
トランスコア用鉄心の処理方法

【課題】 PCBを含有する絶縁油が付着したトランスコア用の鉄心を構成する個々の鋼板の洗浄を確実且つ容易に行うことができるトランスコア用鉄心の処理方法を得る。
【解決手段】 トランスコア1の鉄心2を構成する複数の矩形状の鋼板4に解体して、個々の鋼板4をそれぞれ洗浄して無害化処理するにあたり、上記鉄心2を、予め定めた鋼板4の積層枚数からなる鋼板束5に分割した後、これらの各鋼板束5について、長手方向の一端側を、該一端側において各鋼板4の相対的な位置が不動となるように結束した状態で複数のロール17a〜17c間に通して、板面方向に湾曲する方向に連続的に曲げ加工し、隣接する鋼板同士をその曲率の差よって位置ずれを生じさせることにより個々の鋼板4に分離し、その分離した個々の鋼板を洗浄液6で洗浄する。
【解決手段】 トランスコア1の鉄心2を構成する複数の矩形状の鋼板4に解体して、個々の鋼板4をそれぞれ洗浄して無害化処理するにあたり、上記鉄心2を、予め定めた鋼板4の積層枚数からなる鋼板束5に分割した後、これらの各鋼板束5について、長手方向の一端側を、該一端側において各鋼板4の相対的な位置が不動となるように結束した状態で複数のロール17a〜17c間に通して、板面方向に湾曲する方向に連続的に曲げ加工し、隣接する鋼板同士をその曲率の差よって位置ずれを生じさせることにより個々の鋼板4に分離し、その分離した個々の鋼板を洗浄液6で洗浄する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、PCBを含有する絶縁油が内部に充填されたトランス内において、該トランス内に収容されているトランスコアを構成する鉄心を確実に洗浄し、無害化処理する方法に関するものである。
【背景技術】
【0002】
ポリ塩化ビフェニル(PCB)は安定した化学的性状や絶縁特性からトランスやコンデンサーなどの電気機器の絶縁油を始めとした製品に幅広く用いられてきたが、その毒性から昭和47年より新たな製造が停止され処理され、平成13年のポリ塩化ビフェニル廃棄物の適正な処理の推進に関する特別措置法(以下、PCB特別措置法という)の施行により国ベースでのPCB処理が始まった。
しかしながら、昭和47年以降に製造され、PCBを使用していないとするトランスに、数十ppm程度のPCBに汚染された絶縁油が混入しているものが存在することが判明し、近年、この微量のPCBが含有されている絶縁油が使用されているトランスの処理が問題となっている。この微量PCB含有絶縁油が使用されているトランスは、公称120万台と膨大な数にのぼり、かつ大型で移動の困難な機器も多数存在するため簡易に効率よく安全に微量PCB含有絶縁油を含むトランスを無害化処理する方法の開発が急務となっている。
【0003】
トランス内のPCBを含む絶縁油を無害化処理する方法としては、既に種々の技術が開発されており、例えば特許文献1には、トランス内に充填されているPCB含有の絶縁油を、PCBの塩素基と反応する反応基を持つ固体状の脱塩素物質(主にアルカリ金属類)に接触させることにより無害化する方法が開示されている。
しかしながら、近年、トランス内の絶縁油だけでなく、トランスコア等の内部機器についてもPCBを含む絶縁油が含まれていることがわかり、絶縁油だけでなく内部機器についても効率良く浄化する方法の開発が望まれている。
これについては、特許文献2に示すような、アルカリ金属を添着したセラミックス処理剤に接触させてPCBを分解して無害化するPCB処理手段と、上記トランスのトランス容器との間で絶縁油を繰り返し循環させて、トランス内の絶縁油を抜き出してセラミックス処理剤によって無害化した後、その無害化された絶縁油を再度トランスに戻すという工程を繰り返すことにより、PCBが含有された絶縁油を無害化する技術が開発され、さらに、近年、この技術を応用、発展させて、トランス内の内部機器に含まれているPCBについては、循環して無害化されていく絶縁油中に拡散・溶出させることにより、絶縁油の無害化と同時に内部機器を洗浄し浄化する新たな技術も開発されている。
【0004】
