
シャワーヘッド本体の製造方法、およびシャワーヘッド本体

【課題】 本発明は、金属製のシャワーヘッド本体を、従来よりも少量の材料で安価に製造することを目的とする。また、従来よりも省エネルギーでシャワーヘッド本体を製造することを第二の目的とする。
【解決手段】 シャワー装置のシャワーヘッド本体を製造する方法であって、金属管に散水孔を形成する散水孔形成工程と、散水孔が形成された金属管を塑性変形させて所定の形状に形成する外郭形状形成工程と、を順次実行することを特徴とするシャワーヘッド本体の製造方法である。外郭形状形成工程としては、金属管を曲げる曲げ加工、曲げられた金属管を扁平形状につぶすプレス加工、つぶされた金属管に内側から圧力媒体を介して高圧をかけて金属管を拡径するバルジ加工を行う。
【解決手段】 シャワー装置のシャワーヘッド本体を製造する方法であって、金属管に散水孔を形成する散水孔形成工程と、散水孔が形成された金属管を塑性変形させて所定の形状に形成する外郭形状形成工程と、を順次実行することを特徴とするシャワーヘッド本体の製造方法である。外郭形状形成工程としては、金属管を曲げる曲げ加工、曲げられた金属管を扁平形状につぶすプレス加工、つぶされた金属管に内側から圧力媒体を介して高圧をかけて金属管を拡径するバルジ加工を行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、浴室やシャワールームにて、手に持って使用することが可能なシャワーのシャワーヘッド本体の製造方法、およびその製造方法によって形成されるシャワーヘッド本体に関する。
【背景技術】
【0002】
特許文献1にて提案されているシャワー装置のシャワーヘッドは、水を散水するマウスピース(本出願の散水部材に相当する)や、マウスピースを保持すると共にマウスピースへの通水路となる支持体(本出願のシャワーヘッド本体に相当する)、といった構成要素を組み立てて作製され、必要に応じて、表面にニッケルクロムめっきなどの装飾めっきが施されたものである。シャワーヘッドを構成するマウスピースおよび支持体は、金属の鋳造によって製造することができる。
ところが、シャワーヘッド本体を金属の鋳造によって製造した場合、構成要素が鋳物であるため肉厚になってしまう。そのため、原材料が多く必要で、材料費が高額になってしまう。
また、鋳造は、1000℃近い注湯温度を要し、電気代も多くかかるなど、多大なエネルギーを要し、環境への負荷も大きい。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特表平9−502650号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そこで、本発明は、金属製のシャワーヘッド本体を、従来よりも少量の材料で安価に製造することを目的とする。また、従来よりも省エネルギーでシャワーヘッド本体を製造することを第二の目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するための、請求項1の発明は、シャワー装置のシャワーヘッド本体を製造する方法であって、金属管を塑性変形させて所定の形状に形成する外郭形状形成工程と、前記金属管の先端部に散水部材を取り付けるための装着部を形成する散水部材装着部形成工程と、を順次実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法である。
【0006】
これによれば、金属管から所定の形状のシャワーヘッド本体を製造することができるので、従来よりも少量の材料で安価なシャワーヘッド本体を提供することが可能である。また、従来よりも省エネルギーでシャワーヘッド本体を製造することが可能である。また、金属管を塑性変形させてシャワーヘッド本体の外郭形状を形成するので、薄肉且つ薄型のシャワーヘッド本体を製造することが容易となり、薄型のスタイリッシュなデザインのシャワーヘッド本体を提供することが可能となる。
【0007】
上記目的を達成するための、請求項2の発明は、シャワー装置のシャワーヘッド本体を製造する方法であって、金属管に散水孔を形成する散水孔形成工程と、前記散水孔が形成された金属管を塑性変形させて所定の形状に形成する外郭形状形成工程と、を順次実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法である。
【0008】
これによれば、金属管から所定の形状のシャワーヘッド本体を製造することができるので、従来よりも少量の材料で安価なシャワーヘッド本体を提供することが可能である。また、従来よりも省エネルギーでシャワーヘッド本体を製造することが可能である。
また、この製造方法によれば、金属管に直に散水孔を開けるので、シャワーヘッド本体と散水部材の継ぎ目がなく、従来よりも見栄えが良く、汚れの付着が軽減された清潔なシャワーヘッド本体を得ることが可能である。
また、塑性変形させる前に散水孔の加工を行うので、散水孔の形成を容易に行うことができる。
【0009】
上記目的を達成するための、請求項3の発明は、シャワー装置のシャワーヘッド本体を製造する方法であって、金属管を塑性変形させて所定の形状に形成する外郭形状形成工程と、所定の形状に形成された金属管に散水孔を形成する散水孔形成工程と、を順次実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法である。
【0010】
これによれば、金属管から所定の形状のシャワーヘッド本体を製造することができるので、従来よりも少量の材料で安価なシャワーヘッド本体を提供することが可能である。また、従来よりも省エネルギーでシャワーヘッド本体を製造することが可能である。
また、金属管に直に散水孔を開けるので、シャワーヘッド本体と散水部材の継ぎ目がなく、従来よりも見栄えが良く、汚れの付着が軽減された清潔なシャワーヘッド本体を得ることが可能である。
また、散水孔を形成する前に金属管の塑性変形を行うことから、シャワーヘッド本体の外郭形状に合わせて散水孔を加工することができ、さらに、製造上の歩留まりを高めることが可能となる。
【0011】
上記目的を達成するための、請求項4の発明は、シャワー装置のシャワーヘッド本体を製造する方法であって、予め散水孔が開けられた金属管を塑性変形させて所定の形状に形成する外郭形状形成工程を実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法である。
【0012】
これによれば、金属管から所定の形状のシャワーヘッド本体を製造することができるので、従来よりも少量の材料で安価なシャワーヘッド本体を提供することが可能である。また、従来よりも省エネルギーでシャワーヘッド本体を製造することが可能である。
また、予め散水孔が開けられた金属管を加工してシャワーヘッド本体を得るので、シャワーヘッド本体と散水部材の継ぎ目がなく、従来よりも見栄えが良く、汚れの付着が軽減された清潔なシャワーヘッド本体を得ることが可能である。
【0013】
また、請求項5の発明は、請求項1〜4のいずれかにおいて、前記外郭形状形成工程として、前記金属管を装填した金型を締めた後に前記金属管の内部に充填物を注入し、前記充填物に圧力を加えることにより、前記金属管を塑性変形させるバルジ加工を実行することを特徴とするシャワーヘッド本体の製造方法である。
【0014】
これによれば、シャワーヘッド本体に関するデザインの自由度を飛躍的に向上させることが可能となり、例えば、角部をエッジを設けた形状にすることにより、シャープなデザインのシャワーヘッド本体を得ることができる。
また、金属管の径を拡大することができるので、従来には無いデザインのシャワーヘッド本体を得ることも可能である。
【0015】
また、請求項6の発明は、請求項5において、前記バルジ加工を実行する前に、前記金属管を所定の形状に曲げ加工することを特徴とするシャワーヘッド本体の製造方法である。
【0016】
これによれば、バルジ加工前に金属管を曲げる加工を行うので、全体的に湾曲した形状のシャワーヘッド本体を得ることができる。
【0017】
また、請求項7の発明は、請求項5において、前記バルジ加工を実行する前に、前記金属管を扁平形状につぶすプレス加工を実行することを特徴とするシャワーヘッド本体の製造方法である。
【0018】
これによれば、プレス加工により金属管の全体をつぶした後にバルジ加工で金属管の径を拡大することができる。よって、少なくとも一部が扁平に潰れた斬新なデザインのシャワーヘッド本体を得ることができる。
【0019】
また、請求項8の発明は、請求項5〜7において、前記外郭形状形成工程を実行した後に、加工後の金属管の端部を切断するカット工程を実行することを特徴とするシャワーヘッド本体の製造方法である。
【0020】
これによれば、バルジ加工の後に金属管の端部を切断するので、所定の寸法のシャワーヘッド本体を容易に得ることが可能となる。
【0021】
また、請求項9の発明は、請求項1〜4のいずれかにおいて、前記外郭形状形成工程を実行する前に、前記金属管の一端を溶接により封止して閉塞管とすることを特徴とするシャワーヘッド本体の製造方法である。
【0022】
これによれば、金属管の端部を溶接により封止して片端閉塞の金属管を形成し、その金属管を塑性変形させるので、先端部まで金属で形成されたデザイン性の高いシャワーヘッド本体を得ることができる。
【0023】
また、請求項10の発明は、請求項9において、前記金属管の表面から溶接痕を除去する研磨工程を実行することを特徴とするシャワーヘッド本体の製造方法である。
【0024】
これによれば、金属管の表面に残っている溶接痕を研磨により除去するので、表面に溶接痕が無く、見栄えのいいシャワーヘッド本体を製造することが可能となる。
【0025】
また、請求項11の発明は、請求項1〜10において、シャワーヘッド本体を形成した後に、シャワーヘッド本体の表面を研磨して仕上げを行うことを特徴とするシャワーヘッド本体の製造方法である。
【0026】
これによれば、シャワーヘッド本体を形成した後に仕上げの研磨工程を行うので、全体に光沢のある美しいシャワーヘッド本体を得ることができる。
【0027】
また、請求項12の発明は、請求項1〜11のいずれか1項に記載の製造方法により、金属管を塑性変形させて形成したことを特徴とするシャワーヘッド本体である。
【0028】
これによれば、金属管を塑性変形させてシャワーヘッド本体を形成するので、従来よりも軽量なシャワーヘッド本体を提供することが可能である。また、金属管を塑性変形させてシャワーヘッド本体の外郭形状を形成するので、これまでに無いデザインのシャワーヘッド本体を提供することが可能である。
【発明の効果】
【0029】
本発明は、金属製のシャワーヘッド本体を、従来よりも少量の材料で安価に製造することが可能である。また、従来よりも省エネルギーでシャワーヘッド本体を製造することが可能である。
【図面の簡単な説明】
【0030】
【図1】本発明の第一の実施形態にかかるシャワー装置を示す斜視図である。
【図2】本発明のシャワーヘッド本体の製造方法の第一の例を示す工程図である。
【図3】本発明のシャワーヘッド本体の製造方法の第二の例を示す工程図である。
【図4】本発明のシャワーヘッド本体の製造方法の第三の例を示す工程図である。
【図5】本発明のシャワーヘッド本体の製造方法の第四の例を示す工程図である。
【図6】第二〜第四の例により製造されたシャワーヘッド本体を搭載したシャワー装置を示す斜視図である。
【図7】本発明のシャワーヘッド本体の製造方法の第五の例を示す工程図である。
【図8】本発明の第二の実施形態にかかるシャワー装置を示す斜視図である。
【図9】本発明のシャワーヘッド本体の製造方法の第五の例を示す工程図である。
【図10】第六の例におけるバルジ加工の第一の具体例を示す模式図である。
【図11】第六の例におけるバルジ加工の第二の具体例を示す模式図である。
【図12】本発明のシャワーヘッド本体の製造方法の第七の例を示す工程図である。
【発明を実施するための形態】
【0031】
以下、金属製のシャワーヘッド本体を有するシャワー装置、及び、金属製のシャワーヘッド本体の製造方法について、説明する。
【0032】
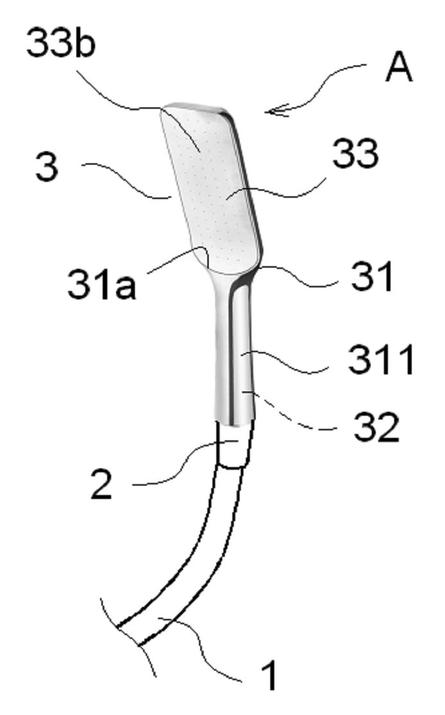
図1は本発明の第一の実施形態にかかるシャワー装置Aを示す斜視図である。
シャワー装置Aは、シャワーヘッド本体31が金属で形成され、散水部材33が樹脂で形成されたものである。
【0033】
