
チップシール用樹脂組成物及びチップシール
【課題】
PPSを母材とし、適切なタイプ、量の充填材を選定、添加することにより、従来技術のPPS系材料との比較で、耐薬品性、耐熱性、機械的特性を損なわずに、コストと比較的粗い金属面での低摩耗特性とを両立させ、更には薄肉成形性に優れたチップシール用樹脂組成物及びチップシールを提供する。
【解決手段】
樹脂温度300℃、せん断速度103[1/sec]における溶融粘度が5〜50Pa・sとなる少なくとも1種類以上のポリフェニレンサルファイド樹脂を60〜80重量%と、ガラス球とチタン酸バリウムの少なくとも一方を1〜10重量%とを含み、残部に、炭素繊維と、ポリテトラフルオロエチレン樹脂又は黒鉛の少なくとも一方を含む。
PPSを母材とし、適切なタイプ、量の充填材を選定、添加することにより、従来技術のPPS系材料との比較で、耐薬品性、耐熱性、機械的特性を損なわずに、コストと比較的粗い金属面での低摩耗特性とを両立させ、更には薄肉成形性に優れたチップシール用樹脂組成物及びチップシールを提供する。
【解決手段】
樹脂温度300℃、せん断速度103[1/sec]における溶融粘度が5〜50Pa・sとなる少なくとも1種類以上のポリフェニレンサルファイド樹脂を60〜80重量%と、ガラス球とチタン酸バリウムの少なくとも一方を1〜10重量%とを含み、残部に、炭素繊維と、ポリテトラフルオロエチレン樹脂又は黒鉛の少なくとも一方を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、チップシール用樹脂組成物及びチップシールに係わり、更に詳しくはスクロール型冷媒圧縮機や真空ポンプの作動流体が介在する摺動環境で使用されるチップシール用樹脂組成物及びチップシールに関するものである。
【背景技術】
【0002】
従来のスクロール型冷媒圧縮機用樹脂製シール部材には、冷媒及び潤滑油(ポリアルキレングリコール:PAG)に対する耐薬品性、耐熱性の観点から、主に、ポリテトラフルオロエチレンを母材とした材料(以下、PTFE系材料)若しくはポリフェニレンサルファイドを母材とした材料(以下、PPS系材料)の2種類が使用されており、最終製品のスペックに応じて、使い分けられている(特許文献1,2,3参照)。
【0003】
最近のスクロール型冷媒圧縮機は、軽量化のためスクロールにアルミ合金が使用され、更にスクロール同士の同材摺動を避けることを主な目的に、片方のスクロールにはアルマイト処理を施している。特にアルマイト処理面は、表面が比較的粗く、これまでのPTFE系材料では、摺動に耐えらない(高摩耗によるシール性低下)ため、滑らかな面を有する金属プレート(摩耗抑制用部品)を間に挟み、粗い面との摺動を回避していた。
【0004】
PTFE系材料は、高実績ではあるが、摩耗特性の表面粗さ依存性が大きく、別途、金属製の摩耗抑制用部品を要することから、コスト及び重量の両面で問題を抱えている。また比重が2.0を超え、製造法が圧縮成形であるため、近年の軽量化、低コスト化要求への対応には限界があった。
【0005】
一方、後者のPPS系材料では、量産に好適な射出成形が可能といった製造面でのメリットに加え、比重が1.5程度と低く、基本的に、前記金属製の摩耗抑制用部品が不要となることから、軽量化、低コスト化に好適な材料として、採用検討並びに実績は、着実に伸びてきている。しかしながら近年、最終製品の高圧縮率化及び高耐久化など、摺動条件の過酷化を受けて、PPS系材料でも摩耗の問題が生じている。具体的には、PPS系材料もPTFE系材料と同様、摺接相手金属の表面粗さ変化に影響を受けやすく、また基本的に、前記摩耗抑制用部品を設けないこともあって、例えば、摺接する金属相手面の算術平均粗さRaが、1μmを超える場合、摩耗が増大してしまう。
【0006】
更に他方では、最終製品の小型化に伴い、樹脂製チップシールの薄肉化も進んでおり、従来のPPS系材料の射出成形性も問題視されはじめている。このような理由で、前述の比較的粗い金属面に対する摩耗特性並びに薄肉成形性を向上させた新規のPPS系高流動摺動材料が求められている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平06−025645号公報
【特許文献2】特開平06−340866号公報
【特許文献3】特開平10−008032号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
