
ゴム補強用コードおよびそれを用いたゴム製品
本発明のゴム補強用コードは、補強用繊維を含む。その補強用繊維は、ポリアリレート繊維11と、ポリアリレート繊維11の周囲に配置された複数の外側ストランド12とを含み、複数の外側ストランド12がポリアリレート繊維以外の他の繊維を含む。このゴム補強用コードを用いることによって、強度、弾性および耐屈曲疲労性が高いゴム補強用コード、およびそれを用いたゴム製品が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ゴム補強用コードと、ゴム補強用コードで補強されたゴム製品に関する。
【背景技術】
【0002】
ゴムベルトやタイヤ等のゴム製品の補強材として、ガラス繊維やアラミド繊維等の補強用繊維が用いられてきた。しかし、これらのゴム製品は、屈曲応力を繰り返し受けるため屈曲疲労を生じて性能が低下し、補強用繊維とゴムマトリックスとの間で剥離が生じたり、補強用繊維が摩耗することによって強度低下が生じたりしやすい。一方、自動車の内燃機関のカムシャフト駆動に使われる歯付きゴムベルトでは、適切なタイミングを維持するために高度な寸法安定性が要求されている。また、カムシャフト駆動だけでなく、インジェクションポンプ等の補助駆動や、産業機械の動力伝達に用いられるゴムベルトでは、高負荷に耐える高強力、高弾性力が要求されている。
【0003】
このような状況下において、ゴムベルトの補強用繊維として新しい材料が検討されている。たとえば、最近では、ポリアリレート繊維なども提案されている(特開2003−294086号公報参照)。
【0004】
ゴム補強用コードには、前述のように高強力、高弾性および曲げに対する柔軟性、耐磨耗性などが要求されるが、従来のコードでは、強力と柔軟性とのバランスを取ることは難しかった。たとえば、ポリアリレート繊維を補強用繊維として用いた場合、高強力で高弾性のコードが得られるが、このコードは、屈曲疲労が生じやすいために強度が低下しやすいという問題があった。
【発明の開示】
【0005】
このような状況に鑑み、本発明は、強度、弾性および耐屈曲疲労性が高いゴム補強用コード、およびそれを用いたゴム製品を提供することを目的とする。
【0006】
上記目的を達成するため、本発明者らが検討した結果、ポリアリレート繊維とガラス繊維とを特定の配置で組み合わせることによって、予想される効果よりも顕著な効果が得られることを見出した。そして、この新しい知見に基づいて以下の本発明に至った。
【0007】
本発明のゴム補強用コードは、補強用繊維を含むゴム補強用コードであって、前記補強用繊維が、ポリアリレート繊維と、前記ポリアリレート繊維の周囲に配置された複数の外側ストランドとを含み、前記外側ストランドがポリアリレート繊維以外の他の繊維を含む。なお、この明細書において、「ストランド」とは、複数のフィラメント繊維を撚りを加えずに束ねたもの、複数のフィラメント繊維を束ねて撚りを加えたもの、複数のストランドを撚りを加えずに束ねたもの、複数のストランドを束ねて撚りを加えたものを含む。
【0008】
また、本発明のゴム製品は、上記本発明のゴム補強用コードを含む。
【0009】
本発明によれば、強度、弾性および耐屈曲疲労性が高く、寸法安定性に優れるゴム補強用コードが得られる。特に、ポリアリレート繊維ストランドとガラス繊維ストランドとを特定の配置で組み合わせることによって、耐屈曲疲労性が顕著に高いゴム補強用コードが得られる。本発明のゴム製品は、該コードを含むため、強度、弾性および耐屈曲疲労性が高く、寸法安定性に優れる。
【図面の簡単な説明】
【0010】
【図1】本発明のゴム補強用コードについて一例を模式的に示す断面図である。
【図2】実施例における屈曲試験の方法を示す模式図である。
【発明を実施するための最良の形態】
【0011】
以下、本発明の実施の形態について説明する。
【0012】
(実施形態1)
実施形態1では、本発明のゴム補強用コードについて説明する。本発明のゴム補強用コードは、補強用繊維を含む。その補強用繊維は、ポリアリレート繊維と、ポリアリレート繊維の周囲に配置された複数のストランド(外側ストランド)とを含む。その外側ストランドは、ポリアリレート繊維以外の他の繊維(以下、「第2の繊維」という場合がある)を含む。
【0013】
ポリアリレート繊維は、全芳香族ポリエステル繊維であり、二価フェノール(たとえばビスフェノールA)と芳香族ジカルボン酸(たとえばフタル酸やイソフタル酸)との重縮合によって得られる。
【0014】
第2の繊維は、ポリアリレート繊維よりも耐屈曲性が高い繊維であることが好ましい。たとえば、第2の繊維として、ガラス繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、炭素繊維、ポリパラフェニレンテレフタルアミド繊維などのアラミド繊維、またはこれらの混合繊維を用いることができる。外側ストランドは、ガラス繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、炭素繊維およびアラミド繊維(好ましくはポリパラフェニレンテレフタルアミド繊維。以下、同じである。)から選ばれる少なくとも1つの繊維で構成されることが好ましく、ガラス繊維またはアラミド繊維で構成されることが特に好ましい。
【0015】
補強用繊維に占めるポリアリレート繊維の割合が高くなると、弾性率および寸法安定性は向上するが、動的な屈曲性が低下する。逆に、その割合が低くなると弾性率および寸法安定性が低下する。したがって、補強用繊維全体に占めるポリアリレート繊維の割合は、20体積%〜80体積%(より好ましくは30体積%〜70体積%)の範囲であることが好ましい。
【0016】
本発明のゴム補強用コードでは、上記ポリアリレート繊維が、ポリアリレート繊維のストランドを構成していることが好ましい。この場合、ゴム補強用コードは、ポリアリレート繊維の芯ストランドと、その芯ストランドの周囲に配置された複数の外側ストランドとを含む。芯ストランドは、実質的にポリアリレート繊維によって構成されることが好ましく、典型的にはポリアリレート繊維のみからなる。
