
セラミック部品用保持具及びセラミック部品の取り扱い方法

【課題】ダイシング工程等でそのまま使用して作業の迅速化を実現できるセラミック部品用保持具及びセラミック部品の取り扱い方法を提供する。
【解決手段】積層されたセラミックキャパシタアレイ1を中空部に収容可能な保持フレーム10と、この保持フレーム10に支持されてセラミックキャパシタアレイ1を着脱自在に粘着保持する可撓性の粘着保持層20とを備えたセラミック部品用保持具であり、保持フレーム10を、中空部を区画するエンドレスの内フレーム11と、この内フレーム11に着脱自在に嵌合するエンドレスの外フレーム13とから形成し、これら内フレーム11と外フレーム13とをそれぞれ1.0〜2.8mmの厚さに形成してその間には粘着保持層20の周縁部を挟持させ、外フレーム13の外周縁部の前後左右をそれぞれ直線的に切り欠く。
【解決手段】積層されたセラミックキャパシタアレイ1を中空部に収容可能な保持フレーム10と、この保持フレーム10に支持されてセラミックキャパシタアレイ1を着脱自在に粘着保持する可撓性の粘着保持層20とを備えたセラミック部品用保持具であり、保持フレーム10を、中空部を区画するエンドレスの内フレーム11と、この内フレーム11に着脱自在に嵌合するエンドレスの外フレーム13とから形成し、これら内フレーム11と外フレーム13とをそれぞれ1.0〜2.8mmの厚さに形成してその間には粘着保持層20の周縁部を挟持させ、外フレーム13の外周縁部の前後左右をそれぞれ直線的に切り欠く。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製造工程でセラミック部品を収容、保管、加工、処理、搬送等する際に使用されるセラミック部品用保持具及びセラミック部品の取り扱い方法に関するものである。
【背景技術】
【0002】
従来におけるセラミック部品用保持具は、図示しないが、積層されたセラミックキャパシタアレイを中空部に収容可能な保持フレームと、この保持フレームに支持されてセラミックキャパシタアレイを着脱自在に粘着保持する可撓性の粘着保持層とを備え、セラミックキャパシタの製造工程で使用される(特許文献1参照)。
【0003】
保持フレームは、平面リング形の内フレームと、この内フレームに着脱自在に嵌合する平面リング形の外フレームとを備え、強度を確保する観点から7mm程度の厚肉に形成されている。これら内フレームと外フレームとの間には、粘着保持層の周縁部が挟持される。粘着保持層は、自己粘着性の材料(例えば、アクリル系やUV系等の材料)により形成され、保持フレームの内フレームと外フレームとの間に挟持されて余剰部がカットされたり、余剰部を有しない所定の大きさの円形に予め形成される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平09‐129485号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来におけるセラミック部品用保持具は、以上のように構成され、保持フレームが厚肉なので、セラミックキャパシタの製造工程、例えばセラミックキャパシタアレイをダイシングするダイシング工程で使用するのに支障を来たし、その場合には、別の治具にセラミックキャパシタアレイを移し替えなければならないので、作業の複雑化や遅延を招くおそれがある。
【0006】
本発明は上記に鑑みなされたもので、ダイシング工程等でそのまま使用して作業の迅速化を図ることのできるセラミック部品用保持具及びセラミック部品の取り扱い方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明においては上記課題を解決するため、セラミック部品を中空部に収容可能な保持フレームと、この保持フレームに支持されてセラミック部品を着脱自在に粘着保持する可撓性の粘着保持層とを備えた保持具であって、
保持フレームを、中空部を区画するエンドレスの内フレームと、この内フレームに着脱自在に嵌合するエンドレスの外フレームとから形成するとともに、これら内フレームと外フレームとをそれぞれ1.0〜2.8mmの厚さに形成してその間には粘着保持層の周縁部を挟み、外フレームの外周縁部の前後左右をそれぞれ直線的に切り欠いたことを特徴としている。
【0008】
なお、保持フレームの内フレームと外フレームとの相対向する対向壁のいずれか一方に凹部を、他方には凸部をそれぞれ形成し、これら凹部と凸部とを粘着保持層の周縁部を介して嵌合可能とすることが好ましい。
