
テキスタイル複合材製品
本願は、ファイバ/フィラメント、特にヤーンの形態のファイバ/フィラメントから作られた少なくとも1つのテキスタイルを含み、含浸材料の部分内部不連続パターンがその第一のテキスタイルの断面に少なくとも部分的に侵入しており、その不連続パターンによる含浸領域及び非含浸領域をもたらす、テキスタイル複合材製品に関する。非含浸領域は空気透過性であり、そして機能性コーティングを含むことができる。このような処理済みテキスタイル複合材は空気透過性でかつ水蒸気透過性であり、低減された水吸収性及び再乾燥時間を有する。1つの実施形態において、そのテキスタイル複合材製品は追加の向上した火炎保護性を示す。
【発明の詳細な説明】
【技術分野】
【0001】
発明の分野
本願は、ファイバ/フィラメント、特にヤーンの形態のファイバ/フィラメントから作られた少なくとも1つのテキスタイルを含み、含浸材料の部分内部不連続パターンが吸水性及び再乾燥時間を低減する空気透過性で水蒸気透過性であるテキスタイル複合材をもたらす、テキスタイル複合材製品に関する。1つの実施形態において、そのテキスタイル複合材製品は追加の向上した火炎保護性を示す。
【背景技術】
【0002】
発明の背景
水と接触した後に水を吸収する能力が低減されている衣料用テキスタイルは望まれている。布帛用ヤーンはマルチフィラメント又はステープル繊維を含むことができる。ファイバ/フィラメント束の形態のこのようなヤーンはファイバ/フィラメントの間にボイドを含む。ヤーンが水などの液体と接触する場合に、液体のほとんどはヤーンのボイド中に吸い込まれる。この吸い込みプロセスにより、テキスタイルは濡れ、重くなりそして乾燥に長時間を要することになる。
【0003】
この欠点を克服するための1つの可能性は、通常にフルオロカーボンをベースとする疎水性仕上剤を布帛に提供することである。しかし、この布帛はわずか数回の洗濯の後に撥水性を失う。
【0004】
テキスタイルを撥水性とするためにどのように処理するかの別の可能性はW.L.Gore & Associates GmbHの名義のEP2034088A1に開示されている。EP2034088A1は複数ファイバ及びそのファイバ間のボイドから作られているヤーンを含む布帛を記載している。布帛は非常に開放されたテキスタイル構造を有し、平均幅が100μmを超えるヤーン間の間隙を有する。ボイドはポリマー材料で充填され、そして間隙は開放されたままである。ファイバ間のボイドの充填はそのボイド中への水の吸収を防止し、そしてそれゆえ、布帛の吸水性を低減する。このような開放構造を有するテキスタイルは産業界で用途が非常に限定されており、ヤーン自体は外部の水に対して保護されうるが、開放された広い間隙はなおも水を衣料品中に通過させる。さらに、ヤーンは上記のポリマー材料により既に内部的に充填されているので、別の処理によってテキスタイルにさらなる機能を追加することは困難である。
【0005】
Nextec Applications, Inc.に譲渡されたUS5418051Aはシリコーンポリマー組成物の内部コーティングを含む可とう性多孔性ウェブに関する。ウェブはモノフィラメント、ヤーン、ステープルなどの形態の繊維を含むことができる。ウェブは任意の所望の組成であってよい繊維を含む織物又は不織布である布帛であることができる。ウェブはウェブの繊維の少なくとも一部を包囲するウェブ内のフィルム又はコーティング又は層として存在する硬化性シリコーンポリマー含浸剤を含む。内部コーティングの領域における間隙は含浸剤によりほとんど充填され又は閉塞されている。ウェブの外側表面は実質的に含浸剤を有しない。ウェブの繊維を実質的に完全に封入しそして内部層を形成するシリコーンポリマーは、シリコーンポリマーがウェブ内部において繊維のほぼ表面部分上にあることを意味する。内部コーティング層に基づいて、ウェブの外側表面の繊維は被覆されておらず、それゆえ、ウェブ中に水を吸い込むことができる。これを回避するために、シリコーンポリマーを適用する前にフルオロケミカル物質を用いてウェブを含浸する。このような含浸ウェブはわずか数回の洗濯の後に撥水性を失うことが知られている。さらに、内部コーティング層を有するこのようなウェブはシリコーンポリマーによる内部層又はフィルムのために空気透過性でない。
【0006】
通常、工業作業員及び法執行機関のための保護衣料品はポリコットン緻密テキスタイルから作られている。ポリコットンテキスタイルは高価でないが、非常に高い吸水性がありそして再乾燥時間が数時間である。
【0007】
消防員、工業作業者、法執行機関などは気象条件からだけでなく、危険な液体、熱及び火炎から保護する衣料品を必要とする。特に、火炎からの保護は自己消火性でありかつ衣料品をとおした熱移動により生じるヤケドを防止する材料を要求する。さらに、液体及び火炎保護衣料品は機能を発揮する能力を高めるために熱応力負荷を低減し又は熱傷害を防止するために十分なレベルの通気性を有するべきである。火炎保護材料は、不燃性で非溶融性である布帛を含み、たとえば、アラミド、ポリベンゾイミダゾール(PBI)、ポリp−フェニレン−2,6−ベンゾビスオキサゾール(PBO)、モダクリルブレンド及びそれらの組み合わせから作られる布帛を含む。これらの繊維は本質的に不燃性であることができるが、いくつかの制限がありうる。具体的には、これらの繊維は非常に高価で、染色及びプリントが難しいことがあり、そして十分な耐摩耗性を有しないことがある。さらに、これらの繊維はより多くの水を吸収し、ナイロン又はポリエステル系布帛に比べて不満足な快適さを提供する。さらに、追加の疎水性、疎油性などの処理も上記の火炎保護材料のユニークな化学構造に基づいて困難である。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は上記の欠点を克服する。
本発明の1つの目的は、低吸水性値、速い再乾燥時間を有し、なおも空気透過性である、改良されたテキスタイル複合材を提供することである。
本発明の別の目的は、低吸水性値、高い空気透過性及び難燃性であるテキスタイル複合材を提供することである。
本発明のさらなる目的は、外側溶融性可燃性テキスタイルを含むテキスタイル複合材であって、低吸水性値及び速い再乾燥時間を有しながら、難燃性で、空気透過性でかつ耐水性であるテキスタイルを提供することである。
さらに、時折の突発的な火炎暴露を含む環境中での最適使用者性能のために、軽量で水蒸気透過性でかつ耐水性である、向上したヤケド保護性を有する衣料品は望まれる。
【課題を解決するための手段】
【0009】
発明の要旨
本発明は請求項1記載のテキスタイル複合材製品を提供し、従属請求項はそのテキスタイル複合材製品の実施形態を示す。本発明は請求項1のテキスタイル複合材製品から作られる衣料品も含む。
【0010】
本発明は、内側表面及び外側表面を有する第一のテキスタイルを含むテキスタイル複合材製品を記載する。第一のテキスタイルは複数ファイバ/フィラメントを含み、そのファイバ間にボイドを有する。1つの実施形態において、第一のテキスタイルは複数ファイバ/フィラメントを含むヤーン及びそのヤーンの間の間隙を含む。第一のテキスタイルは含浸材料の不連続パターンを含み、その含浸材料は上記の内側表面及び外側表面の間の第一のテキスタイルの断面を少なくとも部分的に侵入し、不連続パターンによる含浸領域及び非含浸領域をもたらす。含浸領域中のボイドの少なくとも一部分は上記の含浸材料により充填されており、ここで、テキスタイル複合材はDIN EN 29865(1991)による水吸収値が70%以下である。含浸領域中のヤーン間に間隙を有する実施形態において、ヤーン間の間隙の少なくとも一部分も上記の含浸材料により充填されている。含浸材料の少なくとも部分的な侵入により、含浸材料の部分内部不連続パターンがもたらされる。
【0011】
1つの実施形態において、第一のテキスタイルは緻密なテキスタイル構造を含む。このような緻密な第一のテキスタイルは編み物又は織物構造などのヤーンから作られる、又は、不織布などのファイバ/フィラメントから作られる、任意の緊密製造テキスタイル構造を意味する。このような緊密製造テキスタイル構造はヤーン間に実質的に小さい間隙を有し又は不織布においてファイバ/フィラメント間に間隙を有しない。密なテキスタイルの空気透過性及び/又は水蒸気透過性は複数ファイバ/フィラメント間のボイド及び、存在するならば、ヤーン間の小さい間隙から生じる。
【0012】
第一のテキスタイルは、1つの実施形態において、ヤーン間に間隙を有するヤーンから作られた緻密製造テキスタイル構造を含む。その緻密テキスタイルは1cm2内で測定して、ヤーン間の間隙の平均サイズが100μm未満であることを特徴とする。
【0013】
第一のテキスタイルは衣料品又は衣服の最外層を形成することができることを意味する外側テキスタイルである。
1つの実施形態において、第一のテキスタイルはポリコットンから作られてよい。
別の実施形態において、第一のテキスタイルは少なくとも1種の溶融性材料から作られてよく、その溶融性材料は可燃性であってよい。溶融性であると考えられるテキスタイルとしては、限定するわけではないが、たとえば、ナイロン6、ナイロン6,6、ポリエステル、ポリプロピレンが挙げられる。溶融性材料の使用は非常に有利である。というのは、このような材料は安価であり、染色及びプリントが容易であり、そして十分な耐摩耗性を有するからである。
【0014】
さらなる実施形態において、第一のテキスタイルは少なくとも1種の非溶融性材料又は熱安定性テキスタイル、たとえば、ポリアラミド、難燃性(FR)綿、PBI、PBO、FRレイヨン、モダクリルブレンド、ポリアミン、カーボン、ファイバーグラス、PAN、ポリテトラフルオロエチレン(PTFE)ならびにそれらのブレンド及び組み合わせから作られることができる。
【0015】
含浸材料によるファイバ/フィラメントの間のボイドの充填はそのボイド中への液体の吸収を防止する。含浸材料は不連続パターンにより画定される含浸領域におけるファイバ/フィラメントの間のボイド内にのみ実質的に配置される。含浸材料の断面中への少なくとも部分的な侵入は、不連続パターンにより、含浸領域及び非含浸領域が存在することを意味する。含浸領域は隣接した含浸領域に対して完全に未結合である、侵入した含浸材料の離散した単一単位である。含浸領域におけるボイドの少なくとも一部分が充填されていることは含浸材料により充填されていないボイドが含浸領域に存在しうることを意味する。
【0016】
ヤーン及びそのヤーンの間の間隙を有する実施形態において、間隙も含浸領域内で少なくとも部分的に充填される。一般に、含浸材料は断面に侵入し、そしてテキスタイル構造(ファイバ/フィラメント/ヤーン)内のあらゆる空間及び体積(ボイド/間隙)を充填することができ、それゆえ、充填された空間/体積を液体に対して完全にブロックすることができる。このことにより、含浸領域及び非含浸領域の内部不連続パターンがもたらされる。本発明による侵入又は充填の程度又は深さはテキスタイルの表面孔又は表面ボイド内の材料の配置と異なる。1つの実施形態において、含浸材料の量は第一のテキスタイルの質量の少なくとも10%である。別の実施形態において、含浸材料の量は第一のテキスタイルの質量の少なくとも30%である。さらなる実施形態において、含浸材料の量は第一のテキスタイルの質量の少なくとも50%である。
【0017】
1つの実施形態において、含浸領域におけるボイドの過半は含浸材料により充填される。ボイドの過半とは含浸領域におけるボイドの半分より多くが充填されていることを意味する。ボイドの過半とは含浸領域におけるボイドが50%以上、60%以上、70%以上、80%以上又は90%以上充填されていることを意味する。含浸領域内の実質的にすべてのボイドを充填することも可能である。ボイドを充填する程度は含浸材料の量及び不連続パターンによる。より多くのボイドが充填されるほど、テキスタイル複合材の吸水性値が大きく低減されるであろう。他方、空気透過性及び/又は水蒸気透過性は減少し、そしてテキスタイル複合材は重量及び剛性が増加することができる。不連続パターンにより、含浸領域と非含浸領域との間の距離もテキスタイル複合材の吸水性値、空気透過性及び水蒸気透過性に影響を及ぼすことができる。
【0018】
さらなる実施形態において、第一の緻密テキスタイルの内側表面及び外側表面は実質的に変化されないままであり、そして含浸領域においてさえ少なくとも部分的に含浸材料を含まない。含浸領域は第一のテキスタイルの断面の中央内部に主として配置される。含浸材料を少なくとも部分的に含まないとは、含浸プロセスの後に非常に薄い層としてテキスタイルの外側表面及び/又は内側表面の部分の上に少量部分の含浸材料があってよいことを意味する。これにより、実質的に変化しない手触りを有するテキスタイルがもたらされ、テキスタイルの性質/テキスタイルの特性は維持され、そしてテキスタイル自体が柔軟で、良好な感触で、しっかりとした握り心地であり、そして非粘着性肌触りであることを意味する。
【0019】
上記のボイドが充填された、このような処理済みテキスタイル複合材は含浸領域においてヤーン中に液体を吸い込むことを防止する。テキスタイルの含浸領域内で、液体はヤーンの外側表面のみに付着することができるが、ヤーン中のボイド体積を湿潤させることはできない。それゆえ、テキスタイル複合材の吸水性値は未処理のテキスタイルと比較して減じられる。テキスタイル複合材の吸水性値はブンデスマン試験(DIN EN 29865, 1991)により70%以下、50%以下、40%以下、30%以下、20%以下、10%以下である。さらに、このような処理済みテキスタイル複合材は改良された再乾燥挙動を示し、処理済みテキスタイル複合材の再乾燥時間は本発明の処理をしていないテキスタイル複合材よりも短い。
【0020】
テキスタイル複合材の空気透過性及び/又は水蒸気透過性を確保するために、含浸材料は不連続パターンでテキスタイルに適用され、含浸領域及び非含浸領域の不連続パターンをもたらす。非含浸領域は本発明のテキスタイル複合材製品の空気透過性及び水蒸気透過性をもたらす。空気透過度は1つの実施形態において300l/m2/sより大きい。さらなる実施形態において、空気透過度は150l/m2/sより大きく、さらに20l/m2/sより大きく、さらに5l/m2/sより大きい。
【0021】
1つの実施形態において、不連続パターンは別々の不連続ドット及び/又はラインの形態である。そのドットは円形であっても、正方形であっても、長方形であっても、二次関数形状であっても又はそれらの混合であってもよい。そのラインは直線形状であっても、波形であっても、曲線形状であっても又はそれらの混合であってもよい。パターンにより、ドット及びラインは互いに狭く又は広く配置されうる。
【0022】
含浸材料はシリコーン、ポリウレタン、非晶性ペルフルオロポリマー又はそれらの混合物を含む群から選ばれることができる。市販の非晶性ペルフルオロポリマーはTeflon(登録商標)AF(DuPont)、Hyflon(登録商標)AD(Solvay Solexis)及びCytop(登録商標)(Asahi Glass)として知られている。Teflon(登録商標)AFはDuPontにより製造される非晶性フルオロポリマーのファミリーであり、それは2,2-ビス-トリフルオロメチル-4,5-ジフルオロ-l,3-ジオキソール(PDD)を他のフッ素含有モノマーと共重合させることにより製造される。現在、市販のTeflon(登録商標)AFグレードはPDDとテトラフルオロエチレン(TFE)とのコポリマーであり、Teflon(登録商標)AF1600及びTeflon(登録商標)AF2400として知られている。特定の実施形態において、含浸材料は少なくとも1種のシリコーン又はシリコーンゴムを含む。
【0023】
含浸材料は、特にヤーンのファイバ/フィラメントの間のボイド中に毛細管力により吸い上げられるほどに低い粘度を必要とする。使用の可能性のある含浸材料はボイドを充填する前の粘度が5000mPa/s未満である。さらなる実施形態において、含浸材料の粘度は約20000mPa/s以下である。さらに、含浸材料は液体中で膨潤特性及び/又は可溶性を実質的に有しない。含浸材料は架橋されていても又は架橋されていなくてもよい。
【0024】
別の実施形態において、含浸材料は1種又は数種の添加剤を含む。さらなる実施形態において、少なくとも1種の添加剤を含む含浸材料は膨張性グラファイトを含む。膨張性グラファイトは熱との接触の場合にファイヤーブロッカーとして機能する。膨張性グラファイトの膨張特性は熱を遮断し、そしてテキスタイル複合材が燃焼することを防止する。それゆえ、膨張性グラファイトの使用はそれを配置した基材の熱保護及び/又は火炎保護特性を改良する。
【0025】
本発明のさらなる実施形態において、第一のテキスタイルの非含浸領域は少なくとも部分的に少なくとも1つの機能性コーティングを含み、被覆領域をもたらす。被覆領域とは、ヤーンの外側表面が機能性コーティング材料により被覆されそしてボイドが実質的に機能性コーティング材料を含まない非含浸領域を意味する。被覆領域はなおも空気透過性及び/又は水蒸気透過性である。機能性コーティング材料はテキスタイルに追加的な好ましい特徴を追加することができる。たとえば、機能性コーティング材料は疎水性材料、親水性材料、疎油性材料、防虫性材料及びそれらの混合物からなる群より選ばれることができる。防虫性材料の例はペルメトリンである。
【0026】
第二のテキスタイルは第一のテキスタイルの内側表面に隣接して第一のテキスタイルに対して配置されてよい。1つの実施形態において、第二のテキスタイルは第一のテキスタイルに関して記載したとおりの緻密なテキスタイル構造を含むことができる。第二のテキスタイルは第一の表面及び第二の表面を有し、複数ファイバ/フィラメントを含み、そのファイバ/フィラメントの間にボイドを有する。1つの実施形態において、第二のテキスタイルは複数ファイバ/フィラメントを含むヤーン及びそのヤーンの間の間隙を含む。1つのさらなる実施形態において、第二のテキスタイルは含浸材料により第一のテキスタイルに結合される。含浸材料が第一の表面から第二の表面の第二のテキスタイルの断面に少なくとも部分的に侵入し、含浸材料の不連続パターンにしたがって含浸領域及び非含浸領域の不連続パターンをもたらし、ここで、含浸領域のボイドの少なくとも一部分は上記の含浸材料により充填されている。ヤーンを使用する実施形態において、ヤーンの間の間隙の少なくとも一部分も上記の含浸材料により充填されている。1つの実施形態において、第二のテキスタイルの含浸領域におけるボイドの過半は含浸材料により充填されている。ボイドの過半とは、含浸領域のボイドが50%以上、60%以上、70%以上、80%以上、90%以上の値まで充填されていることを意味する。含浸領域内の実質的にすべてのボイドを充填することも可能である。第二のテキスタイル中のボイドの充填値は不連続パターンに依存し、また、第一のテキスタイルに配置された含浸材料に依存する。より多くのボイドが第二のテキスタイル中にも充填されるときに、第二のテキスタイルの水吸収値はずっと低くなるであろう。
【0027】
さらなる実施形態において、含浸材料の不連続パターンは第一のテキスタイルの内側表面に適用され、その後、第二のテキスタイルの第一表面側が第一のテキスタイルの内側表面に取り付けられ、そのようにして、不連続パターンは第一のテキスタイルと第二のテキスタイルとの間に包囲される。含浸材料は圧力及び熱を用いて第一のテキスタイル及び第二のテキスタイルのボイド中に押し込まれ、そして第一のテキスタイル及び第二のテキスタイルの両方の含浸領域においてボイドの部分を充填する。第一のテキスタイルの外側表面及び第二のテキスタイルの第二の表面側は実質的に変化がなく、そして含浸領域において少なくとも部分的に含浸材料を有しない。少なくとも部分的に含浸材料を有しないとは含浸プロセスの後に非常に薄い層としてテキスタイルの外側表面及び/又は第二の表面の一部の上に少量部分の含浸材料があることができることを意味する。これにより、実質的に変化のないテキスタイルの手触りを有するテキスタイル複合材をもたらし、テキスタイルの性質/テキスタイルの特性が維持されかつテキスタイル複合材自体が柔らかく良好な感触で、しっかりとした握り心地で、不粘着性の肌触りであることを意味する。
【0028】
1つの実施形態において、テキスタイル複合材製品は第一のテキスタイル及び第二のテキスタイルを含む。第一のテキスタイルは溶融性でありそして熱安定でないポリアミド又はポリエステルの複数ファイバを含むヤーンから作られた緻密製造テキスタイルから作られている。第二のテキスタイルは難燃性材料から作られている。第一のテキスタイルと第二のテキスタイルとは膨張性グラファイトを含む含浸材料(含浸材料ブレンド)により結合されている。その含浸材料ブレンドは不連続パターンで第一の緻密テキスタイル及び第二のテキスタイルの断面を少なくとも部分的に侵入し、その不連続パターンにしたがって、両方のテキスタイルに含浸領域及び非含浸領域をもたらす。含浸領域におけるボイドの少なくとも一部分は前記含浸材料ブレンドにより充填されており、ここで、テキスタイル複合材はDIN EN29865(1991)により70%以下の水吸収値を有する。この実施形態では、水吸収値が低減されそして火炎保護性が付与されている、染色及びプリントが容易なテキスタイル複合材が提供される。
【0029】
別の実施形態において、バリア層はテキスタイル複合材製品を形成している第一のテキスタイル又は第二のテキスタイルの1つの面に隣接している。バリア層は水蒸気透過性バリア層であることができる。このバリア層は、また、液体不透過性及び/又はガス不透過性であってよい。ほとんどの実施形態において、バリア層はメンブレン又はフィルムであり、そして少なくとも1つのバッカーテキスタイル層と組み合わされる。
【0030】
用語「水蒸気透過性」とは層をとおした水蒸気の透過を確保する層を意味する。バリア層は水蒸気透過耐性(Ret)として測定して、水蒸気透過度が20m2Pa/W未満であることができる。
【0031】
