
ストライプコート塗装装置
【課題】 刷毛塗りに替わり、ストライプコート塗装を効率的に行えるストライプコート塗装装置を提供すること。
【解決手段】 構造物における各溶接部又はエッジ部の被塗面にストライプコート塗装を行うためのストライプコート塗装装置1に、ストライプコート塗装の塗料を所定の圧力で供給する塗料ポンプ3と、この塗料ポンプ3から供給する塗料の噴射を制御するガン部15と、このガン部15の操作で塗料を噴射する塗料噴射ノズル18とを備えさせ、塗料噴射ノズル18に、ストライプコート部の被塗面とノズル先端部との距離を一定に保つとともに、塗料噴射ノズル18の塗料噴射方向を挟んで対向し、この塗料噴射ノズル18から噴射する塗料の広がりに沿って広がるスプレーガイド30を具備させる。
【解決手段】 構造物における各溶接部又はエッジ部の被塗面にストライプコート塗装を行うためのストライプコート塗装装置1に、ストライプコート塗装の塗料を所定の圧力で供給する塗料ポンプ3と、この塗料ポンプ3から供給する塗料の噴射を制御するガン部15と、このガン部15の操作で塗料を噴射する塗料噴射ノズル18とを備えさせ、塗料噴射ノズル18に、ストライプコート部の被塗面とノズル先端部との距離を一定に保つとともに、塗料噴射ノズル18の塗料噴射方向を挟んで対向し、この塗料噴射ノズル18から噴射する塗料の広がりに沿って広がるスプレーガイド30を具備させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、船舶等の構造物における部材のエッジ部及び溶接部の各ストライプコート部にストライプコート塗装を行うための塗装装置に関する。
【背景技術】
【0002】
従来、バルクキャリア等の船舶の構造物においては、溶接部分や部材のエッジ部等における塗膜厚さ確保等のためにストライプコート塗装が行われている。このストライプコート塗装によって、溶接部分や部材のエッジ部等における塗膜厚さを確保し、錆等の発生を抑止している(この明細書及び特許請求の範囲の書類中における「ストライプコート(Stripe Coating)塗装」は、船体を構成する板材のエッジ部及び溶接部における縞状に延びる塗装をいう)。ストライプコート塗装は、船体の広い平面部等のような機械的な全面塗装ができる部分ではなく、機械的な塗装が難しいエッジ部及び溶接部等に行うものであるため、多くは作業者による刷毛塗り作業によって行われている。
【0003】
一方、船舶においては、2008年から国際海事機関(International Maritime Organization:IMO)において、バラストタンク及びバルクキャリア二重底部に対する塗装基準(Performance Standard for Protective Coatings:PSPC)の適用が採択されている。この塗装基準によれば、上記ストライプコート塗装の適用部位が、各溶接部、ビルトアップロンジ、スニップ、スティフナ、ブラケット、エアホール、マンホール、スロット、カラープレートのエッジ部等(この明細書及び特許請求の範囲の書類中では、これらストライプコート塗装を適用する部分を総称して「ストライプコート部」という)に定められている。しかも、全面塗装とストライプコート塗装は、各2回塗りが定められている。
【0004】
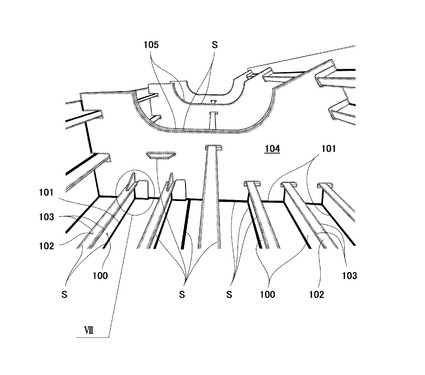
図6は、船舶を例にした船底部分におけるストライプコート部を示す図面である。上記塗装基準によれば、ストライプコート塗装Sは、船底に設けられたビルトアップロンジ100の隅肉溶接部101や、フェイスプレート102のエッジ部103、隔壁104等の隅肉溶接部101やエッジ部105等、多くの部分に施す必要がある。
【0005】
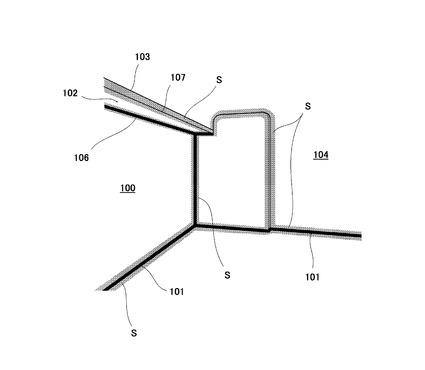
しかも、図7に示すように、このストライプコート塗装Sは、ロンジ100の上端に設けられたフェイスプレート102の裏側における隅肉溶接部106や、フェイスプレート102の下側エッジ部107等、非常に作業性が悪い部分にも施す必要がある。
【0006】
しかし、上記したようにストライプコート塗装は作業者の刷毛塗り作業による手作業であるため、上記ストライプコート塗装適用範囲の拡大によって大幅な工数増加を伴い、大幅な作業時間の増加と多大な労力を生じている。例えば、船長が290m程度のバルクキャリアの場合、ストライプコート塗装が必要な距離が40〜50km程度になる場合もある。しかも、全面塗装及びストライプコート塗装を交互に各2回塗りするので、その塗装作業に非常に多くの時間と労力を要する。
【0007】
また、刷毛塗りの場合には塗りむらを生じやすく、適正な膜厚確保が難しい。そのため、適正な塗膜品質を確保するために時間と労力を要する。
【0008】
そこで、新しい塗装基準を適用する船舶の建造において塗装基準を満足する安定した品質で、上記ストライプコート塗装の作業が迅速に行える発明が提案されている。
【0009】
例えば、手作業による刷毛塗り塗装を行う装置において、刷毛部に圧送塗料が満遍なく行き渡り、むらのない塗装をすることができるようにしたものがある(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2011−41891号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、上記したような刷毛塗り作業によるストライプコート塗装は、例え上記特許文献1に記載された発明を用いたとしても、作業者による塗装スピードの大幅な増加は難しく、適用範囲が非常に広範囲に及ぶストライプコート塗装の大幅な作業時間短縮は難しく、作業時間と労力の削減は難しい。
【0012】
しかも、刷毛塗りの場合には、作業者の熟練度によって均一な塗膜厚さ(例えば、1回あたりの最適ストライプコート塗膜厚さ100〜150μm程度)を得ることが難しいため、仕上がり状態によっては上記したようにストライプコート塗装の品質が不安定になる。そのため、就航後に健全な塗膜を維持することが困難になるおそれや、早期発錆が生じるおそれがある。
【0013】
その上、上記特許文献1に記載された発明は、作業者の手作業による操作で塗布する塗料の量を調整するため、塗りむらや塗料だれ等を生じ、安定した塗膜品質を得るには高い熟練度が必要となる。特に、上記図7に示すようなフェイスプレート102の裏側にストライプコート塗装を行う場合、塗料のたれを生じないように塗るには、塗料の供給量と刷毛の送り量調整とを作業者が経験に基づいて調整しながら塗る、非常に難しい作業で、安定した塗膜品質を得るには非常に高い熟練度が必要となる。
【0014】
しかし、近年、刷毛塗りによって均一な塗膜厚さでストライプコート塗装を行える熟練作業者が大幅に減少しており、適正な塗膜品質を確保したストライプコート塗装を効率良く行うことが非常に難しくなっている。
【0015】
そこで、本発明は、刷毛塗りに替わり、ストライプコート塗装を効率的に行えるストライプコート塗装装置を提供することを目的とする。
【課題を解決するための手段】
【0016】
上記目的を達成するために、本発明は、構造物における各溶接部又はエッジ部の被塗面にストライプコート塗装を行うためのストライプコート塗装装置であって、前記ストライプコート塗装の塗料を所定の圧力で供給する塗料ポンプと、前記塗料ポンプから供給する塗料の噴射を制御するガン部と、前記ガン部の操作で塗料を噴射する塗料噴射ノズルとを備え、前記塗料噴射ノズルは、前記ストライプコート部の被塗面とノズル先端部との距離を一定に保つとともに、該塗料噴射ノズルの塗料噴射方向を挟んで対向し、該塗料噴射ノズルから噴射する塗料の広がりに沿って広がるスプレーガイドを有していることを特徴とする。この構成により、スプレーガイドの先端を、ストライプコート塗装を行う被塗面に接した状態で塗装進行方向に移動させながらストライプコート塗装を行うことで、塗料噴射ノズルとストライプコート部の被塗面との距離を保って均一な塗膜厚さを得ることができるとともに、スプレーガイドによって塗料の飛散を抑止することができるので、適正な塗膜品質を確保したストライプコート塗装を効率良く行うことができる。
【0017】
