
ガス除去体前駆体およびその使用方法
【課題】大気中に放置していてもガス除去性能が低下せず、さらに必要な時には簡単な加工工程を経ることで、ガス除去材として使用できるようになるガス除去体前駆体等を提供する。
【解決手段】ガスを吸収するガス除去材2を、ガスを透過しないガスバリア材3、4にて密封したガス除去体前駆体1。ガス除去体前駆体におけるガスバリア材のバリア性を低減させてガス透過可能とする加工工程と、加工工程を経たガス除去体前駆体を、ガスと接触させてガスを除去する除去工程が備えられている。このため、大気中に放置してもガス除去性能が低下せず、一日の作業終了後に未使用品を廃棄することが無くなった。
【解決手段】ガスを吸収するガス除去材2を、ガスを透過しないガスバリア材3、4にて密封したガス除去体前駆体1。ガス除去体前駆体におけるガスバリア材のバリア性を低減させてガス透過可能とする加工工程と、加工工程を経たガス除去体前駆体を、ガスと接触させてガスを除去する除去工程が備えられている。このため、大気中に放置してもガス除去性能が低下せず、一日の作業終了後に未使用品を廃棄することが無くなった。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、簡単な操作を加えることで、特定のガスを雰囲気から除去できる酸素吸収材、乾燥材、脱臭・消臭材等のガス除去体になりうる、ガス除去体前駆体またはその使用方法に関する。
【背景技術】
【0002】
脱酸素剤や乾燥剤等をガス透過性に優れた袋材に充填した小袋タイプの酸素吸収材や乾燥材は、食品、電子材料、医薬品、医療機器の保存・保管には多用されている。例えば、脱酸素剤であれば、プラスチツクフィルム面にあらかじめ所要の寸法と数の細孔を穿設してガスの透過が容易である袋材が提案されている(特許文献1参照)。
【0003】
ところで、小袋タイプの酸素吸収材や乾燥材は、通常3000個〜10,000個程度をバリア袋に入れて販売されている。そのため、和菓子のような一日の生産数が比較的小さい製品を包装するメーカーでは、一日の作業で全部を使い切るとは限らないし、比較的数が多い製品を包装するメーカーでも、一日で包装する数を小袋の数で決めるわけではないから、1日分の作業終了時点で必ず小袋に余りが生じる。そのため、未使用の酸素吸収材や乾燥材を保管するために、低酸素濃度や低湿度状態を維持できる特別な保存容器や袋が必要となる。しかし、それらの特別な保存容器や袋が用意されていない場合は、残った未使用の酸素吸収材や乾燥材を廃棄しなければならないといった問題が指摘されていた。
【特許文献1】特公昭56−031257号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、大気中に放置していてもガス除去性能が低下せず、さらに必要な時には簡単な加工工程を経ることで、ガス除去材として使用できるようになるガス除去体前駆体等を提供することを課題とする。
【課題を解決するための手段】
【0005】
本発明の第1は、ガスを吸収するガス除去材を、該ガスを透過しないガスバリア材にて密封したことを特徴とするガス除去体前駆体である。発明の第2は、前記のガス除去体前駆体における前記ガスバリア材の少なくとも一部のガスバリア性を低減させてガス透過可能にする加工工程と、前記加工工程を経た前記ガス除去体前駆体を、ガスと接触させて当該ガスを除去せしめる除去工程とを備えることを特徴とするガス除去体前駆体の使用方法である。
【発明の効果】
【0006】
本発明のガス除去体前駆体は、特別な保存条件が不要で、大気中に放置していてもガス除去性能が低下しない。そのため、一日の作業終了後に未使用品を廃棄する必要がない。更に、必要なときには、簡単な処理を加えるだけでガス除去材として使用可能である。また、一般家庭等のような一度に少量ずつしか使用しないユーザーでも、気軽にガス除去材を使用することが可能となる。
【発明を実施するための最良の形態】
【0007】
本発明について、特にその好ましい形態を中心に、以下具体的に説明する。本発明のガス除去体前駆体は、ガスを吸収しうるガス除去材を、該ガスを透過しないガスバリア材にて密封してなる。
【0008】
まず、ガス除去材について説明する。ガス除去材は、いわゆる酸素吸収材、乾燥材、脱臭・消臭材等として、目的とする特定のガスを、それが置かれた雰囲気から吸収・除去する性能を有するものであればよく、特に限定されない。その形状は、ガス吸収のための表面積を確保でき、かつガスバリア材をガス透過可能に加工した後に、ガスバリア材からガス除去材が漏れない程度の形状であれば良く、塊状、ベール状、スラブ状、フレーク状、クラム状、粉末状、さらには、綿状、繊維状、シート状、フィルム状等のいずれでもよく、特に限定されない。
【0009】
ガス除去材は、ガス除去性能を有する原料である脱酸素剤、乾燥剤、脱臭剤、消臭剤等を、単体のまま使用するものでも良いし、これらを不織布、織布または紙等の多孔質体に担持させたものでも良いし、これらを樹脂中に分散させたものであっても良い。また、脱酸素、除湿、脱臭、消臭等の機能を持った原料樹脂をシート状に形成したのもであっても良い。脱酸素剤、乾燥剤、脱臭剤、消臭剤等を多孔質体に担持させたものや樹脂中に分散させたものは、後述するバリア性を低減化する加工、例えば穿孔処理を施しても、ガスバリア材からガス除去材が漏れないようにすることが容易で好ましい。さらには、脱酸素、除湿、脱臭、消臭等の機能を持った樹脂をシート状に成形したものが好ましい。
【0010】