本明細書中に使用されるときに、用語「バリア層」は、最低限として空気侵入に対するバリアを提供し、そして理想的には、ガスケミカルチャレンジなどの他の範囲のガスに対するバリアを提供するフィルム、メンブレン又はコーティングとして規定される。バリア層は空気不透過性であり及び/又はガス不透過性である。バリア層は空気透過度が5 l/m2未満(EN ISO 9237,1995)であるならば、空気不透過性であると考えられる。さらなる実施形態において、バリア層は最低限として液体の水の侵入に対するバリアを提供し、そして理想的には、液体ケミカルチャレンジなどの他の範囲の液体に対するバリアを提供する。層は、少なくとも0.13barの圧力で液体の水の侵入を防止するならば液体不透過性であると考えられる。水侵入圧力は本明細書中に記載されるISO811に関して記載されるのと同一の条件に基づいてバリア層のサンプルに対して測定される。バリア層は、1つの実施形態において、少なくとも1層の水蒸気透過性でかつ空気不透過性のメンブレンを含み、空気不透過性であるが、水蒸気透過性(呼吸性)を提供する。好ましくは、そのメンブレンは、また、液体不透過性であり、少なくとも水不透過性である。空気不透過性であるが、水蒸気透過性であるメンブレンのテキスタイル複合材製品における使用により、空気不透過性であるが、水蒸気透過性であるテキスタイル複合材製品となる。
【0032】
ここでの使用に適切な水不透過性でかつ水蒸気透過性である可とう性メンブレンは米国特許第3,953,566号明細書に開示されており、該明細書は多孔性延伸ポリテトラフルオロエチレン(PTFE)材料を開示している。延伸多孔性PTFEはフィブリルにより相互連結されたノードを特徴とするミクロ構造を有する。所望ならば、水不透過性は延伸PTFEを疎水性及び/又は疎油性コーティング材料によりコーティングすることにより向上されうる。水不透過性でかつ水蒸気透過性であるメンブレンは、また、高分子量マイクロ多孔性ポリエチレンもしくはポリプロピレ、マイクロ多孔性ポリウレタンもしくはポリエステル、又は、親水性モノリスポリマー、たとえば、ポリウレタンであることができる。
【0033】
本発明のテキスタイル複合材とバリア層との組み合わせは良好な快適性を付与しそして撥水性を促進する衣料品を提供する。「衣料品」とは、はきもの、ぼうし、手袋、シャツ、コート、ズボンなどを含む、装着することができるあらゆる物品を意味する。
【0034】
1つの実施形態において、本発明に係るテキスタイル複合材製品は第一のテキスタイル、及び、水蒸気透過性でかつ液体水不透過性であるメンブレンを含み、そのメンブレンは多孔性延伸ポリテトラフルオロエチレン(ePTFE)を含み、それは含浸材料により前記第一のテキスタイルの内側に結合されている。別の実施形態において、メンブレンは少なくとも1つの不連続接着剤又は同一の含浸材料を用いて少なくとも1層のバッカーテキスタイル層に積層されている。
【0035】
本発明はより高い快適性及び保護性を付与する、改良されたテキスタイル複合材製品を記載する。含浸領域において充填されたボイド及び間隙と、水蒸気透過性の非含浸領域に基づいて、テキスタイル複合材は制限された水吸い取り性及び低い水吸収値を示し、より速い再乾燥プロセス、低減された蒸発熱損失及び低い雨後重量増加を示す。
【0036】
本発明に係る膨張性グラファイトを含む含浸材料ブレンドを含む含浸されたテキスタイル複合材は難燃性をも付与する。特にテキスタイル複合材が第一のテキスタイルを含み、膨張性グラファイトを含む含浸材料ブレンド、及び、難燃性材料を含みかつ含浸材料ブレンドにより第一のテキスタイルの内側表面に結合された第二のテキスタイルを用いる場合には、上記のテキスタイル複合材はISO15025(2003)による難燃性を有する。
【図面の簡単な説明】
【0037】
図面の簡単な説明
【図1】図1は複数ファイバを含む未処理ヤーンの断面図を示す。
【図2】図2は液体と接触した後の複数ファイバを含む未処理ヤーンの断面図を示す。
【図3】図3は複数ファイバを含むヤーン及び含浸材料の不連続パターンから作られたテキスタイル複合材製品を示す。
【図4】図4は別の実施形態における含浸材料の不連続パターンを含むテキスタイル複合材製品の模式図を示す。
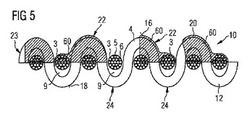
【図5】図5は本明細書中に記載される1実施形態において第一のテキスタイルの断面模式図を示す。
【図6】図6は本明細書中に記載される別の実施形態において含浸材料により結合されている第一のテキスタイル及び第二のテキスタイルの断面模式図を示す。
【図7】図7は含浸材料により作られた含浸領域を含む1つの実施形態において第一のテキスタイルの断面模式図を示す。
【図8】図8は含浸材料により作られた含浸領域及び機能性コーティング材料を含む非含浸領域を含む別の実施形態におけるテキスタイルの断面模式図を示す。
【図9】図9は膨張性グラファイトを含む含浸材料ブレンドにより互いに結合された第一のテキスタイル及び第二のテキスタイルの断面模式図を示す。
【図10】図10は第一のテキスタイル及び第二のテキスタイルならびにそれらの間に配置されたバリア層を有し、第一のテキスタイルは膨張性グラファイトを含む含浸材料ブレンドによりバリア層に結合されており、第二のテキスタイルは膨張性グラファイトを含む含浸材料ブレンドによりバリア層に結合されている1実施形態の断面模式図を示す。
【図11】図11はテキスタイル複合材の含浸領域の断面の走査型電子顕微鏡写真(SEM)を示す。
【図12】図12はより大きなスケールでの図11の同含浸領域の断面のSEMを示す。
【図13】図13は含浸領域及び非含浸領域を含むテキスタイル複合材の断面のSEMを示す。
【図14】図14はより大きなスケールでの図13の同含浸テキスタイルの断面のSEMを示す。
【図15】図15は本明細書中に記載されたサンプルの再乾燥時間のグラフである。
【発明を実施するための形態】
【0038】
発明の詳細な説明
「テキスタイル」とはファイバ/フィラメントを含むヤーンから作られた布帛材料を意味する。特に、用語「テキスタイル」は、本明細書中に使用されるときに、ヤーンを含む緻密製造されたシート状構造(たとえば、編み物又は織物)を指す。用語「ヤーン」は、本明細書中に使用されるときに、複数のファイバ、フィラメントなどを束ねられた形態で含む連続ストランドを指し、たとえば、編成、製織、又は、その他、布帛形成に使用するのに適したものであることができる。ヤーンは特定数のファイバを撚ったもの(紡糸されたヤーン)又は特定数のフィラメントを撚っていないもの(ゼロツイストヤーン)もしくは撚ったものとして存在する。ヤーンは複数の結合した又は係合したファイバ/フィラメントを含み、その間に画定されるボイドを有する。ヤーンは、また、一本のモノフィラメントを含むこともできる。用語「ボイド」は、本明細書中に使用されるときに、特にヤーン内部ののファイバ又はフィラメントの間の空間/体積を指す。ボイド空間は、また、ヤーン内部のファイバ/フィラメントの間の毛細管空間として記載されることもできる。ボイドは、通常、空気により満たされる。ボイドの平均サイズは、ヤーン内部にどの位密にファイバ/フィラメントが配置されているかによって、0〜50μmであることができる。用語「ファイバ(繊維)」は、本明細書中に使用されるときに、可とう性で、天然又は人造のスレッド状物体を指す。ファイバは既知の技術などにより形成されうる単位形態であるものと考えることができる。用語「フィラメント」は、本明細書中に使用されるときに、不定長さの人造スレッドを指す。用語「間隙」は、本明細書中に使用されるときに、紡糸されたファイバもしくはフィラメントを含むテキスタイル構造内のヤーンどうしの間の空間/開口部を指す。密のテキスタイルでは、空隙の平均サイズは1cm2内で測定して100μm未満である。織物テキスタイルでは、空隙は2本の平行の縦糸と2本の平行の横糸との間の交差点で形成される(図3を参照されたい)。密の織物テキスタイルでは、間隙の平均サイズは1cm2内で測定して100μm未満であり、好ましくは1cm2内で測定して50μm未満であり、好ましくは、間隙のサイズは0の値である。用語「ラミネート」は、本明細書中に使用されるときに、少なくとも2層の個々の層が接着剤又はその他により結合されているものを指す。
【0039】
本発明はテキスタイル複合材中に使用される複数ファイバ/フィラメントを含むヤーンの水吸収値が低減されたテキスタイル複合材製品を記載する。特に、本発明はヤーンのファイバ/フィラメントの間の開放ボイド中の液体の貯蔵を減じそして防止するように処理されたテキスタイル複合材を記載する。本発明は、特に、テキスタイル複合材中に使用されるヤーンの毛細管湿潤化を防止する。1つの実施形態において、ヤーンの処理は改良された難燃性を有するテキスタイル複合材をさらにもたらすことができる。
【0040】
図1はファイバ又はフィラメント5の束であるテキスタイル用の典型的なヤーン2を断面図で示している。このようなヤーン2は従来技術でよく知られている。図1のヤーン2は複数ファイバ/フィラメント5からなり、ヤーン2の単一ファイバ/フィラメント5の間に幾つかのボイド6を含む。ヤーン2を水などの液体と接触させると、液体は最初にヤーン2の外側表面7にあり、その後、ファイバ/フィラメント5の間に侵入してそしてヤーン2のボイド体積を満たす。
【0041】
図2はこのような液体で充填したヤーン2を示している。ヤーン2は複数ファイバ/フィラメント5からなり、ここで、ヤーン2のボイド体積は水などの液体8で完全に充填されている。結果的に、ヤーン2は以前よりも重く、そしてヤーン2から作られたテキスタイルは所望されない重量増加となる。多くの場合、水吸収量は100g/m2を超える可能性がある。ボイド6から急速に液体8を除去することはほぼ不可能である。それゆえ、再乾燥時間は長くなるであろう。
【0042】
図3は本発明に係るテキスタイル複合材製品10を示している。テキスタイル複合材10はヤーン2からなる第一のテキスタイル12を含み、それは縦方向及び横方向にヤーン2を含む織物を形成している。縦糸3及び横糸4は10〜50ヤーン/cmの数で作られてよい。第一のテキスタイル12は密に製織されたテキスタイル構造であり、ここで、小さい間隙9は2本の平行な縦糸3と2本の平行な横糸4との交差点で形成されており、平均サイズは1cm2内で測定して100μm未満である。幾つかの間隙9は1cm2内で測定して100μm未満のサイズを有し、幾つかの間隙9はサイズの値が0であるほど小さい。第一のテキスタイル12は内側表面16及び外側表面18を有する。テキスタイル12の内側表面16は人の側に向けられており、又は、環境から離れた側に向けられている。テキスタイル12の外側表面18は人から離れた側に向けられており、1つの実施形態において、それは環境(たとえば、雨)に直接接触する衣服の最外面である。両方の表面はぎっちりとつまって、緻密でコンパクトであり、製造に基づく小さい間隙9を含むのみである。それでも、第一のテキスタイル12は少なくとも水蒸気透過性であり、それゆえ、テキスタイル構造をとおして体から外側に湿分を輸送することができるので、装着者に快適性を付与することができる。好ましくは、第一のテキスタイル12は空気透過性である。
【0043】
この実施形態において、すべてのヤーン2はファイバ又はフィラメント5の束である。図3中のヤーン2の断面は各ヤーン2が複数ファイバ/フィラメント5からなり、図1に記載したとおり、ファイバ5間にボイド6を有する。2本の平行な縦糸3と2本の平行な横糸4との交差点では、間隙9が形成されていてよい。
【0044】
例示されたテキスタイル12の内側表面16は含浸材料60の不連続パターン20を示している。パターン20は、この実施形態において、ドット状である。含浸材料60の不連続パターン20は含浸領域22(ドット)及び非含浸領域24(ドットの周囲の領域)をもたらす。非含浸領域24は空気透過性でありかつ水蒸気透過性である。不連続パターンは含浸材料の別々の不連続ドットから形成され及び/又は含浸材料の遮断ラインによって形成されることができるパターンを意味する。上記のドットは円形、正方形、長方形、二次関数形状又はそれらの混合であることができる。上記のラインは直線形状、波形、曲線形状又はそれらの混合であることができる。ドット又はラインは含浸材料60の不連続パターン20が含浸領域22に隣接した非含浸領域24を形成するように互いに距離を置いて配置される。非含浸領域24はボイド、間隙及びファイバ/フィラメントが含浸材料60を含まない領域である。それゆえ、不連続含浸テキスタイルはなおも空気透過性であり、少なくとも水蒸気透過性である。含浸領域22において、含浸材料60はテキスタイルの断面に侵入しており、それにより、ファイバ5の間のボイド6の少なくとも一部は含浸材料60により充填されている。また、含浸領域22における間隙9も含浸材料60により少なくとも部分的に充填されている。含浸領域22は空気透過性でなく及び/又は水蒸気透過性でない。
【0045】
ヤーン2はポリオレフィン、ポリアミド、ポリエステル、再生セルロース、酢酸セルロース、レイヨン、アセテート、アラミド、ガラス、モダクリル、綿、ポリコットン、ウール、シルク、リネン、ジュート及びそれらの混合物からなる群より選ばれる。ヤーン2は連続マルチフィラメントもしくはステープル繊維又はそれらの組み合わせを含む。テキスタイルを形成するために使用されるファイバは予備処理されていない。本発明の1つの実施形態において、ヤーン2はポリアミドから作られたフィラメントを含む。別の実施形態において、ヤーン2はポリエステルステープル繊維及び綿の混合物を含む。第一のテキスタイルを形成するために使用されるヤーン2は多くの従来技術を用いて製造されうる。ヤーンは、たとえば、予備処理されていないポリエステル又はポリアミドを含む。テキスタイルは、また、単一モノフィラメントを含むヤーンを含むことができる。単一モノフィラメントを含むこのようなヤーンはボイドを有せず、それゆえ、充填されえない。テキスタイルは複数ファイバを含むヤーンと、単一モノフィラメントを含むヤーンとの混合物を含むことができる。特定の実施形態において、テキスタイル12のすべてのヤーン2は複数ファイバ/フィラメントを含む。
【0046】
第一のテキスタイル12は編み物テキスタイル構造、織物テキスタイル構造又は不織布テキスタイル構造もしくはフエルトから作られてよい。
【0047】
第一のテキスタイル12は50〜200g/m2のテキスタイル質量を有することができる。1つの実施形態において、第一のテキスタイル12は90〜110g/m2の質量を有する。さらなる実施形態において、テキスタイルの未処理質量は約180g/m2である。1つの実施形態において、第一のテキスタイルは溶融性、可燃性又は不燃性あるいはそれらの組み合わせであることができる材料を有する外側テキスタイルである。このようなテキスタイルは外側テキスタイルとして適切であり、限定するわけではないが、ポリアミド6、ポリアミド6.6、ポリエステル及びポリプロピレンが挙げられる。
【0048】
含浸材料60はシリコーン、ポリウレタン、非晶性ペルフルオロポリマー及びそれらの混合物を含む群から選ばれるポリマー材料を含む。含浸材料60は少なくとも1種のシリコーン又はシリコーンラバーを含む。別の実施形態において、含浸材料60は非膨潤性ポリウレタンを含む。さらなる実施形態において、含浸材料60はTeflon AF(登録商標)などの非晶性ペルフルオロポリマーを含む。
【0049】
1つの実施形態において、シリコーンは含浸材料60として使用される。使用されるシリコーンはRTV-タイプ、LSR-タイプ又はそれらの混合物であることができる。これらのシリコーンは使用前に混合される2成分からなる。RTV(室温架橋)シリコーンの硬化プロセスは室温で混合した時点で開始するが、そのプロセスは温度を増加させると加速する。良好な硬化温度は120〜180℃である。LSR(液体シリコーンラバー)シリコーンは高温を必要とし、硬化のために160℃〜200℃であることを意味する。硬化時間はヤーン中のシリコーンの量、ライン速度及び加熱領域の長さ及び加熱領域の選択温度に依存する。
【0050】
含浸材料60、特にシリコーンは、1種又は数種の添加剤を含むことができる。使用される添加剤は反射剤、抗カビ剤、手触り変性剤、粘度調節剤、レオロジー剤、柔軟剤、紫外線剤、充填剤、導電剤、伝熱剤、難燃剤及び放射線反射剤であることができる。難燃剤はホウ素化合物、アルミナ三水和物、ハロゲン含有化合物とともにアンチモン酸化物、水酸化マグネシウム及び亜リン酸化合物を含む有機もしくは無機化合物であることができる。
【0051】
1つの実施形態において、含浸材料は膨張性グラファイトを含む。さらなる好ましい実施形態において、含浸材料はシリコーン及び膨張性グラファイトの混合物又はブレンドを含む。
【0052】
図4は図3に示すようなテキスタイル複合材製品(10)を示すが、別の実施形態である。含浸材料60の不連続パターン20は不連続ドット及びライン形状で第一のテキスタイル12に適用される。不連続パターン20は第一のテキスタイル12の断面23を横切って複数の含浸領域22及び非含浸領域24を形成している。不連続パターン20は空気透過性及び水蒸気透過性を確保する別々のドット及び/又は別々のラインの任意の形態であってよい。含浸材料60は第一のテキスタイルの質量の少なくとも10%の量で適用でき、別の実施形態において、第一のテキスタイルの質量の少なくとも30%の量、そしてさらなる実施形態において、第一のテキスタイルの質量の少なくとも50%の量で適用できる。不連続パターン20は第一のテキスタイル12の含浸領域60におけるボイド及び間隙内に材料の耐久性結合を提供するように含浸材料を適用することにより形成される。適用技術は含浸材料60がテキスタイル断面23全体にわたって均一に分散されるが、含浸領域22に限定されるように選択される。
【0053】
第一のテキスタイル12の1つの表面への含浸材料60の適用は任意の既知の含浸技術を用いて行われてよい。1つの実施形態において、含浸材料の適用はグラビア印刷塗布法により行われる。侵入の深さは含浸材料の粘度により制御されうる。好ましくは、粘度は2000mPa/s付近である。特定の実施形態において、含浸材料の適用はよく知られたスクリーン印刷技術により行われる。1つの実施形態において、連続回転スクリーン印刷法を用いる。このスクリーン印刷法において、含浸材料は第一のテキスタイル上でスクリーンロールパターンをとおしてプレスされるであろう。レイダウンはスクリーンロールパターン及びスクリーン厚さにより主に調節されうるが、スクリーンロールのブレード角度/形状及び速度により幾分か調節されうる。
後に、硬化プロセスは炉内で120℃〜200℃の温度で約2分間、ある実施形態においては1分間行われる。
【0054】
含浸材料を適用するための他の方法としては、スクリーン印刷又はスプレイもしくは散布塗布又はナイフ塗布を挙げることができる。
【0055】
図5は、1つの実施形態における図3のテキスタイル複合材10の断面を示している。織物である第一のテキスタイル12は縦糸3及び横糸4を含む。図5中の断面23は幾つかの縦糸3の断面及び第一のテキスタイル12の1つの側から他方の側に横切って走っている1本の横糸4の断面を示す。縦糸3及び横糸4はファイバ/フィラメント5の束を含む。横糸3の断面は各横糸3が複数ファイバ/フィラメント5からなり、ファイバ5の間にボイド6を有する。小さい間隙9はヤーン3、4の交差点内に形成され、特に、2本の平行な縦糸3と2本の平行な横糸4との間の交差点に形成される。上記のテキスタイル12は内側表面16及び外側表面19を含む。その実施形態によると、含浸材料60の不連続パターン20はテキスタイル12の内側表面16に、たとえば、回転スクリーン印刷機械を用いて適用される。図5は第一のテキスタイル12の断面23中に侵入した含浸材料60により形成された含浸領域22を示している。含浸材料60を全く有しない断面23のこのような部分は非含浸領域24を形成する。含浸領域22内部において、ヤーン3、4のボイド体積又はヤーン3、4の部分、及び、ヤーンどうしの間の間隙9は含浸材料60により少なくとも部分的に充填されている。これにより、ファイバ/フィラメント5が含浸材料60中に部分的に埋め込まれた断面23となる。ある実施形態において、含浸パターン20は第一のテキスタイル12の断面23に侵入しており、それにより、内側表面18(又は外側表面)は含浸材料60を含まない。このことは第一のテキスタイル12のテキスタイル手触りが変化せずに残るので有利である。任意の実施形態において、外側表面16が含浸材料60の薄いスキンにより少なくとも部分的に覆われていることも可能である。
【0056】
非含浸領域24はファイバ/フィラメント5のボイド6及びヤーン3、4の交差点の間の間隙9が含浸材料60を含まない領域である。それゆえ、不連続含浸テキスタイル12はなおも空気透過性でかつ少なくとも水蒸気透過性である。
【0057】
含浸領域22において、含浸材料60はテキスタイル12の断面23に侵入し、それにより、ファイバ5間のボイド6及びヤーン3、4の間の交差点の間の間隙9の少なくとも一部分は含浸材料60により充填されている。含浸領域22は空気透過性でない。ある実施形態において、含浸領域は空気不透過性でなく、また、水蒸気不透過性でない。
【0058】
1つの実施形態において、含浸領域22内にあるボイド6の過半は充填されている。ヤーンを用いる実施形態において、含浸領域22内の間隙9もさらに充填されている。ボイド6/間隙9の過半とは含浸領域22におけるボイド6/間隙9の50%超、又は、含浸領域22におけるボイド6/間隙9の80%超、又は、含浸領域22におけるボイド6/間隙9の90%超を意味する。含浸領域22におけるほぼすべてのボイド/間隙(100%)が充填されている実施形態がある。
【0059】
含浸領域22は少なくとも部分的に非空気透過性である。第一のテキスタイル22の含浸領域22中の充填されたボイド6/間隙9はヤーン2のボイド体積に液体が侵入するのを低減しそして防止し、それにより、テキスタイル複合材10の水吸収値の有意な低減がもたらされる。水吸収値とは、予め決められた時間、水中に浸漬させたときに、テキスタイル複合材10により吸収される水の量を意味する。テキスタイル10により吸収される水の質量/乾燥テキスタイルの質量の比は百分率での水吸収率又は水吸い上げ率である。それゆえ、本発明に係るテキスタイル複合材10はDIN EN 29865(1991)により約70%以下の水吸収値を有する。他の実施形態において、水吸収値はDIN EN 29865(1991)により約50%以下、又は、約40%以下、又は、約30%以下、又は、約20%以下、又は、100%以下である。本発明の含浸されたテキスタイル複合材10はさらに、非含浸テキスタイルの再乾燥時間と比較して、再乾燥時間が低減されている。テキスタイルを再乾燥するための時間はテキスタイルから総量の水を蒸発させるのに要する時間である。再乾燥時間は、また、周囲温度及び周囲湿度に関係する。乾燥するための時間はより低い温度及びより高い湿度とともに増加する。水の総量(g/m2)は気象条件による再乾燥時間を決定する。
