
ゴム製医療用チューブ
【課題】被移送物を所望のように移送することができる軽量な医療用チューブを提供すること。
【解決手段】軸方向に垂直な面で切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%の管壁を有し、JIS A硬度が50〜80であるゴム製医療用チューブ。この発明に係るゴム製医療用チューブは、前記仮想断面積に対する実面積が45〜85%の管壁を有し、かつ、JIS A硬度が50〜80に設定されているから、軽量化を図ることができると共に、医療用チューブが変位してもまた負圧下にあっても、管壁が閉塞することを防止することができる。
【解決手段】軸方向に垂直な面で切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%の管壁を有し、JIS A硬度が50〜80であるゴム製医療用チューブ。この発明に係るゴム製医療用チューブは、前記仮想断面積に対する実面積が45〜85%の管壁を有し、かつ、JIS A硬度が50〜80に設定されているから、軽量化を図ることができると共に、医療用チューブが変位してもまた負圧下にあっても、管壁が閉塞することを防止することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ゴム製医療用チューブに関し、さらに詳しくは、被移送物を所望のように移送することができる軽量な医療用チューブに関する。
【背景技術】
【0002】
従来、医療現場において、気体、液体、ゲル、固形物又はこれらの混合物等を移送するチューブが用いられている。例えば、人体に挿入若しくは留置し、又は、医療装置に装着され、血液、尿等の体液又は排泄液を体内又は医療装置等から移送するのに用いられる医療用チューブ等が挙げられる。医療用チューブのより具体的な使用例として、例えば、寝たきり老人、身障者、排尿困難者及び入院患者等の非健常者における排尿をサポートする排尿処理装置(例えば、図5参照。)等が挙げられる。
【0003】
医療用チューブの一例として、例えば、特許文献1には、「ほぼ中央部にメインルーメン(2)を設けて管状に形成したチューブ(1)において、該チューブ(1)の管壁(3)に基端部から先端部へ通ずる断面形状が軸方向にほぼ角を形成する複数のサブルーメン(4)をほぼ等間隔に配設し、管壁(3)の内面には、軸方向かつ、前記サブルーメン(4)と相対する位置に複数のリブ(5)を突設したことを特徴とするデュアルドレーン」が記載されている。また、特許文献2には、「流体導通用のオレフィン系樹脂製の軟質チューブであって、チューブの管壁が凹凸形状の縦断面を有することを特徴とする医療用オレフィン系樹脂チューブ」が記載されている。
【0004】
このような医療用チューブは、固定された医療装置又は非健常者等に用いられるが、近年、医療用チューブが使用される医療装置の小型軽量化等の要望に応じて医療用チューブも軽量化が求められている。また、医療用チューブは、固定された医療装置又は非健常者等に用いられる他に、移動可能な医療装置又は非健常者であっても自由に活動若しくは行動可能な非健常者にも用いられることもあり、さらに、前記排尿処理装置等のように、医療用チューブが負圧下で用いられることもあるから、軽量化に加えて、医療装置の移動又は活動等可能な非健常者の活動等によって医療用チューブが変位しても、また、医療用チューブが負圧下にあっても、医療用チューブが閉塞することなく、被移送物を移送することができる特性も要求される。
【0005】
特許文献1に記載のデュアルドレーンチューブは、「チューブ管壁に穿設するサブルーメンは、断面形状として軸方向に角を形成させる。のみならず、穿設する位置を前記リブと相対するようにする。このようにすると、サブルーメンの断面形状を円形又は楕円形にした場合と異なり、閉塞することを防ぐとともに、前記角の先端部分による毛細管現象で流体が流れ易くなるばかりでなく、リブによってチューブ全体の折れ曲がりの程度が制限され、従ってサブルーメンの存在する位置においては、極端に折れ曲がることはない」と記載されている(特許文献1の段落番号0004欄参照。)。
【0006】
また、特許文献2に記載の医療用オレフィン系樹脂チューブは、凹凸形状の大きさ、設定個数及び設定位置等については何ら限定されていないが(特許文献2の段落番号0012欄参照。)、「チューブの管壁が縦断面の凹凸形状であることにより、チューブにおける強度を保持したまま、より大きな柔軟性を保持させることができる」と記載されている(特許文献2の段落番号0012欄参照。)。
【0007】
しかし、近年の医療技術の発展、活動等可能な非健常者の活動範囲の拡大及び活動量の増大、さらには、負圧下における使用頻度の増大等により、医療用チューブには、軽量化と共に閉塞防止特性が要求されている。
【0008】
【特許文献1】特開2000−237302号公報
【特許文献2】特開2003−310745号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
この発明は、被移送物を所望のように移送することができる軽量な医療用チューブを提供することを目的とする。
【課題を解決するための手段】
【0010】
前記課題を解決するための手段として、
請求項1は、軸方向に垂直な面で切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%の管壁を有し、JIS A硬度が50〜80であるゴム製医療用チューブであり、
請求項2は、前記管壁は、その内周面及び/又は外周面に、軸方向に延在するリブを有する請求項1に記載のゴム製医療用チューブであり、
請求項3は、前記管壁は、その内部に、軸方向に貫通形成された連通孔を有する請求項1又は2に記載のゴム製医療用チューブであり、
請求項4は、前記ゴムは、その内部にセル又は中空部を有するゴムである請求項1〜3のいずれか1項に記載のゴム製医療用チューブである。
【発明の効果】
【0011】
この発明に係るゴム製医療用チューブは、軸方向に垂直な面で切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%の管壁を有し、かつ、JIS A硬度が50〜80に調整されているから、医療用チューブの軽量化を図ることができると共に、医療用チューブが変位してもまた負圧下にあっても、医療用チューブが閉塞することを防止することができる。したがって、この発明によれば、被移送物を所望のように移送することができる、軽量な医療用チューブを提供することができる。
【発明を実施するための最良の形態】
【0012】
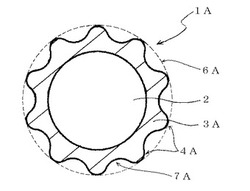
この発明の一実施例である医療用チューブを、図面を参照して、説明する。この医療用チューブ1Aは、後述するゴム組成物で管状に形成されて成り、図1に示されるように、軸方向に垂直な面で管壁3Aを切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%の管壁3Aを有している。
【0013】
医療用チューブ1Aは、図1に示されるように、管壁3Aに囲繞されたところの、医療用チューブ1Aの軸方向に貫通形成された中空空間2を有している。つまり、中空空間2は、医療用チューブ1Aの軸方向に延在し、体液又は排泄液等の被移送物を移送する。
【0014】
医療用チューブ1Aは、図1に示されるように、管壁3Aを有し、この管壁3Aは、外周面の外側(半径方向)に断面が円弧状に突出し、かつ医療用チューブ1Aの軸方向に略平行に延在するリブ4Aがほぼ等間隔に10本形成されて成る。すなわち、管壁3Aは、リブ4Aと、医療用チューブ1Aの軸方向に略平行に延在する円弧状の凹部7Aとを備え、リブ4Aと凹部7Aとは、図1に示されるように、異なる曲率半径を有し、医療用チューブ1Aの円周方向に、ほぼ等間隔で交互に配置され、それぞれ10本ずつ形成されている。さらに換言すると、管壁3Aは、図1に示されるように、軸方向に垂直な面で切断した断面において、管壁3Aの内縁は円形に形成され、管壁3Aの外縁は波形様又は正弦波様の凹凸形状、例えば、波形様又は正弦波様の平目ローレット形状又は平目ナーリング形状に形成されている。
【0015】
そして、この医療用チューブ1Aの管壁3Aは、軸方向に垂直な面で切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%である。管壁3Aにおける前記仮想面積に対する実面積の割合(以下、管壁における面積率と称することがある。)が45〜85%であると、医療用チューブ1Aの軽量化を図ることができると共に、医療用チューブ1Aが変位してもまた負圧下にあっても、医療用チューブ1Aが閉塞することを防止することができる。医療用チューブ1Aの軽量化と閉塞防止特性とをより高い水準でバランスよく両立することができる点で、管壁3Aにおける面積率は、50〜83%であるのが好ましく、55〜81%であるのが特に好ましい。
【0016】
ここで、前記断面における仮想外径は、医療用チューブ1Aのように、管壁の外周面にリブが形成されている場合には、医療用チューブと同心を持ち、すべてのリブが少なくとも1点で外接する外接円の直径であり、管壁の外周面にリブが形成されていない場合には、管壁の外径である。同様に、前記断面における仮想内径は、管壁の内周面にリブが形成されている場合には、医療用チューブと同心を持ち、すべてのリブが少なくとも1点で内接する内接円の直径であり、管壁の内周面にリブが形成されていない場合には、管壁の内径である。医療用チューブ1Aにおいては、前記断面における仮想外径は、図1に破線で示されるところの、医療用チューブ1Aと同心を持ち、すべてのリブ4Aがその頂部で外接する外接円6Aの直径であり、仮想内径は、管壁3Aの内径である。
【0017】
医療用チューブ1Aは、50〜80のJIS A硬度に調整されている。医療用チューブ1AのJIS A硬度が50〜80であると、医療用チューブ1Aが閉塞することを防止することができると共に、医療用チューブ1Aを前記管壁3Aにおける面積率を有する形状に容易に成形することができる。医療用チューブ1Aの閉塞防止特性と成形容易性とを両立することができる点で、JIS A硬度は、55〜80であるのが好ましく、60〜80であるのが特に好ましい。
【0018】
医療用チューブ1Aは、軽量化を実現することができるが、具体的には、その密度が0.8〜1.4g/cm3であるのが好ましく、1.15〜1.35g/cm3であるのがより好ましく、1.2〜1.3g/cm2であるのが特に好ましい。医療用チューブ1Aの密度は、電子密度計 (水中置換法 水温23℃)によって、測定することができる。
【0019】
医療用チューブ1Aは、前記管壁3Aにおける面積率を有していれば、その用途、被移送物の移送量等に応じて、例えば、内径(仮想内径)、仮想外径及び長さ、並びに、リブ4Aの高さ(管壁3Aの外周面からの最大突出長さ)、幅、形状及び形成される個数等を任意に設定することができる。医療用チューブ1Aの一例を挙げると、医療用チューブ1Aは、例えば、約6mmの内径、約9mmの仮想外径、約0.7〜0.8mmのリブ4Aの高さを有する管壁3Aで形成されて成る。
【0020】
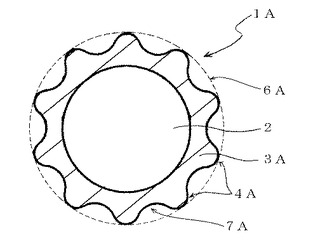
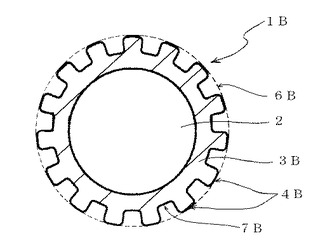
この発明の別の一実施例である医療用チューブ1Bは、図2に示されるように、管壁3Bの外縁形状が異なる以外は、前記医療用チューブ1Aと基本的に同様である。医療用チューブ1Bの管壁3Bは、外周面の外側(半径方向)に断面が略矩形に突出し、かつ医療用チューブ1Bの軸方向に略平行に延在するリブ4Bがほぼ等間隔に15本形成されて成り、各リブ4Bの角部は面取りされている。換言すると、管壁3Bは、図2に示されるように、軸方向に垂直な面で切断した断面において、管壁3Bの内縁は円形に形成され、管壁3Bの外縁は、略矩形の断面を有する凸状のリブ4Bが所定間隔をおいて配置された凹凸形状、別言すれば、略矩形の断面を有する凹部7Bが所定間隔をおいて穿設された凹凸形状、例えば、平目ローレット形状又は平目ナーリング形状に形成されている。
【0021】
医療用チューブ1Bにおいて、前記仮想外径は、図2に破線で示されるところの、医療用チューブ1Bと同心を持ち、すべてのリブ4Bがその頂部で外接する外接円6Bの直径であり、仮想内径は、管壁3Bの内径である。
【0022】
医療用チューブ1Bの一例を挙げると、医療用チューブ1Bは、例えば、約6mmの内径、約9mmの仮想外径、約0.7〜0.8mmのリブ4Bの高さ、約0.8〜0.9mmのリブ4Bの幅及び凹部7Bの幅を有する管壁3Bで形成されて成る。
【0023】
この発明のまた別の一実施例である医療用チューブ1Cは、図3に示されるように、後述するゴム組成物で管状に形成されて成り、図3に示されるように、管壁3C内部に、軸方向に貫通形成された連通孔5Cを有し、軸方向に垂直な面で管壁3Cを切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%の管壁3Cを有している。
【0024】
医療用チューブ1Cは、図3に示されるように、管壁3Cに囲繞されたところの、医療用チューブ1Cの軸方向に貫通形成された中空空間2を有している。つまり、中空空間2は、医療用チューブ1Cの軸方向に延在し、体液又は排泄液等の被移送物を移送する。
【0025】
医療用チューブ1Cは、図3に示されるように、管壁3Cを有し、この管壁3Cは、外周面の外側(半径方向)に断面が円弧状に突出し、かつ医療用チューブ1Cの軸方向に略平行に延在するリブ4Cがほぼ等間隔に10本形成されて成る。すなわち、管壁3Cは、リブ4Cと、医療用チューブ1Cの軸方向に略平行に延在する円弧状の凹部7Cとを備え、リブ4Cと凹部7Cとは、図3に示されるように、異なる曲率半径を有し、医療用チューブ1Cの円周方向に、ほぼ等間隔で交互に配置され、それぞれ10本ずつ形成されている。さらに換言すると、管壁3Cは、図3に示されるように、軸方向に垂直な面で切断した断面において、管壁3Cの内縁は円形に形成され、管壁3Cの外縁は波形様又は正弦波様の凹凸形状、例えば、波形様又は正弦波様の平目ローレット形状又は平目ナーリング形状に形成されている。さらに、管壁3Cは、その内部に、具体的には、図3に示されるように、前記リブ4Cそれぞれの内部に、軸方向に略平行に貫通形成された連通孔5Cを有している。
【0026】