脱酸素剤としては、鉄、亜鉛、銅、アルミニウム等の易酸化性金属、ハイドロタルク石、ハイドロタルサイト類、亜二チオン酸塩、亜硫酸塩、けい素、ホウ素化合物、遷移金属化合物等の易酸化性の無機化合物、不飽和脂肪酸及び不飽和重合物、不飽和油脂、没食子酸、多価アルコール類、多価フェノール類、グリセリン、カテコール、糖アルコール、アミノアルコール、アスコルビン酸、トコフェノール類、ポルフィリン類、有機ケイ素化合物、アミノ酸、キノン類、ピロガロール、アニリン、リグニン、スルホキシル酸塩等の易酸化性の有機化合物、グルコ−スオキシダ−ゼ、カタラ−ゼ等の酵素、ポリブタジエン、ポリイソプレン、スチレン−ブタジエン共重合体(水添を含む)、スチレン−イソプレン共重合体、エチレン性不飽和炭化水素、エチレン系不飽和重合体等のアリル水素又は炭素−炭素不飽和二重結合を有するポリオレフィン系樹脂、脂環式不飽和化合物、エチレン−メチルアクリレート−シクロヘキセニルメチルアクリレート共重合体(EMCM)、ビニルシクロヘキセン、かつ主鎖または側鎖にカルボン酸基、カルボン酸無水物基、カルボン酸エステル基、カルボン酸アミド基及びカルボニル基から成る群より選択された少なくとも1個の基を含むカルボン酸変性樹脂、フェノールアルデヒド樹脂、シリコーン樹脂、PVC、ポリエチレンイミン、ポリウレタン等の易酸化性樹脂等及びこれらの易酸化性の有機化合物又は易酸化性樹脂に遷移金属等からなる酸化触媒を添加したもの等が例示できる。特に、易酸化性樹脂及びこれに酸化触媒を添加したものが穿孔加工上好ましい。
【0011】
乾燥剤としては、塩化マグネシウム、水酸化カルシウム、酸化カルシウム、炭酸カルシウム、硫酸マグネシウム、シリカゲル、塩化カルシウム、水酸化ナトリウム、水酸化カリウム、五酸化リン、酸化バリウム、酸化マグネシウム、過塩素酸マグネシウム酸化アルミニウム(アルミナ)、モンモリロナイト、ゼオライト、珪藻土等が例示できる。
【0012】
脱臭剤・消臭剤としては、活性炭、繊維状活性炭、セピオライト、パリゴルスカイト、ゼオライト、活性アルミナ、セピオライト混合紙、シリカゲル、活性白土、パーミキュライト、珪藻土などの無機質多孔質体のほか、パルプ、繊維、布、高分子多孔質体亜鉛塩、鉄塩、銅塩、ニッケル塩、モリブデン塩、コバルト塩、銀塩等の金属塩系消臭剤、次亜塩素酸塩、亜塩素酸塩、亜硝酸塩、硝酸塩、過酸化水素、過炭酸塩、過硫酸塩、過マンガン酸塩、ヨウ素酸塩、臭素酸塩等の酸化剤系消臭剤、p−アミノ安息香酸等のアミン酸系消臭剤、アミン系消臭剤、ポリエチレンイミン等が例示できる。
【0013】
次に、ガスバリア材について説明する。ガスバリア材は、ガス除去材の性能を長期に渡り保存するためのものであり、ガス除去材が除去しようとするガスに対するバリア性を有してガス除去剤を密封できると共に、密封後にバリア性を低減化する加工が可能な材料である。バリア性に関しては、例えば、ガス除去材が酸素吸収材であれば、ガスバリア材は酸素透過度が10cm3/m2/day/MPa以下であることが好ましく、より好ましくは1cm3/m2/day/MPa以下である。また、ガス除去材が除湿材であれば、ガスバリア材は水蒸気透過度は10g/m2/day以下であることが好ましく、より好ましくは1g/m2/day以下である。さらに、ガス除去材が脱臭・消臭材であれば、ガスバリア材は除去したい臭気成分の透過度が10g/m2/day以下であることが好ましく、より好ましくは1g/m2/day以下である。
【0014】
ガスバリア材としては、ガス除去材を密封し、かつバリア性を低減化する後加工を容易とする観点から、フィルム形状のものを用いるのが良い。フィルムがガスバリア性能を発揮するために用いうる材料としては、ガス除去材が酸素吸収材であれば、塩化ビニリデン系樹脂、エチレン・ビニルアルコール共重合体(EVOH)、ナイロン6、ナイロン66、MXD−6等のポリアミド樹脂、アルミニウム箔、透明バリア蒸着フィルム、金属蒸着フィルム、変性ポリアクリル酸コートフィルム(呉羽化学社製・ベセーラ(商品名))等、PET、PBT、PTT等のポリエステルが挙げられる。
【0015】
またガス除去材が除湿材であれば、塩化ビニリデン系樹脂、透明バリア蒸着フィルム、金属蒸着フィルム、ポリプロピレンやポリエチレン等のポリオレフィン系樹脂、PET、PBT、PTT等のポリエステル、アルミニウム箔等が挙げられる。
【0016】
さらにガス除去材が脱臭・消臭材であれば、ガスの種類にもよるが、塩化ビニリデン系樹脂、エチレン・ビニルアルコール共重合体、ナイロン6、ナイロン66、MXD−6等のポリアミド樹脂、アルミニウム箔、透明バリア蒸着フィルム、金属蒸着フィルム、変性ポリアクリル酸コートフィルム(呉羽化学社製・ベセーラ(商品名))、PET、PBT、PTT等のポリエステル等や、アルデヒドに限ればポリスチレンも挙げられる。
【0017】
ガスバリア材の厚さは、バリア性を確保すると共にバリア性を低減化する後加工を容易とする観点から、10μm〜5mmであることが好ましく、より好ましくは20μm〜3mmである。ガスバリア材は単一層であっても良いし、他の層との積層体であっても良い。積層体の例としては、ガスバリア層/熱シール層、ガスバリア層/多孔質体層、ガスバリア層/多孔質体層/熱シール層、印刷層/ガスバリア層/熱シール層、印刷層/ガスバリア層/多孔質体層/熱シール層等が挙げられる(ここで、記号「/」は、その前後の層が互いに積層されていることを意味する)。印刷層の場合、インジケータ機能を有するインクを用いて印刷することは好ましい。ガスバリア材には、さらに、最外層にカバー層や粘着剤層を設けても良い。
【0018】
ガス除去体前駆体は、上記のガス除去材を、上記のガスバリア材で包装し密封して得られる。包装や密封の方法に関しては、通常行われる包装や密封と同様に行えばよく、特に制限されない。包装と共に脱気したり、窒素ガスなどを充填して内部ガスを置換しておくことは好ましい。ガス除去体前駆体は、ガスバリア材で密封されているから、そのままではガスを吸収しない。従って、そのままの状態で性能劣化することなく長期間保管することが可能である。
【0019】