【0060】
含浸材料60は内側表面16及び外側表面18の間のヤーン2の間隙及びボイド体積に侵入し、第一のテキスタイル12の断面23内に含浸領域22を形成している。好ましくは、含浸領域22は内側表面16と外側表面18との間の断面23を部分的にのみ充填している。含浸領域22は外側表面18及び内側表面16に距離を置いた、第一のテキスタイル12の断面23の中間領域にあってもよい。1つのさらなる実施形態において、含浸領域22は内側表面16から断面23中の範囲にある。別の実施形態において、含浸領域22は外側領域18から断面23中に続いている。さらなる実施形態において、含浸領域22は内側表面16から外側表面18まで続いている。含浸領域22のサイズ及び位置は1つの表面に適用された含浸材料60の量に依存し、含浸材料60の粘度に依存し、そして第一のテキスタイル12内で含浸領域60を形成するために使用される圧力及び技術に依存する。特定の実施形態において、少なくとも、ヤーン2の外側表面7(図1を参照されたい)内のファイバ/フィラメント5は含浸材料60中に埋め込まれる。この実施形態において、ヤーン20の表面7は実質的に含浸材料60を含まない。別の実施形態において、含浸材料60はヤーン20の外側表面7の少なくとも一部の周囲で少なくとも部分的に薄い外側スキンを形成している。それゆえ、テキスタイル12のテキスタイル特性は未処理のテキスタイルと比較して変化がない。
【0061】
非含浸領域は含浸材料を含まず、それゆえ、第一のテキスタイル12をとおした水蒸気及び空気の輸送を少なくとも可能にする。
【0062】
図6は本発明のさらに1つの実施形態に係るテキスタイル複合材製品10を示す。第一のテキスタイル12は、衣料品の将来の外側表面18を形成する面とは反対面にて、多層テキスタイル複合材を形成するように別の層と隣接することができる。例示の実施形態において、第二のテキスタイル層14は上記の第一のテキスタイル12の内側表面16に隣接して配置されている。別の実施形態において、第一のテキスタイル12及び第二のテキスタイル14は含浸材料60の不連続パターン20によって互いに結合されている。第二のテキスタイル14はテキスタイルバッカーであってよく、好ましくは熱安定なテキスタイルバッカーである。第二のテキスタイル14は織物、不織布又は編み物であってよく、そしてポリエステル、ポリアミド、ポリオレフィンなどの種々の材料から作られてよい。さらなる実施形態において、第二のテキスタイル14はアラミド、難燃性(FR)綿、PBI、PBO、FRレイヨン、モダクリルブレンド、ポリアミン、カーボン、ファイバーグラス、PAN、ポリテトラフルオロエチレン(PTFE)ならびにそれらのブレンド及び組み合わせなどの、少なくとも1種の熱安定なテキスタイルから作られてよい。第一のテキスタイル12は図1〜5に記載したとおりのテキスタイル構造を有することができるが、すべての他のテキスタイル構造も可能である。第二のテキスタイル14はファイバ又はフィラメント5の束であるヤーン2からなることができる。図6中のヤーン2の断面23は各ヤーン2が複数ファイバ又はフィラメント5からなり、図1に記載されるように、ファイバ5の間のボイド6を有することを示している。ヤーン2の交差点の間に間隙9も形成されうる。第二のテキスタイル14は含浸材料60により第一のテキスタイルに結合されている。含浸材料60は第二のテキスタイル14のテキスタイル構造中に侵入し、不連続パターン20により第二のテキスタイル14内に含浸領域22’及び非含浸領域24’を形成している。それゆえ、含浸材料60の侵入の程度により、第二のテキスタイル14のファイバ/フィラメント5の間のボイド6の少なくとも一部は含浸材料60により充填されている。含浸領域22’内の間隙6の少なくとも一部も含浸材料60により充填されている。含浸材料60は、2つのテキスタイル層12、14の結合材料として、また、含浸領域22及び22’内のボイド6及び間隙9の充填材料としての2つの主要な機能を発揮する。
【0063】
2つのテキスタイル層を結合することによりテキスタイル複合材を製造する方法も提供する。その方法は第一のテキスタイル及び第二のテキスタイルを提供することを含む。第一のテキスタイルの内側表面にはグラビア印刷技術又は回転スクリーン印刷技術などにより含浸材料の不連続パターンが提供されている。第二のテキスタイルの1つの面が第一のテキスタイルの内側表面に接触される。第一のテキスタイル及び第二のテキスタイルを、2つの移動ローラ間のギャップを通しそしてプレスし、含浸材料をファイバのボイド及び、存在するならば、ヤーン間の間隙中に進行させた。ギャップのサイズ、ローラの速度及びローラ間の圧力は含浸材料が第一のテキスタイル及び第二のテキスタイルの断面中にどの位深く侵入するかを決める。その後、硬化プロセスを120℃〜200℃の温度で約2分間、ある実施形態では1分間行う。好ましくは、第一のテキスタイルの外側表面及び第二のテキスタイルの第二の表面は含浸材料を含まず、テキスタイル複合材のテキスタイル手触りを維持する。テキスタイル複合材から衣料品を製造することをさらに含む方法では、第一のテキスタイルの外側表面は衣料品の装着者の体とは離れた側に向けられる。
【0064】
図7は本発明に係るテキスタイル複合材の別の実施形態を示す。図1〜5に詳細に記載しているような第一のテキスタイル12を示している。上述のとおり、第一のテキスタイル12は外側表面18と内側表面16との間の第一のテキスタイル12の断面23を侵入する含浸材料60の不連続パターン20を含み、含浸領域22及び非含浸領域24をもたらす。図7に示すとおり、含浸材料60はファイバ5間のボイド6及びヤーン3、4間の間隙9の過半を満たし、それにより、含浸領域22は外側表面18から内側表面16に到達する。それゆえ、第一のテキスタイル12の外側表面18及び内側表面16上で不連続パターンを見ることができる。
【0065】
図8は本発明のさらなる実施形態を示す。図7に記載されたように含浸された第一のテキスタイル12を示している。この実施形態において、非含浸領域24は少なくとも1つの機能性コーティング材料40を部分的に含む。機能性コーティング材料40はFR保護、撥油性及び/又は撥水性又は防虫保護などの追加の特徴をテキスタイル複合材に与えることができる。非含浸領域24の機能性材料40による処理により被覆領域42をもたらす。コーティング42はヤーン2の外側表面7(図1を参照されたい)のみを覆い、そしてボイド6及び間隙9は機能性コーティング材料40を実質的に含まない。被覆された非含浸領域24はなおも空気透過性及び水蒸気透過性である。上記の機能性コーティング材料40は疎水性材料、親水性材料、疎油性材料、難燃剤、防虫材料及びそれらの混合物であることができる。非含浸領域24における機能性コーティング材料40は含浸領域22が形成された後に適用されうる。機能性コーティング材料40を適用するための適切な方法は、フーラード塗布(Foulard application)などの最少量コーティング技術の群から選ばれることができる。1つの実施形態において、機能性コーティング材料40はNuva TTC又はHPU又はNuva2110の名称でClariant社から入手可能である疎水性材料である。
【0066】
さらなる実施形態において、図9に例示されるとおり、第一のテキスタイル及び第二のテキスタイル12、14は図6において記載されるように結合される。含浸材料60は、この実施形態において、添加剤として膨張性グラファイト30を含む。この含浸材料ブレンド62は第一のテキスタイル及び第二のテキスタイル12、14のファイバ/フィラメント5の間のボイド5及びヤーン2の交差点の間の間隙9を充填し、そして両方のテキスタイル層を結合している。好ましくは、含浸材料60は膨張性グラファイト30を含む。上記の含浸材料ブレンド62はグラファイトを含む含浸材料の合計質量を基準として約50wt%以下、又は、約40wt%以下、又は、約30wt%以下の膨張性グラファイトを含む。他の実施形態において、膨張性グラファイトは含浸材料の約20wt%以下、又は、約10wt%以下、又は、約5wt%以下の膨張性グラファイトを構成する。一般に、グラファイトを含む含浸材料の合計質量を基準として約5wt%〜50wt%の膨張性グラファイトが望ましい。得られるテキスタイル複合材の所望の特性及び構造により、他の量の膨張性グラファイトは他の実施形態に適することができる。顔料、充填剤、抗菌剤、加工助剤及び安定剤などの他の添加剤も含浸材料に添加されうる。本発明に適する膨張性グラファイトのサイズは、含浸材料ブレンドが選択された適用法により適用されうるように選択されるべきである。たとえば、含浸材料ブレンドが回転スクリーンプリント技術により適用されるときに、膨張性グラファイト粒子のサイズはスクリーンに適合するために十分に小さくすべきである。
【0067】
本発明における使用に適する1つの膨張性グラファイトはNRC Nordmann(ドイツ), Rassmann 製品: Nord-Min 251, 製品番号102148又はNord-Min 250, 製品番号102147により入手可能な膨張性グラファイトである。膨張性グラファイト型Nord-Min 251は膨張体積が250ml/gである。粒子サイズは最低80%粒子>0.3mmである。膨張は>180℃の接触温度で開始する。好ましくは、含浸材料ブレンド62はシリコーン及び膨張性グラファイト30を含む。
【0068】
グラファイト30を含む含浸材料ブレンド62はポリマー材料及び膨張性グラファイトの緊密なブレンドを実質的に膨張性グラファイトの膨張を起こさせることなく提供する方法により製造されうる。適切な混合方法としては、限定するわけではないが、パドルミキサー、ブレンディング及び他の低剪断混合技術が挙げられる。1つの方法において、ポリマー材料及び膨張性グラファイト粒子の緊密ブレンドは膨張性グラファイトを、予備混合シリコーンポリマーと混合することにより得られる(たとえば1:1混合物でのWacker Elastosil LR 7665又は1:1混合物でのWacker Elastosil)。ポリマー材料及び膨張性グラファイト粒子もしくは膨張性グラファイトの凝集物の緊密ブレンドを提供する方法において、膨張性グラファイトはグラファイトの膨張の前にポリマー材料により被覆され又は封入される。
【0069】
この実施形態(膨張性グラファイトを含む含浸材料ブレンドを用いた)により製造されたテキスタイル複合材はISO 15025(2003)による水平火炎試験により火炎に暴露された後に残炎を抑制することができる能力を有する。第一のテキスタイル及び第二のテキスタイルの、膨張性グラファイトを含む含浸材料ブレンドによる処理により、向上した難燃性を有するテキスタイル複合材がもたらされる。向上した難燃性とはテキスタイル複合材10がISO 15025(2003)の垂直火炎試験により火炎に暴露された後の残炎が10秒以内であることを示すことを意味する。ISO 15025(2003)の垂直火炎試験による火炎への暴露の後に残炎が10秒以内であるサンプルは不燃性であるものとした。好ましいサンプルは残炎が3秒以内である。最も好ましいサンプルは残炎が全くない。残炎時間が10秒を超えるサンプルを可燃性とした。
【0070】
1つの実施形態において、テキスタイル複合材は、膨張性グラファイトを含む含浸材料ブレンドの不連続パターンを備えた溶融性外側テキスタイル、及び、その外側テキスタイルの内側表面に、上記含浸材料ブレンドにより結合された熱安定性テキスタイルバッカーを有し、使用の際に、その外側テキスタイルの外側表面は火炎に接触するように向けられる。外側テキスタイルの外側表面が火炎に暴露されるときに、テキスタイル複合材はISO 15025(2003)による水平火炎試験により試験して、残炎なしの合格を示す。火炎暴露時に、溶融性外側テキスタイルは膨張性グラファイトを含む含浸材料ブレンドに向けて溶融する。膨張性グラファイトが膨張するときに、熱安定性テキスタイルバッカーが含浸材料を固定し、それにより、溶融性外側テキスタイルの溶融物の吸収を促進するものと信じられる。
【0071】
さらに、図9中のテキスタイル複合材10の第一のテキスタイル12の非含浸領域24は少なくとも1つの機能性コーティング材料40を部分的に含む。機能性コーティング材料40はFR保護、撥油性及び/又は撥水性又は防虫保護などの追加の特徴をテキスタイル複合材に与えることができる。非含浸領域24の機能性材料40による処理により、図8に詳細に説明したとおり、被覆領域42をもたらす。別の実施形態において、第二のテキスタイル14も非含浸領域24に少なくとも1つの機能性コーティング材料40を含むことができ、それにより、被覆領域42をもたらす。
【0072】
図10は本発明の別の実施形態を示し、ここで、テキスタイル複合材10はバリア層50を含む。本発明の1つの実施形態において、バリア層50は水蒸気透過性である。バリア層はポリテトラフルオロエチレン(PTFE)、延伸PTFE、ポリウレタン又は他の適切な基材を含むメンブレン、フィルム又はラミネートであってよい。
【0073】
第一のテキスタイル12は、衣料品の将来の外側表面18を形成する面とは反対側の面上で、多層テキスタイル複合材10を形成するようにバリア層50と隣接することができる。1つの例において、第一のテキスタイル12は結合用接着剤として含浸材料62を用いてバリア層50に積層される。第二のテキスタイル14は、ここでも、含浸材料62を用いて、又は、従来の結合用接着剤を用いてバリア層50に結合されている。結合用接着剤として含浸材料62を用いる際に、含浸領域22及び非含浸領域24の不連続パターンは第一のテキスタイル12及び第二のテキスタイル14の断面内に形成された。たとえば、第一のテキスタイル12の内側表面16はバリア層50に対して、水不透過性の水蒸気透過性フィルム又はメンブレン、たとえば、モノリスの呼吸可能なポリウレタン又はポリエステルフィルム、又は、多孔性の、特に微孔性のポリエチレン又はポリプロピレン又はポリウレタンなどにより取り付けられ又は接着されうる。メンブレン又はフィルムの1つの実施形態は米国特許第3,953,566号明細書中に開示されている延伸ポリテトラフルオロエチレン(ePTFE)メンブレンからなり、それはフィブリルにより相互連結されたノードを特徴とする多孔性ミクロ構造を有する。そのメンブレンは液体の水の透過に対して耐性であるが、水蒸気透過性である。メンブレンの質量は1〜100g/m2であることができる。ePTFEを含むメンブレン又はフィルムにおいて、ePTFEは疎水性含浸剤により含浸されうる。ePTFEは、その上に、耐水性で水蒸気透過性である材料、たとえば、米国特許第4,194,041号明細書に開示されるタイプの水蒸気透過性ポリウレタンのフィルム又はコーティングの連続層を有することができる。連続水蒸気透過性ポリマー層はそれが水分子を輸送する点で親水性ポリマーであり、そしてここで親水性ポリマーと呼ぶであろう。親水性層は拡散により水を選択的に輸送するが、圧力輸送される液体又は空気流を支援しない。それゆえ、湿分、すなわち、水蒸気は輸送されるが、ポリマーの連続層は液体の水及び空気輸送性粒子、微生物、油又はその他の汚染物などの通過を妨げる。
【0074】
バリア層50は本発明の1つの実施形態において、少なくとも空気不透過性である。用語「空気不透過性」とは、バリア層、又は、バリア層50を含むテキスタイル複合材10は空気透過度が5 l/m2未満であることを意味する。
【0075】
さらなる実施形態において、バリア層50は液体不透過性である。用語「液体不透過性」とは、バリア層、又は、バリア層を含むテキスタイル複合材10は水侵入圧力が>0.13bar(ISO20811)であることを意味する。
【0076】
別の実施形態において、第一のテキスタイル12は空気不透過性で液体不透過性でかつ水蒸気透過性のバリア層に結合されている。
【0077】
図10の実施形態はバリア層50が第一のテキスタイル12及び第二のテキスタイル14の間に配置されてラミネートを形成している、本発明に係るテキスタイル複合材10を示す。バリア層50と2つのテキスタイル層との間の結合は上記のとおりの含浸材料ブレンド62による。
【0078】
図11は本発明に係る、2層のテキスタイル層を含むテキスタイル複合材10の断面のSEMを示している。織物の第一のテキスタイル12及び編み物の第二のテキスタイル14は含浸材料ブレンド62(シリコーン及び膨張性グラファイト)の不連続パターンにより結合されている。SEMは不連続パターンの1つのドットを示している。含浸材料ブレンド62のドットは第一のテキスタイル及び第二のテキスタイル12、14中に含浸され、テキスタイル12、14の両方のヤーン2のボイド6及びをヤーン2の間の空隙を部分的に充填し、含浸領域22を形成している。含浸領域22は両方のテキスタイルの断面の中間部分付近で終わっており、それゆえ、第一のテキスタイル12の外側表面18及び第二のテキスタイル14の第二の表面19は実質的に含浸材料62を有しない。
【0079】
図12は含浸材料ブレンド62により結合された2つのテキスタイル層を含むテキスタイル複合材の断面のSEMを、より高倍率で示している。ボイド6及び間隙9は含浸領域22内で含浸材料ブレンド62により部分的に充填されている。SEMは不連続パターンの1つのドットを示している。含浸領域22内の充填されたボイド6及び間隙9は液体がテキスタイルのこれらの空間中に吸収されうることを回避している。
【0080】
図13はテキスタイル複合材10の断面の別のSEMを示している。テキスタイル複合材10は、含浸領域22及び非含浸領域24をもたらす不連続パターンで含浸材料ブレンド62により結合されている第一のテキスタイル12及び第二のテキスタイル14を有する。SEMは3つの含浸領域22及び2つの非含浸領域24を示し、ここで、含浸領域22内で、含浸材料ブレンド62が第一のテキスタイル及び第二のテキスタイル12、14のテキスタイル構造中に侵入している。非含浸領域24は完全に含浸材料62を含まず、それゆえ、空気透過性かつ水蒸気透過性である。含浸領域62内では、過半のボイド及び間隙は含浸材料ブレンド62により充填されている。第一のテキスタイル12の外側表面18及び第二のテキスタイル14の第二の表面19は含浸材料62を実質的に有せず、実質的に変化のないテキスタイルの手触りとなる。
【0081】
図14はより高倍率での図13のテキスタイル複合材10の断面のSEMを示す。SEMは2つの含浸領域22の間に非含浸領域24を示す。
【実施例】
【0082】
例
含浸材料1(IM1):
含浸材料は1:1の混合物中でシリコーンWacker Elastosil LR 7665(Wacker Chemie AGから入手可能)を混合することによりシリコーン溶液を調製することで調製した。含浸材料は粘度が20000mPa/sである。
【0083】
含浸材料2(IM2):
含浸材料は1:1の混合物中でシリコーンWacker Elastosil Silgel(Wacker Chemie AGから入手可能)を混合することによりシリコーン溶液を調製することで調製した。含浸材料は粘度が2000mPa/sである。
【0084】
含浸材料ブレンド1(IMB1):
含浸材料と膨張性グラファイトのブレンドを、膨張性グラファイト(NRC Nordmann, Rassmann 製品: Nord-Min 251/製品番号102148)を、含浸材料IM1中に混合することにより調製した。膨張性グラファイトはIM1中に10〜45%の量で混合される。粒子のサイズは最小80%の粒子が>0.3mmである。
【0085】
含浸材料ブレンド2(IMB2):
含浸材料と膨張性グラファイトのブレンドを、約10〜45%の膨張性グラファイト(NRC Nordmann, Rassmann 製品: Nord-Min 250/製品番号102147)を、含浸材料IM1中に混合することにより調製した。膨張性グラファイトはサイズが約250〜300μmである。
【0086】
テキスタイル複合材例1
65%ポリエステル(PES)ヤーンと35%綿ヤーンから作られた第一の外側緻密テキスタイルを用いる。この緻密テキスタイルは紡糸ヤーンNm64/2から作られた織物テキスタイルである。ヤーンは予備処理していない。テキスタイルは質量が180g/m2である。ヤーン間の間隙の平均サイズは1cm2内で測定して約50μmである。このような緻密な織物テキスタイルはIbena Textilwerke GmbH社, ドイツから入手可能である。この緻密なテキスタイルの内側表面を含浸材料IM2により、連続回転スクリーン印刷技術によって、不連続十字形パターンを提供するような様式で含浸した(約150℃で約1分間硬化)。スクリーンは厚さ120μmの分離した別々の十字形パターンを有する。処理後のテキスタイル質量は245g/m2であった。それゆえ、IM2の量は約65g/m2であり、これはテキスタイル質量の約36.1%である。例1のサンプルを、明細書中に記載された空気透過性及び水蒸気透過性ならびに水吸収値に関して試験し、そして表1に報告した。
【0087】
テキスタイル複合材例2
50%アラミド/50%ビスコースFRヤーンから作られた第一の外側緻密テキスタイルを用いる。この緻密テキスタイルは紡糸ヤーンNm60/2から作られた織物テキスタイルである。ヤーンは予備処理していない。テキスタイルは質量が190g/m2である。間隙の平均サイズは約60μmである。このような緻密織物テキスタイルはUtexbel社、ベルギーから入手可能である。この緻密テキスタイルの内側表面を含浸材料IM2により、連続回転スクリーン印刷技術によって、不連続ストライプパターンを提供するような様式で含浸した(約150℃で約1分間硬化)。スクリーンは分離した別々のラインのパターンを有する。処理後のテキスタイル質量は215g/m2であった。それゆえ、IM2の量は約25g/m2であり、これはテキスタイル質量の約13.15%である。例2のサンプルを、明細書中に記載された空気透過性及び水蒸気透過性ならびに水吸収値に関して試験し、そして表1に報告した。
【0088】
【表1】

