アルコール系内容物によるガスバリア性フィルムの伸長を抑制し、上記課題を解決した積層体が得られることを見出し本発明に到達した。
すなわち、本発明の要旨は下記のとおりである。
(1)プラスチックフィルム(X)、ガスバリア性フィルム(Y)、及びシーラントフィルム(Z)の少なくとも3層がこの順序で積層されてなる積層体であり、ガスバリア性フィルム(Y)を構成する基材フィルムがポリアミドフィルムであり、20℃×90%RHにおけるガスバリア性フィルム(Y)の酸素透過度が、レトルト処理(120℃、1.8気圧で30分間)前後において、20ml/(m2・day・MPa)以下であることを特徴とするガスバリア性積層体。
(2)プラスチックフィルム(X)の長さ方向(MD)と幅方向(TD)の引張弾性率が、ともに2.0GPa以上であることを特徴とする(1)記載のガスバリア性積層体。
(3)ガスバリア性フィルム(Y)が、基材フィルム上に、ポリカルボン酸系ポリマーと金属塩とを含有する層を有することを特徴とする(1)または(2)記載のガスバリア性積層体。
(4)上記(1)〜(3)のいずれかに記載のガスバリア性積層体を含む包装材料。
(5)上記(4)記載の包装材料を用いてなるアルコール系内容物充填用包装材料。
【発明の効果】
【0017】
本発明によれば、高湿度雰囲気下でも高いガスバリア性を示し、かつ、アルコール系内容物が充填された状態で熱水処理された場合でも、最外層にプラスチックフィルム(X)が存在するためガスバリア性フィルム(Y)の伸長が抑制され、白化及び水泡現象の発生が抑制された透明なガスバリア性積層体が提供される。
【図面の簡単な説明】
【0018】
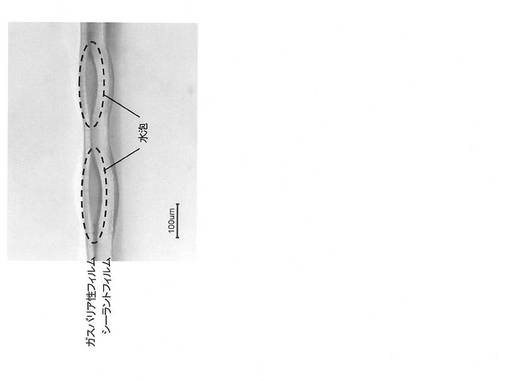
【図1】図1は、アルコール系内容物が充填された状態での熱水処理によって、ガスバリア性フィルムとシーラントフィルムとの間に発生した水泡が撮影された積層体断面写真である。
【発明を実施するための形態】
【0019】
本発明のガスバリア性積層体は、プラスチックフィルム(X)、ガスバリア性フィルム(Y)、シーラントフィルム(Z)の少なくとも3層がこの順序で積層されてなる積層体である。
【0020】
本発明において、プラスチックフィルム(X)を構成する熱可塑性樹脂としては、オレフィン系共重合体、ポリエステル、ポリアミド、スチレン系共重合体、塩化ビニル系共重合体、アクリル系共重合体、ポリカーボネート等が挙げられ、ポリエステル、ポリアミドが好ましい。
ポリエステルとしては、ポリ乳酸、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンテレフタレート/イソフタレート、ポリトリメチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート等が挙げられる。ポリアミドとしては、ナイロン6、ナイロン6,6、ナイロン6,10、ナイロン4,6、メタキシリレンアジパミド等が挙げられる。
これらの熱可塑性樹脂は、単独で使用してもよいし、2種以上を混合して使用してもよい。
【0021】
プラスチックフィルム(X)を構成する熱可塑性樹脂には、所望に応じて顔料、酸化防止剤、帯電防止剤、紫外線吸収剤、滑剤、防腐剤などの添加剤の1種あるいは2種類以上を、樹脂100質量部当り合計量として0.001〜5.0質量部の範囲内で添加することもできる。
また、本発明のガスバリア性積層体を用いて後述するように包装材料を形成する場合、包装材としての強度を確保するために、プラスチックフィルム(X)として、各種補強材入りのものを使用することができる。即ち、ガラス繊維、芳香族ポリアミド繊維、カーボン繊維、パルプ、コットン・リンター等の繊維補強材、あるいはカーボンブラック、ホワイトカーボン等の粉末補強材、あるいはガラスフレーク、アルミフレーク等のフレーク状補強材の1種類あるいは2種類以上を、前記熱可塑性樹脂100質量部当り合計量として2〜150質量部の量で配合できる。
増量の目的で、重質ないし軟質の炭酸カルシウム、雲母、滑石、カオリン、石膏、クレイ、硫酸バリウム、アルミナ粉、シリカ粉、炭酸マグネシウム等の1種類あるいは2種類以上を、前記熱可塑性樹脂100質量部当り合計量として5〜100質量部の量で配合してもよい。
さらに、ガスバリア性の向上を目指して、鱗片状の無機微粉末、例えば水膨潤性雲母、クレイ等を前記熱可塑性樹脂100質量部当り合計量として5〜100質量部の量で配合してもよい。
【0022】
プラスチックフィルム(X)は、上記熱成型可能な熱可塑性樹脂から、例えば、押出成型、射出成型、ブロー成型、延伸ブロー成型あるいは絞り成型等の手段で製造されたフィルム状基材であり、単一の層から構成されるものであってもよいし、例えば同時溶融押出しや、その他のラミネーションによって形成される複数の層から構成されるものであってもよい。
プラスチックフィルム(X)の厚みは、特に限定されないが、好ましくは6〜100μm、より好ましくは9〜50μmである。
【0023】
プラスチックフィルム(X)には、必要に応じてプライマー層、帯電防止層、易接着層などの機能性層が形成されてもよい。また、コロナ処理、オゾン処理などの表面処理が施されてもよい。
【0024】
プラスチックフィルム(X)の引張弾性率は、白化及び水泡現象の原因であるガスバリア性フィルム(Y)の伸長を抑制する目的で、長さ方向(MD)、幅方向(TD)ともに2.0GPa以上であることが好ましく、3.5GPa以上であることがより好ましい。
【0025】
本発明においてガスバリア性フィルム(Y)を構成する基材フィルムは、ポリアミドフィルムであることが必要である。基材フィルムのポリアミドフィルムを構成するポリアミド樹脂としては、ナイロン6、ナイロン6,6、ナイロン6,10、ナイロン4,6、メタキシリレンアジパミド等が挙げられる。基材フィルムであるポリアミドフィルムは、引張強度、ピンホール強度、衝撃強度などの機械的物性に優れるという理由で、少なくとも一軸方向に延伸されたものであることが好ましく、二軸延伸されたものがより好ましい。
【0026】
本発明において、ガスバリア性フィルム(Y)は、レトルト処理(120℃、1.8気圧で30分間)処理前後の、20℃×90%RHにおける酸素透過度が、20ml/(m2・day・MPa)以下であることが必要であり、10ml/(m2・day・MPa)以下であることが好ましい。酸素透過度が20ml/(m2・day・MPa)より大きい場合は、アルコール成分がガスバリア性フィルム(Y)とシーラントフィルム(Z)と間に滞留しないため、白化及び水泡現象は発生せず、最外層にプラスチックフィルム(X)を積層する必要がない。