シャワー装置Aは、湯水混合水栓(図示せず)のシャワー側吐出口に連結されたシャワーホース1にソケット2を介してシャワーヘッド3が連結された構成であり、シャワーヘッド3を手で持って使用することができるものである。
【0034】
このシャワー装置Aは、シャワーヘッド3の外郭を構成するシャワーヘッド本体(外筒)31と、シャワーヘッド本体31の基端部に装着されて、シャワーホース1から供給される湯水をシャワーヘッド本体31内に導入する通水路部材32と、シャワーヘッド本体31の先端部に装着されて、湯水をシャワー状に散水する複数の散水孔33bを有する散水部としての散水部材33とで構成されている。
【0035】
シャワーヘッド本体31は、例えばSUS304等の金属から形成された部材である。このシャワーヘッド本体31は、基端部側を手で持ちやすい径として把持部311とし、先端部側を把持部311よりも扁平で且つ幅広の薄体状(10〜15mm程度)にしている。また、シャワーヘッド本体31の先端部には、散水部材33を装着するための散水部材装着用の開口部が形成されている。この開口部は、シャワーヘッド本体31の一側面にのみ形成されている。
このシャワーヘッド本体31は、0.5mm〜1mm程度の薄肉に形成することができ、従来のシャワーヘッドよりも軽量化されたものとなる。
【0036】
このシャワーヘッド本体31は、SUS304等の光沢のある金属で形成することによって、真鍮のように表面にクロムめっき等の装飾めっきを施さなくても、良質な、金属製のシャワー装置を作製することができる。
【0037】
通水路部材32は、樹脂で成形されており、その一端にシャワーホース1が接続されて湯水の供給を受ける入水口32aが形成され、他端には供給された湯水を出水する出水口32bが形成されている。また、通水路部材32は、出水口32bが形成された他端からシャワーヘッド本体31の内部に挿入させた上で、シャワーヘッド本体31に固定されている。
【0038】
散水部材(散水部)33は、樹脂の射出成型品であり、シャワーヘッド本体31の先端部の薄体状になった部分に形成された開口部31aに埋め込まれるように装着される。また、散水部材33は、通水路部材32の出水口32bに接続されると共に散水部材33の内部に湯水を導入する導入口33aが形成され、またシャワーヘッド本体31の外部に露出された面に、導入された湯水を散水するための複数の散水孔33bが形成されている。この散水部材33は、シャワーヘッド本体31の開口部31aに係合させて装着させた上で、シャワーヘッド本体31又は通水路部材32に固定される。
【0039】
また、シャワーヘッド本体31の端面は、散水部材33で覆われることなく、外部に露出している。よって、側面の全体を金属とした、スッキリしたデザインのシャワーヘッド3を得ることができる。
【0040】
このような構成にしたため、このシャワー装置は、従来よりもシャワーヘッドの軽量化がなされ、輸送時のCO2排出量を削減することができる。
【0041】
次に、上述したように、金属管に樹脂製散水部材を装着したシャワーヘッド本体の製造方法について説明する。
【0042】
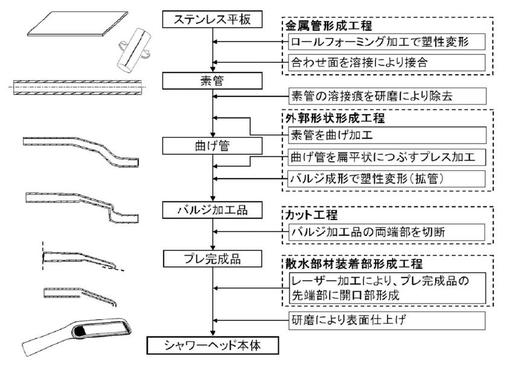
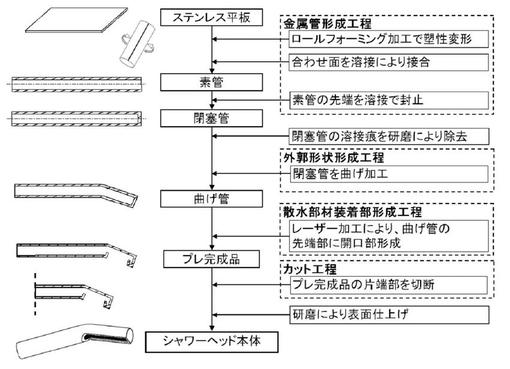
図2は、シャワーヘッド本体を製造する第一の例を示す工程図である。
まず、ステンレス製の平板を準備し、その平板を塑性変形させて筒状に丸めるロールフォーミング加工を行う。そして、丸めた平板の端部(合わせ面)同士を接合して両端が開口した直管状の素管と成す溶接を行う。
これらロールフォーミング加工と合わせ面を溶接する工程が、本発明の金属管形成工程に該当する。
【0043】
なお、溶接痕が残ってしまうと、シャワーヘッドの見栄えが悪くなるので、溶接痕を除去する研磨工程を実行する。溶接痕が周囲からほとんど盛り上がっていない場合には、この研磨工程は、任意のタイミングで実行すればよい。しかし、溶接痕が周囲よりも大きく盛り上がった形状の場合には、この溶接を終えた段階で、溶接痕を除去する研磨工程を実行するのが好ましい。
溶接痕の除去には、表面全体を一律に研磨するバレル研磨よりも、任意の範囲に亘って一度の研磨で大きな除去力を得ることができるベルト研磨が適している。ベルト研磨を行うことにより、溶接痕を短時間で除去することができる。また、溶接痕除去後の溶接部分は、閉塞管の表面のうち、溶接されていない部分と同じ程度の表面粗さにするのが好ましい。砥材や粒度を適切に選択して数段階に分けてベルト研磨を行うことにより、溶接痕を平坦にし、さらにステンレス鋼板の表面と同等の粗さ(例えば、算術平均粗さRa=0.2μm程度)にすることが可能である。
なお、表面全体を同時に且つ平均的に研磨するバレル研磨のような研磨方法を用いて溶接痕を除去した場合、数十μmレベルの高低差を有する凹凸形状が溶接痕に残ってしまい、外観不良となる可能性があるが、ベルト研磨によればそのような凹凸形状が残る恐れはなく、外観不良率を下げることができる。
【0044】
次に、必要に応じて、素管の側面に一方向に圧力を加えることにより、素管を塑性変形させて曲げ管と成す曲げ加工を行う。なお、この曲げ加工は、シャワーヘッド本体の形状によっては行う必要はないし、また、後述するバルジ加工用の金型を締める際に素管を曲げ変形させることも可能である。
【0045】
そして、次に、シャワーヘッド本体の断面が円管ではない場合には、曲げ管あるいは素管を扁平形状につぶすプレス加工を行う。
そして、曲げ管あるいは素管を、所定の形状に塑性変形させたバルジ加工品と成すバルジ加工を行う。このバルジ加工は、金型に曲げ管あるいは素管を装填して金型を締め、曲げ管あるいは素管の内部に液体等の充填物を注入し、充填物に最大200Mpa程度の高圧力を加えて曲げ管あるいは素管をシャワーヘッド本体の形を成すよう、所定の形状に拡管させるものである。なお、このバルジ加工においては、充填物に圧力をかけて曲げ管あるいは素管を軸方向に圧縮させる(軸押し)際に、低い圧力と高い圧力を交互にかけることにより、曲げ管あるいは素管を径方向に大きく変形させる、いわゆる振動成形を行うことにより、シャワーヘッド本体の外観形状を曲面を利用した意匠性の高いものにすることが可能となる。
第一の例においては、曲げ加工とプレス加工とバルジ加工が、本発明の外郭形状形成工程に該当する。
【0046】
そして、この第一の例においては、この外郭形状形成工程により、曲げ管あるいは素管を変形させて、曲げ管あるいは素管の一面でシャワーヘッド本体31の天面を形成させている。
【0047】
なお、バルジ加工によって、曲げ管の曲げ部分を拡径させて金型に形成されたエッジ部分に倣うように変形させることにより、シャワーヘッド本体にシャープなエッジ形状を付与することも可能である。
【0048】
ここで、曲げ加工やプレス加工、バルジ加工によって曲げ管あるいは素管を塑性変形する前に溶接痕を除去する研磨工程を行った場合には、直線ラインに沿って溶接痕を除去することができるため、研磨工程の負荷を低減することが可能となる。
また、溶接痕の盛り上がりが大きい場合にはバルジ加工の前に溶接痕を除去することで、溶接痕が残った状態でバルジ加工した場合に溶接痕回りに大きな凹凸が形成されるのを防ぐことができ、最後の表面仕上げ工程の負荷を軽減することが可能である。
【0049】
次に、バルジ加工品の余剰部分をカットしてプレ完成品と成すために、バルジ加工品の開口端を所定の位置でカットする切断加工を行う。
【0050】
さらに、プレ完成品の先端部に、樹脂製の散水部材を組み込むための開口部を形成するために穴開け加工を行う。この穴開け加工は、レーザーによる切除加工を適用することができる。この穴開け加工が、本発明の散水部材装着部形成工程に該当する。
【0051】
なお、レーザーによる切除加工により、開口部に嵌め込まれる散水部材に形成された突起が係合される係合孔を開口部に形成することが可能となる。
【0052】
さて、バルジ加工によりプレ完成品の表面粗さはバルジ加工前よりも粗くなっている。そこで、プレ完成品の全体を鏡面状態に表面仕上げするために研磨工程を行う。
【0053】
前述した研磨工程において、溶接した部分と溶接していない部分の表面粗さとが同等程度になるように溶接痕を除去している。そのため、プレ完成品の全体を効率的よく研磨する方法としては、ベルト研磨、あるいはバレル研磨を用いることができる。ただし、プレ完成品が、表面にシャープなエッジ形状や小R部などの複雑形状を有するデザインである場合には、複雑な形状にも対応できるバレル研磨を用いるのが望ましい。
【0054】
以下、バレル研磨工程を詳細に説明する。研磨前のプレ完成品は前述したバルジ加工によって表面粗さが粗くなっているため、粗研磨から開始して段階的に表面粗さを減らしていく。このとき、算術平均粗さRaを一工程毎に半減させるように、例えばバルジ加工後の算術平均粗さRaが0.4μmである場合、最初の工程でRaを0.4μmから0.2μmに減少させ、次の工程でRaを0.2μmから0.1μmに減少させ、さらに次の工程でRaを0.1μmから0.05μmに減少させ、最後の工程でRaを0.05μmから0.025μmに減少させるように、順次工程を行い、表面を仕上げていく。
【0055】
ここで、低コストで研磨を実現するためには、一工程あたりの研磨時間を短縮させることが必要であり、表面状態に応じた最適なメディア、コンパウンド、その他研磨条件を設定することが重要となる。例えば、粗研磨工程ではセラミックス系あるいは樹脂系のメディアを使用し、約30分間研磨をおこなうことで初期表面粗さを約半分まで減少させることができる。また、最終仕上げ工程では、最終仕上げ用の条件を満たした樹脂系あるいはクルミ等の植物系のメディアを使用し、約1時間研磨をおこなうことでRa=0.03μm以下、十点平均粗さRzJIS=0.1μm以下、最大高さ粗さRz=0.2μm以下を達成することができる。これによりプレ完成品の表面を鏡面で光沢のある状態に仕上げることができる。なお、Ra=0.05μm程度であっても良好な鏡面状態が得られる。
【0056】
バレル研磨によって微細な研磨痕が生ずることがあるが、それを除去するためにバフ研磨を行い、仕上げレベルをさらに向上させることも可能である。
【0057】
このようにして、シャワーヘッド本体をステンレス等の薄肉金属により製造することができる。
これによれば、薄肉の金属板を塑性変形させてシャワーヘッド本体を得るので、鋳造による金属製シャワーヘッド本体よりも少量の材料で安価なシャワーヘッド本体を提供することが可能である。また、鋳造による金属製シャワーヘッド本体よりも省エネルギーでシャワーヘッド本体を製造することが可能である。また、薄肉且つ薄型扁平でこれまでにないスタイリッシュなシャワーヘッド本体を得ることができる。
【0058】
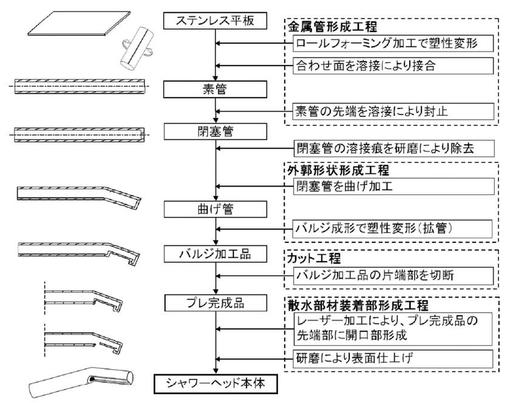
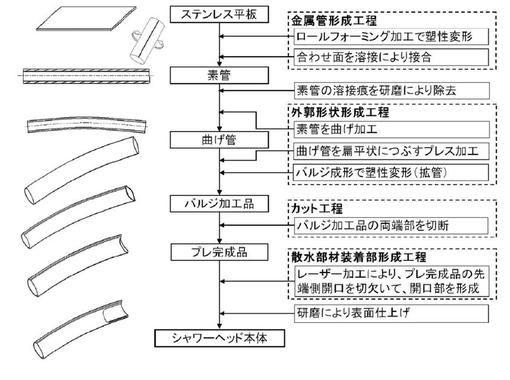
次に、金属管に樹脂製散水部材を装着したシャワーヘッド本体を製造する第二の例について説明する。図3に、第二の例の工程を示す。
第二の例は、シャワーヘッド本体の天面を形成する工程が、前述した第一の工程とは異なる。なお、その他の工程については、第一の工程と同様であるので、説明を省略する。
【0059】
この第二の例においては、ロールフォーミング加工及び合わせ面を溶接することにより素管を形成した後、両端が開口した素管の一方に平たい天板部材を接合して開口を封止して閉塞管と成す溶接を行う。すなわち、シャワーヘッド本体の天面は、素管に溶接された他部材により構成される。溶接により閉塞管を形成した後、第一の例と同様に、適切なタイミングで溶接痕を除去する工程を行う。
第二の例においては、これらロールフォーミング加工と合わせ面の溶接と天板部材で開口を封止する溶接の工程が、本発明の金属管形成工程に該当する。
この金属管形成工程以降は、閉塞管に対して、外郭形状形成工程、カット工程、散水部材装着部形成工程、研磨工程などを順次実行して、薄肉金属により所定の形状のシャワーヘッド本体を得ることができる。
【0060】
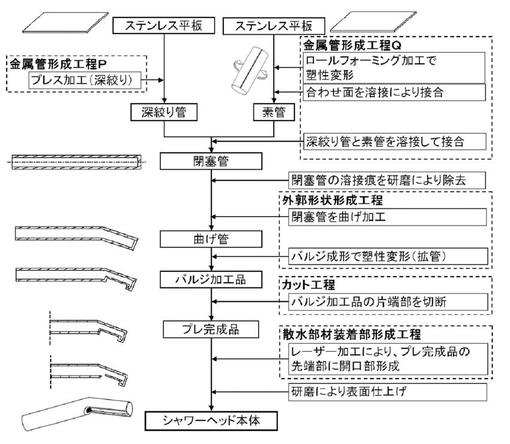
次に、金属管に樹脂製散水部材を装着したシャワーヘッド本体を製造する第三の例について説明する。図4に、第三の例の工程を示す。
第三の例は、閉塞管を得るまでの工程が、前述した第一の例、第二の例と異なる。なお、その他の工程については、第一の工程と同様であるので、説明を省略する。
