
セグメントの製造方法
【課題】雌型継手の嵌合空間内にコンクリートのセメント分が流入することを簡便に且つ確実に防止可能なセグメントの製造方法を提供する。
【解決手段】隣り合うセグメント1同士を接合するための雄型継手が嵌合する嵌合空間10をセグメント1の接合端面1bに開口させてコンクリート1c内に埋設状態で配置した雌型継手5を備えるセグメント1の製造方法であって、嵌合空間10が開口する雌型継手5の端部5cに弾性を有するシール部材15を取り付け、シール部材15をセグメント1の接合端面1bを形成する型枠20の内面20bに当接させて雌型継手5の端部5cと型枠20の内面20bの隙間を埋めた状態で、雌型継手5を型枠20内に設置する。
【解決手段】隣り合うセグメント1同士を接合するための雄型継手が嵌合する嵌合空間10をセグメント1の接合端面1bに開口させてコンクリート1c内に埋設状態で配置した雌型継手5を備えるセグメント1の製造方法であって、嵌合空間10が開口する雌型継手5の端部5cに弾性を有するシール部材15を取り付け、シール部材15をセグメント1の接合端面1bを形成する型枠20の内面20bに当接させて雌型継手5の端部5cと型枠20の内面20bの隙間を埋めた状態で、雌型継手5を型枠20内に設置する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えばシールド工法などによって掘削したトンネル内に設置されて覆工を形成するセグメントの製造方法に関する。
【背景技術】
【0002】
従来、例えばシールド工法などで掘削したトンネル内面には、掘削内面の曲率半径と略等しい曲率半径を備えた複数の円弧盤状のセグメントが周方向に連続して設けられ、周方向の掘削内面を被覆して支持する環状のセグメントリング体が形成される。そして、このような周方向の掘削内面を支持するセグメントリング体がトンネル軸線方向に連続するように接続されて、掘削内面を被覆支持するトンネルの覆工が形成される。このとき、隣接するセグメント同士は、雄型継手と雌型継手からなる継手構造を用いて一体に接合される。
【0003】
特にトンネル周方向に隣接するセグメント同士を接合するための継手構造(セグメント間継手)には、トンネル半径方向の負荷に対して大きな強度を確保することができ、且つセグメントの内面に凹凸が形成されないなどの利点から、いわゆる水平コッターと称される継手構造が用いられている。この水平コッター式の継手構造は、隣り合うセグメントのそれぞれの接合端面の対向位置に、断面略C型状のC型金具(雌型継手、C型継手)が、嵌合溝(嵌合空間)を接合端面に開口させ、且つトンネル軸線方向に延設させて、各セグメントに埋設される。そして、隣り合うセグメントのそれぞれのC型金具の嵌合溝に、断面略H型状のH型金具(雄型継手、H型継手)の両端部を嵌め込むことによって、H型金具を介してC型金具同士が連結され、セグメントの接合端面同士が接合される。
【0004】
一方で、水平コッター式の継手構造を用いたセグメントを製造する際には、円弧盤状の内空を形成するように型枠を組み立て、この型枠内の所定位置に、C型金具を型枠の内面と嵌合溝が開口する先端部を当接させるようにボルト等で固定して設置する。また、セグメントをトンネル内面に設置する際に、すなわちC型金具の嵌合溝が開口する側端部側からH型金具を嵌合させるための挿入口を形成するように、C型金具の側近部分に例えば断面矩形の抜き型を設置する。そして、型枠内に鉄筋を配筋するとともにコンクリートを打設し、コンクリートの硬化後に型枠を取り外して抜き型を取り除くと、嵌合溝が接合端面と挿入口に開口したC型金具がコンクリートに一体に埋設されたセグメントが形成される。
【0005】
しかしながら、C型金具が例えば鋳物などで形成されるため、寸法誤差が生じる場合が多々あり、C型金具をボルト等で型枠に固定した状態で、C型金具の端部と型枠の内面との間に隙間が生じる場合があった。このため、型枠内にコンクリートを打設した際に、セメントミルクが隙間を通じて嵌合溝内に流れ込み、嵌合溝がセメント分で閉塞されてしまうという問題があった。
【0006】
これに対し、例えば特許文献1に開示されたセグメントの製造方法では、予めC型金具の嵌合空間(係合空間)内に、例えば発泡ポリスチレン等の発泡体あるいはスポンジ等の多孔質体からなる蓋部材を嵌合させておき、この状態のC型金具を型枠内に設置するようにしている。この場合には、コンクリートを打設した際に、蓋部材で嵌合空間が埋められているため、C型金具の端部と型枠の内面の間の隙間に侵入したセメントミルクが嵌合空間内に流入することを防止できる。
【特許文献1】特開2001−300930号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、上記の特許文献1に開示されたセグメントの製造方法においては、型枠内に打設したコンクリートが硬化して型枠を取り外した段階で、嵌合空間を埋めた蓋部材を取り除く必要がある。このため、蓋部材の取り除きの手間が掛かり製造効率の低下を招くとともに、取り除いた蓋部材を産業廃棄物として処分する必要が生じてしまう。
【0008】
また、C型金具と型枠の間の隙間が閉塞されていないため、この隙間に侵入したセメントミルクが嵌合空間を形成するC型金具の内面と蓋部材の外面との間に侵入する場合があり、完全に嵌合空間へのセメント分の流入を阻止できないという問題があった。
【0009】
さらに、特許文献1に開示されたセグメントの製造方法では、蓋部材に穴部を形成するとともに、蓋部材を嵌合空間に嵌合させた状態でこの穴部と連通するネジ穴を接合金具に形成し、蓋部材の穴部に挿通させつつボルトをネジ穴に締結することで、嵌合空間内に蓋部材を固定するようにしている。このため、C型金具(雌型継手)にネジ穴を加工する必要が生じ、雌型継手のコスト高を招くという問題もあった。
【0010】
本発明は、上記事情を鑑み、雌型継手の嵌合空間内にコンクリートのセメント分が流入することを簡便に且つ確実に防止可能なセグメントの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記の目的を達するために、この発明は以下の手段を提供している。
【0012】
本発明のセグメントの製造方法は、隣り合うセグメント同士を接合するための雄型継手が嵌合する嵌合空間を前記セグメントの接合端面に開口させてコンクリート内に埋設状態で配置した雌型継手を備えるセグメントの製造方法であって、前記嵌合空間が開口する前記雌型継手の端部に弾性を有するシール部材を取り付け、該シール部材を前記セグメントの接合端面を形成する型枠の内面に当接させて前記雌型継手の端部と前記型枠の内面の隙間を埋めた状態で、前記雌型継手を前記型枠内に設置することを特徴とする。
【0013】