本発明において、20℃×90%RHにおける酸素透過度を、20ml/(m2・day・MPa)以下とするために、ガスバリア性フィルム(Y)は、上記基材フィルム上に、ポリカルボン酸系ポリマーと金属塩を含有する層を有することが好ましい。
【0027】
ポリカルボン酸系ポリマーは、カルボキシル基または酸無水物基とエチレン性不飽和二重結合とを有するモノマー(BM)を重合してなる、カルボキシル基または酸無水物基を含有するポリマー(BP)である。
モノマー(BM)は、エチレン性不飽和二重結合として、アクリロイル基またはメタクリロイル基(以下、両者を合わせて(メタ)アクリロイル基という。)を有するものが好ましい。例えば、(メタ)アクリル酸、2−カルボキシエチル(メタ)アクリレート、ω−カルボキシ−ポリカプロラクトンモノ(メタ)アクリレート、マレイン酸、無水マレイン酸、フマル酸、無水フマル酸、シトラコン酸、無水シトラコン酸、イタコン酸、無水イタコン酸等が挙げられる。これらのうち、(メタ)アクリル酸、マレイン酸、無水マレイン酸、イタコン酸、及び無水イタコン酸が好ましい。
【0028】
これらのモノマーは、それぞれ単独で、あるいは2種以上を組み合わせて使用することができ、これら以外のモノマーと組み合わせて使用することもできる。すなわち、モノマー(BM)を重合してなるポリマー(BP)としては、これらモノマー(BM)をそれぞれ単独で重合してなるホモポリマー(BP1)、モノマー(BM)同士を複数共重合してなるコポリマー(BP2)、モノマー(BM)を他のモノマーと共重合してなるコポリマー(BP3)を挙げることができる。
【0029】
モノマー(BM)と共重合し得る他のモノマーとしては、カルボキシル基、水酸基を有しないモノマーであって、モノマー(BM)と共重合し得るモノマーを適宜用いることができる。例えば、クロトン酸、(メタ)アクリル酸等の不飽和モノカルボン酸のエステル化物であって水酸基やカルボキシル基を有しないモノマー、(メタ)アクリルアミド、(メタ)アクリロニトリル、スチレン、スチレンスルホン酸、ビニルトルエン、エチレンなどの炭素数2〜30のα−オレフィン類、アルキルビニルエーテル類、ビニルピロリドン等が挙げられる。これらの他のモノマーも、それぞれ単独で、あるいは2種以上を組み合わせて使用することができる。
【0030】
一方、金属塩に含有される金属としては、リチウム、ナトリウム、カルシウム、ルビジウム、セシウム等のアルカリ金属、ベリリウム、マグネシウム、カルシウム、ストロンチウム、バリウム等のアルカリ土類金属、亜鉛等の酸化数+2の遷移金属が有効である。
これら金属を含有する金属塩としては、金属単体を含む、酸化物、水酸化物、ハロゲン化物、炭酸塩等の無機塩、カルボン酸塩、スルホン酸塩等の有機塩、ポリ(メタ)アクリル酸塩等のポリ酸塩等が挙げられる。これらのうちアルカリ土類金属、あるいは酸化数+2の遷移金属の酸化物、水酸化物、炭酸塩が好ましく、さらに好ましくは、成型物との接着性、ハンドリング性の観点から、酸化マグネシウム、酸化カルシウム、水酸化マグネシウム、水酸化カルシウム、酸化亜鉛及び水酸化亜鉛、炭酸マグネシウム、炭酸カルシウムの群から選ばれた少なくとも一種の金属化合物が用いられる。金属化合物の形状としては粒子状のものが好ましい。
【0031】
ポリカルボン酸系ポリマーと金属塩との質量比(ポリカルボン酸系ポリマー/金属塩)は、10/1〜1/10であることが好ましく、5/1〜1/5であることがより好ましい。
【0032】
基材フィルム上に形成されるポリカルボン酸系ポリマーと金属塩を含有する層の厚さは0.05〜3μmであることが好ましく、0.05〜2μmであることがより好ましく、0.08〜1μmであることが特に好ましい。
【0033】
上記ポリカルボン酸系ポリマーと金属塩を構成成分とする層を有するガスバリア性ポリアミドフィルムとして、例えば、エンブレムNV(ユニチカ社製)、ベセーラAR(クレハ社製)、クラリスタN(クラレ社製)等が挙げられる。
【0034】
シーラントフィルム(Z)を構成する樹脂としては、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状ポリエチレン、ポリプロピレン、ポリエチレン/ポリプロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸/メタクリル酸共重合体、エチレン−アクリル酸/メタクリル酸エステル共重合体、ポリ酢酸ビニル系樹脂等を用いることができる。これらは、単独で用いても、他の樹脂や成分と共重合や溶融混合して用いても、また酸変性などが施されていてもよい。また、前記の樹脂成分を多層に用いてもよい。特に好ましいのは、ヒートシール強度や材質そのものの強度が高い、ポリエチレン、ポリプロピレン、ポリエチレン/ポリプロピレン共重合体などのポリオレフィン樹脂である。
【0035】
上記樹脂から構成されるシーラントフィルム(Z)は、未延伸状態であっても、低倍率の延伸状態でもよいが、実用的により好ましいのは未延伸状態のフィルムである。シーラントフィルム(Z)は、上記樹脂を押出機で加熱、溶融してTダイより押出し、冷却ロールなどで冷却固化するテンター法や、円形ダイより押出して水冷あるいは空冷により冷却固化させるチューブラー法などを用いて形成することができる。
【0036】
シーラントフィルム(Z)の厚みは、特に限定されないが、好ましくは20〜160μm、より好ましくは40〜100μmである。
【0037】
本発明のガスバリア性積層体を形成する方法としては、プラスチックフィルム(X)、ガスバリア性フィルム(Y)、シーラントフィルム(Z)が、直にまたは印刷インキ層を介して、ラミネート接着剤により順次ラミネートされる方法が挙げられる。
【0038】
ラミネート接着剤の形成に使用されるコート剤としては、公知のものが使用される。例えば、イソシアネート系、ポリウレタン系、ポリエステル系、ポリエチレンイミン系、ポリブタジエン系、ポリオレフィン系、アルキルチタネート系等のコート剤が挙げられる。これらの中で、密着性、耐熱性、耐水性などの効果を勘案すると、イソシアネート系、ポリウレタン系、及びポリエステル系のコート剤が好ましい。さらには、イソシアネート化合物、ポリウレタン及びウレタンプレポリマーの1種または2種以上の混合物及び反応生成物;ポリエステル、ポリオール及びポリエーテルの1種または2種以上とイソシアネートとの混合物及び反応生成物;またはこれらの溶液または分散液であることが好ましい。
ラミネート接着剤の厚みは、0.1μmより厚くすることが好ましく、生産性の観点から10μm以下程度であることが好ましい。
【0039】