また、前記スプレーガイドは、隅肉溶接部における被塗面を形成する2面に沿って移動させる2枚の隅肉溶接部対応型スプレーガイドを備え、前記隅肉溶接部対応型スプレーガイドは、被塗面に当接する移動方向角部を曲面状に形成していてもよい。このように構成すれば、隅肉溶接部に沿って隅肉溶接部対応型スプレーガイドを移動させながらストライプコート塗装を行うことにより、曲面状の角部で被塗面を傷付けることなく塗膜品質を確保したストライプコート塗装を効率良く行うことができる。
【0018】
また、前記スプレーガイドは、エッジ部における被塗面を形成する2面に沿って移動させる2枚のエッジ部対応型スプレーガイドを備え、前記エッジ部対応型スプレーガイドは、被塗面に当接する凹状の進行方向ガイド部を形成していてもよい。このように構成すれば、ビルトアップロンジやスティフナ等のエッジ部に沿ってエッジ部対応型スプレーガイドを進行方向に移動させながらストライプコート塗装を行うことにより、塗膜品質を確保したストライプコート塗装を効率良く行うことができる。
【0019】
また、前記塗料噴射ノズルは、前記ガン部の塗料吐出軸心に対して塗料噴射角度を変更可能な可変機構を備えていてもよい。このように構成すれば、塗料噴射ノズルから噴射する塗料の角度をストライプコート塗装を行う種々の部位における被塗面に適した角度に調整し、スプレーガイドで被塗面との距離を保って塗装することができる。これにより、種々のストライプコート部において適正な塗膜品質を確保したストライプコート塗装を効率良く行うことができる。例えば、上向きのストライプコート塗装であっても、効率良く行うことができる。
【0020】
また、前記塗料ポンプは、低圧のエアレスポンプで構成され、前記エアレスポンプは、一次圧と二次圧の差から発生する脈動を軽減するレギュレータを備えていてもよい。このように構成すれば、造船業界一般のポンプと比べて低圧のエアレスポンプにより、塗料ポンプにおいて発生する脈動を抑えた低圧の塗料を塗料噴射ノズルに供給し、塗料噴射ノズルから噴射される塗料によるストライプコート塗装の幅を一定に保ち、更にスプレーガイドから飛散するダストを軽減して、スプレーガイドに沿うように噴射した塗料で塗膜品質を確保したストライプコート塗装を行うことができる。
【発明の効果】
【0021】
本発明によれば、被塗面と塗料噴射ノズルとの距離を常に一定にすることで均一な塗膜厚さで塗膜品質を確保でき、ストライプコート塗装を効率的に行って大幅な工数削減による作業効率の向上と品質向上とを図ることが可能となる。
【図面の簡単な説明】
【0022】
【図1】本発明の一実施形態に係るストライプコート塗装装置を示す斜視図である。
【図2】図1に示す隅肉溶接部対応型スプレーガイドの図面であり、(a) は正面図、(b) は底面図、(c) は側面図である。
【図3】図1に示す隅肉溶接部対応型スプレーガイドの使用状態を示す斜視図である。
【図4】図2に示す隅肉溶接部対応型スプレーガイドと交換するエッジ部対応型スプレーガイドの図面であり、(a) は正面図、(b) は底面図、(c) は側面図である。
【図5】図4に示すエッジ部対応型スプレーガイドの使用状態を示す斜視図である。
【図6】船舶の船底部分におけるストライプコート部を示す斜視図である。
【図7】図6に示すVII部を拡大して別角度で示す斜視図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態の一例を図面に基づいて説明する。以下の実施形態では、図1〜3に基づいて隅肉溶接部対応型スプレーガイド30を備えたストライプコート塗装装置1を説明し、図4,5に基づいて隅肉溶接部対応型スプレーガイド30と交換するエッジ部対応型スプレーガイド50を説明する。
【0024】
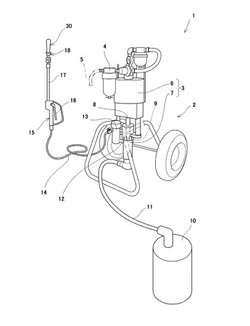
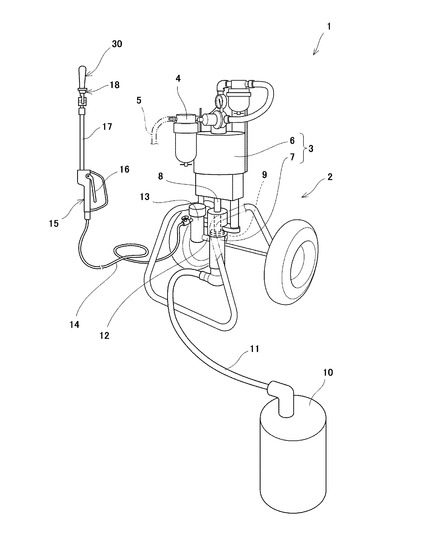
図1に示すように、この実施形態のストライプコート塗装装置1は、高圧空気を用いて駆動するピストン式の塗料ポンプ3を有する低圧型エアレス塗装機2を備えている。塗料ポンプ3は、上部に設けられたモイスチャセパレータ4に接続された高圧空気供給ホース5から高圧空気が供給され、この高圧空気がエアーモータ部6に供給されている。
【0025】
エアーモータ部6の下方には下部ポンプ7が設けられており、エアーモータ部6によって上下動されるロッド8が下部ポンプ7の内部に延びて、下部ポンプ7のピストン9に連結されている。この下部ポンプ7の下端には、塗料タンク10に設けられた塗料ホース11が接続されている。
【0026】
従って、上記エアーモータ部6で下部ポンプ7の内部に延びるロッド8が上下動させられると、このロッド8の下端に設けられたピストン9が下部ポンプ7に内部で上下動させられる。このピストン9の上下動により、上記塗料タンク10に接続された塗料ホース11から塗料が吸引される。このように塗料ポンプ3は、エアレスポンプとなっている。
【0027】
下部ポンプ7の吐出口12には、レギュレータ13が設けられており、下部ポンプ7から吐出される塗料はこのレギュレータ13に吐出される。このレギュレータ13により、下部ポンプ7のピストン9によって吐出される塗料の脈動が軽減される。レギュレータ13には吐出ホース14が設けられており、この吐出ホース14の先端部にガン部15が設けられている。図では、長い吐出ホース14の一部を省略して記載している。
【0028】
また、上記塗料ポンプ3は、エアーモータ部6のピストン面積に対する下部ポンプ7のピストン面積比を小さくした(例えば、圧力比が、30:1)、低圧のエアレスポンプとなっている。塗料ポンプ3を低圧エアレスポンプとすることにより、後述するように、塗料噴射ノズル18から近距離に塗装する場合でも、塗料ダスト(スプレーダスト)が飛散するのを防止できるようにしている。しかも、レギュレータ13を設けて塗料ポンプ3から吐出する塗料の圧力変化による脈動を抑止することで、上記したように下部ポンプ7のピストン9で吐出される塗料によるストライプコート塗装Sの幅を一定に保ち、塗料ダストが飛散するのを抑制し、ストライプコート塗装Sが要求される適用エリアへ適正な塗膜品質を確保したストライプコート塗装Sを行うことができるようにしている。
【0029】
このように、この実施形態では、ストライプコート塗装Sが要求されるエリアへの塗布を可能にするとともに、塗料ダストの飛散を軽減するために、レギュレータ13を有する低圧型エアレス塗装機2としている。
【0030】
一方、上記ガン部15には、操作レバー16と、塗料噴射ノズル18とが設けられている。この例では、操作レバー16の先端に所定長さの吐出パイプ17が設けられ、その先端部分に塗料噴射ノズル18が設けられている。
【0031】
このガン部15によれば、操作レバー16を握ることで、下部ポンプ7からレギュレータ13及び吐出ホース14を介して供給されている塗料が塗料噴射ノズル18から噴射される。そして、上記塗料噴射ノズル18の塗料噴射方向に、上記隅肉溶接部対応型スプレーガイド30が設けられている。
【0032】
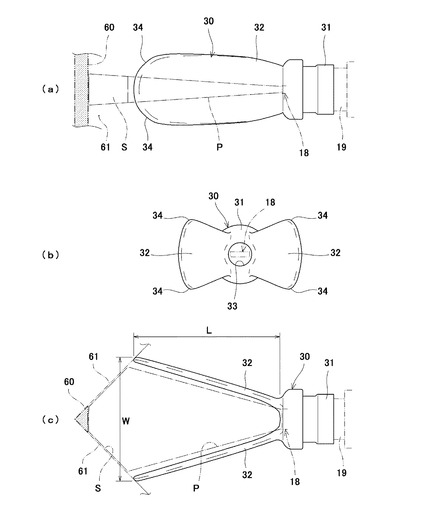
図2(a) 〜(c) に示すように、上記隅肉溶接部対応型スプレーガイド30は、吐出パイプ17(図1)の先端部に設けられた塗料噴射ノズル18の支持部19に取り付ける取付部31と、この取付部31から先端方向に延びるガイドプレート32とを有している。取付部31は、支持部19にネジ止め可能となっている。詳細な構造は、図示を省略する。
【0033】
上記ガイドプレート32は、塗料噴射ノズル18から被塗面61までの距離(この明細書及び特許請求の範囲の書類中における「塗料噴射ノズルから被塗面までの距離」は、塗料噴射ノズル18からガイドプレート32の先端までの距離をいう)が、塗料Pを霧化させるのに適した距離で、所定範囲にストライプコート塗装Sができる長さL(例えば、約80mm)で形成されている。この塗料噴射ノズル18から被塗面61までの距離L(例えば、約80mm)は、隅肉溶接部60において作業者が手で塗料噴射ノズル18を移動操作して塗るスピードに応じた距離となっている。