【0089】
表1は例1及び2の処理済みサンプルが含浸材料による処理の後に空気透過性及び水蒸気透過性であることを示す。そのことは非含浸領域が空気交換及び水蒸気交換のためになおも開放性であることを意味する。処理済みサンプルの空気透過性及び水蒸気透過性は低減されるが、なおも高い。低減の理由は、含浸領域でのボイド及び間隙が空気透過及び水蒸気透過のためにもはや利用可能でないからであり、というのは、それらが含浸材料により充填されているからである。水吸収性試験に関して、処理済みサンプルは水吸収性の低減を示しており、ここで、水吸収値は70%未満である。何回かの家庭洗濯サイクル及び空気乾燥の後でさえ、水吸収値は70%未満である。表1は、また、ペルメテスト(Permetest)を用いた例2の再乾燥特性を示す。図15は未処理及び処理済みの例2のサンプルの再乾燥曲線を示す。例2のサンプルは規定された条件下に湿潤化される:DIN EN 29865(1991)による10分間のブンデスマン(Bundesmann)雨暴露及び追加の15分間の遠心脱水。ペルメテストでは、サンプル乾燥の間の再乾燥時間及び合計熱損失を測定した。濡れたサンプルを計器に載せた時から、合計熱損失(W/m2)を規定の気象条件下(15℃、65%rH/2.5m/sの風速)で記録する。乾燥時間の間の曲線の下の面積はこの期間の合計熱損失である。曲線におけるフラットテールはテキスタイルが再び乾燥した時刻を示している。
【0090】
テキスタイル複合材例3
100%ポリアミド(PA)Taslite twillヤーンから作られた第一の緻密なフェーステキスタイルを用いてテキスタイル複合材を製造した。第一のテキスタイルはヤーン(dtex78f34)から作られた織物テキスタイルである。ヤーンは予備処理していない。第一のテキスタイルは質量が100g/m2である。ヤーン間の間隙の平均サイズは1cm2内で測定して約40μmである。このような織物の緻密テキスタイルはIbena Textilwerke GmbH社, ドイツから入手可能である。第一の緻密テキスタイルは第二のバッカーテキスタイルに取り付けられている。第一のテキスタイルはフェースを形成し、そして第二のテキスタイルはバッキングを形成している。第二のバッカーテキスタイルは65%ポリエステル(PES)ヤーン及び35%綿ヤーンを用いて作られている。第二のテキスタイルは紡糸ヤーンNm50/1の編み物テキスタイルである。ヤーンは予備処理していない。第二のテキスタイルは質量が95g/m2である。このような編み物テキスタイルはRiedel+Tietz Textil GmbH&Co社、ドイツから入手可能である。第二のテキスタイルは第一のテキスタイルの内側に配置されて、2層テキスタイル複合材を形成している。サンプルを本明細書中に記載される空気透過性及び水蒸気透過性、水吸収値及び水平火炎試験法により試験し、結果を表2に報告した。
【0091】
テキスタイル複合材例4
2層テキスタイル複合材を実質的に例3にしたがって製造したが、含浸材料ブレンドIMB1によって結合した。2層テキスタイル複合材ラミネートは含浸材料ブレンドIMB1の不連続パターンを第一のフェーステキスタイルの内側表面にプリントし、その後、ギャップが0.4mmである2つのローラの間で第二のバッカーテキスタイルを第一のフェーステキスタイルに接着させることにより製造した。IMB1の不連続パターンは不連続ドットパターンを提供するような様式で連続回転スクリーン印刷技術によりプリントした。スクリーンは、直径2.3mm及び厚さ120μmの分離された別々のドットのパターンを有する。得られたテキスタイル複合材は、外側の溶融性ポリアミド緻密テキスタイル及び熱安定バッカーテキスタイルがIMB1のドットの不連続パターンにより結合されており、ラミネートの質量が261g/m2である2層テキスタイルラミネートであった。IMB1の量は約79gであり、それゆえ、含浸材料は第一のテキスタイルの質量の60%の量で適用された。ラミネートを約1分間、150℃で硬化させた。サンプルを本明細書中に記載される空気透過性及び水蒸気透過性、水吸収値及び水平火炎試験法により試験し、結果を表2に報告した。
【0092】
テキスタイル複合材例5
100%ポリアミド(PA)Taslite twillヤーンから作られた第一の緻密なフェーステキスタイルを用いてテキスタイル複合材を製造した。第一のテキスタイルはヤーン(dtex78f34)から作られた織物テキスタイルである。ヤーンは予備処理していない。第一のテキスタイルは質量が100g/m2である。ヤーン間の間隙の平均サイズは1cm2内で測定して約40μmである。このような織物の緻密テキスタイルはIbena Textilwerke GmbH社, ドイツから入手可能である。第一の緻密テキスタイルは第二のバッカーテキスタイルに取り付けられている。第一のテキスタイルはフェースを形成し、そして第二のテキスタイルはバッキングを形成している。第二のバッカーテキスタイルは100%Nomex(アラミド)ステープル繊維ヤーンNm80/1から作られている。ヤーンは予備処理していない。第二のテキスタイルは質量が58g/m2である。このような編み物NormexバッカーテキスタイルはEstambril S.A.社 スペインから入手可能である。第二のテキスタイルは第一のテキスタイルの内側に配置されて、2層テキスタイル複合材を形成している。サンプルを本明細書中に記載される空気透過性及び水蒸気透過性、水吸収値及び水平火炎試験法により試験し、結果を表2に報告した。
【0093】
テキスタイル複合材例6
2層テキスタイル複合材を実質的に例5にしたがって製造したが、含浸材料ブレンドIMB1によって結合した。2層テキスタイル複合材ラミネートは含浸材料ブレンドIMB1の不連続パターンを第一のフェーステキスタイルの内側表面にプリントし、その後、ギャップが0.5mmである2つのローラの間で第二のバッカーテキスタイルを第一のフェースに接着させることにより製造した。IMB1の不連続パターンは不連続ドットパターンを提供するような様式で連続回転スクリーン印刷技術によりプリントした。スクリーンは、直径2.3mm及び厚さ120μmの分離された別々のドットのパターンを有する。得られたテキスタイル複合材は、外側の溶融性ポリアミド緻密テキスタイル及び熱安定バッカーテキスタイルがIMB1のドットの不連続パターンにより結合されており、ラミネートの質量が230g/m2である2層テキスタイルラミネートであった。IMB1の量は約72gであり、それゆえ、含浸材料は第一のテキスタイルの質量の72%の量で適用された。ラミネートを約1分間、150℃の温度で硬化させた。ラミネートの第一のフェーステキスタイルの非含浸領域を疎水性フルオロカーボン(Clariant Nuva TTC)により処理した。サンプルを本明細書中に記載される空気透過性及び水蒸気透過性、水吸収値及び水平火炎試験法により試験し、結果を表2に報告した。
【0094】
テキスタイル複合材例7
2層テキスタイル複合材を実質的に例3にしたがって製造したが、含浸材料ブレンドIMB2によって結合した。2層テキスタイル複合材ラミネートは含浸材料IMB2の不連続パターンを第一のフェーステキスタイルの内側表面にプリントし、その後、ギャップが0.4mmである2つのローラの間で第二のバッカーテキスタイルを第一のフェーステキスタイルに接着させることにより製造した。IMB2の不連続パターンは不連続ドットパターンを提供するような様式で連続回転スクリーン印刷技術によりプリントした。スクリーンは、直径2mm及び厚さ200μmの分離された別々のドットのパターンを有する。得られたテキスタイル複合材は、外側の溶融性ポリアミド緻密テキスタイル及び熱安定バッカーテキスタイルがIMB2のドットの不連続パターンにより結合されており、ラミネートの質量が364g/m2である2層テキスタイルラミネートであった。IMB1の量は約168gであり、それゆえ、含浸材料は第一のテキスタイルの質量の165%の量で適用された。ラミネートを約1分間、150℃の温度で硬化させた。サンプルを本明細書中に記載される空気透過性及び水蒸気透過性、水吸収値及び水平火炎試験法により試験し、結果を表2に報告した。
【0095】
テキスタイル複合材例6
2層テキスタイル複合材を実質的に例3にしたがって製造したが、含浸材料ブレンドIMB2によって結合した。2層テキスタイル複合材ラミネートは含浸材料ブレンドIMB2の不連続パターンを第一のフェーステキスタイルの内側表面にプリントし、その後、ギャップが0.4mmである2つのローラの間で第二のバッカーテキスタイルを第一のフェーステキスタイルに接着させることにより製造した。IMB2の不連続パターンは不連続ドットパターンを提供するような様式で連続回転スクリーン印刷技術によりプリントした。スクリーンは、直径2mm及び厚さ200μmの分離された別々のドットのパターンを有する。得られたテキスタイル複合材は、外側の溶融性ポリアミド緻密テキスタイル及び熱安定バッカーテキスタイルがIMB2のドットの不連続パターンにより結合されており、ラミネートの質量が364g/m2である2層テキスタイルラミネートであった。IMB1の量は約172gであり、それゆえ、含浸材料は第一のテキスタイルの質量の165%の量で適用された。ラミネートを約1分間、150℃の温度で硬化させた。ラミネートの第一のフェーステキスタイル及び第二のバッカーテキスタイルの非含浸領域を疎水性フルオロカーボン(Clariant Nuva HPU)により処理した。サンプルを本明細書中に記載される空気透過性及び水蒸気透過性、水吸収値及び水平火炎試験法により試験し、結果を表2に報告した。
【0096】
【表2】
【0097】
表2は例4、6、7及び8の処理済みサンプルが含浸材料による処理の後に空気透過性及び水蒸気透過性であることを示す。そのことは非含浸領域が空気交換及び水蒸気交換のためになおも開放性であることを意味する。例4及び6の処理済みサンプルの空気透過性及び水蒸気透過性は低減されるが、なおも高い。低減の理由は、含浸領域でのボイド及び間隙が空気透過及び水蒸気透過のためにもはや利用可能でないからであり、というのは、それらが含浸材料により充填されているからである。水吸収性試験に関して、処理済みサンプルは水吸収性の低減を示しており、ここで、水吸収値は70%未満である。何回かの家庭洗濯サイクル及び混転乾燥の後でさえ、水吸収値はほぼ70%未満である。表2は、さらに、例4、6、7及び8の処理済みサンプルを本明細書中に記載されたとおりの火炎防止試験により難燃性に関して試験されたことを示す。表2に報告されているとおり、すべての処理済みサンプルは火炎に10秒間暴露した後に残炎を有しない。
【0098】
試験手順
空気透過性
布帛(テキスタイル)の空気透過性を測定するために、布帛をとおした空気流量を測定することができる試験機を用いる。サンプルを2つのリングの間に配置し、それにより、試験面積が100cm2となる。100Paの一定圧力でサンプルをとおして空気を吸引する。サンプルをとおして入ってくる空気の量を測定して、l/m2/sで計算する。試験法はEN ISO 9237中に記載されている。
【0099】
水蒸気透過度
テキスタイル層、テキスタイル複合材製品及びバリア層のRET試験法:
水蒸気透過耐性(Ret)は一定分圧勾配下に所与の領域をとおる蒸発潜熱フラックスを決定する構造又は複合材などのシートの特定の材料特性である。本発明において記載されるとおりのテキスタイル層、テキスタイル複合材又はバリア層は、もし水蒸気透過耐性Retが150(m2×Pa)/W未満であるならば水蒸気透過性である。バリア層は好ましくはRetが20(m2×Pa)/W未満である。水蒸気透過度はISO 11092(2005)によるスキンモデルにより測定される。
【0100】
水不透過性
水不透過性の測定は国際標準ISO 811により行われる。1つの実施形態において、バリア層は0.13barまでの水圧に耐性である。
【0101】
水吸収性
テキスタイル構造の水吸収性を決定するための1つの方法はブンデスマン試験(DIN EN29865)(1991)による降雨試験を用いることである。降雨装置は水体積、液滴サイズ及び降雨装置から試験サンプルまでの距離により決定される雨を作る。試験は10分間行う。テキスタイル及びテキスタイル複合材製品の水吸収は以下の方法により測定される。
1.サンプル(テキスタイル/テキスタイル複合材)の質量の決定、
2.ブンデスマン降雨試験を10分間行う、
3.サンプルの15秒間の遠心脱水、
4.サンプルの質量の決定、
5.ブンデスマン降雨試験の前のサンプルに対する%での質量増加の計算。
水吸収試験の測定を未処理テキスタイル及びテキスタイル複合材製品、本発明に係る含浸テキスタイル及びテキスタイル複合材製品サンプル、ならびに、本発明に係る処理済みテキスタイル及びテキスタイル複合材製品に対して、そして60℃での10回の家庭洗濯サイクル(空気乾燥又は混転乾燥)後に行った。
【0102】
家庭洗濯
国際標準ISO 6330/2A(1984)にしたがって60℃で家庭洗濯サイクルにより洗濯を行、その後、空気乾燥(ISO 6330/2A-A)又は混転乾燥(ISO 6330/2A-E)を用いた。
【0103】
含浸材料の粘度
ポリマー材料の粘度はRheotec社又はBrookfield社などの回転測定装置(ビスコメータ)を用いて測定できる。
【0104】
難燃性
難燃性の測定は、表面に火炎を10秒間暴露する国際標準ISO 15025(2003)により行った。サンプルの外側テキスタイル面を火炎に10秒間暴露した。残炎時間を記録した。10秒を超える残炎時間のサンプルを可燃性と考えた。10秒以下の残炎時間のサンプルを不燃性と考えた。好ましいサンプルは残炎時間が3秒以下である。最も好ましいサンプルは残炎がない。
【0105】
間隙の平均サイズ
緻密製造テキスタイル中のヤーン間の間隙は1cm2内で測定して平均サイズが100μm未満である。織物テキスタイルにおいて、間隙9は2本の平行な縦糸と2本の平行な横糸との間の交差点で形成される(図3を参照されたい)。間隙の平均サイズを測定するために、光学顕微鏡(たとえば、Zeiss顕微鏡)を用いる。各々の間隙のすべてのサイズ(すなわち、すべての交差点のサイズ)を、1cm×1cmの予め決められたテキスタイルの領域内で光学顕微鏡を用いて測定する。測定を1cm×1cmのテキスタイルの領域の上面に対して行う。間隙の平均サイズを予め決められた領域内のすべての間隙のサイズ(たとえサイズが0であっても)から計算する。顕微鏡は、好ましくは、距離に関する電子測定プログラムと組み合わせて50×倍率を有する。さらなる有用な倍率を用いてもよい。
【0106】
ペルメテスト(Permetest)
ペルメテストは、テキスタイル布帛、不織布、ホイル及びペーパーシートの水蒸気及び熱に対する耐性又は透過性を決定するための急速応答測定計器(スキンモデル)である。この計器はISO標準11092(2005)に非常に類似したすべての種類の測定を提供し、そして結果はISO標準11092(2005)に要求されるのと同一の手順により評価される。この標準に対する差異はより小さいサンプルによる。ペルメテストは再乾燥の間の湿潤布帛の熱損失の変化を測定するのに特に興味深い。もし、ペルメテストの加熱プレートの温度が35℃のスキン温度に設定され、そして周囲条件が15℃及び65%rHで風速2.5m/秒に設定されるならば、このことはこれらの条件にて装着している間に湿潤布帛を再乾燥させることをシミュレートする。
【0107】
上記は、本発明の範囲を限定することを意図せずに、本発明がどのようになされそして使用されうるかを説明している。本発明の特定の実施形態が本明細書中に例示されそして記載されてきたが、本発明はこのような例示及び記載に限定されるべきでない。特許請求の範囲内で変更及び修正が本発明の部分として取り入れられそして具現化されてよいことが明らかなはずである。
【技術分野】
【0001】
発明の分野
本願は、ファイバ/フィラメント、特にヤーンの形態のファイバ/フィラメントから作られた少なくとも1つのテキスタイルを含み、含浸材料の部分内部不連続パターンが吸水性及び再乾燥時間を低減する空気透過性で水蒸気透過性であるテキスタイル複合材をもたらす、テキスタイル複合材製品に関する。1つの実施形態において、そのテキスタイル複合材製品は追加の向上した火炎保護性を示す。
【背景技術】
【0002】
発明の背景
水と接触した後に水を吸収する能力が低減されている衣料用テキスタイルは望まれている。布帛用ヤーンはマルチフィラメント又はステープル繊維を含むことができる。ファイバ/フィラメント束の形態のこのようなヤーンはファイバ/フィラメントの間にボイドを含む。ヤーンが水などの液体と接触する場合に、液体のほとんどはヤーンのボイド中に吸い込まれる。この吸い込みプロセスにより、テキスタイルは濡れ、重くなりそして乾燥に長時間を要することになる。
【0003】
この欠点を克服するための1つの可能性は、通常にフルオロカーボンをベースとする疎水性仕上剤を布帛に提供することである。しかし、この布帛はわずか数回の洗濯の後に撥水性を失う。
【0004】
テキスタイルを撥水性とするためにどのように処理するかの別の可能性はW.L.Gore & Associates GmbHの名義のEP2034088A1に開示されている。EP2034088A1は複数ファイバ及びそのファイバ間のボイドから作られているヤーンを含む布帛を記載している。布帛は非常に開放されたテキスタイル構造を有し、平均幅が100μmを超えるヤーン間の間隙を有する。ボイドはポリマー材料で充填され、そして間隙は開放されたままである。ファイバ間のボイドの充填はそのボイド中への水の吸収を防止し、そしてそれゆえ、布帛の吸水性を低減する。このような開放構造を有するテキスタイルは産業界で用途が非常に限定されており、ヤーン自体は外部の水に対して保護されうるが、開放された広い間隙はなおも水を衣料品中に通過させる。さらに、ヤーンは上記のポリマー材料により既に内部的に充填されているので、別の処理によってテキスタイルにさらなる機能を追加することは困難である。
【0005】
Nextec Applications, Inc.に譲渡されたUS5418051Aはシリコーンポリマー組成物の内部コーティングを含む可とう性多孔性ウェブに関する。ウェブはモノフィラメント、ヤーン、ステープルなどの形態の繊維を含むことができる。ウェブは任意の所望の組成であってよい繊維を含む織物又は不織布である布帛であることができる。ウェブはウェブの繊維の少なくとも一部を包囲するウェブ内のフィルム又はコーティング又は層として存在する硬化性シリコーンポリマー含浸剤を含む。内部コーティングの領域における間隙は含浸剤によりほとんど充填され又は閉塞されている。ウェブの外側表面は実質的に含浸剤を有しない。ウェブの繊維を実質的に完全に封入しそして内部層を形成するシリコーンポリマーは、シリコーンポリマーがウェブ内部において繊維のほぼ表面部分上にあることを意味する。内部コーティング層に基づいて、ウェブの外側表面の繊維は被覆されておらず、それゆえ、ウェブ中に水を吸い込むことができる。これを回避するために、シリコーンポリマーを適用する前にフルオロケミカル物質を用いてウェブを含浸する。このような含浸ウェブはわずか数回の洗濯の後に撥水性を失うことが知られている。さらに、内部コーティング層を有するこのようなウェブはシリコーンポリマーによる内部層又はフィルムのために空気透過性でない。
【0006】
通常、工業作業員及び法執行機関のための保護衣料品はポリコットン緻密テキスタイルから作られている。ポリコットンテキスタイルは高価でないが、非常に高い吸水性がありそして再乾燥時間が数時間である。
【0007】
消防員、工業作業者、法執行機関などは気象条件からだけでなく、危険な液体、熱及び火炎から保護する衣料品を必要とする。特に、火炎からの保護は自己消火性でありかつ衣料品をとおした熱移動により生じるヤケドを防止する材料を要求する。さらに、液体及び火炎保護衣料品は機能を発揮する能力を高めるために熱応力負荷を低減し又は熱傷害を防止するために十分なレベルの通気性を有するべきである。火炎保護材料は、不燃性で非溶融性である布帛を含み、たとえば、アラミド、ポリベンゾイミダゾール(PBI)、ポリp−フェニレン−2,6−ベンゾビスオキサゾール(PBO)、モダクリルブレンド及びそれらの組み合わせから作られる布帛を含む。これらの繊維は本質的に不燃性であることができるが、いくつかの制限がありうる。具体的には、これらの繊維は非常に高価で、染色及びプリントが難しいことがあり、そして十分な耐摩耗性を有しないことがある。さらに、これらの繊維はより多くの水を吸収し、ナイロン又はポリエステル系布帛に比べて不満足な快適さを提供する。さらに、追加の疎水性、疎油性などの処理も上記の火炎保護材料のユニークな化学構造に基づいて困難である。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は上記の欠点を克服する。
本発明の1つの目的は、低吸水性値、速い再乾燥時間を有し、なおも空気透過性である、改良されたテキスタイル複合材を提供することである。
本発明の別の目的は、低吸水性値、高い空気透過性及び難燃性であるテキスタイル複合材を提供することである。
本発明のさらなる目的は、外側溶融性可燃性テキスタイルを含むテキスタイル複合材であって、低吸水性値及び速い再乾燥時間を有しながら、難燃性で、空気透過性でかつ耐水性であるテキスタイルを提供することである。
さらに、時折の突発的な火炎暴露を含む環境中での最適使用者性能のために、軽量で水蒸気透過性でかつ耐水性である、向上したヤケド保護性を有する衣料品は望まれる。
【課題を解決するための手段】
【0009】
発明の要旨
本発明は請求項1記載のテキスタイル複合材製品を提供し、従属請求項はそのテキスタイル複合材製品の実施形態を示す。本発明は請求項1のテキスタイル複合材製品から作られる衣料品も含む。
【0010】
本発明は、内側表面及び外側表面を有する第一のテキスタイルを含むテキスタイル複合材製品を記載する。第一のテキスタイルは複数ファイバ/フィラメントを含み、そのファイバ間にボイドを有する。1つの実施形態において、第一のテキスタイルは複数ファイバ/フィラメントを含むヤーン及びそのヤーンの間の間隙を含む。第一のテキスタイルは含浸材料の不連続パターンを含み、その含浸材料は上記の内側表面及び外側表面の間の第一のテキスタイルの断面を少なくとも部分的に侵入し、不連続パターンによる含浸領域及び非含浸領域をもたらす。含浸領域中のボイドの少なくとも一部分は上記の含浸材料により充填されており、ここで、テキスタイル複合材はDIN EN 29865(1991)による水吸収値が70%以下である。含浸領域中のヤーン間に間隙を有する実施形態において、ヤーン間の間隙の少なくとも一部分も上記の含浸材料により充填されている。含浸材料の少なくとも部分的な侵入により、含浸材料の部分内部不連続パターンがもたらされる。