この発明においては、雌型継手の端部に弾性を有するシール部材を取り付け、このシール部材が型枠の内面に当接するように雌型継手を型枠内に設置することで、確実に雌型継手の端部と型枠の内面の隙間を埋めることができ、型枠内にコンクリートを打設した際に、コンクリートのセメント分が隙間を通じて雌型継手の嵌合空間に流れ込むことを確実に防止できる。また、このようなシール部材が弾性を備えて形成されているため、製造後のセグメントを設置する際に隣り合うセグメント同士の間に介装されても弾性変形して隣り合うセグメント同士の接合状態を好適に維持することができる。このため、製造時、すなわちコンクリートが硬化して型枠を取り外した後に、シール部材を取り除く必要がなく、産業廃棄物が発生することを防止できる。
【0014】
また、本発明のセグメントの製造方法においては、前記シール部材がシート状の発泡体であることが望ましい。
【0015】
この発明においては、シール部材がシート状に形成されることで、雌型継手の端部に残置した状態でセグメントを設置した場合においても、確実に隣り合うセグメント同士の接合状態を好適に維持することができる。また、このシール部材が発泡体であることによって、確実に弾性を付与することができ、製造時に型枠の内面に当接した状態で、確実に雌型継手の端部と型枠の内面の隙間を埋めることが可能になる。
【0016】
さらに、本発明のセグメントの製造方法においては、前記雌型継手が先端部と側端部にそれぞれ前記嵌合空間が開口するC型継手とされ、前記雄型継手が前記雌型継手の側端部側から前記嵌合空間に嵌合させるH型継手とされており、前記雌型継手の側近に、前記雄型継手を前記雌型継手の嵌合空間に嵌合させる際に前記雄型継手を前記雌型継手の側端部側に挿入するための挿入口を形成する抜き型が設置され、前記雌型継手の前記先端部と前記側端部にそれぞれ前記シール部材を取り付け、前記先端部の前記シール部材を前記型枠の内面に当接させるとともに、前記側端部に取り付けた前記シール部材を前記抜き型の側面に当接させて、前記雌型継手の先端部と前記型枠の内面及び前記雌型継手の側端部と前記抜き型の側面の隙間をそれぞれ埋めた状態で、前記雌型継手を前記型枠内に設置することが望ましい。
【0017】
この発明においては、水平コッター式の継手構造を適用し、雄型継手を挿入するための挿入口を形成するような場合においても、雌型継手の側端部にシール部材を取り付けることで、この側端部と抜き型の間の隙間を埋めることができる。これにより、コンクリートを打設した際に、抜き型と雌型継手の側端部の隙間を通じて嵌合空間にセメント分が流入することを確実に防止できる。
【発明の効果】
【0018】
本発明のセグメントの製造方法によれば、従来の蓋部材を嵌合させて嵌合空間にセメント分が流入することを防止したセグメントの製造方法と比較して、シール部材を取り除く必要がないため、製造効率の低下を招くことがないとともに産業廃棄物として処分する必要をなくすことができ、また、ネジ穴などの雌型継手の加工が不要になるため、雌型継手のコスト高を招くことをも解消でき、簡便で確実に嵌合空間へのセメント分の流入を防止できる。
【発明を実施するための最良の形態】
【0019】
以下、図1から図13を参照し、本発明の一実施形態に係るセグメントの製造方法について説明する。本実施形態は、例えばシールド工法等により掘削したトンネル内面に設置される覆工用のセグメントの製造方法に関し、特に水平コッター式の継手構造を備えるコンクリート製セグメントの製造方法に関するものである。
【0020】
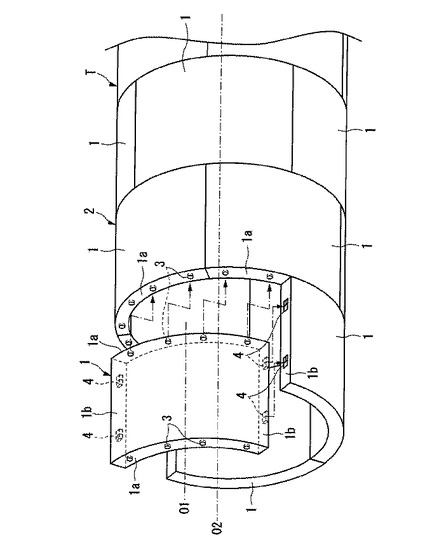
本実施形態のセグメント1は、図1に示すように、シールドマシンによって掘削したトンネルTの掘削内面の曲率半径と略等しい曲率半径を備える円弧盤状に形成されている。また、セグメント1は、周方向の周長が軸O1方向の幅よりも大きく形成されるとともに、径方向の厚さが周方向に沿って一定に形成されている。そして、このように形成された複数のセグメント1は、トンネルTの掘削内面に沿ってトンネルTの周方向に連続して設けられ、周方向の掘削内面を被覆しつつ支持する環状のセグメントリング体2を形成する。また、トンネルTの軸線O2方向に、セグメントリング体2が連続するように隣接されて、シールドマシンで掘削した掘削内面が複数のセグメント1で被覆されつつ支持される。
【0021】
ここで、トンネルTの軸線O2方向に隣接するセグメント1同士は、軸線O1方向に対向する端面(接合端面)1a同士が、それぞれの端面1aのセグメントの厚さ方向(径方向)略中央に設けられ、かつ周方向に所定の間隔をもって複数設けられたリング間継手3によって接合される。また、トンネルTの周方向に隣接するセグメント1同士は、周方向に対向する端面(接合端面)1b同士が、それぞれの端面1bのセグメント1の幅方向(軸線O2方向)の両端側にそれぞれ設けられた複数のセグメント間継手4によって接合される。
【0022】
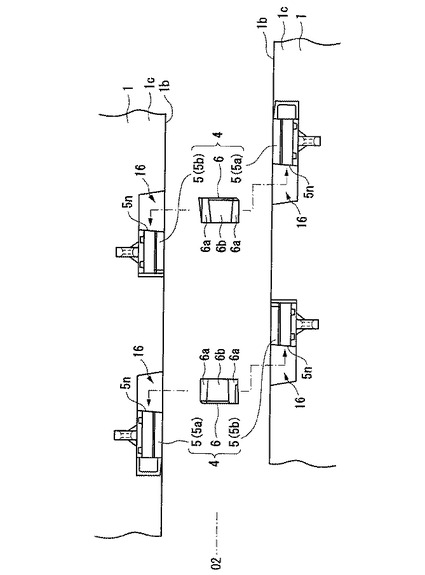
このトンネルTの周方向に隣接するセグメント1同士を接合する複数のセグメント間継手4は、図2に示すように、隣り合うセグメント1のそれぞれの接合端面1b側のコンクリート1c内に埋設された一対の雌型継手5と、隣り合うセグメント1の対向する一対の雌型継手5同士を連結する雄型継手6とで構成されている。
【0023】
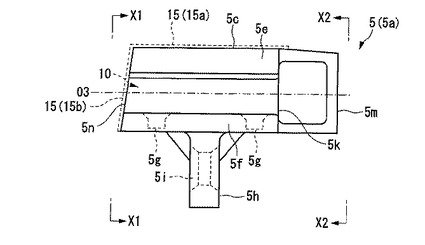
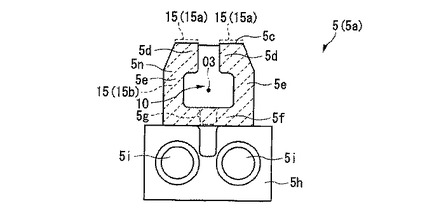
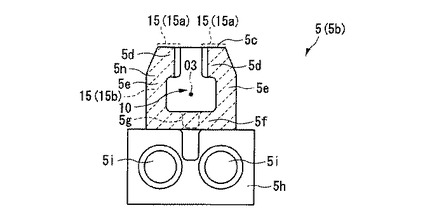
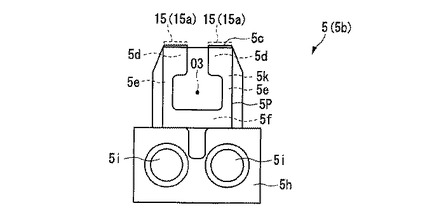
一対の雌型継手5(5a、5b)は、それぞれ、例えば鋳物などを断面略C型状に形成したC型継手であり、一方の雌型継手が先付け側雌型継手5aとされ、他方の雌型継手が嵌合側雌型継手5bとされている。各雌型継手5a、5bは、図2から図8に示すように(先付け側雌型継手5aを図3から図5に、嵌合側雌型継手5bを図6から図8に示す)、先端部(端部)5cに係止片部5dを有する鉤形に形成された一対の係止部5eが互いに対向するように配置され、一対の係止部5eの係止片部5dに対し反対側同士を連結部5fで連結して形成されている。そして、このような雌型継手5には、一対の係止部5eと連結部5fの内面で囲まれた嵌合空間10が形成され、この嵌合空間10を形成する内面がテーパー状に形成されている。
【0024】
また、雌型継手5には、連結部5fに、嵌合空間10を形成する内面に開口しこの内面から外面に向けて凹むネジ穴5gが、嵌合空間10の延設方向O3に所定の間隔をあけて2つ形成されている。さらに、連結部5fには、前記延設方向O3の略中央に外面から外側に延出する略矩形板状の延出部5hが設けられ、この延出部5hには、延設方向O3に直交する雌型継手5の側面視で、中心を挟む両側のそれぞれに貫通孔5iが形成されている。なお、この延出部5h及び貫通孔5iは、雌型継手5とセグメント1のコンクリート1cとの接合強度を確保するためのものである。
【0025】
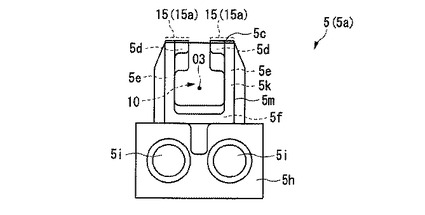
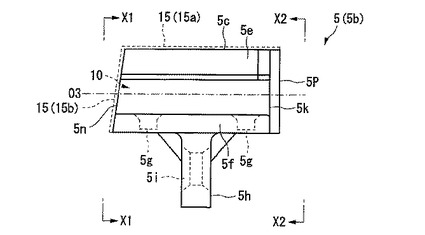