次に、ガス除去体前駆体の使用方法について説明する。使用にあたっては、前記ガスバリア材の少なくとも一部のバリア性を低減させてガス透過可能にする加工工程を経る。これにより、ガス除去材を除去したいガスと接触させることが可能になり、雰囲気中の当該ガスを除去させることが可能になる。
【0020】
加工工程で行われるバリア性を低減させる方法としては、ガスバリア材の少なくとも一部を穿孔する、ガスバリア材の少なくとも一部を機械的又は化学的に薄くする、ガスバリア材を構成する樹脂の可塑剤や溶等でガスバリア材の少なくとも一部を処理する等の方法が挙げられる。これらの方法の中では、穿孔処理による方法が処理が簡単で好ましい。
【0021】
穿孔処理では、脱酸素、除湿、脱臭・消臭等の性能を使用したい時に、ガスバリア材にガス透過孔を形成することによってガス除去性能を発揮させる。穿孔方法としては、針、レーザー、コロナ放電、プラズマ放電等による穿孔加工、熱素子による感熱穿孔、誘電体による誘電加熱等が例示できる。千枚通しや錐等を用いて穿孔してもよい。穿孔される孔の直径は、ガス透過性能とガス除去剤の漏れ防止の観点から、0.01μm〜1mmとするのが好ましく、0.1〜100μmとするのがより好ましくは、1〜50μmとするのがさらに好ましい。
【0022】
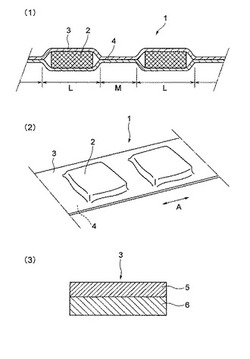
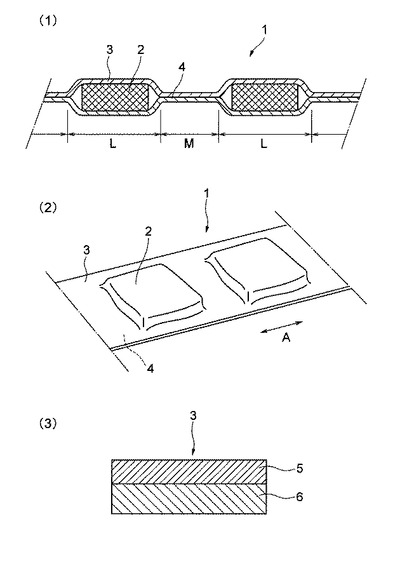
まず、最も簡便な針による穿孔方法について説明する。針による穿孔は、針、剣山状に針が固定されたもの等で穿孔することも可能であるが、好ましくは、以下に示すような連続的に穿孔する方法が、工業的には簡単で好ましい。図1は、あらかじめ連続穿孔に適するように作製された長尺シート状のガス除去体前駆体1の例である。図1(1)は、ガス除去体前駆体1の一部をフィルム面に平行方向から見た断面図、図1(2)は、ガス除去体前駆体1の一部の斜視図、図1(3)はガス除去体前駆体1のガスバリア体を構成するフィルム3の断面模式図である。
【0023】
図1のガス除去体前駆体1は、長尺方向Aに沿って、複数のガス除去材2の塊が一定間隔ごとに配置され、その上下を二枚のガスバリア材となるフィルム3、4で密封してなる。ガス除去材2の一つの塊の長尺方向の長さをL、ガス除去材の塊間の長尺方向の間隔をMとする。図1のガス除去材1は、長さMのほぼ中間付近で、長尺方向に直角方向に切断されることにより、個別に使用できるガス除去体前駆体となる。ガス除去体前駆体1に用いられているガスバリア材3、4は、ガスバリア性を有するフィルム層5と熱シール層6とが積層されてなっており、ガス除去体前駆体1では、ガスバリア材3と4の熱シール層どうしが接するようにガス除去材2を挟んで配置されており、熱シールによりガス除去材2が密封されている。ガス除去体前駆体1の製造は、常法に則って行えば良く、特に制限はない。
【0024】
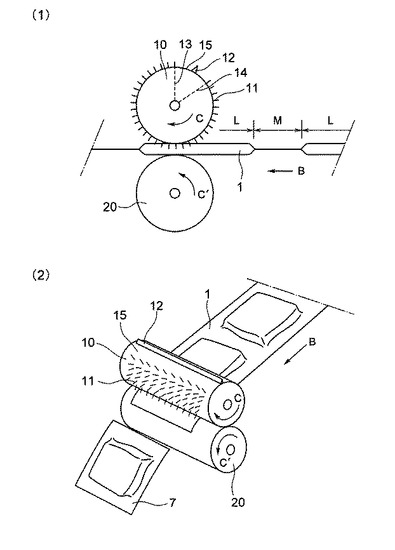
穿孔処理は、長尺物のまま行うのが簡単で好ましいが、個別のガス除去体前駆体に切り離してから行っても良いことは言うまでもない。ここでは、長尺物のまま穿孔処理を行う例について図2を用いて説明する。図2(1)は、ロール10と20とでガス除去体前駆体1を挟んで穿孔処理を行っている状態を示した側面図である。図2(2)は、同じ状態を示した斜視図である。
【0025】
ガス除去体前駆体1は、矢印C方向に回転するロール10と、矢印C’方向に回転する20とで挟まれて、矢印B方向に移動する。ロール10は、表面に穿孔用の一定長さの針が無数に植えられており、この針がロールの回転に伴って、ガス除去体前駆体1の長さLの部分を貫いて穿孔する。ロール10の表面には、ガス除去体前駆体1を長さMの部分で切断するための、ロールの軸方向に長いカッター12が設けられている。なお、カッター12を挟む点線13と14とロール中心とで形成される扇形の円筒表面部分15は、ガス除去体前駆体1の長さMに対応する部分であり、この部分には穿孔用の針が設けられていない。ガス除去体前駆体1は、ロールの回転に伴って、カッター12により長さMの部分で切断され、個別のガス除去体前駆体7となる。
【0026】
ところで、ガス除去材が、針の径より小さい径の粉末状のガス除去材を含んでなり、ガス除去体前駆体が、ガスバリア材/ガス除去材/ガスバリア材の層構成である場合に、ガスバリア材を貫通する穿孔処理を施すと、ガス除去材が孔から漏れたり、またガス除去材が溶け出して孔から染みだす場合もありうる。そのような場合は、熱素子による感熱穿孔、誘電体による誘電加熱穿孔、レーザー、コロナ放電、プラズマ放電等による穿孔等の穿孔方法を用い、かつ以下に説明するような、それぞれに好適なガスバリア材とを組み合わせて用いることで、ガス除去材が漏れ出したりしないでガスバリア材に通気孔を設けることが可能である。
【0027】
例えば、熱素子による感熱穿孔の場合、好ましいガスバリア材の構成としては、ガスバリア層/多孔質体層/熱シール層があげられる。ここで、多孔質体層は、穿孔後にもガス除去材が漏れにくく、かつガス透過可能にすると共に、ガスバリア層が感熱穿孔された後にガスバリア層の支持体としても機能する。このような構成のガスバリア材としては、例えば、特公平6−45267公報に記載されているものが好ましい。なお、熱シール層にはあらかじめ穿孔加工を施してあることが好ましい。また、ガスバリア層に用いるフィルムは少なくとも一軸方向に延伸されているものが好ましい。
【0028】
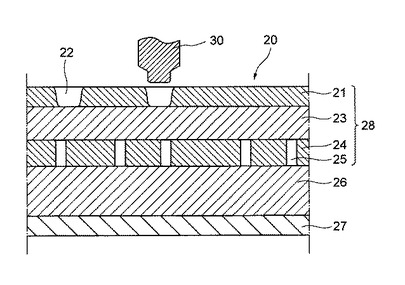