【0017】
本発明のコードにおいては、弾性率の高いポリアリレート繊維(好ましくはポリアリレート繊維のストランド)をコードの中心近くに配置し、柔軟性や耐磨耗性に優れた外側ストランドをポリアリレート繊維の周りに配置することが特に好ましい。コードの中心近くに配置されたポリアリレート繊維は、その特性によって高い強力と弾性率、優れた寸法安定性をコードに付与する。また、外側ストランドは、ポリアリレート繊維よりも弾性率が小さい繊維(たとえばガラス繊維)で構成されていてもよい。そのような外側ストランドを用いることによって、強度、弾性および耐屈曲疲労性が高いゴム補強用コードが得られる。
【0018】
ポリアリレート繊維の直径や弾性率などに特に限定はなく、補強用コードに要求される特性に応じて選択される。たとえば、密度が1.2g/cm3〜2.0g/cm3程度のポリアリレート繊維を用いてもよい。また、弾性率(ヤング率)が70GPa〜120GPa程度のポリアリレート繊維を用いてもよい。
【0019】
ポリアリレート繊維は、無撚りで無処理のものでもよいが、接着性の向上やほつれ防止のために、接着剤の塗布や、撚りが施されていてもよい。接着剤は特に限定されないが、レゾルシンとホルムアルデヒドとの初期縮合物およびゴムラテックスを主成分とする処理液(以下、RFL処理液という場合がある)や、エポキシ化合物、イソシアネート化合物などを使用できる。ポリアリレート繊維(芯ストランド)の撚り数は、特に限定されず、通常は、8.0回/25mm以下が好ましく、たとえば0.5回/25mm〜5.0回/25mmの範囲である。撚りを加える場合には、処理液を塗布してから撚りを加えることが好ましい。撚りを加えてから処理液を塗布すると、ポリアリレート繊維のストランドがほつれ易くなる場合がある。
【0020】
外側ストランドの太さ、外側ストランドを構成する繊維の本数および直径などは特に限定がなく、補強用コードに要求される特性に応じて選択される。また、ポリアリレート繊維の周囲に配置される外側ストランドの数は、通常、3〜20本程度とされる。
【0021】
外側ストランドのように、コードの外周付近に配置されるストランドには、コードが屈曲された場合に生ずる引っ張り応力や圧縮応力を緩和することが求められる。そのような要件を満たすストランドとしては、ガラス繊維ストランドおよびアラミド繊維ストランドが好ましい。ポリアリレート繊維からなる芯ストランドの周囲に、ガラス繊維を主要繊維(50体積%以上、好ましくは60体積%以上でたとえば100体積%)とするガラス繊維ストランドを配置することによって、強度、弾性および耐屈曲疲労性が特に高いゴム補強用コードが得られる。また、外側ストランドとしてガラス繊維ストランドを用いることによって、補強用コードが埋め込まれるゴムと強力に接着する補強用コードが得られる。ガラス繊維としては、たとえば、Eガラスフィラメントや高強度ガラスフィラメントが好ましく用いられる。ガラス繊維ストランドとしては、直径が7〜9μmのガラスフィラメントを、200〜2400本程度束ねて下撚りした、太さ20〜480tex程度のストランドが好ましく用いられる。
【0022】
外側ストランドは下撚りされていてもよい。コードの外周付近に配置される外側ストランドに撚り(下撚り)をかけることによって、コードの耐屈曲疲労性を向上できる。撚り数は、特に限定されないが、0.25回/25mm〜5.0回/25mm程度とすることが好ましい。
【0023】
また、複数の外側ストランドは、ポリアリレート繊維を芯として螺旋状に捲回(すなわち上撚り)されていてもよい。上撚りの撚り数は、たとえば、0.5回/25mm〜10回/25mm程度とすることができる。外側ストランドを下撚りおよび上撚りする場合、上撚りの方向は、下撚りの方向と同じでもよいし異なってもよい。上撚りの方向と下撚りの方向とを同じ方向とすることによって、特に高い耐屈曲性を有するコードが得られる。また、上撚りの方向と下撚りの方向とを異なる方向とすることによって、高い寸法安定性が得られる。
【0024】
本発明のゴム補強用コードは、ゴムを含む被覆膜で表面がコートされていることが好ましい。被覆膜は、通常、コードが埋め込まれるゴム(マトリックスゴム)に応じて選択される。被覆膜の形成方法は、特に限定がなく、公知の方法を適用できる。たとえば、ゴムを含む処理液を塗布したのち、熱処理または乾燥することによって被覆膜を形成できる。処理液には、たとえばRFL処理液などを用いることができる。RFL処理液に用いられるゴムラテックスとしては、たとえば、アクリルゴム系ラテックス、ウレタン系ラテックス、クロロスルホン化ポリエチレン系ラテックス、それらの変性ラテックス、またはそれらの混合物が挙げられる。
【0025】
なお、被覆膜は、繊維ストランドの周囲とコードの外周部とで異なる材料で形成されてもよい。たとえば、ゴム製品のマトリックスゴムと本発明のコードとの接着性を高めるために、コードの外周部にオーバーコート処理を行ってもよい。オーバーコート処理は、水素添加ニトリルゴム、クロロスルホン化ポリエチレンゴム(CSM)、クロロプレンゴム、天然ゴム、またはウレタンゴムといったゴムと架橋剤とを含む処理液で行うことができる。オーバーコート処理に用いられるゴムは、通常、マトリックスゴムの種類に応じて選択される。オーバーコートの量に特に限定はなく、たとえば、オーバーコート前のコード100質量部に対して2.0〜10.0質量部の範囲としてもよい。
【0026】
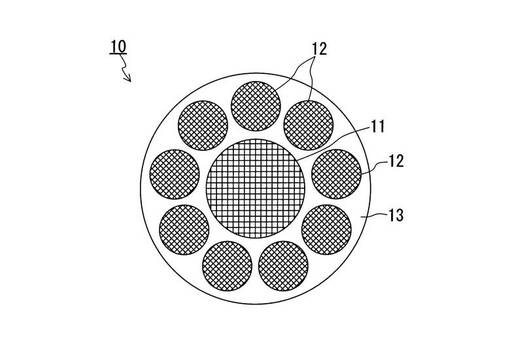
本発明のゴム補強用コードの好ましい一例の断面図を図1に示す。図1のコード10は、コード10の中央部に配置されたポリアリレート繊維(芯ストランド)11と、ポリアリレート繊維11の周囲に配置された複数の外側ストランド12と、ポリアリレート繊維11および外側ストランド12をともにコートする被覆膜13(ハッチングは省略する)とを含む。複数の外側ストランド12は、ポリアリレート繊維11を中心として螺旋状に捲回されている。被覆膜13はゴムを含んでいる。