【0061】
この第三の例においては、2枚のステンレス製の平板を準備する。一方の平板は、プレス加工によって深絞りして深絞り管を形成する。もう一方の平板は、塑性変形させて筒状に丸めるロールフォーミング加工を行い、丸めた平板の端部同士を接合して両端が開口した直管状の素管と成す溶接を行う。
もしくは、押し出し成形、引き抜き成形により、両端が開口した直管状のステンレス製素管を形成する。
そして、素管の一端の開口に深絞り管を溶接により接合して閉塞管を形成する。
これらの工程が、本発明の金属管形成工程に該当する。
なお、その後、必要に応じて溶接痕を除去する研磨工程を実行するが、シャワーヘッド本体の先端を平たい天板部材を溶接する第二の例に対し、第三の例では、深絞り管を溶接することにより、溶接痕を除去する研磨の負荷を軽減することが可能である。
この金属管形成工程以降は、閉塞管に対して、外郭形状形成工程、カット工程、散水部材装着部形成工程、研磨工程などを順次実行して、薄肉金属により所定の形状のシャワーヘッド本体を得ることができる。
【0062】
次に、金属管に樹脂製散水部材を装着したシャワーヘッド本体を製造する第四の例について説明する。図5に、第四の例の工程を示す。
第四の例により形成されるシャワーヘッド本体は、全長にわたってほぼ同じ径である。そのため、第一の例から第三の例のようなバルジ加工を行っていない。
第四の例においては、外郭形状形成工程は、閉塞管を曲げ加工する工程のみを実行する。
これによっても、薄肉金属により所定の形状のシャワーヘッド本体を得ることができる。
【0063】
なお、図6は、第二〜第四に説明した製造方法により形成されたシャワーヘッド本体を例示する図である。複数の散水孔が形成された散水面に樹脂製の散水部材が露出するのを除き、シャワーヘッド本体の全体に金属が露出している。
【0064】
次に、金属管に樹脂製散水部材を装着したシャワーヘッド本体を製造する第五の例について説明する。図7に、第五の例の工程を示す。
第五の例は、散水部装着部の形態とその形成工程が、前述した第一〜第四の例と異なる。なお、その他の工程については、第一の工程と同様であるので、説明を省略する。
【0065】
第五の例においては、ステンレス平板にロールフォーミング加工等を施す金属管形成工程により得られた、両端が開口した素管を、曲げ加工、つぶしのためのプレス加工を必要に応じて行った後、バルジ加工によって所定の形状となるように塑性変形させてバルジ加工品を得る。ここでのバルジ加工は、シャワーヘッド本体の角にエッジを設けるために行う。この曲げ加工、プレス加工、バルジ加工が、本発明の外郭形状形成工程に該当する。
そして、両端が開口されたバルジ加工品の両端を切断してプレ完成品を得るカット工程を実行する。
そして、次に、プレ完成品の先端側端部の開口から、プレ完成品の側面に亘ってレーザー加工により切欠いて、散水部材が装着される装着用開口部を形成する。その際、開口部を形成する面の開口部の周囲には切り欠かずに残した部位を設けておくことにより、当該部位を、装着した散水部材の抜け止め部として利用することができる。
なお、この開口の一部を切り欠いて開口を広げる工程が、本発明の散水部材装着部形成工程に該当する。
そして、最後に、表面仕上げのための研磨を行い、シャワーヘッド本体を得る。
【0066】
この第五の例によっても、薄肉金属により所定の形状のシャワーヘッド本体を得ることができる。
また、この第五の例によれば、第一〜第四の例と異なり、金属管の端部の開口の端を切り欠いて、散水部材の装着用開口部として利用するので、散水部材の装着用開口を新たに開けるよりも加工の手間を軽減することができ、製造コストの削減となる。また、装着用開口部の周囲に、切り欠かずに残した部位を設けることにより、当該部位を散水部材の抜け止め部として利用することができる。これにより、シャワーヘッド本体から散水部材をより抜けにくくすることが可能となる。
【0067】
以上説明した製造方法により、金属管に樹脂製散水部材を装着したシャワーヘッド本体を製造することが可能であるが、種々変形して実行することが可能である。
例えば、上述した第一〜第五の例の工程を適宜入れ替えてシャワーヘッド本体を形成することも可能である。具体的には、第三の例の金属管形成工程を第一の例の金属管形成工程として採用するなどである。
また、第二の例と第四の例のように、必要に応じてカット工程と散水部材装着部形成工程を行う順序を入れ替えることも可能である。
【0068】
また、製造方法の任意の工程については、別の加工法を採用することももちろん可能である。
例えば、樹脂製の散水部材を嵌め込むための開口部を形成する工程として、レーザー加工による切除加工を例示したが、その前に、バルジ加工用の金型の散水部に該当する部位に凸部を形成しておき、金型を締めてあるいはバルジ加工することにより、その凸部の形状が素管あるいは閉塞管に転じて凹部が形成される。その凹部の側面を残してレーザーで切除加工すると、散水部材装着用の開口部の周囲に垂下片を形成することができる。シャワーヘッド本体31が薄肉であると、樹脂製の散水部材を強固に固定しにくいが、開口部に垂下片を形成することにより、開口部回りに厚みができるので、その厚みを利用して散水部材を固定することが可能となる。
また、垂下片を形成するにあたり、レーザー加工に代えて、バルジ加工後のバルジ加工品の一部をプレス加工により凹設させつつうち抜いて、開口部の周縁部に垂下片を形成してもよい。そして、この場合、プレス加工の前に、バルジ加工の際にピアッシング加工を行うことにより開口部の縁に沿って予備孔を開けておけばプレス加工を容易に行うことが可能となる。
【0069】
さらに、金属管形成工程を行わずに、汎用のステンレス管を購入して、外郭形状形成工程から製造方法を行うようにすることも可能である。
【0070】
次に、本発明の第二の実施形態にかかるシャワー装置について説明する。
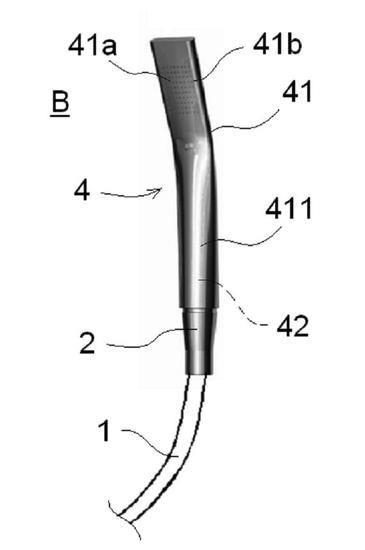
図8は第二の実施形態にかかるシャワー装置Bを示す斜視図である。
シャワー装置Bは、湯水混合水栓(図示せず)のシャワー側吐出口に連結されたシャワーホース1にソケット2を介してシャワーヘッド4が連結された構成であり、シャワーヘッド4を手で持って使用することができるものである。
【0071】
シャワー装置Bは、全体が金属により形成されてシャワーヘッド4の外郭を成すと共に先端部側の側面に複数の散水孔41aを有する散水部41bが形成されたシャワーヘッド本体41と、シャワーホース1から供給される湯水をシャワーヘッド本体41内に導入する通水路部材42とで構成されている。
【0072】
シャワーヘッド本体41は、例えばSUS304等の金属からなる部材である。このシャワーヘッド本体41は、基端部側を手で持ちやすい径として把持部411とし、先端部側を把持部411よりも扁平で且つ幅広の薄体状の散水部41bとしている。
これにより、シャワーヘッド本体41は、0.5mm〜1mm程度の薄肉に形成することができ、従来のシャワーヘッドよりも軽量化される。
【0073】
通水路部材42は、シャワー装置Aと同様に、樹脂で成形されており、その一端にシャワーホース1が接続されて湯水の供給を受ける入水口42aが形成され、その他端には供給された湯水を出水する出水口42bが形成されている。また、通水路部材42は、その他端部からシャワーヘッド本体41の内部に挿入させた上で、シャワーヘッド本体41に固定されている。
【0074】
この実施形態のシャワー装置は、シャワーホース1に接続される部分を除いたシャワーヘッド4の全体が、SUS304等の光沢のある金属で形成された継ぎ目の無いシャワーヘッド本体41で構成されている。このため、真鍮のように表面にクロムめっき等の装飾めっきを施さなくても、良質な、金属製のシャワー装置を作製することができる。また、基端部を除けば、シャワーヘッド4の表面には、部材と部材の継ぎ目を表れないので、シャワーヘッドの散水孔の近傍に部材同士の継ぎ目を設ける必要がない。そのため、散水孔の近傍に汚れがこびりつくこともなく、清潔感にあふれるシャワー装置となる。
【0075】
また、このような構成にしたため、このシャワー装置は、従来よりもシャワーヘッドの軽量化がなされ、輸送時のCO2排出量を削減することができる。
【0076】
次に、上述したように、全体を金属で構成したシャワーヘッド本体の製造方法について説明する。
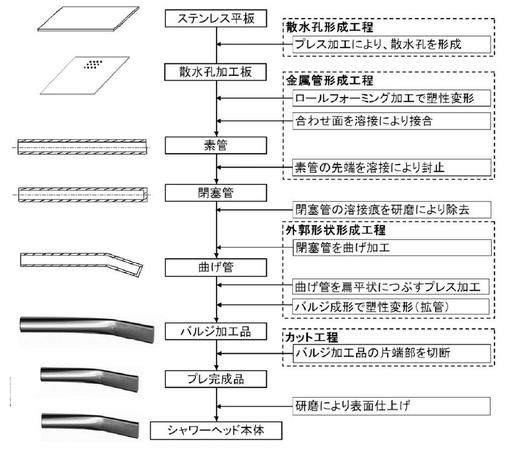
図9は、シャワーヘッド本体を製造する例(第六の例)を示す工程図である。
【0077】
まず、ステンレス製の平板を準備し、その平板に散水孔を開けて散水孔加工板を形成する工程を実行する。平板にプレス加工等により多数の孔を同時に加工するのがコスト的に好ましい。これが、本発明の散水孔形成工程に該当する。
そして、散水孔加工板を塑性変形させて筒状に丸めるロールフォーミング加工を行う。そして、丸めた散水孔加工板の端部同士を接合して両端が開口した直管状の素管と成す溶接を行う。
その後、両端が開口した素管の一方に平たい天板部材を接合して開口を封止して閉塞管と成す溶接を行う。すなわち、シャワーヘッド本体の天面は、素管に溶接された他部材により構成される。
これらロールフォーミング加工と合わせ面の溶接と天板部材で開口を封止する溶接の工程が、本発明の金属管形成工程に該当する。
【0078】
なお、溶接痕が残ってしまうと、シャワーヘッドの見栄えが悪くなるので、溶接痕を除去する研磨工程を実行する。溶接痕が周囲からほとんど盛り上がっていない場合には、この研磨工程は、任意のタイミングで実行すればよい。しかし、溶接痕が周囲よりも大きく盛り上がった形状の場合には、この溶接を終えた段階で、溶接痕を除去する研磨工程を実行するのが好ましい。
【0079】
溶接痕の除去には、表面全体を一律に研磨するバレル研磨よりも、任意の範囲に亘って一度の研磨で大きな除去力を得ることができるベルト研磨が適している。ベルト研磨を行うことにより、溶接痕を短時間で除去することができる。また、溶接痕除去後の溶接部分は、閉塞管の表面のうち、溶接されていない部分と同じ程度の表面粗さにするのが好ましい。砥材や粒度を適切に選択して数段階に分けてベルト研磨を行うことにより、溶接痕を平坦にし、さらにステンレス鋼板の表面と同等の粗さ(例えば、算術平均粗さRa=0.2μm程度)にすることが可能である。
なお、表面全体を同時に且つ平均的に研磨するバレル研磨のような研磨方法を用いて溶接痕を除去した場合、数十μmレベルの高低差を有する凹凸形状が溶接痕に残ってしまい、外観不良となる可能性があるが、ベルト研磨によればそのような凹凸形状が残る恐れはなく、外観不良率を下げることができる。
【0080】
次に、必要に応じて、閉塞管の側面に一方向に圧力を加えることにより、閉塞管を塑性変形させて曲げ管と成す曲げ加工を行う。なお、シャワーヘッド本体の形状によってはこの曲げ加工を行う必要はないし、また、後述するバルジ加工用の金型を締める際に素管を曲げ変形させることも可能である。
【0081】
そして、次に、曲げ管あるいは閉塞管を所定の形状に塑性変形させてバルジ加工品と成すバルジ加工を行う。このバルジ加工は、金型に曲げ管あるいは閉塞管を装填して金型を締め、曲げ管あるいは閉塞管の内部に液体等の充填物を注入し、充填物に最大200Mpa程度の高圧力を加えて曲げ管あるいは閉塞管をシャワーヘッド本体の形を成すよう、所定の形状に拡管させるものである。なお、このバルジ加工においては、最初は充填物に小さく圧力をかけて、曲げ管あるいは閉塞管を軸方向に圧縮させて(軸押し)一次変形を起こさせ、その後、充填物に高い圧力をかけて、曲げ管あるいは閉塞管を径方向に大きく変形させる二次変形を起こさせる、いわゆるハンマリング成形を行うことにより、シャワーヘッド本体の外観形状を曲面を利用した意匠性の高いものにすることが可能となる。
【0082】
なお、図8に示したシャワーヘッド本体は、散水部が扁平で且つ幅広の薄体状とされている。シャワーヘッド本体をこのような形状にするために、バルジ加工の金型を締めた際に、曲げ管あるいは閉塞管が扁平な形状になるように塑性変形している。
また、シャワー装置では、散水孔から散水領域が広がるように散水させる必要があるため、各散水孔はそれぞれ異なる方向を指向している。この例では、バルジ加工によって、散水孔が形成された面を所定の曲面形状に変形することにより、複数の散水孔を異なる方向に向けることができ、シャワー装置としての散水性能を付与することができる。