そして、この医療用チューブ1Cの管壁3Cは、軸方向に垂直な面で切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%である。管壁3Cにおける面積率が45〜85%であると、医療用チューブ1Cの軽量化を図ることができると共に、医療用チューブ1Cが変位してもまた負圧下にあっても、医療用チューブ1Cが閉塞することを防止することができる。医療用チューブ1Cの軽量化と閉塞防止特性とをより高い水準でバランスよく両立することができる点で、管壁3Cにおける面積率は、50〜83%であるのが好ましく、55〜81%であるのが特に好ましい。
【0027】
ここで、前記断面における仮想外径は、医療用チューブ1Aと同様に定義され、医療用チューブ1Cにおいては、前記断面における仮想外径は、図3に破線で示されるところの、医療用チューブ1Cと同心を持ち、すべてのリブ4Cがその頂部で外接する外接円6Cの直径であり、仮想内径は、管壁3Cの内径である。また、医療用チューブに連通孔が形成されている場合には、管壁における仮想断面積は仮想外径と仮想内径とから算出される面積であり、管壁における実面積は管壁の断面積から連通孔における開口の合計面積を差し引いた面積である。
【0028】
医療用チューブ1Cは、50〜80のJIS A硬度に調整されている。医療用チューブ1CのJIS A硬度が50〜80であると、医療用チューブ1Cが閉塞することを防止することができると共に、医療用チューブ1Cを前記管壁における面積率を有する形状に容易に成形することができる。医療用チューブ1Cの閉塞防止特性と成形容易性とを両立することができる点で、JIS A硬度は、55〜80であるのが好ましく、60〜80であるのが特に好ましい。
【0029】
医療用チューブ1Cは、軽量化を実現することができるが、具体的には、その密度が0.8〜1.4g/cm3であるのが好ましく、1.1〜1.35g/cm3であるのがより好ましく、1.15〜1.3g/cm2であるのが特に好ましい。医療用チューブ1Cの密度は、医療用チューブ1Aと同様にして、測定することができる。
【0030】
医療用チューブ1Cは、管壁3Cにおける前記面積率を有していれば、その用途、被移送物の移送量等に応じて、例えば、内径(仮想内径)、外径(仮想外径)及び長さ、リブ4Cの高さ、幅、形状及び形成される個数、並びに、連通孔5Cの形状、断面における開口面積及び貫通形成される個数等を任意に設定することができる。医療用チューブ1Cの一例を挙げると、医療用チューブ1Cは、例えば、約6mmの内径、約9mmの仮想外径、約0.7〜0.8mmのリブ4Cの高さ、開口直径約0.5mmの連通孔5Cを有する管壁3Cで形成されて成る。
【0031】
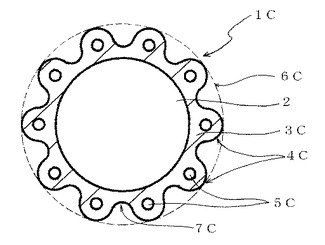
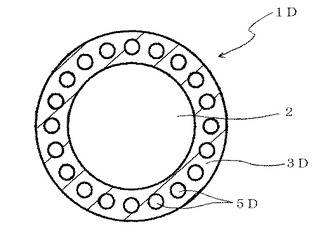
この発明のさらに別の一実施例である医療用チューブ1Dは、図4に示されるように、管壁3Dにリブが形成されていない以外は、医療用チューブ1Cと基本的に同様である。すなわち、医療用チューブ1Dは、図4に示されるように、管壁3Dで形成され、この管壁3Dは、その外周面及び内周面に突出するリブを有してなく、管壁3D内部に軸方向に略平行に貫通形成された連通孔5Dを20本有して成る。
【0032】
医療用チューブ1Dにおいて、仮想外径は管壁3Dの外径であり、仮想内径は管壁3Bの内径である。医療用チューブ1Dの一例を挙げると、医療用チューブ1Dは、例えば、約6mmの内径、約9mmの外径、開口直径約0.7mmの連通孔5Dを有する管壁3Dで形成されて成る。
【0033】
前記医療用チューブ1A〜1D(以下、医療用チューブ1と称することがある。)は、後述する発泡剤含有ゴム組成物又は中空フィラー含有ゴム組成物で形成されている場合には、前記管壁3A〜3D(以下、管壁3と称することがある。)における面積率及びJIS A硬度に加えて、管壁3の内部及び表面に形成されるところの、発泡剤に由来するセル又は中空フィラーに由来する中空部が以下の特性を有するのが、閉塞防止特性と維持しつつ、さらなる軽量化が図れる点で、好ましい。この発明において、発泡剤の発泡又は分解等によって生じる中空領域をセルと称し、中空フィラー等に由来する中空領域を中空部と称するが、以下、セルと中空部とをあわせてセルと称することがある。
【0034】
前記セル又は中空部は、図示しないが、互いに他のセル又は中空部に接することのない若しくは連通することのない状態(独立セル状態と称する。)であってもよく、他のセル又は中空部に接し若しくは連通している状態(連通セル状態と称する。)であってもよく、又は、前記独立セル状態と前記連通セル状態とが共存する状態であってもよい。セル又は中空部は、管壁3に均一に分散又は散在しているのがよい。
【0035】
セル又は中空部は、医療用チューブ1のJIS A硬度が前記範囲になるように、その大きさ等が決定されるのが好ましい。例えば、セル又は中空部は、平均セル径が5〜200μmであるのが好ましく、10〜180μmであるのが特に好ましい。セル又は中空部の平均セル径が前記範囲内にあると、医療用チューブ1のJIS A硬度を所望の範囲に維持することができると共に、医療用チューブ1のさらなる軽量化を図ることができ、その結果、医療用チューブ1の軽量化と閉塞防止特性とをきわめて高い水準でバランスよく両立することができる。ここで、セル又は中空部の平均セル径は、医療用チューブ1の表面又は任意の面で切断したときの切断面において、約2mm2の領域を電子顕微鏡等で観察し、観察視野内に存在する各セル又は中空部における開口部の最大長さを測定して、測定された最大長さを算術平均して得られた平均長さとして、求めることができる。
【0036】
セルのセル径は、標準偏差σが、例えば、0.1以下であるのが好ましく、0.07以下であるのがより好ましく、0.05以下であるのが特に好ましい。一方、中空部のセル径は、標準偏差σが、例えば、0.01〜0.15であるのが好ましく、0.01〜0.1であるのがより好ましく、0.02〜0.07であるのが特に好ましい。セル又は中空部におけるのセル径の標準偏差σが前記範囲内にあると、医療用チューブ1におけるJIS A硬度及び質量の均一性を確保することができる。ここで、セル又は中空部の標準偏差σは常法により求めることができる。具体的には、管壁3の表面又は管壁3を任意の面で切断したときの断面において、約2mm2の領域を電子顕微鏡等で観察し、観察視野内に存在する各セル又は各中空部の開口部における最大長さを測定し、測定された最大長さをセル又は中空部のセル径とし、標準偏差σを求めることができる。なお、観察は複数の領域、例えば、3箇所の領域で行い、好ましくは、管壁3の表面、又は、管壁3の軸線方向に沿って切断された断面から観察領域を選択する。
【0037】
また、セル又は中空部は、周囲に存在する他のセル又は中空部との距離(以下、セル間距離と称することがある。)が、例えば、0.1〜2.0mmであるのが好ましく、0.3〜1.5mmであるのが特に好ましい。セル間距離は、管壁3の表面又は管壁3を任意の面で切断したときの断面において、約2mm2の領域を電子顕微鏡等で観察し、観察視野内に存在する複数のセル又は中空部において、ある特定のセル又は中空部と、その周囲に存在する複数のセル又は中空部との中心間距離を算術平均することによって求めることができる。セル間距離が前記範囲内にあると、医療用チューブ1のJIS A硬度を前記範囲に容易に調整することができると共に、医療用チューブ1におけるJIS A硬度及び質量の均一性を確保することができる。
【0038】
セル又は中空部の形状は、特に限定されず、例えば、略球状であってもよく、また、楕円体形、不定形であってもよく、また、複数のセル又は中空部が連通して管状となっていてもよい。
【0039】
なお、管壁3の断面に前記セル又は中空部が存在していても(セル又は中空部が断面に開口していても)、セル又は中空部の開口面積は、前記管壁3における面積率を算出するにあたって、考慮しない。
【0040】
医療用チューブ1は、ゴムと各種添加剤とを含有するゴム組成物を硬化して成る。このゴム組成物に含有されるゴムは、特に限定されず、例えば、シリコーンゴム若しくはシリコーン変性ゴム、ニトリルゴム、エチレンプロピレンゴム(エチレンプロピレンジエンゴムを含む。)、スチレンブタジエンゴム、ブタジエンゴム、イソプレンゴム、天然ゴム、アクリルゴム、クロロプレンゴム、ブチルゴム、エピクロールヒドリンゴム、ウレタンゴム、フッ素ゴム及び塩化ビニルゴム等が挙げられるが、耐薬品性、化学的安定性、耐熱性、耐候性、安全性及び生体適合性等に優れるシリコーンゴム又はシリコーン変性ゴムであるのが好ましい。
【0041】
前記各種添加剤は、例えば、炭酸カルシウム等の充填材、カーボンブラック、酸化鉄(ベンガラとも称する。)、酸化セリウム及び水酸化セリウム等の耐熱性向上剤、着色剤、難燃性向上剤、熱伝導性向上剤等の添加剤、離型剤、アルコキシシラン、ジフェニルシランジオール、カーボンファンクショナルシラン、両末端シラノール基封鎖低分子シロキサン等の分散剤、及び、ゴムの硬度を調整することのできる粉砕石英、珪藻土等の非補強性シリカ等が挙げられる。これらの各種添加剤は、所望の配合量で配合される。
【0042】
このゴム組成物は、付加反応型シリコーンゴム組成物であるのが好ましく、一方、医療用チューブ1の管壁3にセル又は中空部を形成する場合には、独立セル状態のセル又は中空部を形成することのできる発泡剤又は中空フィラーを含有する付加反応型シリコーンゴム組成物、すなわち、発泡剤含有付加反応型シリコーンゴム組成物又は中空フィラー含有付加反応型シリコーンゴム組成物であるのが好ましい。
【0043】
前記付加反応型シリコーンゴム組成物は、ビニル基含有シリコーン生ゴムと、シリカ系充填材と、付加反応架橋剤と、付加反応触媒とを含有し、所望により、反応制御剤と有機過酸化物架橋剤と各種添加剤とを含有してもよい。
【0044】
前記ビニル基含有シリコーン生ゴムは、例えば、ミラブル型シリコーンゴム、熱架橋シリコーンゴム(HTV:High Temperature Vulcanizing)等が挙げられる。これらのビニル基含有シリコーン生ゴムは、後工程で、付加反応架橋剤等をロールミル等で容易に混練りすることができるという特性を有し、一種単独で又は二種以上を混合して用いることができる。
【0045】
前記シリカ系充填材は、BET法により測定されるその比表面積が50m2/g以上であるのが好ましく、100〜400m2/gであるのが特に好ましい。このような比表面積を有するシリカ系充填材がゴム組成物に含まれていると、医療用チューブ1の引張強さ等の機械的強度が向上する。なお、比表面積が400m2/gを超えると、ゴム組成物の流動特性が低下することがあり、医療用チューブ1の製造に時間がかかると共にコストが増大することがある。
【0046】
このシリカ系充填材は、例えば、補強性を有する煙霧質シリカ又は沈降性シリカ等が挙げられ、一般式がRSi(OR’)3で示されるシランカップリング剤で表面処理された、補強効果の高い表面処理シリカ系充填材が好ましい。ここで、前記一般式におけるRは、グリシジル基、ビニル基、アミノプロピル基、メタクリロキシ基、N−フェニルアミノプロピル基又はメルカプト基等であり、前記一般式におけるR’はメチル基又はエチル基である。前記一般式で示されるシランカップリング剤は、例えば、信越化学工業株式会社製の商品名「KBM1003」及び「KBE402」等として、容易に入手することができる。このようなシランカップリング剤で表面処理されたシリカ系充填材は、定法に従って、シリカ系充填材の表面を処理することにより、得られる。
【0047】
シリカ系充填材の配合量は、前記ビニル基含有シリコーン生ゴム100質量部に対して、5〜100質量部であるのがよい。シリカ系充填材は、一種単独で又は二種以上を混合して用いることができる。
【0048】
前記付加反応架橋剤は、例えば、一分子中に二個以上のSiH基(SiH結合)を有する付加反応型の架橋剤として公知のオルガノハイドロジェンポリシロキサンを使用することができる。このオルガノハイドロジェンポリシロキサンとしては、直鎖状、環又は分枝状のいずれであってもよい。オルガノハイドロジェンポリシロキサンの配合量は、前記ビニル基含有シリコーン生ゴム100質量部に対して、0.01〜20質量部であるのがよい。付加反応架橋剤は一種単独で又は二種以上を混合して用いることができる。
【0049】
前記付加反応触媒は、例えば、周期律表第9属又は第10属の金属単体及びその化合物が挙げられ、より具体的には、シリカ、アルミナ又はシリカゲル等の担体上に吸着された微粒子状白金金属、塩化第二白金、塩化白金酸、塩化白金酸六水塩とオレフィン又はジビニルジメチルポリシロキサンとの錯体、塩化白金酸六水塩のアルコール溶液等の白金系触媒、パラジウム触媒、ロジウム触媒等が挙げられる。これら付加反応触媒の配合量は、触媒量で十分であり、通常、周期律表第9属又は第10属の金属量に換算して、前記ビニル基含有シリコーン生ゴム100質量部に対して、0.01〜5質量部であるのがよく、0.1〜2質量部であるのが特によい。付加反応触媒の配合量が、周期律表第9属又は第10属の金属量に換算して、0.01質量部より少ないと、ビニル基含有シリコーン生ゴムの架橋反応が十分に進行せず、ビニル基含有シリコーン生ゴムの硬化が不十分となることがあり、一方、5質量部を超えると、ビニル基含有シリコーン生ゴムの架橋反応を促進する能力が向上せず、かえって、経済性が低下することがある。付加反応触媒は一種単独で又は二種以上を混合して用いることができる。
【0050】
前記反応制御剤は、公知の反応制御剤を制限されることなく使用することができ、例えば、メチルビニルシクロテトラシロキサン、アセチレンアルコール類、シロキサン変性アセチレンアルコール、ハイドロパーオキサイド等が挙げられる。反応制御剤の配合量は、前記ビニル基含有シリコーン生ゴム100質量部に対して0.1〜2質量部であるのがよい。反応制御剤は一種単独で又は二種以上を混合して用いることができる。
【0051】
前記有機過酸化物架橋剤は、単独でビニル基含有シリコーン生ゴムを架橋させることも可能であるが、付加反応架橋剤の補助架橋剤として併用すれば、シリコーンゴムの強度、歪み等の物性がより向上する。有機過酸化物架橋剤としては、例えば、ベンゾイルパーオキサイド、ビス−2,4−ジクロロベンゾイルパーオキサイド、ジクミルパーオキサイド、ジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ビス(t−ブチルパーオキシ)ヘキサン等が挙げられる。有機過酸化物架橋剤の配合量は、前記ビニル基含有シリコーン生ゴム100質量部に対して0.3〜10質量部であるのがよい。有機過酸化物架橋剤は一種単独で又は二種以上を混合して用いることができる。