【0011】
1つの実施形態において、第一のテキスタイルは緻密なテキスタイル構造を含む。このような緻密な第一のテキスタイルは編み物又は織物構造などのヤーンから作られる、又は、不織布などのファイバ/フィラメントから作られる、任意の緊密製造テキスタイル構造を意味する。このような緊密製造テキスタイル構造はヤーン間に実質的に小さい間隙を有し又は不織布においてファイバ/フィラメント間に間隙を有しない。密なテキスタイルの空気透過性及び/又は水蒸気透過性は複数ファイバ/フィラメント間のボイド及び、存在するならば、ヤーン間の小さい間隙から生じる。
【0012】
第一のテキスタイルは、1つの実施形態において、ヤーン間に間隙を有するヤーンから作られた緻密製造テキスタイル構造を含む。その緻密テキスタイルは1cm2内で測定して、ヤーン間の間隙の平均サイズが100μm未満であることを特徴とする。
【0013】
第一のテキスタイルは衣料品又は衣服の最外層を形成することができることを意味する外側テキスタイルである。
1つの実施形態において、第一のテキスタイルはポリコットンから作られてよい。
別の実施形態において、第一のテキスタイルは少なくとも1種の溶融性材料から作られてよく、その溶融性材料は可燃性であってよい。溶融性であると考えられるテキスタイルとしては、限定するわけではないが、たとえば、ナイロン6、ナイロン6,6、ポリエステル、ポリプロピレンが挙げられる。溶融性材料の使用は非常に有利である。というのは、このような材料は安価であり、染色及びプリントが容易であり、そして十分な耐摩耗性を有するからである。
【0014】
さらなる実施形態において、第一のテキスタイルは少なくとも1種の非溶融性材料又は熱安定性テキスタイル、たとえば、ポリアラミド、難燃性(FR)綿、PBI、PBO、FRレイヨン、モダクリルブレンド、ポリアミン、カーボン、ファイバーグラス、PAN、ポリテトラフルオロエチレン(PTFE)ならびにそれらのブレンド及び組み合わせから作られることができる。
【0015】
含浸材料によるファイバ/フィラメントの間のボイドの充填はそのボイド中への液体の吸収を防止する。含浸材料は不連続パターンにより画定される含浸領域におけるファイバ/フィラメントの間のボイド内にのみ実質的に配置される。含浸材料の断面中への少なくとも部分的な侵入は、不連続パターンにより、含浸領域及び非含浸領域が存在することを意味する。含浸領域は隣接した含浸領域に対して完全に未結合である、侵入した含浸材料の離散した単一単位である。含浸領域におけるボイドの少なくとも一部分が充填されていることは含浸材料により充填されていないボイドが含浸領域に存在しうることを意味する。
【0016】
ヤーン及びそのヤーンの間の間隙を有する実施形態において、間隙も含浸領域内で少なくとも部分的に充填される。一般に、含浸材料は断面に侵入し、そしてテキスタイル構造(ファイバ/フィラメント/ヤーン)内のあらゆる空間及び体積(ボイド/間隙)を充填することができ、それゆえ、充填された空間/体積を液体に対して完全にブロックすることができる。このことにより、含浸領域及び非含浸領域の内部不連続パターンがもたらされる。本発明による侵入又は充填の程度又は深さはテキスタイルの表面孔又は表面ボイド内の材料の配置と異なる。1つの実施形態において、含浸材料の量は第一のテキスタイルの質量の少なくとも10%である。別の実施形態において、含浸材料の量は第一のテキスタイルの質量の少なくとも30%である。さらなる実施形態において、含浸材料の量は第一のテキスタイルの質量の少なくとも50%である。
【0017】
1つの実施形態において、含浸領域におけるボイドの過半は含浸材料により充填される。ボイドの過半とは含浸領域におけるボイドの半分より多くが充填されていることを意味する。ボイドの過半とは含浸領域におけるボイドが50%以上、60%以上、70%以上、80%以上又は90%以上充填されていることを意味する。含浸領域内の実質的にすべてのボイドを充填することも可能である。ボイドを充填する程度は含浸材料の量及び不連続パターンによる。より多くのボイドが充填されるほど、テキスタイル複合材の吸水性値が大きく低減されるであろう。他方、空気透過性及び/又は水蒸気透過性は減少し、そしてテキスタイル複合材は重量及び剛性が増加することができる。不連続パターンにより、含浸領域と非含浸領域との間の距離もテキスタイル複合材の吸水性値、空気透過性及び水蒸気透過性に影響を及ぼすことができる。
【0018】
さらなる実施形態において、第一の緻密テキスタイルの内側表面及び外側表面は実質的に変化されないままであり、そして含浸領域においてさえ少なくとも部分的に含浸材料を含まない。含浸領域は第一のテキスタイルの断面の中央内部に主として配置される。含浸材料を少なくとも部分的に含まないとは、含浸プロセスの後に非常に薄い層としてテキスタイルの外側表面及び/又は内側表面の部分の上に少量部分の含浸材料があってよいことを意味する。これにより、実質的に変化しない手触りを有するテキスタイルがもたらされ、テキスタイルの性質/テキスタイルの特性は維持され、そしてテキスタイル自体が柔軟で、良好な感触で、しっかりとした握り心地であり、そして非粘着性肌触りであることを意味する。
【0019】
上記のボイドが充填された、このような処理済みテキスタイル複合材は含浸領域においてヤーン中に液体を吸い込むことを防止する。テキスタイルの含浸領域内で、液体はヤーンの外側表面のみに付着することができるが、ヤーン中のボイド体積を湿潤させることはできない。それゆえ、テキスタイル複合材の吸水性値は未処理のテキスタイルと比較して減じられる。テキスタイル複合材の吸水性値はブンデスマン試験(DIN EN 29865, 1991)により70%以下、50%以下、40%以下、30%以下、20%以下、10%以下である。さらに、このような処理済みテキスタイル複合材は改良された再乾燥挙動を示し、処理済みテキスタイル複合材の再乾燥時間は本発明の処理をしていないテキスタイル複合材よりも短い。
【0020】
テキスタイル複合材の空気透過性及び/又は水蒸気透過性を確保するために、含浸材料は不連続パターンでテキスタイルに適用され、含浸領域及び非含浸領域の不連続パターンをもたらす。非含浸領域は本発明のテキスタイル複合材製品の空気透過性及び水蒸気透過性をもたらす。空気透過度は1つの実施形態において300l/m2/sより大きい。さらなる実施形態において、空気透過度は150l/m2/sより大きく、さらに20l/m2/sより大きく、さらに5l/m2/sより大きい。
【0021】
1つの実施形態において、不連続パターンは別々の不連続ドット及び/又はラインの形態である。そのドットは円形であっても、正方形であっても、長方形であっても、二次関数形状であっても又はそれらの混合であってもよい。そのラインは直線形状であっても、波形であっても、曲線形状であっても又はそれらの混合であってもよい。パターンにより、ドット及びラインは互いに狭く又は広く配置されうる。
【0022】
含浸材料はシリコーン、ポリウレタン、非晶性ペルフルオロポリマー又はそれらの混合物を含む群から選ばれることができる。市販の非晶性ペルフルオロポリマーはTeflon(登録商標)AF(DuPont)、Hyflon(登録商標)AD(Solvay Solexis)及びCytop(登録商標)(Asahi Glass)として知られている。Teflon(登録商標)AFはDuPontにより製造される非晶性フルオロポリマーのファミリーであり、それは2,2-ビス-トリフルオロメチル-4,5-ジフルオロ-l,3-ジオキソール(PDD)を他のフッ素含有モノマーと共重合させることにより製造される。現在、市販のTeflon(登録商標)AFグレードはPDDとテトラフルオロエチレン(TFE)とのコポリマーであり、Teflon(登録商標)AF1600及びTeflon(登録商標)AF2400として知られている。特定の実施形態において、含浸材料は少なくとも1種のシリコーン又はシリコーンゴムを含む。
【0023】
含浸材料は、特にヤーンのファイバ/フィラメントの間のボイド中に毛細管力により吸い上げられるほどに低い粘度を必要とする。使用の可能性のある含浸材料はボイドを充填する前の粘度が5000mPa/s未満である。さらなる実施形態において、含浸材料の粘度は約20000mPa/s以下である。さらに、含浸材料は液体中で膨潤特性及び/又は可溶性を実質的に有しない。含浸材料は架橋されていても又は架橋されていなくてもよい。
【0024】
別の実施形態において、含浸材料は1種又は数種の添加剤を含む。さらなる実施形態において、少なくとも1種の添加剤を含む含浸材料は膨張性グラファイトを含む。膨張性グラファイトは熱との接触の場合にファイヤーブロッカーとして機能する。膨張性グラファイトの膨張特性は熱を遮断し、そしてテキスタイル複合材が燃焼することを防止する。それゆえ、膨張性グラファイトの使用はそれを配置した基材の熱保護及び/又は火炎保護特性を改良する。
【0025】
本発明のさらなる実施形態において、第一のテキスタイルの非含浸領域は少なくとも部分的に少なくとも1つの機能性コーティングを含み、被覆領域をもたらす。被覆領域とは、ヤーンの外側表面が機能性コーティング材料により被覆されそしてボイドが実質的に機能性コーティング材料を含まない非含浸領域を意味する。被覆領域はなおも空気透過性及び/又は水蒸気透過性である。機能性コーティング材料はテキスタイルに追加的な好ましい特徴を追加することができる。たとえば、機能性コーティング材料は疎水性材料、親水性材料、疎油性材料、防虫性材料及びそれらの混合物からなる群より選ばれることができる。防虫性材料の例はペルメトリンである。
【0026】
第二のテキスタイルは第一のテキスタイルの内側表面に隣接して第一のテキスタイルに対して配置されてよい。1つの実施形態において、第二のテキスタイルは第一のテキスタイルに関して記載したとおりの緻密なテキスタイル構造を含むことができる。第二のテキスタイルは第一の表面及び第二の表面を有し、複数ファイバ/フィラメントを含み、そのファイバ/フィラメントの間にボイドを有する。1つの実施形態において、第二のテキスタイルは複数ファイバ/フィラメントを含むヤーン及びそのヤーンの間の間隙を含む。1つのさらなる実施形態において、第二のテキスタイルは含浸材料により第一のテキスタイルに結合される。含浸材料が第一の表面から第二の表面の第二のテキスタイルの断面に少なくとも部分的に侵入し、含浸材料の不連続パターンにしたがって含浸領域及び非含浸領域の不連続パターンをもたらし、ここで、含浸領域のボイドの少なくとも一部分は上記の含浸材料により充填されている。ヤーンを使用する実施形態において、ヤーンの間の間隙の少なくとも一部分も上記の含浸材料により充填されている。1つの実施形態において、第二のテキスタイルの含浸領域におけるボイドの過半は含浸材料により充填されている。ボイドの過半とは、含浸領域のボイドが50%以上、60%以上、70%以上、80%以上、90%以上の値まで充填されていることを意味する。含浸領域内の実質的にすべてのボイドを充填することも可能である。第二のテキスタイル中のボイドの充填値は不連続パターンに依存し、また、第一のテキスタイルに配置された含浸材料に依存する。より多くのボイドが第二のテキスタイル中にも充填されるときに、第二のテキスタイルの水吸収値はずっと低くなるであろう。
【0027】
さらなる実施形態において、含浸材料の不連続パターンは第一のテキスタイルの内側表面に適用され、その後、第二のテキスタイルの第一表面側が第一のテキスタイルの内側表面に取り付けられ、そのようにして、不連続パターンは第一のテキスタイルと第二のテキスタイルとの間に包囲される。含浸材料は圧力及び熱を用いて第一のテキスタイル及び第二のテキスタイルのボイド中に押し込まれ、そして第一のテキスタイル及び第二のテキスタイルの両方の含浸領域においてボイドの部分を充填する。第一のテキスタイルの外側表面及び第二のテキスタイルの第二の表面側は実質的に変化がなく、そして含浸領域において少なくとも部分的に含浸材料を有しない。少なくとも部分的に含浸材料を有しないとは含浸プロセスの後に非常に薄い層としてテキスタイルの外側表面及び/又は第二の表面の一部の上に少量部分の含浸材料があることができることを意味する。これにより、実質的に変化のないテキスタイルの手触りを有するテキスタイル複合材をもたらし、テキスタイルの性質/テキスタイルの特性が維持されかつテキスタイル複合材自体が柔らかく良好な感触で、しっかりとした握り心地で、不粘着性の肌触りであることを意味する。
【0028】
1つの実施形態において、テキスタイル複合材製品は第一のテキスタイル及び第二のテキスタイルを含む。第一のテキスタイルは溶融性でありそして熱安定でないポリアミド又はポリエステルの複数ファイバを含むヤーンから作られた緻密製造テキスタイルから作られている。第二のテキスタイルは難燃性材料から作られている。第一のテキスタイルと第二のテキスタイルとは膨張性グラファイトを含む含浸材料(含浸材料ブレンド)により結合されている。その含浸材料ブレンドは不連続パターンで第一の緻密テキスタイル及び第二のテキスタイルの断面を少なくとも部分的に侵入し、その不連続パターンにしたがって、両方のテキスタイルに含浸領域及び非含浸領域をもたらす。含浸領域におけるボイドの少なくとも一部分は前記含浸材料ブレンドにより充填されており、ここで、テキスタイル複合材はDIN EN29865(1991)により70%以下の水吸収値を有する。この実施形態では、水吸収値が低減されそして火炎保護性が付与されている、染色及びプリントが容易なテキスタイル複合材が提供される。
【0029】
別の実施形態において、バリア層はテキスタイル複合材製品を形成している第一のテキスタイル又は第二のテキスタイルの1つの面に隣接している。バリア層は水蒸気透過性バリア層であることができる。このバリア層は、また、液体不透過性及び/又はガス不透過性であってよい。ほとんどの実施形態において、バリア層はメンブレン又はフィルムであり、そして少なくとも1つのバッカーテキスタイル層と組み合わされる。
【0030】
用語「水蒸気透過性」とは層をとおした水蒸気の透過を確保する層を意味する。バリア層は水蒸気透過耐性(Ret)として測定して、水蒸気透過度が20m2Pa/W未満であることができる。
【0031】
本明細書中に使用されるときに、用語「バリア層」は、最低限として空気侵入に対するバリアを提供し、そして理想的には、ガスケミカルチャレンジなどの他の範囲のガスに対するバリアを提供するフィルム、メンブレン又はコーティングとして規定される。バリア層は空気不透過性であり及び/又はガス不透過性である。バリア層は空気透過度が5 l/m2未満(EN ISO 9237,1995)であるならば、空気不透過性であると考えられる。さらなる実施形態において、バリア層は最低限として液体の水の侵入に対するバリアを提供し、そして理想的には、液体ケミカルチャレンジなどの他の範囲の液体に対するバリアを提供する。層は、少なくとも0.13barの圧力で液体の水の侵入を防止するならば液体不透過性であると考えられる。水侵入圧力は本明細書中に記載されるISO811に関して記載されるのと同一の条件に基づいてバリア層のサンプルに対して測定される。バリア層は、1つの実施形態において、少なくとも1層の水蒸気透過性でかつ空気不透過性のメンブレンを含み、空気不透過性であるが、水蒸気透過性(呼吸性)を提供する。好ましくは、そのメンブレンは、また、液体不透過性であり、少なくとも水不透過性である。空気不透過性であるが、水蒸気透過性であるメンブレンのテキスタイル複合材製品における使用により、空気不透過性であるが、水蒸気透過性であるテキスタイル複合材製品となる。
【0032】
ここでの使用に適切な水不透過性でかつ水蒸気透過性である可とう性メンブレンは米国特許第3,953,566号明細書に開示されており、該明細書は多孔性延伸ポリテトラフルオロエチレン(PTFE)材料を開示している。延伸多孔性PTFEはフィブリルにより相互連結されたノードを特徴とするミクロ構造を有する。所望ならば、水不透過性は延伸PTFEを疎水性及び/又は疎油性コーティング材料によりコーティングすることにより向上されうる。水不透過性でかつ水蒸気透過性であるメンブレンは、また、高分子量マイクロ多孔性ポリエチレンもしくはポリプロピレ、マイクロ多孔性ポリウレタンもしくはポリエステル、又は、親水性モノリスポリマー、たとえば、ポリウレタンであることができる。
【0033】
本発明のテキスタイル複合材とバリア層との組み合わせは良好な快適性を付与しそして撥水性を促進する衣料品を提供する。「衣料品」とは、はきもの、ぼうし、手袋、シャツ、コート、ズボンなどを含む、装着することができるあらゆる物品を意味する。
【0034】
1つの実施形態において、本発明に係るテキスタイル複合材製品は第一のテキスタイル、及び、水蒸気透過性でかつ液体水不透過性であるメンブレンを含み、そのメンブレンは多孔性延伸ポリテトラフルオロエチレン(ePTFE)を含み、それは含浸材料により前記第一のテキスタイルの内側に結合されている。別の実施形態において、メンブレンは少なくとも1つの不連続接着剤又は同一の含浸材料を用いて少なくとも1層のバッカーテキスタイル層に積層されている。
【0035】
本発明はより高い快適性及び保護性を付与する、改良されたテキスタイル複合材製品を記載する。含浸領域において充填されたボイド及び間隙と、水蒸気透過性の非含浸領域に基づいて、テキスタイル複合材は制限された水吸い取り性及び低い水吸収値を示し、より速い再乾燥プロセス、低減された蒸発熱損失及び低い雨後重量増加を示す。
【0036】
本発明に係る膨張性グラファイトを含む含浸材料ブレンドを含む含浸されたテキスタイル複合材は難燃性をも付与する。特にテキスタイル複合材が第一のテキスタイルを含み、膨張性グラファイトを含む含浸材料ブレンド、及び、難燃性材料を含みかつ含浸材料ブレンドにより第一のテキスタイルの内側表面に結合された第二のテキスタイルを用いる場合には、上記のテキスタイル複合材はISO15025(2003)による難燃性を有する。
【図面の簡単な説明】
【0037】
図面の簡単な説明
【図1】図1は複数ファイバを含む未処理ヤーンの断面図を示す。
【図2】図2は液体と接触した後の複数ファイバを含む未処理ヤーンの断面図を示す。
【図3】図3は複数ファイバを含むヤーン及び含浸材料の不連続パターンから作られたテキスタイル複合材製品を示す。
【図4】図4は別の実施形態における含浸材料の不連続パターンを含むテキスタイル複合材製品の模式図を示す。
【図5】図5は本明細書中に記載される1実施形態において第一のテキスタイルの断面模式図を示す。
【図6】図6は本明細書中に記載される別の実施形態において含浸材料により結合されている第一のテキスタイル及び第二のテキスタイルの断面模式図を示す。
【図7】図7は含浸材料により作られた含浸領域を含む1つの実施形態において第一のテキスタイルの断面模式図を示す。
【図8】図8は含浸材料により作られた含浸領域及び機能性コーティング材料を含む非含浸領域を含む別の実施形態におけるテキスタイルの断面模式図を示す。
【図9】図9は膨張性グラファイトを含む含浸材料ブレンドにより互いに結合された第一のテキスタイル及び第二のテキスタイルの断面模式図を示す。
【図10】図10は第一のテキスタイル及び第二のテキスタイルならびにそれらの間に配置されたバリア層を有し、第一のテキスタイルは膨張性グラファイトを含む含浸材料ブレンドによりバリア層に結合されており、第二のテキスタイルは膨張性グラファイトを含む含浸材料ブレンドによりバリア層に結合されている1実施形態の断面模式図を示す。
【図11】図11はテキスタイル複合材の含浸領域の断面の走査型電子顕微鏡写真(SEM)を示す。
【図12】図12はより大きなスケールでの図11の同含浸領域の断面のSEMを示す。
【図13】図13は含浸領域及び非含浸領域を含むテキスタイル複合材の断面のSEMを示す。
【図14】図14はより大きなスケールでの図13の同含浸テキスタイルの断面のSEMを示す。
【図15】図15は本明細書中に記載されたサンプルの再乾燥時間のグラフである。
【発明を実施するための形態】
【0038】
発明の詳細な説明
「テキスタイル」とはファイバ/フィラメントを含むヤーンから作られた布帛材料を意味する。特に、用語「テキスタイル」は、本明細書中に使用されるときに、ヤーンを含む緻密製造されたシート状構造(たとえば、編み物又は織物)を指す。用語「ヤーン」は、本明細書中に使用されるときに、複数のファイバ、フィラメントなどを束ねられた形態で含む連続ストランドを指し、たとえば、編成、製織、又は、その他、布帛形成に使用するのに適したものであることができる。ヤーンは特定数のファイバを撚ったもの(紡糸されたヤーン)又は特定数のフィラメントを撚っていないもの(ゼロツイストヤーン)もしくは撚ったものとして存在する。ヤーンは複数の結合した又は係合したファイバ/フィラメントを含み、その間に画定されるボイドを有する。ヤーンは、また、一本のモノフィラメントを含むこともできる。用語「ボイド」は、本明細書中に使用されるときに、特にヤーン内部ののファイバ又はフィラメントの間の空間/体積を指す。ボイド空間は、また、ヤーン内部のファイバ/フィラメントの間の毛細管空間として記載されることもできる。ボイドは、通常、空気により満たされる。ボイドの平均サイズは、ヤーン内部にどの位密にファイバ/フィラメントが配置されているかによって、0〜50μmであることができる。用語「ファイバ(繊維)」は、本明細書中に使用されるときに、可とう性で、天然又は人造のスレッド状物体を指す。ファイバは既知の技術などにより形成されうる単位形態であるものと考えることができる。用語「フィラメント」は、本明細書中に使用されるときに、不定長さの人造スレッドを指す。用語「間隙」は、本明細書中に使用されるときに、紡糸されたファイバもしくはフィラメントを含むテキスタイル構造内のヤーンどうしの間の空間/開口部を指す。密のテキスタイルでは、空隙の平均サイズは1cm2内で測定して100μm未満である。織物テキスタイルでは、空隙は2本の平行の縦糸と2本の平行の横糸との間の交差点で形成される(図3を参照されたい)。密の織物テキスタイルでは、間隙の平均サイズは1cm2内で測定して100μm未満であり、好ましくは1cm2内で測定して50μm未満であり、好ましくは、間隙のサイズは0の値である。用語「ラミネート」は、本明細書中に使用されるときに、少なくとも2層の個々の層が接着剤又はその他により結合されているものを指す。
