
ディスプレイストリップ及び商品展示体
【課題】 商品が封入された袋を取り付ける工程の自動化が容易であり、一旦取り外した商品が封入された袋を容易に再度取り付けることができるディスプレイストリップを提供する。
【解決手段】 商品が封入された袋を複数並べて取り付けて展示するためのディスプレイストリップであって、少なくとも、基材層とシーラント層とからなるものであり、前記シーラント層は、最表層が常温で粘着性を示さず、かつ、ヒートシール性を与える熱溶融性樹脂を含有するヒートシール層、前記ヒートシール層の内側の層が常温で粘着性を示す粘着剤を含有する粘着剤層の2層以上からなる層構造を有するものであり、更に、前記ヒートシール層には、ヒートシールにより結合された前記商品が封入された袋を取り外すときに、前記ヒートシール層が確実に破壊して前記粘着剤層が露出するように、前記商品が封入された袋が結合される部位の近傍に切れ目を有するディスプレイストリップ。
【解決手段】 商品が封入された袋を複数並べて取り付けて展示するためのディスプレイストリップであって、少なくとも、基材層とシーラント層とからなるものであり、前記シーラント層は、最表層が常温で粘着性を示さず、かつ、ヒートシール性を与える熱溶融性樹脂を含有するヒートシール層、前記ヒートシール層の内側の層が常温で粘着性を示す粘着剤を含有する粘着剤層の2層以上からなる層構造を有するものであり、更に、前記ヒートシール層には、ヒートシールにより結合された前記商品が封入された袋を取り外すときに、前記ヒートシール層が確実に破壊して前記粘着剤層が露出するように、前記商品が封入された袋が結合される部位の近傍に切れ目を有するディスプレイストリップ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、商品が封入された袋を複数並べて取り付けて展示するためのディスプレイストリップに関し、特に一旦取り外した商品を再吊り下げ可能なディスプレイストリップに関する。
【背景技術】
【0002】
スナック菓子等の商品は、通常、ピロー包装(縦ピロー、横ピロー)で袋に包装された形で販売される。このように商品を封入した袋は、商店の陳列棚に並べて販売されることが多い。しかし、この方法だと陳列棚に人手により1袋づつ陳列する必要があり、また、所定の陳列棚にしか展示して販売できないという場所的制限を受けていた。
【0003】
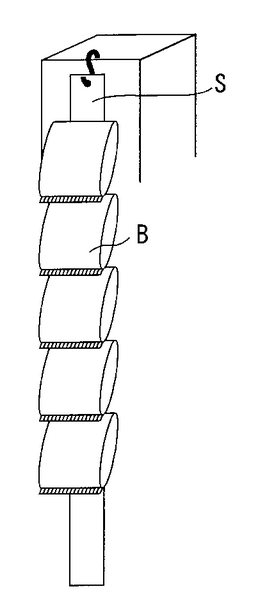
これに対して、ストリップバック展示と呼ばれる、陳列棚を必要としない商品の展示方法が知られている。ストリップバック展示とは、図5に示したように、所定巾のテープ材(ディスプレイストリップS)に複数の商品Bを取り付けて吊り下げるという展示形態である。この展示形態であれば、陳列棚を必要とせず、商店のレジ横やホテルのフロント等のあらゆる場所において展示販売が可能である。
【0004】
従来、ディスプレイストリップとしては、例えば、粘着テープからなるものや、紙や樹脂からなるテープの所定の位置に予め穴あけ加工を施しておき裏面から粘着テープを貼り付けたもの等、粘着テープの粘着力によって商品を封入した袋をディスプレイストリップに取り付けるものが用いられていた。このようなタイプのディスプレイストリップは、いったん取り付けた商品を取り外した後に再接着させることができる等の利点がある。
しかし、これらのディスプレイストリップでは、商品を封入した袋をディスプレイストリップに取り付ける工程を機械を用いて自動化するのが困難であるという問題があった。即ち、このようなディスプレイストリップを粘着テープが露出したまま自動化しようとしても、機械を通過する際にローラ等に粘着してしまい自由なテープ送りをすることができなかった。一方、粘着面を離型シート等で覆った場合にも、結局は商品の取り付け操作が煩雑となり自動化が困難であった。また、粘着テープの表面に埃やゴミが付着して外観を損ねてしまうことがあるという問題もあった。
【0005】
これに対して、片面にヒートシール層を設けることにより、商品が封入された袋を直接ヒートシールして接着することができるディスプレイストリップが提案されている。このディスプレイストリップを用いれば、商品を封入した袋をディスプレイストリップに取り付ける工程を、商品を袋に封入する一連の工程と連続して自動化することが極めて容易である。
【0006】
ところが、このようにヒートシールにより商品が封入された袋とディスプレイストリップとを結合させた商品展示体では、一度商品が封入された袋をディスプレイストリップから取り外すと、再度ディスプレイストリップに貼り付けるためには、例えば、ハンドシーラー等により袋をディスプレイストリップに再度ヒートシールしなければならず非常に手間がかかり、商店等において一旦取り外した袋を再度ディスプレイストリップに取り付けすることが困難であるという問題があった。
商品等の購入希望者が、一旦商品が封入された袋を手に取った後、思い直して商品を元に戻すことは頻繁に起こり得ることであり、従来のヒートシールによる商品展示体では、このような場合に対処することができないものであった。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記現状に鑑み、商品が封入された袋を取り付ける工程の自動化が容易であり、一旦取り外した商品が封入された袋を容易に再度取り付けることができるディスプレイストリップを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、商品が封入された袋を複数並べて取り付けて展示するためのディスプレイストリップであって、少なくとも、基材層とシーラント層とからなるものであり、前記シーラント層は、最表層が常温で粘着性を示さず、かつ、ヒートシール性を与える熱溶融性樹脂を含有するヒートシール層、前記ヒートシール層の内側の層が常温で粘着性を示す粘着剤を含有する粘着剤層の2層以上からなる層構造を有するものであり、更に、前記ヒートシール層には、ヒートシールにより結合された前記商品が封入された袋を取り外すときに、前記ヒートシール層が確実に破壊して前記粘着剤層が露出するように、前記商品が封入された袋が結合される部位の近傍に切れ目を有するディスプレイストリップである。
以下に本発明を詳述する。
【0009】
本発明のディスプレイストリップは、少なくとも、基材層とシーラント層とからなるものである。
上記シーラント層は、最表層が常温で粘着性を示さず、かつ、ヒートシール性を与える熱溶融性樹脂を含有するヒートシール層、上記ヒートシール層の内側の層が常温で粘着性を示す粘着剤を含有する粘着剤層の2層以上からなる層構造を有する。
このような構成の本発明のディスプレイストリップでは、上記シーラント層の最表面を構成するヒートシール層と商品が封入された袋とをヒートシールすることで、上記ヒートシール層の熱溶融性樹脂が溶融し、上記袋を結合することができる。
【0010】
上記ヒートシール層に含有される熱溶融性樹脂としては、常温で粘着性を示さず、かつ、充分なヒートシール性を発揮できるものであれば特に限定されず、例えば、ポリプロピレン、プロピレンと他のオレフィン(エチレン、炭素数4〜12のαオレフィン)との共重合体、低密度ポリエチレン(メタロセン直鎖低密度ポリエチレンを含む)、エチレン酢酸ビニル共重合体、エチレンメタクリル酸エステル共重合体等からなるものが挙げられる。なかでも、メタロセン直鎖低密度ポリエチレン又はエチレン酢酸ビニル共重合体が好適である。また、上記ヒートシール層は、単層構造であってもよいし、複数の層からなる多層構造を有していてもよい。
【0011】
上記熱溶融性樹脂がエチレン酢酸ビニル共重合体である場合、上記ヒートシール層は、更に、粘着性付与剤を含有することが好ましい。
上記粘着性付与剤としては特に限定されないが、例えば、ロジン樹脂、テルペン樹脂、脂肪族系炭化水素樹脂、脂環族系炭化水素樹脂及び芳香族系炭化水素樹脂からなる群より選択される少なくとも1種の樹脂が好適に用いられる。
【0012】
上記ロジン樹脂としては特に限定されず、例えば、ロジン、ロジン誘導体、ロジンエステル、ガムロジン、ウッドロジン、トール油ロジン、蒸留ロジン、水素化ロジン、2量化ロジン、重合ロジン、天然ロジンのグリセロールエステル、変性ロジンのグリセロールエステル、天然ロジンのペンタエリスリトールエステル、変性ロジンのペンタエリスリトールエステル、淡色ウッドロジンのグリセロールエステル、水素化ロジンのグリセロールエステル、重合ロジンのグリセロールエステル、水素化ロジンのペンタエリスリトールエステル、ロジンのフェノール性変性ペンタエリスリトールエステル等が挙げられる。
【0013】
上記テルペン樹脂としては特に限定されず、例えば、テルペン、フェノール性テルペン、変性テルペン、α−ピネン重合体、β−ピネン重合体、ジペンテン重合体、テルペン−フェノール共重合体等が挙げられる。
【0014】
上記脂肪族系炭化水素樹脂としては特に限定されず、例えば、1−ブテン、イソブチレン、ブタジエン、1,3−ペンタジエン等の炭素数4〜5のモノ又はジオレフィンを主成分とする重合体等が挙げられる。
【0015】
上記脂環族系炭化水素樹脂としては特に限定されず、例えば、スペントC4−C5留分中のジエン成分を環化2量体化したものを重合させた樹脂、シクロペンタジエン等の環状モノマーを重合させた樹脂、水素添加ジシクロペンタジエン樹脂、水素添加石油樹脂等が挙げられる。
【0016】
上記芳香族系炭化水素樹脂としては特に限定されず、例えば、ビニルトルエン、インデン、スチレン重合体、α−メチルスチレン共重合体等が挙げられる。
【0017】
また、上記粘着性付与剤としては、例えば、USP6117945号に記載されたもの等の市販のものも用いることができる。
【0018】
また、上記ヒートシール層は、常温では粘着性を示さないことから、上記ヒートシール層の内側に形成された粘着剤層を被覆するマスク層としての役割をも有する。このようなマスク層を有することにより、本発明のディスプレイストリップは、加熱前には粘着性を示さず、袋をヒートシールする工程を容易に自動化することができる。
【0019】
上記ヒートシール層の厚さとしては特に限定されないが、好ましい上限は20μmである。20μmを超えると、いったん結合した袋を取り外した場合に、内側の粘着剤層が表出せず、袋を再接着することができないことがある。
【0020】