【0052】
前記付加反応型シリコーンゴム組成物には、添加剤として、着色剤を含有するのがよい。着色剤は、特に制限されることなく使用することができ、例えば、各種染料及び各種顔料が挙げられる。顔料としては、無機顔料、有機顔料、特殊顔料等が挙げられ、より具体的には、無機顔料として、例えば、酸化チタン、ベンガラ、黄鉛、カドミウム系顔料、群青等が挙げられ、有機顔料として、例えば、アゾ顔料、フタロシアニン系顔料、キナクリドン系顔料、ジオキサジン系顔料等が挙げられる。着色剤の配合量は、前記ビニル基含有シリコーン生ゴム100質量部に対して0.05〜20質量部であるのがよい。着色剤は一種単独で又は二種以上を混合して用いることができる。
【0053】
前記各種添加剤は、前記ゴム組成物に含有される添加剤と同様の添加剤が挙げられ、その配合量は所望の配合量に調整される。
【0054】
前記ビニル基含有シリコーン生ゴム、前記シリカ系充填材及び前記各種添加剤を含有する付加反応型シリコーンゴム組成物として、例えば、信越化学工業株式会社製の商品名「KEシリーズ」及び「KEGシリーズ」等を容易に入手することができ、また、前記ビニル基含有シリコーン生ゴム、前記シリカ系充填材、前記付加反応架橋剤、前記付加反応触媒及び前記顔料を含有する付加反応型シリコーンゴム組成物として、例えば、信越化学工業株式会社製の商品名「KE−561」、「KE−571」及び「KE−9610」等を容易に入手することができる。
【0055】
前記発泡剤含有付加反応型シリコーンゴム組成物は、前記付加反応型シリコーンゴム組成物にさらに発泡剤が配合される。発泡剤は、従来、発泡ゴムに用いられる発泡剤であればよく、例えば、無機系発泡剤として、重炭酸ソーダ、炭酸アンモニウム等が挙げられ、有機系発泡剤として、ジアゾアミノ誘導体、アゾニトリル誘導体、アゾジカルボン酸誘導体、アゾビス化合物等の有機アゾ化合物等が挙げられる。通常、ゴムに連続セルを形成する場合には無機系発泡剤が用いられ、独立セルを形成する場合には有機系発泡剤が用いられる。医療用チューブ1においては、発泡剤は、独立セル状態のセルを形成することができる点で、有機系発泡剤であるのが好ましく、具体的には、例えば、アゾジカルボン酸アミド等のアゾ化合物、アゾビス−イソブチロニトリル等のアゾビス化合物等が好適に使用される。特に、ジメチル−1,1’−アゾビス(1−シクロヘキサンカルボキシレート)が好適に使用できる。
【0056】
発泡剤の配合量は、発泡剤の種類によって相違するが、例えば、前記ビニル基含有シリコーン生ゴム100質量部に対して、0.1〜10質量部、特に0.5〜10質量部であるのがよい。発泡剤の配合量が前記範囲内にあると、管壁3にセルを均一に形成して医療用チューブ1の軽量化を図ることができる共に、医療用チューブ1の強度を維持することができる。発泡剤として、ジメチル−1,1’−アゾ−ビス(1−シクロヘキサンカルボキシレート)を選択する場合には、その配合量は、前記ビニル基含有シリコーン生ゴム100質量部に対して0.5〜5質量部であるのが特によい。発泡剤は一種単独で又は二種以上を混合して用いることができる。
【0057】
前記中空フィラー含有付加反応型シリコーンゴム組成物は、前記付加反応型シリコーンゴム組成物にさらに中空フィラーが配合される。中空フィラーは、ゴム組成物を硬化した後に、セル又は中空部を形成することのできるフィラーであればよく、例えば、ポリオルガノシロキサン系球状粉末が挙げられる。ポリオルガノシロキサン系球状粉末は、ポリオルガノシロキサンからなる球状の粉末であればよく、例えば、シリコーンパウダ等が挙げられる。より具体的には、直鎖状のジメチルポリシロキサンを架橋した構造を持つシリコーンゴムの粉末、シロキサン結合が(CH3SiO3/2)nで表される三次元網目状に架橋した構造を持つ、いわゆるポリメチルシルセスキオキサン等のシリコーンレジンの粉末、及び、前記シリコーンゴムの表面をシリコーンレジン等で被覆した被覆シリコーンゴムの粉末等が挙げられる。
【0058】
前記ポリオルガノシロキサン系球状粉末は、その平均粒径が、1〜200μmであるのが好ましく、5〜180μmであるのがより好ましく、7〜150μmであるのが特に好ましい。ポリオルガノシロキサン系球状粉末が前記範囲の平均粒径を有していると、前記平均粒径を有するセル又は中空部を前記管壁3に容易に形成することができる。ポリオルガノシロキサン系球状粉末の平均粒径は、レーザー回折−散乱法(島津製作所製 レーザー回折式粒度分布測定装置「SALD−300V」)により測定された値である。ポリオルガノシロキサン系球状粉末の形状は、通常、球状とされるが、真球である必要はなく、ほぼ球状であっても、楕円形、不定形等であってもよい。
【0059】
ポリオルガノシロキサン系球状粉末の配合量は、例えば、前記ビニル基含有シリコーン生ゴム100質量部に対して、5〜300質量部、特に5〜200質量部であるのがよい。ポリオルガノシロキサン系球状粉末の配合量が前記範囲内にあると、管壁3に中空部を均一に形成して医療用チューブ1の軽量化を図ることができる共に、医療用チューブ1の強度を維持することができる。ポリオルガノシロキサン系球状粉末は一種単独で又は二種以上を混合して用いることができる。
【0060】
ポリオルガノシロキサン系球状粉末は、適宜製造してもよく、市販品を使用してもよい。前記シリコーンゴムの粉末として、例えば、信越化学工業株式会社製の商品名「KMP−597」、「KMP−598」、「X−52−875」等のシリコーンゴムパウダ等が入手可能であり、シリコーンレジンの粉末として、例えば、信越化学工業株式会社製の商品名「KMP−590」、「KMP−701」、「X−52−1621」等のシリコーンレジンパウダ等が入手可能であり、被覆シリコーンゴムの粉末として、例えば、信越化学工業株式会社製の商品名「KMP−600」、「KMP−601」、「KMP−602」、「KMP−605」、「KSP−100」、「KSP−101」、「KSP−102」、「KSP−105」、「KSP−300」等のシリコーン複合パウダ等が入手可能である。
【0061】
前記ゴム組成物は、二本ロール、三本ロール、ロールミル、バンバリーミキサ、ドウミキサ(ニーダー)等のゴム混練り機等を用いて、均一に混合されるまで、例えば、数分から数時間、好ましくは5分以上1時間以下にわたって、常温又は加熱下で混練して、得られる。
【0062】
ゴム組成物の密度は、1.05〜1.4g/cm3であるのが好ましく、1.1〜1.3g/cm3であるのがより好ましく、1.1〜1.25g/cm3であるのが特に好ましい。ゴム組成物がこの範囲の密度を有すると、医療用チューブ1としたときに所望の密度に容易に調整することができ、医療用チューブ1の軽量化に貢献することができる。
【0063】
医療用チューブ1は、前記ゴム組成物を用いて、押出成形、射出成形等の成形方法等によって、形成される。成形は、ゴム組成物に含まれるゴムが架橋する条件で、ゴム組成物に発泡剤が含有されている場合には、ゴムが架橋し、かつ、発泡剤が分解又は発泡するのに十分な条件で行われればよい。具体的には、赤外線加熱炉又は熱風炉等の加熱炉、乾燥機等の加熱機等により、ゴム組成物は、通常、100〜500℃、好ましくは200〜400℃の成形温度に、数分以上1時間以下、好ましくは5〜30分間にわたって、加熱されて、成形される。
【0064】
医療用チューブ1を押出成形法によって成形する場合には、例えば、所望の大きさを有する丸ダイを用いて、ゴム組成物を加熱すると共に管状に押し出して成形すればよく、また、射出成形法によって成形する場合には、例えば、所望の大きさを有する金型を用いて、金型内にゴム組成物を射出し、金型ごと加熱して、成形すればよい。
【0065】
医療用チューブ1に連通孔5を形成する場合には、例えば、押出成形法では、外側又は内部に連通孔15を形成可能な成形ピンを配置した丸ダイを用いればよく、また、射出成形法では、連通孔15を形成可能な成形ピンを配置した金型を用いればよい。
【0066】
ゴム組成物は、所望により、さらに、二次加熱が行われてもよい。二次加熱は、前記条件で架橋されたゴム組成物をより確実に架橋させる工程であり、二次加熱によって、医療用チューブ1の物性が安定するという効果が得られる。二次加熱は、例えば、前記の条件で成形されたゴム組成物を、さらに、例えば、加熱器等を用いて、180〜250℃、好ましくは190〜230℃で、1〜24時間、好ましくは3〜10時間にわたって、又は、金型を用いて、例えば、130〜200℃、好ましくは150〜180℃で、5分以上24時間以下、好ましくは10分以上10時間以下にわたって、再度加熱されることによって、行われる。
【0067】
このようにして成形された医療用チューブ1は、所望により、仕上げ工程として、所望の内径、外径及び形状等に調整する研削工程及び/又は研磨工程等が施される。研削工程及び/又は研磨工程は、従来から利用されている研削盤、円筒研削盤、やすり等により、定法に従って行うことができる。また、研削工程及び/又は研磨工程後に、研削カス、研磨カス、異物等を除去するため、所望により、医療用チューブ1を洗浄してもよい。洗浄は、例えば、水等を用いた湿式洗浄及び/又はウエス等を用いたふき取り洗浄、送風洗浄等が挙げられる。
【0068】
このようにして、医療用チューブ1が製造され、この医療用チューブ1は、軽量化であると共に、医療用チューブ1が変位してもまた負圧下にあっても、医療用チューブ1が閉塞することを防止することができるから、被移送物を移送する医療用チューブとして好適に用いられる。特に、医療用チューブ1は、軽量化と閉塞防止特性とを両立することができるので、常圧下で使用される用途に限られず、負圧下で使用される用途にも適用することができ、また、加圧下で使用される用途にも適用することができる。具体的には、医療用チューブ1は、例えば、−5kPaの圧力下において使用されても、医療用チューブ1A(中空内部2)が閉塞することなく、被移送物を所望のように移送することができる。医療用チューブ1が移送する被移送物は、気体、液体、ゲル、固形物又はこれらの混合物等、その形態は特に限定されず、例えば、非健常者における血液等の体液、尿等の排泄液及び生理食塩水等の治療液等が挙げられる。
【0069】
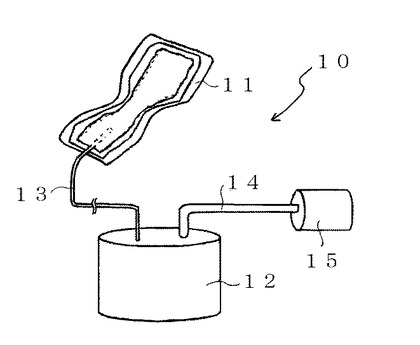
医療用チューブ1を用いた排尿処理装置10について説明する。この排尿処理装置10は、図5に示されるように、非健常者(図示しない。)から排泄された尿を吸収する吸尿材を備えた尿レシーバ、例えば、おむつ11と、密閉された尿貯留槽12と、一端が前記おむつ11に接続され、他端が前記尿貯留槽12に接続された採尿用チューブ13と、吸引チューブ14によって前記尿貯留槽12に接続され、前記尿貯留槽12内の圧力を低下させる真空ポンプ15とを備えている。この排尿処理装置10においては、前記採尿用チューブ13及び吸引チューブ14として医療用チューブ1が使用されている。
【0070】
前記おむつ11は、従来のおむつ、好適には排尿処理装置に使用可能なおむつであれば、特に制限されずに、使用することができ、例えば、略矩形状で長手方向の略中央部でその幅が狭く絞られた形状に形成され、通常、表面シート、吸尿材、支持シート及びギャザー等により構成される。前記尿貯留槽12は、通常、図示しない蓋部材で密閉され、採尿用チューブ13を介しておむつ11から移送された尿を一時貯留する。尿貯留槽12は、通常、500mL程度の容量に調整されるが、所望により1000mL以上に調整されてもよい。前記採尿用チューブ13は、おむつ11にその一端が接続され、具体的には、おむつ11の吸尿材に当接し、吸尿材に吸収された尿を吸引することができるように、接続されている。また、採尿用チューブ13の他端は、尿貯留槽12、具体的には、尿貯留槽12の気相部分に接続されている。これにより、おむつ11の吸尿材から尿を尿貯留槽12に移送することができる。前記真空ポンプ15は、駆動手段、例えば、モータ等によって駆動し、吸引チューブ14、尿貯留槽12、採尿用チューブ13及び吸尿材からなる系を負圧、例えば、−5kPa程度の圧力にする。前記吸引チューブ14は、その一端は尿貯留槽12、具体的には、尿貯留槽12の気相部分に接続され、他端は真空ポンプ15に接続されている。
【0071】
排尿処理装置10において、おむつ11は非健常者に装着され、尿貯留槽12及び真空ポンプ15は、非健常者の近傍、例えば、ベッド脇、又は、非健常者が携帯できる位置に、配置される。この配置状態で非健常者が排尿すると、おむつ11に排尿された尿は吸尿材に吸尿される。非健常者又は看護人が非健常者の排尿を確認すると、又は、おむつ11に内蔵された尿センサ(図示しない。)が尿を確認すると、真空ポンプ15が起動される。そうすると、真空ポンプ15の駆動により、吸引チューブ14を介して尿貯留槽12内が負圧になり、次いで、採尿用チューブ13も負圧になる。その結果、吸尿材に吸尿された尿は、採尿用チューブ13により吸引され、採尿用チューブ13を経由して、尿貯留槽12に移送され、一時的に貯留される。尿貯留槽12に一時的に貯留された尿は、所望の間隔をおいて間欠的に廃棄される。このようにして、排尿処理装置10は非健常者の排尿をサポートすることができる。
【0072】
この排尿処理装置10は、採尿用チューブ13及び吸引チューブ14として、この発明に係る医療用チューブ1を備えているから、排尿処理装置10の小型軽量化に貢献することができ、非健常者の活動を容易にする。さらに、非健常者の活動等により、採尿用チューブ13及び吸引チューブ14が変位しても、また、採尿用チューブ13及び吸引チューブ14を負圧下で使用しても、採尿用チューブ13及び吸引チューブ14が閉塞することを防止することができ、吸尿材に吸尿された尿を所望のように吸引して、尿貯留槽12に移送することができる。
【0073】
この発明における医療用チューブは、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。
【0074】
