
スロット紙検査方法および検査装置
【課題】コアのスロットに挿入されたスロット紙の挿入状態を簡易な方法で検査するためのスロット紙検査方法および検査装置を提供すること。
【解決手段】本発明のスロット紙検査方法は,少なくとも1辺が折り曲げられたスロット紙1を,その折り曲げ部5が外側を向くように湾曲させてコア2のスロット3に挿入した挿入状態の良否を検査する検査方法であって,コア2の端面8上におけるスロット紙1の本体部4と折り曲げ部5とがなすV字部分Va,Vbを,コア2の端面8と平行な複数の走査線に沿って走査して,各走査線とスロット紙1との交点位置を把握し,その交点位置の配置に応じて,該V字部分Va,Vbの良否を判断するものである。
【解決手段】本発明のスロット紙検査方法は,少なくとも1辺が折り曲げられたスロット紙1を,その折り曲げ部5が外側を向くように湾曲させてコア2のスロット3に挿入した挿入状態の良否を検査する検査方法であって,コア2の端面8上におけるスロット紙1の本体部4と折り曲げ部5とがなすV字部分Va,Vbを,コア2の端面8と平行な複数の走査線に沿って走査して,各走査線とスロット紙1との交点位置を把握し,その交点位置の配置に応じて,該V字部分Va,Vbの良否を判断するものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は,コアに設けられたスロットに挿入されたスロット紙の挿入状態を検査するためのスロット紙検査方法および検査装置に関する。さらに詳細には,スロット紙の両端に形成されている折り曲げ部が適切な配置に挿入されているかどうかを検査するためのスロット紙検査方法および検査装置に関するものである。
【背景技術】
【0002】
従来より,モータのステータ用のコアとして,リング状のコアの内周側に複数のスロットを等間隔に設けたものが用いられている。そして,リード線をコイル状にしたものを,それらのスロットのうちの所定の二つずつに挿入し,ステータを形成する。その際,各スロットには,リード線とコアとの絶縁を確保するためのスロット紙を挿入している。例えば,コアのすべてのスロットにまず,スロットの内周壁を覆うようにスロット紙を挿入する。その後,そのスロット紙の間にコイルを挿入する。
【0003】
ここで,スロット紙の挿入状態が不適切だと,後工程でコイルを挿入する際に,スロット紙の脱落や破損が発生するおそれがある。特に,スロット紙の軸方向両端部に折り返し部が形成され,その折り返し部がコアの軸方向両端から外部に突出するように挿入されるものでは,折り返し部が適正に挿入されている必要がある。その確認のため,従来より,すべてのスロットにスロット紙が挿入された段階で,その挿入状態を目視で検査していた。
【0004】
一方,従来より,立体物の形状を検査する検査装置としては,レーザ光を検査部材に照射してその照射線像を撮像するものが開示されている(例えば,特許文献1参照。)。
【特許文献1】特開平6−137853号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら,1つのコアに例えば48箇所のスロットが形成されており,その両端部の挿入状態をすべて目視で検査することは検査者にとって負担が大きい。また,スロット紙の挿入工程やコイルの挿入工程等の前後の工程の自動化が進む中で,スロット紙の挿入状態の検査も自動化できることが望まれていた。しかし,レーザ光を使用する検査装置は比較的大型なものとなり,さほどの精密さが要求されない本検査にはあまり向いていない。より簡易な方法で検査できる装置が望まれていた。
【0006】
本発明は,前記した従来の検査装置が有する問題点を解決するためになされたものである。すなわちその課題とするところは,コアのスロットに挿入されたスロット紙の挿入状態を簡易な方法で検査するためのスロット紙検査方法および検査装置を提供することにある。
【課題を解決するための手段】
【0007】
この課題の解決を目的としてなされた本発明のスロット紙検査方法は,少なくとも1辺が折り曲げられたスロット紙を,その折り曲げ部が外側を向くように湾曲させてコアのスロットに挿入した挿入状態の良否を検査するスロット紙検査方法であって,コアの端面上におけるスロット紙の本体部と折り曲げ部とがなすV字部分を,コアの端面と平行な複数の走査線に沿って走査して,各走査線とスロット紙との交点位置を把握し,1走査線上に2箇所の交点位置が把握された走査線上の2箇所の交点位置のうちスロットから遠い側の交点位置が,コアの端面より遠い側からコアの端面へ向かってスロットに近づいている場合に不良と判断し,交点位置が把握されたすべての走査線の本数のうち,交点位置が1箇所のみ把握された走査線の本数が占める割合が,あらかじめ定めた閾値以上である場合にも不良と判断し,これら2つの場合のいずれにも該当しない場合に良と判断するものである。
【0008】
本発明のスロット紙検査方法によれば,スロット紙の本体部と折り曲げ部とがなすV字部分を,コアの端面と平行な複数の走査線に沿って走査して,各走査線とスロット紙との交点位置が把握される。そして,1走査線上に2箇所の交点位置が把握された走査線上の2箇所の交点位置のうちスロットから遠い側の交点位置が,コアの端面より遠い側からコアの端面へ向かってスロットに近づいている場合には,V字部分の開き方が不足しているものであり,不良と判断される。また,交点位置が把握されたすべての走査線の本数のうち,交点位置が1箇所のみ把握された走査線の本数が占める割合が,あらかじめ定めた閾値以上である場合には,V字部分が開きすぎているものであり,これも不良と判断される。そして,これら2つの場合のいずれにも該当しない場合に良と判断される。従って,そのV字部分の形状の良否が適切に判断される。例えば,カス付きであっても,「不良」とされることはない。
【0009】
また,本発明は,少なくとも1辺が折り曲げられたスロット紙を,その折り曲げ部が外側を向くように湾曲させてコアのスロットに挿入した挿入状態の良否を検査するスロット紙検査装置であって,コアの端面上におけるスロット紙の本体部と折り曲げ部とがなすV字部分を,撮像する撮像部と,撮像部により撮像された画像をコアの端面と平行な複数の走査線に沿って走査して,各走査線とスロット紙との交点位置を把握する交点位置把握部と,交点位置把握部の把握結果により,1走査線上に2箇所の交点位置が把握された走査線上の2箇所の交点位置のうちスロットから遠い側の交点位置が,コアの端面より遠い側からコアの端面へ向かってスロットに近づいている場合に不良と判断し,交点位置が把握されたすべての走査線の本数のうち,交点位置が1箇所のみ把握された走査線の本数が占める割合が,あらかじめ定めた閾値以上である場合にも不良と判断し,これら2つの場合のいずれにも該当しない場合に良と判断する良否判断部とを有するスロット紙検査装置にも及ぶ。