さらに、本実施形態において、一対の雌型継手5のうち、図3から図5に示す先付け側雌型継手5aには、一方の側端部5kに嵌合空間10と連通する収容空間を備え、嵌合空間10を閉塞させるように形成したバックアップ部材5mが設けられている。これにより、先付け側雌型継手5aは、両側端部5k、5nのうち他方の側端部(端部)5n側にのみ嵌合空間10が開口している。また、図6から図8に示す嵌合側雌型継手5bは、一方の側端部5kに嵌合空間10を閉塞させる閉塞部5pが設けられ、先付け側雌型継手5aと同様に、両側端部5k、5nのうち他方の側端部5n側にのみ嵌合空間10が開口している。
【0026】
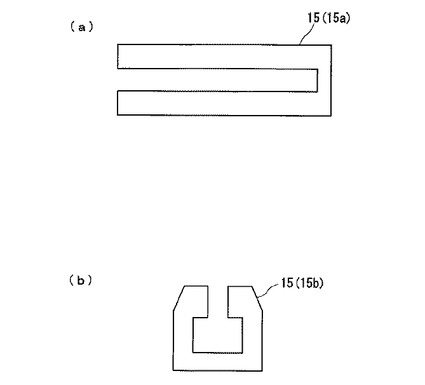
一方、各雌型継手5には、図3から図8に示すように、嵌合空間10が開口する先端部5cと他方の側端部5nに、シール部材15が取り付けられている。このシール部材15は、例えばポリエチレンフォームなどの発泡体を厚さ数mm程度のシート状に形成して構成されている。例えば図9(a)に示すように、先端部5cに取り付ける継手面用のシール部材15aは、先端部5cの継手面全面を被覆できるようコ字状に形成されている。また、例えば図9(b)に示すように、他方の側端部5nに取り付ける端面用のシール部材15bは、側端部5nの端面全面を被覆できるようC型状に形成されている。なお、これらのシール部材15(15a、15b)は、先端部5cや側端部5nと接する一面に接着性が付与され、この一面を先端部5cや側端部5nに貼り付けて、容易に取り付けることができる。
【0027】
そして、上記のように形成した雌型継手5は、図2に示すように、先端部5cをセグメント1の接合端面1b側に配し嵌合空間10をこの接合端面1bに開口させて、コンクリート1c内に埋設される。また、このとき、セグメント1には、雌型継手6を挿入するための挿入口16が雌型継手5の他方の側端部5n側の側近に形成され、この挿入口16と嵌合空間10が他方の側端部5n側で連通している。
【0028】
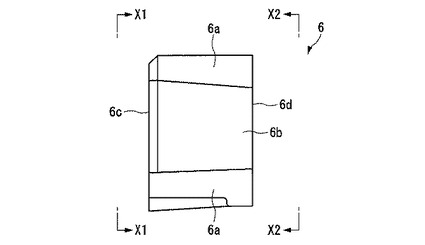
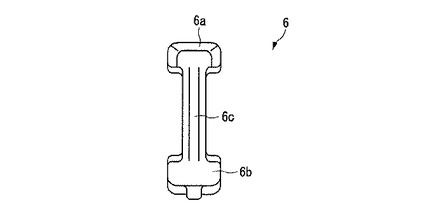
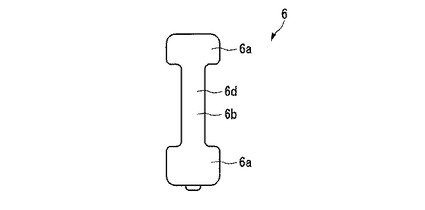
一方、雄型継手6は、図10から図12に示すように、互いに平行な一対のフランジ部6aを連結部6bにより連結して断面H型状に形成されている。また、各フランジ部6aの対向する内面が一方の側端6cから他方の側端6dに向かうに従い漸次内側に傾斜するテーパー状に形成されている。
【0029】
そして、隣り合うセグメント1同士を接合する際には、図2に示すように、雄型継手6の一方のフランジ部6aを挿入口16に挿入しつつ、接合する一方のセグメント1の雌型継手5の嵌合空間10に側端部5n側から嵌合させる。ついで、一方のセグメント1の接合端面1bから外側に突出した状態の雄型継手6の他方のフランジ部6aを、他方のセグメント1の挿入口16に挿入しつつ一方のセグメント1をトンネル軸線O2方向に移動させて、他方のセグメント1の雌型継手5に側端部5n側から嵌合させる。これにより、雄型継手6を介して、両雌型継手5(5a、5b)が連結されるとともに、隣り合うセグメント1同士が接合される。
【0030】
また、このように隣り合うセグメント1同士を接合する際には、各雌型継手5の先端部5cにシール部材15が取り付けられ、互いに接する接合端面1b同士の間に介装される。しかしながら、このシール部材15がシート状に形成されるとともに弾性を有して形成されているため、セグメント1同士の接合端面1b間にシール部材15に起因した隙間が生じることがなく、好適にセグメント1同士が所定の位置で接合される。
【0031】
ついで、上記の構成からなるセグメント1の製造方法を説明し、本実施形態のセグメント1の製造方法の作用及び効果について説明する。
【0032】
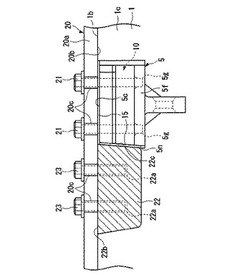
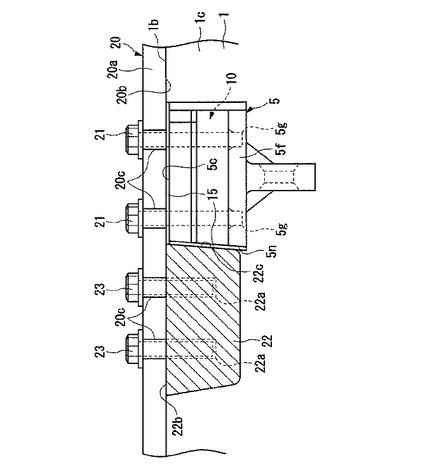
まず、セグメント1を製造するための円弧盤状の内空を形成するように型枠20を組み立てる。この型枠20は、図13に示すように、セグメント1の接合端面1bを形成する部分の端板20aが平面状の内面(型枠20の内面)20bを備えて形成されている。また、この端板20aの所定位置には、複数の穴部20cが形成されている。そして、雌型継手5の先端部5c及び他方の側端部5nにシール部材15を貼り付け、先端部5cに貼り付けたシール部材15を端板20aの内面20bに当接させて、すなわち先端部5c側の嵌合空間10の開口部を端板20aの内面20bに対向させるようにして、雌型継手5を配置する。ついで、ボルト21を型枠20の外側から穴部20cに挿通させるとともに雌型継手5の嵌合空間10内を先端部5c側から挿通させて、雌型継手5の連結部5fに形成したネジ穴5gに螺着させる。これにより、雌型継手5が型枠20内の所定位置に固定される。このとき、本実施形態においては、雌型継手5の先端部5cに弾性を有するシール部材15が取り付けられて、端板(型枠20)20aの内面20bとの間に介装されているため、ボルト21をネジ穴5gに螺着させるとともに、このシール部材15が弾性変形しつつ内面20bに密着し、雌型継手5の先端部5cと型枠20の内面20bの隙間を埋めた状態で、雌型継手5が型枠20内に設置される。
【0033】
ついで、上記のように雌型継手5を型枠20内に設置した段階で、雌型継手5の側近に、挿入口16を形成するための例えば断面略矩形の抜き型22を設置する。この抜き型22は、型枠20の外側から穴部20cに挿通したボルト23が螺着するネジ穴22aを備えており、ボルト23とネジ穴22aを螺着させることによって、型枠20内の所定位置に固定して設置される。また、ボルト23の螺着とともに、セグメント1の接合端面1bと同方向を向く一面22bが型枠20の内面20bに密着する。さらに、このとき、穴部20cを適正な位置に形成しておくことで、ボルト23をネジ穴22aに螺着させるとともに、抜き型22の一側面22cが雌型継手5の他方の側端部5nを適度に押圧するように設置される。これにより、雌型継手5の他方の側端部5nに取り付けたシール部材15が抜き型22の側面22cに当接しつつ押圧されて弾性変形し、抜き型22の一側面22cとこのシール部材15とが密着する。よって、雌型継手5の他方の側端部5nと抜き型22の側面22cの隙間が確実に埋められる。
【0034】
