
スパンボンド不織布を製造する方法と装置
【課題】 フィラメントからスパンボンド不織布を製造する方法と装置を提供する。
【解決手段】 フィラメントが少なくとも1つの紡糸装置から紡糸され、続いてフィラメントが冷却チャンバ内で冷却され、その後で延伸ユニット内で延伸され、それに続いてフィラメントが少なくとも1個のディフューザを通って案内され、その後で堆積ベルト上に堆積されて不織ウェブを形成する、フィラメントからなるスパンボンド不織布を製造するための方法。不織ウェブは堆積ベルトによって、不織ウェブの予備給湿を行う給湿装置を通って案内される。不織ウェブは給湿装置から外に出て、続いて堆積ベルト上での高圧水噴射処置によって予備結合される。それに続いて不織ウェブは堆積ベルトから取り去られて、他の処理を受ける。
【解決手段】 フィラメントが少なくとも1つの紡糸装置から紡糸され、続いてフィラメントが冷却チャンバ内で冷却され、その後で延伸ユニット内で延伸され、それに続いてフィラメントが少なくとも1個のディフューザを通って案内され、その後で堆積ベルト上に堆積されて不織ウェブを形成する、フィラメントからなるスパンボンド不織布を製造するための方法。不織ウェブは堆積ベルトによって、不織ウェブの予備給湿を行う給湿装置を通って案内される。不織ウェブは給湿装置から外に出て、続いて堆積ベルト上での高圧水噴射処置によって予備結合される。それに続いて不織ウェブは堆積ベルトから取り去られて、他の処理を受ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特に熱可塑性合成樹脂製のフィラメントからなるスパンボンド不織布を製造するための方法に関する。本発明はさらに、この方法を実施するための装置に関する。フィラメントは本発明の範囲において特に無端フィラメントを意味する。無端フィラメントはそのほぼ無端の長さに基づいて、例えば10〜60mmのはるかに短い長さを有するステープルファイバと相違する。
【背景技術】
【0002】
一般的にフィラメントを堆積ベルト上に堆積することによって生じる不織ウェブを結合することが、実務において周知である。10〜80g/m2の単位面積あたりの重量を有する不織布については、通常は熱カレンダを用いて堆積物が結合される。それによって、結合が良好で厚さが薄い不織布が生じる。重いフィラメント堆積物またはかさばるフィラメント堆積物を結合することは困難である。というのは、提供される時間内では製品中央への入熱が制限され、特に合成樹脂の融点近くまで加熱するためにもはや十分ではないからである。重いかまたはかさばる不織布を製造するときには、他の結合方法が合目的であり、しかも特に機械式ニードルパンチと液圧式ニードルパンチまたは熱結合(好ましくは高温空気を用いた)が合目的である。この結合方法に関連して、堆積ベルトまたはスクリーンベルトから不織ウェブを剥がし、できるだけ不織ウェブに悪影響を与えないであるいは不織ウェブの均一性を損なわずに、結合部/最終結合部に供給することが必要である。
【0003】
フィラメント堆積範囲のすぐ前でフィラメント堆積物を噴射水で結合し、しかも加熱された排出ロールを介在せずに結合することが特許文献1によって知られている。それによって、粒子または滴を排出ロールによって堆積スクリーンベルトに押し付け、堆積スクリーンベルトの寿命を短縮することが回避される。勿論、この公知の手段は、ルーズに堆積したフィラメント堆積物の直接的な水噴射結合が、不所望な不均質性を生じ得るという欠点がある。従って、ルーズに堆積したフィラメント堆積物を、特にコストのかかる方法で滑らないように保持しなければならない。
【0004】
【特許文献1】国際公開第02/084006 A1号パンフレット
【特許文献2】ドイツ連邦共和国特許第196 20 379号明細書
【特許文献3】ヨーロッパ特許出願公開第1 340 843号明細書
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の根底をなす技術的課題は、フィラメント堆積物/不織ウェブの品質を損なわずに、特にフィラメント堆積物/不織ウェブの均一性を損なわずに、予備結合および/または最終結合を行うことができる、冒頭に述べた種類の方法を提供することである。本発明の根底をなす他の技術的課題は、この方法を実施するための装置を提供することである。
【課題を解決するための手段】
【0006】
この技術的課題を解決するために、本発明は、特に熱可塑性合成樹脂製のフィラメントからなるスパンボンド不織布を製造するための方法であって、フィラメントが少なくとも1つの紡糸装置または紡糸口金から紡糸され、続いてフィラメントが冷却チャンバ内で冷却され、その後で延伸ユニット内で空気力学的に延伸され、それに続いてフィラメントが少なくとも1個のディフューザを通って案内され、その後で堆積ベルト上に堆積されて不織ウェブを形成し、
不織ウェブが堆積ベルトによって、不織ウェブの予備給湿を行う給湿装置を通って案内され、
不織ウェブが給湿装置から外に出て、続いて堆積ベルト上での高圧水噴射処置によって予備結合され、
それに続いて不織ウェブが堆積ベルトから取り去られて、他の処理部に供給される、方法を提示する。
【0007】
フィラメントを生じるために、1個のスパンボンド不織布ビームまたは並べて接続配置された複数のスパンボンド不織布ビームが使用可能であることは、本発明に含まれる。さらに、堆積ベルトがスクリーンベルトまたは堆積スクリーンベルトであることは本発明に含まれる。このようなスクリーンベルト/堆積スクリーンベルトは空気を通すことができ、フィラメント堆積物/不織ウェブを安定させるために少なくともフィラメント堆積範囲において堆積スクリーンベルトを通って下側から空気が吸引される。堆積スクリーンベルトの下方に配置された、適当な負圧または真空を発生するための同様な吸引装置が知られている。本発明の範囲内において1個の堆積ベルト/堆積スクリーンベルトについて述べると、本発明の好ましい実施形態に従って堆積スクリーンベルトが1個だけ使用され、この堆積スクリーンベルトから不織ウェブが取り去られ、そして後続の処理部に供給される。しかし、基本的には本発明の範囲内において、1個または複数の他のコンベヤベルトまたはコンベヤスクリーンベルトを堆積ベルト/堆積スクリーンベルトに直接接続することができる。この場合、不織ウェブの取り去りは搬送方向において最も手前のコンベヤベルト/コンベヤスクリーンベルトによって行われ、そして取り去られた不織ウェブが後続の処理部に供給されると合目的である。
【0008】
不織ウェブの本発明による予備給湿が水で行われると合目的である。給湿装置において、不織布ウェブは湿らせられる/予備的に湿らせられるだけであり、ほとんど結合されない。従って、予備給湿または給湿装置は、不織布ウェブの予備結合が実際に行われる液圧式予備結合または適当な予備結合装置と相違する。
【0009】
紡糸装置または紡糸口金から出るフィラメントは、本発明の好ましい実施形態では、REICOFIL III法(特許文献2)またはREICOFIL IV法(特許文献3)に従って処理される。その際、冷却チャンバと延伸ユニットとの間の接続範囲が閉鎖形成されていることと、冷却チャンバ内への冷却空気の供給を除いて、それ以外の空気がこの接続範囲に供給されないことが特に有利である。閉じた冷却チャンバを使用することは本発明に含まれる。ここで、閉じた冷却チャンバは、冷却空気の供給を除いておよび適当な空気部分を有するフィラメントの挿入を除いて冷却チャンバが周囲に対して閉鎖形成されていることを意味する。そのために、冷却チャンバが然るべき壁部を備えていると合目的である。本発明の特に有利な実施形態では、フィラメントが同じ空気または冷却空気で冷却および延伸される。換言すると、冷却チャンバに供給された冷却空気が延伸ユニット内でのフィラメントの延伸のためにも使用される。本発明の特に有利な実施形態は、冷却チャンバと延伸ユニットとの集合体の全体が閉鎖形成され、冷却チャンバ内への冷却空気の供給を除いて、それ以外の空気がこの集合体に供給されないことを特徴とする。冷却空気のほかに、フィラメントだけが一般的に上側から冷却チャンバに挿入され、理解されるように、このフィラメントと共に所定の空気量が冷却チャンバ内に達する。しかし、それ以外の空気供給は、本発明の非常に有利なこの実施形態に従い、冷却チャンバと延伸ユニットの集合体内では行われない。