【発明の効果】
【0010】
本発明のスロット紙検査方法および検査装置によれば,コアのスロットに挿入されたスロット紙の挿入状態を簡易な方法で検査することができる。
【発明を実施するための最良の形態】
【0011】
以下,本発明を具体化した最良の形態について,添付図面を参照しつつ詳細に説明する。本形態は,ステータコアのスロットに挿入されたスロット紙の挿入状態を検査するためのスロット紙検査装置に本発明を適用したものである。
【0012】
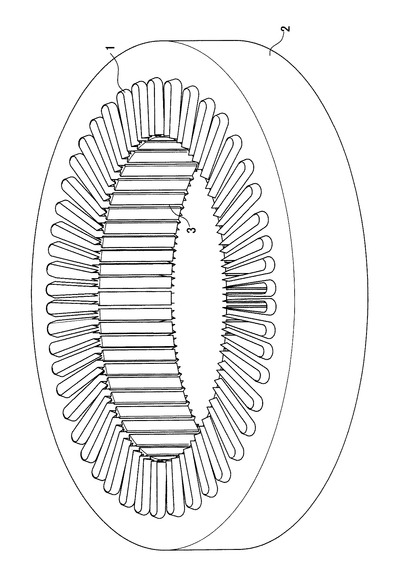
まず,本形態のスロット紙検査装置による検査対象について説明する。図1と図2に示すように,スロット紙1が挿入されるコア2は,積層鋼板によってリング状に形成されたものである。コア2の内周側には,径方向に所定の深さで,軸方向に延びた溝形状であるスロット3が複数個形成されている。各スロット3はいずれも同形状のものが,コア2の円周方向に等間隔に,ここでは計48箇所設けられている。
【0013】
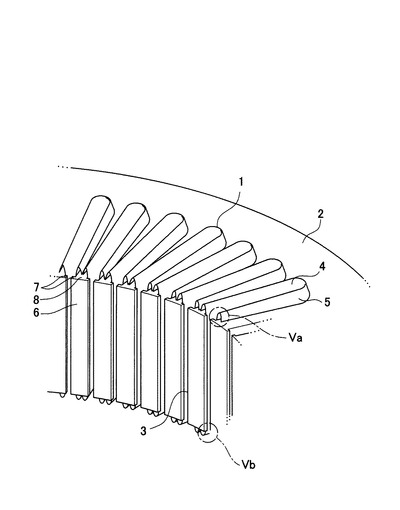
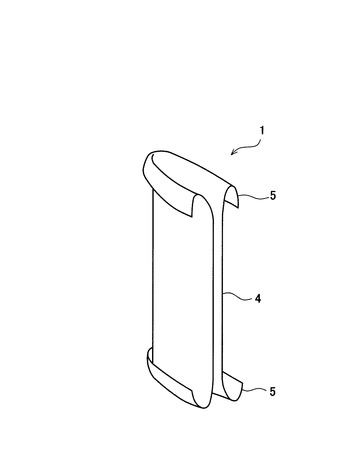
スロット紙1は,絶縁性の紙または薄い樹脂等により,あらかじめ図3に示す形状に形成されたものである。すなわち,四角形の用紙の向かい合う2辺に沿って両辺部を少し折り曲げ,折り曲げられた部分を外側にして折り曲げた辺がU字形になるように,全体を曲げた形状である。これにより,各スロット紙1には,U字型の本体部4とその両端部において外側に折り返された折り曲げ部5とが形成されている。
【0014】
上記のように形成されたスロット紙1は,コア2の各スロット3に1枚ずつ挿入される。各スロット紙1は,コア2の径方向外向きに押し込まれる。あるいは,スロット3の軸方向に差し込まれる。そして,その本体部4のU字形曲部がスロット3の内側底部に当接して配置される。なお,図2に示すように,各スロット3の間のティース部6には,コア2の内径側端部に略T字状の凸部7が形成されている。そのため,スロット3に挿入されたスロット紙1は,本体部4が凸部7に当接するため,コア2の内径側には容易に抜けることはない。
【0015】
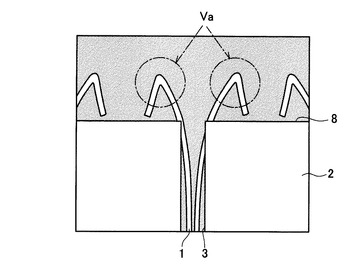
また,正常に挿入されたスロット紙1は,図2に示すように,図中上下の折り曲げ部5がともに,コア2の軸方向両端面8(図中上下面)から上下に突出した状態となる。そして,折り曲げ部5がコア2の周方向にやや開き,ティース部6に接触して抜け止めとなる。こうなるように,スロット紙1の大きさが設定されている。その結果,挿入された各スロット紙1をコア2の内径側から径方向に見ると,コア2の図中上側の端面8より上方に逆向きのV字部分Vaが,コア2の図中下側の端面8より下方にV字部分Vbが,それぞれスロット3の両側部に形成されている。
【0016】
本形態のスロット紙検査装置による検査対象は,図1に示すように,すべてのスロット3にそれぞれスロット紙1が挿入された状態のコア2である。そして,各スロット紙1につき,スロット3の軸方向両端面から突出しているV字部分Va,Vbが,適切な形状となっているかどうかを検査するものである。V字部分Va,Vbは,各スロット紙1につき,合計4箇所ずつある。本形態では,これらのV字部分Va,Vbを,それぞれ別個に検査する。従って,1つのコア2につき,検査箇所は,4×48箇所である。これにより,スロット紙1の挿入状態を把握する。
【0017】
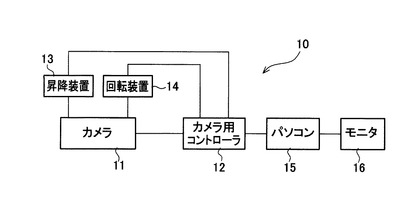
本形態の検査装置10は,図4に示すように,撮像部に相当するカメラ11と,カメラ用コントローラ12,昇降装置13,回転装置14を有している。また,撮影像の処理装置であるパソコン15,撮影像や処理結果等を表示するための表示装置であるモニタ16を有している。カメラ11は,2次元画像が撮影できる画像処理用カメラであり,モノクロでもカラーでも良い。
【0018】
カメラ用コントローラ12は,カメラ11の撮像範囲内にV字部分Va,Vbが適切に入るように,昇降装置13や回転装置14を制御する。さらに,カメラ11を制御して画像を撮影する。ここでは,コア2の配置によって各スロット3の位置はあらかじめ決まっているので,カメラ11の配置や向きの情報もあらかじめ与えておく。昇降装置13と回転装置14は,カメラ用コントローラ12の制御に基づいてカメラ11を移動させ,その位置や向きを変える。パソコン15は,撮影された画像からV字部分Va,Vbの形状を抽出し,その良否を判断する。撮像された画像や良否の判断結果はモニタ16に表示される。
【0019】
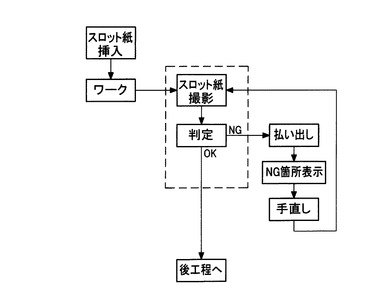
撮影および判定の手順は,およそ図5の通りである。まず,スロット紙1が全スロット3に挿入されたコア2をワークとして用意する。このワークをパレット等に載置し,所定の位置に固定する。カメラ11を,昇降装置13によってワークの内周側に挿入し,コア2の片側の端面とV字部分Va(またはVb)とが同時に視野内に入る位置まで上昇あるいは下降させる。適切な位置にカメラ11を移動させたら,スロット紙1を撮影する。ここでは,例えば図6に示すように,各スロット紙1について,スロット3の両側のV字部分Vaを同時に1画像に入るように撮影する。
【0020】
次に,回転装置14によって,カメラ11をコア2の回転軸を中心として1周の48分の1だけ回転させる。そして,隣のスロット3のV字部分Vaが1画像内に入るような位置にカメラ11を移動させて撮影する。続いて,同様にカメラ11の回転と撮影を続ける。全スロット紙1のV字部分Vaの撮影が終了したら,カメラ11を昇降装置13によってコア2の軸方向長さ程度だけ下降させる。そして,図中下側のV字部分Vbを撮影できる位置まで移動させ,同様に1周分の撮影を行う。
【0021】
さらに本形態では,コア2の端面が各画像中でほぼ水平となるように,カメラ11の配置を設定する。なお,ここではコア2の内周側にカメラ11を配置するとしたが,カメラ11がコア2の内周に比較して大きい場合は,カメラ11をコア2の外部においたまま撮影してもよい。その場合には,プリズムやレンズ,ミラー等を使用して,撮像範囲内にV字部分Vaが入るようにすればよい。
【0022】
このように撮影することによって,図6に示すような各画像が得られる。すなわち,ほぼ水平のコア2の端面8と,その上(または下)に2箇所のV字部分Va(下の場合はVb)がスロット3の両側に山形に並んだ形状となっている。次に,これらのV字部分Vaの形状の良否を判定する。なお,本形態では,スロット紙1とコア2とは,黒い背景に白い像として撮影される。これは,スロット紙1自体が淡黄色であるので,背景を暗くすることにより,はっきり撮影されるようにしているからである。また,コア2は金属であるので,照明の反射光により白く撮影される。