なお、散水孔が開けられた部材をバルジ加工する点については後述する。
【0083】
このバルジ加工、または、曲げ加工とバルジ加工が、本発明の外郭形状形成工程に該当する。
なお、バルジ加工によって、曲げ管あるいは閉塞管の曲げ部分を拡径させて金型に形成されたエッジ部分に倣うように変形させることにより、シャワーヘッド本体にシャープなエッジ形状を付与することも可能である。
【0084】
ここで、曲げ加工やバルジ加工によって曲げ管あるいは閉塞管を塑性変形する前に溶接痕を除去する研磨工程を行った場合には、直線ラインに沿って溶接痕を除去することができるため、研磨工程の負荷を低減することが可能となる。
また、溶接痕の盛り上がりが大きい場合にはバルジ加工の前に溶接痕を除去することで、溶接痕が残った状態でバルジ加工した場合に溶接痕回りに大きな凹凸が形成されるのを防ぐことができ、最後の表面仕上げ工程の負荷を軽減することが可能である。
【0085】
次に、バルジ加工品の余剰部分をカットしてプレ完成品と成すために、バルジ加工品の開口端を所定の位置でカットする切断加工を行う。
【0086】
さて、バルジ加工によりプレ完成品の表面粗さはバルジ加工前よりも粗くなっている。そこで、プレ完成品の全体を鏡面状態に表面仕上げするために研磨工程を行う。
前述した研磨工程において、溶接した部分と溶接していない部分の表面粗さとが同等程度になるように溶接痕を除去している。そのため、プレ完成品の全体を効率的よく研磨する方法としては、ベルト研磨、あるいはバレル研磨を用いることができる。ただし、プレ完成品が、表面にシャープなエッジ形状や小R部などの複雑形状を有するデザインである場合には、複雑な形状にも対応できるバレル研磨を用いるのが望ましい。
【0087】
以下、バレル研磨工程を詳細に説明する。研磨前のプレ完成品は前述したバルジ加工によって表面粗さが粗くなっているため、粗研磨から開始して段階的に表面粗さを減らしていく。このとき、算術平均粗さRaを一工程毎に半減させるように、例えばバルジ加工後の算術平均粗さRaが0.4μmである場合、最初の工程でRaを0.4μmから0.2μmに減少させ、次の工程でRaを0.2μmから0.1μmに減少させ、さらに次の工程でRaを0.1μmから0.05μmに減少させ、最後の工程でRaを0.05μmから0.025μmに減少させるように、順次工程を行い、表面を仕上げていく。
【0088】
ここで、低コストで研磨を実現するためには、一工程あたりの研磨時間を短縮させることが必要であり、表面状態に応じた最適なメディア、コンパウンド、その他研磨条件を設定することが重要となる。例えば、粗研磨工程ではセラミックス系あるいは樹脂系のメディアを使用し、約30分間研磨をおこなうことで初期表面粗さを約半分まで減少させることができる。また、最終仕上げ工程では、最終仕上げ用の条件を満たした樹脂系あるいはクルミ等の植物系のメディアを使用し、約1時間研磨をおこなうことでRa=0.03μm以下、十点平均粗さRzJIS=0.1μm以下、最大高さ粗さRz=0.2μm以下を達成することができる。これによりプレ完成品の表面を鏡面で光沢のある状態に仕上げることができる。なお、Ra=0.05μm程度であっても良好な鏡面状態が得られる。
なお、プレ完成品には散水孔が開いているので、散水孔よりも大きな粒径のメディアを用いることにより、散水孔にメディアが詰まるのを防ぐのが好ましい。
【0089】
バレル研磨によって微細な研磨痕が生ずることがあるが、それを除去するためにバフ研磨を行い、仕上げレベルをさらに向上させることも可能である。
【0090】
このようにして、シャワーヘッド本体の全体をステンレス等の薄肉金属の加工により製造することができる。
これによれば、薄肉の金属板を塑性変形させてシャワーヘッド本体を得るので、鋳造による金属製シャワーヘッド本体よりも少量の材料で安価なシャワーヘッド本体を提供することが可能である。また、鋳造による金属製シャワーヘッド本体よりも省エネルギーでシャワーヘッド本体を製造することが可能である。また、薄肉且つ薄型扁平でこれまでにないスタイリッシュなシャワーヘッド本体を得ることができる。さらに、金属管に直に散水孔を開けるので、シャワーヘッド本体と散水部材の継ぎ目がなく、従来よりも見栄えが良く、汚れの付着が軽減された清潔なシャワーヘッド本体を得ることが可能である。
また、塑性変形させる前に散水孔の加工を行うので、散水孔の形成を容易に行うことができる。
【0091】
次に、散水孔が開けられた部材をバルジ加工する点について説明する。
図10は、バルジ加工の工程を説明する、断面模式図である。
【0092】
この例では、曲げ管あるいは閉塞管5の内部に弾性材料のチューブ7を挿入した状態で金型6に装填してバルジ加工を行っている。そのため、曲げ管あるいは閉塞管5に形成されている散水孔41bがチューブ7によってシールされるので、曲げ管あるいは閉塞管5の外部に充填物を漏れさせることなく曲げ管あるいは閉塞管5を拡管することができる。
【0093】
バルジ加工では最大200Mpaという高圧での塑性加工が行われるが、曲げ管あるいは閉塞管5の内部に挿入した弾性材料のチューブ7に破れは生じない。
本来、弾性材料のチューブ7の破れが発生するのは弾性材料内部に引張の変形加重が加わり変形量がその材料の弾性領域を超えることで、破れが発生する。しかし、この例においては、弾性材料のチューブ内は常に圧力媒体による圧縮の荷重を受けている。若干の引張変形は発生しているが変形量はわずかであり、弾性材料の弾性領域を超えることはないため、弾性材料のチューブは破れることはない。
【0094】
次に、図11に、バルジ加工の工程を説明する第二の例の断面模式図を示す。
第二の例では、弾性材料のチューブを曲げ管あるいは閉塞管の外周に装着した状態で、バルジ加工の金型に装填する。
これによっても、曲げ管あるいは閉塞管5に形成されている散水孔がチューブ71によってシールされるので、曲げ管あるいは閉塞管5の外部に充填物を漏れさせることなく曲げ管あるいは閉塞管5を拡管することができる。
【0095】
図10および図11に示した対策を用いることで、散水孔41bを有する管材5をバルジ加工することができ、拡管して曲面とした金属管の外周に対して法線方向に散水孔を有する金属製シャワーヘッド本体を製造することができる。また、塑性加工前の状態で散水孔を加工するので、散水孔の加工を容易に行うことができる。
【0096】
次に、全体を金属で構成したシャワーヘッド本体を製造する第七の例について説明する。図12に、第七の例の工程を示す。
この第七の例は、散水孔形成工程が、前述した第六の例と異なる。
【0097】
この例では、ステンレス平板を金属管形成工程によって加工した閉塞管に、必要に応じて曲げ加工、つぶしのためのプレス加工を行い曲げ管を得て、その後に、曲げ管をバルジ加工の金型に装填して金型を締め、素管又は閉塞管の内部に液体等の充填物を注入し、充填物に最大200Mpa程度の高圧力をかけて閉塞管を塑性変形してバルジ加工品を得る。第六の例と異なり、この時点では、散水孔は開いていない。
次に、バルジ加工により閉塞管を塑性変形した直後に、金型内部の充填物に高圧力をかけた状態で、バルジ加工品の外部からピアッシングピンを差し込むピアッシング加工を行って、散水孔を形成する。
そして、この散水孔加工品を金型から取り出して、片端部を切断するカット工程を行い、全体を研磨して表面仕上げを行い、シャワーヘッド本体を得る。
【0098】
このようにして、シャワーヘッド本体の全体をステンレス等の薄肉金属により製造することができる。
なお、この第七の例でも、塑性変形させる前に溶接痕を除去する研磨工程、表面仕上げのための研磨工程を、第六の例と同様に適切なタイミングで実行する。
【0099】
これによれば、薄肉の金属板を塑性変形させてシャワーヘッド本体を得るので、鋳造による金属製シャワーヘッド本体よりも少量の材料で安価なシャワーヘッド本体を提供することが可能である。また、鋳造による金属製シャワーヘッド本体よりも省エネルギーでシャワーヘッド本体を製造することが可能である。さらに、金属管に直に散水孔を開けるので、シャワーヘッド本体と散水部材の継ぎ目がなく、従来よりも見栄えが良く、汚れの付着が軽減された清潔なシャワーヘッド本体を得ることが可能である。
また、散水孔を形成する前に金属管の塑性変形を行うことから、シャワーヘッド本体の外郭形状に合わせて散水孔を加工することができ、さらに、製造上の歩留まりを高めることが可能となる。
【0100】
以上、本発明の実施の形態について説明した。しかし、本発明はこれらの記述に限定されるものではない。
【0101】
以上説明した製造方法により、金属管に散水孔をあけたシャワーヘッド本体を製造することが可能であるが、種々変形して実行することが可能である。
製造方法の任意の工程については、別の加工法を採用することももちろん可能である。
例えば、散水孔形成工程としては、ステンレス平板の状態で孔開け加工する第六の例、バルジ加工後にピアッシング加工により孔開け加工する第七の例に限定されない。例えば、バルジ加工後に、バルジ加工品を金型から取り出して後に、プレス加工によって散水孔をあけることも可能である。この場合、複数の散水孔が同じ方向を指向することになるが、散水孔からの吐水の方向を規定する吐水方向規定部材を散水部の内部に装着することにより、複数の散水孔からの吐水が広がるようにすることが可能である。なお、孔開け加工としては、プレス加工のほかに、ドリルやレーザーによる孔開け加工を行っても良い。
【0102】
さらに、金属管形成工程を行わずに、汎用のステンレス管を購入して、外郭形状形成工程から製造方法を行うようにすることも可能である。
【符号の説明】
【0103】
A…シャワー装置
B…シャワー装置
3…シャワーヘッド
31…シャワーヘッド本体
311…把持部
32…通水路部材
33…散水部材
33b…散水孔
4…シャワーヘッド
41…シャワーヘッド本体
41a…散水孔
41b…散水部
42…通水路部材
5…閉塞管
6…金型
7…チューブ
71…チューブ
【技術分野】
【0001】
本発明は、浴室やシャワールームにて、手に持って使用することが可能なシャワーのシャワーヘッド本体の製造方法、およびその製造方法によって形成されるシャワーヘッド本体に関する。
【背景技術】
【0002】
特許文献1にて提案されているシャワー装置のシャワーヘッドは、水を散水するマウスピース(本出願の散水部材に相当する)や、マウスピースを保持すると共にマウスピースへの通水路となる支持体(本出願のシャワーヘッド本体に相当する)、といった構成要素を組み立てて作製され、必要に応じて、表面にニッケルクロムめっきなどの装飾めっきが施されたものである。シャワーヘッドを構成するマウスピースおよび支持体は、金属の鋳造によって製造することができる。
ところが、シャワーヘッド本体を金属の鋳造によって製造した場合、構成要素が鋳物であるため肉厚になってしまう。そのため、原材料が多く必要で、材料費が高額になってしまう。
また、鋳造は、1000℃近い注湯温度を要し、電気代も多くかかるなど、多大なエネルギーを要し、環境への負荷も大きい。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特表平9−502650号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そこで、本発明は、金属製のシャワーヘッド本体を、従来よりも少量の材料で安価に製造することを目的とする。また、従来よりも省エネルギーでシャワーヘッド本体を製造することを第二の目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するための、請求項1の発明は、シャワー装置のシャワーヘッド本体を製造する方法であって、金属管を塑性変形させて所定の形状に形成する外郭形状形成工程と、前記金属管の先端部に散水部材を取り付けるための装着部を形成する散水部材装着部形成工程と、を順次実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法である。
【0006】
これによれば、金属管から所定の形状のシャワーヘッド本体を製造することができるので、従来よりも少量の材料で安価なシャワーヘッド本体を提供することが可能である。また、従来よりも省エネルギーでシャワーヘッド本体を製造することが可能である。また、金属管を塑性変形させてシャワーヘッド本体の外郭形状を形成するので、薄肉且つ薄型のシャワーヘッド本体を製造することが容易となり、薄型のスタイリッシュなデザインのシャワーヘッド本体を提供することが可能となる。