【0010】
本発明の実施形態では、不織ウェブが搬送方向において給湿装置の手前で少なくとも1個の押し固め装置を通って案内され、この押し固め装置内で不織ウェブが押し固めされるかまたは軽く予備結合される。すなわち、この押し固め装置内では押し固めまたは軽い予備結合だけが行われ、液圧式予備結合または高圧水噴射処理またはカレンダによる予備結合の場合のような本来の予備結合は行われない。フィランメント間に接着個所が生じないかまたは接着個所が実質的に生じないようにおよび/または高圧水噴射処理の場合のようなフィラメントの「意図した」ループが生じないように、押し固めまたは軽い予備結合が行われると合目的である。押し固めの後で、全部のフィラメントまたはほぼ全部のフィラメントが互いに離れると合目的である。
【0011】
本発明の非常に有利な実施形態では、押し固め装置が堆積ベルト上方に配置された少なくとも1個の排出ロール、好ましくは加熱された排出ロールを備え、不織ウェブが押し固め装置を通って案内される際に排出ロールが上側から不織ウェブを付勢する。これにより、不織ウェブが押し固めされるかまたは軽く予備結合される。搬送方向に見て排出ロールの手前のフィラメント堆積物/不織ウェブの厚さが、排出ロールと堆積ベルトとの間の隙間よりも厚いと合目的である。排出ロールがフィラメントの堆積範囲内の吸引範囲を密閉すると合目的である。ここで、吸引範囲は、下側から空気が堆積ベルト/堆積スクリーンベルトを通って吸引される堆積範囲を意味する。排出ロールの表面温度が、フィラメント材料の融点またはフィラメントの外側に配置されたフィラメント材料の融点よりも5℃低い温度と室温との間であることは、本発明に含まれる。排出ロールの表面温度が少なくとも30℃、好ましくは少なくとも35℃であると合目的である。本発明のきわめて有利な実施形態では、2個の排出ロールが設けられ、一方の排出ロールが堆積ベルトの上方に配置されているかまたは堆積ベルトの上方に離隔隙間を形成して配置され、第2の排出ロールが堆積ベルトの下方に配置されている。その際、堆積ベルトに載る不織ウェブは両排出ロールの間を通過する。堆積ベルトの上方に配置された排出ロールは上述の排出ロールであり、2個の排出ロールを備えた実施形態の場合にもこの排出ロールについて上記の有利な実施形態が適用される。実施形態の変形では、下側の排出ロールを加熱することができる。その際、上側の排出ロールと下側の排出ロールとが同じ温度またはほぼ同じ温度を有すると合目的である。本発明の根底をなす認識は、1個または複数の排出ロールを使用すると、不織ウェブが空気運動によってずれにくくなることである。この実施形態の場合、フィランメント堆積の範囲内の吸引範囲が密閉され、それによってこの範囲における空気運動の制御を簡単にかつ明確に行うことができる。
【0012】
本発明に従い、不織ウェブは予備結合の手前において少なくとも1つの給湿装置で予備給湿される。上記の押し固め装置が設けられているときには、不織ウェブは推奨に従って先ず最初に押し固め装置から外に案内され、その後初めて少なくとも1個の給湿装置に挿入される。本発明の実施形態では、2個以上の給湿装置を設けることができ、この給湿装置は並べて配置されていると合目的であり、好ましくは一緒に予備結合部の手前に設けられている。本発明はさらに、予備給湿の際に流動媒体、有利には水を不織ウェブに加えることを含んでいる。好ましくは、流動媒体/水が上側から不織ウェブに加えられる。不織ウェブと堆積スクリーンベルトを通過する水を、堆積スクリーンベルトの下方で捕集すると合目的である。堆積スクリーンベルトの下方でこの流動媒体/水を吸引することが推奨される。
【0013】
有利な実施形態は、不織ウェブが給湿装置において流動媒体によって予備給湿され、この流動媒体が2〜40バールの圧力、好ましくは2〜20バールの圧力、有利には3〜10バールの圧力で多数のノズルから流出することを特徴とする。流動媒体は特に水である。この有利な実施形態の場合、予備給湿は水噴射によって行われ、この噴射水は比較的低い圧力で(水噴射結合と比べて)噴射されて不織ウェブに当たる。ノズルが少なくとも1個の梁状水噴射器に設けられ、この梁状水噴射器が不織ウェブの縦方向または搬送方向に対して横方向またはほぼ横方向に配置されていると合目的である。上記の梁状水噴射器が予備結合のための梁状高圧水噴射器に似ているので、摩耗部品を融通をきかせて交換することができる。もちろん、給湿装置では、水噴射予備結合の場合よりもはるかに低い圧力で処理が行われる。そのため、給湿装置のノズルは小型に設計可能である。ノズル/低圧ノズルを有するこの実施形態の場合、流動媒体/水は不織ウェブと堆積スクリーンベルトを通って、堆積スクリーンベルトの下に配置された排出口、好ましくは排出スリットに押し出される。この少なくとも1つの排出口またはこの少なくとも1つの排出スリットに、負圧または真空を作用させると合目的である。
【0014】
本発明は、ノズル/低圧ノズルが不織ウェブまたは不織ウェブ表面から上方に10〜400mm、特に30〜400mm、好ましくは60〜400mm、有利には100〜400mmおよび非常に有利には125〜250mmの間隔をおいて配置されていることを含む。この間隔は不織ウェブ表面とノズル開口の間隔である。ノズル/低圧ノズルの上記の比較的大きな間隔と比較して、予備結合の高圧水噴射ノズルは比較的不織ウェブの近くに配置され、しかも不織ウェブ表面に対して5〜20mmの間隔をおいて配置されている。給湿装置では噴射水が長い噴射経路に基づいて破裂し、小さな滴雨を生じる。これは、不織布に当たるまで水噴射を保つ手段を講じる結合の場合の方法と対照的である。給湿装置では、流動媒体の低圧と、不織ウェブ表面とノズルの比較的大きな間隔とによって、不織ウェブと流動媒体/水の言わば「ソフトな」接触が達成される。これによって不織ウェブ内への流動媒体/水のきわめて均一な導入が可能であることは、本発明の根底をなす認識である。不織ウェブのやさしい給湿に基づいて、好ましくない空気運動と、堆積の均一性に対する空気運動の不利な作用が回避される。換言すると、予備給湿の際に、不織ウェブと流動媒体/水とのソフトでやさしい接触に基づいて、不織ウェブの移動または不織ウェブ内でのフィラメントの移動が最小限に抑えられる。さらに、給湿装置において不織ウェブの押し固めが行われないということを指摘しなければならない。その際、押し固めは特に、ロールまたは排出ロールあるいは押し固めベルトまたは無端の押し固めベルトによる、上側からの不織ウェブの付勢を意味する。これに関連して、押し固めは、給湿のための流動媒体供給に基づく不織ウェブの小さな変形を意味しない。
【0015】
不織ウェブの予備給湿のための実施形態の他の変形では、給湿装置において流動媒体、好ましくは水が霧として噴霧され、不織ウェブがこの霧によって予備給湿される。その際、流動媒体/水が帯板状圧縮空気吹き付け器または梁状噴霧器によって噴霧または霧化されると合目的である。霧による予備給湿が不織ウェブに上側から行われると合目的である。流動媒体/水は不織ウェブに侵入し、一部は堆積スクリーンベルトを通過し、そして合目的には堆積スクリーンベルトの下方の少なくとも1つの排出口または少なくとも1つの排出スリットに捕集される。その際、少なくとも1つの排出口または少なくとも1つの排出スリットは帯板状吹き付け器の真下またはほぼ真下に配置されているかまたは不織ウェブの搬送方向において帯板状吹き付け器の前方に配置されている。帯板状吹き付け器に対する間隔は2〜150cm、有利には5〜100cmである。きわめて有利な実施形態では、排出口または排出スリットに負圧が作用し、しかも合目的には50〜200mbr、好ましくは50〜150mbrの負圧が作用している。霧式予備給湿を行うこの実施形態の場合、排出口または排出スリットに作用する負圧は、予備給湿の機能にとってきわめて有利である。流動媒体/水は不織ウェブ内にいわば吸い込まれる。不織ウェブを予備給湿するために流動媒体/水は、上記の帯板状吹き付け器の代わりに、溢流堰によって供給することができる。本発明の実施形態の有利な変形では、不織ウェブの予備給湿が上記の水噴射式予備給湿と上記の霧式予備給湿の両方によって行われる。