【0027】
以下、コード10の製造方法について説明する。外側ストランド12は、繊維を束ねることによって形成できる。必要に応じて、RFL処理等の処理を行うことによって、ポリアリレート繊維(芯ストランド)および/または外側ストランドに被覆膜を形成してもよい。また、必要に応じて、ポリアリレート繊維(芯ストランド)および/または外側ストランドに撚りをかけてもよい。また、必要に応じて、複数のストランドを撚りあわせて1本のストランドとしてもよい。
【0028】
次に、ポリアリレート繊維11の周囲に外側ストランド12を配置する。この工程は、たとえば、中心部ガイド孔と、その中心部ガイド孔と中心を同じくする円周上に配置された複数の外周部ガイド孔とを有するガイドを用いて行うことができる。無撚りの或いは下撚りされた1本または複数本のポリアリレート繊維11が中心部ガイド孔に通され、外側ストランド12が複数の外周部ガイド孔に通される。なお、ガイドを用いずに中心繊維に外周繊維の1.2倍以上の高い張力をかけてもよい。中心繊維に外周繊維よりも高い張力をかけることによって、中心繊維の配置が容易になり、ガイドを用いるのと同じ効果が得られる。外側ストランド12は必要に応じて下撚りされる。なお、ストランドの合糸および撚糸に用いる装置に特に限定はなく、たとえば、リング撚糸機、フライヤー撚糸機、および撚り線機などが使用できる。
【0029】
最後に、ポリアリレート繊維11および外側ストランド12の全体をコートするように被覆膜13を形成する。このようにして、コード10が製造される。
【0030】
本発明のコードは、単独(ロープ構造)で用いてもよい。また、本発明のコードは、簾コード構造、すなわち、複数を面状に配列してお互いをゆるく接着させた構造で用いてもよい。
【0031】
(実施形態2)
実施形態2では、本発明のゴム製品について説明する。本発明のゴム製品は、実施形態1で説明したゴム補強用コードを少なくとも1本含む。このゴム補強用コードは、ロープ構造であってもよい。また、複数のゴム補強用コードが面状に配列されて埋め込まれていてもよい。
【0032】
本発明のゴム製品は、ゴム補強用コードによる補強が効果的なゴム製品であれば特に限定はない。本発明のゴム製品の代表的な例としては、たとえば、歯付きベルトや移動ベルトといったゴムベルトや、ゴムクローラが挙げられる。
【0033】
本発明のゴム製品では、ゴム製品に占めるゴム補強用コードの割合が、たとえば10〜70質量%程度である。
【実施例】
【0034】
以下、本発明について実施例を用いてさらに詳細に説明する。この実施例では、本発明および比較例のゴム補強用コードを作製し、その特性を評価した。
【0035】
(サンプル1)
以下の方法で、本発明のゴム補強用コードを作製した。まず、レゾルシン・ホルムアルデヒド縮合物(固形分8質量%)と、ビニルピリジン−スチレン−ブタジエンラテックス(固形分40質量%)と、CSM(固形分40質量%)とを、固形分質量比が2:13:6となるように混合してRFL処理液を作製した。このRFL処理液を、ポリアリレート繊維(株式会社クラレ製、ベクトラン(商品名)、弾性率106GPa、密度約1.41g/cm3)によって構成されたストランド(直径約0.8mm、無撚品)に塗布したのち、熱処理(180℃で120秒間)することによって乾燥した。このようにして、RFL処理された芯ストランド(RFL付着量:20質量%)を得た。
【0036】
一方、ガラス繊維(日本板硝子株式会社製、Eガラス、直径9μm、弾性率70GPa、密度約2.5g/cm3)を600本引きそろえた束に、RFL処理液を含浸させたのち、熱処理(180℃で120秒間)することによって乾燥した。その後、S方向に2.0回/25mmの割合で下撚りして、約100texのガラス繊維ストランド(RFL付着量:20質量%)を得た。
【0037】
次に、9本のガラス繊維ストランドを、図1に示す配置となるようにRFL処理後の芯ストランドの周囲に配置し、さらにZ方向に2.0回/25mmの割合で上撚りしてコード1Aを得た。コード1Aの直径は約1.20mmであった。また、繊維全体の断面積に占めるポリアリレート繊維の断面積の割合は45%であった。
【0038】
次に、コード1Aに、以下の表1に示す成分のオーバーコート用処理液を塗布して乾燥させ、コード1Bを得た。コード1Bに対するオーバーコート用処理液の固形分付着率は5質量%であった。また、コード1Bの番手(長さ1000mあたりの重さ(g))は1580tex(g/1000m)であった。得られたコード1Bの引張強度および破断時の伸び(%)を測定した。コード1Bの1本あたりの引張強度(初期)は1250N/コードであり、破断時の伸びは3.2%であった。
【0039】
【表1】

【0040】
また、以下の表2に示す成分のゴムシート(幅10mm、長さ300mm、厚さ1mm)を2枚用意した。
【0041】
【表2】
【0042】
そして、1枚のゴムシートの上に、長さ300mmのコード1Bを1本配置し、その上にもう1枚のゴムシートを重ねた。そして、これらを上下から150℃で20分間プレス加硫した。このようにして、帯状の試験片を作製した。
【0043】
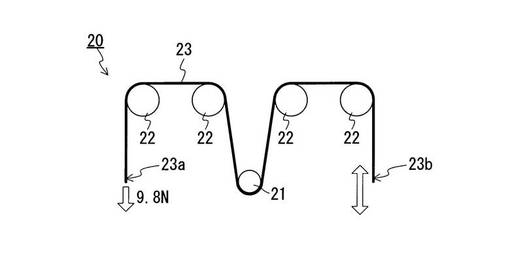
次に、この試験片について、図2に示す屈曲試験機20で屈曲試験を行った。屈曲試験機20は、直径25mmの1個の平プーリ21と、モータ(図示せず)と、4個のガイドプーリ22とを備える。まず、作製された試験片23を、5個のプーリに架けた。そして、試験片23の一端23aにおもりをつけて、試験片23に9.8Nの初期張力を与えた。その状態で、試験片23の他端23bを図2の矢印の方向に10cmの移動幅で1万回往復運動させ、平プーリ21の部分で試験片23を繰り返し屈曲させた。屈曲試験は室温で行った。このようにして、試験片23の屈曲試験を行ったのち、屈曲試験後の試験片の引張強度を測定した。そして、屈曲試験前の試験片の引張強度を100%としたときの、屈曲試験後の試験片の引張強度の保持率(%)を求めた。この引張強度の保持率の値が高いほど耐屈曲疲労性に優れていることを示す。サンプル1の試験片の引張強度保持率は85%であった。
