
ゴムロールの製造方法
【課題】金型の内部に芯金を入れる際、その芯金が金型の内壁や金型の内壁に設けられた被膜部材に接触するのを防止する。
【解決手段】芯金挿入工程において、治具40の貫通孔42の内径と芯金20の外径との差をA、第1金型12の内径と治具40の貫通孔42の内径との差の半分をB、治具40の貫通孔42の内壁面46の軸方向における長さをL、第1金型12の第2金型14側における他端面12Cから治具40の外端面40Aまでの軸方向における長さDから、長さLを減算した長さをCとしたときに、L>A×C÷Bの関係を満たすゴムロールRの製造方法とする。
【解決手段】芯金挿入工程において、治具40の貫通孔42の内径と芯金20の外径との差をA、第1金型12の内径と治具40の貫通孔42の内径との差の半分をB、治具40の貫通孔42の内壁面46の軸方向における長さをL、第1金型12の第2金型14側における他端面12Cから治具40の外端面40Aまでの軸方向における長さDから、長さLを減算した長さをCとしたときに、L>A×C÷Bの関係を満たすゴムロールRの製造方法とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ゴムロールの製造方法に関する。
【背景技術】
【0002】
従来の樹脂被覆ロール(ゴムロール)の製造は、円筒金型の内部に樹脂チューブと芯金を入れ、樹脂チューブ及び芯金の両端を保持するように、円筒金型の両端にそれぞれ上金型及び下金型をセットし、芯金と樹脂チューブとの間にシリコーンゴムを注入して加熱していた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平5−96658号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、金型の内部に芯金を入れる際、その芯金が金型の内壁や金型の内壁に設けられた被膜部材に接触するのを防止できるゴムロールの製造方法を得ることを目的とする。
【課題を解決するための手段】
【0005】
上記の目的を達成するために、本発明に係る請求項1に記載のゴムロールの製造方法は、円筒形状の第1金型の一端に、中央に円形の貫通孔が形成された筒状の治具を装着する治具装着工程と、前記治具の前記貫通孔を通して、円筒形状又は円柱形状の芯金を前記第1金型内に挿入し、前記芯金の一端を、前記第1金型の他端に装着されている又は装着されつつある第2金型に形成された凹部に挿入する芯金挿入工程と、前記第1金型の一端に装着した前記治具を取り外し、代わりに第3金型を前記第1金型の一端に装着するとともに、前記芯金の他端を前記第3金型に形成された凹部に挿入する金型装着工程と、前記第2金型及び前記第3金型の少なくとも一方に形成された注入口から未加硫ゴムを注入し、前記芯金と前記第1金型の内壁面との間に、前記未加硫ゴムを充填する充填工程と、前記未加硫ゴムを硬化する硬化工程と、を含み、前記芯金挿入工程において、前記貫通孔の内径と前記芯金の外径との差をA、前記第1金型の内径と前記貫通孔の内径との差の半分をB、前記貫通孔の内壁面の軸方向における長さをL、前記第1金型の前記第2金型側における他端面から前記治具の外端面までの軸方向における長さDから、前記長さLを減算した長さをCとしたときに、L>A×C÷Bの関係を満たすことを特徴としている。
【0006】
また、本発明に係る請求項2に記載のゴムロールの製造方法は、円筒形状の第1金型の一端に、中央に円形の貫通孔が形成された筒状の治具を装着する治具装着工程と、前記治具の前記貫通孔を通して、円筒形状又は円柱形状の芯金を前記第1金型内に挿入し、前記芯金の一端を、前記第1金型の他端に装着されている又は装着されつつある第2金型に形成された凹部に挿入する芯金挿入工程と、前記第1金型の一端に装着した前記治具を取り外し、代わりに第3金型を前記第1金型の一端に装着するとともに、前記芯金の他端を前記第3金型に形成された凹部に挿入する金型装着工程と、前記第2金型及び前記第3金型の少なくとも一方に形成された注入口から未加硫ゴムを注入し、前記芯金と前記第1金型の内壁面との間に、前記未加硫ゴムを充填する充填工程と、前記未加硫ゴムを硬化する硬化工程と、を含み、前記芯金挿入工程において、前記芯金が傾いても該芯金を前記貫通孔の内壁縁部で規制して、前記第1金型の内壁面に接触しないように構成された前記治具を用いることを特徴としている。
【0007】
また、請求項3に記載のゴムロールの製造方法は、請求項1又は請求項2に記載のゴムロールの製造方法であって、前記治具装着工程の前に、円筒形状の被膜部材を前記第1金型の内壁面に装着する被膜装着工程を含むことを特徴としている。
【発明の効果】
【0008】
請求項1に記載の発明によれば、金型の内部に治具を用いないで芯金を入れる場合に比べて、その芯金が金型の内壁に接触するのを防止することができる。
【0009】
請求項2に記載の発明によれば、金型の内部に治具を用いないで芯金を入れる場合に比べて、その芯金が金型の内壁に接触するのを防止することができる。
【0010】
請求項3に記載の発明によれば、金型の内部に治具を用いないで芯金を入れる場合に比べて、その芯金が金型の内壁に設けられた被膜部材に接触するのを防止することができる。
【図面の簡単な説明】
【0011】
【図1】ゴムロールを製造する金型を示す分解斜視図
【図2】ゴムロールを製造する金型を示す分解断面図
【図3】ゴムロールを製造する金型を示す側断面図
【図4】冷却筒を示す斜視図
【図5】ゴムロールを製造する金型及び冷却筒を示す側断面図
【図6】製造されたゴムロールを示す斜視図
【図7】金型に補助具を用いて芯金を挿入する工程を示す側断面図
【図8】金型に補助具を用いて芯金を挿入する工程を示す側断面図
【図9】金型に変形例の補助具を用いて芯金を挿入する工程を示す側断面図
【発明を実施するための形態】
【0012】
以下、本発明に係る実施の形態について、図面を基に詳細に説明する。なお、説明の便宜上、各図において適宜記す矢印UPを上方向とし、それを基準に「上」、「下」を付加して説明するが、「上」、「下」を付加した説明によって、各部の方向が限定されるものではない。また、以下において、「平面視」とは、上方から見ることを言う。
【0013】
(ゴムロールの製造装置)
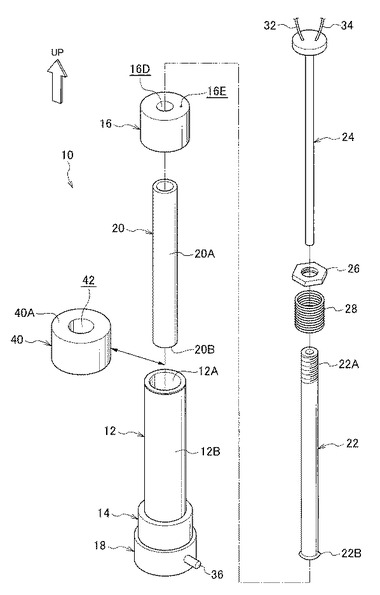
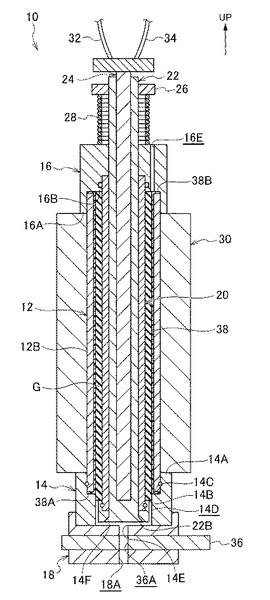
図1〜図3で示すように、ゴムロールR(図6参照)の製造装置の一例としての金型10は、後述する芯金20を同軸状に包囲する円筒形状の第1金型の一例としての円筒金型12と、円筒金型12の下端部(他端)に軸方向外側から装着される第2金型の一例としての下金型14と、円筒金型12の上端部(一端)に軸方向外側から装着される第3金型の一例としての上金型16と、下金型14の下端部に軸方向外側から装着されるゲートキャップ18と、を有している。
【0014】
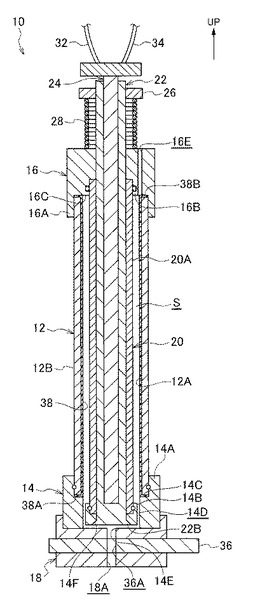
また、この金型10には、円筒金型12内に挿入され、下金型14と上金型16とで軸方向外側から挟持される円筒形状の芯金20と、その芯金20内に挿入される有底円筒形状のセンターシャフト22と、センターシャフト22内に挿入される電熱式のパイプヒーター24と、が備えられている。そして、ゴムロールRの製造時、芯金20の外周面20Aと円筒金型12の内壁面12Aとの間には、ゴム層成形空間Sが形成されるようになっている(図3参照)。