【0016】
不織ウェブの予備給湿に関して、本発明の根底をなす認識では、フィラメントの間に入った流動媒体/水がフィラメントとフィラメントとの間の摩擦係数を変更し、あたかも付着剤のように作用する。不織ウェブに入った流動媒体/水は、フィラメント堆積物/不織ウェブの移動またはフィラメント堆積物/不織ウェブ内での移動を減少させる。他方では、流動媒体/水による予備給湿によって、高圧水噴射処理による後の予備結合の際のフィラメントのループ形成を妨害しない。
【0017】
不織ウェブの予備結合が高圧水噴射によって、60〜150バール、好ましくは60〜120バールおよびきわめて有利には70〜100バールの水圧で行われることは本発明に含まれる。一般的に、高圧水噴射の水圧は約100バールである。ラインの速度および/または不織布重量および/またはフィラメントの番手および/またはフィラメントの原料および/または予備結合の所望な/要求される強さに依存して、水圧を調節することが推奨される。基本的には、1個または複数の梁状高圧水噴射器が設けられ、その際合目的には不織ウェブの縦方向/搬送方向に対して横向きにまたはほぼ横向きに配向される。不織ウェブ表面と高圧水噴射ノズルとの間隔は特に5〜50mm、好ましくは5〜25mmおよび有利には10〜20mmである。この間隔は不織ウェブ表面と高圧水噴射ノズル開口の間隔である。高圧水噴射ノズルを不織ウェブの上方に配置することは本発明に含まれる。
【0018】
本発明のきわめて有利な実施形態では、不織ウェブが予備結合の後で堆積ベルト上で脱水される。一般的に、液圧で予備結合された不織ウェブは比較的高い割合で水を含んでおり、この水が上記の脱水時に低減/最少化される。この脱水は好ましくは吸引(堆積スクリーンベルトの下方からの)によってあるいは空気、合目的には温風を不織ウェブおよび堆積スクリーンベルトに吹き付けることによって行われる。不織ウェブを実際に支持する堆積スクリーンベルト上で、脱水を行うことは本発明に含まれる。
【0019】
予備結合され、好ましくは脱水された不織ウェブはその後、堆積スクリーンベルトから取り去られ、後続の処理部に供給される。後続の処理部は特に不織ウェブの最終結合部である。その際、後続の処理または最終結合は、インライン方式で(連続的に)またはオフライン方式で(不連続的に)行うことができる。オフライン方式の範囲内で、不織ウェブを特に先ず最初に他の処理のために巻取り器に巻き取ることができる。不織ウェブの後続処理は例えば、(予備)結合された不織布の乾燥、例えばドラム乾燥機等内での乾燥を意味する。
【0020】
本発明は、技術的な課題を解決するために、本発明による方法を実施するための装置であって、
フィラメントを生じるために少なくとも1個の紡糸装置が設けられ、紡糸されたフィラメントの移動方向に冷却チャンバ、延伸ユニットおよび配列ユニットが順々に配置され、フィラメントを堆積させて不織ウェブを形成するための堆積ベルトが設けられ、
堆積ベルト上を案内される不織ウェブを予備給湿するために少なくとも1個の給湿装置が設けられ、
不織ウェブの搬送方向において給湿装置の前方に、堆積ベルト上にある不織ウェブを高圧水噴射によって液圧で予備結合するための少なくとも1個の予備結合装置が配置され、
堆積ベルトから予備結合された不織ウェブを取り去るための装置が設けられ、取り去られた不織ウェブをさらに処理するための少なくとも1個の後続処理装置が設けられている、装置を提示する。
【0021】
本発明による装置の配列ユニットは少なくとも1個のディフューザを備えている。少なくとも1個のディフューザから出るフィラメントは、堆積ベルト上に堆積して不織ウェブを形成する。後続処理装置は特に、取り去られた不織ウェブのための最終結合装置である。
【0022】
本発明に従って製造されるスパンボンド不織布は基本的には、単一成分フィラメントまたは多成分フィラメントまたは二成分フィラメントからなっている。本発明に従って製造されるスパンボンド不織布は、単一成分フィラメントと多成分フィラメント/二成分フィラメントの混合物を備えていてもよい。本発明の手段によって、多層のスパンボンド不織布も問題なく製造可能である。その際、スパンボンド不織布の各層に割当られたスピニングビームを並べて配置し、搬送方向において最後のスピニングビームの前方で、本発明による不織布堆積の処理、特に、本発明の不織布堆積の予備給湿とそれに続く液圧予備結合が行われると合目的である。比重の大きな製造すべきスパンボンド不織布の場合、本発明の範囲内において、上記の各スピンニングビームの後で、本発明の手段が実施される、すなわち特に本発明による予備給湿とそれに続く液圧予備結合が行われる。
【0023】
本発明の根底をなす認識は、本発明による手段によって、液圧予備結合と最終結合部への不織ウェブの供給の両方が、不織ウェブの品質を損なわずに保証されることにある。本発明の処理手段によって、フィラメントが均一に分配および配置された均一な不織ウェブが得られる。特に、均一性を損なう不所望な不織ウェブ移動が回避される。それにもかかわらず、本発明はスパンボンド不織布の低コスト製造を保証し、今まで知られている方法/装置と比べて、現在の製造で必要なエネルギーコストを効果的に減少させることができる。
【発明を実施するための最良の形態】
【0024】
次に、唯一の実施形態を示す図に基づいて本発明を詳しく説明する。
【0025】
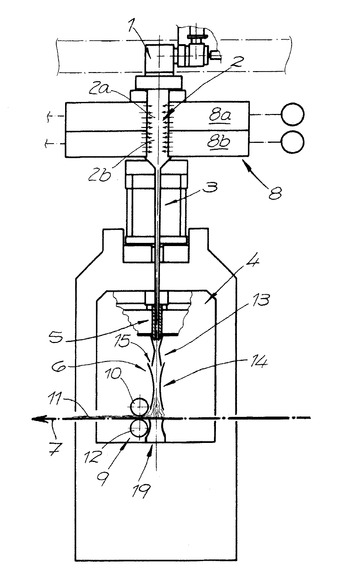
図は、熱可塑性合成樹脂製フィラメントからなるスパンボンド不織布を製造するための装置を示している。フィラメントは紡糸口金1によって紡糸され、続いて冷却チャンバ2に挿入される。この冷却チャンバではフィラメントが冷却空気によって冷却される。冷却チャンバ2は本実施形態では2つの冷却区間2a、2bに分割されている。冷却チャンバ2の隣には空気供給室8が配置されている。この空気供給室は上側の室区間8aと下側の室区間8bに分割されている。異なる対流放熱能力を有する冷却空気が両室区間8a、8bから供給されると合目的である。好ましくは、異なる温度の冷却空気が両室区間8a、8bから供給可能である。基本的には、両冷却区間2a、2bにおいてそれぞれ異なる温度の冷却空気および/または異なる量の冷却空気および/または異なる湿度の冷却空気をフィラメントに供給することができる。冷却チャンバ2には中間通路3が接続し、この中間通路3には延伸ユニット4としての下方引張り通路5が続いている。下方引張り通路5には配列ユニット6が接続している。この配列ユニットは本実施形態では、第1ディフューザ13と、この第1ディフューザに接続する第2ディフューザ14を備えている。第1ディフューザ13と第2ディフューザ14との間には周囲空気流入隙間15が設けられている。配列ユニット6の下方には、フィラメントを堆積させて不織ウェブ11を形成するための連続作動の堆積スクリーンベルト7が配置されている。図1から分かるように、冷却チャンバ2と中間通路3の範囲内並びに特に冷却チャンバ2と中間通路3との間の範囲内では、冷却チャンバ2内のフィラメントの冷却のための冷却空気の供給と、場合によってはフィラメントと共に供給される空気部分の供給とを除いて、外部から空気が供給されない。きわめて有利な実施形態では、冷却チャンバ2、中間通路3および下方引張り通路5からなる集合体全体において、上記の空気供給を除き、外部からのそれ以上の空気供給は行われない。いわゆる閉鎖系である。好ましくは冷却チャンバ2、中間通路3、下方引張り通路5および配列ユニット6からなる集合体全体において、上記の空気供給と周囲空気流入隙間15からの空気供給とを除いて、それ以上の空気供給は行われない。
【0026】
第2ディフューザ14から出るフィラメントは堆積スクリーンベルト7上に堆積させられて不織ウェブ11を形成する。本実施形態では、このフィラメントの堆積範囲内において通気性の堆積スクリーンベルト7の下方に、堆積スクリーンベルト7を経て空気を下方から吸引する吸引装置19が設けられている。搬送方向においてこの堆積範囲または吸引範囲の前方に、加熱される2個の排出ロール10、12が設けられている。上側の排出ロール10は不織ウェブ11または堆積スクリーンベルト7の上方に配置され、下側の排出ロール12は堆積スクリーンベルト7のすぐ下に設けられている。不織ウェブ11は加熱される両排出ロール10、12の間を通過し、それによって押し固めされるかまたは軽く予備結合される。図1から特に分かるように、押し固め装置9または排出ロール10、12はフィラメントの堆積範囲内の吸込み範囲を密閉している。