上記ヒートシール層の粘着剤層側の面には、シリコン処理が施されていることが好ましい。後で詳述するが、本発明のディスプレイストリップは、上記ヒートシール層にヒートシールにより取り付けられた商品が封入された袋を取り外すと、上記袋が取り付けられた部分のヒートシール層が袋とともに引き剥がされるようになっている。このような本発明のディスプレイストリップにおいては、上記ヒートシール層と粘着剤層との間の接着力を調整することは極めて重要である。上記ヒートシール層の粘着剤層側の面にシリコン処理が施されていることで、上記ヒートシール層と粘着剤層との間の接着力を自由に調整することが可能となる。
【0021】
上記シリコン処理としては特に限定されず、例えば、離型性を要求される用途に用いられる市販のシリコン処理剤等のシリコン材料を上記ヒートシール層の粘着剤層側面に塗布する方法等が挙げられる。
また、上記シリコン処理は、上記ヒートシール層の上記粘着剤層側の面の全面に施されていていてもよいが、海島構造になるように施されていることが好ましい。上記シリコン処理が上記ヒートシール層の上記粘着剤層側の面に海島構造で施されている場合、上記シリコン材料は、1cm2あたり好ましい下限は10ドット、好ましい上限は100ドット程度である。
【0022】
上記粘着剤層は、上記ヒートシール層の内側の層であり、常温で粘着性を示す粘着剤を含有する。
上記粘着剤としては常温で粘着性を示すものであれば特に限定されないが、ゴム系粘着剤又はアクリル系粘着剤であることが好ましい。
【0023】
上記常温で粘着性を示す粘着剤を含有する粘着剤層を有することにより本発明のディスプレイストリップは、ヒートシールによるヒートシール層と袋との結合力に、上記粘着剤層の粘着力が加わることから、袋に封入させる商品の重量が重い場合であっても確実に保持することができる。
また、後で詳述するが、本発明のディスプレイストリップは、いったん取り付けられた袋を取り外すと、上記袋が取り付けられた部分のヒートシール層が袋とともに引き剥がされて粘着剤層が露出するため、この露出した粘着剤層に取り外した袋を再接着することができる。
【0024】
上記粘着剤層の厚さとしては特に限定されないが、好ましい下限は10μm、好ましい上限は300μmである。10μm未満であると、いったん取り付けられた袋を取り外した際に、上記ヒートシール層とともに上記粘着剤層も剥れてしまい、袋の再接着ができなくなることがある。300μmを超えると、粘着強度が高すぎて、いったん取り付けられた商品が封入された袋を取り外しにくくなる。
【0025】
上記基材層としては特に限定されないが、多数の商品を取り付けて吊り下げる用途から充分な強度を有し、かつ、ヒートシール時に溶融したり劣化したりしない耐熱性を有することが好ましく、例えば、二軸延伸ポリプロピレン(OPP)、二軸延伸ポリエチレンテレフタレート、金属箔、紙、不織布、織布又はこれらの積層物等が好適である。なかでも、上記二軸延伸ポリプロピレン又は二軸延伸ポリエチレンテレフタレートからなる樹脂フィルム若しくは紙に、織布が積層された積層物であることが好ましく、織布が2枚の二軸延伸ポリプロピレン又は二軸延伸ポリエチレンテレフタレートからなる樹脂フィルム間若しくは2枚の紙の間に挟持された構造を有する積層体であることがより好ましい。本発明のディスプレイストリップの機械的強度が極めて高くなるため、例えば、本発明のディスプレイストリップに吊り下げ用のホールパンチを形成し、該ホールパンチにフックを引っ掛けた場合であっても、ホールパンチ強度を高くすることができるため、上記ホールパンチ部分で破損が生じ難くなる。
【0026】
上記織布としては特に限定されないが、従来から補強材等として用いられている糸篠を平織、綾織、もじり織等の従来公知の方法により織成してなるものが用いられる。
上記織布の織り密度としては特に限定されないが、6〜20本/インチ程度が好適である。縦糸間又は横糸間に適当な間隔あれば、上記樹脂フィルムと積層したときに、樹脂フィルムを構成する樹脂の一部が織布の経糸・緯糸の空隙に侵入して一体化することにより、織布と樹脂フィルムとの接着性が向上する。
【0027】
上記織布としては特に限定されないが、高密度ポリエチレン、低密度ポリエチレン、メタロセン直鎖低密度ポリエチレン、アイソタクティックポリプロピレン、シンジオタクティックポリプロピレン等のポリオレフィン糸からなるものが、ディスプレイストリップに求められる機械的性能及び上記樹脂フィルムとの接着性等の点から好適である。
上記ポリオレフィン糸は、単独の樹脂からなるものであってもよいが、必要に応じて、高融点ポリマーと低融点ポリマーとを複合化した複合糸であってもよい。このような複合糸を用いれば、優れた機械的強度と樹脂フィルムとの接着性とを両立することができる。
【0028】
上記ポリオレフィン糸としては特に限定されず、例えば、マルチフィラメント糸、モノフィラメント糸、フラットヤーン、スプリットヤーン等を用いることができる。なかでも、フラットヤーン、スプリットヤーンが好適である。
ここでフラットヤーンとは、押出成形法等により成形されたフィルムを所定幅にスリットした後、延伸処理及び熱処理を施すことにより形成された糸である。また、スプリットヤーンとは、フラットヤーンに更に割織処理を施した糸である。フラットヤーン及びスプリットヤーンは、極めて高い引張強度及び引裂強度を有することが知られている。
上記ポリオレフィン糸の繊度としては特に限定されず、通常使用される100〜5000d程度のものを用いることができる。
【0029】
上記基材層を構成する樹脂フィルムとしては特に限定されないが、ポリエステル、ポリオレフィン等からなるものが好適である。なかでも、適度な剛性と機械的強度を有することからポリエステルフィルムが好適である。
なお、ポリエステルフィルムと上記織布との接着性が低い場合には、ポリオレフィンフィルムを介してポリエステルフィルムと織布とを積層してもよい。
【0030】
上記基材層を製造する方法としては特に限定されず、例えば、上記織布の上にポリマーを押出成形して樹脂フィルム層を形成する方法;織布に樹脂フィルムをドライラミネートする方法;織布に樹脂フィルムを圧着する方法;ポリエステル等の樹脂フィルムや紙上にポリエチレンを押出しながら織布をラミネートする方法等が挙げられる。
【0031】
上記基材層の厚さとしては特に限定されないが、好ましい下限は30μm、好ましい上限は500μmである。30μm未満であると、充分なホールパンチ強度が得られずに展示時や商品を封入した袋を取り外す際に破損する恐れがあり、500μmを超えると、基材層が断熱材の役割をしてヒートシール時にシーラント層に充分に熱が伝わらないことがある。
【0032】
上記シーラント層と基材層とは、公知のドライラミネート法により接着剤を介して積層してもよいし、溶剤を用いないサーマルラミネート法により積層してもよい。
【0033】
本発明のディスプレイストリップにおいて、上記基材層と粘着剤層とは、ポリエチレンからなる中間層を介して積層されていることが好ましい。ポリエチレンは柔軟で引張伸度が高いことから、上記ポリエチレンからなる中間層を有することによりディスプレイストリップ全体の強度やホールパンチ強度を向上させたりすることができる。
上記ポリエチレンからなる中間層は、上記基材層とシーラント層との間にポリエチレンを押出成形しながら積層することにより行うことができる。なお、ポリエチレンの他、エチレン−(メタ)アクリル酸共重合体又はエチレン−(メタ)アクリル酸共重合体のアイオノマーを用いてもよい。
【0034】
上記ポリエチレン層の厚さとしては特に限定されないが、好ましい下限は5μm、好ましい上限は50μmである。5μm未満であると、充分な強度の向上効果が得られないことがあり、50μmを超えるとディスプレイストリップ全体の厚さが厚くなってしまい、断熱効果によりヒートシール性が損なわれてしまうことがある。
【0035】
本発明のディスプレイストリップは、上記基材層と粘着剤層との間にアンカーコート層が形成されていることが好ましい。上記基材層と粘着剤層との間の接着力が優れたものとなり、基材層と粘着剤層との間で剥離が生じにくくなる。上記アンカーコート層としては特に限定されず、例えば、ポリイソシアネート/ポリエステル系2液硬化型接着剤等の従来公知のアンカーコート剤からなるもの等が挙げられる。かかるアンカーコート剤を粘着剤がコートされる樹脂フィルム面にコートすることによりアンカーコート層が形成される。
【0036】
上記基材層とシーラント層とからなる本発明のディスプレイストリップにおいて、上記ヒートシール層には、ヒートシールにより結合された上記商品が封入された袋を取り外すときに、上記ヒートシール層が確実に破壊して上記粘着剤層が露出するように、上記商品が封入された袋が結合される部位の近傍に切れ目を有する。
【0037】
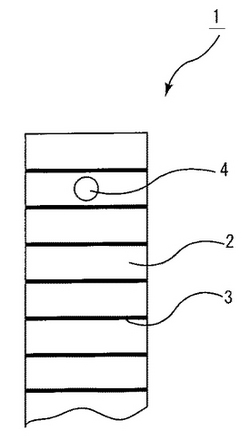
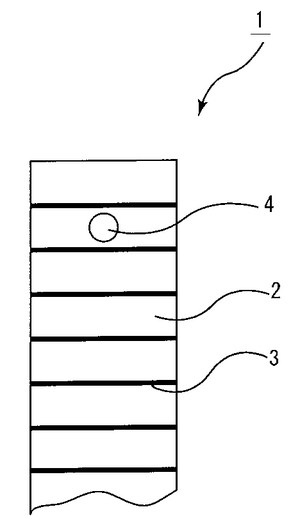
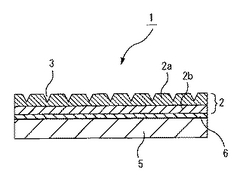
図1は、本発明のディスプレイストリップの一部を模式的に示した正面図であり、図2は、図1に示したディスプレイストリップの縦断面図である。
図1及び図2に示すように、本発明のディスプレイストリップ1は、基材層5の上にアンカーコート層6を介してシーラント層2が積層された帯状構造であり、その上方に商品を封入した袋を取り付けた本発明のディスプレイストリップ1を吊り下げるためのホールパンチ4が形成されている。
【0038】
また、シーラント層2は、最表面層を構成するヒートシール層2aとヒートシール層2aの内側でアンカーコート層6上に積層される粘着剤層2bとから構成されており、ヒートシール層2aの最表面(粘着剤層2bの反対側面)には、本発明のディスプレイストリップ1の長手方向に垂直な方向に複数の切れ目3が等間隔で形成されている。
切れ目3は、ヒートシールにより結合された商品が封入された袋を取り外すときに、ヒートシール層2aが確実に破壊して粘着剤層2bが露出するように、上記商品が封入された袋が結合される部位の近傍に形成されており、即ち、図1に示した本発明のディスプレイストリップ1では、商品が封入された袋は、切れ目3で区画された領域内にヒートシールされる。
【0039】
本発明のディスプレイストリップにおいて、上記ヒートシール層に形成された切れ目は、連続線状又はミシン目状に形成されていることが好ましい。
また、上記切れ目の形状としては、商品が封入された袋をヒートシールすることができる領域を区画するような形状であれば特に限定されず、図1に示した切れ目3のようなディスプレイストリップの長手方向に垂直な方向に等間隔で形成された形状の他、例えば、矩形状、円形状、楕円形状、トラック形状等任意の形状か挙げられる。なかでも、形成加工の容易さ及び正確さから図1に示す切れ目3のように、ディスプレイストリップの長手方向に垂直な方向に等間隔で形成された形状であることが好ましい。