図3は、そのようなガスバリア材28を用いて構成されたガス除去体前駆体の例20の断面を示すと共に、そのガス除去体前駆体20に対して、感熱穿孔が行われた場合の状態を示した模式図である。ここで、ガス除去体前駆体20は、ガスバリア層21、多孔質体23、あらかじめ微細孔25が設けられた熱シール層24、ガス除去材26、ガスバリア層27の合計5層からなるものを例示している。プリンターのサーマルヘッド等と同様な機能を有する熱素子30を所望のタイミングと位置で発熱させて、ガス除去材26に直接には接していないガスバリア材21を感熱穿孔することで、孔22を多数設ける。
【0029】
また、誘電体による誘電加熱の場合、好ましいガスバリア材の構成としては、ガスバリア層/多孔質体層/熱シール層、又は印刷層/ガスバリア層/多孔質体層/熱シール層である。印刷層が無い前者であればガスバリア層内に、また印刷層がある後者であれば印刷層内に、誘電性の物質を添加しておき、誘電素子を用いた誘電加熱により穿孔する方法である。なお、熱シール層はあらかじめ穿孔加工を施してあることが望ましい。また、感熱穿孔の場合と同様に、ガスバリア層には少なくとも一軸方向に延伸されているフィルムを用いることが好ましい。
【0030】
ガス除去体前駆体は、上記のように穿孔処理がなされることでガス除去体となる。そして、その用途に応じて、ガスバリア性のカップやトレーや袋等の容器に、保存したい物品と一緒に封入され、物品の雰囲気ガスから目的のガスを除去する除去工程が行われる。場合によって、ガス除去体は、接着剤、粘着剤、粘着テープ等で容器や袋等の内側に貼り付けても良い。また、ガス除去体前駆体を、カップやトレー等の容器、またはそれらの蓋材や包装袋等に成形して用い、使用前にガスバリア層を穿孔する加工工程を経るようにしても良い。
【0031】
上記のガス除去体前駆体及びその使用方法は、食品、電子材料、金属材料、貴金属、写真、化粧品、医薬品、医療機器の保存・保管時の脱酸素、除湿、脱臭・消臭等の分野で好適に使用できる。
【0032】
続いて、本発明を実施例に基づいて説明するが、本発明は、以下の実施例の具体的態様に限定されるものではない。
【実施例1】
【0033】
酸化防止剤の含有量を1000ppmに調整した部分水添スチレン−ブタジエン−スチレンブロック共重合体(旭化成ケミカルズ社製、タフテックP1500(商品名))を用意し、これに対して、硫酸第一鉄(硫酸鉄(II)七水和物、関東化学社製)を1.63重量%、ステアリン酸亜鉛(関東化学社製)を3.2重量%添加して混合した。これを溶融押出機により215℃にて溶融押出した。ダイから出てきたストランド状樹脂組成物を水冷した後、ペレット状にカッティングした。該ペレットを用いて、200℃に設定された熱プレス機でプレス成形し、厚みが1mmの淡黄色透明なシート状とし、これを30mm×30mmにカットして酸素吸収材を作成した。
【0034】
一方、厚みが50μmでエチレン含量が33%のEVOHフィルムと、厚みが50μmで酢酸ビニル含量が15重量%かつMI(メルトインデックス)=2.0のエチレン−酢酸ビニル共重合体フィルムとを貼り合せたものをガスバリア材とした。この酸素透過度は、0.3cm3/m2/day/MPa(23℃、60%RH)であった。
【0035】
長尺物で50mm幅のガスバリア材を2枚用意して、熱シール面どうしを合わせ、その間に30mm×30mmにカットした酸素吸収材を挟み込んで、幅方向両端における長尺長さ方向のシール幅を10mm、ガス除去材の前後で幅方向のシールの幅を6mm(×2)、で幅方向のシールとシールとのガス除去材を含まない部分の間隔を40mmとして、それぞれを熱シールして図1に示したものと同様なガス除去体前駆体を作成した。
【0036】
このガス除去体前駆体を60日間23℃で大気中に放置した。放置後、図2に示したものと同様の構造のロールを備えた穿孔処理装置を用いて、ガス除去体前駆体に穿孔処理を行なった。穿孔は、フィルム面に垂直方向から、酸素吸収材が挟まれている部分に対して、幅25mm×長さ25mmの正方形となる範囲に、孔の直径が0.1mmで、孔の数が19.4個/cm2となるように穿孔し、ガス除去体を得た。
【0037】
このガス除去体を、200cm3の体積を持ち、壁面の厚みが80μmで酸素透過量が30cm3/m2/day/MPa未満であるポリ塩化ビニリデン製バリア性容器に入れ、該容器中を酸素容量21%、窒素79容量%の混合ガスで置換して密封した。その後、これらの容器を温度23℃、湿度17%RHの条件下におき、ガス濃度測定装置(PBI社製、Dansensor CheckMate9900(商品名))を用いて、7日後の容器中の酸素濃度を測定したことろ、酸素濃度が0.1%未満(測定限界以下)となっていた。ガス除去体前駆体は、大気中に約2ヶ月間放置しても酸素吸収性能を維持しており、穿孔処理を行うことでその性能を発揮することが分かった。
[比較例]
【0038】
穿孔処理を行なわなかった以外は、実施例と同様にしてガス除去体の比較試料を得て、実施例と同様にして評価した。酸素濃度は21%のままであり、酸素除去が生じていなかった。
【図面の簡単な説明】
【0039】
【図1】ガス除去体前駆体の(1)断面模式図、(2)斜視図であり、(3)ガスバリア材の断面模式図である。
【図2】加工工程の穿孔処理がなされている状態を示した(1)側面模式図、(2)斜視図である。
【図3】感熱穿孔処理に適したガス除去材前駆体の断面と、感熱穿孔処理の状態を示した模式図である。
【符号の説明】
【0040】
1 長尺物のガス除去体前駆体の例
2 ガス除去材
3、4 ガスバリア材
5 ガスバリア性フィルム層
6 熱シール性フィルム層
7 長尺物から切断された個別のガス除去体前駆体の例
10 穿孔ロール
11 針
12 カッター
13、14 針が無い表面を示す扇形の境界線
15 ロール表面のうち、針が無い部分
20 ロール
21、27 ガスバリア層
22 孔
23 多孔質体層
24 熱シール層
25 孔
26 ガス除去剤層
28 ガスバリア材
【技術分野】
【0001】