【0044】
(サンプル2)
サンプル2は、芯ストランドに下撚りを加えた点でサンプル1とは異なる。ここでは、サンプル1で用いたポリアリレート繊維のストランドにRFL処理液を塗布したのち、2.0回/25mmの割合で下撚りを加え、さらに熱処理することによって芯ストランドを作製した。得られた芯ストランドを用いること以外は、サンプル1のコード1Aと同じ方法でコード2Aを作製した。
【0045】
得られたコード2Aに、サンプル1と同じ方法でオーバーコート処理を施し、コード2Bを得た。このコード2Bの引張強度および破断時の伸び(%)を測定した。コード2Bの1本あたりの引張強度(初期)は1200N/コードであり、破断時の伸びは3.0%であった。
【0046】
また、コード2Bを用いて、サンプル1と同様に屈曲試験用の試験片を作製して屈曲試験を行い、屈曲試験後の試験片の引張強度保持率(%)を求めた。
【0047】
(比較サンプル1)
サンプル1で作製したガラス繊維ストランドを、11本束ねて上撚りしたのち、サンプル1と同じ方法でオーバーコート処理を施し、比較サンプル1のコードを作製した。このコードについて、初期引張強度および破断時の伸び(%)を測定した。また、比較サンプル1のコードを用いて、サンプル1と同様に屈曲試験用の試験片を作製して屈曲試験を行い、屈曲試験後の試験片の引張強度保持率(%)を求めた。
【0048】
(比較サンプル2)
サンプル1で用いたポリアリレート繊維ストランドを2本用意し、それぞれ、RFL処理を行ったのち下撚りを加えた。次に、得られた2本のストランドを束ねて上撚りした。このようにして得られたコードに、サンプル1と同じ方法でオーバーコート処理を施し、比較サンプル2のコードを作製した。このコードについて、初期引張強度および破断時の伸び(%)を測定した。また、比較サンプル2のコードを用いて、サンプル1と同様に屈曲試験用の試験片を作製して屈曲試験を行い、屈曲試験後の試験片の引張強度保持率(%)を求めた。
【0049】
(比較サンプル3)
サンプル1で使用したポリアリレート繊維とガラス繊維とを、芯ストランドと外側ストランドとに分けずに混合し、撚糸した。撚り数は2.0回/25mmとした。このようにして得られたコードに、サンプル1と同じ方法でオーバーコート処理を施し、比較サンプル3のコードを作製した。このコードについて、初期引張強度および破断時の伸び(%)を測定した。また、比較サンプル3のコードを用いて、サンプル1と同様に屈曲試験用の試験片を作製して屈曲試験を行い、屈曲試験後の試験片の引張強度保持率(%)を求めた。
【0050】
このようにして得られた5種類のサンプルの評価結果を表3に示す。
【0051】
【表3】
【0052】
表3に示すように、ポリアリレート繊維またはガラス繊維のみを補強繊維とするコードでは、初期の強度、および屈曲試験後の強度が低かった。また、ポリアリレート繊維ストランドを囲むようにガラス繊維ストランドを配置しなかった比較サンプル3では、初期の強度、破断時の伸びおよび屈曲試験後の強度が十分ではなかった。特に、比較サンプル3では、破断時の伸びが大きかった。破断時の伸びが大きいコードは、寸法の安定性が低く、歯付ベルトに用いた場合に歯部の破損が発生しやすいという問題がある。そのため、破断時の伸びができるだけ小さいことが好ましい。ポリアリレート繊維ストランドを下撚りしたサンプル2では、破断時の伸びを特に小さくできた。
一方、ポリアリレート繊維ストランドの周囲にガラス繊維ストランドを配置した本発明の補強用コードは、初期の強度が高く、破断時の伸びが小さく、また、屈曲試験後の引張強度保持率が高かった。これらの値は、ポリアリレート繊維とガラス繊維とを単に組み合わせた比較サンプル3よりも顕著に高かった。
【産業上の利用可能性】
【0053】
本発明は、様々なゴム製品の補強に好適なゴム補強用コードに適用できる。また、本発明は、本発明のゴム補強用コードによって補強される様々なゴム製品に適用でき、たとえば、歯付きベルトや移動ベルトといったゴムベルトや、ゴムクローラに適用できる。
【技術分野】
【0001】
本発明は、ゴム補強用コードと、ゴム補強用コードで補強されたゴム製品に関する。
【背景技術】
【0002】
ゴムベルトやタイヤ等のゴム製品の補強材として、ガラス繊維やアラミド繊維等の補強用繊維が用いられてきた。しかし、これらのゴム製品は、屈曲応力を繰り返し受けるため屈曲疲労を生じて性能が低下し、補強用繊維とゴムマトリックスとの間で剥離が生じたり、補強用繊維が摩耗することによって強度低下が生じたりしやすい。一方、自動車の内燃機関のカムシャフト駆動に使われる歯付きゴムベルトでは、適切なタイミングを維持するために高度な寸法安定性が要求されている。また、カムシャフト駆動だけでなく、インジェクションポンプ等の補助駆動や、産業機械の動力伝達に用いられるゴムベルトでは、高負荷に耐える高強力、高弾性力が要求されている。
【0003】
このような状況下において、ゴムベルトの補強用繊維として新しい材料が検討されている。たとえば、最近では、ポリアリレート繊維なども提案されている(特開2003−294086号公報参照)。
【0004】
ゴム補強用コードには、前述のように高強力、高弾性および曲げに対する柔軟性、耐磨耗性などが要求されるが、従来のコードでは、強力と柔軟性とのバランスを取ることは難しかった。たとえば、ポリアリレート繊維を補強用繊維として用いた場合、高強力で高弾性のコードが得られるが、このコードは、屈曲疲労が生じやすいために強度が低下しやすいという問題があった。
【発明の開示】
【0005】
このような状況に鑑み、本発明は、強度、弾性および耐屈曲疲労性が高いゴム補強用コード、およびそれを用いたゴム製品を提供することを目的とする。