【0040】
上記シーラブル層のヒートシール層に上記切れ目が形成されていることで、上記ヒートシール層は、上記切れ目に沿って破壊されやすくなる。そのため、上記切れ目により区画された領域内にヒートシールにより取り付けられた商品が封入された袋を取り外すと、袋とともに上記切れ目により区画された領域のヒートシール層が確実に破壊されて引き剥がされ、粘着剤層が露出する。そうすると、いったん取り外した袋は、露出した上記粘着剤層に粘着させることで再度取り付けることができるようになる。
このように、本発明のディスプレイストリップによると、最表層が常温で粘着性を示さずヒートシール性を与える熱溶融性樹脂を含有するヒートシール層であるため、上記袋をディスプレイストリップに取り付ける工程と商品を袋に封入する一連の工程とを連続して自動化することが極めて容易である。一方、いったんディスプレイストリップに取り付けた袋を取り外すと、袋とともに上記切れ目に沿って上記ヒートシール層が引き剥がされ、常温で粘着性を示す粘着剤が含有された粘着剤層が露出するため、露出した粘着剤層に袋を粘着させることで、ハンドシーラー等を用いることなくいったん取り外した袋を容易に再取り付けすることができる。
【0041】
上記切れ目を形成する方法としては特に限定されず、例えば、上記ヒートシール層に予め上記切れ目を形成しておき、これを上記粘着剤層上に貼り合わせる方法;上記ヒートシール層を上記粘着剤層上に貼り合わせるとともに、上記ヒートシール層に上記切れ目を形成する方法;本発明のディスプレイストリップを製造する際のスリット工程時に上記切れ目を形成する方法等が挙げられる。
【0042】
本発明のディスプレイストリップの形態としては特に限定されず、例えば、テープ状、シート状等が挙げられる。
また、本発明のディスプレイストリップの片端には、図1に示したディスプレイストリップ1のホールパンチ4のように、ディスプレイストリップ自体を吊り下げるための吊り下げ孔(ホールパンチ)が設けられていることが好ましい。上記ホールパンチに固定具を引っ掛けることで、本発明のディスプレイストリップに袋をヒートシールして作製した商品展示体をストリップバック展示することができる。
また、上記吊り下げ孔が本発明のディスプレイストリップの上端にのみ形成されていることが好ましい。ディスプレイストリップの下端にも吊り下げ孔が形成されていると、商店等において商品展示体を逆さまに吊り下げられることがある。
【0043】
本発明のディスプレイストリップに上記ホールパンチが設けられている場合、上記基材層は織布を含んで構成されていることが好ましい。上述したように、上記基材層が織布を含んで構成されている場合、本発明のディスプレイストリップの機械的強度が極めて高くなるため、上記ホールパンチに固定具を引っ掛けることで、本発明のディスプレイストリップに袋をヒートシールして作製した商品展示体をストリップバック展示し際に、上記ホールパンチ部分で破損が生じ難くなる。
【0044】
本発明のディスプレイストリップを作製する方法としては特に限定されず、従来公知の方法を用いることができる。例えば、基材層にグラビア法、カレンダー法により常温で粘着性を示す粘着剤を含有する粘着剤ペーストを所定の厚みとなるようにコートして粘着剤着剤層を形成した後、その上に常温で粘着性を示さずヒートシール性を与える熱溶融性樹脂を含有するフィルムをラミネートしてヒートシール層を形成する方法が挙げられる。
【0045】
本発明のディスプレイストリップに取り付ける商品を封入する袋としては、通常用いられている袋がいずれも使用できる。例えば、二軸延伸ポリプロピレン(OPP)層/印刷層/ポリエチレン(PE)層/アルミニウム蒸着ポリエチレンテレフタレート(PET)層/ポリエチレン(PE)層/無延伸ポリプロピレン(CPP)層からなるもの、透明蒸着二軸延伸ポリエチレンテレフタレート(PET)層/印刷層/無延伸ポリプロピレン(CPP)層からなるもの等の袋の表面が二軸延伸ポリマーであるものや、最外層にヒートシール可能なシーラント層を有するもの等が使用される。最外層にヒートシール可能なシーラント層を有するものとしては、例えば、米国においては、ヒートシーラブル二軸延伸ポリプロピレン(OPH)層/印刷層/ポリエチレン(PE)層/アルミニウム蒸着ヒートシーラブル二軸延伸ポリプロピレン(OPH)層からなるものが用いられており、このような袋は本発明のディスプレイストリップに好適に取り付けることができる。
【0046】
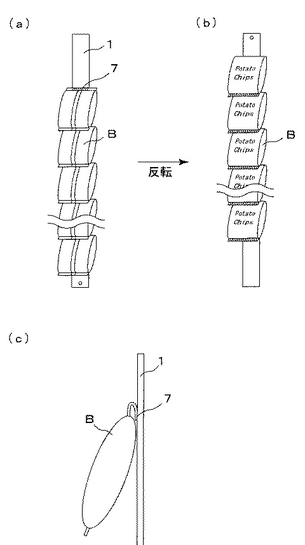
本発明のディスプレイストリップに商品を封入した袋を取り付ける方法としては特に限定されないが、例えば、図3に示す手順により取り付けることが好ましい。この方法では、まず、袋Bの表側がディスプレイストリップ1に接するようにして商品を封入した袋を置き、次いで袋Bの上部をヒートシールして袋をディスプレイストリップ1に結合させる(図3a)。このとき、袋Bの上部の圧着部7が本発明のディスプレイストリップ1の最表面を構成するヒートシール層に形成された切れ目により区画された領域内となる必要がある。
所定の数の商品を封入した袋Bをディスプレイストリップ1に結合したところで、各商品を封入した袋Bを圧着部7を軸に上下反転させて袋Bの表面がディスプレイストリップ1とは反対側になるようにする(図3b)。この状態でディスプレイストリップ1の片端をフック等に吊り下げて展示すれば、袋Bとディスプレイストリップ1との圧着部7は図3cのようになっていることから、商品を封入した袋Bを下方向に引っ張れば少ない力で容易にディスプレイストリップ1から上述した切れ目により区画された領域内のヒートシール層とともに取り外すことができる。
【0047】
上述した本発明のディスプレイストリップに、商品が封入された袋が取り付けられている商品展示体もまた、本発明の1つである。
【0048】
本発明の商品展示体において、袋とディスプレイストリップとのシール強度としては特に限定されないが、好ましい下限は1N/30mm、好ましい上限は50N/30mmである。1N/30mm未満であると、商品の重量によっては自重により商品が落下してしまうことがあり、50N/30mmを超えると、吊り下げた状態で商品を封入した袋を引っ張ってもはずれないことがある。より好ましい下限は5N/30mmであり、より好ましい上限は30N/30mmである。
【0049】
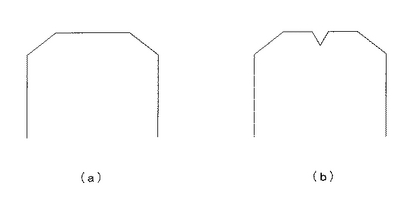
なお、袋とディスプレイストリップとのシール状態や剥離の状態については、シール条件によっても大きく変化し得るものである。シール条件は、シール時の温度やシールジョーの接触時間、接触圧力等によって変化する他、シールジョーの形状によっても変化し得る。シールジョーの形状としては、例えば、図4に示した形状のものを用いることができる。従って、上記ディスプレイストリップのシーラント層を形成する樹脂組成物や、上記袋の表面層の素材に応じて、最適のシール条件を選択することが好ましい。シールジョーの幅については、ディスプレイストリップと袋表面との接着面の所望の長さに応じて選ばれるが、この長さが、ディスプレイストリップから袋を剥がすときの剥離の始まりから剥離の完了までの距離を実質的に決定する。
【0050】
次に、別の態様に係る本発明のディスプレイストリップについて説明する。
別の態様に係る本発明のディスプレイストリップは、商品が封入された袋を複数並べて取り付けて展示するためのディスプレイストリップであって、少なくとも、基材層とシーラント層とからなるものであり、上記基材層は、織布を含んで構成されており、上記シーラント層は、最表層が常温で粘着性を示さず、かつ、ヒートシール性を与える熱溶融性樹脂を含有するヒートシール層、上記ヒートシール層の内側の層が常温で粘着性を示す粘着剤を含有する粘着剤層の2層以上からなる層構造を有するものであり、更に、上部には、吊り下げ用のホールパンチが設けられている。
【0051】
別の態様に係る本発明のディスプレイストリップは、基材層とシーラント層とからなるものである。
上記基材層は、織布を含んで構成されている。
上記基材層としては特に限定されないが、上述した本発明のディスプレイストリップの基材層と同様のものが好適に用いられる。
また、上記織布としては特に限定されないが、上述した本発明のディスプレイストリップの基材層で説明したものと同様のものが好適に用いられる。
【0052】
また、別の態様に係る本発明のディスプレイストリップにおいて、上記シーラント層は、切れ目が形成されていない以外は、上述した本発明のディスプレイストリップのシーラント層と同様の構成のものが挙げられる。即ち、上記シーラント層は、最表層が常温で粘着性を示さず、かつ、ヒートシール性を与える熱溶融性樹脂を含有するヒートシール層、上記ヒートシール層の内側の層が常温で粘着性を示す粘着剤を含有する粘着剤層の2層以上からなる層構造を有する。
【0053】
別の態様に係る本発明のディスプレイストリップは、その上部に吊り下げ用のホールパンチが設けられている。即ち、本発明のディスプレイストリップに商品を封入した袋がヒートシールにより取り付けされた商品展示体は、フックに上記ホールパンチを引っ掛けて展示される。
【0054】
上記ホールパンチの形状としては、フックを挿通させることができる形状であれば特に限定されず、円形、楕円形、角形、トラック形又はこれらを組み合わせた形状等任意の形状が挙げられる。また、その大きさも特に限定されず、上記袋に形成されるフックの大きさ、袋の大きさ等を考慮して適宜決定されるが、上記ホールパンチの形状が円形である場合、通常、下限がφ5mm、上限がφ10mm程度である。
【0055】
上記ホールパンチの個数としては特に限定されず、例えば、上部に一つだけ設けられていてもよく、巾方向に複数並んで設けられていてもよく、更に、長さ方向に所定の間隔を開けて複数設けられていてもよい。
【0056】
上記シーラント層を有する別の態様に係る本発明のディスプレイストリップは、上記シーラント層の最表層のヒートシール層にヒートシールした商品を封入した袋を取り外すと、上記袋が取り付けられた部分のヒートシール層が袋とともに引き剥がされ、その下の粘着剤層が表出し、いったん取り外した袋を再接着することができる。