本発明は、簡単な操作を加えることで、特定のガスを雰囲気から除去できる酸素吸収材、乾燥材、脱臭・消臭材等のガス除去体になりうる、ガス除去体前駆体またはその使用方法に関する。
【背景技術】
【0002】
脱酸素剤や乾燥剤等をガス透過性に優れた袋材に充填した小袋タイプの酸素吸収材や乾燥材は、食品、電子材料、医薬品、医療機器の保存・保管には多用されている。例えば、脱酸素剤であれば、プラスチツクフィルム面にあらかじめ所要の寸法と数の細孔を穿設してガスの透過が容易である袋材が提案されている(特許文献1参照)。
【0003】
ところで、小袋タイプの酸素吸収材や乾燥材は、通常3000個〜10,000個程度をバリア袋に入れて販売されている。そのため、和菓子のような一日の生産数が比較的小さい製品を包装するメーカーでは、一日の作業で全部を使い切るとは限らないし、比較的数が多い製品を包装するメーカーでも、一日で包装する数を小袋の数で決めるわけではないから、1日分の作業終了時点で必ず小袋に余りが生じる。そのため、未使用の酸素吸収材や乾燥材を保管するために、低酸素濃度や低湿度状態を維持できる特別な保存容器や袋が必要となる。しかし、それらの特別な保存容器や袋が用意されていない場合は、残った未使用の酸素吸収材や乾燥材を廃棄しなければならないといった問題が指摘されていた。
【特許文献1】特公昭56−031257号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、大気中に放置していてもガス除去性能が低下せず、さらに必要な時には簡単な加工工程を経ることで、ガス除去材として使用できるようになるガス除去体前駆体等を提供することを課題とする。
【課題を解決するための手段】
【0005】
本発明の第1は、ガスを吸収するガス除去材を、該ガスを透過しないガスバリア材にて密封したことを特徴とするガス除去体前駆体である。発明の第2は、前記のガス除去体前駆体における前記ガスバリア材の少なくとも一部のガスバリア性を低減させてガス透過可能にする加工工程と、前記加工工程を経た前記ガス除去体前駆体を、ガスと接触させて当該ガスを除去せしめる除去工程とを備えることを特徴とするガス除去体前駆体の使用方法である。
【発明の効果】
【0006】
本発明のガス除去体前駆体は、特別な保存条件が不要で、大気中に放置していてもガス除去性能が低下しない。そのため、一日の作業終了後に未使用品を廃棄する必要がない。更に、必要なときには、簡単な処理を加えるだけでガス除去材として使用可能である。また、一般家庭等のような一度に少量ずつしか使用しないユーザーでも、気軽にガス除去材を使用することが可能となる。
【発明を実施するための最良の形態】
【0007】
本発明について、特にその好ましい形態を中心に、以下具体的に説明する。本発明のガス除去体前駆体は、ガスを吸収しうるガス除去材を、該ガスを透過しないガスバリア材にて密封してなる。
【0008】
まず、ガス除去材について説明する。ガス除去材は、いわゆる酸素吸収材、乾燥材、脱臭・消臭材等として、目的とする特定のガスを、それが置かれた雰囲気から吸収・除去する性能を有するものであればよく、特に限定されない。その形状は、ガス吸収のための表面積を確保でき、かつガスバリア材をガス透過可能に加工した後に、ガスバリア材からガス除去材が漏れない程度の形状であれば良く、塊状、ベール状、スラブ状、フレーク状、クラム状、粉末状、さらには、綿状、繊維状、シート状、フィルム状等のいずれでもよく、特に限定されない。
【0009】
ガス除去材は、ガス除去性能を有する原料である脱酸素剤、乾燥剤、脱臭剤、消臭剤等を、単体のまま使用するものでも良いし、これらを不織布、織布または紙等の多孔質体に担持させたものでも良いし、これらを樹脂中に分散させたものであっても良い。また、脱酸素、除湿、脱臭、消臭等の機能を持った原料樹脂をシート状に形成したのもであっても良い。脱酸素剤、乾燥剤、脱臭剤、消臭剤等を多孔質体に担持させたものや樹脂中に分散させたものは、後述するバリア性を低減化する加工、例えば穿孔処理を施しても、ガスバリア材からガス除去材が漏れないようにすることが容易で好ましい。さらには、脱酸素、除湿、脱臭、消臭等の機能を持った樹脂をシート状に成形したものが好ましい。
【0010】
脱酸素剤としては、鉄、亜鉛、銅、アルミニウム等の易酸化性金属、ハイドロタルク石、ハイドロタルサイト類、亜二チオン酸塩、亜硫酸塩、けい素、ホウ素化合物、遷移金属化合物等の易酸化性の無機化合物、不飽和脂肪酸及び不飽和重合物、不飽和油脂、没食子酸、多価アルコール類、多価フェノール類、グリセリン、カテコール、糖アルコール、アミノアルコール、アスコルビン酸、トコフェノール類、ポルフィリン類、有機ケイ素化合物、アミノ酸、キノン類、ピロガロール、アニリン、リグニン、スルホキシル酸塩等の易酸化性の有機化合物、グルコ−スオキシダ−ゼ、カタラ−ゼ等の酵素、ポリブタジエン、ポリイソプレン、スチレン−ブタジエン共重合体(水添を含む)、スチレン−イソプレン共重合体、エチレン性不飽和炭化水素、エチレン系不飽和重合体等のアリル水素又は炭素−炭素不飽和二重結合を有するポリオレフィン系樹脂、脂環式不飽和化合物、エチレン−メチルアクリレート−シクロヘキセニルメチルアクリレート共重合体(EMCM)、ビニルシクロヘキセン、かつ主鎖または側鎖にカルボン酸基、カルボン酸無水物基、カルボン酸エステル基、カルボン酸アミド基及びカルボニル基から成る群より選択された少なくとも1個の基を含むカルボン酸変性樹脂、フェノールアルデヒド樹脂、シリコーン樹脂、PVC、ポリエチレンイミン、ポリウレタン等の易酸化性樹脂等及びこれらの易酸化性の有機化合物又は易酸化性樹脂に遷移金属等からなる酸化触媒を添加したもの等が例示できる。特に、易酸化性樹脂及びこれに酸化触媒を添加したものが穿孔加工上好ましい。
【0011】