【0009】
また、本発明においては上記課題を解決するため、請求項1又は2記載のセラミック部品用保持具にセラミック部品を保持させて取り扱う取り扱い方法であって、
保持フレームの内フレームと外フレームとを嵌合してこれらの間には粘着保持層の周縁部を挟み持たせ、この粘着保持層にセラミック部品群を粘着保持させて保持フレームの中空部に位置させ、セラミック部品群をダイシングして複数のセラミック部品を分割形成することを特徴としている。
【0010】
ここで、特許請求の範囲におけるセラミック部品は、少なくともセラミック製の各種電子部品を単数複数含み、一体のグループや群をなしていても良い。このセラミック部品には、例えばセラミック製のキャパシタやチップ等が該当する。また、保持フレームの内フレームと外フレームとは、リング形や枠形等の形状にすることができる。粘着保持層は、透明、不透明、半透明を特に問うものではない。さらに、本発明に係るセラミック部品用保持具は、ダイシング工程の他、各種の加工処理工程やピックアップ工程等でも使用することができる。
【0011】
本発明によれば、保持フレームを薄肉化してその内フレームや外フレームを1.0〜2.8mmの薄さとするので、保持フレームにセラミック部品やセラミック部品群を粘着保持層を介し保持していても、製造途中でセラミック部品やセラミック部品群を移し替える必要が少ない。
【発明の効果】
【0012】
本発明によれば、ダイシング工程等で保持フレームをそのまま使用して作業の迅速化を実現することができるという効果がある。
【0013】
また、請求項2記載の発明によれば、内フレームと外フレームの凹凸部を対向させて嵌め合わせるので、内フレームの表面と外フレームの表面の高さを略面一に揃えたり、粘着保持層の周縁部を容易に挟むことができ、しかも、簡易な構成で内フレーム又は外フレームの脱落を防ぐことができる。
また、請求項3記載の発明によれば、少なくともセラミック部品やセラミック部品群に対する所定の加工処理工程、例えばダイシング工程で保持フレームをそのまま使用することが可能になる。
【図面の簡単な説明】
【0014】
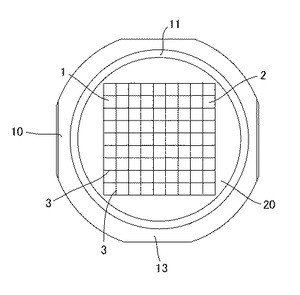
【図1】本発明に係るセラミック部品用保持具の実施形態におけるセラミックキャパシタアレイを粘着保持した状態を模式的に示す平面説明図である。
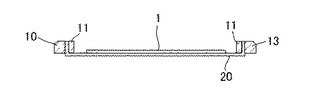
【図2】本発明に係るセラミック部品用保持具の実施形態におけるセラミックキャパシタアレイを粘着保持した状態を模式的に示す断面説明図である。
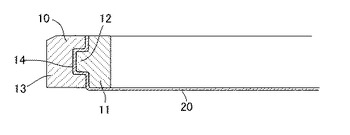
【図3】本発明に係るセラミック部品用保持具の実施形態における内フレームと外フレームの一部を模式的に示す部分断面説明図である。
【図4】本発明に係るセラミック部品用保持具の実施形態における保持フレームを模式的に示す平面説明図である。
【図5】本発明に係るセラミック部品用保持具の実施形態における保持フレームを模式的に示す裏面説明図である。
【図6】本発明に係るセラミック部品用保持具の実施形態における保持フレームを模式的に示す正面説明図である。
【図7】本発明に係るセラミック部品用保持具の実施形態における保持フレームを模式的に示す側面説明図である。
【図8】本発明に係るセラミック部品用保持具の実施形態における内フレームを模式的に示す平面説明図である。
【図9】本発明に係るセラミック部品用保持具の実施形態における内フレームを模式的に示す側面説明図である。
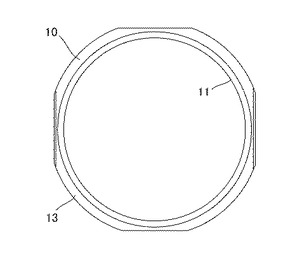
【図10】本発明に係るセラミック部品用保持具の実施形態における外フレームを模式的に示す平面説明図である。
【図11】本発明に係るセラミック部品用保持具の実施形態における外フレームを模式的に示す説明図である。
【発明を実施するための形態】
【0015】
以下、図面を参照して本発明の実施形態を説明すると、本実施形態におけるセラミック部品用保持具は、図1ないし図11に示すように、積層されたセラミックキャパシタアレイ1を中空部に収容可能な保持フレーム10と、この保持フレーム10に支持されてセラミックキャパシタアレイ1を着脱自在に粘着保持する可撓性の粘着保持層20とを備え、保持フレーム10を、中空部を区画するエンドレスの内フレーム11と、この内フレーム11に着脱自在に嵌合するエンドレスの外フレーム13とから形成し、これら内フレーム11と外フレーム13との間に粘着保持層20を挟持させるようにしている。