このように雌型継手5及び抜き型22を設置した段階で、型枠20内に鉄筋を配筋するとともにコンクリート1cを打設する。ここで、雌型継手5の嵌合空間10に発泡体や多孔体の蓋部材を予め嵌合させておき、この状態の雌型継手5を型枠20内に設置する従来のセグメントの製造方法では、雌型継手5の先端部5cと型枠20の内面20bの間に隙間が生じてしまう。このため、隙間にコンクリート1cのセメントミルクが侵入し、嵌合空間10を形成する雌型継手5の内面と蓋部材の外面との間に侵入して、嵌合空間10内にセメント分が流入してしまうという問題があった。また、型枠20内に打設したコンクリート1cが硬化して型枠20を取り外した段階で、嵌合空間10に嵌合させた蓋部材を取り除く必要があり、この蓋部材の取り除きの手間が掛かるとともに、取り除いた蓋部材を産業廃棄物として処分する必要が生じるという問題があった。
【0035】
これに対して、本実施形態では、雌型継手5の先端部5cや側端部5nにシール部材15を貼り付け、このシール部材15が型枠20の内面20b及び抜き型22の一側面22cに密着して、雌型継手5が設置される。このため、型枠20の内面20bや抜き型22の一側面22cと、先端部5cや側端部5nの隙間がシール部材15によって確実に閉塞され、型枠20内にコンクリート1cを打設した際に、コンクリート1cのセメントミルクが隙間に侵入することがなく、嵌合空間10へのセメント分の流れ込みが確実に防止される。
【0036】
また、このような嵌合空間10へのセメント分の侵入を防止するシール部材15が、雌型継手5の先端部5cや側端部5nに貼り付けて簡便に取り付けられるため、従来のセグメントの製造方法のように、雌型継手5に蓋部材を固定するためのネジ穴を形成する必要がなく、雌型継手5の高コスト化を招くことがない。
【0037】
さらに、シール部材15がシート状に形成され、且つ雌型継手5の先端部5cや側端部5nに取り付けて嵌合空間10の閉塞を防止するものであるため、すなわち従来のセグメントの製造方法のように嵌合空間10を埋めるように取り付けるものではないため、打設したコンクリート1cが硬化し型枠20を取り外した段階で、このシール部材15を取り除く必要がなく、セグメント1の製造効率が向上し、且つ産業廃棄物としての処分を必要としない。そして、このようなシール部材15が取り付けられたままでセグメント1をトンネルT内に設置する場合においても、シール部材15がシート状に形成され、且つ弾性を有しているため、セグメント1同士の間に介装した際に弾性変形し、隣り合うセグメント1の間に隙間が生じるようなことがない。
【0038】
したがって、本実施形態のセグメント1の製造方法によれば、雌型継手5の端部(先端部5c、側端部5n)に弾性を有するシール部材15を取り付け、このシール部材15が型枠20の内面20bに当接するように雌型継手5を型枠20内に設置することで、確実に雌型継手5の端部5cと型枠20の内面20bの隙間を埋めることができ、型枠20内にコンクリート1cを打設した際に、コンクリート1cのセメント分が隙間を通じて雌型継手5の嵌合空間10に流れ込むことを確実に防止できる。また、このようなシール部材15がシート状に形成され、且つ弾性を備えて形成されているため、トンネルT内にセグメント1を設置する際に弾性変形して隣り合うセグメント1同士の接合状態を好適に維持することができる。このため、製造時、すなわちコンクリート1cが硬化して型枠20を取り外した後に、シール部材15を取り除く必要がなく、産業廃棄物が発生することを防止できる。
【0039】
また、シール部材15が発泡体であることによって、確実に弾性を付与することができ、製造時に型枠20の内面20bに当接した状態で、確実に雌型継手5の端部5cと型枠20の内面20bの隙間を埋めることが可能になる。
【0040】
さらに、雌型継手5の側端部5nにシール部材15を取り付けることで、この側端部5nと抜き型22の間の隙間を埋めることができる。これにより、コンクリート1cを打設した際に、抜き型22と雌型継手5の側端部5nの隙間を通じて嵌合空間10にセメント分が流入することを確実に防止できる。
【0041】
よって、本発明のセグメント1の製造方法によれば、従来の嵌合空間10に蓋部材を嵌合させて嵌合空間10にセメント分が流入することを防止したセグメントの製造方法と比較し、製造効率の低下を招くことがないとともに産業廃棄物として処分する必要をなくすことができ、また、雌型継手のコスト高を招くことをも解消でき、簡便で確実に嵌合空間10へのセメント分の流入を防止できる。
【0042】
なお、本発明は、上記の一実施形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。例えば、本実施形態では、セグメント間継手に適用した水平コッター式の雌型継手の端部にシール部材を取り付け、この雌型継手の嵌合空間にセメント分が流入することを防止するものとしたが、本発明は、リング間継手を含め、セグメントの接合端面に雄型継手が嵌合される嵌合空間を開口させるように設置されるあらゆる雌型継手を備えるセグメントに適用することができ、継手構造の構成が異なる場合においても、本実施形態のように、嵌合空間が開口する雌型継手の端部にシール部材を取り付けることで、嵌合空間へのセメント分の流入を防止することが可能である。
【図面の簡単な説明】
【0043】
【図1】本発明の一実施形態に係るセグメントをトンネル内に設置した状態を示す斜視図である。
【図2】セグメント同士を接合する雄型継手と雌型継手からなる継手構造を示す断面図である。
【図3】先付け側雌型継手を示す正面図である。
【図4】図3のX1−X1線矢視図である。
【図5】図3のX2−X2線矢視図である。
【図6】嵌合側雌型継手を示す正面図である。
【図7】図6のX1−X1線矢視図である。
【図8】図6のX2−X2線矢視図である。
【図9】本発明の一実施形態に係るセグメントの雌型継手に取り付けるシール材を示す図である。
【図10】雄型継手を示す正面図である。
【図11】図10のX1−X1線矢視図である。
【図12】図10のX2−X2線矢視図である。
【図13】本発明の一実施形態に係るセグメントの製造方法において、型枠内に雌型継手及び抜き型を設置した状態を示す図である。
【符号の説明】
【0044】
1 セグメント
1a 接合端面
1b 接合端面
1c コンクリート
2 セグメントリング体
3 リング間継手
4 セグメント間継手
5 雌型継手
5a 先付け側雌型継手
5b 嵌合側雌型継手
5c 先端部(端部)
5n 側端部(端部)
6 雄型継手
10 嵌合空間
15 シール部材
15a 継手面用のシール部材
15b 端面用のシール部材
16 挿入口
20 型枠
20a 端板
20b 内面
22 抜き型
22c 側面
T トンネル
【技術分野】
【0001】
本発明は、例えばシールド工法などによって掘削したトンネル内に設置されて覆工を形成するセグメントの製造方法に関する。
【背景技術】
【0002】
従来、例えばシールド工法などで掘削したトンネル内面には、掘削内面の曲率半径と略等しい曲率半径を備えた複数の円弧盤状のセグメントが周方向に連続して設けられ、周方向の掘削内面を被覆して支持する環状のセグメントリング体が形成される。そして、このような周方向の掘削内面を支持するセグメントリング体がトンネル軸線方向に連続するように接続されて、掘削内面を被覆支持するトンネルの覆工が形成される。このとき、隣接するセグメント同士は、雄型継手と雌型継手からなる継手構造を用いて一体に接合される。