【0034】
また、上記ガイドプレート32は、取付部31から所定角度で広がるように設けられており、2枚のガイドプレート32が取付部31の中心部に設けられたノズル用開口部33を挟んで対称位置に設けられている。つまり、ガイドプレート32は、塗料噴射ノズル18の塗料噴射方向を挟んで対向するように設けられている。
【0035】
図2(c) に示すように、これらのガイドプレート32の広がり角度は、ノズル用開口部33の中央部に位置する塗料噴射ノズル18から噴射される塗料Pが接しない角度に設定される。この実施形態の隅肉溶接部対応型スプレーガイド30は、塗料噴射ノズル18から噴射される塗料Pの広がりに対して一定の隙間を持つような角度に設定されている。この例では、ガイドプレート32の先端部における開き幅Wが約50mmとなる角度に設定されている。
【0036】
また、図2(a) に示すように、各ガイドプレート32は、先端部分の移動方向角部34が曲面状に形成されている。この実施形態では、各ガイドプレート32の先端部分全体が曲面状となるように形成されている。この隅肉溶接部対応型スプレーガイド30は、プラスチック、ステンレス、アルミニウム、スチール等で形成される。さらに、各ガイドプレート32の先端部分に被塗面61上を転動するローラ(図示略)を設けて、塗膜のダメージを防止するようにしてもよい。
【0037】
従って、上記隅肉溶接部対応型スプレーガイド30を備えたストライプコート塗装装置1によれば、図2(c) に示すように、隅肉溶接部60の被塗面61を形成する2つの部材に沿うように隅肉溶接部対応型スプレーガイド30を移動(この図では、紙面直交方向)させれば、塗料噴射ノズル18と被塗面61との距離を一定に保ってストライプコート塗装Sを行うことができる。これにより、塗料噴射ノズル18から所定の低圧で噴射される塗料Pによって、隅肉溶接部60に適正な塗膜品質を確保したストライプコート塗装Sを行うことができる。
【0038】
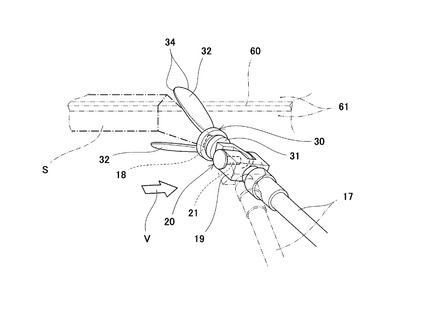
図3に示すように、上記隅肉溶接部対応型スプレーガイド30の使用状態としては、上記塗料噴射ノズル18及び隅肉溶接部対応型スプレーガイド30が、吐出パイプ17の先端部に設けられた可変機構20によって適切な角度で被塗面61と対向するように傾けられる。可変機構20は、吐出パイプ17の先端部に支持部19が設けられ、この支持部19に揺動軸21で軸支されて揺動可能となった機構となっている。この可変機構20は、隅肉溶接部対応型スプレーガイド30の広がったガイドプレート32が設けられた方向に屈曲させることができるようになっている。図示する二点鎖線は、吐出パイプ17側を揺動させた状態を示している。可変機構20は、塗料噴射ノズル18及び隅肉溶接部対応型スプレーガイド30を傾けた状態で、その角度を保持することができる。
【0039】
また、このような状態で使用される隅肉溶接部対応型スプレーガイド30によれば、隅肉溶接部60を形成する2面の被塗面61に隅肉溶接部対応型スプレーガイド30の先端部を沿わせて進行方向Vに移動させることにより、塗料噴射ノズル18と被塗面61との距離を保って塗料噴射ノズル18を移動させることができる。なお、隅肉溶接部対応型スプレーガイド30の一方を被塗面61の1面に沿わせて移動させる場合でも、塗料噴射ノズル18と被塗面61との距離をほぼ保って塗料噴射ノズル18を移動させることができる。
【0040】
従って、塗料噴射ノズル18から噴射させた塗料によって、隅肉溶接部60の所定範囲に適正な塗膜品質を確保したストライプコート塗装Sを行うことができる。
【0041】
しかも、隅肉溶接部対応型スプレーガイド30の進行方向Vに対して交差する方向(ストライプコート塗装Sを行う方向と交差する方向)に2枚のガイドプレート32が位置した状態でストライプコート塗装Sが行われるので、塗料噴射ノズル18から噴射して霧化した塗料Pが周囲に飛散することも軽減することができる。
【0042】
ところで、上記塗料噴射ノズル18から噴射される塗料Sによる塗膜の品質は、塗料Sの吐出圧力と、塗料噴射ノズル18の口径、被塗面61までの距離、及び作業者による塗料噴射ノズル18の移動速度によって異なる。例えば、塗料噴射ノズル18から被塗面61までの距離の関係としては、近いと塗膜厚さが厚くなり、その後のクラック発生等を生じさせるおそれがある。遠いと塗膜厚さが薄くなり、その部分の補修作業が必要となる。
【0043】
このようなことから、上記ストライプコート塗装装置1によるストライプコート塗装Sの一例としては、
吐出圧力(2次圧):4MPa〜9MPa、
塗料噴射ノズルの口径:0.38〜0.44mm、
距離(ガイドプレート長さ):約50〜100mm、
塗料噴射ノズルの移動速度:約0.8〜1.2m/sec、
とし、この条件で塗料噴射ノズル18と被塗面61との距離を一定に保ってストライプコート塗装Sを行うことにより、適正な塗膜品質を確保したストライプコート塗装Sを行うことができる。例えば、上述した船長が290m程度のバルクキャリアの場合、刷毛塗りによるストライプコート塗装Sでは約10000時間が必要であったが、上記ストライプコート塗装装置1によれば約5000時間程度で行うことが可能となり、大幅な作業時間の短縮と労力の軽減が可能となる。しかも、低圧でのストライプコート塗装Sであるため、塗料Sが他の部分に飛びにくいようにでき、塗料ダストの飛散防止も図れる。
【0044】
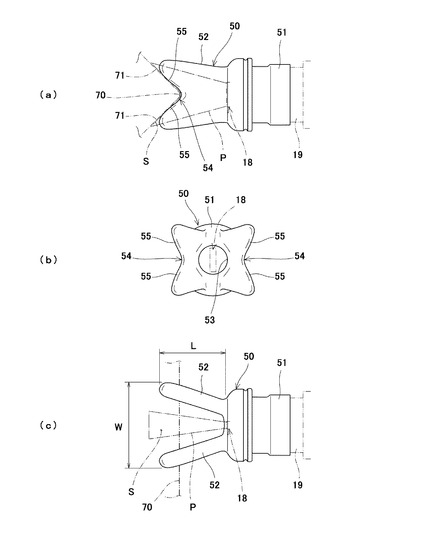
次に、図4(a) 〜(c) に基づいて、エッジ部対応型スプレーガイド50を説明する。なお、上記ストライプコート塗装装置1の構成には同一符号を付し、その説明は省略する。
【0045】
図示するように、エッジ部70にストライプコート塗装Sを施すエッジ部対応型スプレーガイド50にも、吐出パイプ17(図1)の先端部に設けられた塗料噴射ノズル18の支持部19に取り付ける取付部51と、この取付部51から先端方向に延びるガイドプレート52とを有している。取付部51は、支持部19にネジ止め可能となっている。詳細な構造は、図示を省略する。
【0046】
上記ガイドプレート52は、塗料噴射ノズル18から被塗面71までの距離が、塗料を霧化させるのに適した距離で、所定範囲にストライプコート塗装Sができる長さL(例えば、約30mm)で形成されている。この塗料噴射ノズル18から被塗面71までの距離L(ガイドプレート52の先端までの距離。例えば、約30mm)は、エッジ部70において作業者が手で操作して塗るスピードに応じた距離となっている。
【0047】
また、上記ガイドプレート52は、取付部51から所定角度で広がるように設けられており、2枚のガイドプレート52が取付部51の中心部に設けられたノズル用開口部53に対して対称に設けられている。つまり、ガイドプレート52は、塗料噴射ノズル18の塗料噴射方向を挟んで対向するように設けられている。
【0048】
図4(c) に示すように、これらのガイドプレート52の広がり角度は、ノズル用開口部53の中央部に位置する塗料噴射ノズル18から噴射される塗料Pが接しない角度に設定される。この実施形態のエッジ部対応型スプレーガイド50は、塗料噴射ノズル18から噴射される塗料Pの広がりに対して広い隙間を持つような角度に設定されている。この例では、ガイドプレート52の先端部における開き幅Wが約30mmとなる角度に設定されている。
【0049】
また、図4(a) に示すように、各ガイドプレート52は、取付部51から先端に向けて広がるように形成され、その先端部分(この例では、先端部分で約30mm)の中央部に、エッジ部70の被塗面71に沿って移動させる凹状の進行方向ガイド部54が形成されている。この進行方向ガイド部54は、ガイドプレート52の先端部分から約10mm入り込むV字状に形成されている。しかも、この実施形態では、この進行方向ガイド部54を、被塗面71に中央の隆起部55が接するようなラウンド状にしている。このように、進行方向ガイド部54に隆起部55を形成することで、進行方向ガイド部54の被塗面71との接触部分を少なくしている。さらに、進行方向ガイド部54の隆起部55以外を被塗面71と接しないように当接部54の端部を削ることで、全面塗装した被塗面71の塗膜へのダメージを防止している。