【0016】
セラミックキャパシタアレイ1は、図1に示すように、小型のセラミックキャパシタ2がXY方向に一体的に複数配列されることで形成される。このセラミックキャパシタアレイ1は、隣接するセラミックキャパシタ2とセラミックキャパシタ2との間にダイシング用の溝3が切り欠かれる。
【0017】
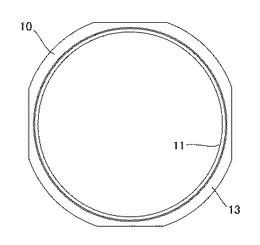
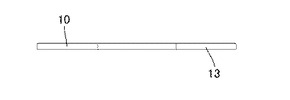
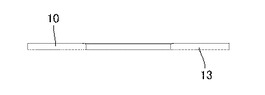
保持フレーム10は、図1ないし図7に示すように、略同じ高さ(肉厚)の内フレーム11と外フレーム13とにより分割可能なリング形の平板に形成され、従来よりも薄い所定の厚さ、具体的には1.0〜2.8mm、好ましくは1.2〜2.6mm程度の厚さに調整される。この保持フレーム10は、強度や剛性に優れる金属製の場合には、1.2〜1.5mm程度の厚さに調整され、樹脂製の場合には、強度や剛性、軽量化の要請を満たす観点から2.0〜2.6mmの厚さとされる。
【0018】
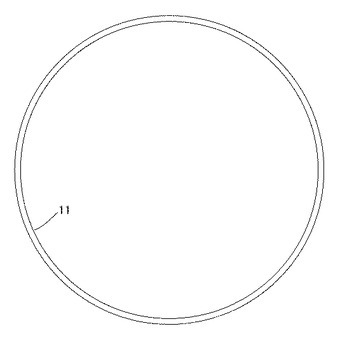
内フレーム11は、図3、図8や図9等に示すように、例えばセラミックキャパシタアレイ1よりも大きいリング形の平板に形成され、丸い中空部を区画する。この内フレーム11は、ステンレス、表面にメッキが施されて錆の発生を防止可能な材料、液晶ポリマー、ポリエーテルイミド、耐熱性を有する特殊なナイロン、熱硬化ポリエステル、エポキシ樹脂等により形成される。また、専用のテーブルや治具等を省略する観点から、1.0〜2.8mmの薄さに形成され、外周面に嵌合用の凸部12がエンドレスに突出して周設される。
【0019】
外フレーム13は、図3、図10や図11に示すように、例えば内フレーム11よりも大きい略リング形の平板に形成され、内周面には嵌合用の凹部14がエンドレスに凹んで周設されており、この凹部14が対向する内フレーム11の凸部12に粘着保持層20の周縁部を介して嵌合することにより、内フレーム11にフラットに整合される。
【0020】
外フレーム13は、例えばステンレス、表面にメッキが施されて錆の発生を防止可能な材料、液晶ポリマー、ポリエーテルイミド、耐熱性を有する特殊なナイロン、熱硬化ポリエステル、エポキシ樹脂等により形成される。また、専用のテーブルや治具等を省略するため、1.0〜2.8mmの薄さに形成され、外周縁部の前後左右がそれぞれ周方向に直線的に切り欠かれており、セラミックキャパシタアレイ1に対する加工処理作業時の位置決めの便宜が確保される。外フレーム13の外周縁部の表面両側は、半径外方向に向かうに従い徐々に下降するようそれぞれ僅かに傾斜形成される。
【0021】
粘着保持層20は、図1ないし図3に示すように、セラミックキャパシタアレイ1よりも大きい円形の薄膜に成形され、内フレーム11と外フレーム13との間、具体的には内フレーム11の凸部12と外フレーム13の凹部14とに周縁部が挟持されることにより、内フレーム11の開口下面を被覆する。この粘着保持層20は、例えばシリコーンゴム単体やフッ素ゴム等の透明のエラストマーにより形成され、内フレーム11の開口下面を被覆した被覆部の表面にセラミックキャパシタアレイ1を着脱自在に粘着保持する。
【0022】
上記構成において、製造工程でセラミック部品用保持具にセラミックキャパシタアレイ1を保持させて取り扱う場合には、先ず、保持フレーム10を形成する内フレーム11と外フレーム13とをそれぞれ用意し、内フレーム11の凸部12と外フレーム13の凹部14とを相互に密嵌してこれらの間に粘着保持層20の周縁部を挟持させ、保持フレーム10を組み合わせてその開口下面を粘着保持層20で被覆する。
【0023】
この際、内フレーム11と外フレーム13との間に粘着保持層20の周縁部を挟持させた後に食み出た余剰部をカットして除去しても良いし、粘着保持層20を余剰部を有しない所定の大きさの円形に予め裁断しておいても良い。また、内フレーム11と外フレーム13とを単に嵌合するのではなく、内フレーム11の凸部12と外フレーム13の凹部14とを相互に密嵌するので、内フレーム11と外フレーム13との表面高さを揃えたり、粘着保持層20の周縁部を容易に挟むことができ、しかも、簡易な構成で内フレーム11や外フレーム13の脱落防止が期待できる。