【0015】
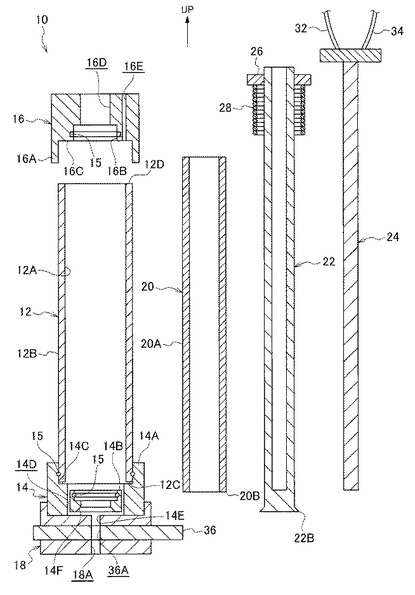
図2、図3で示すように、下金型14は、内周面側にOリング15が設けられ、円筒金型12の下端部を外側から被覆するように、その下端部に嵌められる外筒部14Aと、内周面側にOリング15が設けられ、円筒金型12内に挿入された芯金20の下端部(一端)を外側から被覆するように、その下端部に嵌められる凹部の一例としての内筒部14Bと、を有している。
【0016】
つまり、外筒部14Aの内径は、円筒金型12の外径と略同一とされ、内筒部14Bの内径は、芯金20の外径と略同一とされている。そして、外筒部14Aの径方向内側で、かつ内筒部14Bよりも径方向外側には、円筒金型12の下端面12C(他端面の一例)が対向する(後述する樹脂フィルム38の下端部38Aを間に挟んで当たる)内端面14Cが環状に形成されている。
【0017】
同様に、上金型16は、円筒金型12の上端部を外側から被覆するように、その上端部に嵌められる外筒部16Aと、内周面側にOリング15が設けられ、円筒金型12内に挿入された芯金20の上端部(他端)を外側から被覆するように、その上端部に嵌められる凹部の一例としての内筒部16Bと、を有している。
【0018】
つまり、外筒部16Aの内径は、円筒金型12の外径と略同一とされ、内筒部16Bの内径は、芯金20の外径と略同一とされている。そして、外筒部16Aの径方向内側で、かつ内筒部16Bの径方向外側には、円筒金型12の上端面12Dが対向する(後述する樹脂フィルム38の上端部38Bを間に挟んで当たる)内端面16Cが環状に形成されている。
【0019】
また、上金型16の軸心部で、かつ内筒部16Bよりも径方向内側には、センターシャフト22を挿通させるための平面視円形状の貫通孔16Dが上下方向に沿って形成されている。そして、内端面16C上の予め決められた位置には、ゴム層成形空間Sと大気とを通じさせる平面視円形状の貫通孔であるエアーベント16Eが上下方向に沿って形成されている。
【0020】
更に、下金型14の内筒部14Bと外筒部14Aとの間には、未加硫ゴムの流通路14Dが上下方向に沿って形成されている。この流通路14Dは、周方向に等間隔で複数形成されており、各流通路14Dの上方側は、ゴム層成形空間S(図3参照)に通じている。そして、各流通路14Dの下方側は、下金型14の軸心部に形成された未加硫ゴムの注入口14Eに通じている。
【0021】
また、ゲートキャップ18の軸心部には、下金型14の注入口14Eに通じる未加硫ゴムの注入路18Aが上下方向に沿って形成されている。そして、このゲートキャップ18には、円筒金型12の軸方向と直交する方向に延在し、注入路18Aと交差する円柱形状のシャッターピン36が摺動自在に取り付けられている。そして更に、このシャッターピン36の注入路18Aに対応する部位には、その注入路18Aと通じる未加硫ゴムの流通孔36Aが上下方向に沿って形成されている。
【0022】
センターシャフト22の上端外周面には、ネジ部22A(図1参照)が形成されており、センターシャフト22の下端周縁部には、下金型14の内筒部14Bよりも下方側に形成された被係止部14Fに係止される係止部22Bが一体に形成されている。また、センターシャフト22のネジ部22Aには、ナット26が螺着されており、ゴム層成形空間Sに未加硫ゴムを充填してゴムロールRを製造する際に、金型10の型締め圧を調整するコイルスプリング28が、ナット26の下面と上金型16の上面との間に配設可能になっている。
【0023】
電熱式のパイプヒーター24の内部には、図示しない電熱線が挿入されており、その電熱線には、パイプヒーター24の上端部において、電線32が結線されている。また、パイプヒーター24の上端部には、パイプヒーター24の温度を測定するための熱電対34が取り付けられている。
【0024】
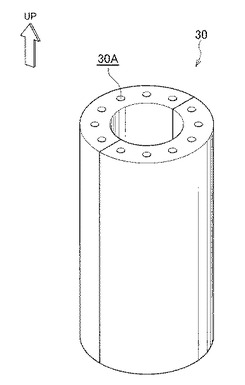
また、図4、図5で示すように、この金型10には、円筒金型12を冷却するための冷却筒30が装着(外嵌)されるようになっている。この冷却筒30は、2つ割り構造の円筒形状とされ、その高さは下金型14の外筒部14Aにおける上端面と、上金型16の外筒部16Aにおける下端面との間の間隔と略同一とされている。
【0025】
つまり、この冷却筒30は、下金型14と上金型16との間における円筒金型12の外壁面12B全体を被覆するような大きさに形成されている。そして、冷却筒30の周壁内には、冷却水の通路30Aが上下方向に沿って、かつ周方向に等間隔で複数形成されており、その通路30A内には、例えば約10℃の温度に設定された冷却水が送通されるようになっている。
【0026】
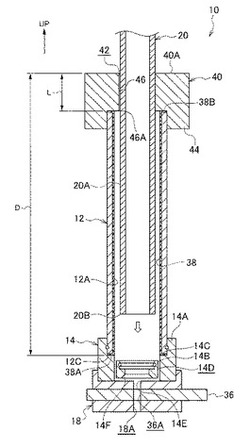
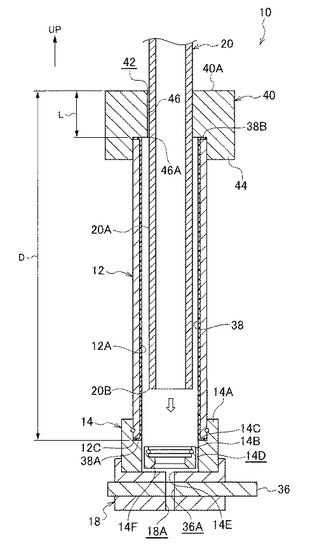
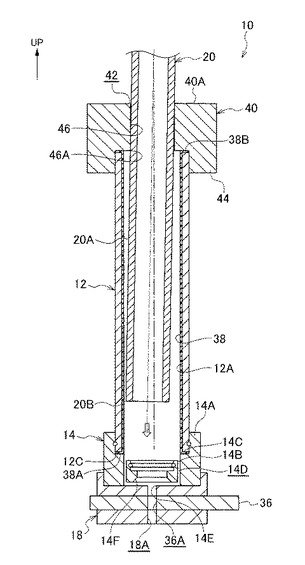
また、この金型10には、図1、図7、図8で示すように、円筒金型12内に芯金20を挿入する際に、その円筒金型12の上端部に装着され、芯金20が円筒金型12の軸方向に対して傾いても、芯金20の下端周縁部20Bが、円筒金型12の内壁面12Aに接触しないようにする芯金挿入用の治具の一例としての補助具40が備えられている。
【0027】
この補助具40は、軸心部に平面視円形状の貫通孔42が形成された円筒形状に形成されており、その軸方向内側には、円筒金型12の上端部を外側から被覆するように、その上端部に嵌められる外筒部44が形成されている。そして、芯金20は、貫通孔42から挿入されるようになっている。
【0028】
つまり、この貫通孔42の内径は、芯金20の外径よりも大きく形成されており、円筒金型12の内径よりも小さく形成されている。そして、円筒金型12の下端部に下金型14が装着され、円筒金型12の上端部に補助具40が装着された状態で、各部の寸法関係は、次のようになっている。
【0029】
すなわち、貫通孔42の内径と芯金20の外径との差をA、円筒金型12の内径と貫通孔42の内径との差の1/2(半分)をB、貫通孔42の内壁面46の軸方向における長さをL(図7参照)、円筒金型12の下端面12C(下金型14の内端面14C)から補助具40の外端面(上端面)40Aまでの軸方向における長さD(図7参照)から、長さLを減算した長さをC(=D−L)としたときに、L>A×C÷Bの関係を満たすようになっている。
【0030】
これにより、円筒金型12内に芯金20を人手により(重力により)挿入する際に、芯金20が円筒金型12の軸方向に対して傾いて、芯金20の外周面20Aが内壁面46の下端周縁部46A(内壁縁部の一例)に接触しても、芯金20の下端周縁部20Bが円筒金型12の内壁面12A(後述する樹脂フィルム38)に接触しないようにできる構成である(図8参照)。
【0031】