乾燥剤としては、塩化マグネシウム、水酸化カルシウム、酸化カルシウム、炭酸カルシウム、硫酸マグネシウム、シリカゲル、塩化カルシウム、水酸化ナトリウム、水酸化カリウム、五酸化リン、酸化バリウム、酸化マグネシウム、過塩素酸マグネシウム酸化アルミニウム(アルミナ)、モンモリロナイト、ゼオライト、珪藻土等が例示できる。
【0012】
脱臭剤・消臭剤としては、活性炭、繊維状活性炭、セピオライト、パリゴルスカイト、ゼオライト、活性アルミナ、セピオライト混合紙、シリカゲル、活性白土、パーミキュライト、珪藻土などの無機質多孔質体のほか、パルプ、繊維、布、高分子多孔質体亜鉛塩、鉄塩、銅塩、ニッケル塩、モリブデン塩、コバルト塩、銀塩等の金属塩系消臭剤、次亜塩素酸塩、亜塩素酸塩、亜硝酸塩、硝酸塩、過酸化水素、過炭酸塩、過硫酸塩、過マンガン酸塩、ヨウ素酸塩、臭素酸塩等の酸化剤系消臭剤、p−アミノ安息香酸等のアミン酸系消臭剤、アミン系消臭剤、ポリエチレンイミン等が例示できる。
【0013】
次に、ガスバリア材について説明する。ガスバリア材は、ガス除去材の性能を長期に渡り保存するためのものであり、ガス除去材が除去しようとするガスに対するバリア性を有してガス除去剤を密封できると共に、密封後にバリア性を低減化する加工が可能な材料である。バリア性に関しては、例えば、ガス除去材が酸素吸収材であれば、ガスバリア材は酸素透過度が10cm3/m2/day/MPa以下であることが好ましく、より好ましくは1cm3/m2/day/MPa以下である。また、ガス除去材が除湿材であれば、ガスバリア材は水蒸気透過度は10g/m2/day以下であることが好ましく、より好ましくは1g/m2/day以下である。さらに、ガス除去材が脱臭・消臭材であれば、ガスバリア材は除去したい臭気成分の透過度が10g/m2/day以下であることが好ましく、より好ましくは1g/m2/day以下である。
【0014】
ガスバリア材としては、ガス除去材を密封し、かつバリア性を低減化する後加工を容易とする観点から、フィルム形状のものを用いるのが良い。フィルムがガスバリア性能を発揮するために用いうる材料としては、ガス除去材が酸素吸収材であれば、塩化ビニリデン系樹脂、エチレン・ビニルアルコール共重合体(EVOH)、ナイロン6、ナイロン66、MXD−6等のポリアミド樹脂、アルミニウム箔、透明バリア蒸着フィルム、金属蒸着フィルム、変性ポリアクリル酸コートフィルム(呉羽化学社製・ベセーラ(商品名))等、PET、PBT、PTT等のポリエステルが挙げられる。
【0015】
またガス除去材が除湿材であれば、塩化ビニリデン系樹脂、透明バリア蒸着フィルム、金属蒸着フィルム、ポリプロピレンやポリエチレン等のポリオレフィン系樹脂、PET、PBT、PTT等のポリエステル、アルミニウム箔等が挙げられる。
【0016】
さらにガス除去材が脱臭・消臭材であれば、ガスの種類にもよるが、塩化ビニリデン系樹脂、エチレン・ビニルアルコール共重合体、ナイロン6、ナイロン66、MXD−6等のポリアミド樹脂、アルミニウム箔、透明バリア蒸着フィルム、金属蒸着フィルム、変性ポリアクリル酸コートフィルム(呉羽化学社製・ベセーラ(商品名))、PET、PBT、PTT等のポリエステル等や、アルデヒドに限ればポリスチレンも挙げられる。
【0017】
ガスバリア材の厚さは、バリア性を確保すると共にバリア性を低減化する後加工を容易とする観点から、10μm〜5mmであることが好ましく、より好ましくは20μm〜3mmである。ガスバリア材は単一層であっても良いし、他の層との積層体であっても良い。積層体の例としては、ガスバリア層/熱シール層、ガスバリア層/多孔質体層、ガスバリア層/多孔質体層/熱シール層、印刷層/ガスバリア層/熱シール層、印刷層/ガスバリア層/多孔質体層/熱シール層等が挙げられる(ここで、記号「/」は、その前後の層が互いに積層されていることを意味する)。印刷層の場合、インジケータ機能を有するインクを用いて印刷することは好ましい。ガスバリア材には、さらに、最外層にカバー層や粘着剤層を設けても良い。
【0018】
ガス除去体前駆体は、上記のガス除去材を、上記のガスバリア材で包装し密封して得られる。包装や密封の方法に関しては、通常行われる包装や密封と同様に行えばよく、特に制限されない。包装と共に脱気したり、窒素ガスなどを充填して内部ガスを置換しておくことは好ましい。ガス除去体前駆体は、ガスバリア材で密封されているから、そのままではガスを吸収しない。従って、そのままの状態で性能劣化することなく長期間保管することが可能である。
【0019】
次に、ガス除去体前駆体の使用方法について説明する。使用にあたっては、前記ガスバリア材の少なくとも一部のバリア性を低減させてガス透過可能にする加工工程を経る。これにより、ガス除去材を除去したいガスと接触させることが可能になり、雰囲気中の当該ガスを除去させることが可能になる。
【0020】
加工工程で行われるバリア性を低減させる方法としては、ガスバリア材の少なくとも一部を穿孔する、ガスバリア材の少なくとも一部を機械的又は化学的に薄くする、ガスバリア材を構成する樹脂の可塑剤や溶等でガスバリア材の少なくとも一部を処理する等の方法が挙げられる。これらの方法の中では、穿孔処理による方法が処理が簡単で好ましい。
【0021】
穿孔処理では、脱酸素、除湿、脱臭・消臭等の性能を使用したい時に、ガスバリア材にガス透過孔を形成することによってガス除去性能を発揮させる。穿孔方法としては、針、レーザー、コロナ放電、プラズマ放電等による穿孔加工、熱素子による感熱穿孔、誘電体による誘電加熱等が例示できる。千枚通しや錐等を用いて穿孔してもよい。穿孔される孔の直径は、ガス透過性能とガス除去剤の漏れ防止の観点から、0.01μm〜1mmとするのが好ましく、0.1〜100μmとするのがより好ましくは、1〜50μmとするのがさらに好ましい。
【0022】