【0024】
保持フレーム10の開口下面を粘着保持層20で被覆したら、粘着保持層20の表面にセラミックキャパシタアレイ1を粘着保持させて保持フレーム10の中空部に位置させ、その後、ダイシング工程でセラミックキャパシタアレイ1を溝3に沿ってダイシングし、個々のセラミックキャパシタ2を分割形成すれば、一連の作業を終了することができる。
【0025】
なお、粘着保持層20が汚れて交換を要する場合には、内フレーム11と外フレーム13の嵌合を解除して分離すれば良い。こうすれば、内フレーム11、外フレーム13、及び粘着保持層20の関係が解消されるので、古い粘着保持層20を取り外して新規の粘着保持層20に迅速に交換することができる。
【0026】
上記構成によれば、保持フレーム10を従来よりも薄肉化して1.0〜2.8mmの厚さとするので、保持フレーム10の薄肉化に伴い、保持フレーム10の厚さで作業に支障を来たすことがなく、ダイシング工程で保持フレーム10をそのまま使用することができる。したがって、別の治具にセラミックキャパシタアレイ1を移し替える必要が全くなく、作業の複雑化や遅延を抑制防止することができる。また、保持フレーム10の厚さを吸収する専用のテーブルや治具等を使用する必要がないので、セラミックキャパシタアレイ1に関する加工処理作業の著しい簡素化を図ることができる。
【0027】
また、内フレーム11と外フレーム13との間に粘着保持層20の周縁部を介在するので、粘着保持層20をやや撓ませて取り付けることが可能となる。したがって、セラミックキャパシタアレイ1を緩やかに保持して破損や損傷のおそれを未然に防ぐことが可能となる。
【0028】
さらに、保持フレーム10に粘着保持層20を強固に粘着する必要がないので、セラミックキャパシタアレイ1には粘着するものの、保持フレーム10には粘着しない自己粘着性に乏しい弱粘着性の材料で粘着保持層20を形成することができる。よって、シリコーンゴム単体等からなる粘着保持層20を活用することができ、材料選択幅の拡大が大いに期待できる。
【0029】
なお、上記実施形態のセラミックキャパシタアレイ1にハンダペーストを塗布して焼成等する場合には、内フレーム11、外フレーム13、及び粘着保持層20に200℃以上、好ましくは250℃以上の耐熱性をそれぞれ付与して高温の環境下でも使用可能なようにしても良い。また、保持フレーム10の内フレーム11の凸部12と外フレーム13の凹部14とを相互に密嵌してこれらの間に粘着保持層20の周縁部を挟持させ、保持フレーム10の開口下面を粘着保持層20で被覆したが、必要に応じ、保持フレーム10の開口上面を粘着保持層20で被覆しても良い。
【0030】
また、上記実施形態では内フレーム11に凸部12を、外フレーム13に凹部14をそれぞれ形成したが、内フレーム11の外周面に凹部14を、外フレーム13の内周面に凸部12をそれぞれ形成して着脱自在に嵌合しても良い。また、内フレーム11の表面外周縁部を、半径外方向に向かうに従い徐々に下降するようそれぞれ僅かに傾斜形成することもできる。また、外フレーム13の外周縁部の前後左右をそれぞれ周方向に直線的に切り欠いたが、外周縁部の前方両側に位置決め溝をそれぞれ略V字形にさらに切り欠き、この左右一対の位置決め溝を相互に異なる形に形成することもできる。
【産業上の利用可能性】
【0031】
本発明に係るセラミック部品用保持具及びセラミック部品の取り扱い方法は、セラミック部品の製造分野で使用することができる。
【符号の説明】
【0032】
1 セラミックキャパシタアレイ(セラミック部品群)
2 セラミックキャパシタ(セラミック部品)
3 溝
10 保持フレーム
11 内フレーム
12 凸部
13 外フレーム
14 凹部
20 粘着保持層
【技術分野】
【0001】
本発明は、製造工程でセラミック部品を収容、保管、加工、処理、搬送等する際に使用されるセラミック部品用保持具及びセラミック部品の取り扱い方法に関するものである。
【背景技術】
【0002】
従来におけるセラミック部品用保持具は、図示しないが、積層されたセラミックキャパシタアレイを中空部に収容可能な保持フレームと、この保持フレームに支持されてセラミックキャパシタアレイを着脱自在に粘着保持する可撓性の粘着保持層とを備え、セラミックキャパシタの製造工程で使用される(特許文献1参照)。