なお、長さDは、内筒部14Bの上端面から補助具40の外端面(上端面)40Aまでの長さとしてもよい。この場合は、下金型14の内壁面も保護される。つまり、この長さDは、少なくとも円筒金型12の下端面12C(又はその下端面12Cが円筒金型12の軸方向で対向する下金型14の内端面14C)から補助具40の外端面(上端面)40Aまでの長さとされていればよい。
【0032】
また、ゴムロールRを製造する際、芯金20を円筒金型12内に挿入する前に、円筒金型12内に、円筒形状の被膜部材の一例としてのフッ素樹脂チューブ(以下「樹脂フィルム」という)38を挿入し、円筒金型12の内壁面12A側から真空引き(減圧)し、その樹脂フィルム38の外周面を円筒金型12の内壁面12Aに貼り付かせる場合がある。
【0033】
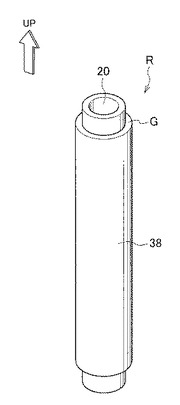
つまり、図6で示すように、製造されたゴムロールRの外周面に樹脂フィルム38(フッ素樹脂層)が被膜されている場合がある。この場合、円筒金型12の内径には、樹脂フィルム38の膜厚も考慮されるが、樹脂フィルム38の膜厚は30μm程度なので、円筒金型12の内径として、上記Bの値を算出しても、実質的には大差がない。
【0034】
また、芯金20は、下金型14が円筒金型12の下端部に装着された後に、円筒金型12内に挿入される場合に限定されるものではなく、例えば円筒金型12の下端部に芯金受止治具(図示省略)を装着しておき、補助具40を用いて芯金20を円筒金型12内に挿入した後、その芯金受止治具を円筒金型12から取り外すとともに、下金型14を円筒金型12に装着し、その後(又は装着しつつ)、芯金20の下端部を内筒部14Bに嵌合させるようにしてもよい。
【0035】
なお、芯金受止治具としては、補助具40から貫通孔42を無くしたものを例示することができる。また、芯金20は、例えばアルミニウム、鉄、銅、ステンレススチール又はその他の金属や合金等で成形されている。そして、芯金20の外周面20Aと円筒金型12の内壁面12Aとの間のゴム層成形空間S内に注入(充填)されるゴム材としては、例えばシリコーンゴムやウレタンゴム等が一例として挙げられる。
【0036】
(ゴムロールの製造方法)
以上のような構成の補助具40を備えた金型10において、次にその作用(ゴムロールRの製造方法)について説明する。まず、円筒金型12内にフッ素樹脂チューブ(樹脂フィルム38)を挿入し、真空引き(減圧)することにより、円筒金型12の内壁面12Aに、樹脂フィルム38の外周面を貼付させる(被膜装着工程)。なお、樹脂フィルム38の軸方向における長さは、その下端部38A及び上端部38Bが、円筒金型12から軸方向外側へ少しはみ出る長さとされている。
【0037】
その後、円筒金型12の下端部に下金型14を装着するとともに、下金型14の下端部にゲートキャップ18を装着する。そして、図7で示すように、円筒金型12の上端部に補助具40を装着する(治具装着工程)。そして更に、その貫通孔42から芯金20を円筒金型12内に挿入するとともに、下金型14の内筒部14B(凹部)に、芯金20の下端部を嵌合する(芯金挿入工程)。
【0038】
なお、このとき、円筒金型12、下金型14、補助具40における各部の寸法は、上記の通り、貫通孔42の内径と芯金20の外径との差をA、円筒金型12の内径と貫通孔42の内径との差の1/2(半分)をB、貫通孔42の内壁面46の軸方向における長さをL、円筒金型12の下端面12C(下金型14の内端面14C)から補助具40の外端面40Aまでの軸方向における長さDから、長さLを減算した長さをCとしたときに、L>A×C÷Bの関係を満たすようになっている。
【0039】
したがって、図8で示すように、芯金20が円筒金型12の軸方向に対して傾いて、その外周面20Aが、補助具40の内壁面46の下端周縁部46Aに接触しても、その下端周縁部20Bが、円筒金型12の内壁面12A、詳細には樹脂フィルム38に接触することがない。つまり、これにより、円筒金型12の内壁面12Aや樹脂フィルム38が、その芯金20の下端周縁部20Bによって損傷する(破れや擦り傷が発生する)おそれがない。
【0040】
こうして、円筒金型12内に芯金20を挿入し、その下端部を下金型14の内筒部14Bに嵌合させたら、円筒金型12の上端部から補助具40を取り外し、代わりに上金型16を、その円筒金型12の上端部に装着しつつ、上金型16の内筒部16B(凹部)に、芯金20の上端部を嵌合する(金型装着工程)。
【0041】
これにより、芯金20が、円筒金型12に同軸状に包囲されつつ、下金型14及び上金型16によって、その軸方向外側から内側に向けて狭持される。なお、このとき、樹脂フィルム38の下端部38A及び上端部38Bも、それぞれ円筒金型12と下金型14との間、及び円筒金型12と上金型16との間で押さえられる(図3参照)。
【0042】
こうして、円筒金型12の下端部に下金型14が装着され、円筒金型12の上端部に上金型16が装着されたら、センターシャフト22を、上金型16の貫通孔16Dを通して、芯金20内に挿入する。そして、下金型14の内筒部14Bの下方側に形成されている被係止部14Fに、係止部22Bを係止させる。
【0043】
そして更に、ナット26を回転させ、ナット26の下面と上金型16の上面との間に配設されているコイルスプリング28の付勢力を調節し、金型10の型締め圧を調整する。次いで、そのセンターシャフト22内にパイプヒーター24を挿入する。この状態が図3で示されている。なお、パイプヒーター24が予め挿入されているセンターシャフト22を、貫通孔16Dを通して、芯金20内に挿入するようにしてもよい。
【0044】
こうして、金型10の組み付けが完了したら、ゲートキャップ18のシャッターピン36を摺動させて、シャッターピン36の流通孔36Aとゲートキャップ18の注入路18Aとの位置を合わせる。そして、ゲートキャップ18の注入路18Aから、下金型14に形成されている注入口14E及び流通路14Dを介して、ゴム層成形空間S内に未加硫ゴムを予め決められた圧力で注入する(充填工程)。
【0045】
すると、未加硫ゴムは、その圧力と重力の作用によって、芯金20の外周面20Aと円筒金型12の内壁面12A(樹脂フィルム38)との間に形成されたゴム層成形空間S内を埋め尽くすように充填される。そして、その未加硫ゴムの充填が完了したら、シャッターピン36を摺動させて、シャッターピン36の流通孔36Aとゲートキャップ18の注入路18Aとの位置をずらし、未加硫ゴムの注入を停止する。
【0046】
その後、パイプヒーター24に通電して、ゴム層成形空間S内に充填された未加硫ゴムを加熱し、その未加硫ゴムを硬化させることによって、図5で示す加硫ゴム層Gを形成する(硬化工程)。なお、このとき、パイプヒーター24に取り付けられている熱電対34によって、パイプヒーター24の温度を測定し、未加硫ゴムに対する加熱温度を調整する。
【0047】
こうして、未加硫ゴムを加熱して硬化させ、加硫ゴム層Gを形成したら、パイプヒーター24への通電を切り、パイプヒーター24をセンターシャフト22内に挿入した状態のまま(又はパイプヒーター24をセンターシャフト22内から取り出してから)、冷却筒30を円筒金型12の外壁面12Bに外嵌(装着)させる。そして、冷却筒30の通路30Aに冷却水を送通し、円筒金型12を冷却する。
【0048】