【0003】
特にトンネル周方向に隣接するセグメント同士を接合するための継手構造(セグメント間継手)には、トンネル半径方向の負荷に対して大きな強度を確保することができ、且つセグメントの内面に凹凸が形成されないなどの利点から、いわゆる水平コッターと称される継手構造が用いられている。この水平コッター式の継手構造は、隣り合うセグメントのそれぞれの接合端面の対向位置に、断面略C型状のC型金具(雌型継手、C型継手)が、嵌合溝(嵌合空間)を接合端面に開口させ、且つトンネル軸線方向に延設させて、各セグメントに埋設される。そして、隣り合うセグメントのそれぞれのC型金具の嵌合溝に、断面略H型状のH型金具(雄型継手、H型継手)の両端部を嵌め込むことによって、H型金具を介してC型金具同士が連結され、セグメントの接合端面同士が接合される。
【0004】
一方で、水平コッター式の継手構造を用いたセグメントを製造する際には、円弧盤状の内空を形成するように型枠を組み立て、この型枠内の所定位置に、C型金具を型枠の内面と嵌合溝が開口する先端部を当接させるようにボルト等で固定して設置する。また、セグメントをトンネル内面に設置する際に、すなわちC型金具の嵌合溝が開口する側端部側からH型金具を嵌合させるための挿入口を形成するように、C型金具の側近部分に例えば断面矩形の抜き型を設置する。そして、型枠内に鉄筋を配筋するとともにコンクリートを打設し、コンクリートの硬化後に型枠を取り外して抜き型を取り除くと、嵌合溝が接合端面と挿入口に開口したC型金具がコンクリートに一体に埋設されたセグメントが形成される。
【0005】
しかしながら、C型金具が例えば鋳物などで形成されるため、寸法誤差が生じる場合が多々あり、C型金具をボルト等で型枠に固定した状態で、C型金具の端部と型枠の内面との間に隙間が生じる場合があった。このため、型枠内にコンクリートを打設した際に、セメントミルクが隙間を通じて嵌合溝内に流れ込み、嵌合溝がセメント分で閉塞されてしまうという問題があった。
【0006】
これに対し、例えば特許文献1に開示されたセグメントの製造方法では、予めC型金具の嵌合空間(係合空間)内に、例えば発泡ポリスチレン等の発泡体あるいはスポンジ等の多孔質体からなる蓋部材を嵌合させておき、この状態のC型金具を型枠内に設置するようにしている。この場合には、コンクリートを打設した際に、蓋部材で嵌合空間が埋められているため、C型金具の端部と型枠の内面の間の隙間に侵入したセメントミルクが嵌合空間内に流入することを防止できる。
【特許文献1】特開2001−300930号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、上記の特許文献1に開示されたセグメントの製造方法においては、型枠内に打設したコンクリートが硬化して型枠を取り外した段階で、嵌合空間を埋めた蓋部材を取り除く必要がある。このため、蓋部材の取り除きの手間が掛かり製造効率の低下を招くとともに、取り除いた蓋部材を産業廃棄物として処分する必要が生じてしまう。
【0008】
また、C型金具と型枠の間の隙間が閉塞されていないため、この隙間に侵入したセメントミルクが嵌合空間を形成するC型金具の内面と蓋部材の外面との間に侵入する場合があり、完全に嵌合空間へのセメント分の流入を阻止できないという問題があった。
【0009】
さらに、特許文献1に開示されたセグメントの製造方法では、蓋部材に穴部を形成するとともに、蓋部材を嵌合空間に嵌合させた状態でこの穴部と連通するネジ穴を接合金具に形成し、蓋部材の穴部に挿通させつつボルトをネジ穴に締結することで、嵌合空間内に蓋部材を固定するようにしている。このため、C型金具(雌型継手)にネジ穴を加工する必要が生じ、雌型継手のコスト高を招くという問題もあった。
【0010】
本発明は、上記事情を鑑み、雌型継手の嵌合空間内にコンクリートのセメント分が流入することを簡便に且つ確実に防止可能なセグメントの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記の目的を達するために、この発明は以下の手段を提供している。
【0012】
本発明のセグメントの製造方法は、隣り合うセグメント同士を接合するための雄型継手が嵌合する嵌合空間を前記セグメントの接合端面に開口させてコンクリート内に埋設状態で配置した雌型継手を備えるセグメントの製造方法であって、前記嵌合空間が開口する前記雌型継手の端部に弾性を有するシール部材を取り付け、該シール部材を前記セグメントの接合端面を形成する型枠の内面に当接させて前記雌型継手の端部と前記型枠の内面の隙間を埋めた状態で、前記雌型継手を前記型枠内に設置することを特徴とする。
【0013】
この発明においては、雌型継手の端部に弾性を有するシール部材を取り付け、このシール部材が型枠の内面に当接するように雌型継手を型枠内に設置することで、確実に雌型継手の端部と型枠の内面の隙間を埋めることができ、型枠内にコンクリートを打設した際に、コンクリートのセメント分が隙間を通じて雌型継手の嵌合空間に流れ込むことを確実に防止できる。また、このようなシール部材が弾性を備えて形成されているため、製造後のセグメントを設置する際に隣り合うセグメント同士の間に介装されても弾性変形して隣り合うセグメント同士の接合状態を好適に維持することができる。このため、製造時、すなわちコンクリートが硬化して型枠を取り外した後に、シール部材を取り除く必要がなく、産業廃棄物が発生することを防止できる。
【0014】
また、本発明のセグメントの製造方法においては、前記シール部材がシート状の発泡体であることが望ましい。
【0015】
この発明においては、シール部材がシート状に形成されることで、雌型継手の端部に残置した状態でセグメントを設置した場合においても、確実に隣り合うセグメント同士の接合状態を好適に維持することができる。また、このシール部材が発泡体であることによって、確実に弾性を付与することができ、製造時に型枠の内面に当接した状態で、確実に雌型継手の端部と型枠の内面の隙間を埋めることが可能になる。
【0016】
さらに、本発明のセグメントの製造方法においては、前記雌型継手が先端部と側端部にそれぞれ前記嵌合空間が開口するC型継手とされ、前記雄型継手が前記雌型継手の側端部側から前記嵌合空間に嵌合させるH型継手とされており、前記雌型継手の側近に、前記雄型継手を前記雌型継手の嵌合空間に嵌合させる際に前記雄型継手を前記雌型継手の側端部側に挿入するための挿入口を形成する抜き型が設置され、前記雌型継手の前記先端部と前記側端部にそれぞれ前記シール部材を取り付け、前記先端部の前記シール部材を前記型枠の内面に当接させるとともに、前記側端部に取り付けた前記シール部材を前記抜き型の側面に当接させて、前記雌型継手の先端部と前記型枠の内面及び前記雌型継手の側端部と前記抜き型の側面の隙間をそれぞれ埋めた状態で、前記雌型継手を前記型枠内に設置することが望ましい。
【0017】