印刷インキ層は、インキの印刷層であり、インキにより形成される文字、絵柄等である。インキとしては、ウレタン系、アクリル系、ニトロセルロース系、ゴム系、塩化ビニル系等のインキバインダー樹脂に、各種顔料、体質顔料、及び可塑剤、乾燥剤、安定剤等の添加剤などが添加されてなる任意のインキを用いることができる。
印刷インキ層の形成方法としては、例えばオフセット印刷法、グラビア印刷法、シルクスクリーン印刷法等の周知の印刷方式や、ロールコート、ナイフエッジコート、グラビアーコート等の周知の塗布方式を用いることができる。
【0040】
本発明のガスバリア性積層体は、ボイル、レトルト処理後の酸素ガスバリア性や外観美麗性を必要とする様々な分野に適用することができる。たとえば、各種の包装材料として好ましく使用でき、特にアルコール系内容物を含む食品包装用分野に好適である。
【実施例】
【0041】
以下に、実施例及び比較例を挙げて、本発明について具体的に説明するが、本発明は、これらの実施例のみに限定されるものではない。
【0042】
1.測定方法
下記の実施例、比較例において用いた測定方法を以下に示す。
【0043】
(1)引張弾性率
島津製作所社製AG−1S型オートグラフを使用し、温度23℃、相対湿度50%雰囲気下にて、JIS K7127に準じて、フィルムの長さ方向(MD)、幅方向(TD)について各5点を測定し、測定値5点の平均値をそれぞれ用いた。
【0044】
(2)酸素透過度
JIS K−7126−2法に記載の方法に準じて、モコン社製酸素バリア測定器(OX−TRAN 2/20MH)を用いて、温度20℃、相対湿度90%の雰囲気下における酸素透過度を測定した。酸素透過度はレトルト処理(120℃、1.8気圧で30分間)実施前後各々について測定した。
【0045】
(3)外観評価
積層体で作成した三方袋(外寸:長さ方向(MD)200mm×幅方向(TD)150mm、シール幅:10mm)に、下記構成の内容物100mlを充填密封後、レトルト処理(熱水シャワー式、120℃、1.8気圧で30分間)を実施し、外観評価を行った。積層体の外観は目視で判定し、透明な積層体をA、白化が認められた場合をB、白化・水泡両方が認められた場合をCとした。
三方袋に充填する内容物として、エタノール濃度が、それぞれ、0質量%、1.0質量%、2.5質量%、5.0質量%であるエタノール水溶液を使用した。
【0046】
2.原料
実施例、比較例において、プラスチックフィルム(X)、ガスバリア性フィルム(Y)、シーラントフィルム(Z)、ラミネート接着剤として、下記のものを使用した。
【0047】
(1)プラスチックフィルム(X)
・エンブレットPET:ユニチカ社製、厚み12μmのポリエステルフィルム。
・エンブレットPC:ユニチカ製、厚み12μmのポリエステルフィルム。
・ユニアスロンTB−1000:出光ユニテック社製、厚み15μmのナイロンフィルム。
・エンブレムON:ユニチカ社製、厚み15μmのナイロンフィルム。
【0048】
(2)ガスバリア性フィルム(Y)
・エンブレムNVB:ユニチカ製、中使い用NV、厚み15μm、基材フィルムとしての二軸延伸ポリアミドフィルム上に、ポリカルボン酸系ポリマーと金属塩とを含有する層を有する。
・ベセーラAR:クレハ社製、厚み16μm、基材フィルムとしての二軸延伸ポリアミドフィルム上に、ポリカルボン酸系ポリマーと金属塩とを含有する層を有する。
・クラリスタN:クラレ社製、厚み16μm、基材フィルムとしての二軸延伸ポリアミドフィルム上に、ポリカルボン酸系ポリマーと金属塩とを含有する層を有する。
・エンブレムNV:ユニチカ社製、厚み15μm、基材フィルムとしての二軸延伸ポリアミドフィルム上に、ポリカルボン酸系ポリマーと金属塩とを含有する層を有する。
・エンブレムDC DCWU:ユニチカ社製、厚み18μmのナイロンフィルム。
・エンブロンM600:ユニチカ社製、厚み15μmのナイロンフィルム。
【0049】
(3)シーラントフィルム(Z)
・CPP:三井化学東セロ社製RXC−22、厚み50μmの無延伸ポリプロピレンフィルム。
【0050】
(4)接着剤
・ポリウレタン系接着剤:DICグラフィックス社製 ディックドライ LX500/KR−90S。
【0051】
実施例1
プラスチックフィルム(X)としてエンブレットPETを、またガスバリア性フィルム(Y)としてエンブレムNVBを、またシーラントフィルム(Z)としてCPPを用い、下記の方法で積層体を得た。
プラスチックフィルム(X)のコロナ処理面に、ポリウレタン系接着剤を塗布し、塗布したフィルムを80℃の熱風乾燥機で10秒間乾燥させて、接着剤塗布量が5g/m2となるようにした。その接着剤塗布面と、ガスバリア性フィルム(Y)のバリアコート面をニップロールにて貼り合わせて(ニップ条件;80℃)、プラスチックフィルム(X)とガスバリア性フィルム(Y)のラミネートフィルムを得た。
得られたラミネートフィルムのガスバリア性フィルム(Y)のコロナ処理面に、接着剤を塗布し、塗布したフィルムを80℃の熱風乾燥機で10秒間乾燥させて、接着剤塗布量が5g/m2となるようにした。その接着剤塗布面と、シーラントフィルム(Z)のコロナ処理面をニップロールにて貼り合わせて(ニップ条件;80℃)、40℃の雰囲気で72時間エージングし、プラスチックフィルム(X)/ガスバリア性フィルム(Y)/シーラントフィルム(Z)の3層からなる積層体を得た。
【0052】
実施例2
ガスバリア性フィルム(Y)としてベセーラARを用い、フィルム背面にコロナ処理を施した以外は実施例1と同様にして積層体を得た。
【0053】
実施例3
ガスバリア性フィルム(Y)としてクラリスタNを用いた以外は実施例1と同様にして積層体を得た。
【0054】
実施例4
プラスチックフィルム(X)としてエンブレットPCを用いた以外は実施例1と同様にして積層体を得た。
【0055】
実施例5
プラスチックフィルム(X)としてユニアスロンTB−1000を用いた以外は実施例1と同様にして積層体を得た。
【0056】
実施例6
プラスチックフィルム(X)としてエンブレムONを用いた以外は実施例1と同様にして積層体を得た。
【0057】
比較例1
ガスバリア性フィルム(Y)としてエンブレムNVを、またシーラントフィルム(Z)としてCPPを用い、下記の方法で積層体を得た。
ガスバリア性フィルム(Y)のコロナ処理面にポリウレタン系接着剤を塗布し、塗布したフィルムを80℃の熱風乾燥機で10秒間乾燥させて、接着剤塗布量が5g/m2となるようにした。その接着剤塗布面とシーラントフィルム(Z)のコロナ処理面をニップロールにて貼り合わせて(ニップ条件;80℃)、40℃の雰囲気で72時間エージングし、ガスバリア性フィルム(Y)/シーラントフィルム(Z)の2層からなる積層体を得た。