円筒金型12に対する冷却が完了したら、円筒金型12から冷却筒30を取り外し、芯金20内からセンターシャフト22(パイプヒーター24を含む場合もある)を取り外すとともに、上金型16を円筒金型12から取り外す。そして、円筒金型12内から、図6で示すゴムロールR(樹脂被覆ロール)を取り出す。
【0049】
こうして製造されたゴムロールRは、補助具40を使用することによって芯金20が円筒金型12内に挿入されていることから、その外周面(樹脂フィルム38)には、破れや擦り傷等が発生していない。したがって、このゴムロールRを、例えば定着装置(図示省略)のヒートロールとして使用した場合には、その破れや擦り傷が原因の画像欠陥(画質低下)が発生しない。
【0050】
(補助具の変形例)
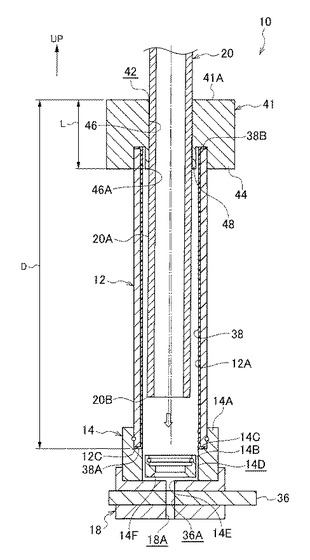
また、補助具40としては、図9で示す形状のものであってもよい。すなわち、この変形例に係る補助具41では、貫通孔42の内壁面46の長さが、上記補助具40の場合よりも長く形成されている。つまり、この補助具41には、円筒金型12内に挿入される内筒部48が形成されており、芯金20の円筒金型12の軸方向に対する傾きをより一層規制できるようになっている。
【0051】
そして、この補助具41においても、貫通孔42の内径と芯金20の外径との差をA、円筒金型12の内径と貫通孔42の内径との差の1/2(半分)をB、貫通孔42の内壁面46の軸方向における長さをL、円筒金型12の下端面12C(下金型14の内端面14C)から補助具41の外端面41Aまでの軸方向における長さDから、長さLを減算した長さをC(=D−L)としたときに、L>A×C÷Bの関係を満たすようになっている。
【0052】
したがって、貫通孔42から芯金20を円筒金型12内に挿入するときに、その芯金20が円筒金型12の軸方向に対して傾いて、その外周面20Aが、補助具41の内壁面46(内筒部48)の下端周縁部46Aに接触しても、その下端周縁部20Bが、円筒金型12の内壁面12A、詳細には樹脂フィルム38に接触することがない。つまり、この場合も、円筒金型12の内壁面12Aや樹脂フィルム38が、芯金20の下端周縁部20Bによって損傷する(破れや擦り傷が発生する)おそれがない。
【0053】
以上、本実施形態に係るゴムロールRの製造方法について、図面を基に説明したが、本実施形態に係るゴムロールRの製造方法は、図示のものに限定されるものではなく、種々の変形、変更、改良が可能である。例えば、フッ素樹脂層としての樹脂フィルム38が設けられていないゴムロールRを製造する場合にも、本実施形態に係るゴムロールRの製造方法を適用することが可能である。
【0054】
この場合、貫通孔42から芯金20を円筒金型12内に挿入するときに、芯金20が円筒金型12の軸方向に対して傾いて、芯金20の外周面20Aが、補助具40、41の内壁面46(内筒部48)の下端周縁部46Aに接触しても、芯金20の下端周縁部20Bが、円筒金型12の内壁面12Aに接触することがない。このため、円筒金型12の内壁面12Aに傷が発生することがなく、その内壁面12Aが転写して形成される外周面に傷が無いゴムロールRを製造することができる。
【0055】
また、芯金20は、円筒形状に限定されるものではなく、円柱形状に形成されていてもよい。すなわち、このゴムロールRは、定着装置のヒートロールとして使用される場合に限定されるものではない。更に、未加硫ゴムの注入口14E及び流通路14D等は、上金型16に形成する構成にしてもよく、この注入口14E及び流通路14D等は、下金型14及び上金型16の少なくとも一方に形成されていればよい。
【0056】
また、芯金20を円筒金型12内へ挿入する際の樹脂フィルム38の損傷を防止するために、パイプ状に丸めたシート(図示省略)を予め円筒金型12内に挿入しておく方法も提案されたが、この場合では、そのシートを円筒金型12内から抜き取るときに、そのシートが樹脂フィルム38に接触して同様な損傷が起きる可能性がある。また、そのシートは消耗品であるため、コストもかかる。
【0057】
これに対し、本実施形態に係るゴムロールRの製造方法では、上記構成の補助具40(又は補助具41)によって芯金20を円筒金型12内へ挿入するため、樹脂フィルム38(円筒金型12の内壁面12A)が損傷するおそれはない。また、上記シートを使用する方法よりも、コスト的に優位となる。
【0058】
また、本実施形態に係るゴムロールRの製造方法では、芯金20の内側にパイプヒーター24を挿入し、パイプヒーター24により芯金20の内側から未加硫ゴムを硬化する硬化工程を示したが、これ以外の硬化工程であってもよい。例えば、上記実施形態において、上金型16を下金型14と同じ構成にし、未加硫ゴムが注入された円筒金型12、上金型16及び下金型14からなる1組の金型を、そのまま加熱炉の中に入れてもよい。芯金20が円柱形状の場合は、かかる硬化工程を採用する必要がある。
【符号の説明】
【0059】
10 金型
12 円筒金型(第1金型の一例)
12A 内壁面
12C 下端面(他端面の一例)
14 下金型(第2金型の一例)
14B 内筒部(凹部の一例)
14C 内端面
14E 注入口
16 上金型(第3金型の一例)
16B 内筒部(凹部の一例)
20 芯金
38 樹脂フィルム(被膜部材の一例)
40 補助具(治具の一例)
40A 外端面
42 貫通孔
46 内壁面
46A 下端周縁部(内壁縁部の一例)
【技術分野】
【0001】
本発明は、ゴムロールの製造方法に関する。
【背景技術】
【0002】
従来の樹脂被覆ロール(ゴムロール)の製造は、円筒金型の内部に樹脂チューブと芯金を入れ、樹脂チューブ及び芯金の両端を保持するように、円筒金型の両端にそれぞれ上金型及び下金型をセットし、芯金と樹脂チューブとの間にシリコーンゴムを注入して加熱していた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平5−96658号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、金型の内部に芯金を入れる際、その芯金が金型の内壁や金型の内壁に設けられた被膜部材に接触するのを防止できるゴムロールの製造方法を得ることを目的とする。
【課題を解決するための手段】
【0005】
上記の目的を達成するために、本発明に係る請求項1に記載のゴムロールの製造方法は、円筒形状の第1金型の一端に、中央に円形の貫通孔が形成された筒状の治具を装着する治具装着工程と、前記治具の前記貫通孔を通して、円筒形状又は円柱形状の芯金を前記第1金型内に挿入し、前記芯金の一端を、前記第1金型の他端に装着されている又は装着されつつある第2金型に形成された凹部に挿入する芯金挿入工程と、前記第1金型の一端に装着した前記治具を取り外し、代わりに第3金型を前記第1金型の一端に装着するとともに、前記芯金の他端を前記第3金型に形成された凹部に挿入する金型装着工程と、前記第2金型及び前記第3金型の少なくとも一方に形成された注入口から未加硫ゴムを注入し、前記芯金と前記第1金型の内壁面との間に、前記未加硫ゴムを充填する充填工程と、前記未加硫ゴムを硬化する硬化工程と、を含み、前記芯金挿入工程において、前記貫通孔の内径と前記芯金の外径との差をA、前記第1金型の内径と前記貫通孔の内径との差の半分をB、前記貫通孔の内壁面の軸方向における長さをL、前記第1金型の前記第2金型側における他端面から前記治具の外端面までの軸方向における長さDから、前記長さLを減算した長さをCとしたときに、L>A×C÷Bの関係を満たすことを特徴としている。