【0023】
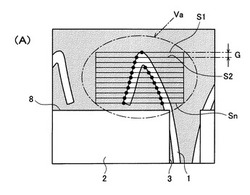
次に,各スロット紙1の撮影像から,ワークの良否を判定する方法について説明する。まず,図6に示すような撮影画像から,図7に示すように,1箇所のV字部分Vaが撮影されている範囲を切り出す。これは,判定の段階では,各V字部分Va,Vbを1箇所ずつ判定するからである。以下では,図7に示すように,図6中左側のV字部分Vaを判断する場合を例にとって説明する。他の箇所については,それぞれ左右あるいは上下を変えて同様に判断できる。
【0024】
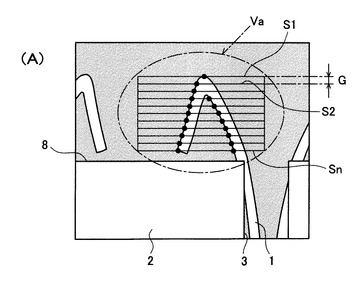
次に,パソコン15は,図7中において,コア2の端面8に平行な走査線に沿って走査する。ここでは,コア2の端面8が図中水平となるように撮影しているので,画像を水平に走査することになる。そして,図中上方から所定間隔で走査し,スロット紙1が走査線内に入ったら,スロット紙1と走査線との交点位置を取得する。この図では,走査線S1において初めて,スロット紙1と交差している。さらに,走査線S1に平行に所定の間隔Gをおいて順次下方を走査し,走査線S2〜Snとスロット紙1のV字部分Vaとの交点位置を取得する。
【0025】
ここでは,走査線S1より下方でコア2の端面8より上方の範囲内を走査する。あるいは,間隔Gに応じて走査線の本数nをあらかじめ設定しておいてもよい。なお,本形態では,撮影画像を各走査線S1〜Snに沿って図中左から右へと走査し,背景(黒い)からスロット紙1の画像(白い)へと変わった位置を交点位置とする。この交点位置を図7〜図10の各図中に黒丸で示している。ここでは,パソコン15が交点位置把握部として機能する。
【0026】
次に,後述するように,各V字部分Va,Vbについて,交点位置の配置形状の良否を判断する。ここで,パソコン15が良否判断部として機能する。そして,1つのワークについて,挿入されている全てのスロット紙1の全てのV字部分Va,Vbにおいて,良と判断された場合,そのワークは「OK」と判定される。図5に示すように,判定の結果が「OK」であれば,そのワークはそのまま後工程へと流される。しかし,1箇所でも不良形状と判断されたスロット紙1があった場合は,そのワークは「NG」と判定され,払い出される。
【0027】
払い出されたワークは,後工程に流される以前に不良部分を修正する。本形態では,モニタ16に不良箇所が分かるように表示する。作業者は,その表示された箇所のスロット紙1の挿入状態を手直しし,もう一度,本形態の検査装置10に流して検査させる。不良箇所が無くなり,「OK」と判定されるまで,この手直しと検査を繰り返す。図中に破線で囲んでいる部分が,本形態の検査方法に相当する。
【0028】
次に,V字部分Vaの形状について,良否の判断基準について説明する。上記のように,全ての交点位置が把握されたら,その配置を調べる。スロット紙1のV字部分Vaの形状には大まかに次の4パターンがある。そこで注目しているV字部分Vaが,このいずれに相当するかを判断する。
(A)V字配置:V字部分VaがV字状の山形となっている(図7参照。)。
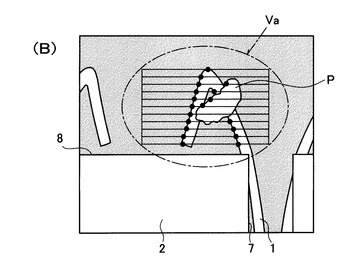
(B)カス付き:V字部分Vaにスロット紙1の切り屑Pが付着している(図8参照。)。
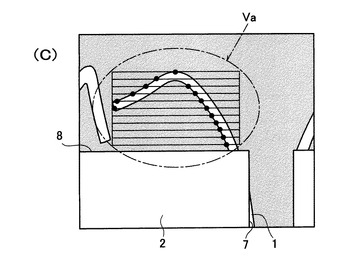
(C)開きすぎ:V字部分Vaの先端がコア2の端面8からかなり離れている(図9参照。)。
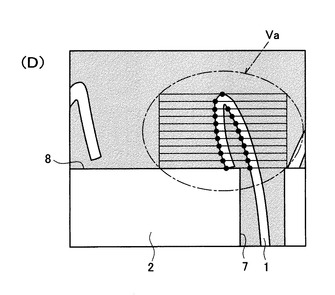
(D)はじけ不良:V字部分Vaが開いていない(図10参照。)。
【0029】
(A)(図7)は,V字配置である。上部の2〜3段と下部1〜2段を除いて,すべての走査線上において交点位置が2箇所ずつあり,それらの間隔が図中上から下に向かって次第に広くなっている。この形状の場合では,スロット紙1はスロット3にちゃんと入っている。すなわち,折り曲げ部5がどこかに引っ掛かっていたり,きちんと折り曲げられていないということはない。この形状のV字部分Vaは良形状と判断される。
【0030】
(B)(図8)は,スロット紙1に,スロット紙1の切り屑Pが付着しているものである。切り屑Pはスロット紙1の形成時に発生するものであり,絶縁性はスロット紙1と同じであるので,付着していても構わない。この場合,1つの走査線上に,交点位置が2箇所より多いものがある。この場合でも,図中最も左側の交点位置が,(A)V字配置と同様に適切な角度で左向きに広がっていれば,良形状である。この形状のV字部分Vaは良形状と判断される。
【0031】
(C)(図9)は,スロット紙1の折り曲げ部5の折りが甘く,開いてしまっているものである。この状態のスロット紙1では,後工程でこの中にコイル線を通したときに,破れたり抜けたりするおそれがあるので,好ましくない。この場合,取得された交点位置は,1走査線上にある2箇所間の距離が大きい。さらに,コア2に近い,図中下部の数段では1つの走査線上に交点位置が1箇所しかない。この形状のV字部分Vaは不良形状と判断される。
【0032】
(D)(図10)は,スロット紙1の折り曲げ部5が,スロット3の開口部等に引っ掛かって,完全には開いていないものである。この形状のものも,後工程でコイルの挿入によってコア2の軸方向に力を受けたときに,抜けてしまうおそれがあるので,好ましくない。この場合,取得された交点位置は,1走査線上にある2点間の距離が小さい。また,2点間の距離が図中上下の位置によって,ほとんど変化しない。さらに,図中左側の交点位置が,図中上から順に左向きに広がっておらず,途中から右向きにスロットに近づいている。この形状のV字部分Vaは不良形状と判断される。
【0033】
本形態では,検査対象となっているスロット紙1のとりうる形状の範囲は限られている。そこで,次の2つの場合のいずれかに該当すれば,(C)または(D)であり,不良と判断される。まず,1走査線上に2箇所の交点位置があるものの,コアの端面より遠い側からコアの端面へ向かって,スロットから遠い側の交点位置がスロットに近づいている場合である。これは,(D)に相当する。また,走査線上に交点位置が1箇所のみしかない走査線の本数の割合が,あらかじめ定めた閾値以上である場合である。これは,(C)に相当する。
【0034】