【0039】
本発明はテキスタイル複合材中に使用される複数ファイバ/フィラメントを含むヤーンの水吸収値が低減されたテキスタイル複合材製品を記載する。特に、本発明はヤーンのファイバ/フィラメントの間の開放ボイド中の液体の貯蔵を減じそして防止するように処理されたテキスタイル複合材を記載する。本発明は、特に、テキスタイル複合材中に使用されるヤーンの毛細管湿潤化を防止する。1つの実施形態において、ヤーンの処理は改良された難燃性を有するテキスタイル複合材をさらにもたらすことができる。
【0040】
図1はファイバ又はフィラメント5の束であるテキスタイル用の典型的なヤーン2を断面図で示している。このようなヤーン2は従来技術でよく知られている。図1のヤーン2は複数ファイバ/フィラメント5からなり、ヤーン2の単一ファイバ/フィラメント5の間に幾つかのボイド6を含む。ヤーン2を水などの液体と接触させると、液体は最初にヤーン2の外側表面7にあり、その後、ファイバ/フィラメント5の間に侵入してそしてヤーン2のボイド体積を満たす。
【0041】
図2はこのような液体で充填したヤーン2を示している。ヤーン2は複数ファイバ/フィラメント5からなり、ここで、ヤーン2のボイド体積は水などの液体8で完全に充填されている。結果的に、ヤーン2は以前よりも重く、そしてヤーン2から作られたテキスタイルは所望されない重量増加となる。多くの場合、水吸収量は100g/m2を超える可能性がある。ボイド6から急速に液体8を除去することはほぼ不可能である。それゆえ、再乾燥時間は長くなるであろう。
【0042】
図3は本発明に係るテキスタイル複合材製品10を示している。テキスタイル複合材10はヤーン2からなる第一のテキスタイル12を含み、それは縦方向及び横方向にヤーン2を含む織物を形成している。縦糸3及び横糸4は10〜50ヤーン/cmの数で作られてよい。第一のテキスタイル12は密に製織されたテキスタイル構造であり、ここで、小さい間隙9は2本の平行な縦糸3と2本の平行な横糸4との交差点で形成されており、平均サイズは1cm2内で測定して100μm未満である。幾つかの間隙9は1cm2内で測定して100μm未満のサイズを有し、幾つかの間隙9はサイズの値が0であるほど小さい。第一のテキスタイル12は内側表面16及び外側表面18を有する。テキスタイル12の内側表面16は人の側に向けられており、又は、環境から離れた側に向けられている。テキスタイル12の外側表面18は人から離れた側に向けられており、1つの実施形態において、それは環境(たとえば、雨)に直接接触する衣服の最外面である。両方の表面はぎっちりとつまって、緻密でコンパクトであり、製造に基づく小さい間隙9を含むのみである。それでも、第一のテキスタイル12は少なくとも水蒸気透過性であり、それゆえ、テキスタイル構造をとおして体から外側に湿分を輸送することができるので、装着者に快適性を付与することができる。好ましくは、第一のテキスタイル12は空気透過性である。
【0043】
この実施形態において、すべてのヤーン2はファイバ又はフィラメント5の束である。図3中のヤーン2の断面は各ヤーン2が複数ファイバ/フィラメント5からなり、図1に記載したとおり、ファイバ5間にボイド6を有する。2本の平行な縦糸3と2本の平行な横糸4との交差点では、間隙9が形成されていてよい。
【0044】
例示されたテキスタイル12の内側表面16は含浸材料60の不連続パターン20を示している。パターン20は、この実施形態において、ドット状である。含浸材料60の不連続パターン20は含浸領域22(ドット)及び非含浸領域24(ドットの周囲の領域)をもたらす。非含浸領域24は空気透過性でありかつ水蒸気透過性である。不連続パターンは含浸材料の別々の不連続ドットから形成され及び/又は含浸材料の遮断ラインによって形成されることができるパターンを意味する。上記のドットは円形、正方形、長方形、二次関数形状又はそれらの混合であることができる。上記のラインは直線形状、波形、曲線形状又はそれらの混合であることができる。ドット又はラインは含浸材料60の不連続パターン20が含浸領域22に隣接した非含浸領域24を形成するように互いに距離を置いて配置される。非含浸領域24はボイド、間隙及びファイバ/フィラメントが含浸材料60を含まない領域である。それゆえ、不連続含浸テキスタイルはなおも空気透過性であり、少なくとも水蒸気透過性である。含浸領域22において、含浸材料60はテキスタイルの断面に侵入しており、それにより、ファイバ5の間のボイド6の少なくとも一部は含浸材料60により充填されている。また、含浸領域22における間隙9も含浸材料60により少なくとも部分的に充填されている。含浸領域22は空気透過性でなく及び/又は水蒸気透過性でない。
【0045】
ヤーン2はポリオレフィン、ポリアミド、ポリエステル、再生セルロース、酢酸セルロース、レイヨン、アセテート、アラミド、ガラス、モダクリル、綿、ポリコットン、ウール、シルク、リネン、ジュート及びそれらの混合物からなる群より選ばれる。ヤーン2は連続マルチフィラメントもしくはステープル繊維又はそれらの組み合わせを含む。テキスタイルを形成するために使用されるファイバは予備処理されていない。本発明の1つの実施形態において、ヤーン2はポリアミドから作られたフィラメントを含む。別の実施形態において、ヤーン2はポリエステルステープル繊維及び綿の混合物を含む。第一のテキスタイルを形成するために使用されるヤーン2は多くの従来技術を用いて製造されうる。ヤーンは、たとえば、予備処理されていないポリエステル又はポリアミドを含む。テキスタイルは、また、単一モノフィラメントを含むヤーンを含むことができる。単一モノフィラメントを含むこのようなヤーンはボイドを有せず、それゆえ、充填されえない。テキスタイルは複数ファイバを含むヤーンと、単一モノフィラメントを含むヤーンとの混合物を含むことができる。特定の実施形態において、テキスタイル12のすべてのヤーン2は複数ファイバ/フィラメントを含む。
【0046】
第一のテキスタイル12は編み物テキスタイル構造、織物テキスタイル構造又は不織布テキスタイル構造もしくはフエルトから作られてよい。
【0047】
第一のテキスタイル12は50〜200g/m2のテキスタイル質量を有することができる。1つの実施形態において、第一のテキスタイル12は90〜110g/m2の質量を有する。さらなる実施形態において、テキスタイルの未処理質量は約180g/m2である。1つの実施形態において、第一のテキスタイルは溶融性、可燃性又は不燃性あるいはそれらの組み合わせであることができる材料を有する外側テキスタイルである。このようなテキスタイルは外側テキスタイルとして適切であり、限定するわけではないが、ポリアミド6、ポリアミド6.6、ポリエステル及びポリプロピレンが挙げられる。
【0048】
含浸材料60はシリコーン、ポリウレタン、非晶性ペルフルオロポリマー及びそれらの混合物を含む群から選ばれるポリマー材料を含む。含浸材料60は少なくとも1種のシリコーン又はシリコーンラバーを含む。別の実施形態において、含浸材料60は非膨潤性ポリウレタンを含む。さらなる実施形態において、含浸材料60はTeflon AF(登録商標)などの非晶性ペルフルオロポリマーを含む。
【0049】
1つの実施形態において、シリコーンは含浸材料60として使用される。使用されるシリコーンはRTV-タイプ、LSR-タイプ又はそれらの混合物であることができる。これらのシリコーンは使用前に混合される2成分からなる。RTV(室温架橋)シリコーンの硬化プロセスは室温で混合した時点で開始するが、そのプロセスは温度を増加させると加速する。良好な硬化温度は120〜180℃である。LSR(液体シリコーンラバー)シリコーンは高温を必要とし、硬化のために160℃〜200℃であることを意味する。硬化時間はヤーン中のシリコーンの量、ライン速度及び加熱領域の長さ及び加熱領域の選択温度に依存する。
【0050】
含浸材料60、特にシリコーンは、1種又は数種の添加剤を含むことができる。使用される添加剤は反射剤、抗カビ剤、手触り変性剤、粘度調節剤、レオロジー剤、柔軟剤、紫外線剤、充填剤、導電剤、伝熱剤、難燃剤及び放射線反射剤であることができる。難燃剤はホウ素化合物、アルミナ三水和物、ハロゲン含有化合物とともにアンチモン酸化物、水酸化マグネシウム及び亜リン酸化合物を含む有機もしくは無機化合物であることができる。
【0051】
1つの実施形態において、含浸材料は膨張性グラファイトを含む。さらなる好ましい実施形態において、含浸材料はシリコーン及び膨張性グラファイトの混合物又はブレンドを含む。
【0052】
図4は図3に示すようなテキスタイル複合材製品(10)を示すが、別の実施形態である。含浸材料60の不連続パターン20は不連続ドット及びライン形状で第一のテキスタイル12に適用される。不連続パターン20は第一のテキスタイル12の断面23を横切って複数の含浸領域22及び非含浸領域24を形成している。不連続パターン20は空気透過性及び水蒸気透過性を確保する別々のドット及び/又は別々のラインの任意の形態であってよい。含浸材料60は第一のテキスタイルの質量の少なくとも10%の量で適用でき、別の実施形態において、第一のテキスタイルの質量の少なくとも30%の量、そしてさらなる実施形態において、第一のテキスタイルの質量の少なくとも50%の量で適用できる。不連続パターン20は第一のテキスタイル12の含浸領域60におけるボイド及び間隙内に材料の耐久性結合を提供するように含浸材料を適用することにより形成される。適用技術は含浸材料60がテキスタイル断面23全体にわたって均一に分散されるが、含浸領域22に限定されるように選択される。
【0053】
第一のテキスタイル12の1つの表面への含浸材料60の適用は任意の既知の含浸技術を用いて行われてよい。1つの実施形態において、含浸材料の適用はグラビア印刷塗布法により行われる。侵入の深さは含浸材料の粘度により制御されうる。好ましくは、粘度は2000mPa/s付近である。特定の実施形態において、含浸材料の適用はよく知られたスクリーン印刷技術により行われる。1つの実施形態において、連続回転スクリーン印刷法を用いる。このスクリーン印刷法において、含浸材料は第一のテキスタイル上でスクリーンロールパターンをとおしてプレスされるであろう。レイダウンはスクリーンロールパターン及びスクリーン厚さにより主に調節されうるが、スクリーンロールのブレード角度/形状及び速度により幾分か調節されうる。
後に、硬化プロセスは炉内で120℃〜200℃の温度で約2分間、ある実施形態においては1分間行われる。
【0054】
含浸材料を適用するための他の方法としては、スクリーン印刷又はスプレイもしくは散布塗布又はナイフ塗布を挙げることができる。
【0055】
図5は、1つの実施形態における図3のテキスタイル複合材10の断面を示している。織物である第一のテキスタイル12は縦糸3及び横糸4を含む。図5中の断面23は幾つかの縦糸3の断面及び第一のテキスタイル12の1つの側から他方の側に横切って走っている1本の横糸4の断面を示す。縦糸3及び横糸4はファイバ/フィラメント5の束を含む。横糸3の断面は各横糸3が複数ファイバ/フィラメント5からなり、ファイバ5の間にボイド6を有する。小さい間隙9はヤーン3、4の交差点内に形成され、特に、2本の平行な縦糸3と2本の平行な横糸4との間の交差点に形成される。上記のテキスタイル12は内側表面16及び外側表面19を含む。その実施形態によると、含浸材料60の不連続パターン20はテキスタイル12の内側表面16に、たとえば、回転スクリーン印刷機械を用いて適用される。図5は第一のテキスタイル12の断面23中に侵入した含浸材料60により形成された含浸領域22を示している。含浸材料60を全く有しない断面23のこのような部分は非含浸領域24を形成する。含浸領域22内部において、ヤーン3、4のボイド体積又はヤーン3、4の部分、及び、ヤーンどうしの間の間隙9は含浸材料60により少なくとも部分的に充填されている。これにより、ファイバ/フィラメント5が含浸材料60中に部分的に埋め込まれた断面23となる。ある実施形態において、含浸パターン20は第一のテキスタイル12の断面23に侵入しており、それにより、内側表面18(又は外側表面)は含浸材料60を含まない。このことは第一のテキスタイル12のテキスタイル手触りが変化せずに残るので有利である。任意の実施形態において、外側表面16が含浸材料60の薄いスキンにより少なくとも部分的に覆われていることも可能である。
【0056】
非含浸領域24はファイバ/フィラメント5のボイド6及びヤーン3、4の交差点の間の間隙9が含浸材料60を含まない領域である。それゆえ、不連続含浸テキスタイル12はなおも空気透過性でかつ少なくとも水蒸気透過性である。
【0057】
含浸領域22において、含浸材料60はテキスタイル12の断面23に侵入し、それにより、ファイバ5間のボイド6及びヤーン3、4の間の交差点の間の間隙9の少なくとも一部分は含浸材料60により充填されている。含浸領域22は空気透過性でない。ある実施形態において、含浸領域は空気不透過性でなく、また、水蒸気不透過性でない。
【0058】
1つの実施形態において、含浸領域22内にあるボイド6の過半は充填されている。ヤーンを用いる実施形態において、含浸領域22内の間隙9もさらに充填されている。ボイド6/間隙9の過半とは含浸領域22におけるボイド6/間隙9の50%超、又は、含浸領域22におけるボイド6/間隙9の80%超、又は、含浸領域22におけるボイド6/間隙9の90%超を意味する。含浸領域22におけるほぼすべてのボイド/間隙(100%)が充填されている実施形態がある。
【0059】
含浸領域22は少なくとも部分的に非空気透過性である。第一のテキスタイル22の含浸領域22中の充填されたボイド6/間隙9はヤーン2のボイド体積に液体が侵入するのを低減しそして防止し、それにより、テキスタイル複合材10の水吸収値の有意な低減がもたらされる。水吸収値とは、予め決められた時間、水中に浸漬させたときに、テキスタイル複合材10により吸収される水の量を意味する。テキスタイル10により吸収される水の質量/乾燥テキスタイルの質量の比は百分率での水吸収率又は水吸い上げ率である。それゆえ、本発明に係るテキスタイル複合材10はDIN EN 29865(1991)により約70%以下の水吸収値を有する。他の実施形態において、水吸収値はDIN EN 29865(1991)により約50%以下、又は、約40%以下、又は、約30%以下、又は、約20%以下、又は、100%以下である。本発明の含浸されたテキスタイル複合材10はさらに、非含浸テキスタイルの再乾燥時間と比較して、再乾燥時間が低減されている。テキスタイルを再乾燥するための時間はテキスタイルから総量の水を蒸発させるのに要する時間である。再乾燥時間は、また、周囲温度及び周囲湿度に関係する。乾燥するための時間はより低い温度及びより高い湿度とともに増加する。水の総量(g/m2)は気象条件による再乾燥時間を決定する。
【0060】
含浸材料60は内側表面16及び外側表面18の間のヤーン2の間隙及びボイド体積に侵入し、第一のテキスタイル12の断面23内に含浸領域22を形成している。好ましくは、含浸領域22は内側表面16と外側表面18との間の断面23を部分的にのみ充填している。含浸領域22は外側表面18及び内側表面16に距離を置いた、第一のテキスタイル12の断面23の中間領域にあってもよい。1つのさらなる実施形態において、含浸領域22は内側表面16から断面23中の範囲にある。別の実施形態において、含浸領域22は外側領域18から断面23中に続いている。さらなる実施形態において、含浸領域22は内側表面16から外側表面18まで続いている。含浸領域22のサイズ及び位置は1つの表面に適用された含浸材料60の量に依存し、含浸材料60の粘度に依存し、そして第一のテキスタイル12内で含浸領域60を形成するために使用される圧力及び技術に依存する。特定の実施形態において、少なくとも、ヤーン2の外側表面7(図1を参照されたい)内のファイバ/フィラメント5は含浸材料60中に埋め込まれる。この実施形態において、ヤーン20の表面7は実質的に含浸材料60を含まない。別の実施形態において、含浸材料60はヤーン20の外側表面7の少なくとも一部の周囲で少なくとも部分的に薄い外側スキンを形成している。それゆえ、テキスタイル12のテキスタイル特性は未処理のテキスタイルと比較して変化がない。
【0061】
非含浸領域は含浸材料を含まず、それゆえ、第一のテキスタイル12をとおした水蒸気及び空気の輸送を少なくとも可能にする。
【0062】
図6は本発明のさらに1つの実施形態に係るテキスタイル複合材製品10を示す。第一のテキスタイル12は、衣料品の将来の外側表面18を形成する面とは反対面にて、多層テキスタイル複合材を形成するように別の層と隣接することができる。例示の実施形態において、第二のテキスタイル層14は上記の第一のテキスタイル12の内側表面16に隣接して配置されている。別の実施形態において、第一のテキスタイル12及び第二のテキスタイル14は含浸材料60の不連続パターン20によって互いに結合されている。第二のテキスタイル14はテキスタイルバッカーであってよく、好ましくは熱安定なテキスタイルバッカーである。第二のテキスタイル14は織物、不織布又は編み物であってよく、そしてポリエステル、ポリアミド、ポリオレフィンなどの種々の材料から作られてよい。さらなる実施形態において、第二のテキスタイル14はアラミド、難燃性(FR)綿、PBI、PBO、FRレイヨン、モダクリルブレンド、ポリアミン、カーボン、ファイバーグラス、PAN、ポリテトラフルオロエチレン(PTFE)ならびにそれらのブレンド及び組み合わせなどの、少なくとも1種の熱安定なテキスタイルから作られてよい。第一のテキスタイル12は図1〜5に記載したとおりのテキスタイル構造を有することができるが、すべての他のテキスタイル構造も可能である。第二のテキスタイル14はファイバ又はフィラメント5の束であるヤーン2からなることができる。図6中のヤーン2の断面23は各ヤーン2が複数ファイバ又はフィラメント5からなり、図1に記載されるように、ファイバ5の間のボイド6を有することを示している。ヤーン2の交差点の間に間隙9も形成されうる。第二のテキスタイル14は含浸材料60により第一のテキスタイルに結合されている。含浸材料60は第二のテキスタイル14のテキスタイル構造中に侵入し、不連続パターン20により第二のテキスタイル14内に含浸領域22’及び非含浸領域24’を形成している。それゆえ、含浸材料60の侵入の程度により、第二のテキスタイル14のファイバ/フィラメント5の間のボイド6の少なくとも一部は含浸材料60により充填されている。含浸領域22’内の間隙6の少なくとも一部も含浸材料60により充填されている。含浸材料60は、2つのテキスタイル層12、14の結合材料として、また、含浸領域22及び22’内のボイド6及び間隙9の充填材料としての2つの主要な機能を発揮する。
【0063】
2つのテキスタイル層を結合することによりテキスタイル複合材を製造する方法も提供する。その方法は第一のテキスタイル及び第二のテキスタイルを提供することを含む。第一のテキスタイルの内側表面にはグラビア印刷技術又は回転スクリーン印刷技術などにより含浸材料の不連続パターンが提供されている。第二のテキスタイルの1つの面が第一のテキスタイルの内側表面に接触される。第一のテキスタイル及び第二のテキスタイルを、2つの移動ローラ間のギャップを通しそしてプレスし、含浸材料をファイバのボイド及び、存在するならば、ヤーン間の間隙中に進行させた。ギャップのサイズ、ローラの速度及びローラ間の圧力は含浸材料が第一のテキスタイル及び第二のテキスタイルの断面中にどの位深く侵入するかを決める。その後、硬化プロセスを120℃〜200℃の温度で約2分間、ある実施形態では1分間行う。好ましくは、第一のテキスタイルの外側表面及び第二のテキスタイルの第二の表面は含浸材料を含まず、テキスタイル複合材のテキスタイル手触りを維持する。テキスタイル複合材から衣料品を製造することをさらに含む方法では、第一のテキスタイルの外側表面は衣料品の装着者の体とは離れた側に向けられる。
【0064】
図7は本発明に係るテキスタイル複合材の別の実施形態を示す。図1〜5に詳細に記載しているような第一のテキスタイル12を示している。上述のとおり、第一のテキスタイル12は外側表面18と内側表面16との間の第一のテキスタイル12の断面23を侵入する含浸材料60の不連続パターン20を含み、含浸領域22及び非含浸領域24をもたらす。図7に示すとおり、含浸材料60はファイバ5間のボイド6及びヤーン3、4間の間隙9の過半を満たし、それにより、含浸領域22は外側表面18から内側表面16に到達する。それゆえ、第一のテキスタイル12の外側表面18及び内側表面16上で不連続パターンを見ることができる。
【0065】
図8は本発明のさらなる実施形態を示す。図7に記載されたように含浸された第一のテキスタイル12を示している。この実施形態において、非含浸領域24は少なくとも1つの機能性コーティング材料40を部分的に含む。機能性コーティング材料40はFR保護、撥油性及び/又は撥水性又は防虫保護などの追加の特徴をテキスタイル複合材に与えることができる。非含浸領域24の機能性材料40による処理により被覆領域42をもたらす。コーティング42はヤーン2の外側表面7(図1を参照されたい)のみを覆い、そしてボイド6及び間隙9は機能性コーティング材料40を実質的に含まない。被覆された非含浸領域24はなおも空気透過性及び水蒸気透過性である。上記の機能性コーティング材料40は疎水性材料、親水性材料、疎油性材料、難燃剤、防虫材料及びそれらの混合物であることができる。非含浸領域24における機能性コーティング材料40は含浸領域22が形成された後に適用されうる。機能性コーティング材料40を適用するための適切な方法は、フーラード塗布(Foulard application)などの最少量コーティング技術の群から選ばれることができる。1つの実施形態において、機能性コーティング材料40はNuva TTC又はHPU又はNuva2110の名称でClariant社から入手可能である疎水性材料である。