ところが、上述のように絶縁油をトランス容器とPCB処理手段との間で循環させて、絶縁油と内部機器とを同時に無害化あるいは浄化する場合、トランスコアの鉄心については、該鉄心を構成する鋼板を洗浄しづらく、浄化しきれない場合がある。
即ち、上記トランスコアの鉄心は、一般に、0.2〜0.3mm程度の薄い珪素鋼板を多重に積層することにより構成されているが、製造の際にこの積層した鋼板の周囲を接着性のある樹脂で固めていることが多く、また、積層した鋼板間に絶縁油が侵入し、さらにその絶縁油が経年劣化により鋼板間に固着してしまう。そのため、上記無害化された絶縁油が、積層した個々の鋼板間に侵入することができず、結果として各鋼板の洗浄ができずに無害化処理ができないという状況が発生していた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−110735号公報
【特許文献2】特開2005−230351号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の技術的課題は、PCBを含有する絶縁油が付着したトランスコア用の鉄心を構成する個々の鋼板の洗浄を確実且つ容易に行うことができる処理方法を提供することにある。
【課題を解決するための手段】
【0007】
前記課題を解決するため、本発明者らは、微量PCB含有絶縁油を使用した使用済みのトランスの鉄心を供試材料として種々の試験を実施した結果、以下の知見を得た。
即ち、複数の鋼板を積層して構成した鉄心を、所定数枚の鋼板からなる複数の鋼板束に分割した後、各鋼板束の長手方向の一端側を、その一端側において各鋼板の相対的な位置を不動になるように結束した上で、これらの各鋼板束をその板面方向に湾曲する方向に連続的に曲げ加工することにより、隣接する鋼板同士をその曲率の差よって位置ずれを生じさせて、個々の鋼板に効率良く且つ簡単に分離させることができるとの知見を得た。
そして、分離された個々の鋼板に対して洗浄液を接触させることにより、個々の鋼板の無害化処理を行うことができるとの知見を得た。
【0008】
上記知見に基づき、本発明者らは、効率よく且つ簡単にトランスコア用の鉄心を構成する個々の鋼板を洗浄して無害化処理すると方法に想到した。その要旨とするところは以下の通りである。
即ち、本発明のトランスコア用鉄心の処理方法は、トランスコアの鉄心を構成する複数の矩形状の鋼板に解体して、個々の鋼板をそれぞれ洗浄して無害化処理するトランスコアの鉄心の処理方法であって、上記鉄心を、予め定めた鋼板の積層枚数からなる鋼板束に分割した後、これらの各鋼板束について、長手方向の一端側を、該一端側において各鋼板の相対的な位置が不動となるように結束すると共に、その結束状態を維持しながら複数のロール間を通すことにより、板面方向に湾曲する方向に連続的に曲げ加工し、隣接する鋼板同士をその曲率の差よって位置ずれを生じさせることにより個々の鋼板に分離し、その分離した個々の鋼板を洗浄液で洗浄することを特徴とする。
【0009】
本発明においては、上記鋼板束の曲げ加工は、少なくとも1本の上ロールと少なくとも1本の下ロールとを有し、これらの上ロールと下ロールとの間を上記鋼板束を圧下しながら通過させるロールベンダーにより行うことが好ましい。
【0010】
また、本発明においては、上記個々の鋼板の洗浄液による洗浄は、洗浄液として、上記トランスコアが収容されていたトランス容器内に充填されていた絶縁油を、該トランス容器内とPCBを分解して無害化するPCB処理手段との間を循環させることにより無害化した絶縁油を用い、この洗浄液内に上記個々の鋼板を浸漬することにより行うこととすることができる。
この場合においては、上記個々の鋼板の洗浄液による洗浄は、上記トランスコアが収容されていたトランス容器内に充填された洗浄液内に、分解した個々の鋼板を複数載置した洗浄用籠を沈めることにより行うことが好ましい。
【発明の効果】
【0011】