【0050】
なお、エッジ部70は、通常、グラインダー等によるエッジ処理によってラウンド形状にしているため、このエッジ部70に接しないようにする点からも、ラウンド状の隆起部55で被塗面71と接するようにしている。このようなエッジ部対応型スプレーガイド50は、プラスチック、ステンレス、アルミニウム、スチール等で形成される。また、各ガイドプレート32の先端部分に被塗面71上を転動するローラ(図示略)を設けて、塗膜のダメージを防止するようにしてもよい。
【0051】
従って、上記エッジ部対応型スプレーガイド50によれば、図4(a) に示すように、エッジ部70の被塗面71に沿うようにエッジ部対応型スプレーガイド50を移動させれば、塗料噴射ノズル18と被塗面71との距離をガイドプレート52で一定に保つことができる。これにより、均一な塗膜厚さで適正な塗膜品質を確保したストライプコート塗装Sを効率良く行うことができるとともに、スプレーガイド52によって塗料Pの飛散を抑止することができる。
【0052】
しかも、2つのガイドプレート52によって被塗面71との距離を保ってストライプコート塗装Sを行う作業が両方向にでき、両方のガイドプレート52によって被塗面71との距離を保って両方向にストライプコート塗装作業を効率良く行うことができる。その上、塗料噴射ノズル18から低圧力で噴射される塗料によって、塗料Pの飛散を抑えたストライプコート塗装Sを行うことができる。
【0053】
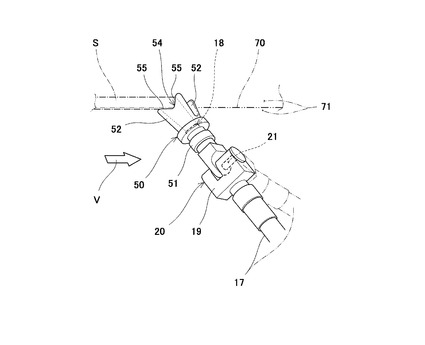
図5に示すように、上記エッジ部対応型スプレーガイド50の使用状態としては、上記塗料噴射ノズル18及びエッジ部対応型スプレーガイド50が、吐出パイプ17の先端部に設けられた可変機構20によって適切な角度で被塗面71と対向するように傾けられる。可変機構20は、吐出パイプ17の先端部に支持部19が設けられ、この支持部19に揺動軸21で軸支されて揺動可能となった機構となっている。この可変機構20は、エッジ部対応型スプレーガイド50の進行方向Vに向けて屈曲させることができるようになっている。図示する二点鎖線は、吐出パイプ17側を揺動させた状態を示している。可変機構20は、塗料噴射ノズル18及びエッジ部対応型スプレーガイド50を傾けた状態で、その角度を保持することができる。
【0054】
また、このような状態で使用されるエッジ部対応型スプレーガイド50によれば、エッジ部70を形成する2面の被塗面71にエッジ部対応型スプレーガイド50の先端部を沿わせて進行方向Vに移動させることにより、塗料噴射ノズル18と被塗面71との距離を保って塗料噴射ノズル18を移動させることができる。なお、エッジ部対応型スプレーガイド50の一方を被塗面71の1面に沿わせて移動させる場合でも、塗料噴射ノズル18と被塗面71との距離をほぼ保って塗料噴射ノズル18を移動させることができる。
【0055】
従って、塗料噴射ノズル18から噴射させた塗料によって、エッジ部70の所定範囲に適正な塗膜品質を確保したストライプコート塗装Sを行うことができる。
【0056】
また、進行方向前側のガイドプレート52は被塗面71に接触させ、後側のガイドプレート52を浮かせることで、塗膜へのダメージを防止することができる。
【0057】
しかも、エッジ部対応型スプレーガイド50の進行方向Vに対して交差する方向(ストライプコート塗装Sを行う方向と交差する方向)に2枚のガイドプレート52が位置した状態でストライプコート塗装Sが行われるので、塗料噴射ノズル18から噴射して霧化した塗料が周囲に飛散することも軽減することができる。
【0058】
なお、このエッジ部対応型スプレーガイド50でも、塗料Sの吐出圧力と、塗料噴射ノズル18の口径、被塗面71までの距離、及び作業者による塗料噴射ノズル18の移動速度を調整することによって、塗料噴射ノズル18から噴射される塗料Sによる塗膜の品質が一定に保たれる。
【0059】
以上のように、上記ストライプコート塗装装置1によれば、隅肉溶接部60におけるストライプコート塗装時には、隅肉溶接部対応型スプレーガイド30をガン部15の先端に取り付けて、その隅肉溶接部対応型スプレーガイド30の先端を被塗面61に沿って移動させながら塗料を噴射することで、隅肉溶接部60に対してストライプコート塗装Sを効率良く行うことができる。
【0060】
また、エッジ部70にストライプコート塗装Sを行う時には、各溶接部対応型スプレーガイド30をエッジ部対応型スプレーガイド50に交換し、そのエッジ部対応型スプレーガイド50の進行方向ガイド部54をエッジ部70の被塗面71に沿って移動させながら塗料を噴射することにより、エッジ部70に対してストライプコート塗装Sを効率良く行うことができる。
【0061】
従って、新しい塗装基準を適用する船舶において、各溶接部、ビルトアップロンジ、フェイスプレート、スティフナ等におけるストライプコート塗装を迅速に行うことが可能となり、大幅な工数削減を図ることが可能となる。
【0062】
なお、上記実施形態では、矩形状の塗料噴射ノズル18を例に説明したが、塗料噴射ノズル18の形状は上記実施形態以外の形状であってもよく、上記実施形態に限定されるものではない。
【0063】
また、上記隅肉溶接部対応型スプレーガイド30及びエッジ部対応型スプレーガイド50において示した寸法は一例であり、各寸法は使用条件等に応じて適した値に設定すればよい。
【0064】
さらに、上記実施形態では、上部にエアーモータ部を有し、下部に下部ポンプ7を有する塗料ポンプ3を例に説明したが、塗料ポンプ3の構成は上述した実施形態と異なる構成であってもよく、上記実施形態に限定されるものではない。
【0065】
また、上記実施形態は一例を示しており、本発明の要旨を損なわない範囲での種々の変更は可能であり、本発明は上記実施形態に限定されるものではない。
【産業上の利用可能性】
【0066】
本発明に係るストライプコート塗装装置は、新しい塗装基準を適用する船舶等の建造において、各溶接部、ビルトアップロンジ、フェイスプレート、スティフナのエッジ部等におけるストライプコート塗装に利用できる。
【符号の説明】
【0067】
1 ストライプコート塗装装置
2 低圧型エアレス塗装機
3 塗料ポンプ
4 モイスチャセパレータ
5 高圧空気供給ホース
6 エアーモータ部
7 下部ポンプ
8 ロッド
9 ピストン
10 塗料タンク
11 塗料ホース
12 吐出口
13 レギュレータ
14 吐出ホース
15 ガン部
16 操作レバー
17 吐出パイプ
18 塗料噴射ノズル
19 支持部
20 可変機構
21 揺動軸
30 隅肉溶接部対応型スプレーガイド
31 取付部
32 ガイドプレート
33 ノズル用開口部
50 エッジ部対応型スプレーガイド
51 取付部
52 ガイドプレート
53 ノズル用開口部
54 当接部
55 隆起部
60 隅肉溶接部
61 被塗面
70 エッジ部
71 被塗面
P 塗料
S ストライプコート塗装
V 進行方向
【技術分野】
【0001】
本発明は、船舶等の構造物における部材のエッジ部及び溶接部の各ストライプコート部にストライプコート塗装を行うための塗装装置に関する。
【背景技術】
【0002】
従来、バルクキャリア等の船舶の構造物においては、溶接部分や部材のエッジ部等における塗膜厚さ確保等のためにストライプコート塗装が行われている。このストライプコート塗装によって、溶接部分や部材のエッジ部等における塗膜厚さを確保し、錆等の発生を抑止している(この明細書及び特許請求の範囲の書類中における「ストライプコート(Stripe Coating)塗装」は、船体を構成する板材のエッジ部及び溶接部における縞状に延びる塗装をいう)。ストライプコート塗装は、船体の広い平面部等のような機械的な全面塗装ができる部分ではなく、機械的な塗装が難しいエッジ部及び溶接部等に行うものであるため、多くは作業者による刷毛塗り作業によって行われている。
【0003】