【0006】
上記目的を達成するため、本発明者らが検討した結果、ポリアリレート繊維とガラス繊維とを特定の配置で組み合わせることによって、予想される効果よりも顕著な効果が得られることを見出した。そして、この新しい知見に基づいて以下の本発明に至った。
【0007】
本発明のゴム補強用コードは、補強用繊維を含むゴム補強用コードであって、前記補強用繊維が、ポリアリレート繊維と、前記ポリアリレート繊維の周囲に配置された複数の外側ストランドとを含み、前記外側ストランドがポリアリレート繊維以外の他の繊維を含む。なお、この明細書において、「ストランド」とは、複数のフィラメント繊維を撚りを加えずに束ねたもの、複数のフィラメント繊維を束ねて撚りを加えたもの、複数のストランドを撚りを加えずに束ねたもの、複数のストランドを束ねて撚りを加えたものを含む。
【0008】
また、本発明のゴム製品は、上記本発明のゴム補強用コードを含む。
【0009】
本発明によれば、強度、弾性および耐屈曲疲労性が高く、寸法安定性に優れるゴム補強用コードが得られる。特に、ポリアリレート繊維ストランドとガラス繊維ストランドとを特定の配置で組み合わせることによって、耐屈曲疲労性が顕著に高いゴム補強用コードが得られる。本発明のゴム製品は、該コードを含むため、強度、弾性および耐屈曲疲労性が高く、寸法安定性に優れる。
【図面の簡単な説明】
【0010】
【図1】本発明のゴム補強用コードについて一例を模式的に示す断面図である。
【図2】実施例における屈曲試験の方法を示す模式図である。
【発明を実施するための最良の形態】
【0011】
以下、本発明の実施の形態について説明する。
【0012】
(実施形態1)
実施形態1では、本発明のゴム補強用コードについて説明する。本発明のゴム補強用コードは、補強用繊維を含む。その補強用繊維は、ポリアリレート繊維と、ポリアリレート繊維の周囲に配置された複数のストランド(外側ストランド)とを含む。その外側ストランドは、ポリアリレート繊維以外の他の繊維(以下、「第2の繊維」という場合がある)を含む。
【0013】
ポリアリレート繊維は、全芳香族ポリエステル繊維であり、二価フェノール(たとえばビスフェノールA)と芳香族ジカルボン酸(たとえばフタル酸やイソフタル酸)との重縮合によって得られる。
【0014】
第2の繊維は、ポリアリレート繊維よりも耐屈曲性が高い繊維であることが好ましい。たとえば、第2の繊維として、ガラス繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、炭素繊維、ポリパラフェニレンテレフタルアミド繊維などのアラミド繊維、またはこれらの混合繊維を用いることができる。外側ストランドは、ガラス繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、炭素繊維およびアラミド繊維(好ましくはポリパラフェニレンテレフタルアミド繊維。以下、同じである。)から選ばれる少なくとも1つの繊維で構成されることが好ましく、ガラス繊維またはアラミド繊維で構成されることが特に好ましい。
【0015】
補強用繊維に占めるポリアリレート繊維の割合が高くなると、弾性率および寸法安定性は向上するが、動的な屈曲性が低下する。逆に、その割合が低くなると弾性率および寸法安定性が低下する。したがって、補強用繊維全体に占めるポリアリレート繊維の割合は、20体積%〜80体積%(より好ましくは30体積%〜70体積%)の範囲であることが好ましい。
【0016】
本発明のゴム補強用コードでは、上記ポリアリレート繊維が、ポリアリレート繊維のストランドを構成していることが好ましい。この場合、ゴム補強用コードは、ポリアリレート繊維の芯ストランドと、その芯ストランドの周囲に配置された複数の外側ストランドとを含む。芯ストランドは、実質的にポリアリレート繊維によって構成されることが好ましく、典型的にはポリアリレート繊維のみからなる。
【0017】
本発明のコードにおいては、弾性率の高いポリアリレート繊維(好ましくはポリアリレート繊維のストランド)をコードの中心近くに配置し、柔軟性や耐磨耗性に優れた外側ストランドをポリアリレート繊維の周りに配置することが特に好ましい。コードの中心近くに配置されたポリアリレート繊維は、その特性によって高い強力と弾性率、優れた寸法安定性をコードに付与する。また、外側ストランドは、ポリアリレート繊維よりも弾性率が小さい繊維(たとえばガラス繊維)で構成されていてもよい。そのような外側ストランドを用いることによって、強度、弾性および耐屈曲疲労性が高いゴム補強用コードが得られる。
【0018】
ポリアリレート繊維の直径や弾性率などに特に限定はなく、補強用コードに要求される特性に応じて選択される。たとえば、密度が1.2g/cm3〜2.0g/cm3程度のポリアリレート繊維を用いてもよい。また、弾性率(ヤング率)が70GPa〜120GPa程度のポリアリレート繊維を用いてもよい。
【0019】
ポリアリレート繊維は、無撚りで無処理のものでもよいが、接着性の向上やほつれ防止のために、接着剤の塗布や、撚りが施されていてもよい。接着剤は特に限定されないが、レゾルシンとホルムアルデヒドとの初期縮合物およびゴムラテックスを主成分とする処理液(以下、RFL処理液という場合がある)や、エポキシ化合物、イソシアネート化合物などを使用できる。ポリアリレート繊維(芯ストランド)の撚り数は、特に限定されず、通常は、8.0回/25mm以下が好ましく、たとえば0.5回/25mm〜5.0回/25mmの範囲である。撚りを加える場合には、処理液を塗布してから撚りを加えることが好ましい。撚りを加えてから処理液を塗布すると、ポリアリレート繊維のストランドがほつれ易くなる場合がある。
【0020】
外側ストランドの太さ、外側ストランドを構成する繊維の本数および直径などは特に限定がなく、補強用コードに要求される特性に応じて選択される。また、ポリアリレート繊維の周囲に配置される外側ストランドの数は、通常、3〜20本程度とされる。