例えば、医療用チューブ1A、1B及び1Cは、管壁3A、3B及び3Cの外周面にリブ4A、4B及び4Cがそれぞれ、10本、15本及び10本ずつ形成されているが、この発明においては、リブが形成される個数は特に限定されず、例えば、リブは少なくとも1本形成されていればよく、好ましくは2本以上、より好ましくは4本以上、特に好ましくは、8本以上形成される。リブが2本以上形成されると、医療用チューブの閉塞を所望のように防止することができる。一方、リブを多数形成すると、医療用チューブの軽量化を十分に達成することができなくなる場合があり、この発明においては、リブの断面積等にも依存するが、例えば、リブの形成数は20本以下にされるのが好ましい。また、医療用チューブ1A、1B及び1Cは、リブ4A、4B及び4Cが略等間隔に形成されているが、この発明においては、リブは等間隔に形成される必要はない。
【0075】
医療用チューブ1A、1B及び1Cは、管壁3A、3B及び3Cの外周面に、軸方向に垂直な面で切断した断面が波形のリブ4A及び4C又は矩形のリブ4Bが形成されているが、この発明においては、リブの断面形状は特に限定されず、例えば、管壁の外周面に、軸方向に垂直な面で切断した断面が波形及び矩形以外の形状、例えば、三角形、五角形等の多角形、半円形、半楕円形及び不定形等のリブが形成されてもよい。また、医療用チューブ1A、1B及び1Cは、管壁3A、3B及び3Cの外周面にリブ4A、4B及び4Cが形成されているが、この発明においては、リブが形成される管壁は外周面に限定されず、管壁の内周面にリブが形成されてもよい。さらに、医療用チューブ1A、1B及び1Cは、管壁3A、3B及び3Cの外周面に軸方向に略平行に延在するリブ4A、4B及び4Cが形成されているが、この発明においては、リブは軸方向に対して略平行に形成される必要はなく、例えば、管壁の外周面に軸方向に所定の角度で延在する、例えば、螺旋状に軸方向に延在するリブが形成されてもよい。さらにまた、医療用チューブ1A、1B及び1Cは、管壁3A、3B及び3Cの外周面に軸方向に連続して延在するリブ4A、4B及び4Cが形成されているが、この発明においては、リブは一端から他端まで連続して形成される必要はなく、例えば、管壁の外周面に軸方向に延在する凸状体が所定の間隔をおいて複数配置されて成るリブが形成されてもよい。
【0076】
医療用チューブ1A及び1Cは、リブ4A及び4Cと凹部7A及び7Cとが異なる曲率半径を有しているが、この発明においては、リブと凹部とが異なる曲率半径を有している必要はなく、同じ曲率半径を有していてもよい。
【0077】
医療用チューブ1C及び1Dは、管壁3C及び3Dの内部に軸方向に貫通形成された連通孔5C及び5Dをそれぞれ10本及び20本有しているが、この発明においては、連通孔が形成される本数は特に限定されず、例えば、管壁の内部に軸方向に貫通形成された連通孔は少なくとも1本形成されていればよく、好ましくは2本以上、より好ましくは4本以上、特に好ましくは、8本以上形成される。連通孔が2本以上形成されると、医療用チューブの軽量化を所望のように達成することができる。一方、連通孔を多数形成すると、医療用チューブの強度が低下し、医療用チューブの閉塞防止特性が損なわれる場合があり、この発明においては、連通孔の断面積等にも依存するが、例えば、連通孔の形成数は30本以下にされるのが好ましい。医療用チューブ1C及び1Dは、連通孔5C及び5Dが略等間隔に形成されているが、この発明においては、連通孔は等間隔に形成される必要はない。
【0078】
医療用チューブ1C及び1Dは、管壁3C及び3Dの内部に、軸方向に垂直な面で切断した断面が略円形の連通孔5C及び5Dが形成されているが、この発明においては、連通孔の断面形状は特に限定されず、例えば、管壁に、軸方向に垂直な面で切断した断面が円形以外の形状、例えば、三角形等の多角形、楕円形、不定形、半円形及び半楕円形等の連通孔が形成されてもよい。また、医療用チューブ1C及び1Dは、管壁3C及び3Dの内部に、軸方向に略平行に延在する連通孔5C及び5Dが形成されているが、この発明においては、連通孔は軸方向に対して略平行に形成される必要はなく、例えば、管壁の内部に、軸方向に所定の角度で延在する、例えば、螺旋状に軸方向に延在する連通孔が形成されてもよい。さらに、医療用チューブ1C及び1Dは、管壁3C及び3Dの内部に、軸方向に連続して延在する連通孔5C及び5Dが形成されているが、この発明においては、連通孔は一端から他端まで連続して形成される必要はなく、例えば、管壁の内部に、軸方向に延在する孔が所定の間隔をおいて複数配置されて成る連通孔が形成されてもよい。
【0079】
医療用チューブ1Cは、リブ4Cそれぞれの内部に連通孔5Cを有しているが、この発明においては、リブそれぞれの内部に連通孔が形成される必要はなく、例えば、管壁3Cの複数のリブにおいて、交互に連通孔が形成されてもよく、2つおきに連通孔が形成されてもよい。また、医療用チューブ1Cは、リブ4Cそれぞれの内部に連通孔5Cを有しているが、この発明においては、1つのリブに1つの連通孔が形成される必要はなく、例えば、1つのリブに複数の連通孔が形成されてもよい。さらに、医療用チューブ1Cは、リブ4Cの内部に連通孔5Cを有しているが、この発明においては、リブの内部に連通孔5Cを有している必要はなく、例えば、リブ以外の管壁内部に連通孔が形成されてもよく、リブの内部とリブ以外の管壁の内部とに連通孔が形成されてもよい。
【実施例】
【0080】
(実施例1)
適量の青色顔料(「KEcolorMB」、信越化学工業株式会社製)を配合した付加反応型シリコーンゴム組成物「KE−561」(商品名、信越化学工業株式会社製)を準備した。この付加反応型シリコーンゴム組成物はJIS A硬度が60であった。
【0081】
断面の内縁が円形(内径6mm)で、外縁が所定数の波形(仮想外径9mm、波形における凸部の曲率半径約0.6mm、凹部の曲率半径約1.0mm、凸部の高さ約0.8mm)を成し、図1に示される断面形状に押出し可能な丸ダイを備えた押出成形機の水温を25℃に設定し、次いで、この押出成形機を用いて、青色顔料を含有する付加反応型シリコーンゴム組成物「KE−561」(商品名、信越化学工業株式会社製)からなる管状成形体を得た。次いで、ギアーオーブンを用いて、200℃で4時間にわたって、管状成形体を二次加熱し、常温にて24時間放置した。このようにして、図1に示される医療用チューブIを作製した。この医療用チューブIの管壁における面積率は70%であった。
【0082】
(実施例2)
前記丸ダイに代えて、断面の内縁が円形(内径6mm)で、外縁が所定数の凸状体(仮想外径9mm、凸部の幅約0.9mm、凹部の幅約0.8mm、凸部の高さ約0.8mm)を有し、図2に示される断面形状に押出し可能な丸ダイを用いた以外は、実施例1と同様にして、図2に示される医療用チューブIIを作製した。この医療用チューブIIの管壁における面積率は72%であった。
(実施例3)
前記丸ダイに代えて、断面の内縁が円形(内径6mm)で、外縁が所定数の波形(仮想外径9mm、波形における凸部及び凹部の曲率半径約0.5mm、凸部の高さ約0.8mm)を成し、波形の凸部内に連通孔を形成可能な成形ピン(直径0.5mm)がそれぞれ配置された、図3に示される断面形状に押出し可能な形状を成した丸ダイを用いた以外は、実施例1と同様にして、図3に示される医療用チューブIIIを作製した。この医療用チューブIIIの管壁における面積率は62%であった。
(実施例4)
前記丸ダイに代えて、断面の内縁(内径6mm)及び外縁(外径9mm)が円形で、内部に連通孔を形成可能な成形ピン(直径0.7mm)が所定数配置された図4に示される断面形状に押出し可能な形状を成した丸ダイを用いた以外は、実施例1と同様にして、図4に示される医療用チューブIVを作製した。この医療用チューブIVの管壁における面積率は80%であった。
【0083】
(実施例5及び6)
前記付加反応型シリコーンゴム組成物「KE−561」に代えて、付加反応型シリコーンゴム組成物「KE−571」を用いた以外は、実施例1及び3と同様にして、図1及び3に示される医療用チューブV及びVIを作製した。付加反応型シリコーンゴム組成物「KE−571」はJIS A硬度が70であった。
(実施例7及び8)
前記付加反応型シリコーンゴム組成物「KE−561」に代えて、前記付加反応型シリコーンゴム組成物「KE−561」と付加反応型シリコーンゴム組成物「KE−571」との等量混合物を用いた以外は、実施例1及び3と同様にして、図1及び3に示される医療用チューブVII及びVIIIを作製した。付加反応型シリコーンゴム組成物「KE−571」と「KE−561」との混合物はJIS A硬度が65であった。
(実施例9及び10)
前記付加反応型シリコーンゴム組成物「KE−561」に代えて、付加反応型シリコーンゴム組成物「KE−9610」を、所定の金型を用いて成形した以外は、実施例1及び3と同様にして、図1及び3に示される医療用チューブIX及びXを作製した。付加反応型シリコーンゴム組成物「KE−9610」はJIS A硬度が60であった。
【0084】
(実施例11及び12)
前記付加反応型シリコーンゴム組成物「KE−561」に代えて、付加反応型シリコーンゴム組成物「KE−561」100質量部に、発泡剤「KE−P−26」(商品名、信越化学工業株式会社製)3質量部を配合した付加反応型発泡シリコーンゴム組成物を用いた以外は、実施例1及び3と同様にして、図1及び3に示される医療用チューブXI及びXIIを作製した。付加反応型発泡シリコーンゴム組成物はJIS A硬度が52であった。これらの医療用チューブXI及びXIIは、電子顕微鏡で観察したところ、独立セル状態のセルが均一に形成されていた。
(実施例13及び14)
前記付加反応型シリコーンゴム組成物「KE−561」に代えて、中空フィラー含有付加反応型シリコーンゴム組成物「X−30−3966」(商品名、信越化学工業株式会社製)を用いた以外は、実施例1及び3と同様にして、図1及び3に示される医療用チューブXIII及びXIVを作製した。中空フィラーは12μmの平均粒径を有し、この中空フィラー含有付加反応型発泡シリコーンゴム組成物はJIS A硬度が52であった。これらの医療用チューブXIII及びXIVは、電子顕微鏡で観察したところ、独立セル状態の中空部が均一に形成されていた。
【0085】
(比較例1)
前記丸ダイに代えて、断面の内縁及び外縁が円形である通常の丸ダイを用いた以外は、実施例1と同様にして、医療用チューブXVを作製した。この医療用チューブXVの管壁における面積率は100%であった。
(比較例2)
前記丸ダイに代えて、波形の凹部内に連通孔を形成可能な成形ピン(直径1.1mm)がそれぞれ配置された、図3に示される断面形状に押出し可能な丸ダイを用いた以外は、実施例3と同様にして、医療用チューブXVIを作製した。この医療用チューブXVIの管壁における面積率は42%であった。
(比較例3)
前記丸ダイに代えて、内部に連通孔を形成可能な成形ピン(直径0.6mm)が所定数配置された、図4に示される断面形状に押出し可能な丸ダイを用いた以外は、実施例4と同様にして、医療用チューブXVIIを作製した。この医療用チューブXVIIの管壁における面積率は87%であった。
(比較例4)
前記付加反応型シリコーンゴム組成物「KE−561」に代えて、シリコーンゴム組成物「KE9410」(商品名、信越化学工業株式会社製)を用いた以外は、実施例1と同様にして、図1に示される医療用チューブXVIIIを作製した。このシリコーンゴム組成物はJIS A硬度が43であった。
(比較例5)
前記付加反応型シリコーンゴム組成物「KE−561」に代えて、シリコーンゴム組成物「KE581−U」(商品名、信越化学工業株式会社製)を用いた以外は、実施例1と同様にして、図1に示される医療用チューブXIXを作製した。なお、シリコーンゴム組成物「KE581−U」は、実施例1に記載の押出成形では、成形容易性に劣り、医療用チューブXIXは作製が困難であったが、押出しインダイとアウトダイの材料流路面を研磨調整することにより、作製することができた。このシリコーンゴム組成物はJIS A硬度が82であった。
【0086】
作製した医療用チューブI〜XIXのJIS A硬度及び密度、及び、作製した医療用チューブXI〜XIVにおけるセル又は中空部の平均セル径、標準偏差σ及びセル間距離を、前記方法により測定した結果を、表1に示す。
【0087】
【表1】

【0088】
また、作製した医療用チューブI〜XIXを採尿用チューブとして備えた図5に示す排尿処理装置(おむつは、ユニ・チャーム株式会社製、商品名「介護用オムツ」を使用した。)を健常者に装着して、自由に活動してもらい、活動によって生じる採尿用チューブの変位に起因する採尿用チューブの閉塞状況を確認した。その結果、作製した医療用チューブI〜XV、XVII及びXIXは、採尿用チューブが変位しても、採尿用チューブが完全に閉塞することはなかったのに対して、医療用チューブXVI及びXVIIIは、採尿用チューブが完全に閉塞する場合が多かった。
【0089】
さらに、この排尿処理装置の吸尿材に300mLの生理食塩水を吸収させ、真空ポンプを起動して、約−5kPaの負圧下で、吸尿材に吸収された生理食塩水を尿貯留槽に移送したところ、医療用チューブI〜XV、XVII及びXIXは、採尿用チューブが完全に閉塞することはなく、生理食塩水のほぼ全量を尿貯留槽に移送することができたのに対して、医療用チューブXVI及びXVIIIは、採尿用チューブが完全に閉塞し、生理食塩水の全量を尿貯留槽に移送することはできなかった。
【0090】
なお、医療用チューブXV及びXVIIは、変位してもまた負圧下にあっても閉塞することをある程度防止することができたが、軽量化という観点からは、十分ではなかった。
【図面の簡単な説明】
【0091】
【図1】図1は、この発明の一実施例である医療用チューブにおける断面を示す概略断面図である。
【図2】図2は、この発明の別の一実施例である医療用チューブにおける断面を示す概略断面図である。
【図3】図3は、この発明のまた別の一実施例である医療用チューブにおける断面を示す概略断面図である。
【図4】図4は、この発明のさらに別の一実施例である医療用チューブにおける断面を示す概略断面図である。
【図5】図5は、排尿処理装置の構成を示す概略構成図である。
【符号の説明】
【0092】
1A、1B、1C、1D 医療用チューブ
2 中空空間
3A、3B、3C、3D 管壁
4A、4B、4C リブ
5C、5D 連通孔
6A、6B、6C 外接円
7A、7B、7C 凹部
10 排尿処理装置
11 おむつ
12 尿貯留槽
13 採尿用チューブ
14 吸引チューブ
15 真空ポンプ
【技術分野】
【0001】
本発明は、ゴム製医療用チューブに関し、さらに詳しくは、被移送物を所望のように移送することができる軽量な医療用チューブに関する。