一方、船舶においては、2008年から国際海事機関(International Maritime Organization:IMO)において、バラストタンク及びバルクキャリア二重底部に対する塗装基準(Performance Standard for Protective Coatings:PSPC)の適用が採択されている。この塗装基準によれば、上記ストライプコート塗装の適用部位が、各溶接部、ビルトアップロンジ、スニップ、スティフナ、ブラケット、エアホール、マンホール、スロット、カラープレートのエッジ部等(この明細書及び特許請求の範囲の書類中では、これらストライプコート塗装を適用する部分を総称して「ストライプコート部」という)に定められている。しかも、全面塗装とストライプコート塗装は、各2回塗りが定められている。
【0004】
図6は、船舶を例にした船底部分におけるストライプコート部を示す図面である。上記塗装基準によれば、ストライプコート塗装Sは、船底に設けられたビルトアップロンジ100の隅肉溶接部101や、フェイスプレート102のエッジ部103、隔壁104等の隅肉溶接部101やエッジ部105等、多くの部分に施す必要がある。
【0005】
しかも、図7に示すように、このストライプコート塗装Sは、ロンジ100の上端に設けられたフェイスプレート102の裏側における隅肉溶接部106や、フェイスプレート102の下側エッジ部107等、非常に作業性が悪い部分にも施す必要がある。
【0006】
しかし、上記したようにストライプコート塗装は作業者の刷毛塗り作業による手作業であるため、上記ストライプコート塗装適用範囲の拡大によって大幅な工数増加を伴い、大幅な作業時間の増加と多大な労力を生じている。例えば、船長が290m程度のバルクキャリアの場合、ストライプコート塗装が必要な距離が40〜50km程度になる場合もある。しかも、全面塗装及びストライプコート塗装を交互に各2回塗りするので、その塗装作業に非常に多くの時間と労力を要する。
【0007】
また、刷毛塗りの場合には塗りむらを生じやすく、適正な膜厚確保が難しい。そのため、適正な塗膜品質を確保するために時間と労力を要する。
【0008】
そこで、新しい塗装基準を適用する船舶の建造において塗装基準を満足する安定した品質で、上記ストライプコート塗装の作業が迅速に行える発明が提案されている。
【0009】
例えば、手作業による刷毛塗り塗装を行う装置において、刷毛部に圧送塗料が満遍なく行き渡り、むらのない塗装をすることができるようにしたものがある(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2011−41891号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、上記したような刷毛塗り作業によるストライプコート塗装は、例え上記特許文献1に記載された発明を用いたとしても、作業者による塗装スピードの大幅な増加は難しく、適用範囲が非常に広範囲に及ぶストライプコート塗装の大幅な作業時間短縮は難しく、作業時間と労力の削減は難しい。
【0012】
しかも、刷毛塗りの場合には、作業者の熟練度によって均一な塗膜厚さ(例えば、1回あたりの最適ストライプコート塗膜厚さ100〜150μm程度)を得ることが難しいため、仕上がり状態によっては上記したようにストライプコート塗装の品質が不安定になる。そのため、就航後に健全な塗膜を維持することが困難になるおそれや、早期発錆が生じるおそれがある。
【0013】
その上、上記特許文献1に記載された発明は、作業者の手作業による操作で塗布する塗料の量を調整するため、塗りむらや塗料だれ等を生じ、安定した塗膜品質を得るには高い熟練度が必要となる。特に、上記図7に示すようなフェイスプレート102の裏側にストライプコート塗装を行う場合、塗料のたれを生じないように塗るには、塗料の供給量と刷毛の送り量調整とを作業者が経験に基づいて調整しながら塗る、非常に難しい作業で、安定した塗膜品質を得るには非常に高い熟練度が必要となる。
【0014】
しかし、近年、刷毛塗りによって均一な塗膜厚さでストライプコート塗装を行える熟練作業者が大幅に減少しており、適正な塗膜品質を確保したストライプコート塗装を効率良く行うことが非常に難しくなっている。
【0015】
そこで、本発明は、刷毛塗りに替わり、ストライプコート塗装を効率的に行えるストライプコート塗装装置を提供することを目的とする。
【課題を解決するための手段】
【0016】
上記目的を達成するために、本発明は、構造物における各溶接部又はエッジ部の被塗面にストライプコート塗装を行うためのストライプコート塗装装置であって、前記ストライプコート塗装の塗料を所定の圧力で供給する塗料ポンプと、前記塗料ポンプから供給する塗料の噴射を制御するガン部と、前記ガン部の操作で塗料を噴射する塗料噴射ノズルとを備え、前記塗料噴射ノズルは、前記ストライプコート部の被塗面とノズル先端部との距離を一定に保つとともに、該塗料噴射ノズルの塗料噴射方向を挟んで対向し、該塗料噴射ノズルから噴射する塗料の広がりに沿って広がるスプレーガイドを有していることを特徴とする。この構成により、スプレーガイドの先端を、ストライプコート塗装を行う被塗面に接した状態で塗装進行方向に移動させながらストライプコート塗装を行うことで、塗料噴射ノズルとストライプコート部の被塗面との距離を保って均一な塗膜厚さを得ることができるとともに、スプレーガイドによって塗料の飛散を抑止することができるので、適正な塗膜品質を確保したストライプコート塗装を効率良く行うことができる。
【0017】
また、前記スプレーガイドは、隅肉溶接部における被塗面を形成する2面に沿って移動させる2枚の隅肉溶接部対応型スプレーガイドを備え、前記隅肉溶接部対応型スプレーガイドは、被塗面に当接する移動方向角部を曲面状に形成していてもよい。このように構成すれば、隅肉溶接部に沿って隅肉溶接部対応型スプレーガイドを移動させながらストライプコート塗装を行うことにより、曲面状の角部で被塗面を傷付けることなく塗膜品質を確保したストライプコート塗装を効率良く行うことができる。
【0018】
また、前記スプレーガイドは、エッジ部における被塗面を形成する2面に沿って移動させる2枚のエッジ部対応型スプレーガイドを備え、前記エッジ部対応型スプレーガイドは、被塗面に当接する凹状の進行方向ガイド部を形成していてもよい。このように構成すれば、ビルトアップロンジやスティフナ等のエッジ部に沿ってエッジ部対応型スプレーガイドを進行方向に移動させながらストライプコート塗装を行うことにより、塗膜品質を確保したストライプコート塗装を効率良く行うことができる。
【0019】
また、前記塗料噴射ノズルは、前記ガン部の塗料吐出軸心に対して塗料噴射角度を変更可能な可変機構を備えていてもよい。このように構成すれば、塗料噴射ノズルから噴射する塗料の角度をストライプコート塗装を行う種々の部位における被塗面に適した角度に調整し、スプレーガイドで被塗面との距離を保って塗装することができる。これにより、種々のストライプコート部において適正な塗膜品質を確保したストライプコート塗装を効率良く行うことができる。例えば、上向きのストライプコート塗装であっても、効率良く行うことができる。
【0020】
また、前記塗料ポンプは、低圧のエアレスポンプで構成され、前記エアレスポンプは、一次圧と二次圧の差から発生する脈動を軽減するレギュレータを備えていてもよい。このように構成すれば、造船業界一般のポンプと比べて低圧のエアレスポンプにより、塗料ポンプにおいて発生する脈動を抑えた低圧の塗料を塗料噴射ノズルに供給し、塗料噴射ノズルから噴射される塗料によるストライプコート塗装の幅を一定に保ち、更にスプレーガイドから飛散するダストを軽減して、スプレーガイドに沿うように噴射した塗料で塗膜品質を確保したストライプコート塗装を行うことができる。
【発明の効果】
【0021】
本発明によれば、被塗面と塗料噴射ノズルとの距離を常に一定にすることで均一な塗膜厚さで塗膜品質を確保でき、ストライプコート塗装を効率的に行って大幅な工数削減による作業効率の向上と品質向上とを図ることが可能となる。
【図面の簡単な説明】
【0022】
【図1】本発明の一実施形態に係るストライプコート塗装装置を示す斜視図である。
【図2】図1に示す隅肉溶接部対応型スプレーガイドの図面であり、(a) は正面図、(b) は底面図、(c) は側面図である。