【0066】
さらなる実施形態において、図9に例示されるとおり、第一のテキスタイル及び第二のテキスタイル12、14は図6において記載されるように結合される。含浸材料60は、この実施形態において、添加剤として膨張性グラファイト30を含む。この含浸材料ブレンド62は第一のテキスタイル及び第二のテキスタイル12、14のファイバ/フィラメント5の間のボイド5及びヤーン2の交差点の間の間隙9を充填し、そして両方のテキスタイル層を結合している。好ましくは、含浸材料60は膨張性グラファイト30を含む。上記の含浸材料ブレンド62はグラファイトを含む含浸材料の合計質量を基準として約50wt%以下、又は、約40wt%以下、又は、約30wt%以下の膨張性グラファイトを含む。他の実施形態において、膨張性グラファイトは含浸材料の約20wt%以下、又は、約10wt%以下、又は、約5wt%以下の膨張性グラファイトを構成する。一般に、グラファイトを含む含浸材料の合計質量を基準として約5wt%〜50wt%の膨張性グラファイトが望ましい。得られるテキスタイル複合材の所望の特性及び構造により、他の量の膨張性グラファイトは他の実施形態に適することができる。顔料、充填剤、抗菌剤、加工助剤及び安定剤などの他の添加剤も含浸材料に添加されうる。本発明に適する膨張性グラファイトのサイズは、含浸材料ブレンドが選択された適用法により適用されうるように選択されるべきである。たとえば、含浸材料ブレンドが回転スクリーンプリント技術により適用されるときに、膨張性グラファイト粒子のサイズはスクリーンに適合するために十分に小さくすべきである。
【0067】
本発明における使用に適する1つの膨張性グラファイトはNRC Nordmann(ドイツ), Rassmann 製品: Nord-Min 251, 製品番号102148又はNord-Min 250, 製品番号102147により入手可能な膨張性グラファイトである。膨張性グラファイト型Nord-Min 251は膨張体積が250ml/gである。粒子サイズは最低80%粒子>0.3mmである。膨張は>180℃の接触温度で開始する。好ましくは、含浸材料ブレンド62はシリコーン及び膨張性グラファイト30を含む。
【0068】
グラファイト30を含む含浸材料ブレンド62はポリマー材料及び膨張性グラファイトの緊密なブレンドを実質的に膨張性グラファイトの膨張を起こさせることなく提供する方法により製造されうる。適切な混合方法としては、限定するわけではないが、パドルミキサー、ブレンディング及び他の低剪断混合技術が挙げられる。1つの方法において、ポリマー材料及び膨張性グラファイト粒子の緊密ブレンドは膨張性グラファイトを、予備混合シリコーンポリマーと混合することにより得られる(たとえば1:1混合物でのWacker Elastosil LR 7665又は1:1混合物でのWacker Elastosil)。ポリマー材料及び膨張性グラファイト粒子もしくは膨張性グラファイトの凝集物の緊密ブレンドを提供する方法において、膨張性グラファイトはグラファイトの膨張の前にポリマー材料により被覆され又は封入される。
【0069】
この実施形態(膨張性グラファイトを含む含浸材料ブレンドを用いた)により製造されたテキスタイル複合材はISO 15025(2003)による水平火炎試験により火炎に暴露された後に残炎を抑制することができる能力を有する。第一のテキスタイル及び第二のテキスタイルの、膨張性グラファイトを含む含浸材料ブレンドによる処理により、向上した難燃性を有するテキスタイル複合材がもたらされる。向上した難燃性とはテキスタイル複合材10がISO 15025(2003)の垂直火炎試験により火炎に暴露された後の残炎が10秒以内であることを示すことを意味する。ISO 15025(2003)の垂直火炎試験による火炎への暴露の後に残炎が10秒以内であるサンプルは不燃性であるものとした。好ましいサンプルは残炎が3秒以内である。最も好ましいサンプルは残炎が全くない。残炎時間が10秒を超えるサンプルを可燃性とした。
【0070】
1つの実施形態において、テキスタイル複合材は、膨張性グラファイトを含む含浸材料ブレンドの不連続パターンを備えた溶融性外側テキスタイル、及び、その外側テキスタイルの内側表面に、上記含浸材料ブレンドにより結合された熱安定性テキスタイルバッカーを有し、使用の際に、その外側テキスタイルの外側表面は火炎に接触するように向けられる。外側テキスタイルの外側表面が火炎に暴露されるときに、テキスタイル複合材はISO 15025(2003)による水平火炎試験により試験して、残炎なしの合格を示す。火炎暴露時に、溶融性外側テキスタイルは膨張性グラファイトを含む含浸材料ブレンドに向けて溶融する。膨張性グラファイトが膨張するときに、熱安定性テキスタイルバッカーが含浸材料を固定し、それにより、溶融性外側テキスタイルの溶融物の吸収を促進するものと信じられる。
【0071】
さらに、図9中のテキスタイル複合材10の第一のテキスタイル12の非含浸領域24は少なくとも1つの機能性コーティング材料40を部分的に含む。機能性コーティング材料40はFR保護、撥油性及び/又は撥水性又は防虫保護などの追加の特徴をテキスタイル複合材に与えることができる。非含浸領域24の機能性材料40による処理により、図8に詳細に説明したとおり、被覆領域42をもたらす。別の実施形態において、第二のテキスタイル14も非含浸領域24に少なくとも1つの機能性コーティング材料40を含むことができ、それにより、被覆領域42をもたらす。
【0072】
図10は本発明の別の実施形態を示し、ここで、テキスタイル複合材10はバリア層50を含む。本発明の1つの実施形態において、バリア層50は水蒸気透過性である。バリア層はポリテトラフルオロエチレン(PTFE)、延伸PTFE、ポリウレタン又は他の適切な基材を含むメンブレン、フィルム又はラミネートであってよい。
【0073】
第一のテキスタイル12は、衣料品の将来の外側表面18を形成する面とは反対側の面上で、多層テキスタイル複合材10を形成するようにバリア層50と隣接することができる。1つの例において、第一のテキスタイル12は結合用接着剤として含浸材料62を用いてバリア層50に積層される。第二のテキスタイル14は、ここでも、含浸材料62を用いて、又は、従来の結合用接着剤を用いてバリア層50に結合されている。結合用接着剤として含浸材料62を用いる際に、含浸領域22及び非含浸領域24の不連続パターンは第一のテキスタイル12及び第二のテキスタイル14の断面内に形成された。たとえば、第一のテキスタイル12の内側表面16はバリア層50に対して、水不透過性の水蒸気透過性フィルム又はメンブレン、たとえば、モノリスの呼吸可能なポリウレタン又はポリエステルフィルム、又は、多孔性の、特に微孔性のポリエチレン又はポリプロピレン又はポリウレタンなどにより取り付けられ又は接着されうる。メンブレン又はフィルムの1つの実施形態は米国特許第3,953,566号明細書中に開示されている延伸ポリテトラフルオロエチレン(ePTFE)メンブレンからなり、それはフィブリルにより相互連結されたノードを特徴とする多孔性ミクロ構造を有する。そのメンブレンは液体の水の透過に対して耐性であるが、水蒸気透過性である。メンブレンの質量は1〜100g/m2であることができる。ePTFEを含むメンブレン又はフィルムにおいて、ePTFEは疎水性含浸剤により含浸されうる。ePTFEは、その上に、耐水性で水蒸気透過性である材料、たとえば、米国特許第4,194,041号明細書に開示されるタイプの水蒸気透過性ポリウレタンのフィルム又はコーティングの連続層を有することができる。連続水蒸気透過性ポリマー層はそれが水分子を輸送する点で親水性ポリマーであり、そしてここで親水性ポリマーと呼ぶであろう。親水性層は拡散により水を選択的に輸送するが、圧力輸送される液体又は空気流を支援しない。それゆえ、湿分、すなわち、水蒸気は輸送されるが、ポリマーの連続層は液体の水及び空気輸送性粒子、微生物、油又はその他の汚染物などの通過を妨げる。
【0074】
バリア層50は本発明の1つの実施形態において、少なくとも空気不透過性である。用語「空気不透過性」とは、バリア層、又は、バリア層50を含むテキスタイル複合材10は空気透過度が5 l/m2未満であることを意味する。
【0075】
さらなる実施形態において、バリア層50は液体不透過性である。用語「液体不透過性」とは、バリア層、又は、バリア層を含むテキスタイル複合材10は水侵入圧力が>0.13bar(ISO20811)であることを意味する。
【0076】
別の実施形態において、第一のテキスタイル12は空気不透過性で液体不透過性でかつ水蒸気透過性のバリア層に結合されている。
【0077】
図10の実施形態はバリア層50が第一のテキスタイル12及び第二のテキスタイル14の間に配置されてラミネートを形成している、本発明に係るテキスタイル複合材10を示す。バリア層50と2つのテキスタイル層との間の結合は上記のとおりの含浸材料ブレンド62による。
【0078】
図11は本発明に係る、2層のテキスタイル層を含むテキスタイル複合材10の断面のSEMを示している。織物の第一のテキスタイル12及び編み物の第二のテキスタイル14は含浸材料ブレンド62(シリコーン及び膨張性グラファイト)の不連続パターンにより結合されている。SEMは不連続パターンの1つのドットを示している。含浸材料ブレンド62のドットは第一のテキスタイル及び第二のテキスタイル12、14中に含浸され、テキスタイル12、14の両方のヤーン2のボイド6及びをヤーン2の間の空隙を部分的に充填し、含浸領域22を形成している。含浸領域22は両方のテキスタイルの断面の中間部分付近で終わっており、それゆえ、第一のテキスタイル12の外側表面18及び第二のテキスタイル14の第二の表面19は実質的に含浸材料62を有しない。
【0079】
図12は含浸材料ブレンド62により結合された2つのテキスタイル層を含むテキスタイル複合材の断面のSEMを、より高倍率で示している。ボイド6及び間隙9は含浸領域22内で含浸材料ブレンド62により部分的に充填されている。SEMは不連続パターンの1つのドットを示している。含浸領域22内の充填されたボイド6及び間隙9は液体がテキスタイルのこれらの空間中に吸収されうることを回避している。
【0080】
図13はテキスタイル複合材10の断面の別のSEMを示している。テキスタイル複合材10は、含浸領域22及び非含浸領域24をもたらす不連続パターンで含浸材料ブレンド62により結合されている第一のテキスタイル12及び第二のテキスタイル14を有する。SEMは3つの含浸領域22及び2つの非含浸領域24を示し、ここで、含浸領域22内で、含浸材料ブレンド62が第一のテキスタイル及び第二のテキスタイル12、14のテキスタイル構造中に侵入している。非含浸領域24は完全に含浸材料62を含まず、それゆえ、空気透過性かつ水蒸気透過性である。含浸領域62内では、過半のボイド及び間隙は含浸材料ブレンド62により充填されている。第一のテキスタイル12の外側表面18及び第二のテキスタイル14の第二の表面19は含浸材料62を実質的に有せず、実質的に変化のないテキスタイルの手触りとなる。
【0081】
図14はより高倍率での図13のテキスタイル複合材10の断面のSEMを示す。SEMは2つの含浸領域22の間に非含浸領域24を示す。
【実施例】
【0082】
例
含浸材料1(IM1):
含浸材料は1:1の混合物中でシリコーンWacker Elastosil LR 7665(Wacker Chemie AGから入手可能)を混合することによりシリコーン溶液を調製することで調製した。含浸材料は粘度が20000mPa/sである。
【0083】
含浸材料2(IM2):
含浸材料は1:1の混合物中でシリコーンWacker Elastosil Silgel(Wacker Chemie AGから入手可能)を混合することによりシリコーン溶液を調製することで調製した。含浸材料は粘度が2000mPa/sである。
【0084】
含浸材料ブレンド1(IMB1):
含浸材料と膨張性グラファイトのブレンドを、膨張性グラファイト(NRC Nordmann, Rassmann 製品: Nord-Min 251/製品番号102148)を、含浸材料IM1中に混合することにより調製した。膨張性グラファイトはIM1中に10〜45%の量で混合される。粒子のサイズは最小80%の粒子が>0.3mmである。
【0085】
含浸材料ブレンド2(IMB2):
含浸材料と膨張性グラファイトのブレンドを、約10〜45%の膨張性グラファイト(NRC Nordmann, Rassmann 製品: Nord-Min 250/製品番号102147)を、含浸材料IM1中に混合することにより調製した。膨張性グラファイトはサイズが約250〜300μmである。
【0086】
テキスタイル複合材例1
65%ポリエステル(PES)ヤーンと35%綿ヤーンから作られた第一の外側緻密テキスタイルを用いる。この緻密テキスタイルは紡糸ヤーンNm64/2から作られた織物テキスタイルである。ヤーンは予備処理していない。テキスタイルは質量が180g/m2である。ヤーン間の間隙の平均サイズは1cm2内で測定して約50μmである。このような緻密な織物テキスタイルはIbena Textilwerke GmbH社, ドイツから入手可能である。この緻密なテキスタイルの内側表面を含浸材料IM2により、連続回転スクリーン印刷技術によって、不連続十字形パターンを提供するような様式で含浸した(約150℃で約1分間硬化)。スクリーンは厚さ120μmの分離した別々の十字形パターンを有する。処理後のテキスタイル質量は245g/m2であった。それゆえ、IM2の量は約65g/m2であり、これはテキスタイル質量の約36.1%である。例1のサンプルを、明細書中に記載された空気透過性及び水蒸気透過性ならびに水吸収値に関して試験し、そして表1に報告した。
【0087】
テキスタイル複合材例2
50%アラミド/50%ビスコースFRヤーンから作られた第一の外側緻密テキスタイルを用いる。この緻密テキスタイルは紡糸ヤーンNm60/2から作られた織物テキスタイルである。ヤーンは予備処理していない。テキスタイルは質量が190g/m2である。間隙の平均サイズは約60μmである。このような緻密織物テキスタイルはUtexbel社、ベルギーから入手可能である。この緻密テキスタイルの内側表面を含浸材料IM2により、連続回転スクリーン印刷技術によって、不連続ストライプパターンを提供するような様式で含浸した(約150℃で約1分間硬化)。スクリーンは分離した別々のラインのパターンを有する。処理後のテキスタイル質量は215g/m2であった。それゆえ、IM2の量は約25g/m2であり、これはテキスタイル質量の約13.15%である。例2のサンプルを、明細書中に記載された空気透過性及び水蒸気透過性ならびに水吸収値に関して試験し、そして表1に報告した。
【0088】
【表1】
【0089】
表1は例1及び2の処理済みサンプルが含浸材料による処理の後に空気透過性及び水蒸気透過性であることを示す。そのことは非含浸領域が空気交換及び水蒸気交換のためになおも開放性であることを意味する。処理済みサンプルの空気透過性及び水蒸気透過性は低減されるが、なおも高い。低減の理由は、含浸領域でのボイド及び間隙が空気透過及び水蒸気透過のためにもはや利用可能でないからであり、というのは、それらが含浸材料により充填されているからである。水吸収性試験に関して、処理済みサンプルは水吸収性の低減を示しており、ここで、水吸収値は70%未満である。何回かの家庭洗濯サイクル及び空気乾燥の後でさえ、水吸収値は70%未満である。表1は、また、ペルメテスト(Permetest)を用いた例2の再乾燥特性を示す。図15は未処理及び処理済みの例2のサンプルの再乾燥曲線を示す。例2のサンプルは規定された条件下に湿潤化される:DIN EN 29865(1991)による10分間のブンデスマン(Bundesmann)雨暴露及び追加の15分間の遠心脱水。ペルメテストでは、サンプル乾燥の間の再乾燥時間及び合計熱損失を測定した。濡れたサンプルを計器に載せた時から、合計熱損失(W/m2)を規定の気象条件下(15℃、65%rH/2.5m/sの風速)で記録する。乾燥時間の間の曲線の下の面積はこの期間の合計熱損失である。曲線におけるフラットテールはテキスタイルが再び乾燥した時刻を示している。
【0090】
テキスタイル複合材例3
100%ポリアミド(PA)Taslite twillヤーンから作られた第一の緻密なフェーステキスタイルを用いてテキスタイル複合材を製造した。第一のテキスタイルはヤーン(dtex78f34)から作られた織物テキスタイルである。ヤーンは予備処理していない。第一のテキスタイルは質量が100g/m2である。ヤーン間の間隙の平均サイズは1cm2内で測定して約40μmである。このような織物の緻密テキスタイルはIbena Textilwerke GmbH社, ドイツから入手可能である。第一の緻密テキスタイルは第二のバッカーテキスタイルに取り付けられている。第一のテキスタイルはフェースを形成し、そして第二のテキスタイルはバッキングを形成している。第二のバッカーテキスタイルは65%ポリエステル(PES)ヤーン及び35%綿ヤーンを用いて作られている。第二のテキスタイルは紡糸ヤーンNm50/1の編み物テキスタイルである。ヤーンは予備処理していない。第二のテキスタイルは質量が95g/m2である。このような編み物テキスタイルはRiedel+Tietz Textil GmbH&Co社、ドイツから入手可能である。第二のテキスタイルは第一のテキスタイルの内側に配置されて、2層テキスタイル複合材を形成している。サンプルを本明細書中に記載される空気透過性及び水蒸気透過性、水吸収値及び水平火炎試験法により試験し、結果を表2に報告した。
【0091】
テキスタイル複合材例4
2層テキスタイル複合材を実質的に例3にしたがって製造したが、含浸材料ブレンドIMB1によって結合した。2層テキスタイル複合材ラミネートは含浸材料ブレンドIMB1の不連続パターンを第一のフェーステキスタイルの内側表面にプリントし、その後、ギャップが0.4mmである2つのローラの間で第二のバッカーテキスタイルを第一のフェーステキスタイルに接着させることにより製造した。IMB1の不連続パターンは不連続ドットパターンを提供するような様式で連続回転スクリーン印刷技術によりプリントした。スクリーンは、直径2.3mm及び厚さ120μmの分離された別々のドットのパターンを有する。得られたテキスタイル複合材は、外側の溶融性ポリアミド緻密テキスタイル及び熱安定バッカーテキスタイルがIMB1のドットの不連続パターンにより結合されており、ラミネートの質量が261g/m2である2層テキスタイルラミネートであった。IMB1の量は約79gであり、それゆえ、含浸材料は第一のテキスタイルの質量の60%の量で適用された。ラミネートを約1分間、150℃で硬化させた。サンプルを本明細書中に記載される空気透過性及び水蒸気透過性、水吸収値及び水平火炎試験法により試験し、結果を表2に報告した。
【0092】
テキスタイル複合材例5
100%ポリアミド(PA)Taslite twillヤーンから作られた第一の緻密なフェーステキスタイルを用いてテキスタイル複合材を製造した。第一のテキスタイルはヤーン(dtex78f34)から作られた織物テキスタイルである。ヤーンは予備処理していない。第一のテキスタイルは質量が100g/m2である。ヤーン間の間隙の平均サイズは1cm2内で測定して約40μmである。このような織物の緻密テキスタイルはIbena Textilwerke GmbH社, ドイツから入手可能である。第一の緻密テキスタイルは第二のバッカーテキスタイルに取り付けられている。第一のテキスタイルはフェースを形成し、そして第二のテキスタイルはバッキングを形成している。第二のバッカーテキスタイルは100%Nomex(アラミド)ステープル繊維ヤーンNm80/1から作られている。ヤーンは予備処理していない。第二のテキスタイルは質量が58g/m2である。このような編み物NormexバッカーテキスタイルはEstambril S.A.社 スペインから入手可能である。第二のテキスタイルは第一のテキスタイルの内側に配置されて、2層テキスタイル複合材を形成している。サンプルを本明細書中に記載される空気透過性及び水蒸気透過性、水吸収値及び水平火炎試験法により試験し、結果を表2に報告した。
【0093】
テキスタイル複合材例6
2層テキスタイル複合材を実質的に例5にしたがって製造したが、含浸材料ブレンドIMB1によって結合した。2層テキスタイル複合材ラミネートは含浸材料ブレンドIMB1の不連続パターンを第一のフェーステキスタイルの内側表面にプリントし、その後、ギャップが0.5mmである2つのローラの間で第二のバッカーテキスタイルを第一のフェースに接着させることにより製造した。IMB1の不連続パターンは不連続ドットパターンを提供するような様式で連続回転スクリーン印刷技術によりプリントした。スクリーンは、直径2.3mm及び厚さ120μmの分離された別々のドットのパターンを有する。得られたテキスタイル複合材は、外側の溶融性ポリアミド緻密テキスタイル及び熱安定バッカーテキスタイルがIMB1のドットの不連続パターンにより結合されており、ラミネートの質量が230g/m2である2層テキスタイルラミネートであった。IMB1の量は約72gであり、それゆえ、含浸材料は第一のテキスタイルの質量の72%の量で適用された。ラミネートを約1分間、150℃の温度で硬化させた。ラミネートの第一のフェーステキスタイルの非含浸領域を疎水性フルオロカーボン(Clariant Nuva TTC)により処理した。サンプルを本明細書中に記載される空気透過性及び水蒸気透過性、水吸収値及び水平火炎試験法により試験し、結果を表2に報告した。
【0094】
テキスタイル複合材例7