また、上記ヒートシール層と袋との接着強度を高くすることで、袋が取り付けられた部分のヒートシール層が袋とともに確実に引き剥がされるようにすることができる。この場合、袋を取り外すときに上記ホールパンチ部分に大きな応力が作用することとなる。しかし、別の態様に係る本発明のディスプレイストリップは、上記基材層が織布を含んで構成されているため、ホールパンチ強度が優れたものとなり、上記袋を取り外す際の衝撃でホールパンチ部分に大きな応力が作用しても、該ホールパンチ部分が破損することもない。
また、上記織布を含んだ基材層を有する別の態様に係る本発明のディスプレイストリップは、ホールパンチの形成時に用いるナイフが切れ止んだ等の原因により、ホールパンチにノッチ様の切り欠けが形成された場合であっても、ホールパンチ強度は極端に低下することがない。
【0057】
このような別の態様に係る本発明のディスプレイストリップに、商品が封入された袋が取り付けられている商品展示体もまた、本発明の1つである。
別の態様に係る本発明のディスプレイストリップに、商品が封入された袋が取り付けられている商品展示体(以下、別の態様に係る本発明の商品展示体ともいう)において、袋と、別の態様に係る本発明のディスプレイストリップとのシール強度としては特に限定されないが、上述した本発明の商品展示体と同様であることが好ましい。
【発明の効果】
【0058】
本発明によれば、商品が封入された袋を取り付ける工程の自動化が容易であり、一旦取り外した商品が封入された袋を容易に再度取り付けることができるディスプレイストリップを提供することができる。
【発明を実施するための最良の形態】
【0059】
以下に実施例を掲げて本発明を更に詳しく説明するが、本発明はこれら実施例のみに限定されるものではない。
【0060】
(実施例1)
基材層として、厚さ12μmの二軸延伸ポリエステルフィルム上に、低密度ポリエチレン(厚さ10μm)を押出ししながら、メルタッククロス(萩原工業社製、メルタッククロス PE−330dt−8×8)を貼り合わせた。その後、メルタッククロス面に、天然ゴム系粘着剤を塗布して厚さ30μmの粘着剤層を形成し、更に、ヒートシール層として、粘着剤層上に厚さ30μmのm−LLDPEフィルムを貼り合わせて積層フィルムを作製した。
作製した積層フィルムのヒートシール層に、巾方向に対して5mm間隔で巾1mmの罫線加工を施し切れ目を形成した。
その後、積層フィルムを35mm巾にスリット加工を施してディスプレイストリップを作製した。
【0061】
(実施例2)
基材層として薄葉紙(70g/m2)を用いた以外は、実施例1と同様にしてディスプレイストリップを作製した。
【0062】
(実施例3)
基材層として、厚さ50μmの二軸延伸ポリエチレンテレフタレートフィルム(PETフィルム)を用い、PETフィルムの片面にコロナ処理を施した。
次に、PETフィルムのコロナ処理を施した面上にアンカーコートを施し、アンカーコート面に対して、天然ゴム系粘着剤を厚さ50μmでコートして粘着剤層を形成した。
予め10mm間隔で巾0.5mm、深さ30μmの切れ目を形成しておいた厚さ40μmのm−LLDPEフィルムを粘着剤層上に貼り合せることで積層フィルムを作製した。
その後、積層フィルムを35mm巾にスリット加工を施してディスプレイストリップを作製した。
【0063】
(実施例4)
基材層として、厚さ50μmの二軸延伸ポリエチレンテレフタレートフィルム(PETフィルム)を用い、PETフィルムの片面にコロナ処理を施した。
次に、PETフィルムのコロナ処理を施した面上にアンカーコートを施し、アンカーコート面に対して、天然ゴム系粘着剤を厚さ50μmでコートして粘着剤層を形成した。
予め7mm間隔で巾0.5mm、深さ45μmの切れ目を形成しておいた厚さ50μmのEVA系シーラントフィルムを貼り合わせることで積層フィルムを作製した。
その後、積層フィルムを35mm巾にスリット加工を施してディスプレイストリップを作製した。
【0064】
(実施例5)
基材層として、厚さ50μmの二軸延伸ポリエチレンテレフタレートフィルム(PETフィルム)を用い、PETフィルムの片面にコロナ処理を施した。
次に、PETフィルムのコロナ処理を施した面上にアンカーコートを施し、アンカーコート面に対して、天然ゴム系粘着剤を厚さ50μmでコートして粘着剤層を形成した。
片面に東レダウコーニングシリコーン社製の剥離用シリコン処理剤でシリコンコート処理を行った厚さ30μmのシーラントフィルム(m−LLDPE)を、シリコンコート面と粘着剤層とが向き合うように貼り合わせて積層フィルムを作製した。なお、シリコンコート処理は、密度が100ドット/cm2となるように行った。
その後、積層フィルムを35mm巾にスリット加工を施すと同時に、ロータリー刃にて、5mm間隔、巾0.5mm、深さ25mmの罫線加工を施してディスプレイストリップを作製した。
【0065】
(比較例1)
基材層として、厚さ50μmの二軸延伸ポリエチレンテレフタレートフィルムの片面にコロナ処理を施し、コロナ処理面に対して天然ゴム系粘着剤を厚さ50μmで塗布して粘着剤層を形成した。粘着剤層上に、厚さ40μmのm−LLDPEフィルムを貼り合わせて積層フィルムを作製した。
その後、積層フィルムを35mm巾にスリット加工を施してディスプレイストリップを作製した。
【0066】
(比較例2)
基材層として、薄葉紙(70g/cm2)を用いた以外は、比較例1と同様にしてディスプレイストリップを作製した。
【0067】
ストリップバック装置を用いてヒートシール温度120℃、シール時間250msecにて、実施例1〜5及び比較例1、2で作製したディスプレイストリップに、100gの中身が封入された袋材をヒートシールして接着サンプルを作製した。なお、ストリップバック装置としては、特開2004−90949号公報に開示されたものを使用し、袋材としては、表面から、シーラブルOPP/インク/ポリエチレン/シーラブルOPPの総厚さ50μmのフィルムを使用した。
【0068】
(1)初期シール強度の測定
作製した接着サンプルについて、引張試験機(東洋精機製作所社製、ストログラフV1−C)を用いて、300mm/minの引張速度にてシール強度を測定した。結果を表1に示した。
【0069】
(2)粘着面の露出の有無
初期シール強度の測定により袋を引き剥がした際に、袋とともにヒートシール層が引き剥がされて粘着剤層が露出しているか否かを目視にて確認した。結果を表1に示した。
【0070】
(3)再粘着性の評価
いったん引き剥がした袋材を、ディスプレイストリップの引き剥がした箇所に再度2kgの圧力にて物理的に接着させ、吊り下げることができたか否かで判断した。結果を表1に示した。
【0071】
【表1】

【0072】
表1に示したように、シーラント層を構成するヒートシール層に切れ目を形成した実施例1〜5は、袋材を引き剥がすことでヒートシール層も引き剥がされたため、粘着剤層が露出し、袋材の再粘着が可能であった。また、実施例5の結果より、ヒートシール層の粘着剤層と対向する面にシリコン処理を施すことで初期シール強度を制御することができ、より安定した初期強度を得ることができることが確認された。
【産業上の利用可能性】
【0073】
本発明によれば、商品が封入された袋を取り付ける工程の自動化が容易であり、一旦取り外した商品が封入された袋を容易に再度取り付けることができるディスプレイストリップを提供することができる。
【図面の簡単な説明】
【0074】
【図1】本発明のディスプレイストリップの一部を模式的に示した正面図である。
【図2】図1に示したディスプレイストリップの縦断面図である。
【図3】本発明のディスプレイストリップに商品を封入した袋を取り付ける手順の1例を示す模式図である。
【図4】本発明の商品展示体を製造する際に使用するシールジョーを模式的に示す正面図である。
【図5】ストリップバック展示の一例を示す斜視図である。
【符号の説明】
【0075】
1 ディスプレイストリップ
2 シーラント層
2a ヒートシール層
2b 粘着剤層
3 切れ目
4 ホールパンチ
5 基材層
6 アンカーコート層
【技術分野】
【0001】
本発明は、商品が封入された袋を複数並べて取り付けて展示するためのディスプレイストリップに関し、特に一旦取り外した商品を再吊り下げ可能なディスプレイストリップに関する。
【背景技術】
【0002】
スナック菓子等の商品は、通常、ピロー包装(縦ピロー、横ピロー)で袋に包装された形で販売される。このように商品を封入した袋は、商店の陳列棚に並べて販売されることが多い。しかし、この方法だと陳列棚に人手により1袋づつ陳列する必要があり、また、所定の陳列棚にしか展示して販売できないという場所的制限を受けていた。
【0003】
これに対して、ストリップバック展示と呼ばれる、陳列棚を必要としない商品の展示方法が知られている。ストリップバック展示とは、図5に示したように、所定巾のテープ材(ディスプレイストリップS)に複数の商品Bを取り付けて吊り下げるという展示形態である。この展示形態であれば、陳列棚を必要とせず、商店のレジ横やホテルのフロント等のあらゆる場所において展示販売が可能である。
【0004】
従来、ディスプレイストリップとしては、例えば、粘着テープからなるものや、紙や樹脂からなるテープの所定の位置に予め穴あけ加工を施しておき裏面から粘着テープを貼り付けたもの等、粘着テープの粘着力によって商品を封入した袋をディスプレイストリップに取り付けるものが用いられていた。このようなタイプのディスプレイストリップは、いったん取り付けた商品を取り外した後に再接着させることができる等の利点がある。
しかし、これらのディスプレイストリップでは、商品を封入した袋をディスプレイストリップに取り付ける工程を機械を用いて自動化するのが困難であるという問題があった。即ち、このようなディスプレイストリップを粘着テープが露出したまま自動化しようとしても、機械を通過する際にローラ等に粘着してしまい自由なテープ送りをすることができなかった。一方、粘着面を離型シート等で覆った場合にも、結局は商品の取り付け操作が煩雑となり自動化が困難であった。また、粘着テープの表面に埃やゴミが付着して外観を損ねてしまうことがあるという問題もあった。
【0005】
これに対して、片面にヒートシール層を設けることにより、商品が封入された袋を直接ヒートシールして接着することができるディスプレイストリップが提案されている。このディスプレイストリップを用いれば、商品を封入した袋をディスプレイストリップに取り付ける工程を、商品を袋に封入する一連の工程と連続して自動化することが極めて容易である。
【0006】