本発明によれば、トランスコアの鉄心を、予め定めた鋼板の積層枚数からなる鋼板束に分割した後、これらの各鋼板束について、長手方向の一端側を各鋼板の相対的な位置を不動なるように結束した状態で、板面方向に湾曲する方向に複数のロールで連続的に曲げ加工することにより、隣接する鋼板同士をその曲率の差よって位置ずれを生じさせ、個々の鋼板に分離した上で各鋼板の洗浄をするため、従来洗浄が難しかった鋼板間の隙間に洗浄液を容易に侵入させて、確実に且つ簡単に鋼板の洗浄、無害化処理を行うことができる。
【図面の簡単な説明】
【0012】
【図1】本発明の処理方法の実施に供されるトランスコアを模式的に示す正面図である。
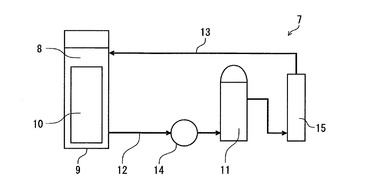
【図2】準備工程における事前の浄化処理に使用するPCB処理手段を模式的に示す図である。
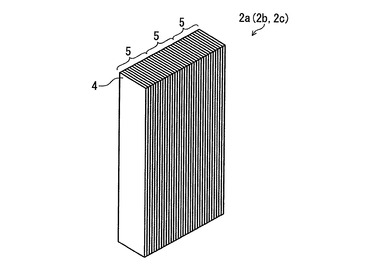
【図3】トランスコアの鉄心を鋼板束に分離した状態を模式的に示す斜視図である。
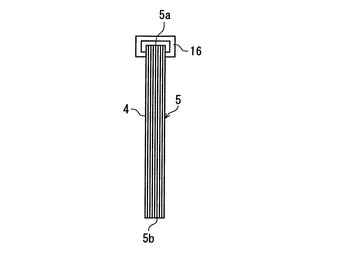
【図4】鋼板束の長手方向の一端側を締付用工具で結束した状態を模式的に示す側面図である。
【図5】ロールベンダーで鋼板束を曲げ加工する状態を模式的に示す断面図である。 図中の(a)図は鋼板束の曲げ加工における初期段階の状態を、(b)図は鋼板束の曲げ加工における終期段階の状態をそれぞれ示す。
【図6】鋼板束を個々の鋼板に分離した状態を模式的に示す平面図である。
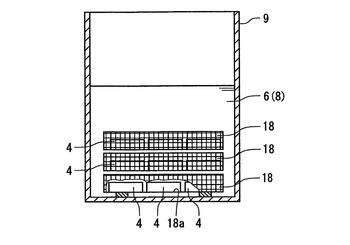
【図7】個々の鋼板を洗浄する状態を模式的に示す一部破断断面図である。
【発明を実施するための形態】
【0013】
以下、本発明に係るトランスコア用鉄心の処理方法について詳細に説明する。
図1は、本発明に係る処理方法が用いられる、トランスのトランス容器内に収容されているトランスコア1の一例を示すものである。
上記トランスコア1は、鉄心2、及び該鉄心に巻付けられた銅線と、該巻付けられた銅線中に介在させた木材、巻付けられた銅線中あるいは外周や内周に配設された絶縁紙とからなるコイル3を備えたものである。また、上記鉄心2は、厚さ200〜300μmの矩形状の鋼板4(珪素鋼板)を幾重にも積層させて形成した角柱状部材を複数用い、図1のように組み上げる構成となっている(角鉄心構造)。
【0014】
この実施の形態においては、上記鉄心2は、横方向に延びる上下一対の横方向角柱状部材2a,2bと、これらの一対の横方向角柱状部材の間に配設された、上下方向に延びる3本の縦方向角柱状部材2cとで構成されていて、これら3本の縦方向角柱状部材2cに、上記銅線が木材や絶縁紙を介在させた状態でそれぞれ巻付けられてコイル3が形成されたものとなっている
【0015】
本発明に係る処理方法は、基本的な流れとして、上記トランスコア1の鉄心2を、予め定めた鋼板4の積層枚数からなる鋼板束5に分割した後、これらの各鋼板束5について、長手方向の一端側を各鋼板の相対的な位置を不動なるように結束した状態で複数のロール間に通して、板面方向に湾曲する方向に連続的に曲げ加工し、隣接する鋼板同士をその曲率の差よって位置ずれを生じさせることにより個々の鋼板4に分離し、その分離した個々の鋼板4を洗浄液6で洗浄する。
【0016】
上記処理方法を実施するにあたっては、まず、準備工程として、例えば図2に示すような、PCBを洗浄、無害化処理するPCB処理手段7を用いて、トランス容器内の絶縁油8を該トランス容器9とそのPCB処理手段7との間で循環させながら、トランス容器9内部、該トランス容器9内の絶縁油8、碍子やトランスコア等の内部機器10を事前に浄化処理しておく。
そして、上記事前の浄化処理後、クレーン等を用いて上記トランスコア1をトランス容器9内から取り出すと共に、該トランスコア1の鉄心2に巻付けられている銅線や、使用されている木材や絶縁紙、さらには銅線に取付けられている碍子等を除去し、鉄心2全体を露出させる。
その上で、図3に示すように、鉄心2を個々の角柱状部材、この実施の形態の場合は、上下一対の横方向角柱状部材2a,2b、3本の縦方向角柱状部材2cにそれぞれ分解する。
【0017】