これら(C),(D)のいずれにも該当しない場合には,(A)あるいは(B)と判断されるので良形状である。ワークに装着されているすべてのスロット紙1のすべてのV字部分Va,Vbが良形状であった場合は,「OK」と判定される。このように判定されたワークは,そのまま後工程へ流すことができる。一方,(C)あるいは(D)と判断された場合は不良形状である。いずれかのスロット紙1のいずれかのV字部分Va,Vbにこれらの不良形状が含まれていた場合は,「NG」と判定される。このように判定されたワークは,後工程へ流す前に手直しする。
【0035】
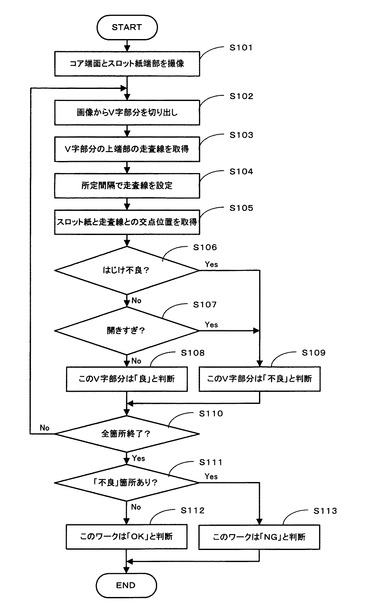
次に,本形態のスロット紙検査装置10による検査処理について,図11のフローチャートを参照して説明する。本処理は,全てのスロット紙1が挿入されたワークが所定の位置にセットされた後に,実行される。
【0036】
本処理が実行されると,まず,カメラ11とカメラ用コントローラ12とによって,コア端面8とスロット紙1の端部を含む画像を撮影する(S101)。また,昇降装置13や回転装置14によってカメラ11を移動させ,全てのスロット紙1を撮像する。
【0037】
次に,撮像された画像から,1つのV字部分Va,Vbを切り出す(S102)。さらに,切り出した画像をコア端面8より遠い側からスキャンして,初めてスロット紙1の画像が出現した位置を第1の走査線S1として取得する(S103)。走査線S1から,コア2の端面8までの間に,所定の間隔で複数の走査線を設定する(S104)。そして,S103とS104で取得された各走査線S1〜Snに沿って,スロット3から遠い側からスロットに向けて走査し,各走査線とスロット紙1との交点位置を取得する(S105)。
【0038】
S105で取得された交点位置の配置の良否を判断する。まず,1走査線上に2箇所の交点位置が把握された走査線上の2箇所の交点位置のうちスロットから遠い側の交点位置が,コアの端面より遠い側からコアの端面へ向かってスロットに近づいているかどうかを調べる(S106)。このようになっていたら(S106:Yes),はじけ不良であると判断する。
【0039】
また,交点位置が把握されたすべての走査線の本数のうち,交点位置が1箇所のみ把握された走査線の本数が占める割合が,あらかじめ定めた閾値以上であるかどうかを調べる(S107)。このようになっていたら(S107:Yes),開きすぎであると判断する。例えば,交点位置が1箇所のみであった走査線の本数が,全体の3分の1を超える場合である。S106とS107とのいずれもNoであれば,このV字部分は「良」であると判断する。または,S106とS107とのいずれかがYesであれば,このV字部分は「不良」であると判断する。
【0040】
このワークについて全てのV字部分の判断が終了していなければ(S110:No),次のV字部分を切り出し,同様に判断する(S102〜S109)。全箇所の判断が終了したら(S110:Yes),そのうちに「不良」箇所があったかどうかによって,そのワークを判定する(S111)。すなわち,1箇所も「不良」箇所がなければ(S111:No),そのワークは「OK」である。1箇所でも「不良」箇所があれば(S111:Yes),そのワークは「NG」である。これで,本処理を終了する。
【0041】
以上詳細に説明したように,本形態のスロット紙検査装置10によれば,スロット紙1が挿入されたコア2の内周側にカメラ11を挿入し,回転させつつ各スロット紙1のV字部分Va,Vbをすべて撮影する。そして,各V字部分Va,Vbの撮影像を走査し,その開き具合を判定することができる。従って,コア2の各スロット3に挿入されたスロット紙1の挿入状態を簡易な方法で検査することができる。
【0042】
なお,本形態は単なる例示にすぎず,本発明を何ら限定するものではない。したがって本発明は当然に,その要旨を逸脱しない範囲内で種々の改良,変形が可能である。
例えば,スロットの両側のV字部分を1画像に撮影するとしたが,1箇所ごと別々に撮影してもよいし,より多くのV字部分を1画像に入れてもよい。また,判定時の走査線の数や走査方向は一例であり,上記の例に限らない。また,スロット3の開口部の左側の辺縁部を判定する場合と右側の辺縁部を判定する場合とで,走査方向を逆にしても良い。また,カメラの回転と撮影を交互に繰り返すとしたが,回転しつつ撮影してもよい。撮影の順序ももちろん上記の例に限らない。また,1台のコアについて,全箇所の撮影を終了してから判定工程に入っても良いし,撮影と判定を交互に繰り返しても良いし,並行して行っても良い。また例えば,コアに設けられるスロットの数や,コアの大きさ等は一例である。また,積層鋼板のコアに限るものではない。
【図面の簡単な説明】
【0043】
【図1】スロット紙がコアのスロットに挿入された状態を示す斜視図である。
【図2】スロット紙がコアのスロットに挿入された状態を示す斜視図である。
【図3】スロット紙を示す斜視図である。
【図4】本形態のスロット紙検査装置の概略構成を示す概略構成図である。
【図5】本形態によるスロット紙検査の手順を示す概略工程図である。
【図6】正常に挿入されたスロット紙の撮影画像の例を示す説明図である。
【図7】スロット紙の画像上に評価点を検出した状態を示す説明図である。
【図8】挿入状態がカス付きとなっているスロット紙の状態を示す説明図である。
【図9】挿入状態が開きすぎとなっているスロット紙の状態を示す説明図である。
【図10】挿入状態がはじけ不良となっているスロット紙の状態を示す説明図である。
【図11】本形態のスロット紙検査方法を示すフローチャートである。
【符号の説明】
【0044】
1 スロット紙
2 コア
3 スロット
4 本体部
5 折り曲げ部
8 端面
10 スロット紙検査装置
11 カメラ
15 パソコン
Va,Vb V字部分
【技術分野】
【0001】
本発明は,コアに設けられたスロットに挿入されたスロット紙の挿入状態を検査するためのスロット紙検査方法および検査装置に関する。さらに詳細には,スロット紙の両端に形成されている折り曲げ部が適切な配置に挿入されているかどうかを検査するためのスロット紙検査方法および検査装置に関するものである。
【背景技術】
【0002】
従来より,モータのステータ用のコアとして,リング状のコアの内周側に複数のスロットを等間隔に設けたものが用いられている。そして,リード線をコイル状にしたものを,それらのスロットのうちの所定の二つずつに挿入し,ステータを形成する。その際,各スロットには,リード線とコアとの絶縁を確保するためのスロット紙を挿入している。例えば,コアのすべてのスロットにまず,スロットの内周壁を覆うようにスロット紙を挿入する。その後,そのスロット紙の間にコイルを挿入する。
【0003】