【0027】
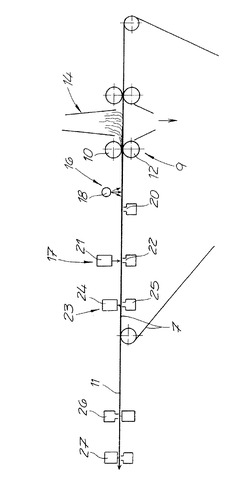
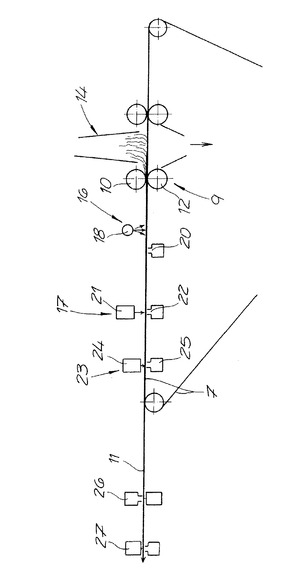
図2に示すように、不織ウェブ11を予め湿らせるために第1給湿装置16と第2給湿装置17が、不織ウェブ11の搬送方向において押し固め装置9の前方に配置されている。第1給湿装置16は不織ウェブ11の上方または堆積スクリーンベルト7の上方に、不織ウェブ11に対して横向きに配置された梁状噴霧器18を備えている。第1給湿装置16のこの梁状噴霧器18によって、水が霧状に噴霧され、不織ウェブがこの霧によって予備給湿される。これは図2に概略的に示してある。この予備給湿時に供給された水を吸引するための、吸引スリット20として形成された吸引口が、不織ウェブ11の搬送方向において梁状噴霧器18の前方の、堆積スクリーンベルト7の下側に設けられている。そのために、吸引スリット20には適当な負圧が作用している。この吸引スリット20によって、水が不織ウェブ11内に効果的に吸い込まれる。
【0028】
不織ウェブ11はその後第2給湿装置17を通過する。この第2給湿装置では、不織ウェブは多数のノズルから低圧で流出する水で予備給湿される。すなわち、水噴射による予備給湿が行われる。そのために、不織ウェブに対して横向きに配置された梁状低圧水噴射器21が図2に示してある。基本的には、このような梁状低圧水噴射器21を不織ウェブ11の搬送方向に並べて複数個配置することができる。図2から分かるように、梁状低圧水噴射器21は不織ウェブ11の上方に比較的大きな間隔をおいて配置されている。梁状低圧水噴射器21のすぐ下に、吸引スリット22として形成された吸引口が設けられている。不織ウェブ11と堆積スクリーンベルト7を通って押し出された水がこの吸引スリット内に押し込まれる。この吸引スリット22には同様に負圧(真空)が作用可能である。
【0029】
不織ウェブ11の搬送方向において第2給湿装置17の前方に、予備結合装置23が接続配置されている。この予備結合装置では、予備給湿された不織ウェブ11が高圧水噴射処理によって堆積スクリーンベルト7上で予備結合される。その際、多数の高圧水噴射ノズルから、第2給湿装置17の水噴射よりも高い圧力で、高圧噴射水が流出する。図2には、不織ウェブ11に対して横方向に配置された梁状高圧水噴射器24が示してある。この梁状高圧水噴射器から上記の高圧噴射水が流出し、不織ウェブ11に供給されるかまたはこの不織ウェブを予備結合する。図2からさらに分かるように、梁状高圧水噴射器24は不織ウェブ11の上方に、第2給湿装置17の梁状低圧水噴射器21よりもはるかに短い間隔をおいて配置されている。多数の梁状高圧水噴射器24を不織ウェブ11の搬送方向に並べて配置することは、本発明に含まれる。さらに、予備結合装置23内においても、供給された水が堆積スクリーンベルト7の下方で吸引スリット25を経て吸引される。
【0030】
続いて、不織ウェブ11は堆積スクリーンベルト7から取り去られて後続処理部に供給される。図2には2つの後続処理装置26、27が略示されている。後続処理装置27は、高圧水噴射によって不織ウェブ11を結合するための結合装置である。不織ウェブ11の下方には、ここにも吸引部が設けられている。結合または最終結合は、図示していないドラムで行うことができる。
【図面の簡単な説明】
【0031】
【図1】本発明による装置の第1部分の垂直断面図である。
【図2】本発明による装置の第2部分の垂直断面図である。
【符号の説明】
【0032】
2 冷却チャンバ
2a、2b 冷却区間
3 中間通路
4 延伸ユニット
5 下方引張り通路
6 配列ユニット
7 堆積スクリーンベルト
8a、8b 室区間
9 押し固め装置
10、12 排出ロール
11 不織ウェブ
13、14 ディフューザ
15 周囲空気流入隙間
16、17 給湿装置
18 梁状噴霧器
19 吸引装置
20、22、25 吸引スリット
21 梁状低圧水噴射器
23 予備結合装置
24 梁状高圧水噴射器24
26、27 後続処理装置
【技術分野】
【0001】
本発明は、特に熱可塑性合成樹脂製のフィラメントからなるスパンボンド不織布を製造するための方法に関する。本発明はさらに、この方法を実施するための装置に関する。フィラメントは本発明の範囲において特に無端フィラメントを意味する。無端フィラメントはそのほぼ無端の長さに基づいて、例えば10〜60mmのはるかに短い長さを有するステープルファイバと相違する。
【背景技術】
【0002】
一般的にフィラメントを堆積ベルト上に堆積することによって生じる不織ウェブを結合することが、実務において周知である。10〜80g/m2の単位面積あたりの重量を有する不織布については、通常は熱カレンダを用いて堆積物が結合される。それによって、結合が良好で厚さが薄い不織布が生じる。重いフィラメント堆積物またはかさばるフィラメント堆積物を結合することは困難である。というのは、提供される時間内では製品中央への入熱が制限され、特に合成樹脂の融点近くまで加熱するためにもはや十分ではないからである。重いかまたはかさばる不織布を製造するときには、他の結合方法が合目的であり、しかも特に機械式ニードルパンチと液圧式ニードルパンチまたは熱結合(好ましくは高温空気を用いた)が合目的である。この結合方法に関連して、堆積ベルトまたはスクリーンベルトから不織ウェブを剥がし、できるだけ不織ウェブに悪影響を与えないであるいは不織ウェブの均一性を損なわずに、結合部/最終結合部に供給することが必要である。
【0003】
フィラメント堆積範囲のすぐ前でフィラメント堆積物を噴射水で結合し、しかも加熱された排出ロールを介在せずに結合することが特許文献1によって知られている。それによって、粒子または滴を排出ロールによって堆積スクリーンベルトに押し付け、堆積スクリーンベルトの寿命を短縮することが回避される。勿論、この公知の手段は、ルーズに堆積したフィラメント堆積物の直接的な水噴射結合が、不所望な不均質性を生じ得るという欠点がある。従って、ルーズに堆積したフィラメント堆積物を、特にコストのかかる方法で滑らないように保持しなければならない。
【0004】
【特許文献1】国際公開第02/084006 A1号パンフレット
【特許文献2】ドイツ連邦共和国特許第196 20 379号明細書
【特許文献3】ヨーロッパ特許出願公開第1 340 843号明細書
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の根底をなす技術的課題は、フィラメント堆積物/不織ウェブの品質を損なわずに、特にフィラメント堆積物/不織ウェブの均一性を損なわずに、予備結合および/または最終結合を行うことができる、冒頭に述べた種類の方法を提供することである。本発明の根底をなす他の技術的課題は、この方法を実施するための装置を提供することである。
【課題を解決するための手段】
【0006】
この技術的課題を解決するために、本発明は、特に熱可塑性合成樹脂製のフィラメントからなるスパンボンド不織布を製造するための方法であって、フィラメントが少なくとも1つの紡糸装置または紡糸口金から紡糸され、続いてフィラメントが冷却チャンバ内で冷却され、その後で延伸ユニット内で空気力学的に延伸され、それに続いてフィラメントが少なくとも1個のディフューザを通って案内され、その後で堆積ベルト上に堆積されて不織ウェブを形成し、
不織ウェブが堆積ベルトによって、不織ウェブの予備給湿を行う給湿装置を通って案内され、
不織ウェブが給湿装置から外に出て、続いて堆積ベルト上での高圧水噴射処置によって予備結合され、
それに続いて不織ウェブが堆積ベルトから取り去られて、他の処理部に供給される、方法を提示する。
【0007】