【図3】図1に示す隅肉溶接部対応型スプレーガイドの使用状態を示す斜視図である。
【図4】図2に示す隅肉溶接部対応型スプレーガイドと交換するエッジ部対応型スプレーガイドの図面であり、(a) は正面図、(b) は底面図、(c) は側面図である。
【図5】図4に示すエッジ部対応型スプレーガイドの使用状態を示す斜視図である。
【図6】船舶の船底部分におけるストライプコート部を示す斜視図である。
【図7】図6に示すVII部を拡大して別角度で示す斜視図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態の一例を図面に基づいて説明する。以下の実施形態では、図1〜3に基づいて隅肉溶接部対応型スプレーガイド30を備えたストライプコート塗装装置1を説明し、図4,5に基づいて隅肉溶接部対応型スプレーガイド30と交換するエッジ部対応型スプレーガイド50を説明する。
【0024】
図1に示すように、この実施形態のストライプコート塗装装置1は、高圧空気を用いて駆動するピストン式の塗料ポンプ3を有する低圧型エアレス塗装機2を備えている。塗料ポンプ3は、上部に設けられたモイスチャセパレータ4に接続された高圧空気供給ホース5から高圧空気が供給され、この高圧空気がエアーモータ部6に供給されている。
【0025】
エアーモータ部6の下方には下部ポンプ7が設けられており、エアーモータ部6によって上下動されるロッド8が下部ポンプ7の内部に延びて、下部ポンプ7のピストン9に連結されている。この下部ポンプ7の下端には、塗料タンク10に設けられた塗料ホース11が接続されている。
【0026】
従って、上記エアーモータ部6で下部ポンプ7の内部に延びるロッド8が上下動させられると、このロッド8の下端に設けられたピストン9が下部ポンプ7に内部で上下動させられる。このピストン9の上下動により、上記塗料タンク10に接続された塗料ホース11から塗料が吸引される。このように塗料ポンプ3は、エアレスポンプとなっている。
【0027】
下部ポンプ7の吐出口12には、レギュレータ13が設けられており、下部ポンプ7から吐出される塗料はこのレギュレータ13に吐出される。このレギュレータ13により、下部ポンプ7のピストン9によって吐出される塗料の脈動が軽減される。レギュレータ13には吐出ホース14が設けられており、この吐出ホース14の先端部にガン部15が設けられている。図では、長い吐出ホース14の一部を省略して記載している。
【0028】
また、上記塗料ポンプ3は、エアーモータ部6のピストン面積に対する下部ポンプ7のピストン面積比を小さくした(例えば、圧力比が、30:1)、低圧のエアレスポンプとなっている。塗料ポンプ3を低圧エアレスポンプとすることにより、後述するように、塗料噴射ノズル18から近距離に塗装する場合でも、塗料ダスト(スプレーダスト)が飛散するのを防止できるようにしている。しかも、レギュレータ13を設けて塗料ポンプ3から吐出する塗料の圧力変化による脈動を抑止することで、上記したように下部ポンプ7のピストン9で吐出される塗料によるストライプコート塗装Sの幅を一定に保ち、塗料ダストが飛散するのを抑制し、ストライプコート塗装Sが要求される適用エリアへ適正な塗膜品質を確保したストライプコート塗装Sを行うことができるようにしている。
【0029】
このように、この実施形態では、ストライプコート塗装Sが要求されるエリアへの塗布を可能にするとともに、塗料ダストの飛散を軽減するために、レギュレータ13を有する低圧型エアレス塗装機2としている。
【0030】
一方、上記ガン部15には、操作レバー16と、塗料噴射ノズル18とが設けられている。この例では、操作レバー16の先端に所定長さの吐出パイプ17が設けられ、その先端部分に塗料噴射ノズル18が設けられている。
【0031】
このガン部15によれば、操作レバー16を握ることで、下部ポンプ7からレギュレータ13及び吐出ホース14を介して供給されている塗料が塗料噴射ノズル18から噴射される。そして、上記塗料噴射ノズル18の塗料噴射方向に、上記隅肉溶接部対応型スプレーガイド30が設けられている。
【0032】
図2(a) 〜(c) に示すように、上記隅肉溶接部対応型スプレーガイド30は、吐出パイプ17(図1)の先端部に設けられた塗料噴射ノズル18の支持部19に取り付ける取付部31と、この取付部31から先端方向に延びるガイドプレート32とを有している。取付部31は、支持部19にネジ止め可能となっている。詳細な構造は、図示を省略する。
【0033】
上記ガイドプレート32は、塗料噴射ノズル18から被塗面61までの距離(この明細書及び特許請求の範囲の書類中における「塗料噴射ノズルから被塗面までの距離」は、塗料噴射ノズル18からガイドプレート32の先端までの距離をいう)が、塗料Pを霧化させるのに適した距離で、所定範囲にストライプコート塗装Sができる長さL(例えば、約80mm)で形成されている。この塗料噴射ノズル18から被塗面61までの距離L(例えば、約80mm)は、隅肉溶接部60において作業者が手で塗料噴射ノズル18を移動操作して塗るスピードに応じた距離となっている。
【0034】
また、上記ガイドプレート32は、取付部31から所定角度で広がるように設けられており、2枚のガイドプレート32が取付部31の中心部に設けられたノズル用開口部33を挟んで対称位置に設けられている。つまり、ガイドプレート32は、塗料噴射ノズル18の塗料噴射方向を挟んで対向するように設けられている。
【0035】
図2(c) に示すように、これらのガイドプレート32の広がり角度は、ノズル用開口部33の中央部に位置する塗料噴射ノズル18から噴射される塗料Pが接しない角度に設定される。この実施形態の隅肉溶接部対応型スプレーガイド30は、塗料噴射ノズル18から噴射される塗料Pの広がりに対して一定の隙間を持つような角度に設定されている。この例では、ガイドプレート32の先端部における開き幅Wが約50mmとなる角度に設定されている。
【0036】
また、図2(a) に示すように、各ガイドプレート32は、先端部分の移動方向角部34が曲面状に形成されている。この実施形態では、各ガイドプレート32の先端部分全体が曲面状となるように形成されている。この隅肉溶接部対応型スプレーガイド30は、プラスチック、ステンレス、アルミニウム、スチール等で形成される。さらに、各ガイドプレート32の先端部分に被塗面61上を転動するローラ(図示略)を設けて、塗膜のダメージを防止するようにしてもよい。
【0037】
従って、上記隅肉溶接部対応型スプレーガイド30を備えたストライプコート塗装装置1によれば、図2(c) に示すように、隅肉溶接部60の被塗面61を形成する2つの部材に沿うように隅肉溶接部対応型スプレーガイド30を移動(この図では、紙面直交方向)させれば、塗料噴射ノズル18と被塗面61との距離を一定に保ってストライプコート塗装Sを行うことができる。これにより、塗料噴射ノズル18から所定の低圧で噴射される塗料Pによって、隅肉溶接部60に適正な塗膜品質を確保したストライプコート塗装Sを行うことができる。
【0038】
図3に示すように、上記隅肉溶接部対応型スプレーガイド30の使用状態としては、上記塗料噴射ノズル18及び隅肉溶接部対応型スプレーガイド30が、吐出パイプ17の先端部に設けられた可変機構20によって適切な角度で被塗面61と対向するように傾けられる。可変機構20は、吐出パイプ17の先端部に支持部19が設けられ、この支持部19に揺動軸21で軸支されて揺動可能となった機構となっている。この可変機構20は、隅肉溶接部対応型スプレーガイド30の広がったガイドプレート32が設けられた方向に屈曲させることができるようになっている。図示する二点鎖線は、吐出パイプ17側を揺動させた状態を示している。可変機構20は、塗料噴射ノズル18及び隅肉溶接部対応型スプレーガイド30を傾けた状態で、その角度を保持することができる。
【0039】
また、このような状態で使用される隅肉溶接部対応型スプレーガイド30によれば、隅肉溶接部60を形成する2面の被塗面61に隅肉溶接部対応型スプレーガイド30の先端部を沿わせて進行方向Vに移動させることにより、塗料噴射ノズル18と被塗面61との距離を保って塗料噴射ノズル18を移動させることができる。なお、隅肉溶接部対応型スプレーガイド30の一方を被塗面61の1面に沿わせて移動させる場合でも、塗料噴射ノズル18と被塗面61との距離をほぼ保って塗料噴射ノズル18を移動させることができる。