【背景技術】
【0002】
従来、医療現場において、気体、液体、ゲル、固形物又はこれらの混合物等を移送するチューブが用いられている。例えば、人体に挿入若しくは留置し、又は、医療装置に装着され、血液、尿等の体液又は排泄液を体内又は医療装置等から移送するのに用いられる医療用チューブ等が挙げられる。医療用チューブのより具体的な使用例として、例えば、寝たきり老人、身障者、排尿困難者及び入院患者等の非健常者における排尿をサポートする排尿処理装置(例えば、図5参照。)等が挙げられる。
【0003】
医療用チューブの一例として、例えば、特許文献1には、「ほぼ中央部にメインルーメン(2)を設けて管状に形成したチューブ(1)において、該チューブ(1)の管壁(3)に基端部から先端部へ通ずる断面形状が軸方向にほぼ角を形成する複数のサブルーメン(4)をほぼ等間隔に配設し、管壁(3)の内面には、軸方向かつ、前記サブルーメン(4)と相対する位置に複数のリブ(5)を突設したことを特徴とするデュアルドレーン」が記載されている。また、特許文献2には、「流体導通用のオレフィン系樹脂製の軟質チューブであって、チューブの管壁が凹凸形状の縦断面を有することを特徴とする医療用オレフィン系樹脂チューブ」が記載されている。
【0004】
このような医療用チューブは、固定された医療装置又は非健常者等に用いられるが、近年、医療用チューブが使用される医療装置の小型軽量化等の要望に応じて医療用チューブも軽量化が求められている。また、医療用チューブは、固定された医療装置又は非健常者等に用いられる他に、移動可能な医療装置又は非健常者であっても自由に活動若しくは行動可能な非健常者にも用いられることもあり、さらに、前記排尿処理装置等のように、医療用チューブが負圧下で用いられることもあるから、軽量化に加えて、医療装置の移動又は活動等可能な非健常者の活動等によって医療用チューブが変位しても、また、医療用チューブが負圧下にあっても、医療用チューブが閉塞することなく、被移送物を移送することができる特性も要求される。
【0005】
特許文献1に記載のデュアルドレーンチューブは、「チューブ管壁に穿設するサブルーメンは、断面形状として軸方向に角を形成させる。のみならず、穿設する位置を前記リブと相対するようにする。このようにすると、サブルーメンの断面形状を円形又は楕円形にした場合と異なり、閉塞することを防ぐとともに、前記角の先端部分による毛細管現象で流体が流れ易くなるばかりでなく、リブによってチューブ全体の折れ曲がりの程度が制限され、従ってサブルーメンの存在する位置においては、極端に折れ曲がることはない」と記載されている(特許文献1の段落番号0004欄参照。)。
【0006】
また、特許文献2に記載の医療用オレフィン系樹脂チューブは、凹凸形状の大きさ、設定個数及び設定位置等については何ら限定されていないが(特許文献2の段落番号0012欄参照。)、「チューブの管壁が縦断面の凹凸形状であることにより、チューブにおける強度を保持したまま、より大きな柔軟性を保持させることができる」と記載されている(特許文献2の段落番号0012欄参照。)。
【0007】
しかし、近年の医療技術の発展、活動等可能な非健常者の活動範囲の拡大及び活動量の増大、さらには、負圧下における使用頻度の増大等により、医療用チューブには、軽量化と共に閉塞防止特性が要求されている。
【0008】
【特許文献1】特開2000−237302号公報
【特許文献2】特開2003−310745号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
この発明は、被移送物を所望のように移送することができる軽量な医療用チューブを提供することを目的とする。
【課題を解決するための手段】
【0010】
前記課題を解決するための手段として、
請求項1は、軸方向に垂直な面で切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%の管壁を有し、JIS A硬度が50〜80であるゴム製医療用チューブであり、
請求項2は、前記管壁は、その内周面及び/又は外周面に、軸方向に延在するリブを有する請求項1に記載のゴム製医療用チューブであり、
請求項3は、前記管壁は、その内部に、軸方向に貫通形成された連通孔を有する請求項1又は2に記載のゴム製医療用チューブであり、
請求項4は、前記ゴムは、その内部にセル又は中空部を有するゴムである請求項1〜3のいずれか1項に記載のゴム製医療用チューブである。
【発明の効果】
【0011】
この発明に係るゴム製医療用チューブは、軸方向に垂直な面で切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%の管壁を有し、かつ、JIS A硬度が50〜80に調整されているから、医療用チューブの軽量化を図ることができると共に、医療用チューブが変位してもまた負圧下にあっても、医療用チューブが閉塞することを防止することができる。したがって、この発明によれば、被移送物を所望のように移送することができる、軽量な医療用チューブを提供することができる。
【発明を実施するための最良の形態】
【0012】
この発明の一実施例である医療用チューブを、図面を参照して、説明する。この医療用チューブ1Aは、後述するゴム組成物で管状に形成されて成り、図1に示されるように、軸方向に垂直な面で管壁3Aを切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%の管壁3Aを有している。
【0013】
医療用チューブ1Aは、図1に示されるように、管壁3Aに囲繞されたところの、医療用チューブ1Aの軸方向に貫通形成された中空空間2を有している。つまり、中空空間2は、医療用チューブ1Aの軸方向に延在し、体液又は排泄液等の被移送物を移送する。
【0014】
医療用チューブ1Aは、図1に示されるように、管壁3Aを有し、この管壁3Aは、外周面の外側(半径方向)に断面が円弧状に突出し、かつ医療用チューブ1Aの軸方向に略平行に延在するリブ4Aがほぼ等間隔に10本形成されて成る。すなわち、管壁3Aは、リブ4Aと、医療用チューブ1Aの軸方向に略平行に延在する円弧状の凹部7Aとを備え、リブ4Aと凹部7Aとは、図1に示されるように、異なる曲率半径を有し、医療用チューブ1Aの円周方向に、ほぼ等間隔で交互に配置され、それぞれ10本ずつ形成されている。さらに換言すると、管壁3Aは、図1に示されるように、軸方向に垂直な面で切断した断面において、管壁3Aの内縁は円形に形成され、管壁3Aの外縁は波形様又は正弦波様の凹凸形状、例えば、波形様又は正弦波様の平目ローレット形状又は平目ナーリング形状に形成されている。
【0015】
そして、この医療用チューブ1Aの管壁3Aは、軸方向に垂直な面で切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%である。管壁3Aにおける前記仮想面積に対する実面積の割合(以下、管壁における面積率と称することがある。)が45〜85%であると、医療用チューブ1Aの軽量化を図ることができると共に、医療用チューブ1Aが変位してもまた負圧下にあっても、医療用チューブ1Aが閉塞することを防止することができる。医療用チューブ1Aの軽量化と閉塞防止特性とをより高い水準でバランスよく両立することができる点で、管壁3Aにおける面積率は、50〜83%であるのが好ましく、55〜81%であるのが特に好ましい。
【0016】
ここで、前記断面における仮想外径は、医療用チューブ1Aのように、管壁の外周面にリブが形成されている場合には、医療用チューブと同心を持ち、すべてのリブが少なくとも1点で外接する外接円の直径であり、管壁の外周面にリブが形成されていない場合には、管壁の外径である。同様に、前記断面における仮想内径は、管壁の内周面にリブが形成されている場合には、医療用チューブと同心を持ち、すべてのリブが少なくとも1点で内接する内接円の直径であり、管壁の内周面にリブが形成されていない場合には、管壁の内径である。医療用チューブ1Aにおいては、前記断面における仮想外径は、図1に破線で示されるところの、医療用チューブ1Aと同心を持ち、すべてのリブ4Aがその頂部で外接する外接円6Aの直径であり、仮想内径は、管壁3Aの内径である。
【0017】
医療用チューブ1Aは、50〜80のJIS A硬度に調整されている。医療用チューブ1AのJIS A硬度が50〜80であると、医療用チューブ1Aが閉塞することを防止することができると共に、医療用チューブ1Aを前記管壁3Aにおける面積率を有する形状に容易に成形することができる。医療用チューブ1Aの閉塞防止特性と成形容易性とを両立することができる点で、JIS A硬度は、55〜80であるのが好ましく、60〜80であるのが特に好ましい。
【0018】
医療用チューブ1Aは、軽量化を実現することができるが、具体的には、その密度が0.8〜1.4g/cm3であるのが好ましく、1.15〜1.35g/cm3であるのがより好ましく、1.2〜1.3g/cm2であるのが特に好ましい。医療用チューブ1Aの密度は、電子密度計 (水中置換法 水温23℃)によって、測定することができる。
【0019】
医療用チューブ1Aは、前記管壁3Aにおける面積率を有していれば、その用途、被移送物の移送量等に応じて、例えば、内径(仮想内径)、仮想外径及び長さ、並びに、リブ4Aの高さ(管壁3Aの外周面からの最大突出長さ)、幅、形状及び形成される個数等を任意に設定することができる。医療用チューブ1Aの一例を挙げると、医療用チューブ1Aは、例えば、約6mmの内径、約9mmの仮想外径、約0.7〜0.8mmのリブ4Aの高さを有する管壁3Aで形成されて成る。
【0020】
この発明の別の一実施例である医療用チューブ1Bは、図2に示されるように、管壁3Bの外縁形状が異なる以外は、前記医療用チューブ1Aと基本的に同様である。医療用チューブ1Bの管壁3Bは、外周面の外側(半径方向)に断面が略矩形に突出し、かつ医療用チューブ1Bの軸方向に略平行に延在するリブ4Bがほぼ等間隔に15本形成されて成り、各リブ4Bの角部は面取りされている。換言すると、管壁3Bは、図2に示されるように、軸方向に垂直な面で切断した断面において、管壁3Bの内縁は円形に形成され、管壁3Bの外縁は、略矩形の断面を有する凸状のリブ4Bが所定間隔をおいて配置された凹凸形状、別言すれば、略矩形の断面を有する凹部7Bが所定間隔をおいて穿設された凹凸形状、例えば、平目ローレット形状又は平目ナーリング形状に形成されている。
【0021】
医療用チューブ1Bにおいて、前記仮想外径は、図2に破線で示されるところの、医療用チューブ1Bと同心を持ち、すべてのリブ4Bがその頂部で外接する外接円6Bの直径であり、仮想内径は、管壁3Bの内径である。
【0022】
医療用チューブ1Bの一例を挙げると、医療用チューブ1Bは、例えば、約6mmの内径、約9mmの仮想外径、約0.7〜0.8mmのリブ4Bの高さ、約0.8〜0.9mmのリブ4Bの幅及び凹部7Bの幅を有する管壁3Bで形成されて成る。
【0023】
この発明のまた別の一実施例である医療用チューブ1Cは、図3に示されるように、後述するゴム組成物で管状に形成されて成り、図3に示されるように、管壁3C内部に、軸方向に貫通形成された連通孔5Cを有し、軸方向に垂直な面で管壁3Cを切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%の管壁3Cを有している。
【0024】
医療用チューブ1Cは、図3に示されるように、管壁3Cに囲繞されたところの、医療用チューブ1Cの軸方向に貫通形成された中空空間2を有している。つまり、中空空間2は、医療用チューブ1Cの軸方向に延在し、体液又は排泄液等の被移送物を移送する。
【0025】
医療用チューブ1Cは、図3に示されるように、管壁3Cを有し、この管壁3Cは、外周面の外側(半径方向)に断面が円弧状に突出し、かつ医療用チューブ1Cの軸方向に略平行に延在するリブ4Cがほぼ等間隔に10本形成されて成る。すなわち、管壁3Cは、リブ4Cと、医療用チューブ1Cの軸方向に略平行に延在する円弧状の凹部7Cとを備え、リブ4Cと凹部7Cとは、図3に示されるように、異なる曲率半径を有し、医療用チューブ1Cの円周方向に、ほぼ等間隔で交互に配置され、それぞれ10本ずつ形成されている。さらに換言すると、管壁3Cは、図3に示されるように、軸方向に垂直な面で切断した断面において、管壁3Cの内縁は円形に形成され、管壁3Cの外縁は波形様又は正弦波様の凹凸形状、例えば、波形様又は正弦波様の平目ローレット形状又は平目ナーリング形状に形成されている。さらに、管壁3Cは、その内部に、具体的には、図3に示されるように、前記リブ4Cそれぞれの内部に、軸方向に略平行に貫通形成された連通孔5Cを有している。
【0026】
そして、この医療用チューブ1Cの管壁3Cは、軸方向に垂直な面で切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%である。管壁3Cにおける面積率が45〜85%であると、医療用チューブ1Cの軽量化を図ることができると共に、医療用チューブ1Cが変位してもまた負圧下にあっても、医療用チューブ1Cが閉塞することを防止することができる。医療用チューブ1Cの軽量化と閉塞防止特性とをより高い水準でバランスよく両立することができる点で、管壁3Cにおける面積率は、50〜83%であるのが好ましく、55〜81%であるのが特に好ましい。
【0027】
ここで、前記断面における仮想外径は、医療用チューブ1Aと同様に定義され、医療用チューブ1Cにおいては、前記断面における仮想外径は、図3に破線で示されるところの、医療用チューブ1Cと同心を持ち、すべてのリブ4Cがその頂部で外接する外接円6Cの直径であり、仮想内径は、管壁3Cの内径である。また、医療用チューブに連通孔が形成されている場合には、管壁における仮想断面積は仮想外径と仮想内径とから算出される面積であり、管壁における実面積は管壁の断面積から連通孔における開口の合計面積を差し引いた面積である。
【0028】
医療用チューブ1Cは、50〜80のJIS A硬度に調整されている。医療用チューブ1CのJIS A硬度が50〜80であると、医療用チューブ1Cが閉塞することを防止することができると共に、医療用チューブ1Cを前記管壁における面積率を有する形状に容易に成形することができる。医療用チューブ1Cの閉塞防止特性と成形容易性とを両立することができる点で、JIS A硬度は、55〜80であるのが好ましく、60〜80であるのが特に好ましい。