【0007】
上記目的を達成するための、請求項2の発明は、シャワー装置のシャワーヘッド本体を製造する方法であって、金属管に散水孔を形成する散水孔形成工程と、前記散水孔が形成された金属管を塑性変形させて所定の形状に形成する外郭形状形成工程と、を順次実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法である。
【0008】
これによれば、金属管から所定の形状のシャワーヘッド本体を製造することができるので、従来よりも少量の材料で安価なシャワーヘッド本体を提供することが可能である。また、従来よりも省エネルギーでシャワーヘッド本体を製造することが可能である。
また、この製造方法によれば、金属管に直に散水孔を開けるので、シャワーヘッド本体と散水部材の継ぎ目がなく、従来よりも見栄えが良く、汚れの付着が軽減された清潔なシャワーヘッド本体を得ることが可能である。
また、塑性変形させる前に散水孔の加工を行うので、散水孔の形成を容易に行うことができる。
【0009】
上記目的を達成するための、請求項3の発明は、シャワー装置のシャワーヘッド本体を製造する方法であって、金属管を塑性変形させて所定の形状に形成する外郭形状形成工程と、所定の形状に形成された金属管に散水孔を形成する散水孔形成工程と、を順次実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法である。
【0010】
これによれば、金属管から所定の形状のシャワーヘッド本体を製造することができるので、従来よりも少量の材料で安価なシャワーヘッド本体を提供することが可能である。また、従来よりも省エネルギーでシャワーヘッド本体を製造することが可能である。
また、金属管に直に散水孔を開けるので、シャワーヘッド本体と散水部材の継ぎ目がなく、従来よりも見栄えが良く、汚れの付着が軽減された清潔なシャワーヘッド本体を得ることが可能である。
また、散水孔を形成する前に金属管の塑性変形を行うことから、シャワーヘッド本体の外郭形状に合わせて散水孔を加工することができ、さらに、製造上の歩留まりを高めることが可能となる。
【0011】
上記目的を達成するための、請求項4の発明は、シャワー装置のシャワーヘッド本体を製造する方法であって、予め散水孔が開けられた金属管を塑性変形させて所定の形状に形成する外郭形状形成工程を実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法である。
【0012】
これによれば、金属管から所定の形状のシャワーヘッド本体を製造することができるので、従来よりも少量の材料で安価なシャワーヘッド本体を提供することが可能である。また、従来よりも省エネルギーでシャワーヘッド本体を製造することが可能である。
また、予め散水孔が開けられた金属管を加工してシャワーヘッド本体を得るので、シャワーヘッド本体と散水部材の継ぎ目がなく、従来よりも見栄えが良く、汚れの付着が軽減された清潔なシャワーヘッド本体を得ることが可能である。
【0013】
また、請求項5の発明は、請求項1〜4のいずれかにおいて、前記外郭形状形成工程として、前記金属管を装填した金型を締めた後に前記金属管の内部に充填物を注入し、前記充填物に圧力を加えることにより、前記金属管を塑性変形させるバルジ加工を実行することを特徴とするシャワーヘッド本体の製造方法である。
【0014】
これによれば、シャワーヘッド本体に関するデザインの自由度を飛躍的に向上させることが可能となり、例えば、角部をエッジを設けた形状にすることにより、シャープなデザインのシャワーヘッド本体を得ることができる。
また、金属管の径を拡大することができるので、従来には無いデザインのシャワーヘッド本体を得ることも可能である。
【0015】
また、請求項6の発明は、請求項5において、前記バルジ加工を実行する前に、前記金属管を所定の形状に曲げ加工することを特徴とするシャワーヘッド本体の製造方法である。
【0016】
これによれば、バルジ加工前に金属管を曲げる加工を行うので、全体的に湾曲した形状のシャワーヘッド本体を得ることができる。
【0017】
また、請求項7の発明は、請求項5において、前記バルジ加工を実行する前に、前記金属管を扁平形状につぶすプレス加工を実行することを特徴とするシャワーヘッド本体の製造方法である。
【0018】
これによれば、プレス加工により金属管の全体をつぶした後にバルジ加工で金属管の径を拡大することができる。よって、少なくとも一部が扁平に潰れた斬新なデザインのシャワーヘッド本体を得ることができる。
【0019】
また、請求項8の発明は、請求項5〜7において、前記外郭形状形成工程を実行した後に、加工後の金属管の端部を切断するカット工程を実行することを特徴とするシャワーヘッド本体の製造方法である。
【0020】
これによれば、バルジ加工の後に金属管の端部を切断するので、所定の寸法のシャワーヘッド本体を容易に得ることが可能となる。
【0021】
また、請求項9の発明は、請求項1〜4のいずれかにおいて、前記外郭形状形成工程を実行する前に、前記金属管の一端を溶接により封止して閉塞管とすることを特徴とするシャワーヘッド本体の製造方法である。
【0022】
これによれば、金属管の端部を溶接により封止して片端閉塞の金属管を形成し、その金属管を塑性変形させるので、先端部まで金属で形成されたデザイン性の高いシャワーヘッド本体を得ることができる。
【0023】
また、請求項10の発明は、請求項9において、前記金属管の表面から溶接痕を除去する研磨工程を実行することを特徴とするシャワーヘッド本体の製造方法である。
【0024】
これによれば、金属管の表面に残っている溶接痕を研磨により除去するので、表面に溶接痕が無く、見栄えのいいシャワーヘッド本体を製造することが可能となる。
【0025】
また、請求項11の発明は、請求項1〜10において、シャワーヘッド本体を形成した後に、シャワーヘッド本体の表面を研磨して仕上げを行うことを特徴とするシャワーヘッド本体の製造方法である。
【0026】
これによれば、シャワーヘッド本体を形成した後に仕上げの研磨工程を行うので、全体に光沢のある美しいシャワーヘッド本体を得ることができる。
【0027】
また、請求項12の発明は、請求項1〜11のいずれか1項に記載の製造方法により、金属管を塑性変形させて形成したことを特徴とするシャワーヘッド本体である。
【0028】
これによれば、金属管を塑性変形させてシャワーヘッド本体を形成するので、従来よりも軽量なシャワーヘッド本体を提供することが可能である。また、金属管を塑性変形させてシャワーヘッド本体の外郭形状を形成するので、これまでに無いデザインのシャワーヘッド本体を提供することが可能である。
【発明の効果】
【0029】
本発明は、金属製のシャワーヘッド本体を、従来よりも少量の材料で安価に製造することが可能である。また、従来よりも省エネルギーでシャワーヘッド本体を製造することが可能である。
【図面の簡単な説明】
【0030】
【図1】本発明の第一の実施形態にかかるシャワー装置を示す斜視図である。
【図2】本発明のシャワーヘッド本体の製造方法の第一の例を示す工程図である。
【図3】本発明のシャワーヘッド本体の製造方法の第二の例を示す工程図である。
【図4】本発明のシャワーヘッド本体の製造方法の第三の例を示す工程図である。
【図5】本発明のシャワーヘッド本体の製造方法の第四の例を示す工程図である。
【図6】第二〜第四の例により製造されたシャワーヘッド本体を搭載したシャワー装置を示す斜視図である。
【図7】本発明のシャワーヘッド本体の製造方法の第五の例を示す工程図である。
【図8】本発明の第二の実施形態にかかるシャワー装置を示す斜視図である。
【図9】本発明のシャワーヘッド本体の製造方法の第五の例を示す工程図である。
【図10】第六の例におけるバルジ加工の第一の具体例を示す模式図である。
【図11】第六の例におけるバルジ加工の第二の具体例を示す模式図である。
【図12】本発明のシャワーヘッド本体の製造方法の第七の例を示す工程図である。
【発明を実施するための形態】
【0031】
以下、金属製のシャワーヘッド本体を有するシャワー装置、及び、金属製のシャワーヘッド本体の製造方法について、説明する。
【0032】
図1は本発明の第一の実施形態にかかるシャワー装置Aを示す斜視図である。
シャワー装置Aは、シャワーヘッド本体31が金属で形成され、散水部材33が樹脂で形成されたものである。
【0033】
シャワー装置Aは、湯水混合水栓(図示せず)のシャワー側吐出口に連結されたシャワーホース1にソケット2を介してシャワーヘッド3が連結された構成であり、シャワーヘッド3を手で持って使用することができるものである。
【0034】
このシャワー装置Aは、シャワーヘッド3の外郭を構成するシャワーヘッド本体(外筒)31と、シャワーヘッド本体31の基端部に装着されて、シャワーホース1から供給される湯水をシャワーヘッド本体31内に導入する通水路部材32と、シャワーヘッド本体31の先端部に装着されて、湯水をシャワー状に散水する複数の散水孔33bを有する散水部としての散水部材33とで構成されている。
【0035】
シャワーヘッド本体31は、例えばSUS304等の金属から形成された部材である。このシャワーヘッド本体31は、基端部側を手で持ちやすい径として把持部311とし、先端部側を把持部311よりも扁平で且つ幅広の薄体状(10〜15mm程度)にしている。また、シャワーヘッド本体31の先端部には、散水部材33を装着するための散水部材装着用の開口部が形成されている。この開口部は、シャワーヘッド本体31の一側面にのみ形成されている。
このシャワーヘッド本体31は、0.5mm〜1mm程度の薄肉に形成することができ、従来のシャワーヘッドよりも軽量化されたものとなる。
【0036】
このシャワーヘッド本体31は、SUS304等の光沢のある金属で形成することによって、真鍮のように表面にクロムめっき等の装飾めっきを施さなくても、良質な、金属製のシャワー装置を作製することができる。
【0037】
通水路部材32は、樹脂で成形されており、その一端にシャワーホース1が接続されて湯水の供給を受ける入水口32aが形成され、他端には供給された湯水を出水する出水口32bが形成されている。また、通水路部材32は、出水口32bが形成された他端からシャワーヘッド本体31の内部に挿入させた上で、シャワーヘッド本体31に固定されている。
【0038】
散水部材(散水部)33は、樹脂の射出成型品であり、シャワーヘッド本体31の先端部の薄体状になった部分に形成された開口部31aに埋め込まれるように装着される。また、散水部材33は、通水路部材32の出水口32bに接続されると共に散水部材33の内部に湯水を導入する導入口33aが形成され、またシャワーヘッド本体31の外部に露出された面に、導入された湯水を散水するための複数の散水孔33bが形成されている。この散水部材33は、シャワーヘッド本体31の開口部31aに係合させて装着させた上で、シャワーヘッド本体31又は通水路部材32に固定される。
【0039】
また、シャワーヘッド本体31の端面は、散水部材33で覆われることなく、外部に露出している。よって、側面の全体を金属とした、スッキリしたデザインのシャワーヘッド3を得ることができる。
【0040】
このような構成にしたため、このシャワー装置は、従来よりもシャワーヘッドの軽量化がなされ、輸送時のCO2排出量を削減することができる。
【0041】
次に、上述したように、金属管に樹脂製散水部材を装着したシャワーヘッド本体の製造方法について説明する。
【0042】
図2は、シャワーヘッド本体を製造する第一の例を示す工程図である。
まず、ステンレス製の平板を準備し、その平板を塑性変形させて筒状に丸めるロールフォーミング加工を行う。そして、丸めた平板の端部(合わせ面)同士を接合して両端が開口した直管状の素管と成す溶接を行う。
これらロールフォーミング加工と合わせ面を溶接する工程が、本発明の金属管形成工程に該当する。
【0043】
なお、溶接痕が残ってしまうと、シャワーヘッドの見栄えが悪くなるので、溶接痕を除去する研磨工程を実行する。溶接痕が周囲からほとんど盛り上がっていない場合には、この研磨工程は、任意のタイミングで実行すればよい。しかし、溶接痕が周囲よりも大きく盛り上がった形状の場合には、この溶接を終えた段階で、溶接痕を除去する研磨工程を実行するのが好ましい。