ところが、このようにヒートシールにより商品が封入された袋とディスプレイストリップとを結合させた商品展示体では、一度商品が封入された袋をディスプレイストリップから取り外すと、再度ディスプレイストリップに貼り付けるためには、例えば、ハンドシーラー等により袋をディスプレイストリップに再度ヒートシールしなければならず非常に手間がかかり、商店等において一旦取り外した袋を再度ディスプレイストリップに取り付けすることが困難であるという問題があった。
商品等の購入希望者が、一旦商品が封入された袋を手に取った後、思い直して商品を元に戻すことは頻繁に起こり得ることであり、従来のヒートシールによる商品展示体では、このような場合に対処することができないものであった。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記現状に鑑み、商品が封入された袋を取り付ける工程の自動化が容易であり、一旦取り外した商品が封入された袋を容易に再度取り付けることができるディスプレイストリップを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、商品が封入された袋を複数並べて取り付けて展示するためのディスプレイストリップであって、少なくとも、基材層とシーラント層とからなるものであり、前記シーラント層は、最表層が常温で粘着性を示さず、かつ、ヒートシール性を与える熱溶融性樹脂を含有するヒートシール層、前記ヒートシール層の内側の層が常温で粘着性を示す粘着剤を含有する粘着剤層の2層以上からなる層構造を有するものであり、更に、前記ヒートシール層には、ヒートシールにより結合された前記商品が封入された袋を取り外すときに、前記ヒートシール層が確実に破壊して前記粘着剤層が露出するように、前記商品が封入された袋が結合される部位の近傍に切れ目を有するディスプレイストリップである。
以下に本発明を詳述する。
【0009】
本発明のディスプレイストリップは、少なくとも、基材層とシーラント層とからなるものである。
上記シーラント層は、最表層が常温で粘着性を示さず、かつ、ヒートシール性を与える熱溶融性樹脂を含有するヒートシール層、上記ヒートシール層の内側の層が常温で粘着性を示す粘着剤を含有する粘着剤層の2層以上からなる層構造を有する。
このような構成の本発明のディスプレイストリップでは、上記シーラント層の最表面を構成するヒートシール層と商品が封入された袋とをヒートシールすることで、上記ヒートシール層の熱溶融性樹脂が溶融し、上記袋を結合することができる。
【0010】
上記ヒートシール層に含有される熱溶融性樹脂としては、常温で粘着性を示さず、かつ、充分なヒートシール性を発揮できるものであれば特に限定されず、例えば、ポリプロピレン、プロピレンと他のオレフィン(エチレン、炭素数4〜12のαオレフィン)との共重合体、低密度ポリエチレン(メタロセン直鎖低密度ポリエチレンを含む)、エチレン酢酸ビニル共重合体、エチレンメタクリル酸エステル共重合体等からなるものが挙げられる。なかでも、メタロセン直鎖低密度ポリエチレン又はエチレン酢酸ビニル共重合体が好適である。また、上記ヒートシール層は、単層構造であってもよいし、複数の層からなる多層構造を有していてもよい。
【0011】
上記熱溶融性樹脂がエチレン酢酸ビニル共重合体である場合、上記ヒートシール層は、更に、粘着性付与剤を含有することが好ましい。
上記粘着性付与剤としては特に限定されないが、例えば、ロジン樹脂、テルペン樹脂、脂肪族系炭化水素樹脂、脂環族系炭化水素樹脂及び芳香族系炭化水素樹脂からなる群より選択される少なくとも1種の樹脂が好適に用いられる。
【0012】
上記ロジン樹脂としては特に限定されず、例えば、ロジン、ロジン誘導体、ロジンエステル、ガムロジン、ウッドロジン、トール油ロジン、蒸留ロジン、水素化ロジン、2量化ロジン、重合ロジン、天然ロジンのグリセロールエステル、変性ロジンのグリセロールエステル、天然ロジンのペンタエリスリトールエステル、変性ロジンのペンタエリスリトールエステル、淡色ウッドロジンのグリセロールエステル、水素化ロジンのグリセロールエステル、重合ロジンのグリセロールエステル、水素化ロジンのペンタエリスリトールエステル、ロジンのフェノール性変性ペンタエリスリトールエステル等が挙げられる。
【0013】
上記テルペン樹脂としては特に限定されず、例えば、テルペン、フェノール性テルペン、変性テルペン、α−ピネン重合体、β−ピネン重合体、ジペンテン重合体、テルペン−フェノール共重合体等が挙げられる。
【0014】
上記脂肪族系炭化水素樹脂としては特に限定されず、例えば、1−ブテン、イソブチレン、ブタジエン、1,3−ペンタジエン等の炭素数4〜5のモノ又はジオレフィンを主成分とする重合体等が挙げられる。
【0015】
上記脂環族系炭化水素樹脂としては特に限定されず、例えば、スペントC4−C5留分中のジエン成分を環化2量体化したものを重合させた樹脂、シクロペンタジエン等の環状モノマーを重合させた樹脂、水素添加ジシクロペンタジエン樹脂、水素添加石油樹脂等が挙げられる。
【0016】
上記芳香族系炭化水素樹脂としては特に限定されず、例えば、ビニルトルエン、インデン、スチレン重合体、α−メチルスチレン共重合体等が挙げられる。
【0017】
また、上記粘着性付与剤としては、例えば、USP6117945号に記載されたもの等の市販のものも用いることができる。
【0018】
また、上記ヒートシール層は、常温では粘着性を示さないことから、上記ヒートシール層の内側に形成された粘着剤層を被覆するマスク層としての役割をも有する。このようなマスク層を有することにより、本発明のディスプレイストリップは、加熱前には粘着性を示さず、袋をヒートシールする工程を容易に自動化することができる。
【0019】
上記ヒートシール層の厚さとしては特に限定されないが、好ましい上限は20μmである。20μmを超えると、いったん結合した袋を取り外した場合に、内側の粘着剤層が表出せず、袋を再接着することができないことがある。
【0020】
上記ヒートシール層の粘着剤層側の面には、シリコン処理が施されていることが好ましい。後で詳述するが、本発明のディスプレイストリップは、上記ヒートシール層にヒートシールにより取り付けられた商品が封入された袋を取り外すと、上記袋が取り付けられた部分のヒートシール層が袋とともに引き剥がされるようになっている。このような本発明のディスプレイストリップにおいては、上記ヒートシール層と粘着剤層との間の接着力を調整することは極めて重要である。上記ヒートシール層の粘着剤層側の面にシリコン処理が施されていることで、上記ヒートシール層と粘着剤層との間の接着力を自由に調整することが可能となる。
【0021】
上記シリコン処理としては特に限定されず、例えば、離型性を要求される用途に用いられる市販のシリコン処理剤等のシリコン材料を上記ヒートシール層の粘着剤層側面に塗布する方法等が挙げられる。
また、上記シリコン処理は、上記ヒートシール層の上記粘着剤層側の面の全面に施されていていてもよいが、海島構造になるように施されていることが好ましい。上記シリコン処理が上記ヒートシール層の上記粘着剤層側の面に海島構造で施されている場合、上記シリコン材料は、1cm2あたり好ましい下限は10ドット、好ましい上限は100ドット程度である。
【0022】
上記粘着剤層は、上記ヒートシール層の内側の層であり、常温で粘着性を示す粘着剤を含有する。
上記粘着剤としては常温で粘着性を示すものであれば特に限定されないが、ゴム系粘着剤又はアクリル系粘着剤であることが好ましい。
【0023】
上記常温で粘着性を示す粘着剤を含有する粘着剤層を有することにより本発明のディスプレイストリップは、ヒートシールによるヒートシール層と袋との結合力に、上記粘着剤層の粘着力が加わることから、袋に封入させる商品の重量が重い場合であっても確実に保持することができる。
また、後で詳述するが、本発明のディスプレイストリップは、いったん取り付けられた袋を取り外すと、上記袋が取り付けられた部分のヒートシール層が袋とともに引き剥がされて粘着剤層が露出するため、この露出した粘着剤層に取り外した袋を再接着することができる。
【0024】
上記粘着剤層の厚さとしては特に限定されないが、好ましい下限は10μm、好ましい上限は300μmである。10μm未満であると、いったん取り付けられた袋を取り外した際に、上記ヒートシール層とともに上記粘着剤層も剥れてしまい、袋の再接着ができなくなることがある。300μmを超えると、粘着強度が高すぎて、いったん取り付けられた商品が封入された袋を取り外しにくくなる。
【0025】
上記基材層としては特に限定されないが、多数の商品を取り付けて吊り下げる用途から充分な強度を有し、かつ、ヒートシール時に溶融したり劣化したりしない耐熱性を有することが好ましく、例えば、二軸延伸ポリプロピレン(OPP)、二軸延伸ポリエチレンテレフタレート、金属箔、紙、不織布、織布又はこれらの積層物等が好適である。なかでも、上記二軸延伸ポリプロピレン又は二軸延伸ポリエチレンテレフタレートからなる樹脂フィルム若しくは紙に、織布が積層された積層物であることが好ましく、織布が2枚の二軸延伸ポリプロピレン又は二軸延伸ポリエチレンテレフタレートからなる樹脂フィルム間若しくは2枚の紙の間に挟持された構造を有する積層体であることがより好ましい。本発明のディスプレイストリップの機械的強度が極めて高くなるため、例えば、本発明のディスプレイストリップに吊り下げ用のホールパンチを形成し、該ホールパンチにフックを引っ掛けた場合であっても、ホールパンチ強度を高くすることができるため、上記ホールパンチ部分で破損が生じ難くなる。
【0026】
上記織布としては特に限定されないが、従来から補強材等として用いられている糸篠を平織、綾織、もじり織等の従来公知の方法により織成してなるものが用いられる。
上記織布の織り密度としては特に限定されないが、6〜20本/インチ程度が好適である。縦糸間又は横糸間に適当な間隔あれば、上記樹脂フィルムと積層したときに、樹脂フィルムを構成する樹脂の一部が織布の経糸・緯糸の空隙に侵入して一体化することにより、織布と樹脂フィルムとの接着性が向上する。
【0027】
上記織布としては特に限定されないが、高密度ポリエチレン、低密度ポリエチレン、メタロセン直鎖低密度ポリエチレン、アイソタクティックポリプロピレン、シンジオタクティックポリプロピレン等のポリオレフィン糸からなるものが、ディスプレイストリップに求められる機械的性能及び上記樹脂フィルムとの接着性等の点から好適である。
上記ポリオレフィン糸は、単独の樹脂からなるものであってもよいが、必要に応じて、高融点ポリマーと低融点ポリマーとを複合化した複合糸であってもよい。このような複合糸を用いれば、優れた機械的強度と樹脂フィルムとの接着性とを両立することができる。