ここで,スロット紙の挿入状態が不適切だと,後工程でコイルを挿入する際に,スロット紙の脱落や破損が発生するおそれがある。特に,スロット紙の軸方向両端部に折り返し部が形成され,その折り返し部がコアの軸方向両端から外部に突出するように挿入されるものでは,折り返し部が適正に挿入されている必要がある。その確認のため,従来より,すべてのスロットにスロット紙が挿入された段階で,その挿入状態を目視で検査していた。
【0004】
一方,従来より,立体物の形状を検査する検査装置としては,レーザ光を検査部材に照射してその照射線像を撮像するものが開示されている(例えば,特許文献1参照。)。
【特許文献1】特開平6−137853号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら,1つのコアに例えば48箇所のスロットが形成されており,その両端部の挿入状態をすべて目視で検査することは検査者にとって負担が大きい。また,スロット紙の挿入工程やコイルの挿入工程等の前後の工程の自動化が進む中で,スロット紙の挿入状態の検査も自動化できることが望まれていた。しかし,レーザ光を使用する検査装置は比較的大型なものとなり,さほどの精密さが要求されない本検査にはあまり向いていない。より簡易な方法で検査できる装置が望まれていた。
【0006】
本発明は,前記した従来の検査装置が有する問題点を解決するためになされたものである。すなわちその課題とするところは,コアのスロットに挿入されたスロット紙の挿入状態を簡易な方法で検査するためのスロット紙検査方法および検査装置を提供することにある。
【課題を解決するための手段】
【0007】
この課題の解決を目的としてなされた本発明のスロット紙検査方法は,少なくとも1辺が折り曲げられたスロット紙を,その折り曲げ部が外側を向くように湾曲させてコアのスロットに挿入した挿入状態の良否を検査するスロット紙検査方法であって,コアの端面上におけるスロット紙の本体部と折り曲げ部とがなすV字部分を,コアの端面と平行な複数の走査線に沿って走査して,各走査線とスロット紙との交点位置を把握し,1走査線上に2箇所の交点位置が把握された走査線上の2箇所の交点位置のうちスロットから遠い側の交点位置が,コアの端面より遠い側からコアの端面へ向かってスロットに近づいている場合に不良と判断し,交点位置が把握されたすべての走査線の本数のうち,交点位置が1箇所のみ把握された走査線の本数が占める割合が,あらかじめ定めた閾値以上である場合にも不良と判断し,これら2つの場合のいずれにも該当しない場合に良と判断するものである。
【0008】
本発明のスロット紙検査方法によれば,スロット紙の本体部と折り曲げ部とがなすV字部分を,コアの端面と平行な複数の走査線に沿って走査して,各走査線とスロット紙との交点位置が把握される。そして,1走査線上に2箇所の交点位置が把握された走査線上の2箇所の交点位置のうちスロットから遠い側の交点位置が,コアの端面より遠い側からコアの端面へ向かってスロットに近づいている場合には,V字部分の開き方が不足しているものであり,不良と判断される。また,交点位置が把握されたすべての走査線の本数のうち,交点位置が1箇所のみ把握された走査線の本数が占める割合が,あらかじめ定めた閾値以上である場合には,V字部分が開きすぎているものであり,これも不良と判断される。そして,これら2つの場合のいずれにも該当しない場合に良と判断される。従って,そのV字部分の形状の良否が適切に判断される。例えば,カス付きであっても,「不良」とされることはない。
【0009】
また,本発明は,少なくとも1辺が折り曲げられたスロット紙を,その折り曲げ部が外側を向くように湾曲させてコアのスロットに挿入した挿入状態の良否を検査するスロット紙検査装置であって,コアの端面上におけるスロット紙の本体部と折り曲げ部とがなすV字部分を,撮像する撮像部と,撮像部により撮像された画像をコアの端面と平行な複数の走査線に沿って走査して,各走査線とスロット紙との交点位置を把握する交点位置把握部と,交点位置把握部の把握結果により,1走査線上に2箇所の交点位置が把握された走査線上の2箇所の交点位置のうちスロットから遠い側の交点位置が,コアの端面より遠い側からコアの端面へ向かってスロットに近づいている場合に不良と判断し,交点位置が把握されたすべての走査線の本数のうち,交点位置が1箇所のみ把握された走査線の本数が占める割合が,あらかじめ定めた閾値以上である場合にも不良と判断し,これら2つの場合のいずれにも該当しない場合に良と判断する良否判断部とを有するスロット紙検査装置にも及ぶ。
【発明の効果】
【0010】
本発明のスロット紙検査方法および検査装置によれば,コアのスロットに挿入されたスロット紙の挿入状態を簡易な方法で検査することができる。
【発明を実施するための最良の形態】
【0011】
以下,本発明を具体化した最良の形態について,添付図面を参照しつつ詳細に説明する。本形態は,ステータコアのスロットに挿入されたスロット紙の挿入状態を検査するためのスロット紙検査装置に本発明を適用したものである。
【0012】
まず,本形態のスロット紙検査装置による検査対象について説明する。図1と図2に示すように,スロット紙1が挿入されるコア2は,積層鋼板によってリング状に形成されたものである。コア2の内周側には,径方向に所定の深さで,軸方向に延びた溝形状であるスロット3が複数個形成されている。各スロット3はいずれも同形状のものが,コア2の円周方向に等間隔に,ここでは計48箇所設けられている。
【0013】
スロット紙1は,絶縁性の紙または薄い樹脂等により,あらかじめ図3に示す形状に形成されたものである。すなわち,四角形の用紙の向かい合う2辺に沿って両辺部を少し折り曲げ,折り曲げられた部分を外側にして折り曲げた辺がU字形になるように,全体を曲げた形状である。これにより,各スロット紙1には,U字型の本体部4とその両端部において外側に折り返された折り曲げ部5とが形成されている。
【0014】
上記のように形成されたスロット紙1は,コア2の各スロット3に1枚ずつ挿入される。各スロット紙1は,コア2の径方向外向きに押し込まれる。あるいは,スロット3の軸方向に差し込まれる。そして,その本体部4のU字形曲部がスロット3の内側底部に当接して配置される。なお,図2に示すように,各スロット3の間のティース部6には,コア2の内径側端部に略T字状の凸部7が形成されている。そのため,スロット3に挿入されたスロット紙1は,本体部4が凸部7に当接するため,コア2の内径側には容易に抜けることはない。
【0015】
また,正常に挿入されたスロット紙1は,図2に示すように,図中上下の折り曲げ部5がともに,コア2の軸方向両端面8(図中上下面)から上下に突出した状態となる。そして,折り曲げ部5がコア2の周方向にやや開き,ティース部6に接触して抜け止めとなる。こうなるように,スロット紙1の大きさが設定されている。その結果,挿入された各スロット紙1をコア2の内径側から径方向に見ると,コア2の図中上側の端面8より上方に逆向きのV字部分Vaが,コア2の図中下側の端面8より下方にV字部分Vbが,それぞれスロット3の両側部に形成されている。