溶接痕の除去には、表面全体を一律に研磨するバレル研磨よりも、任意の範囲に亘って一度の研磨で大きな除去力を得ることができるベルト研磨が適している。ベルト研磨を行うことにより、溶接痕を短時間で除去することができる。また、溶接痕除去後の溶接部分は、閉塞管の表面のうち、溶接されていない部分と同じ程度の表面粗さにするのが好ましい。砥材や粒度を適切に選択して数段階に分けてベルト研磨を行うことにより、溶接痕を平坦にし、さらにステンレス鋼板の表面と同等の粗さ(例えば、算術平均粗さRa=0.2μm程度)にすることが可能である。
なお、表面全体を同時に且つ平均的に研磨するバレル研磨のような研磨方法を用いて溶接痕を除去した場合、数十μmレベルの高低差を有する凹凸形状が溶接痕に残ってしまい、外観不良となる可能性があるが、ベルト研磨によればそのような凹凸形状が残る恐れはなく、外観不良率を下げることができる。
【0044】
次に、必要に応じて、素管の側面に一方向に圧力を加えることにより、素管を塑性変形させて曲げ管と成す曲げ加工を行う。なお、この曲げ加工は、シャワーヘッド本体の形状によっては行う必要はないし、また、後述するバルジ加工用の金型を締める際に素管を曲げ変形させることも可能である。
【0045】
そして、次に、シャワーヘッド本体の断面が円管ではない場合には、曲げ管あるいは素管を扁平形状につぶすプレス加工を行う。
そして、曲げ管あるいは素管を、所定の形状に塑性変形させたバルジ加工品と成すバルジ加工を行う。このバルジ加工は、金型に曲げ管あるいは素管を装填して金型を締め、曲げ管あるいは素管の内部に液体等の充填物を注入し、充填物に最大200Mpa程度の高圧力を加えて曲げ管あるいは素管をシャワーヘッド本体の形を成すよう、所定の形状に拡管させるものである。なお、このバルジ加工においては、充填物に圧力をかけて曲げ管あるいは素管を軸方向に圧縮させる(軸押し)際に、低い圧力と高い圧力を交互にかけることにより、曲げ管あるいは素管を径方向に大きく変形させる、いわゆる振動成形を行うことにより、シャワーヘッド本体の外観形状を曲面を利用した意匠性の高いものにすることが可能となる。
第一の例においては、曲げ加工とプレス加工とバルジ加工が、本発明の外郭形状形成工程に該当する。
【0046】
そして、この第一の例においては、この外郭形状形成工程により、曲げ管あるいは素管を変形させて、曲げ管あるいは素管の一面でシャワーヘッド本体31の天面を形成させている。
【0047】
なお、バルジ加工によって、曲げ管の曲げ部分を拡径させて金型に形成されたエッジ部分に倣うように変形させることにより、シャワーヘッド本体にシャープなエッジ形状を付与することも可能である。
【0048】
ここで、曲げ加工やプレス加工、バルジ加工によって曲げ管あるいは素管を塑性変形する前に溶接痕を除去する研磨工程を行った場合には、直線ラインに沿って溶接痕を除去することができるため、研磨工程の負荷を低減することが可能となる。
また、溶接痕の盛り上がりが大きい場合にはバルジ加工の前に溶接痕を除去することで、溶接痕が残った状態でバルジ加工した場合に溶接痕回りに大きな凹凸が形成されるのを防ぐことができ、最後の表面仕上げ工程の負荷を軽減することが可能である。
【0049】
次に、バルジ加工品の余剰部分をカットしてプレ完成品と成すために、バルジ加工品の開口端を所定の位置でカットする切断加工を行う。
【0050】
さらに、プレ完成品の先端部に、樹脂製の散水部材を組み込むための開口部を形成するために穴開け加工を行う。この穴開け加工は、レーザーによる切除加工を適用することができる。この穴開け加工が、本発明の散水部材装着部形成工程に該当する。
【0051】
なお、レーザーによる切除加工により、開口部に嵌め込まれる散水部材に形成された突起が係合される係合孔を開口部に形成することが可能となる。
【0052】
さて、バルジ加工によりプレ完成品の表面粗さはバルジ加工前よりも粗くなっている。そこで、プレ完成品の全体を鏡面状態に表面仕上げするために研磨工程を行う。
【0053】
前述した研磨工程において、溶接した部分と溶接していない部分の表面粗さとが同等程度になるように溶接痕を除去している。そのため、プレ完成品の全体を効率的よく研磨する方法としては、ベルト研磨、あるいはバレル研磨を用いることができる。ただし、プレ完成品が、表面にシャープなエッジ形状や小R部などの複雑形状を有するデザインである場合には、複雑な形状にも対応できるバレル研磨を用いるのが望ましい。
【0054】
以下、バレル研磨工程を詳細に説明する。研磨前のプレ完成品は前述したバルジ加工によって表面粗さが粗くなっているため、粗研磨から開始して段階的に表面粗さを減らしていく。このとき、算術平均粗さRaを一工程毎に半減させるように、例えばバルジ加工後の算術平均粗さRaが0.4μmである場合、最初の工程でRaを0.4μmから0.2μmに減少させ、次の工程でRaを0.2μmから0.1μmに減少させ、さらに次の工程でRaを0.1μmから0.05μmに減少させ、最後の工程でRaを0.05μmから0.025μmに減少させるように、順次工程を行い、表面を仕上げていく。
【0055】
ここで、低コストで研磨を実現するためには、一工程あたりの研磨時間を短縮させることが必要であり、表面状態に応じた最適なメディア、コンパウンド、その他研磨条件を設定することが重要となる。例えば、粗研磨工程ではセラミックス系あるいは樹脂系のメディアを使用し、約30分間研磨をおこなうことで初期表面粗さを約半分まで減少させることができる。また、最終仕上げ工程では、最終仕上げ用の条件を満たした樹脂系あるいはクルミ等の植物系のメディアを使用し、約1時間研磨をおこなうことでRa=0.03μm以下、十点平均粗さRzJIS=0.1μm以下、最大高さ粗さRz=0.2μm以下を達成することができる。これによりプレ完成品の表面を鏡面で光沢のある状態に仕上げることができる。なお、Ra=0.05μm程度であっても良好な鏡面状態が得られる。
【0056】
バレル研磨によって微細な研磨痕が生ずることがあるが、それを除去するためにバフ研磨を行い、仕上げレベルをさらに向上させることも可能である。
【0057】
このようにして、シャワーヘッド本体をステンレス等の薄肉金属により製造することができる。
これによれば、薄肉の金属板を塑性変形させてシャワーヘッド本体を得るので、鋳造による金属製シャワーヘッド本体よりも少量の材料で安価なシャワーヘッド本体を提供することが可能である。また、鋳造による金属製シャワーヘッド本体よりも省エネルギーでシャワーヘッド本体を製造することが可能である。また、薄肉且つ薄型扁平でこれまでにないスタイリッシュなシャワーヘッド本体を得ることができる。
【0058】
次に、金属管に樹脂製散水部材を装着したシャワーヘッド本体を製造する第二の例について説明する。図3に、第二の例の工程を示す。
第二の例は、シャワーヘッド本体の天面を形成する工程が、前述した第一の工程とは異なる。なお、その他の工程については、第一の工程と同様であるので、説明を省略する。
【0059】
この第二の例においては、ロールフォーミング加工及び合わせ面を溶接することにより素管を形成した後、両端が開口した素管の一方に平たい天板部材を接合して開口を封止して閉塞管と成す溶接を行う。すなわち、シャワーヘッド本体の天面は、素管に溶接された他部材により構成される。溶接により閉塞管を形成した後、第一の例と同様に、適切なタイミングで溶接痕を除去する工程を行う。
第二の例においては、これらロールフォーミング加工と合わせ面の溶接と天板部材で開口を封止する溶接の工程が、本発明の金属管形成工程に該当する。
この金属管形成工程以降は、閉塞管に対して、外郭形状形成工程、カット工程、散水部材装着部形成工程、研磨工程などを順次実行して、薄肉金属により所定の形状のシャワーヘッド本体を得ることができる。
【0060】
次に、金属管に樹脂製散水部材を装着したシャワーヘッド本体を製造する第三の例について説明する。図4に、第三の例の工程を示す。
第三の例は、閉塞管を得るまでの工程が、前述した第一の例、第二の例と異なる。なお、その他の工程については、第一の工程と同様であるので、説明を省略する。
【0061】
この第三の例においては、2枚のステンレス製の平板を準備する。一方の平板は、プレス加工によって深絞りして深絞り管を形成する。もう一方の平板は、塑性変形させて筒状に丸めるロールフォーミング加工を行い、丸めた平板の端部同士を接合して両端が開口した直管状の素管と成す溶接を行う。
もしくは、押し出し成形、引き抜き成形により、両端が開口した直管状のステンレス製素管を形成する。
そして、素管の一端の開口に深絞り管を溶接により接合して閉塞管を形成する。
これらの工程が、本発明の金属管形成工程に該当する。
なお、その後、必要に応じて溶接痕を除去する研磨工程を実行するが、シャワーヘッド本体の先端を平たい天板部材を溶接する第二の例に対し、第三の例では、深絞り管を溶接することにより、溶接痕を除去する研磨の負荷を軽減することが可能である。
この金属管形成工程以降は、閉塞管に対して、外郭形状形成工程、カット工程、散水部材装着部形成工程、研磨工程などを順次実行して、薄肉金属により所定の形状のシャワーヘッド本体を得ることができる。
【0062】
次に、金属管に樹脂製散水部材を装着したシャワーヘッド本体を製造する第四の例について説明する。図5に、第四の例の工程を示す。
第四の例により形成されるシャワーヘッド本体は、全長にわたってほぼ同じ径である。そのため、第一の例から第三の例のようなバルジ加工を行っていない。
第四の例においては、外郭形状形成工程は、閉塞管を曲げ加工する工程のみを実行する。
これによっても、薄肉金属により所定の形状のシャワーヘッド本体を得ることができる。
【0063】
なお、図6は、第二〜第四に説明した製造方法により形成されたシャワーヘッド本体を例示する図である。複数の散水孔が形成された散水面に樹脂製の散水部材が露出するのを除き、シャワーヘッド本体の全体に金属が露出している。
【0064】
次に、金属管に樹脂製散水部材を装着したシャワーヘッド本体を製造する第五の例について説明する。図7に、第五の例の工程を示す。
第五の例は、散水部装着部の形態とその形成工程が、前述した第一〜第四の例と異なる。なお、その他の工程については、第一の工程と同様であるので、説明を省略する。
【0065】
第五の例においては、ステンレス平板にロールフォーミング加工等を施す金属管形成工程により得られた、両端が開口した素管を、曲げ加工、つぶしのためのプレス加工を必要に応じて行った後、バルジ加工によって所定の形状となるように塑性変形させてバルジ加工品を得る。ここでのバルジ加工は、シャワーヘッド本体の角にエッジを設けるために行う。この曲げ加工、プレス加工、バルジ加工が、本発明の外郭形状形成工程に該当する。
そして、両端が開口されたバルジ加工品の両端を切断してプレ完成品を得るカット工程を実行する。
そして、次に、プレ完成品の先端側端部の開口から、プレ完成品の側面に亘ってレーザー加工により切欠いて、散水部材が装着される装着用開口部を形成する。その際、開口部を形成する面の開口部の周囲には切り欠かずに残した部位を設けておくことにより、当該部位を、装着した散水部材の抜け止め部として利用することができる。
なお、この開口の一部を切り欠いて開口を広げる工程が、本発明の散水部材装着部形成工程に該当する。
そして、最後に、表面仕上げのための研磨を行い、シャワーヘッド本体を得る。
【0066】
この第五の例によっても、薄肉金属により所定の形状のシャワーヘッド本体を得ることができる。
また、この第五の例によれば、第一〜第四の例と異なり、金属管の端部の開口の端を切り欠いて、散水部材の装着用開口部として利用するので、散水部材の装着用開口を新たに開けるよりも加工の手間を軽減することができ、製造コストの削減となる。また、装着用開口部の周囲に、切り欠かずに残した部位を設けることにより、当該部位を散水部材の抜け止め部として利用することができる。これにより、シャワーヘッド本体から散水部材をより抜けにくくすることが可能となる。
【0067】
以上説明した製造方法により、金属管に樹脂製散水部材を装着したシャワーヘッド本体を製造することが可能であるが、種々変形して実行することが可能である。
例えば、上述した第一〜第五の例の工程を適宜入れ替えてシャワーヘッド本体を形成することも可能である。具体的には、第三の例の金属管形成工程を第一の例の金属管形成工程として採用するなどである。
また、第二の例と第四の例のように、必要に応じてカット工程と散水部材装着部形成工程を行う順序を入れ替えることも可能である。