フィラメントを生じるために、1個のスパンボンド不織布ビームまたは並べて接続配置された複数のスパンボンド不織布ビームが使用可能であることは、本発明に含まれる。さらに、堆積ベルトがスクリーンベルトまたは堆積スクリーンベルトであることは本発明に含まれる。このようなスクリーンベルト/堆積スクリーンベルトは空気を通すことができ、フィラメント堆積物/不織ウェブを安定させるために少なくともフィラメント堆積範囲において堆積スクリーンベルトを通って下側から空気が吸引される。堆積スクリーンベルトの下方に配置された、適当な負圧または真空を発生するための同様な吸引装置が知られている。本発明の範囲内において1個の堆積ベルト/堆積スクリーンベルトについて述べると、本発明の好ましい実施形態に従って堆積スクリーンベルトが1個だけ使用され、この堆積スクリーンベルトから不織ウェブが取り去られ、そして後続の処理部に供給される。しかし、基本的には本発明の範囲内において、1個または複数の他のコンベヤベルトまたはコンベヤスクリーンベルトを堆積ベルト/堆積スクリーンベルトに直接接続することができる。この場合、不織ウェブの取り去りは搬送方向において最も手前のコンベヤベルト/コンベヤスクリーンベルトによって行われ、そして取り去られた不織ウェブが後続の処理部に供給されると合目的である。
【0008】
不織ウェブの本発明による予備給湿が水で行われると合目的である。給湿装置において、不織布ウェブは湿らせられる/予備的に湿らせられるだけであり、ほとんど結合されない。従って、予備給湿または給湿装置は、不織布ウェブの予備結合が実際に行われる液圧式予備結合または適当な予備結合装置と相違する。
【0009】
紡糸装置または紡糸口金から出るフィラメントは、本発明の好ましい実施形態では、REICOFIL III法(特許文献2)またはREICOFIL IV法(特許文献3)に従って処理される。その際、冷却チャンバと延伸ユニットとの間の接続範囲が閉鎖形成されていることと、冷却チャンバ内への冷却空気の供給を除いて、それ以外の空気がこの接続範囲に供給されないことが特に有利である。閉じた冷却チャンバを使用することは本発明に含まれる。ここで、閉じた冷却チャンバは、冷却空気の供給を除いておよび適当な空気部分を有するフィラメントの挿入を除いて冷却チャンバが周囲に対して閉鎖形成されていることを意味する。そのために、冷却チャンバが然るべき壁部を備えていると合目的である。本発明の特に有利な実施形態では、フィラメントが同じ空気または冷却空気で冷却および延伸される。換言すると、冷却チャンバに供給された冷却空気が延伸ユニット内でのフィラメントの延伸のためにも使用される。本発明の特に有利な実施形態は、冷却チャンバと延伸ユニットとの集合体の全体が閉鎖形成され、冷却チャンバ内への冷却空気の供給を除いて、それ以外の空気がこの集合体に供給されないことを特徴とする。冷却空気のほかに、フィラメントだけが一般的に上側から冷却チャンバに挿入され、理解されるように、このフィラメントと共に所定の空気量が冷却チャンバ内に達する。しかし、それ以外の空気供給は、本発明の非常に有利なこの実施形態に従い、冷却チャンバと延伸ユニットの集合体内では行われない。
【0010】
本発明の実施形態では、不織ウェブが搬送方向において給湿装置の手前で少なくとも1個の押し固め装置を通って案内され、この押し固め装置内で不織ウェブが押し固めされるかまたは軽く予備結合される。すなわち、この押し固め装置内では押し固めまたは軽い予備結合だけが行われ、液圧式予備結合または高圧水噴射処理またはカレンダによる予備結合の場合のような本来の予備結合は行われない。フィランメント間に接着個所が生じないかまたは接着個所が実質的に生じないようにおよび/または高圧水噴射処理の場合のようなフィラメントの「意図した」ループが生じないように、押し固めまたは軽い予備結合が行われると合目的である。押し固めの後で、全部のフィラメントまたはほぼ全部のフィラメントが互いに離れると合目的である。
【0011】
本発明の非常に有利な実施形態では、押し固め装置が堆積ベルト上方に配置された少なくとも1個の排出ロール、好ましくは加熱された排出ロールを備え、不織ウェブが押し固め装置を通って案内される際に排出ロールが上側から不織ウェブを付勢する。これにより、不織ウェブが押し固めされるかまたは軽く予備結合される。搬送方向に見て排出ロールの手前のフィラメント堆積物/不織ウェブの厚さが、排出ロールと堆積ベルトとの間の隙間よりも厚いと合目的である。排出ロールがフィラメントの堆積範囲内の吸引範囲を密閉すると合目的である。ここで、吸引範囲は、下側から空気が堆積ベルト/堆積スクリーンベルトを通って吸引される堆積範囲を意味する。排出ロールの表面温度が、フィラメント材料の融点またはフィラメントの外側に配置されたフィラメント材料の融点よりも5℃低い温度と室温との間であることは、本発明に含まれる。排出ロールの表面温度が少なくとも30℃、好ましくは少なくとも35℃であると合目的である。本発明のきわめて有利な実施形態では、2個の排出ロールが設けられ、一方の排出ロールが堆積ベルトの上方に配置されているかまたは堆積ベルトの上方に離隔隙間を形成して配置され、第2の排出ロールが堆積ベルトの下方に配置されている。その際、堆積ベルトに載る不織ウェブは両排出ロールの間を通過する。堆積ベルトの上方に配置された排出ロールは上述の排出ロールであり、2個の排出ロールを備えた実施形態の場合にもこの排出ロールについて上記の有利な実施形態が適用される。実施形態の変形では、下側の排出ロールを加熱することができる。その際、上側の排出ロールと下側の排出ロールとが同じ温度またはほぼ同じ温度を有すると合目的である。本発明の根底をなす認識は、1個または複数の排出ロールを使用すると、不織ウェブが空気運動によってずれにくくなることである。この実施形態の場合、フィランメント堆積の範囲内の吸引範囲が密閉され、それによってこの範囲における空気運動の制御を簡単にかつ明確に行うことができる。
【0012】
本発明に従い、不織ウェブは予備結合の手前において少なくとも1つの給湿装置で予備給湿される。上記の押し固め装置が設けられているときには、不織ウェブは推奨に従って先ず最初に押し固め装置から外に案内され、その後初めて少なくとも1個の給湿装置に挿入される。本発明の実施形態では、2個以上の給湿装置を設けることができ、この給湿装置は並べて配置されていると合目的であり、好ましくは一緒に予備結合部の手前に設けられている。本発明はさらに、予備給湿の際に流動媒体、有利には水を不織ウェブに加えることを含んでいる。好ましくは、流動媒体/水が上側から不織ウェブに加えられる。不織ウェブと堆積スクリーンベルトを通過する水を、堆積スクリーンベルトの下方で捕集すると合目的である。堆積スクリーンベルトの下方でこの流動媒体/水を吸引することが推奨される。
【0013】
有利な実施形態は、不織ウェブが給湿装置において流動媒体によって予備給湿され、この流動媒体が2〜40バールの圧力、好ましくは2〜20バールの圧力、有利には3〜10バールの圧力で多数のノズルから流出することを特徴とする。流動媒体は特に水である。この有利な実施形態の場合、予備給湿は水噴射によって行われ、この噴射水は比較的低い圧力で(水噴射結合と比べて)噴射されて不織ウェブに当たる。ノズルが少なくとも1個の梁状水噴射器に設けられ、この梁状水噴射器が不織ウェブの縦方向または搬送方向に対して横方向またはほぼ横方向に配置されていると合目的である。上記の梁状水噴射器が予備結合のための梁状高圧水噴射器に似ているので、摩耗部品を融通をきかせて交換することができる。もちろん、給湿装置では、水噴射予備結合の場合よりもはるかに低い圧力で処理が行われる。そのため、給湿装置のノズルは小型に設計可能である。ノズル/低圧ノズルを有するこの実施形態の場合、流動媒体/水は不織ウェブと堆積スクリーンベルトを通って、堆積スクリーンベルトの下に配置された排出口、好ましくは排出スリットに押し出される。この少なくとも1つの排出口またはこの少なくとも1つの排出スリットに、負圧または真空を作用させると合目的である。
【0014】