【0003】
保持フレームは、平面リング形の内フレームと、この内フレームに着脱自在に嵌合する平面リング形の外フレームとを備え、強度を確保する観点から7mm程度の厚肉に形成されている。これら内フレームと外フレームとの間には、粘着保持層の周縁部が挟持される。粘着保持層は、自己粘着性の材料(例えば、アクリル系やUV系等の材料)により形成され、保持フレームの内フレームと外フレームとの間に挟持されて余剰部がカットされたり、余剰部を有しない所定の大きさの円形に予め形成される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平09‐129485号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来におけるセラミック部品用保持具は、以上のように構成され、保持フレームが厚肉なので、セラミックキャパシタの製造工程、例えばセラミックキャパシタアレイをダイシングするダイシング工程で使用するのに支障を来たし、その場合には、別の治具にセラミックキャパシタアレイを移し替えなければならないので、作業の複雑化や遅延を招くおそれがある。
【0006】
本発明は上記に鑑みなされたもので、ダイシング工程等でそのまま使用して作業の迅速化を図ることのできるセラミック部品用保持具及びセラミック部品の取り扱い方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明においては上記課題を解決するため、セラミック部品を中空部に収容可能な保持フレームと、この保持フレームに支持されてセラミック部品を着脱自在に粘着保持する可撓性の粘着保持層とを備えた保持具であって、
保持フレームを、中空部を区画するエンドレスの内フレームと、この内フレームに着脱自在に嵌合するエンドレスの外フレームとから形成するとともに、これら内フレームと外フレームとをそれぞれ1.0〜2.8mmの厚さに形成してその間には粘着保持層の周縁部を挟み、外フレームの外周縁部の前後左右をそれぞれ直線的に切り欠いたことを特徴としている。
【0008】
なお、保持フレームの内フレームと外フレームとの相対向する対向壁のいずれか一方に凹部を、他方には凸部をそれぞれ形成し、これら凹部と凸部とを粘着保持層の周縁部を介して嵌合可能とすることが好ましい。
【0009】
また、本発明においては上記課題を解決するため、請求項1又は2記載のセラミック部品用保持具にセラミック部品を保持させて取り扱う取り扱い方法であって、
保持フレームの内フレームと外フレームとを嵌合してこれらの間には粘着保持層の周縁部を挟み持たせ、この粘着保持層にセラミック部品群を粘着保持させて保持フレームの中空部に位置させ、セラミック部品群をダイシングして複数のセラミック部品を分割形成することを特徴としている。
【0010】
ここで、特許請求の範囲におけるセラミック部品は、少なくともセラミック製の各種電子部品を単数複数含み、一体のグループや群をなしていても良い。このセラミック部品には、例えばセラミック製のキャパシタやチップ等が該当する。また、保持フレームの内フレームと外フレームとは、リング形や枠形等の形状にすることができる。粘着保持層は、透明、不透明、半透明を特に問うものではない。さらに、本発明に係るセラミック部品用保持具は、ダイシング工程の他、各種の加工処理工程やピックアップ工程等でも使用することができる。
【0011】
本発明によれば、保持フレームを薄肉化してその内フレームや外フレームを1.0〜2.8mmの薄さとするので、保持フレームにセラミック部品やセラミック部品群を粘着保持層を介し保持していても、製造途中でセラミック部品やセラミック部品群を移し替える必要が少ない。
【発明の効果】
【0012】
本発明によれば、ダイシング工程等で保持フレームをそのまま使用して作業の迅速化を実現することができるという効果がある。
【0013】
また、請求項2記載の発明によれば、内フレームと外フレームの凹凸部を対向させて嵌め合わせるので、内フレームの表面と外フレームの表面の高さを略面一に揃えたり、粘着保持層の周縁部を容易に挟むことができ、しかも、簡易な構成で内フレーム又は外フレームの脱落を防ぐことができる。
また、請求項3記載の発明によれば、少なくともセラミック部品やセラミック部品群に対する所定の加工処理工程、例えばダイシング工程で保持フレームをそのまま使用することが可能になる。
【図面の簡単な説明】