上記事前の浄化処理に使用する上記PCB処理手段7は、トランスに使用されている絶縁油8中のPCBを分解し、該絶縁油8を無害化するアルカリ金属が添着されたセラミックス処理剤(図示せず)、及び該セラミックス処理剤が内部に充填された縦円筒状のカラム11と、上記トランス容器9内から絶縁油8を抜き出してその絶縁油8を該カラム11内に流入させる一次側の配管12と、カラム11からセラミックス処理剤によって無害化された絶縁油8を前記トランス容器9内に戻す二次側の配管13を備えている。さらに、上記一次側の配管12中には、絶縁油を一次側及び二次側の配管12,13を通して、トランス容器9とカラム11との間を循環させる循環ポンプ14が設けられ、また、上記二次側の配管13中には、PCBが分解された絶縁油8を濾過して塩化ナトリウムや酸化ナトリウム、ビフェニル類を取り除くフィルタ15を介在させている。
なお、上記セラミックス処理剤は、多孔質のセラミックス製の担体の表面に、ナトリウムやカリウム等のアルカリ金属を薄膜状にディピングコーティングやスプレー法等によりコーティングしたもので、前記カラム11内に交換自在に充填されている。
【0018】
前記構成を有するPCB処理手段7を使用してトランスを浄化するに際しては、まず、一次側の配管12を循環ポンプ14を介してトランス容器9とカラム11との間に連結する一方、二次側の配管13をフィルタ15を介してカラム11とトランス容器9との間に連結する。
連結完了後、循環ポンプ14を駆動させて、トランス容器9内の絶縁油8を一定量ずつカラム11内に流入させて、該カラム11内の絶縁油8をセラミックス処理剤に接触させ、該絶縁油8内のPCBを分解させて無害化し、その無害化した絶縁油8をフィルタ15で濾過した後、トランス容器9内に戻すことにより、絶縁油8をトランス容器9とカラム11との間で循環させる。
【0019】
このように、絶縁油8をトランス容器9とカラム11との間で循環させることにより、トランス容器9内には、残っている未だPCBを含有した絶縁油8に、無害化された絶縁油8が順次混入されることになり、循環を繰り返していくと、トランス容器9内の絶縁油8のPCBの濃度は次第に低下し、最終的には、トランス容器9内の絶縁油8全体が無害化されることになる。
また、トランス容器9内に配設されている内部機器10に含まれていたPCBは、トランス容器9内の絶縁油8中のPCBの濃度が低下することにより、内部機器10中のPCB濃度と絶縁油8中のPCB濃度とに差(濃度勾配)が生じることになるため、PCBの拡散現象が生じ、PCBが、高濃度側の内部機器10から低濃度側の絶縁油8に次第に溶出していき、最終的には内部機器10のPCBが抜け、内部機器10も浄化される。
【0020】
これにより、PCBを含有する絶縁油8中のPCBを分解・無害化させながら、該絶縁油8だけでなくトランス内に存在する内部機器10までも浄化することができる。
ただし、既に述べたように、トランスコア1の鉄心2については、製造の際に積層した上記鋼板4の周囲を接着性のある樹脂で固めていることが多く、また、積層した鋼板間に絶縁油8が侵入し、さらにその絶縁油8が経年劣化により各鋼板間に固着してしまうため、鋼板間に洗浄液となる無害化された絶縁油8が侵入しにくく、個々の鋼板4を洗浄しづらい。
そのため、例え上記事前の浄化処理を行っても、個々の鋼板4については完全に浄化しきれない可能性があることから、個々の鋼板4まで完全に無害化処理を行うべく、さらに本発明の処理方法を実施する必要性が生じてくるわけである。
【0021】
以上の準備工程が完了した後、本発明の処理方法を開始する。
まず、第1の工程として、上記分離した各角柱状部分2a〜2cを、予め定めた厚さとなるように、所定の積層枚数からなる鋼板束5に分割する(図3参照)。
ここで、上記鋼板束5の「予め定めた厚さ」とは、後述する第3及び第5の工程において、該鋼板束5をロールベンダー17の複数のロール間に通して曲げ加工を施しやすい厚さを意味している。
上述のように、上記各角柱状部材2a〜2cは、鋼板を複数積層することにより形成されているが、例えば、300kV程度のトランスにおけるトランスコアの鉄心の縦方向角柱状部材は20cmの厚さを有し、またトランスの容量(大きさ)が大きくなるほどその厚さも大きくなることから、角柱状部材そのままではロールによる曲げ加工を施しにくい。このため、上記角柱状部材を、曲げ加工しやすい厚さとなるように適切に積層枚数を調整した複数の鋼板束に分割することにより、曲げ加工を容易に行うことができるようにしている。