【0058】
比較例2
ガスバリア性フィルム(Y)としてベセーラARを用い、フィルム背面にコロナ処理を施した以外は比較例1と同様にして積層体を得た。
【0059】
比較例3
ガスバリア性フィルム(Y)としてエンブレムDC DCWUを用いた以外は比較例1と同様にして積層体を得た。
【0060】
比較例4
ガスバリア性フィルム(Y)としてエンブロンM600を用いた以外は比較例1と同様にして積層体を得た。
【0061】
比較例5
ガスバリア性フィルム(Y)としてエンブレムDC DCWUを用いた以外は実施例1と同様にして積層体を得た。
【0062】
比較例6
ガスバリア性フィルム(Y)としてエンブロンM600を用いた以外は実施例1と同様にして積層体を得た。
【0063】
実施例1〜6、比較例1〜6の結果をまとめて表1に示す。
【0064】
【表1】

【0065】
実施例1〜6では、十分な酸素バリア性、及びアルコール系内容物適性が得られた。
一方、比較例1〜2では、最外層にプラスチックフィルム(X)が存在しないため、ガスバリア性フィルム(Y)の伸長が抑制されず、アルコール系内容物の濃度が低い段階で外観不良が発生した。比較例3〜4では、最外層にプラスチックフィルム(X)が存在しないが、ガスバリア性フィルム(Y)の酸素バリア性が比較的低いため、アルコール成分がガスバリア性フィルム(Y)とシーラントフィルム(Z)間に滞留せず、外観不良は発生しなかった。比較例5〜6では、比較例3〜4の積層体の最外層にプラスチックフィルム(X)を積層しても酸素バリア性及び外観に大きな効果は得られないことが判明した。
【技術分野】
【0001】
本発明は、高湿度下におけるガスバリア性に優れるとともに、耐アルコール性にも優れるガスバリア性積層体に関する。
【背景技術】
【0002】
ポリアミドフィルム、ポリエステルフィルム等の熱可塑性樹脂フィルムは、強度、透明性、成型性に優れていることから、包装材料として幅広い用途に使用されている。これら熱可塑性樹脂フィルムの1種または2種以上を積層してなる積層体を用いた包装材料に、飲食品等を充填包装し、100℃以上の温度で30〜50分間程度加圧加熱殺菌処理を施すことにより、種々の形態からなるレトルト食品が多く製造されている。
【0003】
しかし、上記熱可塑性樹脂フィルムは酸素等のガス透過性が高いため、長期間保存するうちにフィルムを透過した酸素等のガスにより、内容物の変質が生じることがある。
【0004】
そこで、ガスバリア性を有するレトルト用パウチが考案されている。例えば、二軸延伸ポリエステルフィルム/アルミニウム箔/無延伸ポリプロピレンフィルムの3層からなる積層体、あるいは、二軸延伸ポリエステルフィルム/アルミニウム箔/二軸延伸ポリアミドフィルム/無延伸ポリプロピレンフィルムの4層からなる積層体等が知られている。
さらに、ガスバリア性を有し、かつ、透明仕様のレトルト用パウチを製造する積層体としては、例えば、二軸延伸ポリエステルフィルム/ポリ塩化ビニリデンフィルム/無延伸ポリプロピレンフィルムの3層からなる積層体、あるいは、二軸延伸ポリアミドフィルム/ポリ塩化ビニリデンフィルム/無延伸ポリプロピレンフィルムの3層からなる積層体等が知られている。
【0005】
上記の構成からなる積層体は、物理的にも化学的にも優れた強度を有し、さらに、内容物の充填包装適性、品質保全性等に優れているため、現在、大半のレトルト食品が、上記の積層体からなる袋状容器本体を使用している。特にポリアミドフィルムは、高強度を有し、輸送時の衝撃や内容物との擦過から生ずるピンホールや破袋を抑制することができるため、重量の大きい内容物や液体の内容物を充填する包装材料に対して多く使用されている。
【0006】
しかしながら、上記の積層体において、バリア性素材としてアルミニウム箔等の金属箔を使用する場合、優れたバリア性及び遮光性を有するため極めて有用である一方、アルミニウム箔等の金属箔は、耐屈曲性等に欠けることから、ピンホ−ルが発生し易く、そのバリア性を著しく損なうという問題点がある。また、アルミニウム箔を使用した包装材料は、金属探知機等を用いて内容物に混入した金属片(異物)等の検査を行う際に、アルミニウムが金属探知機に反応し、金属片(異物)を探知することが極めて困難であるという問題点がある。また、包装用容器として使用後、これをゴミとして廃棄処理する場合、例えば、焼却処理等により廃棄処理すると、アルミニウム等の金属が残り、焼却炉を損傷し兼ねず、その廃棄処理適性に欠けると共に環境破壊等の問題を引き起し、環境適性等にも欠けるという問題点がある。さらに、アルミニウム箔等の金属箔は、膜厚が厚く、かつ、重量があるため、容器・包装ごみの軽量化、減量化等に欠けるという問題点もある。
【0007】
また、上記の積層体において、バリア性素材としてポリ塩化ビニリデン系樹脂フィルムを使用する場合、ガスバリア性において所期の効果を有する一方、包装用容器として使用後、これをゴミとして廃棄処理する場合、例えば、焼却処理等により廃棄処理すると、塩素原子を含有していることから、焼却廃棄時に、例えば、ダイオキシン等の有毒ガス等を発生する原因となり、人体等への影響が懸念されるために、廃棄処理適性に欠けると共に環境破壊等の問題を引き起し、環境適性等にも欠けるという問題点がある。また、ポリ塩化ビニリデン系樹脂フィルムは、膜厚が厚いため、アルミニウム箔等の金属箔同様、容器・包装ごみの軽量化、減量化等に欠けるという問題点もある。
【0008】
一方、近年では、ガスバリア性、透明性、防湿性、香気保存性等の諸物性に優れ、さらに、容器、包装ごみの軽量化、減量化等に有用で、かつボイル、レトルト処理が可能であるフィルムとして、透明蒸着PETフィルムが知られている。
透明蒸着PETフィルムは、SiOXあるいはAl2O3を、真空で気化させ、PETフィルムの表面に付着させたものである。SiOX蒸着品はわずかに褐色であるが、最近ではほとんど無色のものも登場している。Al2O3蒸着品は全くの透明で、蒸着しているかどうか外観上は全く判別できない。
しかしながら、透明蒸着PETフィルムには、包装作業中や取扱中に、折り目、しわが発生すると、蒸着膜にクラック(亀裂)が入り、バリア性が低下しやすい。さらに、印刷、ラミネート、製袋などの工程が増えるに従って、このクラックがひどくなり、バリア性がさらに低下するという問題がある。
【0009】
特許文献1〜3には、ポリマーと金属成分とを含有するガスバリア性塗膜を有するガスバリア性フィルムが開示されている。これら文献に示されるガスバリア性フィルムは、透明性に優れ、また包装作業中や取扱中にバリア性の低下による実用性能の低下が抑制され、さらに高湿度下におけるガスバリア性に優れる。また熱水やスチームで処理した後のガスバリア性及び力学的強度にも優れるため、食品包装材、特に熱水やスチームによる殺菌処理が必要なレトルト食品用包装材として好適に使用される。