そこで、本発明が前述の状況に鑑み、解決しようとするところは、PPSを母材とし、適切なタイプ、量の充填材を選定、添加することにより、従来技術のPPS系材料との比較で、耐薬品性、耐熱性、機械的特性を損なわずに、コストと比較的粗い金属面での低摩耗特性とを両立させ、更には薄肉成形性に優れたチップシール用樹脂組成物及びチップシールを提供する点にある。
【課題を解決するための手段】
【0009】
本発明は、前述の課題解決のために、樹脂温度300℃、せん断速度103[1/sec]における溶融粘度が5〜50Pa・sとなる少なくとも1種類以上のポリフェニレンサルファイド樹脂を60〜80重量%と、ガラス球とチタン酸バリウムの少なくとも一方を1〜10重量%とを含み、残部に、炭素繊維と、ポリテトラフルオロエチレン樹脂又は黒鉛の少なくとも一方を含むことを特徴とするチップシール用樹脂組成物を構成した(請求項1)。
【0010】
ここで、前記チップシール用樹脂組成物は、樹脂温度310℃、せん断速度103[1/sec]における溶融粘度が、10〜150Pa・sであることが好ましい(請求項2)。
【0011】
更に、前記チップシール用樹脂組成物からなる射出成形品において、曲げ弾性率が14000〜22000[MPa]の範囲にあり且つ、流動方向の熱膨張係数(25〜200℃)が2.5×10-5[1/K]以下であることが好ましい(請求項3)。
【0012】
そして、本発明は、請求項1〜3何れか1項に記載のチップシール用樹脂組成物を射出成形してなるスクロール型冷媒圧縮機用チップシールを構成した(請求項4)。
【発明の効果】
【0013】
本発明のチップシール用樹脂組成物及びチップシールは、量産に好適な射出成形が可能であり、従来技術の材料との比較で、比較的粗い金属面での摩耗特性及び薄肉成形性に優れており、スクロール型冷媒圧縮機用チップシールとした場合、高圧縮率化、高耐久化、軽量化及び小型化に貢献できる。
【0014】
即ち、本発明は、樹脂温度300℃、せん断速度103[1/sec]における溶融粘度が5〜50Pa・sとなる少なくとも1種類以上のPPSを60〜80重量パーセントと、ガラス球又はチタン酸バリウム、若しくはガラス球及びチタン酸バリウムを1〜10重量パーセントとを含み、残部が炭素繊維と、PTFE又は黒鉛の少なくとも一方からなるチップシール用樹脂組成物を用い、且つ、薄肉成形性を考慮し、特定の溶融粘度範囲(Temp=310[℃]、γ=103[1/s]下、η=10〜150[Pa・s])に制御することによって、耐薬品性、耐熱性、機械的特性及び比較的粗い金属面に対する摩耗特性に優れ、更に製品の小型化に伴うチップシールの薄肉化へ適応可能な高流動性を有し、特にスクロール型冷媒圧縮機用チップシールとして優れた特性を備えたものとなる。
【図面の簡単な説明】
【0015】
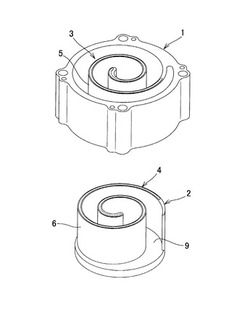
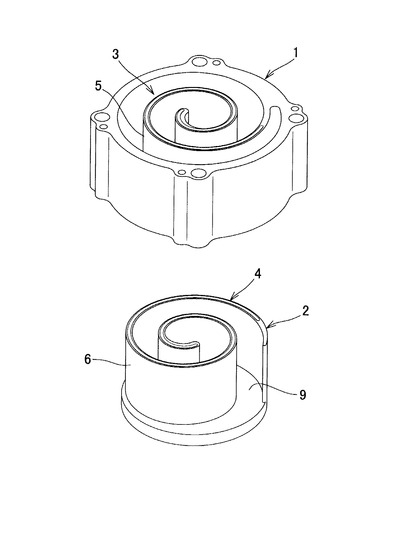
【図1】スクロール型冷媒圧縮機の部分分解斜視図である。
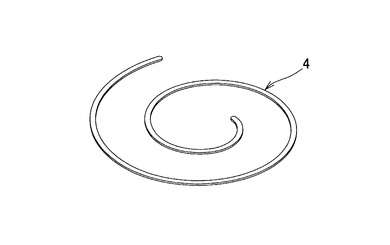
【図2】チップシールの斜視図である。
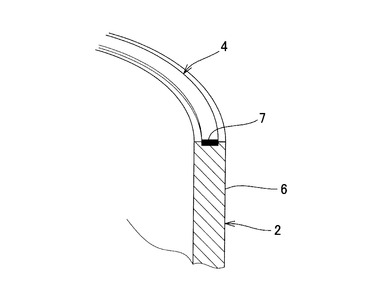
【図3】スクロール部材にチップシールを装着した状態の部分拡大断面図である。
【図4】固定側スクロール部材と可動側スクロール部材を組み付けた状態の断面図である。
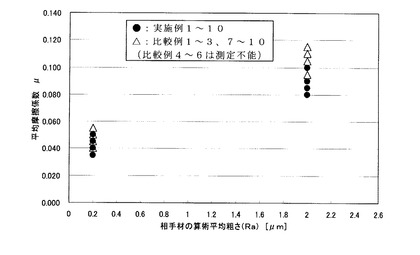
【図5】実施例と比較例の各樹脂材料で成形した試験体と、表面粗さが異なる2種類の相手材とでスラスト試験を行った結果で、平均摩擦係数をプロットしたグラフである。
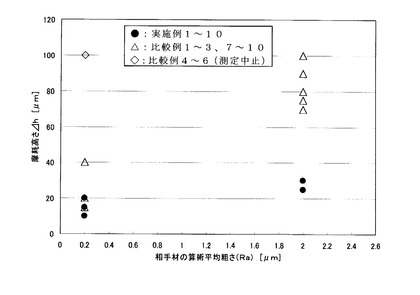
【図6】実施例と比較例の各樹脂材料で成形した試験体と、表面粗さが異なる2種類の相手材とでスラスト試験を行った結果で、摩耗高さをプロットしたグラフである。
【発明を実施するための形態】
【0016】