【0021】
外側ストランドのように、コードの外周付近に配置されるストランドには、コードが屈曲された場合に生ずる引っ張り応力や圧縮応力を緩和することが求められる。そのような要件を満たすストランドとしては、ガラス繊維ストランドおよびアラミド繊維ストランドが好ましい。ポリアリレート繊維からなる芯ストランドの周囲に、ガラス繊維を主要繊維(50体積%以上、好ましくは60体積%以上でたとえば100体積%)とするガラス繊維ストランドを配置することによって、強度、弾性および耐屈曲疲労性が特に高いゴム補強用コードが得られる。また、外側ストランドとしてガラス繊維ストランドを用いることによって、補強用コードが埋め込まれるゴムと強力に接着する補強用コードが得られる。ガラス繊維としては、たとえば、Eガラスフィラメントや高強度ガラスフィラメントが好ましく用いられる。ガラス繊維ストランドとしては、直径が7〜9μmのガラスフィラメントを、200〜2400本程度束ねて下撚りした、太さ20〜480tex程度のストランドが好ましく用いられる。
【0022】
外側ストランドは下撚りされていてもよい。コードの外周付近に配置される外側ストランドに撚り(下撚り)をかけることによって、コードの耐屈曲疲労性を向上できる。撚り数は、特に限定されないが、0.25回/25mm〜5.0回/25mm程度とすることが好ましい。
【0023】
また、複数の外側ストランドは、ポリアリレート繊維を芯として螺旋状に捲回(すなわち上撚り)されていてもよい。上撚りの撚り数は、たとえば、0.5回/25mm〜10回/25mm程度とすることができる。外側ストランドを下撚りおよび上撚りする場合、上撚りの方向は、下撚りの方向と同じでもよいし異なってもよい。上撚りの方向と下撚りの方向とを同じ方向とすることによって、特に高い耐屈曲性を有するコードが得られる。また、上撚りの方向と下撚りの方向とを異なる方向とすることによって、高い寸法安定性が得られる。
【0024】
本発明のゴム補強用コードは、ゴムを含む被覆膜で表面がコートされていることが好ましい。被覆膜は、通常、コードが埋め込まれるゴム(マトリックスゴム)に応じて選択される。被覆膜の形成方法は、特に限定がなく、公知の方法を適用できる。たとえば、ゴムを含む処理液を塗布したのち、熱処理または乾燥することによって被覆膜を形成できる。処理液には、たとえばRFL処理液などを用いることができる。RFL処理液に用いられるゴムラテックスとしては、たとえば、アクリルゴム系ラテックス、ウレタン系ラテックス、クロロスルホン化ポリエチレン系ラテックス、それらの変性ラテックス、またはそれらの混合物が挙げられる。
【0025】
なお、被覆膜は、繊維ストランドの周囲とコードの外周部とで異なる材料で形成されてもよい。たとえば、ゴム製品のマトリックスゴムと本発明のコードとの接着性を高めるために、コードの外周部にオーバーコート処理を行ってもよい。オーバーコート処理は、水素添加ニトリルゴム、クロロスルホン化ポリエチレンゴム(CSM)、クロロプレンゴム、天然ゴム、またはウレタンゴムといったゴムと架橋剤とを含む処理液で行うことができる。オーバーコート処理に用いられるゴムは、通常、マトリックスゴムの種類に応じて選択される。オーバーコートの量に特に限定はなく、たとえば、オーバーコート前のコード100質量部に対して2.0〜10.0質量部の範囲としてもよい。
【0026】
本発明のゴム補強用コードの好ましい一例の断面図を図1に示す。図1のコード10は、コード10の中央部に配置されたポリアリレート繊維(芯ストランド)11と、ポリアリレート繊維11の周囲に配置された複数の外側ストランド12と、ポリアリレート繊維11および外側ストランド12をともにコートする被覆膜13(ハッチングは省略する)とを含む。複数の外側ストランド12は、ポリアリレート繊維11を中心として螺旋状に捲回されている。被覆膜13はゴムを含んでいる。
【0027】
以下、コード10の製造方法について説明する。外側ストランド12は、繊維を束ねることによって形成できる。必要に応じて、RFL処理等の処理を行うことによって、ポリアリレート繊維(芯ストランド)および/または外側ストランドに被覆膜を形成してもよい。また、必要に応じて、ポリアリレート繊維(芯ストランド)および/または外側ストランドに撚りをかけてもよい。また、必要に応じて、複数のストランドを撚りあわせて1本のストランドとしてもよい。
【0028】
次に、ポリアリレート繊維11の周囲に外側ストランド12を配置する。この工程は、たとえば、中心部ガイド孔と、その中心部ガイド孔と中心を同じくする円周上に配置された複数の外周部ガイド孔とを有するガイドを用いて行うことができる。無撚りの或いは下撚りされた1本または複数本のポリアリレート繊維11が中心部ガイド孔に通され、外側ストランド12が複数の外周部ガイド孔に通される。なお、ガイドを用いずに中心繊維に外周繊維の1.2倍以上の高い張力をかけてもよい。中心繊維に外周繊維よりも高い張力をかけることによって、中心繊維の配置が容易になり、ガイドを用いるのと同じ効果が得られる。外側ストランド12は必要に応じて下撚りされる。なお、ストランドの合糸および撚糸に用いる装置に特に限定はなく、たとえば、リング撚糸機、フライヤー撚糸機、および撚り線機などが使用できる。
【0029】
最後に、ポリアリレート繊維11および外側ストランド12の全体をコートするように被覆膜13を形成する。このようにして、コード10が製造される。
【0030】
本発明のコードは、単独(ロープ構造)で用いてもよい。また、本発明のコードは、簾コード構造、すなわち、複数を面状に配列してお互いをゆるく接着させた構造で用いてもよい。
【0031】
(実施形態2)
実施形態2では、本発明のゴム製品について説明する。本発明のゴム製品は、実施形態1で説明したゴム補強用コードを少なくとも1本含む。このゴム補強用コードは、ロープ構造であってもよい。また、複数のゴム補強用コードが面状に配列されて埋め込まれていてもよい。