まず、最も簡便な針による穿孔方法について説明する。針による穿孔は、針、剣山状に針が固定されたもの等で穿孔することも可能であるが、好ましくは、以下に示すような連続的に穿孔する方法が、工業的には簡単で好ましい。図1は、あらかじめ連続穿孔に適するように作製された長尺シート状のガス除去体前駆体1の例である。図1(1)は、ガス除去体前駆体1の一部をフィルム面に平行方向から見た断面図、図1(2)は、ガス除去体前駆体1の一部の斜視図、図1(3)はガス除去体前駆体1のガスバリア体を構成するフィルム3の断面模式図である。
【0023】
図1のガス除去体前駆体1は、長尺方向Aに沿って、複数のガス除去材2の塊が一定間隔ごとに配置され、その上下を二枚のガスバリア材となるフィルム3、4で密封してなる。ガス除去材2の一つの塊の長尺方向の長さをL、ガス除去材の塊間の長尺方向の間隔をMとする。図1のガス除去材1は、長さMのほぼ中間付近で、長尺方向に直角方向に切断されることにより、個別に使用できるガス除去体前駆体となる。ガス除去体前駆体1に用いられているガスバリア材3、4は、ガスバリア性を有するフィルム層5と熱シール層6とが積層されてなっており、ガス除去体前駆体1では、ガスバリア材3と4の熱シール層どうしが接するようにガス除去材2を挟んで配置されており、熱シールによりガス除去材2が密封されている。ガス除去体前駆体1の製造は、常法に則って行えば良く、特に制限はない。
【0024】
穿孔処理は、長尺物のまま行うのが簡単で好ましいが、個別のガス除去体前駆体に切り離してから行っても良いことは言うまでもない。ここでは、長尺物のまま穿孔処理を行う例について図2を用いて説明する。図2(1)は、ロール10と20とでガス除去体前駆体1を挟んで穿孔処理を行っている状態を示した側面図である。図2(2)は、同じ状態を示した斜視図である。
【0025】
ガス除去体前駆体1は、矢印C方向に回転するロール10と、矢印C’方向に回転する20とで挟まれて、矢印B方向に移動する。ロール10は、表面に穿孔用の一定長さの針が無数に植えられており、この針がロールの回転に伴って、ガス除去体前駆体1の長さLの部分を貫いて穿孔する。ロール10の表面には、ガス除去体前駆体1を長さMの部分で切断するための、ロールの軸方向に長いカッター12が設けられている。なお、カッター12を挟む点線13と14とロール中心とで形成される扇形の円筒表面部分15は、ガス除去体前駆体1の長さMに対応する部分であり、この部分には穿孔用の針が設けられていない。ガス除去体前駆体1は、ロールの回転に伴って、カッター12により長さMの部分で切断され、個別のガス除去体前駆体7となる。
【0026】
ところで、ガス除去材が、針の径より小さい径の粉末状のガス除去材を含んでなり、ガス除去体前駆体が、ガスバリア材/ガス除去材/ガスバリア材の層構成である場合に、ガスバリア材を貫通する穿孔処理を施すと、ガス除去材が孔から漏れたり、またガス除去材が溶け出して孔から染みだす場合もありうる。そのような場合は、熱素子による感熱穿孔、誘電体による誘電加熱穿孔、レーザー、コロナ放電、プラズマ放電等による穿孔等の穿孔方法を用い、かつ以下に説明するような、それぞれに好適なガスバリア材とを組み合わせて用いることで、ガス除去材が漏れ出したりしないでガスバリア材に通気孔を設けることが可能である。
【0027】
例えば、熱素子による感熱穿孔の場合、好ましいガスバリア材の構成としては、ガスバリア層/多孔質体層/熱シール層があげられる。ここで、多孔質体層は、穿孔後にもガス除去材が漏れにくく、かつガス透過可能にすると共に、ガスバリア層が感熱穿孔された後にガスバリア層の支持体としても機能する。このような構成のガスバリア材としては、例えば、特公平6−45267公報に記載されているものが好ましい。なお、熱シール層にはあらかじめ穿孔加工を施してあることが好ましい。また、ガスバリア層に用いるフィルムは少なくとも一軸方向に延伸されているものが好ましい。
【0028】
図3は、そのようなガスバリア材28を用いて構成されたガス除去体前駆体の例20の断面を示すと共に、そのガス除去体前駆体20に対して、感熱穿孔が行われた場合の状態を示した模式図である。ここで、ガス除去体前駆体20は、ガスバリア層21、多孔質体23、あらかじめ微細孔25が設けられた熱シール層24、ガス除去材26、ガスバリア層27の合計5層からなるものを例示している。プリンターのサーマルヘッド等と同様な機能を有する熱素子30を所望のタイミングと位置で発熱させて、ガス除去材26に直接には接していないガスバリア材21を感熱穿孔することで、孔22を多数設ける。
【0029】
また、誘電体による誘電加熱の場合、好ましいガスバリア材の構成としては、ガスバリア層/多孔質体層/熱シール層、又は印刷層/ガスバリア層/多孔質体層/熱シール層である。印刷層が無い前者であればガスバリア層内に、また印刷層がある後者であれば印刷層内に、誘電性の物質を添加しておき、誘電素子を用いた誘電加熱により穿孔する方法である。なお、熱シール層はあらかじめ穿孔加工を施してあることが望ましい。また、感熱穿孔の場合と同様に、ガスバリア層には少なくとも一軸方向に延伸されているフィルムを用いることが好ましい。
【0030】
ガス除去体前駆体は、上記のように穿孔処理がなされることでガス除去体となる。そして、その用途に応じて、ガスバリア性のカップやトレーや袋等の容器に、保存したい物品と一緒に封入され、物品の雰囲気ガスから目的のガスを除去する除去工程が行われる。場合によって、ガス除去体は、接着剤、粘着剤、粘着テープ等で容器や袋等の内側に貼り付けても良い。また、ガス除去体前駆体を、カップやトレー等の容器、またはそれらの蓋材や包装袋等に成形して用い、使用前にガスバリア層を穿孔する加工工程を経るようにしても良い。
【0031】