この発明においては、水平コッター式の継手構造を適用し、雄型継手を挿入するための挿入口を形成するような場合においても、雌型継手の側端部にシール部材を取り付けることで、この側端部と抜き型の間の隙間を埋めることができる。これにより、コンクリートを打設した際に、抜き型と雌型継手の側端部の隙間を通じて嵌合空間にセメント分が流入することを確実に防止できる。
【発明の効果】
【0018】
本発明のセグメントの製造方法によれば、従来の蓋部材を嵌合させて嵌合空間にセメント分が流入することを防止したセグメントの製造方法と比較して、シール部材を取り除く必要がないため、製造効率の低下を招くことがないとともに産業廃棄物として処分する必要をなくすことができ、また、ネジ穴などの雌型継手の加工が不要になるため、雌型継手のコスト高を招くことをも解消でき、簡便で確実に嵌合空間へのセメント分の流入を防止できる。
【発明を実施するための最良の形態】
【0019】
以下、図1から図13を参照し、本発明の一実施形態に係るセグメントの製造方法について説明する。本実施形態は、例えばシールド工法等により掘削したトンネル内面に設置される覆工用のセグメントの製造方法に関し、特に水平コッター式の継手構造を備えるコンクリート製セグメントの製造方法に関するものである。
【0020】
本実施形態のセグメント1は、図1に示すように、シールドマシンによって掘削したトンネルTの掘削内面の曲率半径と略等しい曲率半径を備える円弧盤状に形成されている。また、セグメント1は、周方向の周長が軸O1方向の幅よりも大きく形成されるとともに、径方向の厚さが周方向に沿って一定に形成されている。そして、このように形成された複数のセグメント1は、トンネルTの掘削内面に沿ってトンネルTの周方向に連続して設けられ、周方向の掘削内面を被覆しつつ支持する環状のセグメントリング体2を形成する。また、トンネルTの軸線O2方向に、セグメントリング体2が連続するように隣接されて、シールドマシンで掘削した掘削内面が複数のセグメント1で被覆されつつ支持される。
【0021】
ここで、トンネルTの軸線O2方向に隣接するセグメント1同士は、軸線O1方向に対向する端面(接合端面)1a同士が、それぞれの端面1aのセグメントの厚さ方向(径方向)略中央に設けられ、かつ周方向に所定の間隔をもって複数設けられたリング間継手3によって接合される。また、トンネルTの周方向に隣接するセグメント1同士は、周方向に対向する端面(接合端面)1b同士が、それぞれの端面1bのセグメント1の幅方向(軸線O2方向)の両端側にそれぞれ設けられた複数のセグメント間継手4によって接合される。
【0022】
このトンネルTの周方向に隣接するセグメント1同士を接合する複数のセグメント間継手4は、図2に示すように、隣り合うセグメント1のそれぞれの接合端面1b側のコンクリート1c内に埋設された一対の雌型継手5と、隣り合うセグメント1の対向する一対の雌型継手5同士を連結する雄型継手6とで構成されている。
【0023】
一対の雌型継手5(5a、5b)は、それぞれ、例えば鋳物などを断面略C型状に形成したC型継手であり、一方の雌型継手が先付け側雌型継手5aとされ、他方の雌型継手が嵌合側雌型継手5bとされている。各雌型継手5a、5bは、図2から図8に示すように(先付け側雌型継手5aを図3から図5に、嵌合側雌型継手5bを図6から図8に示す)、先端部(端部)5cに係止片部5dを有する鉤形に形成された一対の係止部5eが互いに対向するように配置され、一対の係止部5eの係止片部5dに対し反対側同士を連結部5fで連結して形成されている。そして、このような雌型継手5には、一対の係止部5eと連結部5fの内面で囲まれた嵌合空間10が形成され、この嵌合空間10を形成する内面がテーパー状に形成されている。
【0024】
また、雌型継手5には、連結部5fに、嵌合空間10を形成する内面に開口しこの内面から外面に向けて凹むネジ穴5gが、嵌合空間10の延設方向O3に所定の間隔をあけて2つ形成されている。さらに、連結部5fには、前記延設方向O3の略中央に外面から外側に延出する略矩形板状の延出部5hが設けられ、この延出部5hには、延設方向O3に直交する雌型継手5の側面視で、中心を挟む両側のそれぞれに貫通孔5iが形成されている。なお、この延出部5h及び貫通孔5iは、雌型継手5とセグメント1のコンクリート1cとの接合強度を確保するためのものである。
【0025】
さらに、本実施形態において、一対の雌型継手5のうち、図3から図5に示す先付け側雌型継手5aには、一方の側端部5kに嵌合空間10と連通する収容空間を備え、嵌合空間10を閉塞させるように形成したバックアップ部材5mが設けられている。これにより、先付け側雌型継手5aは、両側端部5k、5nのうち他方の側端部(端部)5n側にのみ嵌合空間10が開口している。また、図6から図8に示す嵌合側雌型継手5bは、一方の側端部5kに嵌合空間10を閉塞させる閉塞部5pが設けられ、先付け側雌型継手5aと同様に、両側端部5k、5nのうち他方の側端部5n側にのみ嵌合空間10が開口している。
【0026】
一方、各雌型継手5には、図3から図8に示すように、嵌合空間10が開口する先端部5cと他方の側端部5nに、シール部材15が取り付けられている。このシール部材15は、例えばポリエチレンフォームなどの発泡体を厚さ数mm程度のシート状に形成して構成されている。例えば図9(a)に示すように、先端部5cに取り付ける継手面用のシール部材15aは、先端部5cの継手面全面を被覆できるようコ字状に形成されている。また、例えば図9(b)に示すように、他方の側端部5nに取り付ける端面用のシール部材15bは、側端部5nの端面全面を被覆できるようC型状に形成されている。なお、これらのシール部材15(15a、15b)は、先端部5cや側端部5nと接する一面に接着性が付与され、この一面を先端部5cや側端部5nに貼り付けて、容易に取り付けることができる。
【0027】
そして、上記のように形成した雌型継手5は、図2に示すように、先端部5cをセグメント1の接合端面1b側に配し嵌合空間10をこの接合端面1bに開口させて、コンクリート1c内に埋設される。また、このとき、セグメント1には、雌型継手6を挿入するための挿入口16が雌型継手5の他方の側端部5n側の側近に形成され、この挿入口16と嵌合空間10が他方の側端部5n側で連通している。
【0028】
一方、雄型継手6は、図10から図12に示すように、互いに平行な一対のフランジ部6aを連結部6bにより連結して断面H型状に形成されている。また、各フランジ部6aの対向する内面が一方の側端6cから他方の側端6dに向かうに従い漸次内側に傾斜するテーパー状に形成されている。
【0029】
そして、隣り合うセグメント1同士を接合する際には、図2に示すように、雄型継手6の一方のフランジ部6aを挿入口16に挿入しつつ、接合する一方のセグメント1の雌型継手5の嵌合空間10に側端部5n側から嵌合させる。ついで、一方のセグメント1の接合端面1bから外側に突出した状態の雄型継手6の他方のフランジ部6aを、他方のセグメント1の挿入口16に挿入しつつ一方のセグメント1をトンネル軸線O2方向に移動させて、他方のセグメント1の雌型継手5に側端部5n側から嵌合させる。これにより、雄型継手6を介して、両雌型継手5(5a、5b)が連結されるとともに、隣り合うセグメント1同士が接合される。