【0010】
すなわち、特許文献1には、PVA及びエチレン−マレイン酸共重合体を特定の金属塩で部分中和した組成物からなるガスバリア性塗料を加熱処理することにより、優れたガスバリア性塗膜が得られること、また、そのようにして得られたガスバリア性塗膜を水の存在下、または特定の金属イオンを含有する水の存在下に熱処理することにより、さらに優れたガスバリア性塗膜が得られることが記載されている。
【0011】
また、特許文献2には、ポリ(メタ)アクリル酸及びポリ(メタ)アクリル酸部分中和物からなる群から選ばれた少なくとも一種のポリ(メタ)アクリル酸系ポリマーと、ポリアルコール類との混合物からなる成型物層の表面に、金属化合物を含む層を塗工することにより、ガスバリア性塗膜が得られることが記載されている。
【0012】
また、特許文献3には、ハロゲン原子及びアルコキシ基から選ばれる少なくとも1つが結合した金属原子を含む化合物の加水分解縮合物、ビニルアルコール系重合体、カルボン酸単位含有重合体、及びカルボン酸単位含有重合体を含む重合体含有組成物からガスバリア性塗膜が得られることが記載されている。
【0013】
しかしながら、特許文献1〜3に示される方法によって得られるガスバリア性ポリアミドフィルムを用いた包装材料に、アルコール系内容物(例えば、醤油、日本酒(料理酒)、みりん、ワイン、ウイスキー、ブランデー等のアルコールが成分に含まれる調味料、及び、それら調味料を使用した煮物、スープ、洋菓子等)が充填された状態で熱水処理されると、白化及び水泡現象(図1参照)のような外観不良が発生するという問題があり、改善が必要とされている。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2004−322626号公報
【特許文献2】特開2000−931号公報
【特許文献3】特開2005−307042号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明の課題は、高湿度下でも高いガスバリア性を有し、かつアルコール系内容物を充填、熱水処理しても外観不良が発生することがない透明なガスバリア性積層体を提供することである。
【課題を解決するための手段】
【0016】
本発明者らは、ガスバリア性フィルムとシーラントフィルムからなる積層体の最外層に、プラスチックフィルムをさらに積層することにより、アルコール系内容物によるガスバリア性フィルムの伸長を抑制し、上記課題を解決した積層体が得られることを見出し本発明に到達した。
すなわち、本発明の要旨は下記のとおりである。
(1)プラスチックフィルム(X)、ガスバリア性フィルム(Y)、及びシーラントフィルム(Z)の少なくとも3層がこの順序で積層されてなる積層体であり、ガスバリア性フィルム(Y)を構成する基材フィルムがポリアミドフィルムであり、20℃×90%RHにおけるガスバリア性フィルム(Y)の酸素透過度が、レトルト処理(120℃、1.8気圧で30分間)前後において、20ml/(m2・day・MPa)以下であることを特徴とするガスバリア性積層体。
(2)プラスチックフィルム(X)の長さ方向(MD)と幅方向(TD)の引張弾性率が、ともに2.0GPa以上であることを特徴とする(1)記載のガスバリア性積層体。
(3)ガスバリア性フィルム(Y)が、基材フィルム上に、ポリカルボン酸系ポリマーと金属塩とを含有する層を有することを特徴とする(1)または(2)記載のガスバリア性積層体。
(4)上記(1)〜(3)のいずれかに記載のガスバリア性積層体を含む包装材料。
(5)上記(4)記載の包装材料を用いてなるアルコール系内容物充填用包装材料。
【発明の効果】
【0017】
本発明によれば、高湿度雰囲気下でも高いガスバリア性を示し、かつ、アルコール系内容物が充填された状態で熱水処理された場合でも、最外層にプラスチックフィルム(X)が存在するためガスバリア性フィルム(Y)の伸長が抑制され、白化及び水泡現象の発生が抑制された透明なガスバリア性積層体が提供される。
【図面の簡単な説明】
【0018】
【図1】図1は、アルコール系内容物が充填された状態での熱水処理によって、ガスバリア性フィルムとシーラントフィルムとの間に発生した水泡が撮影された積層体断面写真である。
【発明を実施するための形態】
【0019】
本発明のガスバリア性積層体は、プラスチックフィルム(X)、ガスバリア性フィルム(Y)、シーラントフィルム(Z)の少なくとも3層がこの順序で積層されてなる積層体である。
【0020】
本発明において、プラスチックフィルム(X)を構成する熱可塑性樹脂としては、オレフィン系共重合体、ポリエステル、ポリアミド、スチレン系共重合体、塩化ビニル系共重合体、アクリル系共重合体、ポリカーボネート等が挙げられ、ポリエステル、ポリアミドが好ましい。
ポリエステルとしては、ポリ乳酸、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンテレフタレート/イソフタレート、ポリトリメチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート等が挙げられる。ポリアミドとしては、ナイロン6、ナイロン6,6、ナイロン6,10、ナイロン4,6、メタキシリレンアジパミド等が挙げられる。
これらの熱可塑性樹脂は、単独で使用してもよいし、2種以上を混合して使用してもよい。
【0021】
プラスチックフィルム(X)を構成する熱可塑性樹脂には、所望に応じて顔料、酸化防止剤、帯電防止剤、紫外線吸収剤、滑剤、防腐剤などの添加剤の1種あるいは2種類以上を、樹脂100質量部当り合計量として0.001〜5.0質量部の範囲内で添加することもできる。
また、本発明のガスバリア性積層体を用いて後述するように包装材料を形成する場合、包装材としての強度を確保するために、プラスチックフィルム(X)として、各種補強材入りのものを使用することができる。即ち、ガラス繊維、芳香族ポリアミド繊維、カーボン繊維、パルプ、コットン・リンター等の繊維補強材、あるいはカーボンブラック、ホワイトカーボン等の粉末補強材、あるいはガラスフレーク、アルミフレーク等のフレーク状補強材の1種類あるいは2種類以上を、前記熱可塑性樹脂100質量部当り合計量として2〜150質量部の量で配合できる。
増量の目的で、重質ないし軟質の炭酸カルシウム、雲母、滑石、カオリン、石膏、クレイ、硫酸バリウム、アルミナ粉、シリカ粉、炭酸マグネシウム等の1種類あるいは2種類以上を、前記熱可塑性樹脂100質量部当り合計量として5〜100質量部の量で配合してもよい。