本発明に係るチップシール用樹脂組成物は、樹脂温度300℃、せん断速度103[1/sec]における溶融粘度が5〜50Pa・s、より好ましくは10〜30Pa・sとなる少なくとも1種類以上のポリフェニレンサルファイド樹脂(PPS)を用い、それに低摩耗性と相手材料に対する攻撃性を低減させるために、ガラス球とチタン酸バリウムの少なくとも一方を特定量含むとともに、残部に、炭素繊維と、ポリテトラフルオロエチレン樹脂(PTFE)又は黒鉛の少なくとも一方を含むものである。
【0017】
具体的には、本発明のチップシール用樹脂組成物は、前述の溶融特性を有する少なくとも1種類以上のPPSを60〜80重量%と、ガラス球とチタン酸バリウムの少なくとも一方を1〜10重量%とを含み、残部に、炭素繊維と、PTFE又は黒鉛の少なくとも一方を含むものである。ここで、PPSが60重量%未満であると、つまり充填材の総量が40重量%以上になると、溶融粘度が高くなり過ぎ、薄肉成形性が著しく低下するので好ましくなく、またPPSが80重量%以上、つまり充填材の総量が20重量%未満になると、薄肉成形性は良いが、十分な摩耗特性が得られないので好ましくない。
【0018】
ここで、前記チップシール用樹脂組成物は、樹脂温度310℃、せん断速度103[1/sec]における溶融粘度が、10〜150Pa・sであることが好ましい。樹脂組成物の溶融粘度が150Pa・s以上であると、薄肉成形性が著しく低下するので好ましくない。尚、樹脂組成物の溶融粘度の下限値は、ベースポリマーとして使用するPPSの溶融粘度の値と、充填材の量によって決まり、溶融粘度が低いほど薄肉成形性に優れるが、それは摩耗特性を改善するために添加する充填材の量が少ないことを意味し、要求される摩耗特性が溶融粘度の下限値を規定する。
【0019】
そして、前記チップシール用樹脂組成物からなる射出成形品において、曲げ弾性率が14000〜22000[MPa]の範囲にあり且つ、流動方向の熱膨張係数(25〜200℃)が2.5×10-5[1/K]以下であることが好ましく、スクロール型冷媒圧縮機用チップシールとして備えるべき機械的性質である。
【0020】
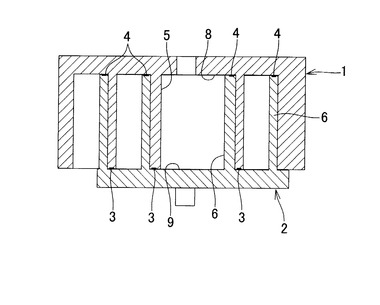
次に、添付図面に示した実施形態に基づき、本発明を更に詳細に説明する。図1〜図4は、スクロール型冷媒圧縮機の各部を示し、図中符号1は固定側スクロール部材、2は可動側スクロール部材、3,4はチップシールをそれぞれ示している。
【0021】
スクロール型冷媒圧縮機は、本体側に取付けた固定側スクロール部材1に対して可動側スクロール部材を組み付け、それぞれの渦巻壁5,6の端部に装着したチップシール3,4で相手部材に対してシールするのである。例えば、図3に示すように、可動側スクロール部材2の渦巻壁6の端面に形成した溝7に、渦巻型のチップシール4を僅かに突出するように装着する。このチップシール4は、図4に示すように、固定側スクロール部材1の底面8に接触してシールする。同様に、固定側スクロール部材1の渦巻壁5の端面に装着したチップシール3が、可動側スクロール部材2の底面9に接触してシールする。ここで、前記固定側スクロール部材1と可動側スクロール部材2は、アルミ合金製であり、可動側スクロール部材2は表面をアルマイト処理している。
【実施例】
【0022】
実施例及び比較例に使用した原材料を一括して示すと次のとおりである。
(1)ポリフェニレンサルファイド樹脂(DIC株式会社製:LR−100G)
(2)ポリフェニレンサルファイド樹脂(DIC株式会社製:LR−2G)
(3)ポリテトラフルオロエチレン樹脂(喜多村株式会社製:KTL−620)
(4)炭素繊維(東邦テナックス株式会社製:HT C217 6MM)
(5)ガラス繊維(オーウェンス・コーニングジャパン株式会社製:03MA409C)
(6)タルク(日本タルク株式会社製:MS−P)
(7)ガラス球(ポッターズバロティーニ株式会社製:GB301SA−PN)
(8)チタン酸バリウム(日本化学工業株式会社製:パルセラムBT−4)
(9)黒鉛(株式会社中越黒鉛工業所製:CPB−100)
(10)アルミナ(株式会社マイクロン:AW50−74)
【0023】
<射出成形材料の作製>
表1、表2に示す実施例1〜10及び比較例1〜10の射出成形材料は、以下の製造方法で作製する。表1及び表2に示した割合でポリフェニレンサルファイドと各種充填材を配合し、ヘンシェルミキサーにて適度な時間、ミキシングした。その後、ミキシングした材料を2軸混練押出機で十分に混練し、直径2.5mmのダイを通し、ストランドとし、水冷した後、ストランドカッターを用いてペレット状の射出成形材料を得た。