【0032】
本発明のゴム製品は、ゴム補強用コードによる補強が効果的なゴム製品であれば特に限定はない。本発明のゴム製品の代表的な例としては、たとえば、歯付きベルトや移動ベルトといったゴムベルトや、ゴムクローラが挙げられる。
【0033】
本発明のゴム製品では、ゴム製品に占めるゴム補強用コードの割合が、たとえば10〜70質量%程度である。
【実施例】
【0034】
以下、本発明について実施例を用いてさらに詳細に説明する。この実施例では、本発明および比較例のゴム補強用コードを作製し、その特性を評価した。
【0035】
(サンプル1)
以下の方法で、本発明のゴム補強用コードを作製した。まず、レゾルシン・ホルムアルデヒド縮合物(固形分8質量%)と、ビニルピリジン−スチレン−ブタジエンラテックス(固形分40質量%)と、CSM(固形分40質量%)とを、固形分質量比が2:13:6となるように混合してRFL処理液を作製した。このRFL処理液を、ポリアリレート繊維(株式会社クラレ製、ベクトラン(商品名)、弾性率106GPa、密度約1.41g/cm3)によって構成されたストランド(直径約0.8mm、無撚品)に塗布したのち、熱処理(180℃で120秒間)することによって乾燥した。このようにして、RFL処理された芯ストランド(RFL付着量:20質量%)を得た。
【0036】
一方、ガラス繊維(日本板硝子株式会社製、Eガラス、直径9μm、弾性率70GPa、密度約2.5g/cm3)を600本引きそろえた束に、RFL処理液を含浸させたのち、熱処理(180℃で120秒間)することによって乾燥した。その後、S方向に2.0回/25mmの割合で下撚りして、約100texのガラス繊維ストランド(RFL付着量:20質量%)を得た。
【0037】
次に、9本のガラス繊維ストランドを、図1に示す配置となるようにRFL処理後の芯ストランドの周囲に配置し、さらにZ方向に2.0回/25mmの割合で上撚りしてコード1Aを得た。コード1Aの直径は約1.20mmであった。また、繊維全体の断面積に占めるポリアリレート繊維の断面積の割合は45%であった。
【0038】
次に、コード1Aに、以下の表1に示す成分のオーバーコート用処理液を塗布して乾燥させ、コード1Bを得た。コード1Bに対するオーバーコート用処理液の固形分付着率は5質量%であった。また、コード1Bの番手(長さ1000mあたりの重さ(g))は1580tex(g/1000m)であった。得られたコード1Bの引張強度および破断時の伸び(%)を測定した。コード1Bの1本あたりの引張強度(初期)は1250N/コードであり、破断時の伸びは3.2%であった。
【0039】
【表1】
【0040】
また、以下の表2に示す成分のゴムシート(幅10mm、長さ300mm、厚さ1mm)を2枚用意した。
【0041】
【表2】
【0042】
そして、1枚のゴムシートの上に、長さ300mmのコード1Bを1本配置し、その上にもう1枚のゴムシートを重ねた。そして、これらを上下から150℃で20分間プレス加硫した。このようにして、帯状の試験片を作製した。
【0043】
次に、この試験片について、図2に示す屈曲試験機20で屈曲試験を行った。屈曲試験機20は、直径25mmの1個の平プーリ21と、モータ(図示せず)と、4個のガイドプーリ22とを備える。まず、作製された試験片23を、5個のプーリに架けた。そして、試験片23の一端23aにおもりをつけて、試験片23に9.8Nの初期張力を与えた。その状態で、試験片23の他端23bを図2の矢印の方向に10cmの移動幅で1万回往復運動させ、平プーリ21の部分で試験片23を繰り返し屈曲させた。屈曲試験は室温で行った。このようにして、試験片23の屈曲試験を行ったのち、屈曲試験後の試験片の引張強度を測定した。そして、屈曲試験前の試験片の引張強度を100%としたときの、屈曲試験後の試験片の引張強度の保持率(%)を求めた。この引張強度の保持率の値が高いほど耐屈曲疲労性に優れていることを示す。サンプル1の試験片の引張強度保持率は85%であった。
【0044】
(サンプル2)
サンプル2は、芯ストランドに下撚りを加えた点でサンプル1とは異なる。ここでは、サンプル1で用いたポリアリレート繊維のストランドにRFL処理液を塗布したのち、2.0回/25mmの割合で下撚りを加え、さらに熱処理することによって芯ストランドを作製した。得られた芯ストランドを用いること以外は、サンプル1のコード1Aと同じ方法でコード2Aを作製した。
【0045】
得られたコード2Aに、サンプル1と同じ方法でオーバーコート処理を施し、コード2Bを得た。このコード2Bの引張強度および破断時の伸び(%)を測定した。コード2Bの1本あたりの引張強度(初期)は1200N/コードであり、破断時の伸びは3.0%であった。
【0046】
また、コード2Bを用いて、サンプル1と同様に屈曲試験用の試験片を作製して屈曲試験を行い、屈曲試験後の試験片の引張強度保持率(%)を求めた。
【0047】
(比較サンプル1)
サンプル1で作製したガラス繊維ストランドを、11本束ねて上撚りしたのち、サンプル1と同じ方法でオーバーコート処理を施し、比較サンプル1のコードを作製した。このコードについて、初期引張強度および破断時の伸び(%)を測定した。また、比較サンプル1のコードを用いて、サンプル1と同様に屈曲試験用の試験片を作製して屈曲試験を行い、屈曲試験後の試験片の引張強度保持率(%)を求めた。
【0048】
(比較サンプル2)
サンプル1で用いたポリアリレート繊維ストランドを2本用意し、それぞれ、RFL処理を行ったのち下撚りを加えた。次に、得られた2本のストランドを束ねて上撚りした。このようにして得られたコードに、サンプル1と同じ方法でオーバーコート処理を施し、比較サンプル2のコードを作製した。このコードについて、初期引張強度および破断時の伸び(%)を測定した。また、比較サンプル2のコードを用いて、サンプル1と同様に屈曲試験用の試験片を作製して屈曲試験を行い、屈曲試験後の試験片の引張強度保持率(%)を求めた。