【0029】
医療用チューブ1Cは、軽量化を実現することができるが、具体的には、その密度が0.8〜1.4g/cm3であるのが好ましく、1.1〜1.35g/cm3であるのがより好ましく、1.15〜1.3g/cm2であるのが特に好ましい。医療用チューブ1Cの密度は、医療用チューブ1Aと同様にして、測定することができる。
【0030】
医療用チューブ1Cは、管壁3Cにおける前記面積率を有していれば、その用途、被移送物の移送量等に応じて、例えば、内径(仮想内径)、外径(仮想外径)及び長さ、リブ4Cの高さ、幅、形状及び形成される個数、並びに、連通孔5Cの形状、断面における開口面積及び貫通形成される個数等を任意に設定することができる。医療用チューブ1Cの一例を挙げると、医療用チューブ1Cは、例えば、約6mmの内径、約9mmの仮想外径、約0.7〜0.8mmのリブ4Cの高さ、開口直径約0.5mmの連通孔5Cを有する管壁3Cで形成されて成る。
【0031】
この発明のさらに別の一実施例である医療用チューブ1Dは、図4に示されるように、管壁3Dにリブが形成されていない以外は、医療用チューブ1Cと基本的に同様である。すなわち、医療用チューブ1Dは、図4に示されるように、管壁3Dで形成され、この管壁3Dは、その外周面及び内周面に突出するリブを有してなく、管壁3D内部に軸方向に略平行に貫通形成された連通孔5Dを20本有して成る。
【0032】
医療用チューブ1Dにおいて、仮想外径は管壁3Dの外径であり、仮想内径は管壁3Bの内径である。医療用チューブ1Dの一例を挙げると、医療用チューブ1Dは、例えば、約6mmの内径、約9mmの外径、開口直径約0.7mmの連通孔5Dを有する管壁3Dで形成されて成る。
【0033】
前記医療用チューブ1A〜1D(以下、医療用チューブ1と称することがある。)は、後述する発泡剤含有ゴム組成物又は中空フィラー含有ゴム組成物で形成されている場合には、前記管壁3A〜3D(以下、管壁3と称することがある。)における面積率及びJIS A硬度に加えて、管壁3の内部及び表面に形成されるところの、発泡剤に由来するセル又は中空フィラーに由来する中空部が以下の特性を有するのが、閉塞防止特性と維持しつつ、さらなる軽量化が図れる点で、好ましい。この発明において、発泡剤の発泡又は分解等によって生じる中空領域をセルと称し、中空フィラー等に由来する中空領域を中空部と称するが、以下、セルと中空部とをあわせてセルと称することがある。
【0034】
前記セル又は中空部は、図示しないが、互いに他のセル又は中空部に接することのない若しくは連通することのない状態(独立セル状態と称する。)であってもよく、他のセル又は中空部に接し若しくは連通している状態(連通セル状態と称する。)であってもよく、又は、前記独立セル状態と前記連通セル状態とが共存する状態であってもよい。セル又は中空部は、管壁3に均一に分散又は散在しているのがよい。
【0035】
セル又は中空部は、医療用チューブ1のJIS A硬度が前記範囲になるように、その大きさ等が決定されるのが好ましい。例えば、セル又は中空部は、平均セル径が5〜200μmであるのが好ましく、10〜180μmであるのが特に好ましい。セル又は中空部の平均セル径が前記範囲内にあると、医療用チューブ1のJIS A硬度を所望の範囲に維持することができると共に、医療用チューブ1のさらなる軽量化を図ることができ、その結果、医療用チューブ1の軽量化と閉塞防止特性とをきわめて高い水準でバランスよく両立することができる。ここで、セル又は中空部の平均セル径は、医療用チューブ1の表面又は任意の面で切断したときの切断面において、約2mm2の領域を電子顕微鏡等で観察し、観察視野内に存在する各セル又は中空部における開口部の最大長さを測定して、測定された最大長さを算術平均して得られた平均長さとして、求めることができる。
【0036】
セルのセル径は、標準偏差σが、例えば、0.1以下であるのが好ましく、0.07以下であるのがより好ましく、0.05以下であるのが特に好ましい。一方、中空部のセル径は、標準偏差σが、例えば、0.01〜0.15であるのが好ましく、0.01〜0.1であるのがより好ましく、0.02〜0.07であるのが特に好ましい。セル又は中空部におけるのセル径の標準偏差σが前記範囲内にあると、医療用チューブ1におけるJIS A硬度及び質量の均一性を確保することができる。ここで、セル又は中空部の標準偏差σは常法により求めることができる。具体的には、管壁3の表面又は管壁3を任意の面で切断したときの断面において、約2mm2の領域を電子顕微鏡等で観察し、観察視野内に存在する各セル又は各中空部の開口部における最大長さを測定し、測定された最大長さをセル又は中空部のセル径とし、標準偏差σを求めることができる。なお、観察は複数の領域、例えば、3箇所の領域で行い、好ましくは、管壁3の表面、又は、管壁3の軸線方向に沿って切断された断面から観察領域を選択する。
【0037】
また、セル又は中空部は、周囲に存在する他のセル又は中空部との距離(以下、セル間距離と称することがある。)が、例えば、0.1〜2.0mmであるのが好ましく、0.3〜1.5mmであるのが特に好ましい。セル間距離は、管壁3の表面又は管壁3を任意の面で切断したときの断面において、約2mm2の領域を電子顕微鏡等で観察し、観察視野内に存在する複数のセル又は中空部において、ある特定のセル又は中空部と、その周囲に存在する複数のセル又は中空部との中心間距離を算術平均することによって求めることができる。セル間距離が前記範囲内にあると、医療用チューブ1のJIS A硬度を前記範囲に容易に調整することができると共に、医療用チューブ1におけるJIS A硬度及び質量の均一性を確保することができる。
【0038】
セル又は中空部の形状は、特に限定されず、例えば、略球状であってもよく、また、楕円体形、不定形であってもよく、また、複数のセル又は中空部が連通して管状となっていてもよい。
【0039】
なお、管壁3の断面に前記セル又は中空部が存在していても(セル又は中空部が断面に開口していても)、セル又は中空部の開口面積は、前記管壁3における面積率を算出するにあたって、考慮しない。
【0040】
医療用チューブ1は、ゴムと各種添加剤とを含有するゴム組成物を硬化して成る。このゴム組成物に含有されるゴムは、特に限定されず、例えば、シリコーンゴム若しくはシリコーン変性ゴム、ニトリルゴム、エチレンプロピレンゴム(エチレンプロピレンジエンゴムを含む。)、スチレンブタジエンゴム、ブタジエンゴム、イソプレンゴム、天然ゴム、アクリルゴム、クロロプレンゴム、ブチルゴム、エピクロールヒドリンゴム、ウレタンゴム、フッ素ゴム及び塩化ビニルゴム等が挙げられるが、耐薬品性、化学的安定性、耐熱性、耐候性、安全性及び生体適合性等に優れるシリコーンゴム又はシリコーン変性ゴムであるのが好ましい。
【0041】
前記各種添加剤は、例えば、炭酸カルシウム等の充填材、カーボンブラック、酸化鉄(ベンガラとも称する。)、酸化セリウム及び水酸化セリウム等の耐熱性向上剤、着色剤、難燃性向上剤、熱伝導性向上剤等の添加剤、離型剤、アルコキシシラン、ジフェニルシランジオール、カーボンファンクショナルシラン、両末端シラノール基封鎖低分子シロキサン等の分散剤、及び、ゴムの硬度を調整することのできる粉砕石英、珪藻土等の非補強性シリカ等が挙げられる。これらの各種添加剤は、所望の配合量で配合される。
【0042】
このゴム組成物は、付加反応型シリコーンゴム組成物であるのが好ましく、一方、医療用チューブ1の管壁3にセル又は中空部を形成する場合には、独立セル状態のセル又は中空部を形成することのできる発泡剤又は中空フィラーを含有する付加反応型シリコーンゴム組成物、すなわち、発泡剤含有付加反応型シリコーンゴム組成物又は中空フィラー含有付加反応型シリコーンゴム組成物であるのが好ましい。
【0043】
前記付加反応型シリコーンゴム組成物は、ビニル基含有シリコーン生ゴムと、シリカ系充填材と、付加反応架橋剤と、付加反応触媒とを含有し、所望により、反応制御剤と有機過酸化物架橋剤と各種添加剤とを含有してもよい。
【0044】
前記ビニル基含有シリコーン生ゴムは、例えば、ミラブル型シリコーンゴム、熱架橋シリコーンゴム(HTV:High Temperature Vulcanizing)等が挙げられる。これらのビニル基含有シリコーン生ゴムは、後工程で、付加反応架橋剤等をロールミル等で容易に混練りすることができるという特性を有し、一種単独で又は二種以上を混合して用いることができる。
【0045】
前記シリカ系充填材は、BET法により測定されるその比表面積が50m2/g以上であるのが好ましく、100〜400m2/gであるのが特に好ましい。このような比表面積を有するシリカ系充填材がゴム組成物に含まれていると、医療用チューブ1の引張強さ等の機械的強度が向上する。なお、比表面積が400m2/gを超えると、ゴム組成物の流動特性が低下することがあり、医療用チューブ1の製造に時間がかかると共にコストが増大することがある。
【0046】
このシリカ系充填材は、例えば、補強性を有する煙霧質シリカ又は沈降性シリカ等が挙げられ、一般式がRSi(OR’)3で示されるシランカップリング剤で表面処理された、補強効果の高い表面処理シリカ系充填材が好ましい。ここで、前記一般式におけるRは、グリシジル基、ビニル基、アミノプロピル基、メタクリロキシ基、N−フェニルアミノプロピル基又はメルカプト基等であり、前記一般式におけるR’はメチル基又はエチル基である。前記一般式で示されるシランカップリング剤は、例えば、信越化学工業株式会社製の商品名「KBM1003」及び「KBE402」等として、容易に入手することができる。このようなシランカップリング剤で表面処理されたシリカ系充填材は、定法に従って、シリカ系充填材の表面を処理することにより、得られる。
【0047】
シリカ系充填材の配合量は、前記ビニル基含有シリコーン生ゴム100質量部に対して、5〜100質量部であるのがよい。シリカ系充填材は、一種単独で又は二種以上を混合して用いることができる。
【0048】
前記付加反応架橋剤は、例えば、一分子中に二個以上のSiH基(SiH結合)を有する付加反応型の架橋剤として公知のオルガノハイドロジェンポリシロキサンを使用することができる。このオルガノハイドロジェンポリシロキサンとしては、直鎖状、環又は分枝状のいずれであってもよい。オルガノハイドロジェンポリシロキサンの配合量は、前記ビニル基含有シリコーン生ゴム100質量部に対して、0.01〜20質量部であるのがよい。付加反応架橋剤は一種単独で又は二種以上を混合して用いることができる。
【0049】
前記付加反応触媒は、例えば、周期律表第9属又は第10属の金属単体及びその化合物が挙げられ、より具体的には、シリカ、アルミナ又はシリカゲル等の担体上に吸着された微粒子状白金金属、塩化第二白金、塩化白金酸、塩化白金酸六水塩とオレフィン又はジビニルジメチルポリシロキサンとの錯体、塩化白金酸六水塩のアルコール溶液等の白金系触媒、パラジウム触媒、ロジウム触媒等が挙げられる。これら付加反応触媒の配合量は、触媒量で十分であり、通常、周期律表第9属又は第10属の金属量に換算して、前記ビニル基含有シリコーン生ゴム100質量部に対して、0.01〜5質量部であるのがよく、0.1〜2質量部であるのが特によい。付加反応触媒の配合量が、周期律表第9属又は第10属の金属量に換算して、0.01質量部より少ないと、ビニル基含有シリコーン生ゴムの架橋反応が十分に進行せず、ビニル基含有シリコーン生ゴムの硬化が不十分となることがあり、一方、5質量部を超えると、ビニル基含有シリコーン生ゴムの架橋反応を促進する能力が向上せず、かえって、経済性が低下することがある。付加反応触媒は一種単独で又は二種以上を混合して用いることができる。
【0050】
前記反応制御剤は、公知の反応制御剤を制限されることなく使用することができ、例えば、メチルビニルシクロテトラシロキサン、アセチレンアルコール類、シロキサン変性アセチレンアルコール、ハイドロパーオキサイド等が挙げられる。反応制御剤の配合量は、前記ビニル基含有シリコーン生ゴム100質量部に対して0.1〜2質量部であるのがよい。反応制御剤は一種単独で又は二種以上を混合して用いることができる。
【0051】
前記有機過酸化物架橋剤は、単独でビニル基含有シリコーン生ゴムを架橋させることも可能であるが、付加反応架橋剤の補助架橋剤として併用すれば、シリコーンゴムの強度、歪み等の物性がより向上する。有機過酸化物架橋剤としては、例えば、ベンゾイルパーオキサイド、ビス−2,4−ジクロロベンゾイルパーオキサイド、ジクミルパーオキサイド、ジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ビス(t−ブチルパーオキシ)ヘキサン等が挙げられる。有機過酸化物架橋剤の配合量は、前記ビニル基含有シリコーン生ゴム100質量部に対して0.3〜10質量部であるのがよい。有機過酸化物架橋剤は一種単独で又は二種以上を混合して用いることができる。
【0052】
前記付加反応型シリコーンゴム組成物には、添加剤として、着色剤を含有するのがよい。着色剤は、特に制限されることなく使用することができ、例えば、各種染料及び各種顔料が挙げられる。顔料としては、無機顔料、有機顔料、特殊顔料等が挙げられ、より具体的には、無機顔料として、例えば、酸化チタン、ベンガラ、黄鉛、カドミウム系顔料、群青等が挙げられ、有機顔料として、例えば、アゾ顔料、フタロシアニン系顔料、キナクリドン系顔料、ジオキサジン系顔料等が挙げられる。着色剤の配合量は、前記ビニル基含有シリコーン生ゴム100質量部に対して0.05〜20質量部であるのがよい。着色剤は一種単独で又は二種以上を混合して用いることができる。
【0053】
前記各種添加剤は、前記ゴム組成物に含有される添加剤と同様の添加剤が挙げられ、その配合量は所望の配合量に調整される。
【0054】
前記ビニル基含有シリコーン生ゴム、前記シリカ系充填材及び前記各種添加剤を含有する付加反応型シリコーンゴム組成物として、例えば、信越化学工業株式会社製の商品名「KEシリーズ」及び「KEGシリーズ」等を容易に入手することができ、また、前記ビニル基含有シリコーン生ゴム、前記シリカ系充填材、前記付加反応架橋剤、前記付加反応触媒及び前記顔料を含有する付加反応型シリコーンゴム組成物として、例えば、信越化学工業株式会社製の商品名「KE−561」、「KE−571」及び「KE−9610」等を容易に入手することができる。
【0055】