本発明は、ノズル/低圧ノズルが不織ウェブまたは不織ウェブ表面から上方に10〜400mm、特に30〜400mm、好ましくは60〜400mm、有利には100〜400mmおよび非常に有利には125〜250mmの間隔をおいて配置されていることを含む。この間隔は不織ウェブ表面とノズル開口の間隔である。ノズル/低圧ノズルの上記の比較的大きな間隔と比較して、予備結合の高圧水噴射ノズルは比較的不織ウェブの近くに配置され、しかも不織ウェブ表面に対して5〜20mmの間隔をおいて配置されている。給湿装置では噴射水が長い噴射経路に基づいて破裂し、小さな滴雨を生じる。これは、不織布に当たるまで水噴射を保つ手段を講じる結合の場合の方法と対照的である。給湿装置では、流動媒体の低圧と、不織ウェブ表面とノズルの比較的大きな間隔とによって、不織ウェブと流動媒体/水の言わば「ソフトな」接触が達成される。これによって不織ウェブ内への流動媒体/水のきわめて均一な導入が可能であることは、本発明の根底をなす認識である。不織ウェブのやさしい給湿に基づいて、好ましくない空気運動と、堆積の均一性に対する空気運動の不利な作用が回避される。換言すると、予備給湿の際に、不織ウェブと流動媒体/水とのソフトでやさしい接触に基づいて、不織ウェブの移動または不織ウェブ内でのフィラメントの移動が最小限に抑えられる。さらに、給湿装置において不織ウェブの押し固めが行われないということを指摘しなければならない。その際、押し固めは特に、ロールまたは排出ロールあるいは押し固めベルトまたは無端の押し固めベルトによる、上側からの不織ウェブの付勢を意味する。これに関連して、押し固めは、給湿のための流動媒体供給に基づく不織ウェブの小さな変形を意味しない。
【0015】
不織ウェブの予備給湿のための実施形態の他の変形では、給湿装置において流動媒体、好ましくは水が霧として噴霧され、不織ウェブがこの霧によって予備給湿される。その際、流動媒体/水が帯板状圧縮空気吹き付け器または梁状噴霧器によって噴霧または霧化されると合目的である。霧による予備給湿が不織ウェブに上側から行われると合目的である。流動媒体/水は不織ウェブに侵入し、一部は堆積スクリーンベルトを通過し、そして合目的には堆積スクリーンベルトの下方の少なくとも1つの排出口または少なくとも1つの排出スリットに捕集される。その際、少なくとも1つの排出口または少なくとも1つの排出スリットは帯板状吹き付け器の真下またはほぼ真下に配置されているかまたは不織ウェブの搬送方向において帯板状吹き付け器の前方に配置されている。帯板状吹き付け器に対する間隔は2〜150cm、有利には5〜100cmである。きわめて有利な実施形態では、排出口または排出スリットに負圧が作用し、しかも合目的には50〜200mbr、好ましくは50〜150mbrの負圧が作用している。霧式予備給湿を行うこの実施形態の場合、排出口または排出スリットに作用する負圧は、予備給湿の機能にとってきわめて有利である。流動媒体/水は不織ウェブ内にいわば吸い込まれる。不織ウェブを予備給湿するために流動媒体/水は、上記の帯板状吹き付け器の代わりに、溢流堰によって供給することができる。本発明の実施形態の有利な変形では、不織ウェブの予備給湿が上記の水噴射式予備給湿と上記の霧式予備給湿の両方によって行われる。
【0016】
不織ウェブの予備給湿に関して、本発明の根底をなす認識では、フィラメントの間に入った流動媒体/水がフィラメントとフィラメントとの間の摩擦係数を変更し、あたかも付着剤のように作用する。不織ウェブに入った流動媒体/水は、フィラメント堆積物/不織ウェブの移動またはフィラメント堆積物/不織ウェブ内での移動を減少させる。他方では、流動媒体/水による予備給湿によって、高圧水噴射処理による後の予備結合の際のフィラメントのループ形成を妨害しない。
【0017】
不織ウェブの予備結合が高圧水噴射によって、60〜150バール、好ましくは60〜120バールおよびきわめて有利には70〜100バールの水圧で行われることは本発明に含まれる。一般的に、高圧水噴射の水圧は約100バールである。ラインの速度および/または不織布重量および/またはフィラメントの番手および/またはフィラメントの原料および/または予備結合の所望な/要求される強さに依存して、水圧を調節することが推奨される。基本的には、1個または複数の梁状高圧水噴射器が設けられ、その際合目的には不織ウェブの縦方向/搬送方向に対して横向きにまたはほぼ横向きに配向される。不織ウェブ表面と高圧水噴射ノズルとの間隔は特に5〜50mm、好ましくは5〜25mmおよび有利には10〜20mmである。この間隔は不織ウェブ表面と高圧水噴射ノズル開口の間隔である。高圧水噴射ノズルを不織ウェブの上方に配置することは本発明に含まれる。
【0018】
本発明のきわめて有利な実施形態では、不織ウェブが予備結合の後で堆積ベルト上で脱水される。一般的に、液圧で予備結合された不織ウェブは比較的高い割合で水を含んでおり、この水が上記の脱水時に低減/最少化される。この脱水は好ましくは吸引(堆積スクリーンベルトの下方からの)によってあるいは空気、合目的には温風を不織ウェブおよび堆積スクリーンベルトに吹き付けることによって行われる。不織ウェブを実際に支持する堆積スクリーンベルト上で、脱水を行うことは本発明に含まれる。
【0019】
予備結合され、好ましくは脱水された不織ウェブはその後、堆積スクリーンベルトから取り去られ、後続の処理部に供給される。後続の処理部は特に不織ウェブの最終結合部である。その際、後続の処理または最終結合は、インライン方式で(連続的に)またはオフライン方式で(不連続的に)行うことができる。オフライン方式の範囲内で、不織ウェブを特に先ず最初に他の処理のために巻取り器に巻き取ることができる。不織ウェブの後続処理は例えば、(予備)結合された不織布の乾燥、例えばドラム乾燥機等内での乾燥を意味する。
【0020】
本発明は、技術的な課題を解決するために、本発明による方法を実施するための装置であって、
フィラメントを生じるために少なくとも1個の紡糸装置が設けられ、紡糸されたフィラメントの移動方向に冷却チャンバ、延伸ユニットおよび配列ユニットが順々に配置され、フィラメントを堆積させて不織ウェブを形成するための堆積ベルトが設けられ、
堆積ベルト上を案内される不織ウェブを予備給湿するために少なくとも1個の給湿装置が設けられ、
不織ウェブの搬送方向において給湿装置の前方に、堆積ベルト上にある不織ウェブを高圧水噴射によって液圧で予備結合するための少なくとも1個の予備結合装置が配置され、
堆積ベルトから予備結合された不織ウェブを取り去るための装置が設けられ、取り去られた不織ウェブをさらに処理するための少なくとも1個の後続処理装置が設けられている、装置を提示する。
【0021】
本発明による装置の配列ユニットは少なくとも1個のディフューザを備えている。少なくとも1個のディフューザから出るフィラメントは、堆積ベルト上に堆積して不織ウェブを形成する。後続処理装置は特に、取り去られた不織ウェブのための最終結合装置である。
【0022】
本発明に従って製造されるスパンボンド不織布は基本的には、単一成分フィラメントまたは多成分フィラメントまたは二成分フィラメントからなっている。本発明に従って製造されるスパンボンド不織布は、単一成分フィラメントと多成分フィラメント/二成分フィラメントの混合物を備えていてもよい。本発明の手段によって、多層のスパンボンド不織布も問題なく製造可能である。その際、スパンボンド不織布の各層に割当られたスピニングビームを並べて配置し、搬送方向において最後のスピニングビームの前方で、本発明による不織布堆積の処理、特に、本発明の不織布堆積の予備給湿とそれに続く液圧予備結合が行われると合目的である。比重の大きな製造すべきスパンボンド不織布の場合、本発明の範囲内において、上記の各スピンニングビームの後で、本発明の手段が実施される、すなわち特に本発明による予備給湿とそれに続く液圧予備結合が行われる。
【0023】
本発明の根底をなす認識は、本発明による手段によって、液圧予備結合と最終結合部への不織ウェブの供給の両方が、不織ウェブの品質を損なわずに保証されることにある。本発明の処理手段によって、フィラメントが均一に分配および配置された均一な不織ウェブが得られる。特に、均一性を損なう不所望な不織ウェブ移動が回避される。それにもかかわらず、本発明はスパンボンド不織布の低コスト製造を保証し、今まで知られている方法/装置と比べて、現在の製造で必要なエネルギーコストを効果的に減少させることができる。
【発明を実施するための最良の形態】
【0024】
次に、唯一の実施形態を示す図に基づいて本発明を詳しく説明する。
【0025】