【0006】
また、本発明に係る請求項2に記載のゴムロールの製造方法は、円筒形状の第1金型の一端に、中央に円形の貫通孔が形成された筒状の治具を装着する治具装着工程と、前記治具の前記貫通孔を通して、円筒形状又は円柱形状の芯金を前記第1金型内に挿入し、前記芯金の一端を、前記第1金型の他端に装着されている又は装着されつつある第2金型に形成された凹部に挿入する芯金挿入工程と、前記第1金型の一端に装着した前記治具を取り外し、代わりに第3金型を前記第1金型の一端に装着するとともに、前記芯金の他端を前記第3金型に形成された凹部に挿入する金型装着工程と、前記第2金型及び前記第3金型の少なくとも一方に形成された注入口から未加硫ゴムを注入し、前記芯金と前記第1金型の内壁面との間に、前記未加硫ゴムを充填する充填工程と、前記未加硫ゴムを硬化する硬化工程と、を含み、前記芯金挿入工程において、前記芯金が傾いても該芯金を前記貫通孔の内壁縁部で規制して、前記第1金型の内壁面に接触しないように構成された前記治具を用いることを特徴としている。
【0007】
また、請求項3に記載のゴムロールの製造方法は、請求項1又は請求項2に記載のゴムロールの製造方法であって、前記治具装着工程の前に、円筒形状の被膜部材を前記第1金型の内壁面に装着する被膜装着工程を含むことを特徴としている。
【発明の効果】
【0008】
請求項1に記載の発明によれば、金型の内部に治具を用いないで芯金を入れる場合に比べて、その芯金が金型の内壁に接触するのを防止することができる。
【0009】
請求項2に記載の発明によれば、金型の内部に治具を用いないで芯金を入れる場合に比べて、その芯金が金型の内壁に接触するのを防止することができる。
【0010】
請求項3に記載の発明によれば、金型の内部に治具を用いないで芯金を入れる場合に比べて、その芯金が金型の内壁に設けられた被膜部材に接触するのを防止することができる。
【図面の簡単な説明】
【0011】
【図1】ゴムロールを製造する金型を示す分解斜視図
【図2】ゴムロールを製造する金型を示す分解断面図
【図3】ゴムロールを製造する金型を示す側断面図
【図4】冷却筒を示す斜視図
【図5】ゴムロールを製造する金型及び冷却筒を示す側断面図
【図6】製造されたゴムロールを示す斜視図
【図7】金型に補助具を用いて芯金を挿入する工程を示す側断面図
【図8】金型に補助具を用いて芯金を挿入する工程を示す側断面図
【図9】金型に変形例の補助具を用いて芯金を挿入する工程を示す側断面図
【発明を実施するための形態】
【0012】
以下、本発明に係る実施の形態について、図面を基に詳細に説明する。なお、説明の便宜上、各図において適宜記す矢印UPを上方向とし、それを基準に「上」、「下」を付加して説明するが、「上」、「下」を付加した説明によって、各部の方向が限定されるものではない。また、以下において、「平面視」とは、上方から見ることを言う。
【0013】
(ゴムロールの製造装置)
図1〜図3で示すように、ゴムロールR(図6参照)の製造装置の一例としての金型10は、後述する芯金20を同軸状に包囲する円筒形状の第1金型の一例としての円筒金型12と、円筒金型12の下端部(他端)に軸方向外側から装着される第2金型の一例としての下金型14と、円筒金型12の上端部(一端)に軸方向外側から装着される第3金型の一例としての上金型16と、下金型14の下端部に軸方向外側から装着されるゲートキャップ18と、を有している。
【0014】
また、この金型10には、円筒金型12内に挿入され、下金型14と上金型16とで軸方向外側から挟持される円筒形状の芯金20と、その芯金20内に挿入される有底円筒形状のセンターシャフト22と、センターシャフト22内に挿入される電熱式のパイプヒーター24と、が備えられている。そして、ゴムロールRの製造時、芯金20の外周面20Aと円筒金型12の内壁面12Aとの間には、ゴム層成形空間Sが形成されるようになっている(図3参照)。
【0015】
図2、図3で示すように、下金型14は、内周面側にOリング15が設けられ、円筒金型12の下端部を外側から被覆するように、その下端部に嵌められる外筒部14Aと、内周面側にOリング15が設けられ、円筒金型12内に挿入された芯金20の下端部(一端)を外側から被覆するように、その下端部に嵌められる凹部の一例としての内筒部14Bと、を有している。
【0016】
つまり、外筒部14Aの内径は、円筒金型12の外径と略同一とされ、内筒部14Bの内径は、芯金20の外径と略同一とされている。そして、外筒部14Aの径方向内側で、かつ内筒部14Bよりも径方向外側には、円筒金型12の下端面12C(他端面の一例)が対向する(後述する樹脂フィルム38の下端部38Aを間に挟んで当たる)内端面14Cが環状に形成されている。
【0017】
同様に、上金型16は、円筒金型12の上端部を外側から被覆するように、その上端部に嵌められる外筒部16Aと、内周面側にOリング15が設けられ、円筒金型12内に挿入された芯金20の上端部(他端)を外側から被覆するように、その上端部に嵌められる凹部の一例としての内筒部16Bと、を有している。
【0018】
つまり、外筒部16Aの内径は、円筒金型12の外径と略同一とされ、内筒部16Bの内径は、芯金20の外径と略同一とされている。そして、外筒部16Aの径方向内側で、かつ内筒部16Bの径方向外側には、円筒金型12の上端面12Dが対向する(後述する樹脂フィルム38の上端部38Bを間に挟んで当たる)内端面16Cが環状に形成されている。
【0019】
また、上金型16の軸心部で、かつ内筒部16Bよりも径方向内側には、センターシャフト22を挿通させるための平面視円形状の貫通孔16Dが上下方向に沿って形成されている。そして、内端面16C上の予め決められた位置には、ゴム層成形空間Sと大気とを通じさせる平面視円形状の貫通孔であるエアーベント16Eが上下方向に沿って形成されている。
【0020】
更に、下金型14の内筒部14Bと外筒部14Aとの間には、未加硫ゴムの流通路14Dが上下方向に沿って形成されている。この流通路14Dは、周方向に等間隔で複数形成されており、各流通路14Dの上方側は、ゴム層成形空間S(図3参照)に通じている。そして、各流通路14Dの下方側は、下金型14の軸心部に形成された未加硫ゴムの注入口14Eに通じている。
【0021】
また、ゲートキャップ18の軸心部には、下金型14の注入口14Eに通じる未加硫ゴムの注入路18Aが上下方向に沿って形成されている。そして、このゲートキャップ18には、円筒金型12の軸方向と直交する方向に延在し、注入路18Aと交差する円柱形状のシャッターピン36が摺動自在に取り付けられている。そして更に、このシャッターピン36の注入路18Aに対応する部位には、その注入路18Aと通じる未加硫ゴムの流通孔36Aが上下方向に沿って形成されている。
【0022】
センターシャフト22の上端外周面には、ネジ部22A(図1参照)が形成されており、センターシャフト22の下端周縁部には、下金型14の内筒部14Bよりも下方側に形成された被係止部14Fに係止される係止部22Bが一体に形成されている。また、センターシャフト22のネジ部22Aには、ナット26が螺着されており、ゴム層成形空間Sに未加硫ゴムを充填してゴムロールRを製造する際に、金型10の型締め圧を調整するコイルスプリング28が、ナット26の下面と上金型16の上面との間に配設可能になっている。