【0030】
また、このように隣り合うセグメント1同士を接合する際には、各雌型継手5の先端部5cにシール部材15が取り付けられ、互いに接する接合端面1b同士の間に介装される。しかしながら、このシール部材15がシート状に形成されるとともに弾性を有して形成されているため、セグメント1同士の接合端面1b間にシール部材15に起因した隙間が生じることがなく、好適にセグメント1同士が所定の位置で接合される。
【0031】
ついで、上記の構成からなるセグメント1の製造方法を説明し、本実施形態のセグメント1の製造方法の作用及び効果について説明する。
【0032】
まず、セグメント1を製造するための円弧盤状の内空を形成するように型枠20を組み立てる。この型枠20は、図13に示すように、セグメント1の接合端面1bを形成する部分の端板20aが平面状の内面(型枠20の内面)20bを備えて形成されている。また、この端板20aの所定位置には、複数の穴部20cが形成されている。そして、雌型継手5の先端部5c及び他方の側端部5nにシール部材15を貼り付け、先端部5cに貼り付けたシール部材15を端板20aの内面20bに当接させて、すなわち先端部5c側の嵌合空間10の開口部を端板20aの内面20bに対向させるようにして、雌型継手5を配置する。ついで、ボルト21を型枠20の外側から穴部20cに挿通させるとともに雌型継手5の嵌合空間10内を先端部5c側から挿通させて、雌型継手5の連結部5fに形成したネジ穴5gに螺着させる。これにより、雌型継手5が型枠20内の所定位置に固定される。このとき、本実施形態においては、雌型継手5の先端部5cに弾性を有するシール部材15が取り付けられて、端板(型枠20)20aの内面20bとの間に介装されているため、ボルト21をネジ穴5gに螺着させるとともに、このシール部材15が弾性変形しつつ内面20bに密着し、雌型継手5の先端部5cと型枠20の内面20bの隙間を埋めた状態で、雌型継手5が型枠20内に設置される。
【0033】
ついで、上記のように雌型継手5を型枠20内に設置した段階で、雌型継手5の側近に、挿入口16を形成するための例えば断面略矩形の抜き型22を設置する。この抜き型22は、型枠20の外側から穴部20cに挿通したボルト23が螺着するネジ穴22aを備えており、ボルト23とネジ穴22aを螺着させることによって、型枠20内の所定位置に固定して設置される。また、ボルト23の螺着とともに、セグメント1の接合端面1bと同方向を向く一面22bが型枠20の内面20bに密着する。さらに、このとき、穴部20cを適正な位置に形成しておくことで、ボルト23をネジ穴22aに螺着させるとともに、抜き型22の一側面22cが雌型継手5の他方の側端部5nを適度に押圧するように設置される。これにより、雌型継手5の他方の側端部5nに取り付けたシール部材15が抜き型22の側面22cに当接しつつ押圧されて弾性変形し、抜き型22の一側面22cとこのシール部材15とが密着する。よって、雌型継手5の他方の側端部5nと抜き型22の側面22cの隙間が確実に埋められる。
【0034】
このように雌型継手5及び抜き型22を設置した段階で、型枠20内に鉄筋を配筋するとともにコンクリート1cを打設する。ここで、雌型継手5の嵌合空間10に発泡体や多孔体の蓋部材を予め嵌合させておき、この状態の雌型継手5を型枠20内に設置する従来のセグメントの製造方法では、雌型継手5の先端部5cと型枠20の内面20bの間に隙間が生じてしまう。このため、隙間にコンクリート1cのセメントミルクが侵入し、嵌合空間10を形成する雌型継手5の内面と蓋部材の外面との間に侵入して、嵌合空間10内にセメント分が流入してしまうという問題があった。また、型枠20内に打設したコンクリート1cが硬化して型枠20を取り外した段階で、嵌合空間10に嵌合させた蓋部材を取り除く必要があり、この蓋部材の取り除きの手間が掛かるとともに、取り除いた蓋部材を産業廃棄物として処分する必要が生じるという問題があった。
【0035】
これに対して、本実施形態では、雌型継手5の先端部5cや側端部5nにシール部材15を貼り付け、このシール部材15が型枠20の内面20b及び抜き型22の一側面22cに密着して、雌型継手5が設置される。このため、型枠20の内面20bや抜き型22の一側面22cと、先端部5cや側端部5nの隙間がシール部材15によって確実に閉塞され、型枠20内にコンクリート1cを打設した際に、コンクリート1cのセメントミルクが隙間に侵入することがなく、嵌合空間10へのセメント分の流れ込みが確実に防止される。
【0036】
また、このような嵌合空間10へのセメント分の侵入を防止するシール部材15が、雌型継手5の先端部5cや側端部5nに貼り付けて簡便に取り付けられるため、従来のセグメントの製造方法のように、雌型継手5に蓋部材を固定するためのネジ穴を形成する必要がなく、雌型継手5の高コスト化を招くことがない。
【0037】
さらに、シール部材15がシート状に形成され、且つ雌型継手5の先端部5cや側端部5nに取り付けて嵌合空間10の閉塞を防止するものであるため、すなわち従来のセグメントの製造方法のように嵌合空間10を埋めるように取り付けるものではないため、打設したコンクリート1cが硬化し型枠20を取り外した段階で、このシール部材15を取り除く必要がなく、セグメント1の製造効率が向上し、且つ産業廃棄物としての処分を必要としない。そして、このようなシール部材15が取り付けられたままでセグメント1をトンネルT内に設置する場合においても、シール部材15がシート状に形成され、且つ弾性を有しているため、セグメント1同士の間に介装した際に弾性変形し、隣り合うセグメント1の間に隙間が生じるようなことがない。
【0038】
したがって、本実施形態のセグメント1の製造方法によれば、雌型継手5の端部(先端部5c、側端部5n)に弾性を有するシール部材15を取り付け、このシール部材15が型枠20の内面20bに当接するように雌型継手5を型枠20内に設置することで、確実に雌型継手5の端部5cと型枠20の内面20bの隙間を埋めることができ、型枠20内にコンクリート1cを打設した際に、コンクリート1cのセメント分が隙間を通じて雌型継手5の嵌合空間10に流れ込むことを確実に防止できる。また、このようなシール部材15がシート状に形成され、且つ弾性を備えて形成されているため、トンネルT内にセグメント1を設置する際に弾性変形して隣り合うセグメント1同士の接合状態を好適に維持することができる。このため、製造時、すなわちコンクリート1cが硬化して型枠20を取り外した後に、シール部材15を取り除く必要がなく、産業廃棄物が発生することを防止できる。
【0039】
また、シール部材15が発泡体であることによって、確実に弾性を付与することができ、製造時に型枠20の内面20bに当接した状態で、確実に雌型継手5の端部5cと型枠20の内面20bの隙間を埋めることが可能になる。