【0028】
上記ポリオレフィン糸としては特に限定されず、例えば、マルチフィラメント糸、モノフィラメント糸、フラットヤーン、スプリットヤーン等を用いることができる。なかでも、フラットヤーン、スプリットヤーンが好適である。
ここでフラットヤーンとは、押出成形法等により成形されたフィルムを所定幅にスリットした後、延伸処理及び熱処理を施すことにより形成された糸である。また、スプリットヤーンとは、フラットヤーンに更に割織処理を施した糸である。フラットヤーン及びスプリットヤーンは、極めて高い引張強度及び引裂強度を有することが知られている。
上記ポリオレフィン糸の繊度としては特に限定されず、通常使用される100〜5000d程度のものを用いることができる。
【0029】
上記基材層を構成する樹脂フィルムとしては特に限定されないが、ポリエステル、ポリオレフィン等からなるものが好適である。なかでも、適度な剛性と機械的強度を有することからポリエステルフィルムが好適である。
なお、ポリエステルフィルムと上記織布との接着性が低い場合には、ポリオレフィンフィルムを介してポリエステルフィルムと織布とを積層してもよい。
【0030】
上記基材層を製造する方法としては特に限定されず、例えば、上記織布の上にポリマーを押出成形して樹脂フィルム層を形成する方法;織布に樹脂フィルムをドライラミネートする方法;織布に樹脂フィルムを圧着する方法;ポリエステル等の樹脂フィルムや紙上にポリエチレンを押出しながら織布をラミネートする方法等が挙げられる。
【0031】
上記基材層の厚さとしては特に限定されないが、好ましい下限は30μm、好ましい上限は500μmである。30μm未満であると、充分なホールパンチ強度が得られずに展示時や商品を封入した袋を取り外す際に破損する恐れがあり、500μmを超えると、基材層が断熱材の役割をしてヒートシール時にシーラント層に充分に熱が伝わらないことがある。
【0032】
上記シーラント層と基材層とは、公知のドライラミネート法により接着剤を介して積層してもよいし、溶剤を用いないサーマルラミネート法により積層してもよい。
【0033】
本発明のディスプレイストリップにおいて、上記基材層と粘着剤層とは、ポリエチレンからなる中間層を介して積層されていることが好ましい。ポリエチレンは柔軟で引張伸度が高いことから、上記ポリエチレンからなる中間層を有することによりディスプレイストリップ全体の強度やホールパンチ強度を向上させたりすることができる。
上記ポリエチレンからなる中間層は、上記基材層とシーラント層との間にポリエチレンを押出成形しながら積層することにより行うことができる。なお、ポリエチレンの他、エチレン−(メタ)アクリル酸共重合体又はエチレン−(メタ)アクリル酸共重合体のアイオノマーを用いてもよい。
【0034】
上記ポリエチレン層の厚さとしては特に限定されないが、好ましい下限は5μm、好ましい上限は50μmである。5μm未満であると、充分な強度の向上効果が得られないことがあり、50μmを超えるとディスプレイストリップ全体の厚さが厚くなってしまい、断熱効果によりヒートシール性が損なわれてしまうことがある。
【0035】
本発明のディスプレイストリップは、上記基材層と粘着剤層との間にアンカーコート層が形成されていることが好ましい。上記基材層と粘着剤層との間の接着力が優れたものとなり、基材層と粘着剤層との間で剥離が生じにくくなる。上記アンカーコート層としては特に限定されず、例えば、ポリイソシアネート/ポリエステル系2液硬化型接着剤等の従来公知のアンカーコート剤からなるもの等が挙げられる。かかるアンカーコート剤を粘着剤がコートされる樹脂フィルム面にコートすることによりアンカーコート層が形成される。
【0036】
上記基材層とシーラント層とからなる本発明のディスプレイストリップにおいて、上記ヒートシール層には、ヒートシールにより結合された上記商品が封入された袋を取り外すときに、上記ヒートシール層が確実に破壊して上記粘着剤層が露出するように、上記商品が封入された袋が結合される部位の近傍に切れ目を有する。
【0037】
図1は、本発明のディスプレイストリップの一部を模式的に示した正面図であり、図2は、図1に示したディスプレイストリップの縦断面図である。
図1及び図2に示すように、本発明のディスプレイストリップ1は、基材層5の上にアンカーコート層6を介してシーラント層2が積層された帯状構造であり、その上方に商品を封入した袋を取り付けた本発明のディスプレイストリップ1を吊り下げるためのホールパンチ4が形成されている。
【0038】
また、シーラント層2は、最表面層を構成するヒートシール層2aとヒートシール層2aの内側でアンカーコート層6上に積層される粘着剤層2bとから構成されており、ヒートシール層2aの最表面(粘着剤層2bの反対側面)には、本発明のディスプレイストリップ1の長手方向に垂直な方向に複数の切れ目3が等間隔で形成されている。
切れ目3は、ヒートシールにより結合された商品が封入された袋を取り外すときに、ヒートシール層2aが確実に破壊して粘着剤層2bが露出するように、上記商品が封入された袋が結合される部位の近傍に形成されており、即ち、図1に示した本発明のディスプレイストリップ1では、商品が封入された袋は、切れ目3で区画された領域内にヒートシールされる。
【0039】
本発明のディスプレイストリップにおいて、上記ヒートシール層に形成された切れ目は、連続線状又はミシン目状に形成されていることが好ましい。
また、上記切れ目の形状としては、商品が封入された袋をヒートシールすることができる領域を区画するような形状であれば特に限定されず、図1に示した切れ目3のようなディスプレイストリップの長手方向に垂直な方向に等間隔で形成された形状の他、例えば、矩形状、円形状、楕円形状、トラック形状等任意の形状か挙げられる。なかでも、形成加工の容易さ及び正確さから図1に示す切れ目3のように、ディスプレイストリップの長手方向に垂直な方向に等間隔で形成された形状であることが好ましい。
【0040】
上記シーラブル層のヒートシール層に上記切れ目が形成されていることで、上記ヒートシール層は、上記切れ目に沿って破壊されやすくなる。そのため、上記切れ目により区画された領域内にヒートシールにより取り付けられた商品が封入された袋を取り外すと、袋とともに上記切れ目により区画された領域のヒートシール層が確実に破壊されて引き剥がされ、粘着剤層が露出する。そうすると、いったん取り外した袋は、露出した上記粘着剤層に粘着させることで再度取り付けることができるようになる。
このように、本発明のディスプレイストリップによると、最表層が常温で粘着性を示さずヒートシール性を与える熱溶融性樹脂を含有するヒートシール層であるため、上記袋をディスプレイストリップに取り付ける工程と商品を袋に封入する一連の工程とを連続して自動化することが極めて容易である。一方、いったんディスプレイストリップに取り付けた袋を取り外すと、袋とともに上記切れ目に沿って上記ヒートシール層が引き剥がされ、常温で粘着性を示す粘着剤が含有された粘着剤層が露出するため、露出した粘着剤層に袋を粘着させることで、ハンドシーラー等を用いることなくいったん取り外した袋を容易に再取り付けすることができる。
【0041】
上記切れ目を形成する方法としては特に限定されず、例えば、上記ヒートシール層に予め上記切れ目を形成しておき、これを上記粘着剤層上に貼り合わせる方法;上記ヒートシール層を上記粘着剤層上に貼り合わせるとともに、上記ヒートシール層に上記切れ目を形成する方法;本発明のディスプレイストリップを製造する際のスリット工程時に上記切れ目を形成する方法等が挙げられる。
【0042】
本発明のディスプレイストリップの形態としては特に限定されず、例えば、テープ状、シート状等が挙げられる。
また、本発明のディスプレイストリップの片端には、図1に示したディスプレイストリップ1のホールパンチ4のように、ディスプレイストリップ自体を吊り下げるための吊り下げ孔(ホールパンチ)が設けられていることが好ましい。上記ホールパンチに固定具を引っ掛けることで、本発明のディスプレイストリップに袋をヒートシールして作製した商品展示体をストリップバック展示することができる。
また、上記吊り下げ孔が本発明のディスプレイストリップの上端にのみ形成されていることが好ましい。ディスプレイストリップの下端にも吊り下げ孔が形成されていると、商店等において商品展示体を逆さまに吊り下げられることがある。
【0043】
本発明のディスプレイストリップに上記ホールパンチが設けられている場合、上記基材層は織布を含んで構成されていることが好ましい。上述したように、上記基材層が織布を含んで構成されている場合、本発明のディスプレイストリップの機械的強度が極めて高くなるため、上記ホールパンチに固定具を引っ掛けることで、本発明のディスプレイストリップに袋をヒートシールして作製した商品展示体をストリップバック展示し際に、上記ホールパンチ部分で破損が生じ難くなる。
【0044】
本発明のディスプレイストリップを作製する方法としては特に限定されず、従来公知の方法を用いることができる。例えば、基材層にグラビア法、カレンダー法により常温で粘着性を示す粘着剤を含有する粘着剤ペーストを所定の厚みとなるようにコートして粘着剤着剤層を形成した後、その上に常温で粘着性を示さずヒートシール性を与える熱溶融性樹脂を含有するフィルムをラミネートしてヒートシール層を形成する方法が挙げられる。
【0045】
本発明のディスプレイストリップに取り付ける商品を封入する袋としては、通常用いられている袋がいずれも使用できる。例えば、二軸延伸ポリプロピレン(OPP)層/印刷層/ポリエチレン(PE)層/アルミニウム蒸着ポリエチレンテレフタレート(PET)層/ポリエチレン(PE)層/無延伸ポリプロピレン(CPP)層からなるもの、透明蒸着二軸延伸ポリエチレンテレフタレート(PET)層/印刷層/無延伸ポリプロピレン(CPP)層からなるもの等の袋の表面が二軸延伸ポリマーであるものや、最外層にヒートシール可能なシーラント層を有するもの等が使用される。最外層にヒートシール可能なシーラント層を有するものとしては、例えば、米国においては、ヒートシーラブル二軸延伸ポリプロピレン(OPH)層/印刷層/ポリエチレン(PE)層/アルミニウム蒸着ヒートシーラブル二軸延伸ポリプロピレン(OPH)層からなるものが用いられており、このような袋は本発明のディスプレイストリップに好適に取り付けることができる。
【0046】