【0040】
従って、塗料噴射ノズル18から噴射させた塗料によって、隅肉溶接部60の所定範囲に適正な塗膜品質を確保したストライプコート塗装Sを行うことができる。
【0041】
しかも、隅肉溶接部対応型スプレーガイド30の進行方向Vに対して交差する方向(ストライプコート塗装Sを行う方向と交差する方向)に2枚のガイドプレート32が位置した状態でストライプコート塗装Sが行われるので、塗料噴射ノズル18から噴射して霧化した塗料Pが周囲に飛散することも軽減することができる。
【0042】
ところで、上記塗料噴射ノズル18から噴射される塗料Sによる塗膜の品質は、塗料Sの吐出圧力と、塗料噴射ノズル18の口径、被塗面61までの距離、及び作業者による塗料噴射ノズル18の移動速度によって異なる。例えば、塗料噴射ノズル18から被塗面61までの距離の関係としては、近いと塗膜厚さが厚くなり、その後のクラック発生等を生じさせるおそれがある。遠いと塗膜厚さが薄くなり、その部分の補修作業が必要となる。
【0043】
このようなことから、上記ストライプコート塗装装置1によるストライプコート塗装Sの一例としては、
吐出圧力(2次圧):4MPa〜9MPa、
塗料噴射ノズルの口径:0.38〜0.44mm、
距離(ガイドプレート長さ):約50〜100mm、
塗料噴射ノズルの移動速度:約0.8〜1.2m/sec、
とし、この条件で塗料噴射ノズル18と被塗面61との距離を一定に保ってストライプコート塗装Sを行うことにより、適正な塗膜品質を確保したストライプコート塗装Sを行うことができる。例えば、上述した船長が290m程度のバルクキャリアの場合、刷毛塗りによるストライプコート塗装Sでは約10000時間が必要であったが、上記ストライプコート塗装装置1によれば約5000時間程度で行うことが可能となり、大幅な作業時間の短縮と労力の軽減が可能となる。しかも、低圧でのストライプコート塗装Sであるため、塗料Sが他の部分に飛びにくいようにでき、塗料ダストの飛散防止も図れる。
【0044】
次に、図4(a) 〜(c) に基づいて、エッジ部対応型スプレーガイド50を説明する。なお、上記ストライプコート塗装装置1の構成には同一符号を付し、その説明は省略する。
【0045】
図示するように、エッジ部70にストライプコート塗装Sを施すエッジ部対応型スプレーガイド50にも、吐出パイプ17(図1)の先端部に設けられた塗料噴射ノズル18の支持部19に取り付ける取付部51と、この取付部51から先端方向に延びるガイドプレート52とを有している。取付部51は、支持部19にネジ止め可能となっている。詳細な構造は、図示を省略する。
【0046】
上記ガイドプレート52は、塗料噴射ノズル18から被塗面71までの距離が、塗料を霧化させるのに適した距離で、所定範囲にストライプコート塗装Sができる長さL(例えば、約30mm)で形成されている。この塗料噴射ノズル18から被塗面71までの距離L(ガイドプレート52の先端までの距離。例えば、約30mm)は、エッジ部70において作業者が手で操作して塗るスピードに応じた距離となっている。
【0047】
また、上記ガイドプレート52は、取付部51から所定角度で広がるように設けられており、2枚のガイドプレート52が取付部51の中心部に設けられたノズル用開口部53に対して対称に設けられている。つまり、ガイドプレート52は、塗料噴射ノズル18の塗料噴射方向を挟んで対向するように設けられている。
【0048】
図4(c) に示すように、これらのガイドプレート52の広がり角度は、ノズル用開口部53の中央部に位置する塗料噴射ノズル18から噴射される塗料Pが接しない角度に設定される。この実施形態のエッジ部対応型スプレーガイド50は、塗料噴射ノズル18から噴射される塗料Pの広がりに対して広い隙間を持つような角度に設定されている。この例では、ガイドプレート52の先端部における開き幅Wが約30mmとなる角度に設定されている。
【0049】
また、図4(a) に示すように、各ガイドプレート52は、取付部51から先端に向けて広がるように形成され、その先端部分(この例では、先端部分で約30mm)の中央部に、エッジ部70の被塗面71に沿って移動させる凹状の進行方向ガイド部54が形成されている。この進行方向ガイド部54は、ガイドプレート52の先端部分から約10mm入り込むV字状に形成されている。しかも、この実施形態では、この進行方向ガイド部54を、被塗面71に中央の隆起部55が接するようなラウンド状にしている。このように、進行方向ガイド部54に隆起部55を形成することで、進行方向ガイド部54の被塗面71との接触部分を少なくしている。さらに、進行方向ガイド部54の隆起部55以外を被塗面71と接しないように当接部54の端部を削ることで、全面塗装した被塗面71の塗膜へのダメージを防止している。
【0050】
なお、エッジ部70は、通常、グラインダー等によるエッジ処理によってラウンド形状にしているため、このエッジ部70に接しないようにする点からも、ラウンド状の隆起部55で被塗面71と接するようにしている。このようなエッジ部対応型スプレーガイド50は、プラスチック、ステンレス、アルミニウム、スチール等で形成される。また、各ガイドプレート32の先端部分に被塗面71上を転動するローラ(図示略)を設けて、塗膜のダメージを防止するようにしてもよい。
【0051】
従って、上記エッジ部対応型スプレーガイド50によれば、図4(a) に示すように、エッジ部70の被塗面71に沿うようにエッジ部対応型スプレーガイド50を移動させれば、塗料噴射ノズル18と被塗面71との距離をガイドプレート52で一定に保つことができる。これにより、均一な塗膜厚さで適正な塗膜品質を確保したストライプコート塗装Sを効率良く行うことができるとともに、スプレーガイド52によって塗料Pの飛散を抑止することができる。
【0052】
しかも、2つのガイドプレート52によって被塗面71との距離を保ってストライプコート塗装Sを行う作業が両方向にでき、両方のガイドプレート52によって被塗面71との距離を保って両方向にストライプコート塗装作業を効率良く行うことができる。その上、塗料噴射ノズル18から低圧力で噴射される塗料によって、塗料Pの飛散を抑えたストライプコート塗装Sを行うことができる。
【0053】
図5に示すように、上記エッジ部対応型スプレーガイド50の使用状態としては、上記塗料噴射ノズル18及びエッジ部対応型スプレーガイド50が、吐出パイプ17の先端部に設けられた可変機構20によって適切な角度で被塗面71と対向するように傾けられる。可変機構20は、吐出パイプ17の先端部に支持部19が設けられ、この支持部19に揺動軸21で軸支されて揺動可能となった機構となっている。この可変機構20は、エッジ部対応型スプレーガイド50の進行方向Vに向けて屈曲させることができるようになっている。図示する二点鎖線は、吐出パイプ17側を揺動させた状態を示している。可変機構20は、塗料噴射ノズル18及びエッジ部対応型スプレーガイド50を傾けた状態で、その角度を保持することができる。
【0054】
また、このような状態で使用されるエッジ部対応型スプレーガイド50によれば、エッジ部70を形成する2面の被塗面71にエッジ部対応型スプレーガイド50の先端部を沿わせて進行方向Vに移動させることにより、塗料噴射ノズル18と被塗面71との距離を保って塗料噴射ノズル18を移動させることができる。なお、エッジ部対応型スプレーガイド50の一方を被塗面71の1面に沿わせて移動させる場合でも、塗料噴射ノズル18と被塗面71との距離をほぼ保って塗料噴射ノズル18を移動させることができる。
【0055】
従って、塗料噴射ノズル18から噴射させた塗料によって、エッジ部70の所定範囲に適正な塗膜品質を確保したストライプコート塗装Sを行うことができる。
【0056】
また、進行方向前側のガイドプレート52は被塗面71に接触させ、後側のガイドプレート52を浮かせることで、塗膜へのダメージを防止することができる。