図は、熱可塑性合成樹脂製フィラメントからなるスパンボンド不織布を製造するための装置を示している。フィラメントは紡糸口金1によって紡糸され、続いて冷却チャンバ2に挿入される。この冷却チャンバではフィラメントが冷却空気によって冷却される。冷却チャンバ2は本実施形態では2つの冷却区間2a、2bに分割されている。冷却チャンバ2の隣には空気供給室8が配置されている。この空気供給室は上側の室区間8aと下側の室区間8bに分割されている。異なる対流放熱能力を有する冷却空気が両室区間8a、8bから供給されると合目的である。好ましくは、異なる温度の冷却空気が両室区間8a、8bから供給可能である。基本的には、両冷却区間2a、2bにおいてそれぞれ異なる温度の冷却空気および/または異なる量の冷却空気および/または異なる湿度の冷却空気をフィラメントに供給することができる。冷却チャンバ2には中間通路3が接続し、この中間通路3には延伸ユニット4としての下方引張り通路5が続いている。下方引張り通路5には配列ユニット6が接続している。この配列ユニットは本実施形態では、第1ディフューザ13と、この第1ディフューザに接続する第2ディフューザ14を備えている。第1ディフューザ13と第2ディフューザ14との間には周囲空気流入隙間15が設けられている。配列ユニット6の下方には、フィラメントを堆積させて不織ウェブ11を形成するための連続作動の堆積スクリーンベルト7が配置されている。図1から分かるように、冷却チャンバ2と中間通路3の範囲内並びに特に冷却チャンバ2と中間通路3との間の範囲内では、冷却チャンバ2内のフィラメントの冷却のための冷却空気の供給と、場合によってはフィラメントと共に供給される空気部分の供給とを除いて、外部から空気が供給されない。きわめて有利な実施形態では、冷却チャンバ2、中間通路3および下方引張り通路5からなる集合体全体において、上記の空気供給を除き、外部からのそれ以上の空気供給は行われない。いわゆる閉鎖系である。好ましくは冷却チャンバ2、中間通路3、下方引張り通路5および配列ユニット6からなる集合体全体において、上記の空気供給と周囲空気流入隙間15からの空気供給とを除いて、それ以上の空気供給は行われない。
【0026】
第2ディフューザ14から出るフィラメントは堆積スクリーンベルト7上に堆積させられて不織ウェブ11を形成する。本実施形態では、このフィラメントの堆積範囲内において通気性の堆積スクリーンベルト7の下方に、堆積スクリーンベルト7を経て空気を下方から吸引する吸引装置19が設けられている。搬送方向においてこの堆積範囲または吸引範囲の前方に、加熱される2個の排出ロール10、12が設けられている。上側の排出ロール10は不織ウェブ11または堆積スクリーンベルト7の上方に配置され、下側の排出ロール12は堆積スクリーンベルト7のすぐ下に設けられている。不織ウェブ11は加熱される両排出ロール10、12の間を通過し、それによって押し固めされるかまたは軽く予備結合される。図1から特に分かるように、押し固め装置9または排出ロール10、12はフィラメントの堆積範囲内の吸込み範囲を密閉している。
【0027】
図2に示すように、不織ウェブ11を予め湿らせるために第1給湿装置16と第2給湿装置17が、不織ウェブ11の搬送方向において押し固め装置9の前方に配置されている。第1給湿装置16は不織ウェブ11の上方または堆積スクリーンベルト7の上方に、不織ウェブ11に対して横向きに配置された梁状噴霧器18を備えている。第1給湿装置16のこの梁状噴霧器18によって、水が霧状に噴霧され、不織ウェブがこの霧によって予備給湿される。これは図2に概略的に示してある。この予備給湿時に供給された水を吸引するための、吸引スリット20として形成された吸引口が、不織ウェブ11の搬送方向において梁状噴霧器18の前方の、堆積スクリーンベルト7の下側に設けられている。そのために、吸引スリット20には適当な負圧が作用している。この吸引スリット20によって、水が不織ウェブ11内に効果的に吸い込まれる。
【0028】
不織ウェブ11はその後第2給湿装置17を通過する。この第2給湿装置では、不織ウェブは多数のノズルから低圧で流出する水で予備給湿される。すなわち、水噴射による予備給湿が行われる。そのために、不織ウェブに対して横向きに配置された梁状低圧水噴射器21が図2に示してある。基本的には、このような梁状低圧水噴射器21を不織ウェブ11の搬送方向に並べて複数個配置することができる。図2から分かるように、梁状低圧水噴射器21は不織ウェブ11の上方に比較的大きな間隔をおいて配置されている。梁状低圧水噴射器21のすぐ下に、吸引スリット22として形成された吸引口が設けられている。不織ウェブ11と堆積スクリーンベルト7を通って押し出された水がこの吸引スリット内に押し込まれる。この吸引スリット22には同様に負圧(真空)が作用可能である。
【0029】
不織ウェブ11の搬送方向において第2給湿装置17の前方に、予備結合装置23が接続配置されている。この予備結合装置では、予備給湿された不織ウェブ11が高圧水噴射処理によって堆積スクリーンベルト7上で予備結合される。その際、多数の高圧水噴射ノズルから、第2給湿装置17の水噴射よりも高い圧力で、高圧噴射水が流出する。図2には、不織ウェブ11に対して横方向に配置された梁状高圧水噴射器24が示してある。この梁状高圧水噴射器から上記の高圧噴射水が流出し、不織ウェブ11に供給されるかまたはこの不織ウェブを予備結合する。図2からさらに分かるように、梁状高圧水噴射器24は不織ウェブ11の上方に、第2給湿装置17の梁状低圧水噴射器21よりもはるかに短い間隔をおいて配置されている。多数の梁状高圧水噴射器24を不織ウェブ11の搬送方向に並べて配置することは、本発明に含まれる。さらに、予備結合装置23内においても、供給された水が堆積スクリーンベルト7の下方で吸引スリット25を経て吸引される。
【0030】
続いて、不織ウェブ11は堆積スクリーンベルト7から取り去られて後続処理部に供給される。図2には2つの後続処理装置26、27が略示されている。後続処理装置27は、高圧水噴射によって不織ウェブ11を結合するための結合装置である。不織ウェブ11の下方には、ここにも吸引部が設けられている。結合または最終結合は、図示していないドラムで行うことができる。
【図面の簡単な説明】
【0031】
【図1】本発明による装置の第1部分の垂直断面図である。
【図2】本発明による装置の第2部分の垂直断面図である。
【符号の説明】
【0032】
2 冷却チャンバ
2a、2b 冷却区間
3 中間通路
4 延伸ユニット
5 下方引張り通路
6 配列ユニット
7 堆積スクリーンベルト
8a、8b 室区間
9 押し固め装置
10、12 排出ロール
11 不織ウェブ
13、14 ディフューザ
15 周囲空気流入隙間
16、17 給湿装置
18 梁状噴霧器
19 吸引装置
20、22、25 吸引スリット
21 梁状低圧水噴射器
23 予備結合装置
24 梁状高圧水噴射器24
26、27 後続処理装置
【特許請求の範囲】
【請求項1】
特に熱可塑性合成樹脂製のフィラメントからなるスパンボンド不織布を製造するための方法であって、
フィラメントが少なくとも1つの紡糸装置から紡糸され、
続いてフィラメントが冷却チャンバ(2)内で冷却され、その後で延伸ユニット(4)内で延伸され、それに続いてフィラメントが少なくとも1個のディフューザ(13、14)を通って案内され、その後で堆積ベルト上に堆積されて不織ウェブ(11)を形成し、
不織ウェブ(11)が堆積ベルトによって、不織ウェブ(11)の予備給湿を行う給湿装置(16、17)を通って案内され、
不織ウェブ(11)が給湿装置(16、17)から外に出て、続いて堆積ベルト上での高圧水噴射処置によって予備結合され、
それに続いて不織ウェブ(11)が堆積ベルトから取り去られて、他の処理を受ける、方法。
【請求項2】
冷却チャンバ(2)と延伸ユニット(4)との間の接続範囲が閉鎖形成され、冷却チャンバ(2)内への冷却空気の供給を除いて、それ以外の空気がこの接続範囲に供給されないことを特徴とする請求項1に記載の方法。
【請求項3】
冷却チャンバ(2)と延伸ユニット(4)との集合体が閉鎖形成され、冷却チャンバ(2)内への冷却空気の供給を除いて、それ以外の空気がこの集合体に供給されないことを特徴とする請求項1または2に記載の方法。
【請求項4】