【0024】
【表1】

【0025】
【表2】
<各種評価用試験体の成形>
この射出成形材料をインライン式射出成形機にて、射出成形し、各評価用所定形状の成形品(試験体)を得た。成形条件は、一般的な成形条件であるため省略する。
【0026】
<各種評価>
上記のようにして得られた実施例1〜10と比較例1〜10の各試験体の各種特性、即ち溶融粘度、薄肉成形性、曲げ弾性率、熱膨張係数及び摩擦摩耗特性を評価した。それらの測定結果を表1及び表2に併せて示す。
【0027】
(a)溶融粘度
実施例1〜10及び比較例1〜10については、上記ペレット状の射出成形材料を用い、フローテスター(島津製作所製、CFT−500C)を用いて、樹脂温度310℃、せん断速度103s-1にて各々測定した。また、ポリフェニレンサルファイド単体については樹脂温度300℃として同様に測定した。
【0028】
(b)薄肉成形性
渦巻形状の射出成形用金型(幅2.2mm、厚さ1.5mm、展開長さ240mm)にて、バレル温度290℃、金型温度160℃で無理のない標準的な条件で成形したとき、射出充填ピーク圧が100〜200MPaを○印、常時200MPaを超えるときを×印とし2段階に評価した。実施例1〜10は、何れも薄肉成形性は良好であった。比較例2〜10は、薄肉成形性は良好であるが、比較例1は成形性は悪かった。
【0029】
(c)曲げ弾性率
上記射出成形にて得られた試験体をオートグラフ(島津製作所製、AGS1000)にてJIS7203に準拠して曲げ弾性率を測定した。実施例1〜10は、曲げ弾性率が15000〜17500MPaであり、十分な機械的強度を備えているのに対し、比較例4、比較例9,10は、曲げ弾性率が14000MPaよりも低く、十分な機械的強度を備えていない。
【0030】
(d)熱膨張係数
熱機械分析(エスアイアイ・ナノテクノロジー製、熱分析装置)にて射出成形における流動方向(MD)について各々測定した。熱膨張係数については、実施例と比較例で大きな差は見られない。
【0031】
(e)摩擦摩耗試験
スラスト式摩擦摩耗試験機(高千穂精機製、IIIT−2000N−5000N)を用いて、表3に示す試験条件にて行い、摩耗高さ、平均摩擦係数を測定し、その試験後に相手材質への攻撃性、即ち相手攻撃性について評価した。相手攻撃性は、試験時間50時間後のアルミ合金製相手摺動部材の摺動部損傷深さが0〜15μmのとき○印、15〜30μmのとき△印、30μmを超えるとき×印として3段階に評価した。但し、比較例4〜6は、相手材の表面粗さが比較的良いRa0.2μmの場合でも、50時間経過前に摩耗高さが100μmを超え、試験不能になったので、Ra2.0μmの相手材に対する試験を行っておらず、何れの場合も平均摩擦係数は測定不能であった。
【0032】
【表3】
【0033】
図5及び図6は、表1と表2の平均摩擦係数及び摩耗高さの結果を視覚的に見やすくプロットしたものである。これらの結果より、相手材の算術平均粗さ(Ra)が0.2μmの場合には、実施例の材料と比較例の材料で平均摩擦係数に差は見られないが、相手材の算術平均粗さ(Ra)が2.0μmになると平均摩擦係数で差が表れ、実施例の材料より比較例の材料の方が、平均摩擦係数が有意に大きくなっている。一方、摩耗高さについては、相手材の算術平均粗さ(Ra)が0.2μmの場合でも、一部の比較例の材料は実施例の材料の2倍以上になっており、また相手材の算術平均粗さ(Ra)が2.0μmの場合には、実施例の材料は算術平均粗さ(Ra)が0.2μmの場合を基準にして摩耗高さの増加が1.5倍以内に抑えられているのに対し、比較例の材料は2〜3倍に増加している。これらの結果は、本発明の樹脂組成物が、従来のものより摩耗特性が優れていることを示している。
【符号の説明】
【0034】
1 固定側スクロール部材
2 可動側スクロール部材
3,4 チップシール
5,6 渦巻壁
7 溝
8,9 底面
【技術分野】
【0001】
本発明は、チップシール用樹脂組成物及びチップシールに係わり、更に詳しくはスクロール型冷媒圧縮機や真空ポンプの作動流体が介在する摺動環境で使用されるチップシール用樹脂組成物及びチップシールに関するものである。
【背景技術】
【0002】