2層テキスタイル複合材を実質的に例3にしたがって製造したが、含浸材料ブレンドIMB2によって結合した。2層テキスタイル複合材ラミネートは含浸材料IMB2の不連続パターンを第一のフェーステキスタイルの内側表面にプリントし、その後、ギャップが0.4mmである2つのローラの間で第二のバッカーテキスタイルを第一のフェーステキスタイルに接着させることにより製造した。IMB2の不連続パターンは不連続ドットパターンを提供するような様式で連続回転スクリーン印刷技術によりプリントした。スクリーンは、直径2mm及び厚さ200μmの分離された別々のドットのパターンを有する。得られたテキスタイル複合材は、外側の溶融性ポリアミド緻密テキスタイル及び熱安定バッカーテキスタイルがIMB2のドットの不連続パターンにより結合されており、ラミネートの質量が364g/m2である2層テキスタイルラミネートであった。IMB1の量は約168gであり、それゆえ、含浸材料は第一のテキスタイルの質量の165%の量で適用された。ラミネートを約1分間、150℃の温度で硬化させた。サンプルを本明細書中に記載される空気透過性及び水蒸気透過性、水吸収値及び水平火炎試験法により試験し、結果を表2に報告した。
【0095】
テキスタイル複合材例6
2層テキスタイル複合材を実質的に例3にしたがって製造したが、含浸材料ブレンドIMB2によって結合した。2層テキスタイル複合材ラミネートは含浸材料ブレンドIMB2の不連続パターンを第一のフェーステキスタイルの内側表面にプリントし、その後、ギャップが0.4mmである2つのローラの間で第二のバッカーテキスタイルを第一のフェーステキスタイルに接着させることにより製造した。IMB2の不連続パターンは不連続ドットパターンを提供するような様式で連続回転スクリーン印刷技術によりプリントした。スクリーンは、直径2mm及び厚さ200μmの分離された別々のドットのパターンを有する。得られたテキスタイル複合材は、外側の溶融性ポリアミド緻密テキスタイル及び熱安定バッカーテキスタイルがIMB2のドットの不連続パターンにより結合されており、ラミネートの質量が364g/m2である2層テキスタイルラミネートであった。IMB1の量は約172gであり、それゆえ、含浸材料は第一のテキスタイルの質量の165%の量で適用された。ラミネートを約1分間、150℃の温度で硬化させた。ラミネートの第一のフェーステキスタイル及び第二のバッカーテキスタイルの非含浸領域を疎水性フルオロカーボン(Clariant Nuva HPU)により処理した。サンプルを本明細書中に記載される空気透過性及び水蒸気透過性、水吸収値及び水平火炎試験法により試験し、結果を表2に報告した。
【0096】
【表2】
【0097】
表2は例4、6、7及び8の処理済みサンプルが含浸材料による処理の後に空気透過性及び水蒸気透過性であることを示す。そのことは非含浸領域が空気交換及び水蒸気交換のためになおも開放性であることを意味する。例4及び6の処理済みサンプルの空気透過性及び水蒸気透過性は低減されるが、なおも高い。低減の理由は、含浸領域でのボイド及び間隙が空気透過及び水蒸気透過のためにもはや利用可能でないからであり、というのは、それらが含浸材料により充填されているからである。水吸収性試験に関して、処理済みサンプルは水吸収性の低減を示しており、ここで、水吸収値は70%未満である。何回かの家庭洗濯サイクル及び混転乾燥の後でさえ、水吸収値はほぼ70%未満である。表2は、さらに、例4、6、7及び8の処理済みサンプルを本明細書中に記載されたとおりの火炎防止試験により難燃性に関して試験されたことを示す。表2に報告されているとおり、すべての処理済みサンプルは火炎に10秒間暴露した後に残炎を有しない。
【0098】
試験手順
空気透過性
布帛(テキスタイル)の空気透過性を測定するために、布帛をとおした空気流量を測定することができる試験機を用いる。サンプルを2つのリングの間に配置し、それにより、試験面積が100cm2となる。100Paの一定圧力でサンプルをとおして空気を吸引する。サンプルをとおして入ってくる空気の量を測定して、l/m2/sで計算する。試験法はEN ISO 9237中に記載されている。
【0099】
水蒸気透過度
テキスタイル層、テキスタイル複合材製品及びバリア層のRET試験法:
水蒸気透過耐性(Ret)は一定分圧勾配下に所与の領域をとおる蒸発潜熱フラックスを決定する構造又は複合材などのシートの特定の材料特性である。本発明において記載されるとおりのテキスタイル層、テキスタイル複合材又はバリア層は、もし水蒸気透過耐性Retが150(m2×Pa)/W未満であるならば水蒸気透過性である。バリア層は好ましくはRetが20(m2×Pa)/W未満である。水蒸気透過度はISO 11092(2005)によるスキンモデルにより測定される。
【0100】
水不透過性
水不透過性の測定は国際標準ISO 811により行われる。1つの実施形態において、バリア層は0.13barまでの水圧に耐性である。
【0101】
水吸収性
テキスタイル構造の水吸収性を決定するための1つの方法はブンデスマン試験(DIN EN29865)(1991)による降雨試験を用いることである。降雨装置は水体積、液滴サイズ及び降雨装置から試験サンプルまでの距離により決定される雨を作る。試験は10分間行う。テキスタイル及びテキスタイル複合材製品の水吸収は以下の方法により測定される。
1.サンプル(テキスタイル/テキスタイル複合材)の質量の決定、
2.ブンデスマン降雨試験を10分間行う、
3.サンプルの15秒間の遠心脱水、
4.サンプルの質量の決定、
5.ブンデスマン降雨試験の前のサンプルに対する%での質量増加の計算。
水吸収試験の測定を未処理テキスタイル及びテキスタイル複合材製品、本発明に係る含浸テキスタイル及びテキスタイル複合材製品サンプル、ならびに、本発明に係る処理済みテキスタイル及びテキスタイル複合材製品に対して、そして60℃での10回の家庭洗濯サイクル(空気乾燥又は混転乾燥)後に行った。
【0102】
家庭洗濯
国際標準ISO 6330/2A(1984)にしたがって60℃で家庭洗濯サイクルにより洗濯を行、その後、空気乾燥(ISO 6330/2A-A)又は混転乾燥(ISO 6330/2A-E)を用いた。
【0103】
含浸材料の粘度
ポリマー材料の粘度はRheotec社又はBrookfield社などの回転測定装置(ビスコメータ)を用いて測定できる。
【0104】
難燃性
難燃性の測定は、表面に火炎を10秒間暴露する国際標準ISO 15025(2003)により行った。サンプルの外側テキスタイル面を火炎に10秒間暴露した。残炎時間を記録した。10秒を超える残炎時間のサンプルを可燃性と考えた。10秒以下の残炎時間のサンプルを不燃性と考えた。好ましいサンプルは残炎時間が3秒以下である。最も好ましいサンプルは残炎がない。
【0105】
間隙の平均サイズ
緻密製造テキスタイル中のヤーン間の間隙は1cm2内で測定して平均サイズが100μm未満である。織物テキスタイルにおいて、間隙9は2本の平行な縦糸と2本の平行な横糸との間の交差点で形成される(図3を参照されたい)。間隙の平均サイズを測定するために、光学顕微鏡(たとえば、Zeiss顕微鏡)を用いる。各々の間隙のすべてのサイズ(すなわち、すべての交差点のサイズ)を、1cm×1cmの予め決められたテキスタイルの領域内で光学顕微鏡を用いて測定する。測定を1cm×1cmのテキスタイルの領域の上面に対して行う。間隙の平均サイズを予め決められた領域内のすべての間隙のサイズ(たとえサイズが0であっても)から計算する。顕微鏡は、好ましくは、距離に関する電子測定プログラムと組み合わせて50×倍率を有する。さらなる有用な倍率を用いてもよい。
【0106】
ペルメテスト(Permetest)
ペルメテストは、テキスタイル布帛、不織布、ホイル及びペーパーシートの水蒸気及び熱に対する耐性又は透過性を決定するための急速応答測定計器(スキンモデル)である。この計器はISO標準11092(2005)に非常に類似したすべての種類の測定を提供し、そして結果はISO標準11092(2005)に要求されるのと同一の手順により評価される。この標準に対する差異はより小さいサンプルによる。ペルメテストは再乾燥の間の湿潤布帛の熱損失の変化を測定するのに特に興味深い。もし、ペルメテストの加熱プレートの温度が35℃のスキン温度に設定され、そして周囲条件が15℃及び65%rHで風速2.5m/秒に設定されるならば、このことはこれらの条件にて装着している間に湿潤布帛を再乾燥させることをシミュレートする。
【0107】
上記は、本発明の範囲を限定することを意図せずに、本発明がどのようになされそして使用されうるかを説明している。本発明の特定の実施形態が本明細書中に例示されそして記載されてきたが、本発明はこのような例示及び記載に限定されるべきでない。特許請求の範囲内で変更及び修正が本発明の部分として取り入れられそして具現化されてよいことが明らかなはずである。
【特許請求の範囲】
【請求項1】
内側表面(16)及び外側表面(18)を有する第一のテキスタイル(12)であって、複数ファイバ/フィラメント(5)を含み、該ファイバ/フィラメント(5)の間にボイド(6)がある、第一のテキスタイル(12)、及び、
前記内側表面(16)及び外側表面(18)の間の前記第一のテキスタイル(12)の断面に少なくとも部分的に侵入している、含浸材料(60)の不連続パターン(20)であって、該含浸材料(60)の該不連続パターン(20)によって含浸領域(22)及び非含浸領域(24)をもたらし、それにより、テキスタイル複合材の水吸収値を低減している、含浸材料(60)の不連続パターン(20)、
を含む、テキスタイル複合材製品(10)であって、
前記含浸領域(22)におけるボイド(6)の少なくとも一部分は前記含浸材料(60)により充填されており、前記テキスタイル複合材はDIN EN29865(1991)による水吸収値が70%以下である、テキスタイル複合材製品(10)。
【請求項2】
前記含浸領域(22)におけるボイド(6)の過半は前記含浸材料(60)により充填されている、請求項1記載のテキスタイル複合材製品(10)。
【請求項3】
前記含浸材料(60)の量は前記第一のテキスタイルの質量の少なくとも10%である、請求項1記載のテキスタイル複合材製品(10)。
【請求項4】
前記第一のテキスタイルは複数ファイバ/フィラメント(5)を含むヤーン(2)及び該ヤーンの間の間隙を含み、前記含浸領域における該間隙の少なくとも一部分は前記含浸材料(60)により充填されている、請求項1記載のテキスタイル複合材製品(10)。
【請求項5】
前記含浸材料(60)はシリコーン、ポリウレタン、非晶性ペルフルオロポリマー及びそれらの混合物からなる群より選ばれる、請求項1記載のテキスタイル複合材製品(10)。
【請求項6】
前記含浸材料(60)は1種又は数種の添加剤を含む、請求項1記載のテキスタイル複合材製品(10)。
【請求項7】
少なくとも1種の前記添加剤は膨張性グラファイト(30)を含む、請求項6記載のテキスタイル複合材製品(10)。
【請求項8】
前記非含浸領域(24)は被覆領域(42)をもたらす少なくとも1つの機能性コーティング材料(40)を少なくとも部分的に含む、請求項1記載のテキスタイル複合材製品(10)。
【請求項9】
前記第一のテキスタイル(12)は溶融性材料を含む、請求項1記載のテキスタイル複合材製品(10)。
【請求項10】
前記第一のテキスタイル(12)の内側表面(16)に隣接している第二のテキスタイル(14)をさらに含む、請求項1記載のテキスタイル複合材製品(10)。
【請求項11】
前記第二のテキスタイル(14)は前記含浸材料(60)により前記第一のテキスタイル(12)に結合されている、請求項10記載のテキスタイル複合材製品(10)。
【請求項12】
前記第二のテキスタイル(14)はファイバ/フィラメント(5)を含み、該ファイバ/フィラメント(5)の間にボイド(6)があり、そして前記含浸材料(60)は前記第二のテキスタイル(14)の第一の表面(17)から第二の表面(19)までの前記第二のテキスタイル(14)の断面に少なくとも部分的に侵入しており、前記含浸材料(60)の前記不連続パターン(20)によって含浸領域(22’)及び非含浸領域(24’)をもたらし、該含浸領域(22’)におけるボイド(6)の少なくとも一部分は前記含浸材料(60)により充填されている、請求項11記載のテキスタイル複合材製品(10)。
【請求項13】
前記第二のテキスタイル(14)の前記含浸領域(22’)におけるボイド(6)の過半は前記含浸材料(60)により充填されている、請求項12記載のテキスタイル複合材製品(10)。
【請求項14】
前記第二のテキスタイル(14)は非溶融性及び/又は難燃性材料を含む、請求項10〜12のいずれか1項記載のテキスタイル複合材製品(10)。
【請求項15】
前記非含浸領域(24,24’)は20l/m2/sの前記製品の空気透過度をもたらす、先行の請求項のいずれか1項記載のテキスタイル複合材製品(10)。
【請求項16】
少なくとも1つの水蒸気透過性バリア層(50)を含む、先行の請求項のいずれか1項記載のテキスタイル複合材製品(10)。
【請求項17】
空気不透過性で液体不透過性でかつ水蒸気透過性であるバリア層(70)は前記第一のテキスタイル(12)又は前記第二のテキスタイル(14)の1つの表面に結合されている、先行の請求項のいずれか1項記載のテキスタイル複合材製品(10)。
【請求項18】
前記バリア層(70)は延伸ポリテトラフルオロエチレン(ePTFE)から作られた多孔性メンブレンを含む、請求項16又は17記載のテキスタイル複合材製品(10)。
【請求項19】
前記第一のテキスタイル(12)及び前記第二のテキスタイル(14)は発泡性グラファイトを含む含浸材料により結合されており、前記製品はISO 15025(2003)による水平火炎試験により10秒間火炎に暴露した後に残炎を示さない、先行の請求項のいずれか1項記載のテキスタイル複合材製品(10)。
【請求項20】
前記第一のテキスタイル(12)は緻密テキスタイル構造を含む、先行の請求項のいずれか1項記載のテキスタイル複合材製品(10)。
【請求項21】
前記第一の緻密テキスタイル(12)はヤーン(2)からなり、該ヤーンの間に間隙(9)を有し、該間隙は1cm2内で測定してヤーン間の平均サイズが100μm未満である、請求項20記載のテキスタイル複合材製品(10)。
【請求項22】
先行の請求項のいずれか1項記載のテキスタイル複合材製品(10)を含む衣料品。
【請求項1】
内側表面(16)及び外側表面(18)を有する第一のテキスタイル(12)であって、複数ファイバ/フィラメント(5)を含み、該ファイバ/フィラメント(5)の間にボイド(6)がある、第一のテキスタイル(12)、及び、
前記内側表面(16)及び外側表面(18)の間の前記第一のテキスタイル(12)の断面に少なくとも部分的に侵入している、含浸材料(60)の不連続パターン(20)であって、該含浸材料(60)の該不連続パターン(20)によって含浸領域(22)及び非含浸領域(24)をもたらし、それにより、テキスタイル複合材の水吸収値を低減している、含浸材料(60)の不連続パターン(20)、
を含む、テキスタイル複合材製品(10)であって、
前記含浸領域(22)におけるボイド(6)の少なくとも一部分は前記含浸材料(60)により充填されており、前記テキスタイル複合材はDIN EN29865(1991)による水吸収値が70%以下である、テキスタイル複合材製品(10)。
【請求項2】
前記含浸領域(22)におけるボイド(6)の過半は前記含浸材料(60)により充填されている、請求項1記載のテキスタイル複合材製品(10)。
【請求項3】
前記含浸材料(60)の量は前記第一のテキスタイルの質量の少なくとも10%である、請求項1記載のテキスタイル複合材製品(10)。
【請求項4】
前記第一のテキスタイルは複数ファイバ/フィラメント(5)を含むヤーン(2)及び該ヤーンの間の間隙を含み、前記含浸領域における該間隙の少なくとも一部分は前記含浸材料(60)により充填されている、請求項1記載のテキスタイル複合材製品(10)。
【請求項5】
前記含浸材料(60)はシリコーン、ポリウレタン、非晶性ペルフルオロポリマー及びそれらの混合物からなる群より選ばれる、請求項1記載のテキスタイル複合材製品(10)。
【請求項6】
前記含浸材料(60)は1種又は数種の添加剤を含む、請求項1記載のテキスタイル複合材製品(10)。
【請求項7】
少なくとも1種の前記添加剤は膨張性グラファイト(30)を含む、請求項6記載のテキスタイル複合材製品(10)。
【請求項8】
前記非含浸領域(24)は被覆領域(42)をもたらす少なくとも1つの機能性コーティング材料(40)を少なくとも部分的に含む、請求項1記載のテキスタイル複合材製品(10)。
【請求項9】
前記第一のテキスタイル(12)は溶融性材料を含む、請求項1記載のテキスタイル複合材製品(10)。
【請求項10】
前記第一のテキスタイル(12)の内側表面(16)に隣接している第二のテキスタイル(14)をさらに含む、請求項1記載のテキスタイル複合材製品(10)。
【請求項11】
前記第二のテキスタイル(14)は前記含浸材料(60)により前記第一のテキスタイル(12)に結合されている、請求項10記載のテキスタイル複合材製品(10)。
【請求項12】
前記第二のテキスタイル(14)はファイバ/フィラメント(5)を含み、該ファイバ/フィラメント(5)の間にボイド(6)があり、そして前記含浸材料(60)は前記第二のテキスタイル(14)の第一の表面(17)から第二の表面(19)までの前記第二のテキスタイル(14)の断面に少なくとも部分的に侵入しており、前記含浸材料(60)の前記不連続パターン(20)によって含浸領域(22’)及び非含浸領域(24’)をもたらし、該含浸領域(22’)におけるボイド(6)の少なくとも一部分は前記含浸材料(60)により充填されている、請求項11記載のテキスタイル複合材製品(10)。
【請求項13】
前記第二のテキスタイル(14)の前記含浸領域(22’)におけるボイド(6)の過半は前記含浸材料(60)により充填されている、請求項12記載のテキスタイル複合材製品(10)。
【請求項14】
前記第二のテキスタイル(14)は非溶融性及び/又は難燃性材料を含む、請求項10〜12のいずれか1項記載のテキスタイル複合材製品(10)。
【請求項15】
前記非含浸領域(24,24’)は20l/m2/sの前記製品の空気透過度をもたらす、先行の請求項のいずれか1項記載のテキスタイル複合材製品(10)。
【請求項16】
少なくとも1つの水蒸気透過性バリア層(50)を含む、先行の請求項のいずれか1項記載のテキスタイル複合材製品(10)。
【請求項17】
空気不透過性で液体不透過性でかつ水蒸気透過性であるバリア層(70)は前記第一のテキスタイル(12)又は前記第二のテキスタイル(14)の1つの表面に結合されている、先行の請求項のいずれか1項記載のテキスタイル複合材製品(10)。
【請求項18】
前記バリア層(70)は延伸ポリテトラフルオロエチレン(ePTFE)から作られた多孔性メンブレンを含む、請求項16又は17記載のテキスタイル複合材製品(10)。
【請求項19】
前記第一のテキスタイル(12)及び前記第二のテキスタイル(14)は発泡性グラファイトを含む含浸材料により結合されており、前記製品はISO 15025(2003)による水平火炎試験により10秒間火炎に暴露した後に残炎を示さない、先行の請求項のいずれか1項記載のテキスタイル複合材製品(10)。
【請求項20】
前記第一のテキスタイル(12)は緻密テキスタイル構造を含む、先行の請求項のいずれか1項記載のテキスタイル複合材製品(10)。
【請求項21】
前記第一の緻密テキスタイル(12)はヤーン(2)からなり、該ヤーンの間に間隙(9)を有し、該間隙は1cm2内で測定してヤーン間の平均サイズが100μm未満である、請求項20記載のテキスタイル複合材製品(10)。
【請求項22】
先行の請求項のいずれか1項記載のテキスタイル複合材製品(10)を含む衣料品。
【図1】

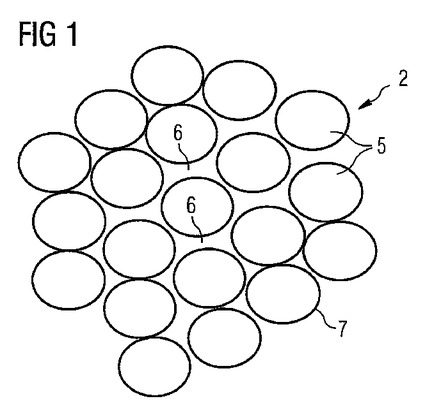
【図2】
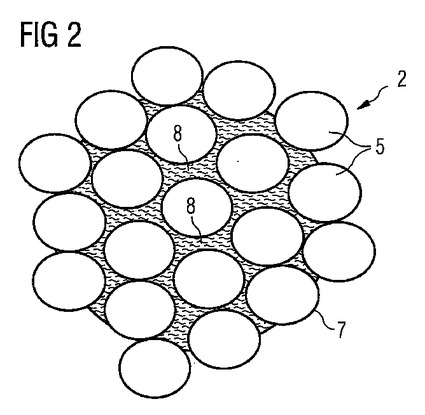
【図3】
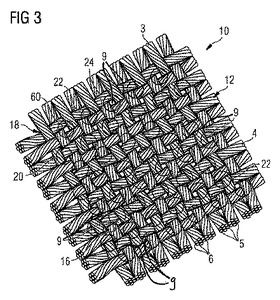
【図4】

【図5】

【図6】

【図7】

【図8】
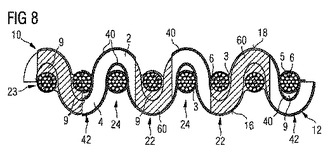
【図9】
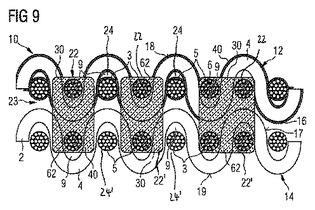
【図10】
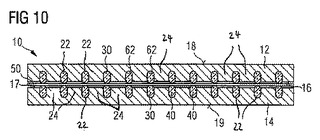
【図11】

【図12】
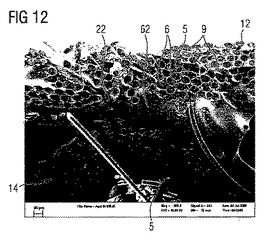
【図13】
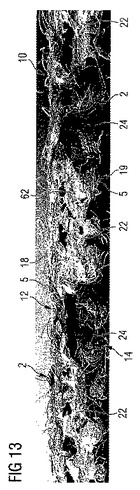
【図14】
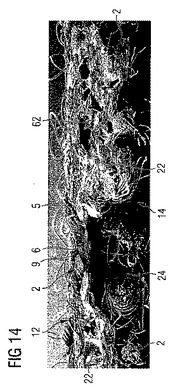
【図15】
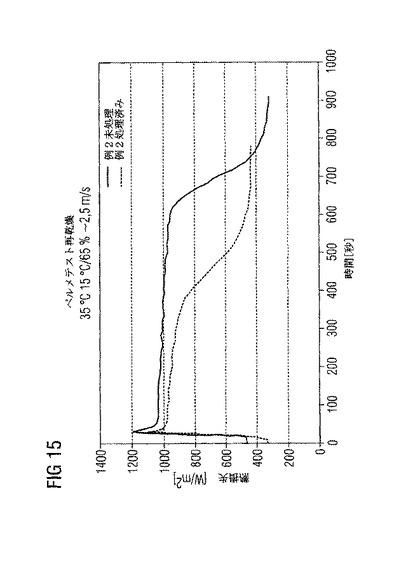
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公表番号】特表2013−510247(P2013−510247A)
【公表日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2012−537420(P2012−537420)
【出願日】平成22年11月9日(2010.11.9)
【国際出願番号】PCT/EP2010/067118
【国際公開番号】WO2011/054967
【国際公開日】平成23年5月12日(2011.5.12)
【出願人】(391018178)ダブリュ.エル.ゴア アンド アソシエーツ,ゲゼルシャフト ミット ベシュレンクテル ハフツング (40)
【氏名又は名称原語表記】W.L. GORE & ASSOCIATES, GESELLSCHAFT MIT BESCHRANKTER HAFTUNG
【Fターム(参考)】
【公表日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成22年11月9日(2010.11.9)
【国際出願番号】PCT/EP2010/067118
【国際公開番号】WO2011/054967
【国際公開日】平成23年5月12日(2011.5.12)
【出願人】(391018178)ダブリュ.エル.ゴア アンド アソシエーツ,ゲゼルシャフト ミット ベシュレンクテル ハフツング (40)
【氏名又は名称原語表記】W.L. GORE & ASSOCIATES, GESELLSCHAFT MIT BESCHRANKTER HAFTUNG
【Fターム(参考)】
[ Back to top ]