【0068】
また、製造方法の任意の工程については、別の加工法を採用することももちろん可能である。
例えば、樹脂製の散水部材を嵌め込むための開口部を形成する工程として、レーザー加工による切除加工を例示したが、その前に、バルジ加工用の金型の散水部に該当する部位に凸部を形成しておき、金型を締めてあるいはバルジ加工することにより、その凸部の形状が素管あるいは閉塞管に転じて凹部が形成される。その凹部の側面を残してレーザーで切除加工すると、散水部材装着用の開口部の周囲に垂下片を形成することができる。シャワーヘッド本体31が薄肉であると、樹脂製の散水部材を強固に固定しにくいが、開口部に垂下片を形成することにより、開口部回りに厚みができるので、その厚みを利用して散水部材を固定することが可能となる。
また、垂下片を形成するにあたり、レーザー加工に代えて、バルジ加工後のバルジ加工品の一部をプレス加工により凹設させつつうち抜いて、開口部の周縁部に垂下片を形成してもよい。そして、この場合、プレス加工の前に、バルジ加工の際にピアッシング加工を行うことにより開口部の縁に沿って予備孔を開けておけばプレス加工を容易に行うことが可能となる。
【0069】
さらに、金属管形成工程を行わずに、汎用のステンレス管を購入して、外郭形状形成工程から製造方法を行うようにすることも可能である。
【0070】
次に、本発明の第二の実施形態にかかるシャワー装置について説明する。
図8は第二の実施形態にかかるシャワー装置Bを示す斜視図である。
シャワー装置Bは、湯水混合水栓(図示せず)のシャワー側吐出口に連結されたシャワーホース1にソケット2を介してシャワーヘッド4が連結された構成であり、シャワーヘッド4を手で持って使用することができるものである。
【0071】
シャワー装置Bは、全体が金属により形成されてシャワーヘッド4の外郭を成すと共に先端部側の側面に複数の散水孔41aを有する散水部41bが形成されたシャワーヘッド本体41と、シャワーホース1から供給される湯水をシャワーヘッド本体41内に導入する通水路部材42とで構成されている。
【0072】
シャワーヘッド本体41は、例えばSUS304等の金属からなる部材である。このシャワーヘッド本体41は、基端部側を手で持ちやすい径として把持部411とし、先端部側を把持部411よりも扁平で且つ幅広の薄体状の散水部41bとしている。
これにより、シャワーヘッド本体41は、0.5mm〜1mm程度の薄肉に形成することができ、従来のシャワーヘッドよりも軽量化される。
【0073】
通水路部材42は、シャワー装置Aと同様に、樹脂で成形されており、その一端にシャワーホース1が接続されて湯水の供給を受ける入水口42aが形成され、その他端には供給された湯水を出水する出水口42bが形成されている。また、通水路部材42は、その他端部からシャワーヘッド本体41の内部に挿入させた上で、シャワーヘッド本体41に固定されている。
【0074】
この実施形態のシャワー装置は、シャワーホース1に接続される部分を除いたシャワーヘッド4の全体が、SUS304等の光沢のある金属で形成された継ぎ目の無いシャワーヘッド本体41で構成されている。このため、真鍮のように表面にクロムめっき等の装飾めっきを施さなくても、良質な、金属製のシャワー装置を作製することができる。また、基端部を除けば、シャワーヘッド4の表面には、部材と部材の継ぎ目を表れないので、シャワーヘッドの散水孔の近傍に部材同士の継ぎ目を設ける必要がない。そのため、散水孔の近傍に汚れがこびりつくこともなく、清潔感にあふれるシャワー装置となる。
【0075】
また、このような構成にしたため、このシャワー装置は、従来よりもシャワーヘッドの軽量化がなされ、輸送時のCO2排出量を削減することができる。
【0076】
次に、上述したように、全体を金属で構成したシャワーヘッド本体の製造方法について説明する。
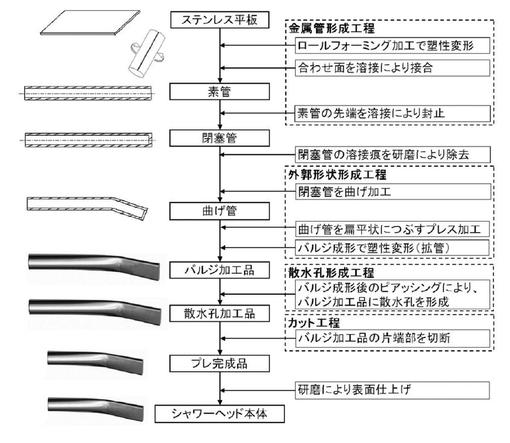
図9は、シャワーヘッド本体を製造する例(第六の例)を示す工程図である。
【0077】
まず、ステンレス製の平板を準備し、その平板に散水孔を開けて散水孔加工板を形成する工程を実行する。平板にプレス加工等により多数の孔を同時に加工するのがコスト的に好ましい。これが、本発明の散水孔形成工程に該当する。
そして、散水孔加工板を塑性変形させて筒状に丸めるロールフォーミング加工を行う。そして、丸めた散水孔加工板の端部同士を接合して両端が開口した直管状の素管と成す溶接を行う。
その後、両端が開口した素管の一方に平たい天板部材を接合して開口を封止して閉塞管と成す溶接を行う。すなわち、シャワーヘッド本体の天面は、素管に溶接された他部材により構成される。
これらロールフォーミング加工と合わせ面の溶接と天板部材で開口を封止する溶接の工程が、本発明の金属管形成工程に該当する。
【0078】
なお、溶接痕が残ってしまうと、シャワーヘッドの見栄えが悪くなるので、溶接痕を除去する研磨工程を実行する。溶接痕が周囲からほとんど盛り上がっていない場合には、この研磨工程は、任意のタイミングで実行すればよい。しかし、溶接痕が周囲よりも大きく盛り上がった形状の場合には、この溶接を終えた段階で、溶接痕を除去する研磨工程を実行するのが好ましい。
【0079】
溶接痕の除去には、表面全体を一律に研磨するバレル研磨よりも、任意の範囲に亘って一度の研磨で大きな除去力を得ることができるベルト研磨が適している。ベルト研磨を行うことにより、溶接痕を短時間で除去することができる。また、溶接痕除去後の溶接部分は、閉塞管の表面のうち、溶接されていない部分と同じ程度の表面粗さにするのが好ましい。砥材や粒度を適切に選択して数段階に分けてベルト研磨を行うことにより、溶接痕を平坦にし、さらにステンレス鋼板の表面と同等の粗さ(例えば、算術平均粗さRa=0.2μm程度)にすることが可能である。
なお、表面全体を同時に且つ平均的に研磨するバレル研磨のような研磨方法を用いて溶接痕を除去した場合、数十μmレベルの高低差を有する凹凸形状が溶接痕に残ってしまい、外観不良となる可能性があるが、ベルト研磨によればそのような凹凸形状が残る恐れはなく、外観不良率を下げることができる。
【0080】
次に、必要に応じて、閉塞管の側面に一方向に圧力を加えることにより、閉塞管を塑性変形させて曲げ管と成す曲げ加工を行う。なお、シャワーヘッド本体の形状によってはこの曲げ加工を行う必要はないし、また、後述するバルジ加工用の金型を締める際に素管を曲げ変形させることも可能である。
【0081】
そして、次に、曲げ管あるいは閉塞管を所定の形状に塑性変形させてバルジ加工品と成すバルジ加工を行う。このバルジ加工は、金型に曲げ管あるいは閉塞管を装填して金型を締め、曲げ管あるいは閉塞管の内部に液体等の充填物を注入し、充填物に最大200Mpa程度の高圧力を加えて曲げ管あるいは閉塞管をシャワーヘッド本体の形を成すよう、所定の形状に拡管させるものである。なお、このバルジ加工においては、最初は充填物に小さく圧力をかけて、曲げ管あるいは閉塞管を軸方向に圧縮させて(軸押し)一次変形を起こさせ、その後、充填物に高い圧力をかけて、曲げ管あるいは閉塞管を径方向に大きく変形させる二次変形を起こさせる、いわゆるハンマリング成形を行うことにより、シャワーヘッド本体の外観形状を曲面を利用した意匠性の高いものにすることが可能となる。
【0082】
なお、図8に示したシャワーヘッド本体は、散水部が扁平で且つ幅広の薄体状とされている。シャワーヘッド本体をこのような形状にするために、バルジ加工の金型を締めた際に、曲げ管あるいは閉塞管が扁平な形状になるように塑性変形している。
また、シャワー装置では、散水孔から散水領域が広がるように散水させる必要があるため、各散水孔はそれぞれ異なる方向を指向している。この例では、バルジ加工によって、散水孔が形成された面を所定の曲面形状に変形することにより、複数の散水孔を異なる方向に向けることができ、シャワー装置としての散水性能を付与することができる。
なお、散水孔が開けられた部材をバルジ加工する点については後述する。
【0083】
このバルジ加工、または、曲げ加工とバルジ加工が、本発明の外郭形状形成工程に該当する。
なお、バルジ加工によって、曲げ管あるいは閉塞管の曲げ部分を拡径させて金型に形成されたエッジ部分に倣うように変形させることにより、シャワーヘッド本体にシャープなエッジ形状を付与することも可能である。
【0084】
ここで、曲げ加工やバルジ加工によって曲げ管あるいは閉塞管を塑性変形する前に溶接痕を除去する研磨工程を行った場合には、直線ラインに沿って溶接痕を除去することができるため、研磨工程の負荷を低減することが可能となる。
また、溶接痕の盛り上がりが大きい場合にはバルジ加工の前に溶接痕を除去することで、溶接痕が残った状態でバルジ加工した場合に溶接痕回りに大きな凹凸が形成されるのを防ぐことができ、最後の表面仕上げ工程の負荷を軽減することが可能である。
【0085】
次に、バルジ加工品の余剰部分をカットしてプレ完成品と成すために、バルジ加工品の開口端を所定の位置でカットする切断加工を行う。
【0086】
さて、バルジ加工によりプレ完成品の表面粗さはバルジ加工前よりも粗くなっている。そこで、プレ完成品の全体を鏡面状態に表面仕上げするために研磨工程を行う。
前述した研磨工程において、溶接した部分と溶接していない部分の表面粗さとが同等程度になるように溶接痕を除去している。そのため、プレ完成品の全体を効率的よく研磨する方法としては、ベルト研磨、あるいはバレル研磨を用いることができる。ただし、プレ完成品が、表面にシャープなエッジ形状や小R部などの複雑形状を有するデザインである場合には、複雑な形状にも対応できるバレル研磨を用いるのが望ましい。
【0087】
以下、バレル研磨工程を詳細に説明する。研磨前のプレ完成品は前述したバルジ加工によって表面粗さが粗くなっているため、粗研磨から開始して段階的に表面粗さを減らしていく。このとき、算術平均粗さRaを一工程毎に半減させるように、例えばバルジ加工後の算術平均粗さRaが0.4μmである場合、最初の工程でRaを0.4μmから0.2μmに減少させ、次の工程でRaを0.2μmから0.1μmに減少させ、さらに次の工程でRaを0.1μmから0.05μmに減少させ、最後の工程でRaを0.05μmから0.025μmに減少させるように、順次工程を行い、表面を仕上げていく。
【0088】
ここで、低コストで研磨を実現するためには、一工程あたりの研磨時間を短縮させることが必要であり、表面状態に応じた最適なメディア、コンパウンド、その他研磨条件を設定することが重要となる。例えば、粗研磨工程ではセラミックス系あるいは樹脂系のメディアを使用し、約30分間研磨をおこなうことで初期表面粗さを約半分まで減少させることができる。また、最終仕上げ工程では、最終仕上げ用の条件を満たした樹脂系あるいはクルミ等の植物系のメディアを使用し、約1時間研磨をおこなうことでRa=0.03μm以下、十点平均粗さRzJIS=0.1μm以下、最大高さ粗さRz=0.2μm以下を達成することができる。これによりプレ完成品の表面を鏡面で光沢のある状態に仕上げることができる。なお、Ra=0.05μm程度であっても良好な鏡面状態が得られる。
なお、プレ完成品には散水孔が開いているので、散水孔よりも大きな粒径のメディアを用いることにより、散水孔にメディアが詰まるのを防ぐのが好ましい。
【0089】
バレル研磨によって微細な研磨痕が生ずることがあるが、それを除去するためにバフ研磨を行い、仕上げレベルをさらに向上させることも可能である。
【0090】
このようにして、シャワーヘッド本体の全体をステンレス等の薄肉金属の加工により製造することができる。
これによれば、薄肉の金属板を塑性変形させてシャワーヘッド本体を得るので、鋳造による金属製シャワーヘッド本体よりも少量の材料で安価なシャワーヘッド本体を提供することが可能である。また、鋳造による金属製シャワーヘッド本体よりも省エネルギーでシャワーヘッド本体を製造することが可能である。また、薄肉且つ薄型扁平でこれまでにないスタイリッシュなシャワーヘッド本体を得ることができる。さらに、金属管に直に散水孔を開けるので、シャワーヘッド本体と散水部材の継ぎ目がなく、従来よりも見栄えが良く、汚れの付着が軽減された清潔なシャワーヘッド本体を得ることが可能である。
また、塑性変形させる前に散水孔の加工を行うので、散水孔の形成を容易に行うことができる。
【0091】
次に、散水孔が開けられた部材をバルジ加工する点について説明する。
図10は、バルジ加工の工程を説明する、断面模式図である。