【0014】
【図1】本発明に係るセラミック部品用保持具の実施形態におけるセラミックキャパシタアレイを粘着保持した状態を模式的に示す平面説明図である。
【図2】本発明に係るセラミック部品用保持具の実施形態におけるセラミックキャパシタアレイを粘着保持した状態を模式的に示す断面説明図である。
【図3】本発明に係るセラミック部品用保持具の実施形態における内フレームと外フレームの一部を模式的に示す部分断面説明図である。
【図4】本発明に係るセラミック部品用保持具の実施形態における保持フレームを模式的に示す平面説明図である。
【図5】本発明に係るセラミック部品用保持具の実施形態における保持フレームを模式的に示す裏面説明図である。
【図6】本発明に係るセラミック部品用保持具の実施形態における保持フレームを模式的に示す正面説明図である。
【図7】本発明に係るセラミック部品用保持具の実施形態における保持フレームを模式的に示す側面説明図である。
【図8】本発明に係るセラミック部品用保持具の実施形態における内フレームを模式的に示す平面説明図である。
【図9】本発明に係るセラミック部品用保持具の実施形態における内フレームを模式的に示す側面説明図である。
【図10】本発明に係るセラミック部品用保持具の実施形態における外フレームを模式的に示す平面説明図である。
【図11】本発明に係るセラミック部品用保持具の実施形態における外フレームを模式的に示す説明図である。
【発明を実施するための形態】
【0015】
以下、図面を参照して本発明の実施形態を説明すると、本実施形態におけるセラミック部品用保持具は、図1ないし図11に示すように、積層されたセラミックキャパシタアレイ1を中空部に収容可能な保持フレーム10と、この保持フレーム10に支持されてセラミックキャパシタアレイ1を着脱自在に粘着保持する可撓性の粘着保持層20とを備え、保持フレーム10を、中空部を区画するエンドレスの内フレーム11と、この内フレーム11に着脱自在に嵌合するエンドレスの外フレーム13とから形成し、これら内フレーム11と外フレーム13との間に粘着保持層20を挟持させるようにしている。
【0016】
セラミックキャパシタアレイ1は、図1に示すように、小型のセラミックキャパシタ2がXY方向に一体的に複数配列されることで形成される。このセラミックキャパシタアレイ1は、隣接するセラミックキャパシタ2とセラミックキャパシタ2との間にダイシング用の溝3が切り欠かれる。
【0017】
保持フレーム10は、図1ないし図7に示すように、略同じ高さ(肉厚)の内フレーム11と外フレーム13とにより分割可能なリング形の平板に形成され、従来よりも薄い所定の厚さ、具体的には1.0〜2.8mm、好ましくは1.2〜2.6mm程度の厚さに調整される。この保持フレーム10は、強度や剛性に優れる金属製の場合には、1.2〜1.5mm程度の厚さに調整され、樹脂製の場合には、強度や剛性、軽量化の要請を満たす観点から2.0〜2.6mmの厚さとされる。
【0018】
内フレーム11は、図3、図8や図9等に示すように、例えばセラミックキャパシタアレイ1よりも大きいリング形の平板に形成され、丸い中空部を区画する。この内フレーム11は、ステンレス、表面にメッキが施されて錆の発生を防止可能な材料、液晶ポリマー、ポリエーテルイミド、耐熱性を有する特殊なナイロン、熱硬化ポリエステル、エポキシ樹脂等により形成される。また、専用のテーブルや治具等を省略する観点から、1.0〜2.8mmの薄さに形成され、外周面に嵌合用の凸部12がエンドレスに突出して周設される。
【0019】
外フレーム13は、図3、図10や図11に示すように、例えば内フレーム11よりも大きい略リング形の平板に形成され、内周面には嵌合用の凹部14がエンドレスに凹んで周設されており、この凹部14が対向する内フレーム11の凸部12に粘着保持層20の周縁部を介して嵌合することにより、内フレーム11にフラットに整合される。
【0020】
外フレーム13は、例えばステンレス、表面にメッキが施されて錆の発生を防止可能な材料、液晶ポリマー、ポリエーテルイミド、耐熱性を有する特殊なナイロン、熱硬化ポリエステル、エポキシ樹脂等により形成される。また、専用のテーブルや治具等を省略するため、1.0〜2.8mmの薄さに形成され、外周縁部の前後左右がそれぞれ周方向に直線的に切り欠かれており、セラミックキャパシタアレイ1に対する加工処理作業時の位置決めの便宜が確保される。外フレーム13の外周縁部の表面両側は、半径外方向に向かうに従い徐々に下降するようそれぞれ僅かに傾斜形成される。