【0023】
電熱式のパイプヒーター24の内部には、図示しない電熱線が挿入されており、その電熱線には、パイプヒーター24の上端部において、電線32が結線されている。また、パイプヒーター24の上端部には、パイプヒーター24の温度を測定するための熱電対34が取り付けられている。
【0024】
また、図4、図5で示すように、この金型10には、円筒金型12を冷却するための冷却筒30が装着(外嵌)されるようになっている。この冷却筒30は、2つ割り構造の円筒形状とされ、その高さは下金型14の外筒部14Aにおける上端面と、上金型16の外筒部16Aにおける下端面との間の間隔と略同一とされている。
【0025】
つまり、この冷却筒30は、下金型14と上金型16との間における円筒金型12の外壁面12B全体を被覆するような大きさに形成されている。そして、冷却筒30の周壁内には、冷却水の通路30Aが上下方向に沿って、かつ周方向に等間隔で複数形成されており、その通路30A内には、例えば約10℃の温度に設定された冷却水が送通されるようになっている。
【0026】
また、この金型10には、図1、図7、図8で示すように、円筒金型12内に芯金20を挿入する際に、その円筒金型12の上端部に装着され、芯金20が円筒金型12の軸方向に対して傾いても、芯金20の下端周縁部20Bが、円筒金型12の内壁面12Aに接触しないようにする芯金挿入用の治具の一例としての補助具40が備えられている。
【0027】
この補助具40は、軸心部に平面視円形状の貫通孔42が形成された円筒形状に形成されており、その軸方向内側には、円筒金型12の上端部を外側から被覆するように、その上端部に嵌められる外筒部44が形成されている。そして、芯金20は、貫通孔42から挿入されるようになっている。
【0028】
つまり、この貫通孔42の内径は、芯金20の外径よりも大きく形成されており、円筒金型12の内径よりも小さく形成されている。そして、円筒金型12の下端部に下金型14が装着され、円筒金型12の上端部に補助具40が装着された状態で、各部の寸法関係は、次のようになっている。
【0029】
すなわち、貫通孔42の内径と芯金20の外径との差をA、円筒金型12の内径と貫通孔42の内径との差の1/2(半分)をB、貫通孔42の内壁面46の軸方向における長さをL(図7参照)、円筒金型12の下端面12C(下金型14の内端面14C)から補助具40の外端面(上端面)40Aまでの軸方向における長さD(図7参照)から、長さLを減算した長さをC(=D−L)としたときに、L>A×C÷Bの関係を満たすようになっている。
【0030】
これにより、円筒金型12内に芯金20を人手により(重力により)挿入する際に、芯金20が円筒金型12の軸方向に対して傾いて、芯金20の外周面20Aが内壁面46の下端周縁部46A(内壁縁部の一例)に接触しても、芯金20の下端周縁部20Bが円筒金型12の内壁面12A(後述する樹脂フィルム38)に接触しないようにできる構成である(図8参照)。
【0031】
なお、長さDは、内筒部14Bの上端面から補助具40の外端面(上端面)40Aまでの長さとしてもよい。この場合は、下金型14の内壁面も保護される。つまり、この長さDは、少なくとも円筒金型12の下端面12C(又はその下端面12Cが円筒金型12の軸方向で対向する下金型14の内端面14C)から補助具40の外端面(上端面)40Aまでの長さとされていればよい。
【0032】
また、ゴムロールRを製造する際、芯金20を円筒金型12内に挿入する前に、円筒金型12内に、円筒形状の被膜部材の一例としてのフッ素樹脂チューブ(以下「樹脂フィルム」という)38を挿入し、円筒金型12の内壁面12A側から真空引き(減圧)し、その樹脂フィルム38の外周面を円筒金型12の内壁面12Aに貼り付かせる場合がある。
【0033】
つまり、図6で示すように、製造されたゴムロールRの外周面に樹脂フィルム38(フッ素樹脂層)が被膜されている場合がある。この場合、円筒金型12の内径には、樹脂フィルム38の膜厚も考慮されるが、樹脂フィルム38の膜厚は30μm程度なので、円筒金型12の内径として、上記Bの値を算出しても、実質的には大差がない。
【0034】
また、芯金20は、下金型14が円筒金型12の下端部に装着された後に、円筒金型12内に挿入される場合に限定されるものではなく、例えば円筒金型12の下端部に芯金受止治具(図示省略)を装着しておき、補助具40を用いて芯金20を円筒金型12内に挿入した後、その芯金受止治具を円筒金型12から取り外すとともに、下金型14を円筒金型12に装着し、その後(又は装着しつつ)、芯金20の下端部を内筒部14Bに嵌合させるようにしてもよい。
【0035】
なお、芯金受止治具としては、補助具40から貫通孔42を無くしたものを例示することができる。また、芯金20は、例えばアルミニウム、鉄、銅、ステンレススチール又はその他の金属や合金等で成形されている。そして、芯金20の外周面20Aと円筒金型12の内壁面12Aとの間のゴム層成形空間S内に注入(充填)されるゴム材としては、例えばシリコーンゴムやウレタンゴム等が一例として挙げられる。
【0036】
(ゴムロールの製造方法)
以上のような構成の補助具40を備えた金型10において、次にその作用(ゴムロールRの製造方法)について説明する。まず、円筒金型12内にフッ素樹脂チューブ(樹脂フィルム38)を挿入し、真空引き(減圧)することにより、円筒金型12の内壁面12Aに、樹脂フィルム38の外周面を貼付させる(被膜装着工程)。なお、樹脂フィルム38の軸方向における長さは、その下端部38A及び上端部38Bが、円筒金型12から軸方向外側へ少しはみ出る長さとされている。
【0037】
その後、円筒金型12の下端部に下金型14を装着するとともに、下金型14の下端部にゲートキャップ18を装着する。そして、図7で示すように、円筒金型12の上端部に補助具40を装着する(治具装着工程)。そして更に、その貫通孔42から芯金20を円筒金型12内に挿入するとともに、下金型14の内筒部14B(凹部)に、芯金20の下端部を嵌合する(芯金挿入工程)。
【0038】
なお、このとき、円筒金型12、下金型14、補助具40における各部の寸法は、上記の通り、貫通孔42の内径と芯金20の外径との差をA、円筒金型12の内径と貫通孔42の内径との差の1/2(半分)をB、貫通孔42の内壁面46の軸方向における長さをL、円筒金型12の下端面12C(下金型14の内端面14C)から補助具40の外端面40Aまでの軸方向における長さDから、長さLを減算した長さをCとしたときに、L>A×C÷Bの関係を満たすようになっている。
【0039】
したがって、図8で示すように、芯金20が円筒金型12の軸方向に対して傾いて、その外周面20Aが、補助具40の内壁面46の下端周縁部46Aに接触しても、その下端周縁部20Bが、円筒金型12の内壁面12A、詳細には樹脂フィルム38に接触することがない。つまり、これにより、円筒金型12の内壁面12Aや樹脂フィルム38が、その芯金20の下端周縁部20Bによって損傷する(破れや擦り傷が発生する)おそれがない。