上記のガス除去体前駆体及びその使用方法は、食品、電子材料、金属材料、貴金属、写真、化粧品、医薬品、医療機器の保存・保管時の脱酸素、除湿、脱臭・消臭等の分野で好適に使用できる。
【0032】
続いて、本発明を実施例に基づいて説明するが、本発明は、以下の実施例の具体的態様に限定されるものではない。
【実施例1】
【0033】
酸化防止剤の含有量を1000ppmに調整した部分水添スチレン−ブタジエン−スチレンブロック共重合体(旭化成ケミカルズ社製、タフテックP1500(商品名))を用意し、これに対して、硫酸第一鉄(硫酸鉄(II)七水和物、関東化学社製)を1.63重量%、ステアリン酸亜鉛(関東化学社製)を3.2重量%添加して混合した。これを溶融押出機により215℃にて溶融押出した。ダイから出てきたストランド状樹脂組成物を水冷した後、ペレット状にカッティングした。該ペレットを用いて、200℃に設定された熱プレス機でプレス成形し、厚みが1mmの淡黄色透明なシート状とし、これを30mm×30mmにカットして酸素吸収材を作成した。
【0034】
一方、厚みが50μmでエチレン含量が33%のEVOHフィルムと、厚みが50μmで酢酸ビニル含量が15重量%かつMI(メルトインデックス)=2.0のエチレン−酢酸ビニル共重合体フィルムとを貼り合せたものをガスバリア材とした。この酸素透過度は、0.3cm3/m2/day/MPa(23℃、60%RH)であった。
【0035】
長尺物で50mm幅のガスバリア材を2枚用意して、熱シール面どうしを合わせ、その間に30mm×30mmにカットした酸素吸収材を挟み込んで、幅方向両端における長尺長さ方向のシール幅を10mm、ガス除去材の前後で幅方向のシールの幅を6mm(×2)、で幅方向のシールとシールとのガス除去材を含まない部分の間隔を40mmとして、それぞれを熱シールして図1に示したものと同様なガス除去体前駆体を作成した。
【0036】
このガス除去体前駆体を60日間23℃で大気中に放置した。放置後、図2に示したものと同様の構造のロールを備えた穿孔処理装置を用いて、ガス除去体前駆体に穿孔処理を行なった。穿孔は、フィルム面に垂直方向から、酸素吸収材が挟まれている部分に対して、幅25mm×長さ25mmの正方形となる範囲に、孔の直径が0.1mmで、孔の数が19.4個/cm2となるように穿孔し、ガス除去体を得た。
【0037】
このガス除去体を、200cm3の体積を持ち、壁面の厚みが80μmで酸素透過量が30cm3/m2/day/MPa未満であるポリ塩化ビニリデン製バリア性容器に入れ、該容器中を酸素容量21%、窒素79容量%の混合ガスで置換して密封した。その後、これらの容器を温度23℃、湿度17%RHの条件下におき、ガス濃度測定装置(PBI社製、Dansensor CheckMate9900(商品名))を用いて、7日後の容器中の酸素濃度を測定したことろ、酸素濃度が0.1%未満(測定限界以下)となっていた。ガス除去体前駆体は、大気中に約2ヶ月間放置しても酸素吸収性能を維持しており、穿孔処理を行うことでその性能を発揮することが分かった。
[比較例]
【0038】
穿孔処理を行なわなかった以外は、実施例と同様にしてガス除去体の比較試料を得て、実施例と同様にして評価した。酸素濃度は21%のままであり、酸素除去が生じていなかった。
【図面の簡単な説明】
【0039】
【図1】ガス除去体前駆体の(1)断面模式図、(2)斜視図であり、(3)ガスバリア材の断面模式図である。
【図2】加工工程の穿孔処理がなされている状態を示した(1)側面模式図、(2)斜視図である。
【図3】感熱穿孔処理に適したガス除去材前駆体の断面と、感熱穿孔処理の状態を示した模式図である。
【符号の説明】
【0040】
1 長尺物のガス除去体前駆体の例
2 ガス除去材
3、4 ガスバリア材
5 ガスバリア性フィルム層
6 熱シール性フィルム層
7 長尺物から切断された個別のガス除去体前駆体の例
10 穿孔ロール
11 針
12 カッター
13、14 針が無い表面を示す扇形の境界線
15 ロール表面のうち、針が無い部分
20 ロール
21、27 ガスバリア層
22 孔
23 多孔質体層
24 熱シール層
25 孔
26 ガス除去剤層
28 ガスバリア材
【特許請求の範囲】
【請求項1】
ガスを吸収するガス除去材を、該ガスを透過しないガスバリア材にて密封したことを特徴とするガス除去体前駆体。
【請求項2】
請求項1に記載のガス除去体前駆体における前記ガスバリア材の少なくとも一部のガスバリア性を低減させてガス透過可能にする加工工程と、前記加工工程を経た前記ガス除去体前駆体を、ガスと接触させて当該ガスを除去せしめる除去工程とを備えることを特徴とするガス除去体前駆体の使用方法。
【請求項1】
ガスを吸収するガス除去材を、該ガスを透過しないガスバリア材にて密封したことを特徴とするガス除去体前駆体。
【請求項2】
請求項1に記載のガス除去体前駆体における前記ガスバリア材の少なくとも一部のガスバリア性を低減させてガス透過可能にする加工工程と、前記加工工程を経た前記ガス除去体前駆体を、ガスと接触させて当該ガスを除去せしめる除去工程とを備えることを特徴とするガス除去体前駆体の使用方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−74450(P2008−74450A)
【公開日】平成20年4月3日(2008.4.3)
【国際特許分類】
【出願番号】特願2006−255916(P2006−255916)
【出願日】平成18年9月21日(2006.9.21)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成20年4月3日(2008.4.3)
【国際特許分類】
【出願日】平成18年9月21日(2006.9.21)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]