【0016】
本形態のスロット紙検査装置による検査対象は,図1に示すように,すべてのスロット3にそれぞれスロット紙1が挿入された状態のコア2である。そして,各スロット紙1につき,スロット3の軸方向両端面から突出しているV字部分Va,Vbが,適切な形状となっているかどうかを検査するものである。V字部分Va,Vbは,各スロット紙1につき,合計4箇所ずつある。本形態では,これらのV字部分Va,Vbを,それぞれ別個に検査する。従って,1つのコア2につき,検査箇所は,4×48箇所である。これにより,スロット紙1の挿入状態を把握する。
【0017】
本形態の検査装置10は,図4に示すように,撮像部に相当するカメラ11と,カメラ用コントローラ12,昇降装置13,回転装置14を有している。また,撮影像の処理装置であるパソコン15,撮影像や処理結果等を表示するための表示装置であるモニタ16を有している。カメラ11は,2次元画像が撮影できる画像処理用カメラであり,モノクロでもカラーでも良い。
【0018】
カメラ用コントローラ12は,カメラ11の撮像範囲内にV字部分Va,Vbが適切に入るように,昇降装置13や回転装置14を制御する。さらに,カメラ11を制御して画像を撮影する。ここでは,コア2の配置によって各スロット3の位置はあらかじめ決まっているので,カメラ11の配置や向きの情報もあらかじめ与えておく。昇降装置13と回転装置14は,カメラ用コントローラ12の制御に基づいてカメラ11を移動させ,その位置や向きを変える。パソコン15は,撮影された画像からV字部分Va,Vbの形状を抽出し,その良否を判断する。撮像された画像や良否の判断結果はモニタ16に表示される。
【0019】
撮影および判定の手順は,およそ図5の通りである。まず,スロット紙1が全スロット3に挿入されたコア2をワークとして用意する。このワークをパレット等に載置し,所定の位置に固定する。カメラ11を,昇降装置13によってワークの内周側に挿入し,コア2の片側の端面とV字部分Va(またはVb)とが同時に視野内に入る位置まで上昇あるいは下降させる。適切な位置にカメラ11を移動させたら,スロット紙1を撮影する。ここでは,例えば図6に示すように,各スロット紙1について,スロット3の両側のV字部分Vaを同時に1画像に入るように撮影する。
【0020】
次に,回転装置14によって,カメラ11をコア2の回転軸を中心として1周の48分の1だけ回転させる。そして,隣のスロット3のV字部分Vaが1画像内に入るような位置にカメラ11を移動させて撮影する。続いて,同様にカメラ11の回転と撮影を続ける。全スロット紙1のV字部分Vaの撮影が終了したら,カメラ11を昇降装置13によってコア2の軸方向長さ程度だけ下降させる。そして,図中下側のV字部分Vbを撮影できる位置まで移動させ,同様に1周分の撮影を行う。
【0021】
さらに本形態では,コア2の端面が各画像中でほぼ水平となるように,カメラ11の配置を設定する。なお,ここではコア2の内周側にカメラ11を配置するとしたが,カメラ11がコア2の内周に比較して大きい場合は,カメラ11をコア2の外部においたまま撮影してもよい。その場合には,プリズムやレンズ,ミラー等を使用して,撮像範囲内にV字部分Vaが入るようにすればよい。
【0022】
このように撮影することによって,図6に示すような各画像が得られる。すなわち,ほぼ水平のコア2の端面8と,その上(または下)に2箇所のV字部分Va(下の場合はVb)がスロット3の両側に山形に並んだ形状となっている。次に,これらのV字部分Vaの形状の良否を判定する。なお,本形態では,スロット紙1とコア2とは,黒い背景に白い像として撮影される。これは,スロット紙1自体が淡黄色であるので,背景を暗くすることにより,はっきり撮影されるようにしているからである。また,コア2は金属であるので,照明の反射光により白く撮影される。
【0023】
次に,各スロット紙1の撮影像から,ワークの良否を判定する方法について説明する。まず,図6に示すような撮影画像から,図7に示すように,1箇所のV字部分Vaが撮影されている範囲を切り出す。これは,判定の段階では,各V字部分Va,Vbを1箇所ずつ判定するからである。以下では,図7に示すように,図6中左側のV字部分Vaを判断する場合を例にとって説明する。他の箇所については,それぞれ左右あるいは上下を変えて同様に判断できる。
【0024】
次に,パソコン15は,図7中において,コア2の端面8に平行な走査線に沿って走査する。ここでは,コア2の端面8が図中水平となるように撮影しているので,画像を水平に走査することになる。そして,図中上方から所定間隔で走査し,スロット紙1が走査線内に入ったら,スロット紙1と走査線との交点位置を取得する。この図では,走査線S1において初めて,スロット紙1と交差している。さらに,走査線S1に平行に所定の間隔Gをおいて順次下方を走査し,走査線S2〜Snとスロット紙1のV字部分Vaとの交点位置を取得する。
【0025】
ここでは,走査線S1より下方でコア2の端面8より上方の範囲内を走査する。あるいは,間隔Gに応じて走査線の本数nをあらかじめ設定しておいてもよい。なお,本形態では,撮影画像を各走査線S1〜Snに沿って図中左から右へと走査し,背景(黒い)からスロット紙1の画像(白い)へと変わった位置を交点位置とする。この交点位置を図7〜図10の各図中に黒丸で示している。ここでは,パソコン15が交点位置把握部として機能する。
【0026】
次に,後述するように,各V字部分Va,Vbについて,交点位置の配置形状の良否を判断する。ここで,パソコン15が良否判断部として機能する。そして,1つのワークについて,挿入されている全てのスロット紙1の全てのV字部分Va,Vbにおいて,良と判断された場合,そのワークは「OK」と判定される。図5に示すように,判定の結果が「OK」であれば,そのワークはそのまま後工程へと流される。しかし,1箇所でも不良形状と判断されたスロット紙1があった場合は,そのワークは「NG」と判定され,払い出される。
【0027】
払い出されたワークは,後工程に流される以前に不良部分を修正する。本形態では,モニタ16に不良箇所が分かるように表示する。作業者は,その表示された箇所のスロット紙1の挿入状態を手直しし,もう一度,本形態の検査装置10に流して検査させる。不良箇所が無くなり,「OK」と判定されるまで,この手直しと検査を繰り返す。図中に破線で囲んでいる部分が,本形態の検査方法に相当する。
【0028】
次に,V字部分Vaの形状について,良否の判断基準について説明する。上記のように,全ての交点位置が把握されたら,その配置を調べる。スロット紙1のV字部分Vaの形状には大まかに次の4パターンがある。そこで注目しているV字部分Vaが,このいずれに相当するかを判断する。