さらに、ガスバリア性の向上を目指して、鱗片状の無機微粉末、例えば水膨潤性雲母、クレイ等を前記熱可塑性樹脂100質量部当り合計量として5〜100質量部の量で配合してもよい。
【0022】
プラスチックフィルム(X)は、上記熱成型可能な熱可塑性樹脂から、例えば、押出成型、射出成型、ブロー成型、延伸ブロー成型あるいは絞り成型等の手段で製造されたフィルム状基材であり、単一の層から構成されるものであってもよいし、例えば同時溶融押出しや、その他のラミネーションによって形成される複数の層から構成されるものであってもよい。
プラスチックフィルム(X)の厚みは、特に限定されないが、好ましくは6〜100μm、より好ましくは9〜50μmである。
【0023】
プラスチックフィルム(X)には、必要に応じてプライマー層、帯電防止層、易接着層などの機能性層が形成されてもよい。また、コロナ処理、オゾン処理などの表面処理が施されてもよい。
【0024】
プラスチックフィルム(X)の引張弾性率は、白化及び水泡現象の原因であるガスバリア性フィルム(Y)の伸長を抑制する目的で、長さ方向(MD)、幅方向(TD)ともに2.0GPa以上であることが好ましく、3.5GPa以上であることがより好ましい。
【0025】
本発明においてガスバリア性フィルム(Y)を構成する基材フィルムは、ポリアミドフィルムであることが必要である。基材フィルムのポリアミドフィルムを構成するポリアミド樹脂としては、ナイロン6、ナイロン6,6、ナイロン6,10、ナイロン4,6、メタキシリレンアジパミド等が挙げられる。基材フィルムであるポリアミドフィルムは、引張強度、ピンホール強度、衝撃強度などの機械的物性に優れるという理由で、少なくとも一軸方向に延伸されたものであることが好ましく、二軸延伸されたものがより好ましい。
【0026】
本発明において、ガスバリア性フィルム(Y)は、レトルト処理(120℃、1.8気圧で30分間)処理前後の、20℃×90%RHにおける酸素透過度が、20ml/(m2・day・MPa)以下であることが必要であり、10ml/(m2・day・MPa)以下であることが好ましい。酸素透過度が20ml/(m2・day・MPa)より大きい場合は、アルコール成分がガスバリア性フィルム(Y)とシーラントフィルム(Z)と間に滞留しないため、白化及び水泡現象は発生せず、最外層にプラスチックフィルム(X)を積層する必要がない。
本発明において、20℃×90%RHにおける酸素透過度を、20ml/(m2・day・MPa)以下とするために、ガスバリア性フィルム(Y)は、上記基材フィルム上に、ポリカルボン酸系ポリマーと金属塩を含有する層を有することが好ましい。
【0027】
ポリカルボン酸系ポリマーは、カルボキシル基または酸無水物基とエチレン性不飽和二重結合とを有するモノマー(BM)を重合してなる、カルボキシル基または酸無水物基を含有するポリマー(BP)である。
モノマー(BM)は、エチレン性不飽和二重結合として、アクリロイル基またはメタクリロイル基(以下、両者を合わせて(メタ)アクリロイル基という。)を有するものが好ましい。例えば、(メタ)アクリル酸、2−カルボキシエチル(メタ)アクリレート、ω−カルボキシ−ポリカプロラクトンモノ(メタ)アクリレート、マレイン酸、無水マレイン酸、フマル酸、無水フマル酸、シトラコン酸、無水シトラコン酸、イタコン酸、無水イタコン酸等が挙げられる。これらのうち、(メタ)アクリル酸、マレイン酸、無水マレイン酸、イタコン酸、及び無水イタコン酸が好ましい。
【0028】
これらのモノマーは、それぞれ単独で、あるいは2種以上を組み合わせて使用することができ、これら以外のモノマーと組み合わせて使用することもできる。すなわち、モノマー(BM)を重合してなるポリマー(BP)としては、これらモノマー(BM)をそれぞれ単独で重合してなるホモポリマー(BP1)、モノマー(BM)同士を複数共重合してなるコポリマー(BP2)、モノマー(BM)を他のモノマーと共重合してなるコポリマー(BP3)を挙げることができる。
【0029】
モノマー(BM)と共重合し得る他のモノマーとしては、カルボキシル基、水酸基を有しないモノマーであって、モノマー(BM)と共重合し得るモノマーを適宜用いることができる。例えば、クロトン酸、(メタ)アクリル酸等の不飽和モノカルボン酸のエステル化物であって水酸基やカルボキシル基を有しないモノマー、(メタ)アクリルアミド、(メタ)アクリロニトリル、スチレン、スチレンスルホン酸、ビニルトルエン、エチレンなどの炭素数2〜30のα−オレフィン類、アルキルビニルエーテル類、ビニルピロリドン等が挙げられる。これらの他のモノマーも、それぞれ単独で、あるいは2種以上を組み合わせて使用することができる。
【0030】
一方、金属塩に含有される金属としては、リチウム、ナトリウム、カルシウム、ルビジウム、セシウム等のアルカリ金属、ベリリウム、マグネシウム、カルシウム、ストロンチウム、バリウム等のアルカリ土類金属、亜鉛等の酸化数+2の遷移金属が有効である。
これら金属を含有する金属塩としては、金属単体を含む、酸化物、水酸化物、ハロゲン化物、炭酸塩等の無機塩、カルボン酸塩、スルホン酸塩等の有機塩、ポリ(メタ)アクリル酸塩等のポリ酸塩等が挙げられる。これらのうちアルカリ土類金属、あるいは酸化数+2の遷移金属の酸化物、水酸化物、炭酸塩が好ましく、さらに好ましくは、成型物との接着性、ハンドリング性の観点から、酸化マグネシウム、酸化カルシウム、水酸化マグネシウム、水酸化カルシウム、酸化亜鉛及び水酸化亜鉛、炭酸マグネシウム、炭酸カルシウムの群から選ばれた少なくとも一種の金属化合物が用いられる。金属化合物の形状としては粒子状のものが好ましい。
【0031】
ポリカルボン酸系ポリマーと金属塩との質量比(ポリカルボン酸系ポリマー/金属塩)は、10/1〜1/10であることが好ましく、5/1〜1/5であることがより好ましい。
【0032】
基材フィルム上に形成されるポリカルボン酸系ポリマーと金属塩を含有する層の厚さは0.05〜3μmであることが好ましく、0.05〜2μmであることがより好ましく、0.08〜1μmであることが特に好ましい。
【0033】
上記ポリカルボン酸系ポリマーと金属塩を構成成分とする層を有するガスバリア性ポリアミドフィルムとして、例えば、エンブレムNV(ユニチカ社製)、ベセーラAR(クレハ社製)、クラリスタN(クラレ社製)等が挙げられる。
【0034】