本発明のディスプレイストリップに商品を封入した袋を取り付ける方法としては特に限定されないが、例えば、図3に示す手順により取り付けることが好ましい。この方法では、まず、袋Bの表側がディスプレイストリップ1に接するようにして商品を封入した袋を置き、次いで袋Bの上部をヒートシールして袋をディスプレイストリップ1に結合させる(図3a)。このとき、袋Bの上部の圧着部7が本発明のディスプレイストリップ1の最表面を構成するヒートシール層に形成された切れ目により区画された領域内となる必要がある。
所定の数の商品を封入した袋Bをディスプレイストリップ1に結合したところで、各商品を封入した袋Bを圧着部7を軸に上下反転させて袋Bの表面がディスプレイストリップ1とは反対側になるようにする(図3b)。この状態でディスプレイストリップ1の片端をフック等に吊り下げて展示すれば、袋Bとディスプレイストリップ1との圧着部7は図3cのようになっていることから、商品を封入した袋Bを下方向に引っ張れば少ない力で容易にディスプレイストリップ1から上述した切れ目により区画された領域内のヒートシール層とともに取り外すことができる。
【0047】
上述した本発明のディスプレイストリップに、商品が封入された袋が取り付けられている商品展示体もまた、本発明の1つである。
【0048】
本発明の商品展示体において、袋とディスプレイストリップとのシール強度としては特に限定されないが、好ましい下限は1N/30mm、好ましい上限は50N/30mmである。1N/30mm未満であると、商品の重量によっては自重により商品が落下してしまうことがあり、50N/30mmを超えると、吊り下げた状態で商品を封入した袋を引っ張ってもはずれないことがある。より好ましい下限は5N/30mmであり、より好ましい上限は30N/30mmである。
【0049】
なお、袋とディスプレイストリップとのシール状態や剥離の状態については、シール条件によっても大きく変化し得るものである。シール条件は、シール時の温度やシールジョーの接触時間、接触圧力等によって変化する他、シールジョーの形状によっても変化し得る。シールジョーの形状としては、例えば、図4に示した形状のものを用いることができる。従って、上記ディスプレイストリップのシーラント層を形成する樹脂組成物や、上記袋の表面層の素材に応じて、最適のシール条件を選択することが好ましい。シールジョーの幅については、ディスプレイストリップと袋表面との接着面の所望の長さに応じて選ばれるが、この長さが、ディスプレイストリップから袋を剥がすときの剥離の始まりから剥離の完了までの距離を実質的に決定する。
【0050】
次に、別の態様に係る本発明のディスプレイストリップについて説明する。
別の態様に係る本発明のディスプレイストリップは、商品が封入された袋を複数並べて取り付けて展示するためのディスプレイストリップであって、少なくとも、基材層とシーラント層とからなるものであり、上記基材層は、織布を含んで構成されており、上記シーラント層は、最表層が常温で粘着性を示さず、かつ、ヒートシール性を与える熱溶融性樹脂を含有するヒートシール層、上記ヒートシール層の内側の層が常温で粘着性を示す粘着剤を含有する粘着剤層の2層以上からなる層構造を有するものであり、更に、上部には、吊り下げ用のホールパンチが設けられている。
【0051】
別の態様に係る本発明のディスプレイストリップは、基材層とシーラント層とからなるものである。
上記基材層は、織布を含んで構成されている。
上記基材層としては特に限定されないが、上述した本発明のディスプレイストリップの基材層と同様のものが好適に用いられる。
また、上記織布としては特に限定されないが、上述した本発明のディスプレイストリップの基材層で説明したものと同様のものが好適に用いられる。
【0052】
また、別の態様に係る本発明のディスプレイストリップにおいて、上記シーラント層は、切れ目が形成されていない以外は、上述した本発明のディスプレイストリップのシーラント層と同様の構成のものが挙げられる。即ち、上記シーラント層は、最表層が常温で粘着性を示さず、かつ、ヒートシール性を与える熱溶融性樹脂を含有するヒートシール層、上記ヒートシール層の内側の層が常温で粘着性を示す粘着剤を含有する粘着剤層の2層以上からなる層構造を有する。
【0053】
別の態様に係る本発明のディスプレイストリップは、その上部に吊り下げ用のホールパンチが設けられている。即ち、本発明のディスプレイストリップに商品を封入した袋がヒートシールにより取り付けされた商品展示体は、フックに上記ホールパンチを引っ掛けて展示される。
【0054】
上記ホールパンチの形状としては、フックを挿通させることができる形状であれば特に限定されず、円形、楕円形、角形、トラック形又はこれらを組み合わせた形状等任意の形状が挙げられる。また、その大きさも特に限定されず、上記袋に形成されるフックの大きさ、袋の大きさ等を考慮して適宜決定されるが、上記ホールパンチの形状が円形である場合、通常、下限がφ5mm、上限がφ10mm程度である。
【0055】
上記ホールパンチの個数としては特に限定されず、例えば、上部に一つだけ設けられていてもよく、巾方向に複数並んで設けられていてもよく、更に、長さ方向に所定の間隔を開けて複数設けられていてもよい。
【0056】
上記シーラント層を有する別の態様に係る本発明のディスプレイストリップは、上記シーラント層の最表層のヒートシール層にヒートシールした商品を封入した袋を取り外すと、上記袋が取り付けられた部分のヒートシール層が袋とともに引き剥がされ、その下の粘着剤層が表出し、いったん取り外した袋を再接着することができる。
また、上記ヒートシール層と袋との接着強度を高くすることで、袋が取り付けられた部分のヒートシール層が袋とともに確実に引き剥がされるようにすることができる。この場合、袋を取り外すときに上記ホールパンチ部分に大きな応力が作用することとなる。しかし、別の態様に係る本発明のディスプレイストリップは、上記基材層が織布を含んで構成されているため、ホールパンチ強度が優れたものとなり、上記袋を取り外す際の衝撃でホールパンチ部分に大きな応力が作用しても、該ホールパンチ部分が破損することもない。
また、上記織布を含んだ基材層を有する別の態様に係る本発明のディスプレイストリップは、ホールパンチの形成時に用いるナイフが切れ止んだ等の原因により、ホールパンチにノッチ様の切り欠けが形成された場合であっても、ホールパンチ強度は極端に低下することがない。
【0057】
このような別の態様に係る本発明のディスプレイストリップに、商品が封入された袋が取り付けられている商品展示体もまた、本発明の1つである。
別の態様に係る本発明のディスプレイストリップに、商品が封入された袋が取り付けられている商品展示体(以下、別の態様に係る本発明の商品展示体ともいう)において、袋と、別の態様に係る本発明のディスプレイストリップとのシール強度としては特に限定されないが、上述した本発明の商品展示体と同様であることが好ましい。
【発明の効果】
【0058】
本発明によれば、商品が封入された袋を取り付ける工程の自動化が容易であり、一旦取り外した商品が封入された袋を容易に再度取り付けることができるディスプレイストリップを提供することができる。
【発明を実施するための最良の形態】
【0059】
以下に実施例を掲げて本発明を更に詳しく説明するが、本発明はこれら実施例のみに限定されるものではない。
【0060】
(実施例1)
基材層として、厚さ12μmの二軸延伸ポリエステルフィルム上に、低密度ポリエチレン(厚さ10μm)を押出ししながら、メルタッククロス(萩原工業社製、メルタッククロス PE−330dt−8×8)を貼り合わせた。その後、メルタッククロス面に、天然ゴム系粘着剤を塗布して厚さ30μmの粘着剤層を形成し、更に、ヒートシール層として、粘着剤層上に厚さ30μmのm−LLDPEフィルムを貼り合わせて積層フィルムを作製した。
作製した積層フィルムのヒートシール層に、巾方向に対して5mm間隔で巾1mmの罫線加工を施し切れ目を形成した。
その後、積層フィルムを35mm巾にスリット加工を施してディスプレイストリップを作製した。
【0061】
(実施例2)
基材層として薄葉紙(70g/m2)を用いた以外は、実施例1と同様にしてディスプレイストリップを作製した。
【0062】
(実施例3)
基材層として、厚さ50μmの二軸延伸ポリエチレンテレフタレートフィルム(PETフィルム)を用い、PETフィルムの片面にコロナ処理を施した。
次に、PETフィルムのコロナ処理を施した面上にアンカーコートを施し、アンカーコート面に対して、天然ゴム系粘着剤を厚さ50μmでコートして粘着剤層を形成した。
予め10mm間隔で巾0.5mm、深さ30μmの切れ目を形成しておいた厚さ40μmのm−LLDPEフィルムを粘着剤層上に貼り合せることで積層フィルムを作製した。
その後、積層フィルムを35mm巾にスリット加工を施してディスプレイストリップを作製した。
【0063】
(実施例4)
基材層として、厚さ50μmの二軸延伸ポリエチレンテレフタレートフィルム(PETフィルム)を用い、PETフィルムの片面にコロナ処理を施した。
次に、PETフィルムのコロナ処理を施した面上にアンカーコートを施し、アンカーコート面に対して、天然ゴム系粘着剤を厚さ50μmでコートして粘着剤層を形成した。
予め7mm間隔で巾0.5mm、深さ45μmの切れ目を形成しておいた厚さ50μmのEVA系シーラントフィルムを貼り合わせることで積層フィルムを作製した。
その後、積層フィルムを35mm巾にスリット加工を施してディスプレイストリップを作製した。
【0064】
(実施例5)
基材層として、厚さ50μmの二軸延伸ポリエチレンテレフタレートフィルム(PETフィルム)を用い、PETフィルムの片面にコロナ処理を施した。
次に、PETフィルムのコロナ処理を施した面上にアンカーコートを施し、アンカーコート面に対して、天然ゴム系粘着剤を厚さ50μmでコートして粘着剤層を形成した。
片面に東レダウコーニングシリコーン社製の剥離用シリコン処理剤でシリコンコート処理を行った厚さ30μmのシーラントフィルム(m−LLDPE)を、シリコンコート面と粘着剤層とが向き合うように貼り合わせて積層フィルムを作製した。なお、シリコンコート処理は、密度が100ドット/cm2となるように行った。
その後、積層フィルムを35mm巾にスリット加工を施すと同時に、ロータリー刃にて、5mm間隔、巾0.5mm、深さ25mmの罫線加工を施してディスプレイストリップを作製した。
【0065】
(比較例1)
基材層として、厚さ50μmの二軸延伸ポリエチレンテレフタレートフィルムの片面にコロナ処理を施し、コロナ処理面に対して天然ゴム系粘着剤を厚さ50μmで塗布して粘着剤層を形成した。粘着剤層上に、厚さ40μmのm−LLDPEフィルムを貼り合わせて積層フィルムを作製した。