【0021】
粘着保持層20は、図1ないし図3に示すように、セラミックキャパシタアレイ1よりも大きい円形の薄膜に成形され、内フレーム11と外フレーム13との間、具体的には内フレーム11の凸部12と外フレーム13の凹部14とに周縁部が挟持されることにより、内フレーム11の開口下面を被覆する。この粘着保持層20は、例えばシリコーンゴム単体やフッ素ゴム等の透明のエラストマーにより形成され、内フレーム11の開口下面を被覆した被覆部の表面にセラミックキャパシタアレイ1を着脱自在に粘着保持する。
【0022】
上記構成において、製造工程でセラミック部品用保持具にセラミックキャパシタアレイ1を保持させて取り扱う場合には、先ず、保持フレーム10を形成する内フレーム11と外フレーム13とをそれぞれ用意し、内フレーム11の凸部12と外フレーム13の凹部14とを相互に密嵌してこれらの間に粘着保持層20の周縁部を挟持させ、保持フレーム10を組み合わせてその開口下面を粘着保持層20で被覆する。
【0023】
この際、内フレーム11と外フレーム13との間に粘着保持層20の周縁部を挟持させた後に食み出た余剰部をカットして除去しても良いし、粘着保持層20を余剰部を有しない所定の大きさの円形に予め裁断しておいても良い。また、内フレーム11と外フレーム13とを単に嵌合するのではなく、内フレーム11の凸部12と外フレーム13の凹部14とを相互に密嵌するので、内フレーム11と外フレーム13との表面高さを揃えたり、粘着保持層20の周縁部を容易に挟むことができ、しかも、簡易な構成で内フレーム11や外フレーム13の脱落防止が期待できる。
【0024】
保持フレーム10の開口下面を粘着保持層20で被覆したら、粘着保持層20の表面にセラミックキャパシタアレイ1を粘着保持させて保持フレーム10の中空部に位置させ、その後、ダイシング工程でセラミックキャパシタアレイ1を溝3に沿ってダイシングし、個々のセラミックキャパシタ2を分割形成すれば、一連の作業を終了することができる。
【0025】
なお、粘着保持層20が汚れて交換を要する場合には、内フレーム11と外フレーム13の嵌合を解除して分離すれば良い。こうすれば、内フレーム11、外フレーム13、及び粘着保持層20の関係が解消されるので、古い粘着保持層20を取り外して新規の粘着保持層20に迅速に交換することができる。
【0026】
上記構成によれば、保持フレーム10を従来よりも薄肉化して1.0〜2.8mmの厚さとするので、保持フレーム10の薄肉化に伴い、保持フレーム10の厚さで作業に支障を来たすことがなく、ダイシング工程で保持フレーム10をそのまま使用することができる。したがって、別の治具にセラミックキャパシタアレイ1を移し替える必要が全くなく、作業の複雑化や遅延を抑制防止することができる。また、保持フレーム10の厚さを吸収する専用のテーブルや治具等を使用する必要がないので、セラミックキャパシタアレイ1に関する加工処理作業の著しい簡素化を図ることができる。
【0027】
また、内フレーム11と外フレーム13との間に粘着保持層20の周縁部を介在するので、粘着保持層20をやや撓ませて取り付けることが可能となる。したがって、セラミックキャパシタアレイ1を緩やかに保持して破損や損傷のおそれを未然に防ぐことが可能となる。
【0028】
さらに、保持フレーム10に粘着保持層20を強固に粘着する必要がないので、セラミックキャパシタアレイ1には粘着するものの、保持フレーム10には粘着しない自己粘着性に乏しい弱粘着性の材料で粘着保持層20を形成することができる。よって、シリコーンゴム単体等からなる粘着保持層20を活用することができ、材料選択幅の拡大が大いに期待できる。
【0029】
なお、上記実施形態のセラミックキャパシタアレイ1にハンダペーストを塗布して焼成等する場合には、内フレーム11、外フレーム13、及び粘着保持層20に200℃以上、好ましくは250℃以上の耐熱性をそれぞれ付与して高温の環境下でも使用可能なようにしても良い。また、保持フレーム10の内フレーム11の凸部12と外フレーム13の凹部14とを相互に密嵌してこれらの間に粘着保持層20の周縁部を挟持させ、保持フレーム10の開口下面を粘着保持層20で被覆したが、必要に応じ、保持フレーム10の開口上面を粘着保持層20で被覆しても良い。
【0030】