【0049】
(比較サンプル3)
サンプル1で使用したポリアリレート繊維とガラス繊維とを、芯ストランドと外側ストランドとに分けずに混合し、撚糸した。撚り数は2.0回/25mmとした。このようにして得られたコードに、サンプル1と同じ方法でオーバーコート処理を施し、比較サンプル3のコードを作製した。このコードについて、初期引張強度および破断時の伸び(%)を測定した。また、比較サンプル3のコードを用いて、サンプル1と同様に屈曲試験用の試験片を作製して屈曲試験を行い、屈曲試験後の試験片の引張強度保持率(%)を求めた。
【0050】
このようにして得られた5種類のサンプルの評価結果を表3に示す。
【0051】
【表3】
【0052】
表3に示すように、ポリアリレート繊維またはガラス繊維のみを補強繊維とするコードでは、初期の強度、および屈曲試験後の強度が低かった。また、ポリアリレート繊維ストランドを囲むようにガラス繊維ストランドを配置しなかった比較サンプル3では、初期の強度、破断時の伸びおよび屈曲試験後の強度が十分ではなかった。特に、比較サンプル3では、破断時の伸びが大きかった。破断時の伸びが大きいコードは、寸法の安定性が低く、歯付ベルトに用いた場合に歯部の破損が発生しやすいという問題がある。そのため、破断時の伸びができるだけ小さいことが好ましい。ポリアリレート繊維ストランドを下撚りしたサンプル2では、破断時の伸びを特に小さくできた。
一方、ポリアリレート繊維ストランドの周囲にガラス繊維ストランドを配置した本発明の補強用コードは、初期の強度が高く、破断時の伸びが小さく、また、屈曲試験後の引張強度保持率が高かった。これらの値は、ポリアリレート繊維とガラス繊維とを単に組み合わせた比較サンプル3よりも顕著に高かった。
【産業上の利用可能性】
【0053】
本発明は、様々なゴム製品の補強に好適なゴム補強用コードに適用できる。また、本発明は、本発明のゴム補強用コードによって補強される様々なゴム製品に適用でき、たとえば、歯付きベルトや移動ベルトといったゴムベルトや、ゴムクローラに適用できる。
【特許請求の範囲】
【請求項1】
補強用繊維を含むゴム補強用コードであって、
前記補強用繊維が、ポリアリレート繊維と、前記ポリアリレート繊維の周囲に配置された複数の外側ストランドとを含み、
前記外側ストランドがポリアリレート繊維以外の他の繊維を含むゴム補強用コード。
【請求項2】
前記補強用繊維に占める前記ポリアリレート繊維の割合が20体積%〜80体積%の範囲である請求項1に記載のゴム補強用コード。
【請求項3】
前記ポリアリレート繊維が、ポリアリレート繊維のストランドを構成している請求項1に記載のゴム補強用コード。
【請求項4】
前記外側ストランドがガラス繊維ストランドである請求項3に記載のゴム補強用コード。
【請求項5】
前記外側ストランドが下撚りされている請求項1に記載のゴム補強用コード。
【請求項6】
複数の前記外側ストランドが、前記ポリアリレート繊維を芯にして上撚りされている請求項5に記載のゴム補強用コード。
【請求項7】
前記外側ストランドが、前記ポリアリレート繊維よりも弾性率が小さい繊維で構成されている請求項1に記載のゴム補強用コード。
【請求項8】
ゴムを含む被覆膜で表面がコートされている請求項1に記載のゴム補強用コード。
【請求項9】
請求項1に記載のゴム補強用コードを含むゴム製品。
【請求項10】
複数の前記ゴム補強用コードが面状に配列されて埋め込まれている請求項9に記載のゴム製品。
【請求項11】
ゴムベルトまたはゴムクローラである請求項9に記載のゴム製品。
【請求項1】
補強用繊維を含むゴム補強用コードであって、
前記補強用繊維が、ポリアリレート繊維と、前記ポリアリレート繊維の周囲に配置された複数の外側ストランドとを含み、
前記外側ストランドがポリアリレート繊維以外の他の繊維を含むゴム補強用コード。
【請求項2】
前記補強用繊維に占める前記ポリアリレート繊維の割合が20体積%〜80体積%の範囲である請求項1に記載のゴム補強用コード。
【請求項3】
前記ポリアリレート繊維が、ポリアリレート繊維のストランドを構成している請求項1に記載のゴム補強用コード。
【請求項4】
前記外側ストランドがガラス繊維ストランドである請求項3に記載のゴム補強用コード。
【請求項5】
前記外側ストランドが下撚りされている請求項1に記載のゴム補強用コード。
【請求項6】
複数の前記外側ストランドが、前記ポリアリレート繊維を芯にして上撚りされている請求項5に記載のゴム補強用コード。
【請求項7】
前記外側ストランドが、前記ポリアリレート繊維よりも弾性率が小さい繊維で構成されている請求項1に記載のゴム補強用コード。
【請求項8】
ゴムを含む被覆膜で表面がコートされている請求項1に記載のゴム補強用コード。
【請求項9】
請求項1に記載のゴム補強用コードを含むゴム製品。
【請求項10】
複数の前記ゴム補強用コードが面状に配列されて埋め込まれている請求項9に記載のゴム製品。
【請求項11】
ゴムベルトまたはゴムクローラである請求項9に記載のゴム製品。
【図1】

【図2】
【図2】
【国際公開番号】WO2005/061766
【国際公開日】平成17年7月7日(2005.7.7)
【発行日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願番号】特願2005−516459(P2005−516459)
【国際出願番号】PCT/JP2004/018404
【国際出願日】平成16年12月9日(2004.12.9)
【出願人】(000004008)日本板硝子株式会社 (853)
【Fターム(参考)】
【国際公開日】平成17年7月7日(2005.7.7)
【発行日】平成19年7月12日(2007.7.12)
【国際特許分類】
【国際出願番号】PCT/JP2004/018404
【国際出願日】平成16年12月9日(2004.12.9)
【出願人】(000004008)日本板硝子株式会社 (853)
【Fターム(参考)】
[ Back to top ]