従来のスクロール型冷媒圧縮機用樹脂製シール部材には、冷媒及び潤滑油(ポリアルキレングリコール:PAG)に対する耐薬品性、耐熱性の観点から、主に、ポリテトラフルオロエチレンを母材とした材料(以下、PTFE系材料)若しくはポリフェニレンサルファイドを母材とした材料(以下、PPS系材料)の2種類が使用されており、最終製品のスペックに応じて、使い分けられている(特許文献1,2,3参照)。
【0003】
最近のスクロール型冷媒圧縮機は、軽量化のためスクロールにアルミ合金が使用され、更にスクロール同士の同材摺動を避けることを主な目的に、片方のスクロールにはアルマイト処理を施している。特にアルマイト処理面は、表面が比較的粗く、これまでのPTFE系材料では、摺動に耐えらない(高摩耗によるシール性低下)ため、滑らかな面を有する金属プレート(摩耗抑制用部品)を間に挟み、粗い面との摺動を回避していた。
【0004】
PTFE系材料は、高実績ではあるが、摩耗特性の表面粗さ依存性が大きく、別途、金属製の摩耗抑制用部品を要することから、コスト及び重量の両面で問題を抱えている。また比重が2.0を超え、製造法が圧縮成形であるため、近年の軽量化、低コスト化要求への対応には限界があった。
【0005】
一方、後者のPPS系材料では、量産に好適な射出成形が可能といった製造面でのメリットに加え、比重が1.5程度と低く、基本的に、前記金属製の摩耗抑制用部品が不要となることから、軽量化、低コスト化に好適な材料として、採用検討並びに実績は、着実に伸びてきている。しかしながら近年、最終製品の高圧縮率化及び高耐久化など、摺動条件の過酷化を受けて、PPS系材料でも摩耗の問題が生じている。具体的には、PPS系材料もPTFE系材料と同様、摺接相手金属の表面粗さ変化に影響を受けやすく、また基本的に、前記摩耗抑制用部品を設けないこともあって、例えば、摺接する金属相手面の算術平均粗さRaが、1μmを超える場合、摩耗が増大してしまう。
【0006】
更に他方では、最終製品の小型化に伴い、樹脂製チップシールの薄肉化も進んでおり、従来のPPS系材料の射出成形性も問題視されはじめている。このような理由で、前述の比較的粗い金属面に対する摩耗特性並びに薄肉成形性を向上させた新規のPPS系高流動摺動材料が求められている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平06−025645号公報
【特許文献2】特開平06−340866号公報
【特許文献3】特開平10−008032号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
そこで、本発明が前述の状況に鑑み、解決しようとするところは、PPSを母材とし、適切なタイプ、量の充填材を選定、添加することにより、従来技術のPPS系材料との比較で、耐薬品性、耐熱性、機械的特性を損なわずに、コストと比較的粗い金属面での低摩耗特性とを両立させ、更には薄肉成形性に優れたチップシール用樹脂組成物及びチップシールを提供する点にある。
【課題を解決するための手段】
【0009】
本発明は、前述の課題解決のために、樹脂温度300℃、せん断速度103[1/sec]における溶融粘度が5〜50Pa・sとなる少なくとも1種類以上のポリフェニレンサルファイド樹脂を60〜80重量%と、ガラス球とチタン酸バリウムの少なくとも一方を1〜10重量%とを含み、残部に、炭素繊維と、ポリテトラフルオロエチレン樹脂又は黒鉛の少なくとも一方を含むことを特徴とするチップシール用樹脂組成物を構成した(請求項1)。
【0010】
ここで、前記チップシール用樹脂組成物は、樹脂温度310℃、せん断速度103[1/sec]における溶融粘度が、10〜150Pa・sであることが好ましい(請求項2)。
【0011】
更に、前記チップシール用樹脂組成物からなる射出成形品において、曲げ弾性率が14000〜22000[MPa]の範囲にあり且つ、流動方向の熱膨張係数(25〜200℃)が2.5×10-5[1/K]以下であることが好ましい(請求項3)。
【0012】
そして、本発明は、請求項1〜3何れか1項に記載のチップシール用樹脂組成物を射出成形してなるスクロール型冷媒圧縮機用チップシールを構成した(請求項4)。
【発明の効果】
【0013】
本発明のチップシール用樹脂組成物及びチップシールは、量産に好適な射出成形が可能であり、従来技術の材料との比較で、比較的粗い金属面での摩耗特性及び薄肉成形性に優れており、スクロール型冷媒圧縮機用チップシールとした場合、高圧縮率化、高耐久化、軽量化及び小型化に貢献できる。