(A)V字配置:V字部分VaがV字状の山形となっている(図7参照。)。
(B)カス付き:V字部分Vaにスロット紙1の切り屑Pが付着している(図8参照。)。
(C)開きすぎ:V字部分Vaの先端がコア2の端面8からかなり離れている(図9参照。)。
(D)はじけ不良:V字部分Vaが開いていない(図10参照。)。
【0029】
(A)(図7)は,V字配置である。上部の2〜3段と下部1〜2段を除いて,すべての走査線上において交点位置が2箇所ずつあり,それらの間隔が図中上から下に向かって次第に広くなっている。この形状の場合では,スロット紙1はスロット3にちゃんと入っている。すなわち,折り曲げ部5がどこかに引っ掛かっていたり,きちんと折り曲げられていないということはない。この形状のV字部分Vaは良形状と判断される。
【0030】
(B)(図8)は,スロット紙1に,スロット紙1の切り屑Pが付着しているものである。切り屑Pはスロット紙1の形成時に発生するものであり,絶縁性はスロット紙1と同じであるので,付着していても構わない。この場合,1つの走査線上に,交点位置が2箇所より多いものがある。この場合でも,図中最も左側の交点位置が,(A)V字配置と同様に適切な角度で左向きに広がっていれば,良形状である。この形状のV字部分Vaは良形状と判断される。
【0031】
(C)(図9)は,スロット紙1の折り曲げ部5の折りが甘く,開いてしまっているものである。この状態のスロット紙1では,後工程でこの中にコイル線を通したときに,破れたり抜けたりするおそれがあるので,好ましくない。この場合,取得された交点位置は,1走査線上にある2箇所間の距離が大きい。さらに,コア2に近い,図中下部の数段では1つの走査線上に交点位置が1箇所しかない。この形状のV字部分Vaは不良形状と判断される。
【0032】
(D)(図10)は,スロット紙1の折り曲げ部5が,スロット3の開口部等に引っ掛かって,完全には開いていないものである。この形状のものも,後工程でコイルの挿入によってコア2の軸方向に力を受けたときに,抜けてしまうおそれがあるので,好ましくない。この場合,取得された交点位置は,1走査線上にある2点間の距離が小さい。また,2点間の距離が図中上下の位置によって,ほとんど変化しない。さらに,図中左側の交点位置が,図中上から順に左向きに広がっておらず,途中から右向きにスロットに近づいている。この形状のV字部分Vaは不良形状と判断される。
【0033】
本形態では,検査対象となっているスロット紙1のとりうる形状の範囲は限られている。そこで,次の2つの場合のいずれかに該当すれば,(C)または(D)であり,不良と判断される。まず,1走査線上に2箇所の交点位置があるものの,コアの端面より遠い側からコアの端面へ向かって,スロットから遠い側の交点位置がスロットに近づいている場合である。これは,(D)に相当する。また,走査線上に交点位置が1箇所のみしかない走査線の本数の割合が,あらかじめ定めた閾値以上である場合である。これは,(C)に相当する。
【0034】
これら(C),(D)のいずれにも該当しない場合には,(A)あるいは(B)と判断されるので良形状である。ワークに装着されているすべてのスロット紙1のすべてのV字部分Va,Vbが良形状であった場合は,「OK」と判定される。このように判定されたワークは,そのまま後工程へ流すことができる。一方,(C)あるいは(D)と判断された場合は不良形状である。いずれかのスロット紙1のいずれかのV字部分Va,Vbにこれらの不良形状が含まれていた場合は,「NG」と判定される。このように判定されたワークは,後工程へ流す前に手直しする。
【0035】
次に,本形態のスロット紙検査装置10による検査処理について,図11のフローチャートを参照して説明する。本処理は,全てのスロット紙1が挿入されたワークが所定の位置にセットされた後に,実行される。
【0036】
本処理が実行されると,まず,カメラ11とカメラ用コントローラ12とによって,コア端面8とスロット紙1の端部を含む画像を撮影する(S101)。また,昇降装置13や回転装置14によってカメラ11を移動させ,全てのスロット紙1を撮像する。
【0037】
次に,撮像された画像から,1つのV字部分Va,Vbを切り出す(S102)。さらに,切り出した画像をコア端面8より遠い側からスキャンして,初めてスロット紙1の画像が出現した位置を第1の走査線S1として取得する(S103)。走査線S1から,コア2の端面8までの間に,所定の間隔で複数の走査線を設定する(S104)。そして,S103とS104で取得された各走査線S1〜Snに沿って,スロット3から遠い側からスロットに向けて走査し,各走査線とスロット紙1との交点位置を取得する(S105)。
【0038】
S105で取得された交点位置の配置の良否を判断する。まず,1走査線上に2箇所の交点位置が把握された走査線上の2箇所の交点位置のうちスロットから遠い側の交点位置が,コアの端面より遠い側からコアの端面へ向かってスロットに近づいているかどうかを調べる(S106)。このようになっていたら(S106:Yes),はじけ不良であると判断する。
【0039】
また,交点位置が把握されたすべての走査線の本数のうち,交点位置が1箇所のみ把握された走査線の本数が占める割合が,あらかじめ定めた閾値以上であるかどうかを調べる(S107)。このようになっていたら(S107:Yes),開きすぎであると判断する。例えば,交点位置が1箇所のみであった走査線の本数が,全体の3分の1を超える場合である。S106とS107とのいずれもNoであれば,このV字部分は「良」であると判断する。または,S106とS107とのいずれかがYesであれば,このV字部分は「不良」であると判断する。
【0040】
このワークについて全てのV字部分の判断が終了していなければ(S110:No),次のV字部分を切り出し,同様に判断する(S102〜S109)。全箇所の判断が終了したら(S110:Yes),そのうちに「不良」箇所があったかどうかによって,そのワークを判定する(S111)。すなわち,1箇所も「不良」箇所がなければ(S111:No),そのワークは「OK」である。1箇所でも「不良」箇所があれば(S111:Yes),そのワークは「NG」である。これで,本処理を終了する。
【0041】
以上詳細に説明したように,本形態のスロット紙検査装置10によれば,スロット紙1が挿入されたコア2の内周側にカメラ11を挿入し,回転させつつ各スロット紙1のV字部分Va,Vbをすべて撮影する。そして,各V字部分Va,Vbの撮影像を走査し,その開き具合を判定することができる。従って,コア2の各スロット3に挿入されたスロット紙1の挿入状態を簡易な方法で検査することができる。