【0040】
こうして、円筒金型12内に芯金20を挿入し、その下端部を下金型14の内筒部14Bに嵌合させたら、円筒金型12の上端部から補助具40を取り外し、代わりに上金型16を、その円筒金型12の上端部に装着しつつ、上金型16の内筒部16B(凹部)に、芯金20の上端部を嵌合する(金型装着工程)。
【0041】
これにより、芯金20が、円筒金型12に同軸状に包囲されつつ、下金型14及び上金型16によって、その軸方向外側から内側に向けて狭持される。なお、このとき、樹脂フィルム38の下端部38A及び上端部38Bも、それぞれ円筒金型12と下金型14との間、及び円筒金型12と上金型16との間で押さえられる(図3参照)。
【0042】
こうして、円筒金型12の下端部に下金型14が装着され、円筒金型12の上端部に上金型16が装着されたら、センターシャフト22を、上金型16の貫通孔16Dを通して、芯金20内に挿入する。そして、下金型14の内筒部14Bの下方側に形成されている被係止部14Fに、係止部22Bを係止させる。
【0043】
そして更に、ナット26を回転させ、ナット26の下面と上金型16の上面との間に配設されているコイルスプリング28の付勢力を調節し、金型10の型締め圧を調整する。次いで、そのセンターシャフト22内にパイプヒーター24を挿入する。この状態が図3で示されている。なお、パイプヒーター24が予め挿入されているセンターシャフト22を、貫通孔16Dを通して、芯金20内に挿入するようにしてもよい。
【0044】
こうして、金型10の組み付けが完了したら、ゲートキャップ18のシャッターピン36を摺動させて、シャッターピン36の流通孔36Aとゲートキャップ18の注入路18Aとの位置を合わせる。そして、ゲートキャップ18の注入路18Aから、下金型14に形成されている注入口14E及び流通路14Dを介して、ゴム層成形空間S内に未加硫ゴムを予め決められた圧力で注入する(充填工程)。
【0045】
すると、未加硫ゴムは、その圧力と重力の作用によって、芯金20の外周面20Aと円筒金型12の内壁面12A(樹脂フィルム38)との間に形成されたゴム層成形空間S内を埋め尽くすように充填される。そして、その未加硫ゴムの充填が完了したら、シャッターピン36を摺動させて、シャッターピン36の流通孔36Aとゲートキャップ18の注入路18Aとの位置をずらし、未加硫ゴムの注入を停止する。
【0046】
その後、パイプヒーター24に通電して、ゴム層成形空間S内に充填された未加硫ゴムを加熱し、その未加硫ゴムを硬化させることによって、図5で示す加硫ゴム層Gを形成する(硬化工程)。なお、このとき、パイプヒーター24に取り付けられている熱電対34によって、パイプヒーター24の温度を測定し、未加硫ゴムに対する加熱温度を調整する。
【0047】
こうして、未加硫ゴムを加熱して硬化させ、加硫ゴム層Gを形成したら、パイプヒーター24への通電を切り、パイプヒーター24をセンターシャフト22内に挿入した状態のまま(又はパイプヒーター24をセンターシャフト22内から取り出してから)、冷却筒30を円筒金型12の外壁面12Bに外嵌(装着)させる。そして、冷却筒30の通路30Aに冷却水を送通し、円筒金型12を冷却する。
【0048】
円筒金型12に対する冷却が完了したら、円筒金型12から冷却筒30を取り外し、芯金20内からセンターシャフト22(パイプヒーター24を含む場合もある)を取り外すとともに、上金型16を円筒金型12から取り外す。そして、円筒金型12内から、図6で示すゴムロールR(樹脂被覆ロール)を取り出す。
【0049】
こうして製造されたゴムロールRは、補助具40を使用することによって芯金20が円筒金型12内に挿入されていることから、その外周面(樹脂フィルム38)には、破れや擦り傷等が発生していない。したがって、このゴムロールRを、例えば定着装置(図示省略)のヒートロールとして使用した場合には、その破れや擦り傷が原因の画像欠陥(画質低下)が発生しない。
【0050】
(補助具の変形例)
また、補助具40としては、図9で示す形状のものであってもよい。すなわち、この変形例に係る補助具41では、貫通孔42の内壁面46の長さが、上記補助具40の場合よりも長く形成されている。つまり、この補助具41には、円筒金型12内に挿入される内筒部48が形成されており、芯金20の円筒金型12の軸方向に対する傾きをより一層規制できるようになっている。
【0051】
そして、この補助具41においても、貫通孔42の内径と芯金20の外径との差をA、円筒金型12の内径と貫通孔42の内径との差の1/2(半分)をB、貫通孔42の内壁面46の軸方向における長さをL、円筒金型12の下端面12C(下金型14の内端面14C)から補助具41の外端面41Aまでの軸方向における長さDから、長さLを減算した長さをC(=D−L)としたときに、L>A×C÷Bの関係を満たすようになっている。
【0052】
したがって、貫通孔42から芯金20を円筒金型12内に挿入するときに、その芯金20が円筒金型12の軸方向に対して傾いて、その外周面20Aが、補助具41の内壁面46(内筒部48)の下端周縁部46Aに接触しても、その下端周縁部20Bが、円筒金型12の内壁面12A、詳細には樹脂フィルム38に接触することがない。つまり、この場合も、円筒金型12の内壁面12Aや樹脂フィルム38が、芯金20の下端周縁部20Bによって損傷する(破れや擦り傷が発生する)おそれがない。
【0053】
以上、本実施形態に係るゴムロールRの製造方法について、図面を基に説明したが、本実施形態に係るゴムロールRの製造方法は、図示のものに限定されるものではなく、種々の変形、変更、改良が可能である。例えば、フッ素樹脂層としての樹脂フィルム38が設けられていないゴムロールRを製造する場合にも、本実施形態に係るゴムロールRの製造方法を適用することが可能である。
【0054】
この場合、貫通孔42から芯金20を円筒金型12内に挿入するときに、芯金20が円筒金型12の軸方向に対して傾いて、芯金20の外周面20Aが、補助具40、41の内壁面46(内筒部48)の下端周縁部46Aに接触しても、芯金20の下端周縁部20Bが、円筒金型12の内壁面12Aに接触することがない。このため、円筒金型12の内壁面12Aに傷が発生することがなく、その内壁面12Aが転写して形成される外周面に傷が無いゴムロールRを製造することができる。
【0055】
また、芯金20は、円筒形状に限定されるものではなく、円柱形状に形成されていてもよい。すなわち、このゴムロールRは、定着装置のヒートロールとして使用される場合に限定されるものではない。更に、未加硫ゴムの注入口14E及び流通路14D等は、上金型16に形成する構成にしてもよく、この注入口14E及び流通路14D等は、下金型14及び上金型16の少なくとも一方に形成されていればよい。
【0056】
また、芯金20を円筒金型12内へ挿入する際の樹脂フィルム38の損傷を防止するために、パイプ状に丸めたシート(図示省略)を予め円筒金型12内に挿入しておく方法も提案されたが、この場合では、そのシートを円筒金型12内から抜き取るときに、そのシートが樹脂フィルム38に接触して同様な損傷が起きる可能性がある。また、そのシートは消耗品であるため、コストもかかる。
【0057】