【0014】
即ち、本発明は、樹脂温度300℃、せん断速度103[1/sec]における溶融粘度が5〜50Pa・sとなる少なくとも1種類以上のPPSを60〜80重量パーセントと、ガラス球又はチタン酸バリウム、若しくはガラス球及びチタン酸バリウムを1〜10重量パーセントとを含み、残部が炭素繊維と、PTFE又は黒鉛の少なくとも一方からなるチップシール用樹脂組成物を用い、且つ、薄肉成形性を考慮し、特定の溶融粘度範囲(Temp=310[℃]、γ=103[1/s]下、η=10〜150[Pa・s])に制御することによって、耐薬品性、耐熱性、機械的特性及び比較的粗い金属面に対する摩耗特性に優れ、更に製品の小型化に伴うチップシールの薄肉化へ適応可能な高流動性を有し、特にスクロール型冷媒圧縮機用チップシールとして優れた特性を備えたものとなる。
【図面の簡単な説明】
【0015】
【図1】スクロール型冷媒圧縮機の部分分解斜視図である。
【図2】チップシールの斜視図である。
【図3】スクロール部材にチップシールを装着した状態の部分拡大断面図である。
【図4】固定側スクロール部材と可動側スクロール部材を組み付けた状態の断面図である。
【図5】実施例と比較例の各樹脂材料で成形した試験体と、表面粗さが異なる2種類の相手材とでスラスト試験を行った結果で、平均摩擦係数をプロットしたグラフである。
【図6】実施例と比較例の各樹脂材料で成形した試験体と、表面粗さが異なる2種類の相手材とでスラスト試験を行った結果で、摩耗高さをプロットしたグラフである。
【発明を実施するための形態】
【0016】
本発明に係るチップシール用樹脂組成物は、樹脂温度300℃、せん断速度103[1/sec]における溶融粘度が5〜50Pa・s、より好ましくは10〜30Pa・sとなる少なくとも1種類以上のポリフェニレンサルファイド樹脂(PPS)を用い、それに低摩耗性と相手材料に対する攻撃性を低減させるために、ガラス球とチタン酸バリウムの少なくとも一方を特定量含むとともに、残部に、炭素繊維と、ポリテトラフルオロエチレン樹脂(PTFE)又は黒鉛の少なくとも一方を含むものである。
【0017】
具体的には、本発明のチップシール用樹脂組成物は、前述の溶融特性を有する少なくとも1種類以上のPPSを60〜80重量%と、ガラス球とチタン酸バリウムの少なくとも一方を1〜10重量%とを含み、残部に、炭素繊維と、PTFE又は黒鉛の少なくとも一方を含むものである。ここで、PPSが60重量%未満であると、つまり充填材の総量が40重量%以上になると、溶融粘度が高くなり過ぎ、薄肉成形性が著しく低下するので好ましくなく、またPPSが80重量%以上、つまり充填材の総量が20重量%未満になると、薄肉成形性は良いが、十分な摩耗特性が得られないので好ましくない。
【0018】
ここで、前記チップシール用樹脂組成物は、樹脂温度310℃、せん断速度103[1/sec]における溶融粘度が、10〜150Pa・sであることが好ましい。樹脂組成物の溶融粘度が150Pa・s以上であると、薄肉成形性が著しく低下するので好ましくない。尚、樹脂組成物の溶融粘度の下限値は、ベースポリマーとして使用するPPSの溶融粘度の値と、充填材の量によって決まり、溶融粘度が低いほど薄肉成形性に優れるが、それは摩耗特性を改善するために添加する充填材の量が少ないことを意味し、要求される摩耗特性が溶融粘度の下限値を規定する。
【0019】
そして、前記チップシール用樹脂組成物からなる射出成形品において、曲げ弾性率が14000〜22000[MPa]の範囲にあり且つ、流動方向の熱膨張係数(25〜200℃)が2.5×10-5[1/K]以下であることが好ましく、スクロール型冷媒圧縮機用チップシールとして備えるべき機械的性質である。
【0020】
次に、添付図面に示した実施形態に基づき、本発明を更に詳細に説明する。図1〜図4は、スクロール型冷媒圧縮機の各部を示し、図中符号1は固定側スクロール部材、2は可動側スクロール部材、3,4はチップシールをそれぞれ示している。
【0021】