シーラントフィルム(Z)を構成する樹脂としては、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状ポリエチレン、ポリプロピレン、ポリエチレン/ポリプロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸/メタクリル酸共重合体、エチレン−アクリル酸/メタクリル酸エステル共重合体、ポリ酢酸ビニル系樹脂等を用いることができる。これらは、単独で用いても、他の樹脂や成分と共重合や溶融混合して用いても、また酸変性などが施されていてもよい。また、前記の樹脂成分を多層に用いてもよい。特に好ましいのは、ヒートシール強度や材質そのものの強度が高い、ポリエチレン、ポリプロピレン、ポリエチレン/ポリプロピレン共重合体などのポリオレフィン樹脂である。
【0035】
上記樹脂から構成されるシーラントフィルム(Z)は、未延伸状態であっても、低倍率の延伸状態でもよいが、実用的により好ましいのは未延伸状態のフィルムである。シーラントフィルム(Z)は、上記樹脂を押出機で加熱、溶融してTダイより押出し、冷却ロールなどで冷却固化するテンター法や、円形ダイより押出して水冷あるいは空冷により冷却固化させるチューブラー法などを用いて形成することができる。
【0036】
シーラントフィルム(Z)の厚みは、特に限定されないが、好ましくは20〜160μm、より好ましくは40〜100μmである。
【0037】
本発明のガスバリア性積層体を形成する方法としては、プラスチックフィルム(X)、ガスバリア性フィルム(Y)、シーラントフィルム(Z)が、直にまたは印刷インキ層を介して、ラミネート接着剤により順次ラミネートされる方法が挙げられる。
【0038】
ラミネート接着剤の形成に使用されるコート剤としては、公知のものが使用される。例えば、イソシアネート系、ポリウレタン系、ポリエステル系、ポリエチレンイミン系、ポリブタジエン系、ポリオレフィン系、アルキルチタネート系等のコート剤が挙げられる。これらの中で、密着性、耐熱性、耐水性などの効果を勘案すると、イソシアネート系、ポリウレタン系、及びポリエステル系のコート剤が好ましい。さらには、イソシアネート化合物、ポリウレタン及びウレタンプレポリマーの1種または2種以上の混合物及び反応生成物;ポリエステル、ポリオール及びポリエーテルの1種または2種以上とイソシアネートとの混合物及び反応生成物;またはこれらの溶液または分散液であることが好ましい。
ラミネート接着剤の厚みは、0.1μmより厚くすることが好ましく、生産性の観点から10μm以下程度であることが好ましい。
【0039】
印刷インキ層は、インキの印刷層であり、インキにより形成される文字、絵柄等である。インキとしては、ウレタン系、アクリル系、ニトロセルロース系、ゴム系、塩化ビニル系等のインキバインダー樹脂に、各種顔料、体質顔料、及び可塑剤、乾燥剤、安定剤等の添加剤などが添加されてなる任意のインキを用いることができる。
印刷インキ層の形成方法としては、例えばオフセット印刷法、グラビア印刷法、シルクスクリーン印刷法等の周知の印刷方式や、ロールコート、ナイフエッジコート、グラビアーコート等の周知の塗布方式を用いることができる。
【0040】
本発明のガスバリア性積層体は、ボイル、レトルト処理後の酸素ガスバリア性や外観美麗性を必要とする様々な分野に適用することができる。たとえば、各種の包装材料として好ましく使用でき、特にアルコール系内容物を含む食品包装用分野に好適である。
【実施例】
【0041】
以下に、実施例及び比較例を挙げて、本発明について具体的に説明するが、本発明は、これらの実施例のみに限定されるものではない。
【0042】
1.測定方法
下記の実施例、比較例において用いた測定方法を以下に示す。
【0043】
(1)引張弾性率
島津製作所社製AG−1S型オートグラフを使用し、温度23℃、相対湿度50%雰囲気下にて、JIS K7127に準じて、フィルムの長さ方向(MD)、幅方向(TD)について各5点を測定し、測定値5点の平均値をそれぞれ用いた。
【0044】
(2)酸素透過度
JIS K−7126−2法に記載の方法に準じて、モコン社製酸素バリア測定器(OX−TRAN 2/20MH)を用いて、温度20℃、相対湿度90%の雰囲気下における酸素透過度を測定した。酸素透過度はレトルト処理(120℃、1.8気圧で30分間)実施前後各々について測定した。
【0045】
(3)外観評価
積層体で作成した三方袋(外寸:長さ方向(MD)200mm×幅方向(TD)150mm、シール幅:10mm)に、下記構成の内容物100mlを充填密封後、レトルト処理(熱水シャワー式、120℃、1.8気圧で30分間)を実施し、外観評価を行った。積層体の外観は目視で判定し、透明な積層体をA、白化が認められた場合をB、白化・水泡両方が認められた場合をCとした。
三方袋に充填する内容物として、エタノール濃度が、それぞれ、0質量%、1.0質量%、2.5質量%、5.0質量%であるエタノール水溶液を使用した。
【0046】
2.原料
実施例、比較例において、プラスチックフィルム(X)、ガスバリア性フィルム(Y)、シーラントフィルム(Z)、ラミネート接着剤として、下記のものを使用した。
【0047】
(1)プラスチックフィルム(X)
・エンブレットPET:ユニチカ社製、厚み12μmのポリエステルフィルム。
・エンブレットPC:ユニチカ製、厚み12μmのポリエステルフィルム。
・ユニアスロンTB−1000:出光ユニテック社製、厚み15μmのナイロンフィルム。
・エンブレムON:ユニチカ社製、厚み15μmのナイロンフィルム。
【0048】
(2)ガスバリア性フィルム(Y)
・エンブレムNVB:ユニチカ製、中使い用NV、厚み15μm、基材フィルムとしての二軸延伸ポリアミドフィルム上に、ポリカルボン酸系ポリマーと金属塩とを含有する層を有する。
・ベセーラAR:クレハ社製、厚み16μm、基材フィルムとしての二軸延伸ポリアミドフィルム上に、ポリカルボン酸系ポリマーと金属塩とを含有する層を有する。
・クラリスタN:クラレ社製、厚み16μm、基材フィルムとしての二軸延伸ポリアミドフィルム上に、ポリカルボン酸系ポリマーと金属塩とを含有する層を有する。
・エンブレムNV:ユニチカ社製、厚み15μm、基材フィルムとしての二軸延伸ポリアミドフィルム上に、ポリカルボン酸系ポリマーと金属塩とを含有する層を有する。
・エンブレムDC DCWU:ユニチカ社製、厚み18μmのナイロンフィルム。
・エンブロンM600:ユニチカ社製、厚み15μmのナイロンフィルム。
【0049】
(3)シーラントフィルム(Z)
・CPP:三井化学東セロ社製RXC−22、厚み50μmの無延伸ポリプロピレンフィルム。
【0050】
(4)接着剤
・ポリウレタン系接着剤:DICグラフィックス社製 ディックドライ LX500/KR−90S。
【0051】
実施例1