【0092】
この例では、曲げ管あるいは閉塞管5の内部に弾性材料のチューブ7を挿入した状態で金型6に装填してバルジ加工を行っている。そのため、曲げ管あるいは閉塞管5に形成されている散水孔41bがチューブ7によってシールされるので、曲げ管あるいは閉塞管5の外部に充填物を漏れさせることなく曲げ管あるいは閉塞管5を拡管することができる。
【0093】
バルジ加工では最大200Mpaという高圧での塑性加工が行われるが、曲げ管あるいは閉塞管5の内部に挿入した弾性材料のチューブ7に破れは生じない。
本来、弾性材料のチューブ7の破れが発生するのは弾性材料内部に引張の変形加重が加わり変形量がその材料の弾性領域を超えることで、破れが発生する。しかし、この例においては、弾性材料のチューブ内は常に圧力媒体による圧縮の荷重を受けている。若干の引張変形は発生しているが変形量はわずかであり、弾性材料の弾性領域を超えることはないため、弾性材料のチューブは破れることはない。
【0094】
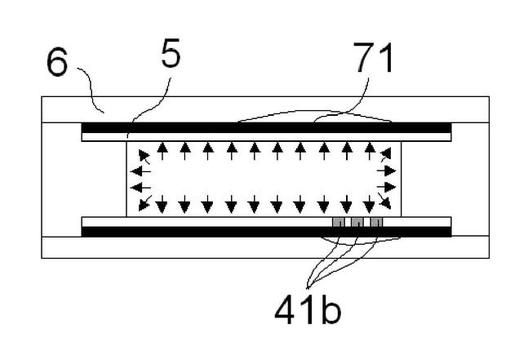
次に、図11に、バルジ加工の工程を説明する第二の例の断面模式図を示す。
第二の例では、弾性材料のチューブを曲げ管あるいは閉塞管の外周に装着した状態で、バルジ加工の金型に装填する。
これによっても、曲げ管あるいは閉塞管5に形成されている散水孔がチューブ71によってシールされるので、曲げ管あるいは閉塞管5の外部に充填物を漏れさせることなく曲げ管あるいは閉塞管5を拡管することができる。
【0095】
図10および図11に示した対策を用いることで、散水孔41bを有する管材5をバルジ加工することができ、拡管して曲面とした金属管の外周に対して法線方向に散水孔を有する金属製シャワーヘッド本体を製造することができる。また、塑性加工前の状態で散水孔を加工するので、散水孔の加工を容易に行うことができる。
【0096】
次に、全体を金属で構成したシャワーヘッド本体を製造する第七の例について説明する。図12に、第七の例の工程を示す。
この第七の例は、散水孔形成工程が、前述した第六の例と異なる。
【0097】
この例では、ステンレス平板を金属管形成工程によって加工した閉塞管に、必要に応じて曲げ加工、つぶしのためのプレス加工を行い曲げ管を得て、その後に、曲げ管をバルジ加工の金型に装填して金型を締め、素管又は閉塞管の内部に液体等の充填物を注入し、充填物に最大200Mpa程度の高圧力をかけて閉塞管を塑性変形してバルジ加工品を得る。第六の例と異なり、この時点では、散水孔は開いていない。
次に、バルジ加工により閉塞管を塑性変形した直後に、金型内部の充填物に高圧力をかけた状態で、バルジ加工品の外部からピアッシングピンを差し込むピアッシング加工を行って、散水孔を形成する。
そして、この散水孔加工品を金型から取り出して、片端部を切断するカット工程を行い、全体を研磨して表面仕上げを行い、シャワーヘッド本体を得る。
【0098】
このようにして、シャワーヘッド本体の全体をステンレス等の薄肉金属により製造することができる。
なお、この第七の例でも、塑性変形させる前に溶接痕を除去する研磨工程、表面仕上げのための研磨工程を、第六の例と同様に適切なタイミングで実行する。
【0099】
これによれば、薄肉の金属板を塑性変形させてシャワーヘッド本体を得るので、鋳造による金属製シャワーヘッド本体よりも少量の材料で安価なシャワーヘッド本体を提供することが可能である。また、鋳造による金属製シャワーヘッド本体よりも省エネルギーでシャワーヘッド本体を製造することが可能である。さらに、金属管に直に散水孔を開けるので、シャワーヘッド本体と散水部材の継ぎ目がなく、従来よりも見栄えが良く、汚れの付着が軽減された清潔なシャワーヘッド本体を得ることが可能である。
また、散水孔を形成する前に金属管の塑性変形を行うことから、シャワーヘッド本体の外郭形状に合わせて散水孔を加工することができ、さらに、製造上の歩留まりを高めることが可能となる。
【0100】
以上、本発明の実施の形態について説明した。しかし、本発明はこれらの記述に限定されるものではない。
【0101】
以上説明した製造方法により、金属管に散水孔をあけたシャワーヘッド本体を製造することが可能であるが、種々変形して実行することが可能である。
製造方法の任意の工程については、別の加工法を採用することももちろん可能である。
例えば、散水孔形成工程としては、ステンレス平板の状態で孔開け加工する第六の例、バルジ加工後にピアッシング加工により孔開け加工する第七の例に限定されない。例えば、バルジ加工後に、バルジ加工品を金型から取り出して後に、プレス加工によって散水孔をあけることも可能である。この場合、複数の散水孔が同じ方向を指向することになるが、散水孔からの吐水の方向を規定する吐水方向規定部材を散水部の内部に装着することにより、複数の散水孔からの吐水が広がるようにすることが可能である。なお、孔開け加工としては、プレス加工のほかに、ドリルやレーザーによる孔開け加工を行っても良い。
【0102】
さらに、金属管形成工程を行わずに、汎用のステンレス管を購入して、外郭形状形成工程から製造方法を行うようにすることも可能である。
【符号の説明】
【0103】
A…シャワー装置
B…シャワー装置
3…シャワーヘッド
31…シャワーヘッド本体
311…把持部
32…通水路部材
33…散水部材
33b…散水孔
4…シャワーヘッド
41…シャワーヘッド本体
41a…散水孔
41b…散水部
42…通水路部材
5…閉塞管
6…金型
7…チューブ
71…チューブ
【特許請求の範囲】
【請求項1】
シャワー装置のシャワーヘッド本体を製造する方法であって、
金属管を塑性変形させて所定の形状に形成する外郭形状形成工程と、
前記金属管の先端部に散水部材を取り付けるための装着部を形成する散水部材装着部形成工程と、
を順次実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法。
【請求項2】
シャワー装置のシャワーヘッド本体を製造する方法であって、
金属管に散水孔を形成する散水孔形成工程と、
前記散水孔が形成された金属管を塑性変形させて所定の形状に形成する外郭形状形成工程と、
を順次実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法。
【請求項3】
シャワー装置のシャワーヘッド本体を製造する方法であって、
金属管を塑性変形させて所定の形状に形成する外郭形状形成工程と、
所定の形状に形成された金属管に散水孔を形成する散水孔形成工程と、
を順次実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法。
【請求項4】
シャワー装置のシャワーヘッド本体を製造する方法であって、
予め散水孔が開けられた金属管を塑性変形させて所定の形状に形成する外郭形状形成工程を実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法。
【請求項5】
前記外郭形状形成工程として、前記金属管を装填した金型を締めた後に前記金属管の内部に充填物を注入し、前記充填物に圧力を加えることにより、前記金属管を塑性変形させるバルジ加工を実行することを特徴とする請求項1〜4のいずれか1項に記載のシャワーヘッド本体の製造方法。
【請求項6】
前記バルジ加工を実行する前に、前記金属管を所定の形状に曲げ加工することを特徴とする請求項5に記載のシャワーヘッド本体の製造方法。
【請求項7】
前記バルジ加工を実行する前に、前記金属管を扁平形状につぶすプレス加工を実行することを特徴とする請求項5に記載のシャワーヘッド本体の製造方法。
【請求項8】
前記外郭形状形成工程を実行した後に、加工後の金属管の端部を切断するカット工程を実行することを特徴とする請求項5〜7のいずれか1項に記載のシャワーヘッド本体の製造方法。
【請求項9】
前記外郭形状形成工程を実行する前に、前記金属管の一端を溶接により封止して閉塞管としたことを特徴とする請求項1〜4のいずれか1項に記載のシャワーヘッド本体の製造方法。
【請求項10】
前記金属管の表面から溶接痕を除去する研磨工程を実行することを特徴とする請求項9に記載のシャワーヘッド本体の製造方法。
【請求項11】
シャワーヘッド本体を形成した後に、シャワーヘッド本体の表面を研磨して仕上げを行うことを特徴とする請求項1〜10のいずれか1項に記載のシャワーヘッド本体の製造方法。
【請求項12】
請求項1〜11のいずれか1項に記載の製造方法により、金属管を変形させて形成したことを特徴とするシャワーヘッド本体。
【請求項1】
シャワー装置のシャワーヘッド本体を製造する方法であって、
金属管を塑性変形させて所定の形状に形成する外郭形状形成工程と、
前記金属管の先端部に散水部材を取り付けるための装着部を形成する散水部材装着部形成工程と、
を順次実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法。
【請求項2】
シャワー装置のシャワーヘッド本体を製造する方法であって、
金属管に散水孔を形成する散水孔形成工程と、
前記散水孔が形成された金属管を塑性変形させて所定の形状に形成する外郭形状形成工程と、
を順次実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法。
【請求項3】
シャワー装置のシャワーヘッド本体を製造する方法であって、
金属管を塑性変形させて所定の形状に形成する外郭形状形成工程と、
所定の形状に形成された金属管に散水孔を形成する散水孔形成工程と、
を順次実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法。
【請求項4】
シャワー装置のシャワーヘッド本体を製造する方法であって、
予め散水孔が開けられた金属管を塑性変形させて所定の形状に形成する外郭形状形成工程を実行して、シャワーヘッド本体の外郭形状を形成することを特徴とするシャワーヘッド本体の製造方法。
【請求項5】
前記外郭形状形成工程として、前記金属管を装填した金型を締めた後に前記金属管の内部に充填物を注入し、前記充填物に圧力を加えることにより、前記金属管を塑性変形させるバルジ加工を実行することを特徴とする請求項1〜4のいずれか1項に記載のシャワーヘッド本体の製造方法。
【請求項6】
前記バルジ加工を実行する前に、前記金属管を所定の形状に曲げ加工することを特徴とする請求項5に記載のシャワーヘッド本体の製造方法。
【請求項7】
前記バルジ加工を実行する前に、前記金属管を扁平形状につぶすプレス加工を実行することを特徴とする請求項5に記載のシャワーヘッド本体の製造方法。
【請求項8】
前記外郭形状形成工程を実行した後に、加工後の金属管の端部を切断するカット工程を実行することを特徴とする請求項5〜7のいずれか1項に記載のシャワーヘッド本体の製造方法。
【請求項9】
前記外郭形状形成工程を実行する前に、前記金属管の一端を溶接により封止して閉塞管としたことを特徴とする請求項1〜4のいずれか1項に記載のシャワーヘッド本体の製造方法。
【請求項10】
前記金属管の表面から溶接痕を除去する研磨工程を実行することを特徴とする請求項9に記載のシャワーヘッド本体の製造方法。
【請求項11】
シャワーヘッド本体を形成した後に、シャワーヘッド本体の表面を研磨して仕上げを行うことを特徴とする請求項1〜10のいずれか1項に記載のシャワーヘッド本体の製造方法。
【請求項12】
請求項1〜11のいずれか1項に記載の製造方法により、金属管を変形させて形成したことを特徴とするシャワーヘッド本体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図9】
【図10】

【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−55598(P2012−55598A)
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2010−203880(P2010−203880)
【出願日】平成22年9月13日(2010.9.13)
【出願人】(000010087)TOTO株式会社 (3,889)
【Fターム(参考)】
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成22年9月13日(2010.9.13)
【出願人】(000010087)TOTO株式会社 (3,889)
【Fターム(参考)】
[ Back to top ]