スクロール型冷媒圧縮機は、本体側に取付けた固定側スクロール部材1に対して可動側スクロール部材を組み付け、それぞれの渦巻壁5,6の端部に装着したチップシール3,4で相手部材に対してシールするのである。例えば、図3に示すように、可動側スクロール部材2の渦巻壁6の端面に形成した溝7に、渦巻型のチップシール4を僅かに突出するように装着する。このチップシール4は、図4に示すように、固定側スクロール部材1の底面8に接触してシールする。同様に、固定側スクロール部材1の渦巻壁5の端面に装着したチップシール3が、可動側スクロール部材2の底面9に接触してシールする。ここで、前記固定側スクロール部材1と可動側スクロール部材2は、アルミ合金製であり、可動側スクロール部材2は表面をアルマイト処理している。
【実施例】
【0022】
実施例及び比較例に使用した原材料を一括して示すと次のとおりである。
(1)ポリフェニレンサルファイド樹脂(DIC株式会社製:LR−100G)
(2)ポリフェニレンサルファイド樹脂(DIC株式会社製:LR−2G)
(3)ポリテトラフルオロエチレン樹脂(喜多村株式会社製:KTL−620)
(4)炭素繊維(東邦テナックス株式会社製:HT C217 6MM)
(5)ガラス繊維(オーウェンス・コーニングジャパン株式会社製:03MA409C)
(6)タルク(日本タルク株式会社製:MS−P)
(7)ガラス球(ポッターズバロティーニ株式会社製:GB301SA−PN)
(8)チタン酸バリウム(日本化学工業株式会社製:パルセラムBT−4)
(9)黒鉛(株式会社中越黒鉛工業所製:CPB−100)
(10)アルミナ(株式会社マイクロン:AW50−74)
【0023】
<射出成形材料の作製>
表1、表2に示す実施例1〜10及び比較例1〜10の射出成形材料は、以下の製造方法で作製する。表1及び表2に示した割合でポリフェニレンサルファイドと各種充填材を配合し、ヘンシェルミキサーにて適度な時間、ミキシングした。その後、ミキシングした材料を2軸混練押出機で十分に混練し、直径2.5mmのダイを通し、ストランドとし、水冷した後、ストランドカッターを用いてペレット状の射出成形材料を得た。
【0024】
【表1】
【0025】
【表2】
<各種評価用試験体の成形>
この射出成形材料をインライン式射出成形機にて、射出成形し、各評価用所定形状の成形品(試験体)を得た。成形条件は、一般的な成形条件であるため省略する。
【0026】
<各種評価>
上記のようにして得られた実施例1〜10と比較例1〜10の各試験体の各種特性、即ち溶融粘度、薄肉成形性、曲げ弾性率、熱膨張係数及び摩擦摩耗特性を評価した。それらの測定結果を表1及び表2に併せて示す。
【0027】
(a)溶融粘度
実施例1〜10及び比較例1〜10については、上記ペレット状の射出成形材料を用い、フローテスター(島津製作所製、CFT−500C)を用いて、樹脂温度310℃、せん断速度103s-1にて各々測定した。また、ポリフェニレンサルファイド単体については樹脂温度300℃として同様に測定した。
【0028】
(b)薄肉成形性
渦巻形状の射出成形用金型(幅2.2mm、厚さ1.5mm、展開長さ240mm)にて、バレル温度290℃、金型温度160℃で無理のない標準的な条件で成形したとき、射出充填ピーク圧が100〜200MPaを○印、常時200MPaを超えるときを×印とし2段階に評価した。実施例1〜10は、何れも薄肉成形性は良好であった。比較例2〜10は、薄肉成形性は良好であるが、比較例1は成形性は悪かった。
【0029】
(c)曲げ弾性率
上記射出成形にて得られた試験体をオートグラフ(島津製作所製、AGS1000)にてJIS7203に準拠して曲げ弾性率を測定した。実施例1〜10は、曲げ弾性率が15000〜17500MPaであり、十分な機械的強度を備えているのに対し、比較例4、比較例9,10は、曲げ弾性率が14000MPaよりも低く、十分な機械的強度を備えていない。
【0030】
(d)熱膨張係数
熱機械分析(エスアイアイ・ナノテクノロジー製、熱分析装置)にて射出成形における流動方向(MD)について各々測定した。熱膨張係数については、実施例と比較例で大きな差は見られない。
【0031】
(e)摩擦摩耗試験
スラスト式摩擦摩耗試験機(高千穂精機製、IIIT−2000N−5000N)を用いて、表3に示す試験条件にて行い、摩耗高さ、平均摩擦係数を測定し、その試験後に相手材質への攻撃性、即ち相手攻撃性について評価した。相手攻撃性は、試験時間50時間後のアルミ合金製相手摺動部材の摺動部損傷深さが0〜15μmのとき○印、15〜30μmのとき△印、30μmを超えるとき×印として3段階に評価した。但し、比較例4〜6は、相手材の表面粗さが比較的良いRa0.2μmの場合でも、50時間経過前に摩耗高さが100μmを超え、試験不能になったので、Ra2.0μmの相手材に対する試験を行っておらず、何れの場合も平均摩擦係数は測定不能であった。