前記発泡剤含有付加反応型シリコーンゴム組成物は、前記付加反応型シリコーンゴム組成物にさらに発泡剤が配合される。発泡剤は、従来、発泡ゴムに用いられる発泡剤であればよく、例えば、無機系発泡剤として、重炭酸ソーダ、炭酸アンモニウム等が挙げられ、有機系発泡剤として、ジアゾアミノ誘導体、アゾニトリル誘導体、アゾジカルボン酸誘導体、アゾビス化合物等の有機アゾ化合物等が挙げられる。通常、ゴムに連続セルを形成する場合には無機系発泡剤が用いられ、独立セルを形成する場合には有機系発泡剤が用いられる。医療用チューブ1においては、発泡剤は、独立セル状態のセルを形成することができる点で、有機系発泡剤であるのが好ましく、具体的には、例えば、アゾジカルボン酸アミド等のアゾ化合物、アゾビス−イソブチロニトリル等のアゾビス化合物等が好適に使用される。特に、ジメチル−1,1’−アゾビス(1−シクロヘキサンカルボキシレート)が好適に使用できる。
【0056】
発泡剤の配合量は、発泡剤の種類によって相違するが、例えば、前記ビニル基含有シリコーン生ゴム100質量部に対して、0.1〜10質量部、特に0.5〜10質量部であるのがよい。発泡剤の配合量が前記範囲内にあると、管壁3にセルを均一に形成して医療用チューブ1の軽量化を図ることができる共に、医療用チューブ1の強度を維持することができる。発泡剤として、ジメチル−1,1’−アゾ−ビス(1−シクロヘキサンカルボキシレート)を選択する場合には、その配合量は、前記ビニル基含有シリコーン生ゴム100質量部に対して0.5〜5質量部であるのが特によい。発泡剤は一種単独で又は二種以上を混合して用いることができる。
【0057】
前記中空フィラー含有付加反応型シリコーンゴム組成物は、前記付加反応型シリコーンゴム組成物にさらに中空フィラーが配合される。中空フィラーは、ゴム組成物を硬化した後に、セル又は中空部を形成することのできるフィラーであればよく、例えば、ポリオルガノシロキサン系球状粉末が挙げられる。ポリオルガノシロキサン系球状粉末は、ポリオルガノシロキサンからなる球状の粉末であればよく、例えば、シリコーンパウダ等が挙げられる。より具体的には、直鎖状のジメチルポリシロキサンを架橋した構造を持つシリコーンゴムの粉末、シロキサン結合が(CH3SiO3/2)nで表される三次元網目状に架橋した構造を持つ、いわゆるポリメチルシルセスキオキサン等のシリコーンレジンの粉末、及び、前記シリコーンゴムの表面をシリコーンレジン等で被覆した被覆シリコーンゴムの粉末等が挙げられる。
【0058】
前記ポリオルガノシロキサン系球状粉末は、その平均粒径が、1〜200μmであるのが好ましく、5〜180μmであるのがより好ましく、7〜150μmであるのが特に好ましい。ポリオルガノシロキサン系球状粉末が前記範囲の平均粒径を有していると、前記平均粒径を有するセル又は中空部を前記管壁3に容易に形成することができる。ポリオルガノシロキサン系球状粉末の平均粒径は、レーザー回折−散乱法(島津製作所製 レーザー回折式粒度分布測定装置「SALD−300V」)により測定された値である。ポリオルガノシロキサン系球状粉末の形状は、通常、球状とされるが、真球である必要はなく、ほぼ球状であっても、楕円形、不定形等であってもよい。
【0059】
ポリオルガノシロキサン系球状粉末の配合量は、例えば、前記ビニル基含有シリコーン生ゴム100質量部に対して、5〜300質量部、特に5〜200質量部であるのがよい。ポリオルガノシロキサン系球状粉末の配合量が前記範囲内にあると、管壁3に中空部を均一に形成して医療用チューブ1の軽量化を図ることができる共に、医療用チューブ1の強度を維持することができる。ポリオルガノシロキサン系球状粉末は一種単独で又は二種以上を混合して用いることができる。
【0060】
ポリオルガノシロキサン系球状粉末は、適宜製造してもよく、市販品を使用してもよい。前記シリコーンゴムの粉末として、例えば、信越化学工業株式会社製の商品名「KMP−597」、「KMP−598」、「X−52−875」等のシリコーンゴムパウダ等が入手可能であり、シリコーンレジンの粉末として、例えば、信越化学工業株式会社製の商品名「KMP−590」、「KMP−701」、「X−52−1621」等のシリコーンレジンパウダ等が入手可能であり、被覆シリコーンゴムの粉末として、例えば、信越化学工業株式会社製の商品名「KMP−600」、「KMP−601」、「KMP−602」、「KMP−605」、「KSP−100」、「KSP−101」、「KSP−102」、「KSP−105」、「KSP−300」等のシリコーン複合パウダ等が入手可能である。
【0061】
前記ゴム組成物は、二本ロール、三本ロール、ロールミル、バンバリーミキサ、ドウミキサ(ニーダー)等のゴム混練り機等を用いて、均一に混合されるまで、例えば、数分から数時間、好ましくは5分以上1時間以下にわたって、常温又は加熱下で混練して、得られる。
【0062】
ゴム組成物の密度は、1.05〜1.4g/cm3であるのが好ましく、1.1〜1.3g/cm3であるのがより好ましく、1.1〜1.25g/cm3であるのが特に好ましい。ゴム組成物がこの範囲の密度を有すると、医療用チューブ1としたときに所望の密度に容易に調整することができ、医療用チューブ1の軽量化に貢献することができる。
【0063】
医療用チューブ1は、前記ゴム組成物を用いて、押出成形、射出成形等の成形方法等によって、形成される。成形は、ゴム組成物に含まれるゴムが架橋する条件で、ゴム組成物に発泡剤が含有されている場合には、ゴムが架橋し、かつ、発泡剤が分解又は発泡するのに十分な条件で行われればよい。具体的には、赤外線加熱炉又は熱風炉等の加熱炉、乾燥機等の加熱機等により、ゴム組成物は、通常、100〜500℃、好ましくは200〜400℃の成形温度に、数分以上1時間以下、好ましくは5〜30分間にわたって、加熱されて、成形される。
【0064】
医療用チューブ1を押出成形法によって成形する場合には、例えば、所望の大きさを有する丸ダイを用いて、ゴム組成物を加熱すると共に管状に押し出して成形すればよく、また、射出成形法によって成形する場合には、例えば、所望の大きさを有する金型を用いて、金型内にゴム組成物を射出し、金型ごと加熱して、成形すればよい。
【0065】
医療用チューブ1に連通孔5を形成する場合には、例えば、押出成形法では、外側又は内部に連通孔15を形成可能な成形ピンを配置した丸ダイを用いればよく、また、射出成形法では、連通孔15を形成可能な成形ピンを配置した金型を用いればよい。
【0066】
ゴム組成物は、所望により、さらに、二次加熱が行われてもよい。二次加熱は、前記条件で架橋されたゴム組成物をより確実に架橋させる工程であり、二次加熱によって、医療用チューブ1の物性が安定するという効果が得られる。二次加熱は、例えば、前記の条件で成形されたゴム組成物を、さらに、例えば、加熱器等を用いて、180〜250℃、好ましくは190〜230℃で、1〜24時間、好ましくは3〜10時間にわたって、又は、金型を用いて、例えば、130〜200℃、好ましくは150〜180℃で、5分以上24時間以下、好ましくは10分以上10時間以下にわたって、再度加熱されることによって、行われる。
【0067】
このようにして成形された医療用チューブ1は、所望により、仕上げ工程として、所望の内径、外径及び形状等に調整する研削工程及び/又は研磨工程等が施される。研削工程及び/又は研磨工程は、従来から利用されている研削盤、円筒研削盤、やすり等により、定法に従って行うことができる。また、研削工程及び/又は研磨工程後に、研削カス、研磨カス、異物等を除去するため、所望により、医療用チューブ1を洗浄してもよい。洗浄は、例えば、水等を用いた湿式洗浄及び/又はウエス等を用いたふき取り洗浄、送風洗浄等が挙げられる。
【0068】
このようにして、医療用チューブ1が製造され、この医療用チューブ1は、軽量化であると共に、医療用チューブ1が変位してもまた負圧下にあっても、医療用チューブ1が閉塞することを防止することができるから、被移送物を移送する医療用チューブとして好適に用いられる。特に、医療用チューブ1は、軽量化と閉塞防止特性とを両立することができるので、常圧下で使用される用途に限られず、負圧下で使用される用途にも適用することができ、また、加圧下で使用される用途にも適用することができる。具体的には、医療用チューブ1は、例えば、−5kPaの圧力下において使用されても、医療用チューブ1A(中空内部2)が閉塞することなく、被移送物を所望のように移送することができる。医療用チューブ1が移送する被移送物は、気体、液体、ゲル、固形物又はこれらの混合物等、その形態は特に限定されず、例えば、非健常者における血液等の体液、尿等の排泄液及び生理食塩水等の治療液等が挙げられる。
【0069】
医療用チューブ1を用いた排尿処理装置10について説明する。この排尿処理装置10は、図5に示されるように、非健常者(図示しない。)から排泄された尿を吸収する吸尿材を備えた尿レシーバ、例えば、おむつ11と、密閉された尿貯留槽12と、一端が前記おむつ11に接続され、他端が前記尿貯留槽12に接続された採尿用チューブ13と、吸引チューブ14によって前記尿貯留槽12に接続され、前記尿貯留槽12内の圧力を低下させる真空ポンプ15とを備えている。この排尿処理装置10においては、前記採尿用チューブ13及び吸引チューブ14として医療用チューブ1が使用されている。
【0070】
前記おむつ11は、従来のおむつ、好適には排尿処理装置に使用可能なおむつであれば、特に制限されずに、使用することができ、例えば、略矩形状で長手方向の略中央部でその幅が狭く絞られた形状に形成され、通常、表面シート、吸尿材、支持シート及びギャザー等により構成される。前記尿貯留槽12は、通常、図示しない蓋部材で密閉され、採尿用チューブ13を介しておむつ11から移送された尿を一時貯留する。尿貯留槽12は、通常、500mL程度の容量に調整されるが、所望により1000mL以上に調整されてもよい。前記採尿用チューブ13は、おむつ11にその一端が接続され、具体的には、おむつ11の吸尿材に当接し、吸尿材に吸収された尿を吸引することができるように、接続されている。また、採尿用チューブ13の他端は、尿貯留槽12、具体的には、尿貯留槽12の気相部分に接続されている。これにより、おむつ11の吸尿材から尿を尿貯留槽12に移送することができる。前記真空ポンプ15は、駆動手段、例えば、モータ等によって駆動し、吸引チューブ14、尿貯留槽12、採尿用チューブ13及び吸尿材からなる系を負圧、例えば、−5kPa程度の圧力にする。前記吸引チューブ14は、その一端は尿貯留槽12、具体的には、尿貯留槽12の気相部分に接続され、他端は真空ポンプ15に接続されている。
【0071】
排尿処理装置10において、おむつ11は非健常者に装着され、尿貯留槽12及び真空ポンプ15は、非健常者の近傍、例えば、ベッド脇、又は、非健常者が携帯できる位置に、配置される。この配置状態で非健常者が排尿すると、おむつ11に排尿された尿は吸尿材に吸尿される。非健常者又は看護人が非健常者の排尿を確認すると、又は、おむつ11に内蔵された尿センサ(図示しない。)が尿を確認すると、真空ポンプ15が起動される。そうすると、真空ポンプ15の駆動により、吸引チューブ14を介して尿貯留槽12内が負圧になり、次いで、採尿用チューブ13も負圧になる。その結果、吸尿材に吸尿された尿は、採尿用チューブ13により吸引され、採尿用チューブ13を経由して、尿貯留槽12に移送され、一時的に貯留される。尿貯留槽12に一時的に貯留された尿は、所望の間隔をおいて間欠的に廃棄される。このようにして、排尿処理装置10は非健常者の排尿をサポートすることができる。
【0072】
この排尿処理装置10は、採尿用チューブ13及び吸引チューブ14として、この発明に係る医療用チューブ1を備えているから、排尿処理装置10の小型軽量化に貢献することができ、非健常者の活動を容易にする。さらに、非健常者の活動等により、採尿用チューブ13及び吸引チューブ14が変位しても、また、採尿用チューブ13及び吸引チューブ14を負圧下で使用しても、採尿用チューブ13及び吸引チューブ14が閉塞することを防止することができ、吸尿材に吸尿された尿を所望のように吸引して、尿貯留槽12に移送することができる。
【0073】
この発明における医療用チューブは、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。
【0074】
例えば、医療用チューブ1A、1B及び1Cは、管壁3A、3B及び3Cの外周面にリブ4A、4B及び4Cがそれぞれ、10本、15本及び10本ずつ形成されているが、この発明においては、リブが形成される個数は特に限定されず、例えば、リブは少なくとも1本形成されていればよく、好ましくは2本以上、より好ましくは4本以上、特に好ましくは、8本以上形成される。リブが2本以上形成されると、医療用チューブの閉塞を所望のように防止することができる。一方、リブを多数形成すると、医療用チューブの軽量化を十分に達成することができなくなる場合があり、この発明においては、リブの断面積等にも依存するが、例えば、リブの形成数は20本以下にされるのが好ましい。また、医療用チューブ1A、1B及び1Cは、リブ4A、4B及び4Cが略等間隔に形成されているが、この発明においては、リブは等間隔に形成される必要はない。
【0075】
医療用チューブ1A、1B及び1Cは、管壁3A、3B及び3Cの外周面に、軸方向に垂直な面で切断した断面が波形のリブ4A及び4C又は矩形のリブ4Bが形成されているが、この発明においては、リブの断面形状は特に限定されず、例えば、管壁の外周面に、軸方向に垂直な面で切断した断面が波形及び矩形以外の形状、例えば、三角形、五角形等の多角形、半円形、半楕円形及び不定形等のリブが形成されてもよい。また、医療用チューブ1A、1B及び1Cは、管壁3A、3B及び3Cの外周面にリブ4A、4B及び4Cが形成されているが、この発明においては、リブが形成される管壁は外周面に限定されず、管壁の内周面にリブが形成されてもよい。さらに、医療用チューブ1A、1B及び1Cは、管壁3A、3B及び3Cの外周面に軸方向に略平行に延在するリブ4A、4B及び4Cが形成されているが、この発明においては、リブは軸方向に対して略平行に形成される必要はなく、例えば、管壁の外周面に軸方向に所定の角度で延在する、例えば、螺旋状に軸方向に延在するリブが形成されてもよい。さらにまた、医療用チューブ1A、1B及び1Cは、管壁3A、3B及び3Cの外周面に軸方向に連続して延在するリブ4A、4B及び4Cが形成されているが、この発明においては、リブは一端から他端まで連続して形成される必要はなく、例えば、管壁の外周面に軸方向に延在する凸状体が所定の間隔をおいて複数配置されて成るリブが形成されてもよい。