これに対し、本実施形態に係るゴムロールRの製造方法では、上記構成の補助具40(又は補助具41)によって芯金20を円筒金型12内へ挿入するため、樹脂フィルム38(円筒金型12の内壁面12A)が損傷するおそれはない。また、上記シートを使用する方法よりも、コスト的に優位となる。
【0058】
また、本実施形態に係るゴムロールRの製造方法では、芯金20の内側にパイプヒーター24を挿入し、パイプヒーター24により芯金20の内側から未加硫ゴムを硬化する硬化工程を示したが、これ以外の硬化工程であってもよい。例えば、上記実施形態において、上金型16を下金型14と同じ構成にし、未加硫ゴムが注入された円筒金型12、上金型16及び下金型14からなる1組の金型を、そのまま加熱炉の中に入れてもよい。芯金20が円柱形状の場合は、かかる硬化工程を採用する必要がある。
【符号の説明】
【0059】
10 金型
12 円筒金型(第1金型の一例)
12A 内壁面
12C 下端面(他端面の一例)
14 下金型(第2金型の一例)
14B 内筒部(凹部の一例)
14C 内端面
14E 注入口
16 上金型(第3金型の一例)
16B 内筒部(凹部の一例)
20 芯金
38 樹脂フィルム(被膜部材の一例)
40 補助具(治具の一例)
40A 外端面
42 貫通孔
46 内壁面
46A 下端周縁部(内壁縁部の一例)
【特許請求の範囲】
【請求項1】
円筒形状の第1金型の一端に、中央に円形の貫通孔が形成された筒状の治具を装着する治具装着工程と、
前記治具の前記貫通孔を通して、円筒形状又は円柱形状の芯金を前記第1金型内に挿入し、前記芯金の一端を、前記第1金型の他端に装着されている又は装着されつつある第2金型に形成された凹部に挿入する芯金挿入工程と、
前記第1金型の一端に装着した前記治具を取り外し、代わりに第3金型を前記第1金型の一端に装着するとともに、前記芯金の他端を前記第3金型に形成された凹部に挿入する金型装着工程と、
前記第2金型及び前記第3金型の少なくとも一方に形成された注入口から未加硫ゴムを注入し、前記芯金と前記第1金型の内壁面との間に、前記未加硫ゴムを充填する充填工程と、
前記未加硫ゴムを硬化する硬化工程と、
を含み、
前記芯金挿入工程において、
前記貫通孔の内径と前記芯金の外径との差をA、
前記第1金型の内径と前記貫通孔の内径との差の半分をB、
前記貫通孔の内壁面の軸方向における長さをL、
前記第1金型の前記第2金型側における他端面から前記治具の外端面までの軸方向における長さDから、前記長さLを減算した長さをCとしたときに、
L>A×C÷Bの関係を満たすことを特徴とするゴムロールの製造方法。
【請求項2】
円筒形状の第1金型の一端に、中央に円形の貫通孔が形成された筒状の治具を装着する治具装着工程と、
前記治具の前記貫通孔を通して、円筒形状又は円柱形状の芯金を前記第1金型内に挿入し、前記芯金の一端を、前記第1金型の他端に装着されている又は装着されつつある第2金型に形成された凹部に挿入する芯金挿入工程と、
前記第1金型の一端に装着した前記治具を取り外し、代わりに第3金型を前記第1金型の一端に装着するとともに、前記芯金の他端を前記第3金型に形成された凹部に挿入する金型装着工程と、
前記第2金型及び前記第3金型の少なくとも一方に形成された注入口から未加硫ゴムを注入し、前記芯金と前記第1金型の内壁面との間に、前記未加硫ゴムを充填する充填工程と、
前記未加硫ゴムを硬化する硬化工程と、
を含み、
前記芯金挿入工程において、
前記芯金が傾いても該芯金を前記貫通孔の内壁縁部で規制して、前記第1金型の内壁面に接触しないように構成された前記治具を用いることを特徴とするゴムロールの製造方法。
【請求項3】
前記治具装着工程の前に、
円筒形状の被膜部材を前記第1金型の内壁面に装着する被膜装着工程を含むことを特徴とする請求項1又は請求項2に記載のゴムロールの製造方法。
【請求項1】
円筒形状の第1金型の一端に、中央に円形の貫通孔が形成された筒状の治具を装着する治具装着工程と、
前記治具の前記貫通孔を通して、円筒形状又は円柱形状の芯金を前記第1金型内に挿入し、前記芯金の一端を、前記第1金型の他端に装着されている又は装着されつつある第2金型に形成された凹部に挿入する芯金挿入工程と、
前記第1金型の一端に装着した前記治具を取り外し、代わりに第3金型を前記第1金型の一端に装着するとともに、前記芯金の他端を前記第3金型に形成された凹部に挿入する金型装着工程と、
前記第2金型及び前記第3金型の少なくとも一方に形成された注入口から未加硫ゴムを注入し、前記芯金と前記第1金型の内壁面との間に、前記未加硫ゴムを充填する充填工程と、
前記未加硫ゴムを硬化する硬化工程と、
を含み、
前記芯金挿入工程において、
前記貫通孔の内径と前記芯金の外径との差をA、
前記第1金型の内径と前記貫通孔の内径との差の半分をB、
前記貫通孔の内壁面の軸方向における長さをL、
前記第1金型の前記第2金型側における他端面から前記治具の外端面までの軸方向における長さDから、前記長さLを減算した長さをCとしたときに、
L>A×C÷Bの関係を満たすことを特徴とするゴムロールの製造方法。
【請求項2】
円筒形状の第1金型の一端に、中央に円形の貫通孔が形成された筒状の治具を装着する治具装着工程と、
前記治具の前記貫通孔を通して、円筒形状又は円柱形状の芯金を前記第1金型内に挿入し、前記芯金の一端を、前記第1金型の他端に装着されている又は装着されつつある第2金型に形成された凹部に挿入する芯金挿入工程と、
前記第1金型の一端に装着した前記治具を取り外し、代わりに第3金型を前記第1金型の一端に装着するとともに、前記芯金の他端を前記第3金型に形成された凹部に挿入する金型装着工程と、
前記第2金型及び前記第3金型の少なくとも一方に形成された注入口から未加硫ゴムを注入し、前記芯金と前記第1金型の内壁面との間に、前記未加硫ゴムを充填する充填工程と、
前記未加硫ゴムを硬化する硬化工程と、
を含み、
前記芯金挿入工程において、
前記芯金が傾いても該芯金を前記貫通孔の内壁縁部で規制して、前記第1金型の内壁面に接触しないように構成された前記治具を用いることを特徴とするゴムロールの製造方法。
【請求項3】
前記治具装着工程の前に、
円筒形状の被膜部材を前記第1金型の内壁面に装着する被膜装着工程を含むことを特徴とする請求項1又は請求項2に記載のゴムロールの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−18235(P2013−18235A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−154880(P2011−154880)
【出願日】平成23年7月13日(2011.7.13)
【特許番号】特許第4935947号(P4935947)
【特許公報発行日】平成24年5月23日(2012.5.23)
【出願人】(000005496)富士ゼロックス株式会社 (21,908)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月13日(2011.7.13)
【特許番号】特許第4935947号(P4935947)
【特許公報発行日】平成24年5月23日(2012.5.23)
【出願人】(000005496)富士ゼロックス株式会社 (21,908)
【Fターム(参考)】
[ Back to top ]