【0032】
【表3】
【0033】
図5及び図6は、表1と表2の平均摩擦係数及び摩耗高さの結果を視覚的に見やすくプロットしたものである。これらの結果より、相手材の算術平均粗さ(Ra)が0.2μmの場合には、実施例の材料と比較例の材料で平均摩擦係数に差は見られないが、相手材の算術平均粗さ(Ra)が2.0μmになると平均摩擦係数で差が表れ、実施例の材料より比較例の材料の方が、平均摩擦係数が有意に大きくなっている。一方、摩耗高さについては、相手材の算術平均粗さ(Ra)が0.2μmの場合でも、一部の比較例の材料は実施例の材料の2倍以上になっており、また相手材の算術平均粗さ(Ra)が2.0μmの場合には、実施例の材料は算術平均粗さ(Ra)が0.2μmの場合を基準にして摩耗高さの増加が1.5倍以内に抑えられているのに対し、比較例の材料は2〜3倍に増加している。これらの結果は、本発明の樹脂組成物が、従来のものより摩耗特性が優れていることを示している。
【符号の説明】
【0034】
1 固定側スクロール部材
2 可動側スクロール部材
3,4 チップシール
5,6 渦巻壁
7 溝
8,9 底面
【特許請求の範囲】
【請求項1】
樹脂温度300℃、せん断速度103[1/sec]における溶融粘度が5〜50Pa・sとなる少なくとも1種類以上のポリフェニレンサルファイド樹脂を60〜80重量%と、ガラス球とチタン酸バリウムの少なくとも一方を1〜10重量%とを含み、残部に、炭素繊維と、ポリテトラフルオロエチレン樹脂又は黒鉛の少なくとも一方を含むことを特徴とするチップシール用樹脂組成物。
【請求項2】
前記チップシール用樹脂組成物は、樹脂温度310℃、せん断速度103[1/sec]における溶融粘度が、10〜150Pa・sである請求項1記載のチップシール用樹脂組成物。
【請求項3】
前記チップシール用樹脂組成物からなる射出成形品において、曲げ弾性率が14000〜22000[MPa]の範囲にあり且つ、流動方向の熱膨張係数(25〜200℃)が2.5×10-5[1/K]以下である請求項1又は2記載のチップシール用樹脂組成物。
【請求項4】
請求項1〜3何れか1項に記載のチップシール用樹脂組成物を射出成形してなることを特徴とするスクロール型冷媒圧縮機用チップシール。
【請求項1】
樹脂温度300℃、せん断速度103[1/sec]における溶融粘度が5〜50Pa・sとなる少なくとも1種類以上のポリフェニレンサルファイド樹脂を60〜80重量%と、ガラス球とチタン酸バリウムの少なくとも一方を1〜10重量%とを含み、残部に、炭素繊維と、ポリテトラフルオロエチレン樹脂又は黒鉛の少なくとも一方を含むことを特徴とするチップシール用樹脂組成物。
【請求項2】
前記チップシール用樹脂組成物は、樹脂温度310℃、せん断速度103[1/sec]における溶融粘度が、10〜150Pa・sである請求項1記載のチップシール用樹脂組成物。
【請求項3】
前記チップシール用樹脂組成物からなる射出成形品において、曲げ弾性率が14000〜22000[MPa]の範囲にあり且つ、流動方向の熱膨張係数(25〜200℃)が2.5×10-5[1/K]以下である請求項1又は2記載のチップシール用樹脂組成物。
【請求項4】
請求項1〜3何れか1項に記載のチップシール用樹脂組成物を射出成形してなることを特徴とするスクロール型冷媒圧縮機用チップシール。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−180410(P2012−180410A)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2011−42772(P2011−42772)
【出願日】平成23年2月28日(2011.2.28)
【出願人】(000107619)スターライト工業株式会社 (62)
【Fターム(参考)】
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成23年2月28日(2011.2.28)
【出願人】(000107619)スターライト工業株式会社 (62)
【Fターム(参考)】
[ Back to top ]