その後、積層フィルムを35mm巾にスリット加工を施してディスプレイストリップを作製した。
【0066】
(比較例2)
基材層として、薄葉紙(70g/cm2)を用いた以外は、比較例1と同様にしてディスプレイストリップを作製した。
【0067】
ストリップバック装置を用いてヒートシール温度120℃、シール時間250msecにて、実施例1〜5及び比較例1、2で作製したディスプレイストリップに、100gの中身が封入された袋材をヒートシールして接着サンプルを作製した。なお、ストリップバック装置としては、特開2004−90949号公報に開示されたものを使用し、袋材としては、表面から、シーラブルOPP/インク/ポリエチレン/シーラブルOPPの総厚さ50μmのフィルムを使用した。
【0068】
(1)初期シール強度の測定
作製した接着サンプルについて、引張試験機(東洋精機製作所社製、ストログラフV1−C)を用いて、300mm/minの引張速度にてシール強度を測定した。結果を表1に示した。
【0069】
(2)粘着面の露出の有無
初期シール強度の測定により袋を引き剥がした際に、袋とともにヒートシール層が引き剥がされて粘着剤層が露出しているか否かを目視にて確認した。結果を表1に示した。
【0070】
(3)再粘着性の評価
いったん引き剥がした袋材を、ディスプレイストリップの引き剥がした箇所に再度2kgの圧力にて物理的に接着させ、吊り下げることができたか否かで判断した。結果を表1に示した。
【0071】
【表1】
【0072】
表1に示したように、シーラント層を構成するヒートシール層に切れ目を形成した実施例1〜5は、袋材を引き剥がすことでヒートシール層も引き剥がされたため、粘着剤層が露出し、袋材の再粘着が可能であった。また、実施例5の結果より、ヒートシール層の粘着剤層と対向する面にシリコン処理を施すことで初期シール強度を制御することができ、より安定した初期強度を得ることができることが確認された。
【産業上の利用可能性】
【0073】
本発明によれば、商品が封入された袋を取り付ける工程の自動化が容易であり、一旦取り外した商品が封入された袋を容易に再度取り付けることができるディスプレイストリップを提供することができる。
【図面の簡単な説明】
【0074】
【図1】本発明のディスプレイストリップの一部を模式的に示した正面図である。
【図2】図1に示したディスプレイストリップの縦断面図である。
【図3】本発明のディスプレイストリップに商品を封入した袋を取り付ける手順の1例を示す模式図である。
【図4】本発明の商品展示体を製造する際に使用するシールジョーを模式的に示す正面図である。
【図5】ストリップバック展示の一例を示す斜視図である。
【符号の説明】
【0075】
1 ディスプレイストリップ
2 シーラント層
2a ヒートシール層
2b 粘着剤層
3 切れ目
4 ホールパンチ
5 基材層
6 アンカーコート層
【特許請求の範囲】
【請求項1】
商品が封入された袋を複数並べて取り付けて展示するためのディスプレイストリップであって、
少なくとも、基材層とシーラント層とからなるものであり、
前記シーラント層は、最表層が常温で粘着性を示さず、かつ、ヒートシール性を与える熱溶融性樹脂を含有するヒートシール層、前記ヒートシール層の内側の層が常温で粘着性を示す粘着剤を含有する粘着剤層の2層以上からなる層構造を有するものであり、
更に、前記ヒートシール層には、ヒートシールにより結合された前記商品が封入された袋を取り外すときに、前記ヒートシール層が確実に破壊して前記粘着剤層が露出するように、前記商品が封入された袋が結合される部位の近傍に切れ目を有する
ことを特徴とするディスプレイストリップ。
【請求項2】
熱溶融性樹脂は、ポリプロピレン、プロピレンと他のオレフィンとの共重合体、低密度ポリエチレン又はエチレン酢酸ビニル共重合体である請求項1記載のディスプレイストリップ。
【請求項3】
最表面層の粘着剤層側面には、シリコン処理が施されている請求項1又は2記載のディスプレイストリップ。
【請求項4】
粘着剤は、ゴム系粘着剤又はアクリル系粘着剤である請求項1、2又は3記載のディスプレイストリップ。
【請求項5】
基材層は、二軸延伸ポリプロピレン、二軸延伸ポリエチレンテレフタレート、紙、金属、不織布、織布又はこれらの積層物からなる請求項1、2、3又は4記載のディスプレイストリップ。
【請求項6】
基材層は、二軸延伸ポリプロピレン、二軸延伸ポリエチレンテレフタレート又は紙に、織布が積層された積層物からなる請求項5記載のディスプレイストリップ。
【請求項7】
織布は、フラットヤーンで構成されたものである請求項5又は6記載のディスプレイストリップ。
【請求項8】
二軸延伸ポリプロピレン、二軸延伸ポリエチレンテレフタレート又は紙と織布とは、ポリエチレンからなる中間層を介して積層されている請求項6又は7記載のディスプレイストリップ。
【請求項9】
基材層と粘着剤層との間にアンカーコート層が形成されている請求項1、2、3、4、5、6、7又は8記載のディスプレイストリップ。
【請求項10】
切れ目は、連続線状又はミシン目状に形成されている請求項1、2、3、4、5、6,7、8又は9記載のディスプレイストリップ。
【請求項11】
上部には、吊り下げ用のホールパンチが設けられている請求項1、2、3、4、5、6、7、8、9又は10記載のディスプレイストリップ。
【請求項12】
請求項1、2、3、4、5、6、7、8、9、10又は11記載のディスプレイストリップに、商品が封入された袋が取り付けられていることを特徴とする商品展示体。
【請求項13】
商品が封入された袋を複数並べて取り付けて展示するためのディスプレイストリップであって、
少なくとも、基材層とシーラント層とからなるものであり、
前記基材層は、織布を含んで構成されており、
前記シーラント層は、最表層が常温で粘着性を示さず、かつ、ヒートシール性を与える熱溶融性樹脂を含有するヒートシール層、前記ヒートシール層の内側の層が常温で粘着性を示す粘着剤を含有する粘着剤層の2層以上からなる層構造を有するものであり、
更に、上部には、吊り下げ用のホールパンチが設けられている
ことを特徴とするディスプレイストリップ。
【請求項14】
請求項13記載のディスプレイストリップに、商品が封入された袋が取り付けられていることを特徴とする請求項13の商品展示体。
【請求項1】
商品が封入された袋を複数並べて取り付けて展示するためのディスプレイストリップであって、
少なくとも、基材層とシーラント層とからなるものであり、
前記シーラント層は、最表層が常温で粘着性を示さず、かつ、ヒートシール性を与える熱溶融性樹脂を含有するヒートシール層、前記ヒートシール層の内側の層が常温で粘着性を示す粘着剤を含有する粘着剤層の2層以上からなる層構造を有するものであり、
更に、前記ヒートシール層には、ヒートシールにより結合された前記商品が封入された袋を取り外すときに、前記ヒートシール層が確実に破壊して前記粘着剤層が露出するように、前記商品が封入された袋が結合される部位の近傍に切れ目を有する
ことを特徴とするディスプレイストリップ。
【請求項2】
熱溶融性樹脂は、ポリプロピレン、プロピレンと他のオレフィンとの共重合体、低密度ポリエチレン又はエチレン酢酸ビニル共重合体である請求項1記載のディスプレイストリップ。
【請求項3】
最表面層の粘着剤層側面には、シリコン処理が施されている請求項1又は2記載のディスプレイストリップ。
【請求項4】
粘着剤は、ゴム系粘着剤又はアクリル系粘着剤である請求項1、2又は3記載のディスプレイストリップ。
【請求項5】
基材層は、二軸延伸ポリプロピレン、二軸延伸ポリエチレンテレフタレート、紙、金属、不織布、織布又はこれらの積層物からなる請求項1、2、3又は4記載のディスプレイストリップ。
【請求項6】
基材層は、二軸延伸ポリプロピレン、二軸延伸ポリエチレンテレフタレート又は紙に、織布が積層された積層物からなる請求項5記載のディスプレイストリップ。
【請求項7】
織布は、フラットヤーンで構成されたものである請求項5又は6記載のディスプレイストリップ。
【請求項8】
二軸延伸ポリプロピレン、二軸延伸ポリエチレンテレフタレート又は紙と織布とは、ポリエチレンからなる中間層を介して積層されている請求項6又は7記載のディスプレイストリップ。
【請求項9】
基材層と粘着剤層との間にアンカーコート層が形成されている請求項1、2、3、4、5、6、7又は8記載のディスプレイストリップ。
【請求項10】
切れ目は、連続線状又はミシン目状に形成されている請求項1、2、3、4、5、6,7、8又は9記載のディスプレイストリップ。
【請求項11】
上部には、吊り下げ用のホールパンチが設けられている請求項1、2、3、4、5、6、7、8、9又は10記載のディスプレイストリップ。
【請求項12】
請求項1、2、3、4、5、6、7、8、9、10又は11記載のディスプレイストリップに、商品が封入された袋が取り付けられていることを特徴とする商品展示体。
【請求項13】
商品が封入された袋を複数並べて取り付けて展示するためのディスプレイストリップであって、
少なくとも、基材層とシーラント層とからなるものであり、
前記基材層は、織布を含んで構成されており、
前記シーラント層は、最表層が常温で粘着性を示さず、かつ、ヒートシール性を与える熱溶融性樹脂を含有するヒートシール層、前記ヒートシール層の内側の層が常温で粘着性を示す粘着剤を含有する粘着剤層の2層以上からなる層構造を有するものであり、
更に、上部には、吊り下げ用のホールパンチが設けられている
ことを特徴とするディスプレイストリップ。
【請求項14】
請求項13記載のディスプレイストリップに、商品が封入された袋が取り付けられていることを特徴とする請求項13の商品展示体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−123924(P2006−123924A)
【公開日】平成18年5月18日(2006.5.18)
【国際特許分類】
【出願番号】特願2004−311102(P2004−311102)
【出願日】平成16年10月26日(2004.10.26)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成18年5月18日(2006.5.18)
【国際特許分類】
【出願日】平成16年10月26日(2004.10.26)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]