また、上記実施形態では内フレーム11に凸部12を、外フレーム13に凹部14をそれぞれ形成したが、内フレーム11の外周面に凹部14を、外フレーム13の内周面に凸部12をそれぞれ形成して着脱自在に嵌合しても良い。また、内フレーム11の表面外周縁部を、半径外方向に向かうに従い徐々に下降するようそれぞれ僅かに傾斜形成することもできる。また、外フレーム13の外周縁部の前後左右をそれぞれ周方向に直線的に切り欠いたが、外周縁部の前方両側に位置決め溝をそれぞれ略V字形にさらに切り欠き、この左右一対の位置決め溝を相互に異なる形に形成することもできる。
【産業上の利用可能性】
【0031】
本発明に係るセラミック部品用保持具及びセラミック部品の取り扱い方法は、セラミック部品の製造分野で使用することができる。
【符号の説明】
【0032】
1 セラミックキャパシタアレイ(セラミック部品群)
2 セラミックキャパシタ(セラミック部品)
3 溝
10 保持フレーム
11 内フレーム
12 凸部
13 外フレーム
14 凹部
20 粘着保持層
【特許請求の範囲】
【請求項1】
セラミック部品を中空部に収容可能な保持フレームと、この保持フレームに支持されてセラミック部品を着脱自在に粘着保持する可撓性の粘着保持層とを備えたセラミック部品用保持具であって、
保持フレームを、中空部を区画するエンドレスの内フレームと、この内フレームに着脱自在に嵌合するエンドレスの外フレームとから形成するとともに、これら内フレームと外フレームとをそれぞれ1.0〜2.8mmの厚さに形成してその間には粘着保持層の周縁部を挟み、外フレームの外周縁部の前後左右をそれぞれ直線的に切り欠いたことを特徴とするセラミック部品用保持具。
【請求項2】
保持フレームの内フレームと外フレームとの相対向する対向壁のいずれか一方に凹部を、他方には凸部をそれぞれ形成し、これら凹部と凸部とを粘着保持層の周縁部を介して嵌合可能とした請求項1記載のセラミック部品用保持具。
【請求項3】
請求項1又は2記載のセラミック部品用保持具にセラミック部品を保持させて取り扱うセラミック部品の取り扱い方法であって、
保持フレームの内フレームと外フレームとを嵌合してこれらの間には粘着保持層の周縁部を挟み持たせ、この粘着保持層にセラミック部品群を粘着保持させて保持フレームの中空部に位置させ、セラミック部品群をダイシングして複数のセラミック部品を分割形成することを特徴とするセラミック部品の取り扱い方法。
【請求項1】
セラミック部品を中空部に収容可能な保持フレームと、この保持フレームに支持されてセラミック部品を着脱自在に粘着保持する可撓性の粘着保持層とを備えたセラミック部品用保持具であって、
保持フレームを、中空部を区画するエンドレスの内フレームと、この内フレームに着脱自在に嵌合するエンドレスの外フレームとから形成するとともに、これら内フレームと外フレームとをそれぞれ1.0〜2.8mmの厚さに形成してその間には粘着保持層の周縁部を挟み、外フレームの外周縁部の前後左右をそれぞれ直線的に切り欠いたことを特徴とするセラミック部品用保持具。
【請求項2】
保持フレームの内フレームと外フレームとの相対向する対向壁のいずれか一方に凹部を、他方には凸部をそれぞれ形成し、これら凹部と凸部とを粘着保持層の周縁部を介して嵌合可能とした請求項1記載のセラミック部品用保持具。
【請求項3】
請求項1又は2記載のセラミック部品用保持具にセラミック部品を保持させて取り扱うセラミック部品の取り扱い方法であって、
保持フレームの内フレームと外フレームとを嵌合してこれらの間には粘着保持層の周縁部を挟み持たせ、この粘着保持層にセラミック部品群を粘着保持させて保持フレームの中空部に位置させ、セラミック部品群をダイシングして複数のセラミック部品を分割形成することを特徴とするセラミック部品の取り扱い方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−114266(P2012−114266A)
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願番号】特願2010−262366(P2010−262366)
【出願日】平成22年11月25日(2010.11.25)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願日】平成22年11月25日(2010.11.25)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]