【0042】
なお,本形態は単なる例示にすぎず,本発明を何ら限定するものではない。したがって本発明は当然に,その要旨を逸脱しない範囲内で種々の改良,変形が可能である。
例えば,スロットの両側のV字部分を1画像に撮影するとしたが,1箇所ごと別々に撮影してもよいし,より多くのV字部分を1画像に入れてもよい。また,判定時の走査線の数や走査方向は一例であり,上記の例に限らない。また,スロット3の開口部の左側の辺縁部を判定する場合と右側の辺縁部を判定する場合とで,走査方向を逆にしても良い。また,カメラの回転と撮影を交互に繰り返すとしたが,回転しつつ撮影してもよい。撮影の順序ももちろん上記の例に限らない。また,1台のコアについて,全箇所の撮影を終了してから判定工程に入っても良いし,撮影と判定を交互に繰り返しても良いし,並行して行っても良い。また例えば,コアに設けられるスロットの数や,コアの大きさ等は一例である。また,積層鋼板のコアに限るものではない。
【図面の簡単な説明】
【0043】
【図1】スロット紙がコアのスロットに挿入された状態を示す斜視図である。
【図2】スロット紙がコアのスロットに挿入された状態を示す斜視図である。
【図3】スロット紙を示す斜視図である。
【図4】本形態のスロット紙検査装置の概略構成を示す概略構成図である。
【図5】本形態によるスロット紙検査の手順を示す概略工程図である。
【図6】正常に挿入されたスロット紙の撮影画像の例を示す説明図である。
【図7】スロット紙の画像上に評価点を検出した状態を示す説明図である。
【図8】挿入状態がカス付きとなっているスロット紙の状態を示す説明図である。
【図9】挿入状態が開きすぎとなっているスロット紙の状態を示す説明図である。
【図10】挿入状態がはじけ不良となっているスロット紙の状態を示す説明図である。
【図11】本形態のスロット紙検査方法を示すフローチャートである。
【符号の説明】
【0044】
1 スロット紙
2 コア
3 スロット
4 本体部
5 折り曲げ部
8 端面
10 スロット紙検査装置
11 カメラ
15 パソコン
Va,Vb V字部分
【特許請求の範囲】
【請求項1】
少なくとも1辺が折り曲げられたスロット紙を,その折り曲げ部が外側を向くように湾曲させてコアのスロットに挿入した挿入状態の良否を検査するスロット紙検査方法において,
コアの端面上におけるスロット紙の本体部と折り曲げ部とがなすV字部分を,コアの端面と平行な複数の走査線に沿って走査して,各走査線とスロット紙との交点位置を把握し,
1走査線上に2箇所の交点位置が把握された走査線上の2箇所の交点位置のうちスロットから遠い側の交点位置が,コアの端面より遠い側からコアの端面へ向かってスロットに近づいている場合に不良と判断し,
交点位置が把握されたすべての走査線の本数のうち,交点位置が1箇所のみ把握された走査線の本数が占める割合が,あらかじめ定めた閾値以上である場合にも不良と判断し,
これら2つの場合のいずれにも該当しない場合に良と判断することを特徴とするスロット紙検査方法。
【請求項2】
少なくとも1辺が折り曲げられたスロット紙を,その折り曲げ部が外側を向くように湾曲させてコアのスロットに挿入した挿入状態の良否を検査するスロット紙検査装置において,
コアの端面上におけるスロット紙の本体部と折り曲げ部とがなすV字部分を,撮像する撮像部と,
前記撮像部により撮像された画像をコアの端面と平行な複数の走査線に沿って走査して,各走査線とスロット紙との交点位置を把握する交点位置把握部と,
前記交点位置把握部の把握結果により,
1走査線上に2箇所の交点位置が把握された走査線上の2箇所の交点位置のうちスロットから遠い側の交点位置が,コアの端面より遠い側からコアの端面へ向かってスロットに近づいている場合に不良と判断し,
交点位置が把握されたすべての走査線の本数のうち,交点位置が1箇所のみ把握された走査線の本数が占める割合が,あらかじめ定めた閾値以上である場合にも不良と判断し,
これら2つの場合のいずれにも該当しない場合に良と判断する良否判断部とを有することを特徴とするスロット紙検査装置。
【請求項1】
少なくとも1辺が折り曲げられたスロット紙を,その折り曲げ部が外側を向くように湾曲させてコアのスロットに挿入した挿入状態の良否を検査するスロット紙検査方法において,
コアの端面上におけるスロット紙の本体部と折り曲げ部とがなすV字部分を,コアの端面と平行な複数の走査線に沿って走査して,各走査線とスロット紙との交点位置を把握し,
1走査線上に2箇所の交点位置が把握された走査線上の2箇所の交点位置のうちスロットから遠い側の交点位置が,コアの端面より遠い側からコアの端面へ向かってスロットに近づいている場合に不良と判断し,
交点位置が把握されたすべての走査線の本数のうち,交点位置が1箇所のみ把握された走査線の本数が占める割合が,あらかじめ定めた閾値以上である場合にも不良と判断し,
これら2つの場合のいずれにも該当しない場合に良と判断することを特徴とするスロット紙検査方法。
【請求項2】
少なくとも1辺が折り曲げられたスロット紙を,その折り曲げ部が外側を向くように湾曲させてコアのスロットに挿入した挿入状態の良否を検査するスロット紙検査装置において,
コアの端面上におけるスロット紙の本体部と折り曲げ部とがなすV字部分を,撮像する撮像部と,
前記撮像部により撮像された画像をコアの端面と平行な複数の走査線に沿って走査して,各走査線とスロット紙との交点位置を把握する交点位置把握部と,
前記交点位置把握部の把握結果により,
1走査線上に2箇所の交点位置が把握された走査線上の2箇所の交点位置のうちスロットから遠い側の交点位置が,コアの端面より遠い側からコアの端面へ向かってスロットに近づいている場合に不良と判断し,
交点位置が把握されたすべての走査線の本数のうち,交点位置が1箇所のみ把握された走査線の本数が占める割合が,あらかじめ定めた閾値以上である場合にも不良と判断し,
これら2つの場合のいずれにも該当しない場合に良と判断する良否判断部とを有することを特徴とするスロット紙検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2009−53158(P2009−53158A)
【公開日】平成21年3月12日(2009.3.12)
【国際特許分類】
【出願番号】特願2007−222610(P2007−222610)
【出願日】平成19年8月29日(2007.8.29)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成21年3月12日(2009.3.12)
【国際特許分類】
【出願日】平成19年8月29日(2007.8.29)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]