【0076】
医療用チューブ1A及び1Cは、リブ4A及び4Cと凹部7A及び7Cとが異なる曲率半径を有しているが、この発明においては、リブと凹部とが異なる曲率半径を有している必要はなく、同じ曲率半径を有していてもよい。
【0077】
医療用チューブ1C及び1Dは、管壁3C及び3Dの内部に軸方向に貫通形成された連通孔5C及び5Dをそれぞれ10本及び20本有しているが、この発明においては、連通孔が形成される本数は特に限定されず、例えば、管壁の内部に軸方向に貫通形成された連通孔は少なくとも1本形成されていればよく、好ましくは2本以上、より好ましくは4本以上、特に好ましくは、8本以上形成される。連通孔が2本以上形成されると、医療用チューブの軽量化を所望のように達成することができる。一方、連通孔を多数形成すると、医療用チューブの強度が低下し、医療用チューブの閉塞防止特性が損なわれる場合があり、この発明においては、連通孔の断面積等にも依存するが、例えば、連通孔の形成数は30本以下にされるのが好ましい。医療用チューブ1C及び1Dは、連通孔5C及び5Dが略等間隔に形成されているが、この発明においては、連通孔は等間隔に形成される必要はない。
【0078】
医療用チューブ1C及び1Dは、管壁3C及び3Dの内部に、軸方向に垂直な面で切断した断面が略円形の連通孔5C及び5Dが形成されているが、この発明においては、連通孔の断面形状は特に限定されず、例えば、管壁に、軸方向に垂直な面で切断した断面が円形以外の形状、例えば、三角形等の多角形、楕円形、不定形、半円形及び半楕円形等の連通孔が形成されてもよい。また、医療用チューブ1C及び1Dは、管壁3C及び3Dの内部に、軸方向に略平行に延在する連通孔5C及び5Dが形成されているが、この発明においては、連通孔は軸方向に対して略平行に形成される必要はなく、例えば、管壁の内部に、軸方向に所定の角度で延在する、例えば、螺旋状に軸方向に延在する連通孔が形成されてもよい。さらに、医療用チューブ1C及び1Dは、管壁3C及び3Dの内部に、軸方向に連続して延在する連通孔5C及び5Dが形成されているが、この発明においては、連通孔は一端から他端まで連続して形成される必要はなく、例えば、管壁の内部に、軸方向に延在する孔が所定の間隔をおいて複数配置されて成る連通孔が形成されてもよい。
【0079】
医療用チューブ1Cは、リブ4Cそれぞれの内部に連通孔5Cを有しているが、この発明においては、リブそれぞれの内部に連通孔が形成される必要はなく、例えば、管壁3Cの複数のリブにおいて、交互に連通孔が形成されてもよく、2つおきに連通孔が形成されてもよい。また、医療用チューブ1Cは、リブ4Cそれぞれの内部に連通孔5Cを有しているが、この発明においては、1つのリブに1つの連通孔が形成される必要はなく、例えば、1つのリブに複数の連通孔が形成されてもよい。さらに、医療用チューブ1Cは、リブ4Cの内部に連通孔5Cを有しているが、この発明においては、リブの内部に連通孔5Cを有している必要はなく、例えば、リブ以外の管壁内部に連通孔が形成されてもよく、リブの内部とリブ以外の管壁の内部とに連通孔が形成されてもよい。
【実施例】
【0080】
(実施例1)
適量の青色顔料(「KEcolorMB」、信越化学工業株式会社製)を配合した付加反応型シリコーンゴム組成物「KE−561」(商品名、信越化学工業株式会社製)を準備した。この付加反応型シリコーンゴム組成物はJIS A硬度が60であった。
【0081】
断面の内縁が円形(内径6mm)で、外縁が所定数の波形(仮想外径9mm、波形における凸部の曲率半径約0.6mm、凹部の曲率半径約1.0mm、凸部の高さ約0.8mm)を成し、図1に示される断面形状に押出し可能な丸ダイを備えた押出成形機の水温を25℃に設定し、次いで、この押出成形機を用いて、青色顔料を含有する付加反応型シリコーンゴム組成物「KE−561」(商品名、信越化学工業株式会社製)からなる管状成形体を得た。次いで、ギアーオーブンを用いて、200℃で4時間にわたって、管状成形体を二次加熱し、常温にて24時間放置した。このようにして、図1に示される医療用チューブIを作製した。この医療用チューブIの管壁における面積率は70%であった。
【0082】
(実施例2)
前記丸ダイに代えて、断面の内縁が円形(内径6mm)で、外縁が所定数の凸状体(仮想外径9mm、凸部の幅約0.9mm、凹部の幅約0.8mm、凸部の高さ約0.8mm)を有し、図2に示される断面形状に押出し可能な丸ダイを用いた以外は、実施例1と同様にして、図2に示される医療用チューブIIを作製した。この医療用チューブIIの管壁における面積率は72%であった。
(実施例3)
前記丸ダイに代えて、断面の内縁が円形(内径6mm)で、外縁が所定数の波形(仮想外径9mm、波形における凸部及び凹部の曲率半径約0.5mm、凸部の高さ約0.8mm)を成し、波形の凸部内に連通孔を形成可能な成形ピン(直径0.5mm)がそれぞれ配置された、図3に示される断面形状に押出し可能な形状を成した丸ダイを用いた以外は、実施例1と同様にして、図3に示される医療用チューブIIIを作製した。この医療用チューブIIIの管壁における面積率は62%であった。
(実施例4)
前記丸ダイに代えて、断面の内縁(内径6mm)及び外縁(外径9mm)が円形で、内部に連通孔を形成可能な成形ピン(直径0.7mm)が所定数配置された図4に示される断面形状に押出し可能な形状を成した丸ダイを用いた以外は、実施例1と同様にして、図4に示される医療用チューブIVを作製した。この医療用チューブIVの管壁における面積率は80%であった。
【0083】
(実施例5及び6)
前記付加反応型シリコーンゴム組成物「KE−561」に代えて、付加反応型シリコーンゴム組成物「KE−571」を用いた以外は、実施例1及び3と同様にして、図1及び3に示される医療用チューブV及びVIを作製した。付加反応型シリコーンゴム組成物「KE−571」はJIS A硬度が70であった。
(実施例7及び8)
前記付加反応型シリコーンゴム組成物「KE−561」に代えて、前記付加反応型シリコーンゴム組成物「KE−561」と付加反応型シリコーンゴム組成物「KE−571」との等量混合物を用いた以外は、実施例1及び3と同様にして、図1及び3に示される医療用チューブVII及びVIIIを作製した。付加反応型シリコーンゴム組成物「KE−571」と「KE−561」との混合物はJIS A硬度が65であった。
(実施例9及び10)
前記付加反応型シリコーンゴム組成物「KE−561」に代えて、付加反応型シリコーンゴム組成物「KE−9610」を、所定の金型を用いて成形した以外は、実施例1及び3と同様にして、図1及び3に示される医療用チューブIX及びXを作製した。付加反応型シリコーンゴム組成物「KE−9610」はJIS A硬度が60であった。
【0084】
(実施例11及び12)
前記付加反応型シリコーンゴム組成物「KE−561」に代えて、付加反応型シリコーンゴム組成物「KE−561」100質量部に、発泡剤「KE−P−26」(商品名、信越化学工業株式会社製)3質量部を配合した付加反応型発泡シリコーンゴム組成物を用いた以外は、実施例1及び3と同様にして、図1及び3に示される医療用チューブXI及びXIIを作製した。付加反応型発泡シリコーンゴム組成物はJIS A硬度が52であった。これらの医療用チューブXI及びXIIは、電子顕微鏡で観察したところ、独立セル状態のセルが均一に形成されていた。
(実施例13及び14)
前記付加反応型シリコーンゴム組成物「KE−561」に代えて、中空フィラー含有付加反応型シリコーンゴム組成物「X−30−3966」(商品名、信越化学工業株式会社製)を用いた以外は、実施例1及び3と同様にして、図1及び3に示される医療用チューブXIII及びXIVを作製した。中空フィラーは12μmの平均粒径を有し、この中空フィラー含有付加反応型発泡シリコーンゴム組成物はJIS A硬度が52であった。これらの医療用チューブXIII及びXIVは、電子顕微鏡で観察したところ、独立セル状態の中空部が均一に形成されていた。
【0085】
(比較例1)
前記丸ダイに代えて、断面の内縁及び外縁が円形である通常の丸ダイを用いた以外は、実施例1と同様にして、医療用チューブXVを作製した。この医療用チューブXVの管壁における面積率は100%であった。
(比較例2)
前記丸ダイに代えて、波形の凹部内に連通孔を形成可能な成形ピン(直径1.1mm)がそれぞれ配置された、図3に示される断面形状に押出し可能な丸ダイを用いた以外は、実施例3と同様にして、医療用チューブXVIを作製した。この医療用チューブXVIの管壁における面積率は42%であった。
(比較例3)
前記丸ダイに代えて、内部に連通孔を形成可能な成形ピン(直径0.6mm)が所定数配置された、図4に示される断面形状に押出し可能な丸ダイを用いた以外は、実施例4と同様にして、医療用チューブXVIIを作製した。この医療用チューブXVIIの管壁における面積率は87%であった。
(比較例4)
前記付加反応型シリコーンゴム組成物「KE−561」に代えて、シリコーンゴム組成物「KE9410」(商品名、信越化学工業株式会社製)を用いた以外は、実施例1と同様にして、図1に示される医療用チューブXVIIIを作製した。このシリコーンゴム組成物はJIS A硬度が43であった。
(比較例5)
前記付加反応型シリコーンゴム組成物「KE−561」に代えて、シリコーンゴム組成物「KE581−U」(商品名、信越化学工業株式会社製)を用いた以外は、実施例1と同様にして、図1に示される医療用チューブXIXを作製した。なお、シリコーンゴム組成物「KE581−U」は、実施例1に記載の押出成形では、成形容易性に劣り、医療用チューブXIXは作製が困難であったが、押出しインダイとアウトダイの材料流路面を研磨調整することにより、作製することができた。このシリコーンゴム組成物はJIS A硬度が82であった。
【0086】
作製した医療用チューブI〜XIXのJIS A硬度及び密度、及び、作製した医療用チューブXI〜XIVにおけるセル又は中空部の平均セル径、標準偏差σ及びセル間距離を、前記方法により測定した結果を、表1に示す。
【0087】
【表1】
【0088】
また、作製した医療用チューブI〜XIXを採尿用チューブとして備えた図5に示す排尿処理装置(おむつは、ユニ・チャーム株式会社製、商品名「介護用オムツ」を使用した。)を健常者に装着して、自由に活動してもらい、活動によって生じる採尿用チューブの変位に起因する採尿用チューブの閉塞状況を確認した。その結果、作製した医療用チューブI〜XV、XVII及びXIXは、採尿用チューブが変位しても、採尿用チューブが完全に閉塞することはなかったのに対して、医療用チューブXVI及びXVIIIは、採尿用チューブが完全に閉塞する場合が多かった。
【0089】
さらに、この排尿処理装置の吸尿材に300mLの生理食塩水を吸収させ、真空ポンプを起動して、約−5kPaの負圧下で、吸尿材に吸収された生理食塩水を尿貯留槽に移送したところ、医療用チューブI〜XV、XVII及びXIXは、採尿用チューブが完全に閉塞することはなく、生理食塩水のほぼ全量を尿貯留槽に移送することができたのに対して、医療用チューブXVI及びXVIIIは、採尿用チューブが完全に閉塞し、生理食塩水の全量を尿貯留槽に移送することはできなかった。
【0090】
なお、医療用チューブXV及びXVIIは、変位してもまた負圧下にあっても閉塞することをある程度防止することができたが、軽量化という観点からは、十分ではなかった。
【図面の簡単な説明】
【0091】
【図1】図1は、この発明の一実施例である医療用チューブにおける断面を示す概略断面図である。
【図2】図2は、この発明の別の一実施例である医療用チューブにおける断面を示す概略断面図である。
【図3】図3は、この発明のまた別の一実施例である医療用チューブにおける断面を示す概略断面図である。
【図4】図4は、この発明のさらに別の一実施例である医療用チューブにおける断面を示す概略断面図である。
【図5】図5は、排尿処理装置の構成を示す概略構成図である。
【符号の説明】
【0092】
1A、1B、1C、1D 医療用チューブ
2 中空空間
3A、3B、3C、3D 管壁
4A、4B、4C リブ
5C、5D 連通孔
6A、6B、6C 外接円
7A、7B、7C 凹部
10 排尿処理装置
11 おむつ
12 尿貯留槽
13 採尿用チューブ
14 吸引チューブ
15 真空ポンプ
【特許請求の範囲】
【請求項1】
軸方向に垂直な面で切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%の管壁を有し、JIS A硬度が50〜80であるゴム製医療用チューブ。
【請求項2】
前記管壁は、その内周面及び/又は外周面に、軸方向に延在するリブを有する請求項1に記載のゴム製医療用チューブ。
【請求項3】
前記管壁は、その内部に、軸方向に貫通形成された連通孔を有する請求項1又は2に記載のゴム製医療用チューブ。
【請求項4】
前記ゴムは、その内部にセル又は中空部を有するゴムである請求項1〜3のいずれか1項に記載のゴム製医療用チューブ。
【請求項1】
軸方向に垂直な面で切断した断面における仮想外径と仮想内径とから算出される仮想断面積に対する実面積が45〜85%の管壁を有し、JIS A硬度が50〜80であるゴム製医療用チューブ。
【請求項2】
前記管壁は、その内周面及び/又は外周面に、軸方向に延在するリブを有する請求項1に記載のゴム製医療用チューブ。
【請求項3】
前記管壁は、その内部に、軸方向に貫通形成された連通孔を有する請求項1又は2に記載のゴム製医療用チューブ。
【請求項4】
前記ゴムは、その内部にセル又は中空部を有するゴムである請求項1〜3のいずれか1項に記載のゴム製医療用チューブ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−73225(P2008−73225A)
【公開日】平成20年4月3日(2008.4.3)
【国際特許分類】
【出願番号】特願2006−255937(P2006−255937)
【出願日】平成18年9月21日(2006.9.21)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成20年4月3日(2008.4.3)
【国際特許分類】
【出願日】平成18年9月21日(2006.9.21)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]