不織ウェブ(11)が給湿装置(16、17)の手前で押し固め装置(9)を通って案内され、この押し固め装置内で不織ウェブ(11)が押し固めされるかまたは軽く予備結合されることを特徴とする請求項1〜3のいずれか一項に記載の方法。
【請求項5】
押し固め装置(9)が堆積ベルト上方に配置された少なくとも1個の排出ロール(10、12)、好ましくは加熱される排出ロール(10、12)を備え、不織ウェブ(11)が押し固め装置(9)を通って案内される際に排出ロール(10、12)が上側から不織ウェブ(11)を付勢することを特徴とする請求項4に記載の方法。
【請求項6】
不織ウェブ(11)が給湿装置(16、17)において流動媒体によって予備給湿され、この流動媒体が2〜40バールの圧力、好ましくは2〜20バールの圧力、有利には3〜10バールの圧力で多数のノズルから流出することを特徴とする請求項1〜5のいずれか一項に記載の方法。
【請求項7】
ノズルが不織ウェブ(11)から上方に10〜400mm、好ましくは30〜350mmおよび有利には100〜250mmの間隔をおいて配置されていることを特徴とする請求項6に記載の方法。
【請求項8】
給湿装置(16、17)において流動媒体が霧として噴霧され、不織ウェブ(11)がこの霧によって予備給湿されることを特徴とする請求項1〜7のいずれか一項に記載の方法。
【請求項9】
不織ウェブ11の予備結合が高圧水噴射によって、60〜150バール、好ましくは60〜120バールおよび有利には70〜100バールの水圧で行われることを特徴とする請求項1〜8のいずれか一項に記載の方法。
【請求項10】
不織ウェブ(11)と高圧水噴射ノズルとの間隔が5〜50mm、好ましくは5〜25mmおよび有利には10〜20mmであることを特徴とする請求項1〜9のいずれか一項に記載の方法。
【請求項11】
不織ウェブ11が予備結合の後で堆積ベルト上で脱水されることを特徴とする請求項1〜10のいずれか一項に記載の方法。
【請求項12】
請求項1〜11のいずれか一項に記載の方法を実施するための装置であって、
フィラメントを生じるために少なくとも1個の紡糸装置が設けられ、
フィラメントの移動方向に冷却チャンバ(2)、延伸ユニット(4)および配列ユニット(6)が順々に配置され、
フィラメントを堆積させて不織ウェブ(11)を形成するための堆積ベルトが設けられ、
堆積ベルト上を案内される不織ウェブ(11)を予備給湿するために少なくとも1個の給湿装置(16、17)が設けられ、
不織ウェブ(11)の搬送方向において給湿装置(16、17)の前方に、堆積ベルト上にある不織ウェブ(11)を高圧水噴射によって液圧で予備結合するための少なくとも1個の予備結合装置(23)が配置され、
堆積ベルトから予備結合された不織ウェブ(11)を取り去るための装置が設けられ、
取り去られた不織ウェブ(11)をさらに処理するための少なくとも1個の後続処理装置(26、27)が設けられている、装置。
【請求項1】
特に熱可塑性合成樹脂製のフィラメントからなるスパンボンド不織布を製造するための方法であって、
フィラメントが少なくとも1つの紡糸装置から紡糸され、
続いてフィラメントが冷却チャンバ(2)内で冷却され、その後で延伸ユニット(4)内で延伸され、それに続いてフィラメントが少なくとも1個のディフューザ(13、14)を通って案内され、その後で堆積ベルト上に堆積されて不織ウェブ(11)を形成し、
不織ウェブ(11)が堆積ベルトによって、不織ウェブ(11)の予備給湿を行う給湿装置(16、17)を通って案内され、
不織ウェブ(11)が給湿装置(16、17)から外に出て、続いて堆積ベルト上での高圧水噴射処置によって予備結合され、
それに続いて不織ウェブ(11)が堆積ベルトから取り去られて、他の処理を受ける、方法。
【請求項2】
冷却チャンバ(2)と延伸ユニット(4)との間の接続範囲が閉鎖形成され、冷却チャンバ(2)内への冷却空気の供給を除いて、それ以外の空気がこの接続範囲に供給されないことを特徴とする請求項1に記載の方法。
【請求項3】
冷却チャンバ(2)と延伸ユニット(4)との集合体が閉鎖形成され、冷却チャンバ(2)内への冷却空気の供給を除いて、それ以外の空気がこの集合体に供給されないことを特徴とする請求項1または2に記載の方法。
【請求項4】
不織ウェブ(11)が給湿装置(16、17)の手前で押し固め装置(9)を通って案内され、この押し固め装置内で不織ウェブ(11)が押し固めされるかまたは軽く予備結合されることを特徴とする請求項1〜3のいずれか一項に記載の方法。
【請求項5】
押し固め装置(9)が堆積ベルト上方に配置された少なくとも1個の排出ロール(10、12)、好ましくは加熱される排出ロール(10、12)を備え、不織ウェブ(11)が押し固め装置(9)を通って案内される際に排出ロール(10、12)が上側から不織ウェブ(11)を付勢することを特徴とする請求項4に記載の方法。
【請求項6】
不織ウェブ(11)が給湿装置(16、17)において流動媒体によって予備給湿され、この流動媒体が2〜40バールの圧力、好ましくは2〜20バールの圧力、有利には3〜10バールの圧力で多数のノズルから流出することを特徴とする請求項1〜5のいずれか一項に記載の方法。
【請求項7】
ノズルが不織ウェブ(11)から上方に10〜400mm、好ましくは30〜350mmおよび有利には100〜250mmの間隔をおいて配置されていることを特徴とする請求項6に記載の方法。
【請求項8】
給湿装置(16、17)において流動媒体が霧として噴霧され、不織ウェブ(11)がこの霧によって予備給湿されることを特徴とする請求項1〜7のいずれか一項に記載の方法。
【請求項9】
不織ウェブ11の予備結合が高圧水噴射によって、60〜150バール、好ましくは60〜120バールおよび有利には70〜100バールの水圧で行われることを特徴とする請求項1〜8のいずれか一項に記載の方法。
【請求項10】
不織ウェブ(11)と高圧水噴射ノズルとの間隔が5〜50mm、好ましくは5〜25mmおよび有利には10〜20mmであることを特徴とする請求項1〜9のいずれか一項に記載の方法。
【請求項11】
不織ウェブ11が予備結合の後で堆積ベルト上で脱水されることを特徴とする請求項1〜10のいずれか一項に記載の方法。
【請求項12】
請求項1〜11のいずれか一項に記載の方法を実施するための装置であって、
フィラメントを生じるために少なくとも1個の紡糸装置が設けられ、
フィラメントの移動方向に冷却チャンバ(2)、延伸ユニット(4)および配列ユニット(6)が順々に配置され、
フィラメントを堆積させて不織ウェブ(11)を形成するための堆積ベルトが設けられ、
堆積ベルト上を案内される不織ウェブ(11)を予備給湿するために少なくとも1個の給湿装置(16、17)が設けられ、
不織ウェブ(11)の搬送方向において給湿装置(16、17)の前方に、堆積ベルト上にある不織ウェブ(11)を高圧水噴射によって液圧で予備結合するための少なくとも1個の予備結合装置(23)が配置され、
堆積ベルトから予備結合された不織ウェブ(11)を取り去るための装置が設けられ、
取り去られた不織ウェブ(11)をさらに処理するための少なくとも1個の後続処理装置(26、27)が設けられている、装置。
【図1】


【図2】
【図2】
【公開番号】特開2008−223214(P2008−223214A)
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願番号】特願2008−57133(P2008−57133)
【出願日】平成20年3月7日(2008.3.7)
【出願人】(505313830)ライフェンホイザー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシャフト・マシイネンファブリーク (13)
【Fターム(参考)】
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願日】平成20年3月7日(2008.3.7)
【出願人】(505313830)ライフェンホイザー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシャフト・マシイネンファブリーク (13)
【Fターム(参考)】
[ Back to top ]