プラスチックフィルム(X)としてエンブレットPETを、またガスバリア性フィルム(Y)としてエンブレムNVBを、またシーラントフィルム(Z)としてCPPを用い、下記の方法で積層体を得た。
プラスチックフィルム(X)のコロナ処理面に、ポリウレタン系接着剤を塗布し、塗布したフィルムを80℃の熱風乾燥機で10秒間乾燥させて、接着剤塗布量が5g/m2となるようにした。その接着剤塗布面と、ガスバリア性フィルム(Y)のバリアコート面をニップロールにて貼り合わせて(ニップ条件;80℃)、プラスチックフィルム(X)とガスバリア性フィルム(Y)のラミネートフィルムを得た。
得られたラミネートフィルムのガスバリア性フィルム(Y)のコロナ処理面に、接着剤を塗布し、塗布したフィルムを80℃の熱風乾燥機で10秒間乾燥させて、接着剤塗布量が5g/m2となるようにした。その接着剤塗布面と、シーラントフィルム(Z)のコロナ処理面をニップロールにて貼り合わせて(ニップ条件;80℃)、40℃の雰囲気で72時間エージングし、プラスチックフィルム(X)/ガスバリア性フィルム(Y)/シーラントフィルム(Z)の3層からなる積層体を得た。
【0052】
実施例2
ガスバリア性フィルム(Y)としてベセーラARを用い、フィルム背面にコロナ処理を施した以外は実施例1と同様にして積層体を得た。
【0053】
実施例3
ガスバリア性フィルム(Y)としてクラリスタNを用いた以外は実施例1と同様にして積層体を得た。
【0054】
実施例4
プラスチックフィルム(X)としてエンブレットPCを用いた以外は実施例1と同様にして積層体を得た。
【0055】
実施例5
プラスチックフィルム(X)としてユニアスロンTB−1000を用いた以外は実施例1と同様にして積層体を得た。
【0056】
実施例6
プラスチックフィルム(X)としてエンブレムONを用いた以外は実施例1と同様にして積層体を得た。
【0057】
比較例1
ガスバリア性フィルム(Y)としてエンブレムNVを、またシーラントフィルム(Z)としてCPPを用い、下記の方法で積層体を得た。
ガスバリア性フィルム(Y)のコロナ処理面にポリウレタン系接着剤を塗布し、塗布したフィルムを80℃の熱風乾燥機で10秒間乾燥させて、接着剤塗布量が5g/m2となるようにした。その接着剤塗布面とシーラントフィルム(Z)のコロナ処理面をニップロールにて貼り合わせて(ニップ条件;80℃)、40℃の雰囲気で72時間エージングし、ガスバリア性フィルム(Y)/シーラントフィルム(Z)の2層からなる積層体を得た。
【0058】
比較例2
ガスバリア性フィルム(Y)としてベセーラARを用い、フィルム背面にコロナ処理を施した以外は比較例1と同様にして積層体を得た。
【0059】
比較例3
ガスバリア性フィルム(Y)としてエンブレムDC DCWUを用いた以外は比較例1と同様にして積層体を得た。
【0060】
比較例4
ガスバリア性フィルム(Y)としてエンブロンM600を用いた以外は比較例1と同様にして積層体を得た。
【0061】
比較例5
ガスバリア性フィルム(Y)としてエンブレムDC DCWUを用いた以外は実施例1と同様にして積層体を得た。
【0062】
比較例6
ガスバリア性フィルム(Y)としてエンブロンM600を用いた以外は実施例1と同様にして積層体を得た。
【0063】
実施例1〜6、比較例1〜6の結果をまとめて表1に示す。
【0064】
【表1】
【0065】
実施例1〜6では、十分な酸素バリア性、及びアルコール系内容物適性が得られた。
一方、比較例1〜2では、最外層にプラスチックフィルム(X)が存在しないため、ガスバリア性フィルム(Y)の伸長が抑制されず、アルコール系内容物の濃度が低い段階で外観不良が発生した。比較例3〜4では、最外層にプラスチックフィルム(X)が存在しないが、ガスバリア性フィルム(Y)の酸素バリア性が比較的低いため、アルコール成分がガスバリア性フィルム(Y)とシーラントフィルム(Z)間に滞留せず、外観不良は発生しなかった。比較例5〜6では、比較例3〜4の積層体の最外層にプラスチックフィルム(X)を積層しても酸素バリア性及び外観に大きな効果は得られないことが判明した。
【特許請求の範囲】
【請求項1】
プラスチックフィルム(X)、ガスバリア性フィルム(Y)、及びシーラントフィルム(Z)の少なくとも3層がこの順序で積層されてなる積層体であり、ガスバリア性フィルム(Y)を構成する基材フィルムがポリアミドフィルムであり、20℃×90%RHにおけるガスバリア性フィルム(Y)の酸素透過度が、レトルト処理(120℃、1.8気圧で30分間)前後において、20ml/(m2・day・MPa)以下であることを特徴とするガスバリア性積層体。
【請求項2】
プラスチックフィルム(X)の長さ方向(MD)と幅方向(TD)の引張弾性率が、ともに2.0GPa以上であることを特徴とする請求項1記載のガスバリア性積層体。
【請求項3】
ガスバリア性フィルム(Y)が、基材フィルム上に、ポリカルボン酸系ポリマーと金属塩とを含有する層を有することを特徴とする請求項1または2記載のガスバリア性積層体。
【請求項4】
請求項1〜3のいずれかに記載のガスバリア性積層体を含む包装材料。
【請求項5】
請求項4記載の包装材料を用いてなるアルコール系内容物充填用包装材料。
【請求項1】
プラスチックフィルム(X)、ガスバリア性フィルム(Y)、及びシーラントフィルム(Z)の少なくとも3層がこの順序で積層されてなる積層体であり、ガスバリア性フィルム(Y)を構成する基材フィルムがポリアミドフィルムであり、20℃×90%RHにおけるガスバリア性フィルム(Y)の酸素透過度が、レトルト処理(120℃、1.8気圧で30分間)前後において、20ml/(m2・day・MPa)以下であることを特徴とするガスバリア性積層体。
【請求項2】
プラスチックフィルム(X)の長さ方向(MD)と幅方向(TD)の引張弾性率が、ともに2.0GPa以上であることを特徴とする請求項1記載のガスバリア性積層体。
【請求項3】
ガスバリア性フィルム(Y)が、基材フィルム上に、ポリカルボン酸系ポリマーと金属塩とを含有する層を有することを特徴とする請求項1または2記載のガスバリア性積層体。
【請求項4】
請求項1〜3のいずれかに記載のガスバリア性積層体を含む包装材料。
【請求項5】
請求項4記載の包装材料を用いてなるアルコール系内容物充填用包装材料。
【図1】

【公開番号】特開2013−99908(P2013−99908A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−246018(P2011−246018)
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
[ Back to top ]