【0040】
さらに、雌型継手5の側端部5nにシール部材15を取り付けることで、この側端部5nと抜き型22の間の隙間を埋めることができる。これにより、コンクリート1cを打設した際に、抜き型22と雌型継手5の側端部5nの隙間を通じて嵌合空間10にセメント分が流入することを確実に防止できる。
【0041】
よって、本発明のセグメント1の製造方法によれば、従来の嵌合空間10に蓋部材を嵌合させて嵌合空間10にセメント分が流入することを防止したセグメントの製造方法と比較し、製造効率の低下を招くことがないとともに産業廃棄物として処分する必要をなくすことができ、また、雌型継手のコスト高を招くことをも解消でき、簡便で確実に嵌合空間10へのセメント分の流入を防止できる。
【0042】
なお、本発明は、上記の一実施形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。例えば、本実施形態では、セグメント間継手に適用した水平コッター式の雌型継手の端部にシール部材を取り付け、この雌型継手の嵌合空間にセメント分が流入することを防止するものとしたが、本発明は、リング間継手を含め、セグメントの接合端面に雄型継手が嵌合される嵌合空間を開口させるように設置されるあらゆる雌型継手を備えるセグメントに適用することができ、継手構造の構成が異なる場合においても、本実施形態のように、嵌合空間が開口する雌型継手の端部にシール部材を取り付けることで、嵌合空間へのセメント分の流入を防止することが可能である。
【図面の簡単な説明】
【0043】
【図1】本発明の一実施形態に係るセグメントをトンネル内に設置した状態を示す斜視図である。
【図2】セグメント同士を接合する雄型継手と雌型継手からなる継手構造を示す断面図である。
【図3】先付け側雌型継手を示す正面図である。
【図4】図3のX1−X1線矢視図である。
【図5】図3のX2−X2線矢視図である。
【図6】嵌合側雌型継手を示す正面図である。
【図7】図6のX1−X1線矢視図である。
【図8】図6のX2−X2線矢視図である。
【図9】本発明の一実施形態に係るセグメントの雌型継手に取り付けるシール材を示す図である。
【図10】雄型継手を示す正面図である。
【図11】図10のX1−X1線矢視図である。
【図12】図10のX2−X2線矢視図である。
【図13】本発明の一実施形態に係るセグメントの製造方法において、型枠内に雌型継手及び抜き型を設置した状態を示す図である。
【符号の説明】
【0044】
1 セグメント
1a 接合端面
1b 接合端面
1c コンクリート
2 セグメントリング体
3 リング間継手
4 セグメント間継手
5 雌型継手
5a 先付け側雌型継手
5b 嵌合側雌型継手
5c 先端部(端部)
5n 側端部(端部)
6 雄型継手
10 嵌合空間
15 シール部材
15a 継手面用のシール部材
15b 端面用のシール部材
16 挿入口
20 型枠
20a 端板
20b 内面
22 抜き型
22c 側面
T トンネル
【特許請求の範囲】
【請求項1】
隣り合うセグメント同士を接合するための雄型継手が嵌合する嵌合空間を前記セグメントの接合端面に開口させてコンクリート内に埋設状態で配置した雌型継手を備えるセグメントの製造方法であって、
前記嵌合空間が開口する前記雌型継手の端部に弾性を有するシール部材を取り付け、該シール部材を前記セグメントの接合端面を形成する型枠の内面に当接させて前記雌型継手の端部と前記型枠の内面の隙間を埋めた状態で、前記雌型継手を前記型枠内に設置することを特徴とするセグメントの製造方法。
【請求項2】
請求項1記載のセグメントの製造方法において、
前記シール部材がシート状の発泡体であることを特徴とするセグメントの製造方法。
【請求項3】
請求項1または請求項2に記載のセグメントの製造方法において、
前記雌型継手が先端部と側端部にそれぞれ前記嵌合空間が開口するC型継手とされ、前記雄型継手が前記雌型継手の側端部側から前記嵌合空間に嵌合させるH型継手とされており、前記雌型継手の側近に、前記雄型継手を前記雌型継手の嵌合空間に嵌合させる際に前記雄型継手を前記雌型継手の側端部側に挿入するための挿入口を形成する抜き型が設置され、
前記雌型継手の前記先端部と前記側端部にそれぞれ前記シール部材を取り付け、前記先端部の前記シール部材を前記型枠の内面に当接させるとともに、前記側端部に取り付けた前記シール部材を前記抜き型の側面に当接させて、前記雌型継手の先端部と前記型枠の内面及び前記雌型継手の側端部と前記抜き型の側面の隙間をそれぞれ埋めた状態で、前記雌型継手を前記型枠内に設置することを特徴とするセグメントの製造方法。
【請求項1】
隣り合うセグメント同士を接合するための雄型継手が嵌合する嵌合空間を前記セグメントの接合端面に開口させてコンクリート内に埋設状態で配置した雌型継手を備えるセグメントの製造方法であって、
前記嵌合空間が開口する前記雌型継手の端部に弾性を有するシール部材を取り付け、該シール部材を前記セグメントの接合端面を形成する型枠の内面に当接させて前記雌型継手の端部と前記型枠の内面の隙間を埋めた状態で、前記雌型継手を前記型枠内に設置することを特徴とするセグメントの製造方法。
【請求項2】
請求項1記載のセグメントの製造方法において、
前記シール部材がシート状の発泡体であることを特徴とするセグメントの製造方法。
【請求項3】
請求項1または請求項2に記載のセグメントの製造方法において、
前記雌型継手が先端部と側端部にそれぞれ前記嵌合空間が開口するC型継手とされ、前記雄型継手が前記雌型継手の側端部側から前記嵌合空間に嵌合させるH型継手とされており、前記雌型継手の側近に、前記雄型継手を前記雌型継手の嵌合空間に嵌合させる際に前記雄型継手を前記雌型継手の側端部側に挿入するための挿入口を形成する抜き型が設置され、
前記雌型継手の前記先端部と前記側端部にそれぞれ前記シール部材を取り付け、前記先端部の前記シール部材を前記型枠の内面に当接させるとともに、前記側端部に取り付けた前記シール部材を前記抜き型の側面に当接させて、前記雌型継手の先端部と前記型枠の内面及び前記雌型継手の側端部と前記抜き型の側面の隙間をそれぞれ埋めた状態で、前記雌型継手を前記型枠内に設置することを特徴とするセグメントの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2008−106495(P2008−106495A)
【公開日】平成20年5月8日(2008.5.8)
【国際特許分類】
【出願番号】特願2006−289652(P2006−289652)
【出願日】平成18年10月25日(2006.10.25)
【出願人】(000198307)石川島建材工業株式会社 (139)
【Fターム(参考)】
【公開日】平成20年5月8日(2008.5.8)
【国際特許分類】
【出願日】平成18年10月25日(2006.10.25)
【出願人】(000198307)石川島建材工業株式会社 (139)
【Fターム(参考)】
[ Back to top ]