【0057】
しかも、エッジ部対応型スプレーガイド50の進行方向Vに対して交差する方向(ストライプコート塗装Sを行う方向と交差する方向)に2枚のガイドプレート52が位置した状態でストライプコート塗装Sが行われるので、塗料噴射ノズル18から噴射して霧化した塗料が周囲に飛散することも軽減することができる。
【0058】
なお、このエッジ部対応型スプレーガイド50でも、塗料Sの吐出圧力と、塗料噴射ノズル18の口径、被塗面71までの距離、及び作業者による塗料噴射ノズル18の移動速度を調整することによって、塗料噴射ノズル18から噴射される塗料Sによる塗膜の品質が一定に保たれる。
【0059】
以上のように、上記ストライプコート塗装装置1によれば、隅肉溶接部60におけるストライプコート塗装時には、隅肉溶接部対応型スプレーガイド30をガン部15の先端に取り付けて、その隅肉溶接部対応型スプレーガイド30の先端を被塗面61に沿って移動させながら塗料を噴射することで、隅肉溶接部60に対してストライプコート塗装Sを効率良く行うことができる。
【0060】
また、エッジ部70にストライプコート塗装Sを行う時には、各溶接部対応型スプレーガイド30をエッジ部対応型スプレーガイド50に交換し、そのエッジ部対応型スプレーガイド50の進行方向ガイド部54をエッジ部70の被塗面71に沿って移動させながら塗料を噴射することにより、エッジ部70に対してストライプコート塗装Sを効率良く行うことができる。
【0061】
従って、新しい塗装基準を適用する船舶において、各溶接部、ビルトアップロンジ、フェイスプレート、スティフナ等におけるストライプコート塗装を迅速に行うことが可能となり、大幅な工数削減を図ることが可能となる。
【0062】
なお、上記実施形態では、矩形状の塗料噴射ノズル18を例に説明したが、塗料噴射ノズル18の形状は上記実施形態以外の形状であってもよく、上記実施形態に限定されるものではない。
【0063】
また、上記隅肉溶接部対応型スプレーガイド30及びエッジ部対応型スプレーガイド50において示した寸法は一例であり、各寸法は使用条件等に応じて適した値に設定すればよい。
【0064】
さらに、上記実施形態では、上部にエアーモータ部を有し、下部に下部ポンプ7を有する塗料ポンプ3を例に説明したが、塗料ポンプ3の構成は上述した実施形態と異なる構成であってもよく、上記実施形態に限定されるものではない。
【0065】
また、上記実施形態は一例を示しており、本発明の要旨を損なわない範囲での種々の変更は可能であり、本発明は上記実施形態に限定されるものではない。
【産業上の利用可能性】
【0066】
本発明に係るストライプコート塗装装置は、新しい塗装基準を適用する船舶等の建造において、各溶接部、ビルトアップロンジ、フェイスプレート、スティフナのエッジ部等におけるストライプコート塗装に利用できる。
【符号の説明】
【0067】
1 ストライプコート塗装装置
2 低圧型エアレス塗装機
3 塗料ポンプ
4 モイスチャセパレータ
5 高圧空気供給ホース
6 エアーモータ部
7 下部ポンプ
8 ロッド
9 ピストン
10 塗料タンク
11 塗料ホース
12 吐出口
13 レギュレータ
14 吐出ホース
15 ガン部
16 操作レバー
17 吐出パイプ
18 塗料噴射ノズル
19 支持部
20 可変機構
21 揺動軸
30 隅肉溶接部対応型スプレーガイド
31 取付部
32 ガイドプレート
33 ノズル用開口部
50 エッジ部対応型スプレーガイド
51 取付部
52 ガイドプレート
53 ノズル用開口部
54 当接部
55 隆起部
60 隅肉溶接部
61 被塗面
70 エッジ部
71 被塗面
P 塗料
S ストライプコート塗装
V 進行方向
【特許請求の範囲】
【請求項1】
構造物における各溶接部又はエッジ部の被塗面にストライプコート塗装を行うためのストライプコート塗装装置であって、
前記ストライプコート塗装の塗料を所定の圧力で供給する塗料ポンプと、
前記塗料ポンプから供給する塗料の噴射を制御するガン部と、
前記ガン部の操作で塗料を噴射する塗料噴射ノズルとを備え、
前記塗料噴射ノズルは、前記ストライプコート部の被塗面とノズル先端部との距離を一定に保つとともに、該塗料噴射ノズルの塗料噴射方向を挟んで対向し、該塗料噴射ノズルから噴射する塗料の広がりに沿って広がるスプレーガイドを有していることを特徴とするストライプコート塗装装置。
【請求項2】
前記スプレーガイドは、隅肉溶接部における被塗面を形成する2面に沿って移動させる2枚の隅肉溶接部対応型スプレーガイドを備え、
前記隅肉溶接部対応型スプレーガイドは、被塗面に当接する移動方向角部を曲面状に形成している請求項1に記載のストライプコート塗装装置。
【請求項3】
前記スプレーガイドは、エッジ部における被塗面を形成する2面に沿って移動させる2枚のエッジ部対応型スプレーガイドを備え、
前記エッジ部対応型スプレーガイドは、被塗面に当接する凹状の進行方向ガイド部を形成している請求項1に記載のストライプコート塗装装置。
【請求項4】
前記塗料噴射ノズルは、前記ガン部の塗料吐出軸心に対して塗料噴射角度を変更可能な可変機構を備えている請求項2又は3に記載のストライプコート塗装装置。
【請求項5】
前記塗料ポンプは、低圧のエアレスポンプで構成され、
前記エアレスポンプは、一次圧と二次圧の差から発生する脈動を軽減するレギュレータを備えている請求項1〜4のいずれか1項に記載のストライプコート塗装装置。
【請求項1】
構造物における各溶接部又はエッジ部の被塗面にストライプコート塗装を行うためのストライプコート塗装装置であって、
前記ストライプコート塗装の塗料を所定の圧力で供給する塗料ポンプと、
前記塗料ポンプから供給する塗料の噴射を制御するガン部と、
前記ガン部の操作で塗料を噴射する塗料噴射ノズルとを備え、
前記塗料噴射ノズルは、前記ストライプコート部の被塗面とノズル先端部との距離を一定に保つとともに、該塗料噴射ノズルの塗料噴射方向を挟んで対向し、該塗料噴射ノズルから噴射する塗料の広がりに沿って広がるスプレーガイドを有していることを特徴とするストライプコート塗装装置。
【請求項2】
前記スプレーガイドは、隅肉溶接部における被塗面を形成する2面に沿って移動させる2枚の隅肉溶接部対応型スプレーガイドを備え、
前記隅肉溶接部対応型スプレーガイドは、被塗面に当接する移動方向角部を曲面状に形成している請求項1に記載のストライプコート塗装装置。
【請求項3】
前記スプレーガイドは、エッジ部における被塗面を形成する2面に沿って移動させる2枚のエッジ部対応型スプレーガイドを備え、
前記エッジ部対応型スプレーガイドは、被塗面に当接する凹状の進行方向ガイド部を形成している請求項1に記載のストライプコート塗装装置。
【請求項4】
前記塗料噴射ノズルは、前記ガン部の塗料吐出軸心に対して塗料噴射角度を変更可能な可変機構を備えている請求項2又は3に記載のストライプコート塗装装置。
【請求項5】
前記塗料ポンプは、低圧のエアレスポンプで構成され、
前記エアレスポンプは、一次圧と二次圧の差から発生する脈動を軽減するレギュレータを備えている請求項1〜4のいずれか1項に記載のストライプコート塗装装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−17950(P2013−17950A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−153267(P2011−153267)
【出願日】平成23年7月11日(2011.7.11)
【出願人】(000000974)川崎重工業株式会社 (1,710)
【出願人】(511168707)スリーエーシステム株式会社 (1)
【出願人】(511168718)稲田塗料株式会社 (1)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月11日(2011.7.11)
【出願人】(000000974)川崎重工業株式会社 (1,710)
【出願人】(511168707)スリーエーシステム株式会社 (1)
【出願人】(511168718)稲田塗料株式会社 (1)
【Fターム(参考)】
[ Back to top ]