なお、各角柱状部材2a〜2cの鋼板束5への分離は、スクレーパーなど薄い刃を有する工具を使用して行う。
【0022】
次に、第2の工程として、図4に示すように、上記各鋼板束5について、長手方向の一端側(以下、第1端側という。)5aを、その第1端側5aにおいて積層されている各鋼板4の相対的な位置が不動なるように結束する。
具体的には、万力等の締付用工具16によって、鋼板束5の第1端側5aを鋼板4の積層方向に挟み、締め付けることにより、その第1端側5aのみにおいて各鋼板4の相対的な位置が不動となるように結束する。
なお、鋼板束5の結束に使用する締付用工具16は、該鋼板束5の第1端側5aにおいて各鋼板の相対的な位置を不動なものとできるものであれば、万力以外のものを用いることができる。
【0023】
第3の工程として、上記鋼板束5の第1端側5aを結束した状態を維持しながら、該鋼板束5の結束していない部分を複数のロール間に通して、その部分を板面方向に湾曲させる方向に連続的に曲げ加工を施す。
具体的に、この第3の工程は、図5(a),(b)示すようなロールベンダー17を用いて行う。
この実施の形態のロールベンダー17は、1本の上ロール17aと、該上ロール17aの下方側であって加工対象物の入側(図5の紙面おける上ロール17aの左側)に位置する第1の下ロール17bと、加工対象物の出側に位置する(図5の紙面おける上ロール17aの右側)に位置する第2の下ロール17cとの、3本の平行なロールを備えた三軸のものである。そして、加工対象物を、上ロール17aと第1及び第2の下ロール17b,17cとの間に通すことにより、これらの上ロール17aと第1の下ロール17bがそれぞれ回転しながら加工対象物を圧下すると共に、第2の下ロール17cが、出側において鋼板束5を上方に案内して加工対象物を湾曲させ、これにより、鋼板束5に連続的な曲げ加工を行うことができるようになっている。
また、上記ロールベンダー17は、上記上ロール17aが着脱自在となっていて、曲げ加工前に加工対象物を上ロール17aと第1の下ロール17bとの間に予めセットしておくことが可能な構成としている。
【0024】
上記ロールベンダー17を用いて、鋼板束5の結束されてない部分の曲げ加工を行うに際しては、一旦上記上ロール17aを取外し、上記鋼板束5を、結束している第1端側5aを奥側(出側)として、積層方向(鋼板4の板面方向)が上下方向に向いた状態にセットした後、上ロール17aを取付けて鋼板束5を該上ロール17aと第1の下ロール17bとで挟む。そして、図5(a)に示すように、各ロールを回転させて、鋼板束5を図5(a),(b)中の白抜きの矢印の方向に動かすことにより、鋼板束5における結束されていない部分を上ロール17aと第1及び第2ロール17b,17cとの間に通し、該部分の曲げ加工を行う。
このとき、曲げ加工が施された鋼板束5は、図5(b)に示すように、鋼板4の板面方向に湾曲するが、積層されている各鋼板4はその積層位置より曲率が相互に相違するため、隣接する鋼板同士はその曲率の差よって位置ずれが生じる。その一方で、鋼板4が結束されている第1端側5aは各鋼板4の相対的な固定されているため、曲率の差による各鋼板4の位置ずれは、鋼板束5の結束されてない側(以下、第2端側という。)5bの方向に向けて大きく生じる。
この結果、鋼板束5における第1端側5a以外の部分は、各鋼板4の互いの位置ずれによって相互に分離することとなる。
なお、仮に鋼板束5の長手方向の一端部を結束していない場合、あるいは結束が維持されない場合は、個々の鋼板4の位置ずれが鋼板束5の長手方向の両端にそれぞれ向けて生じ、隣接する鋼板4同士のずれ幅が半減してしまうため、本発明のように長手方向の一端側を結束する場合に比べて、隣接する鋼板間の位置ずれ幅が小さく、各鋼板4を完全に分離できない可能性が高い。
【0025】
さらに、第4の工程として、第3の工程が終了した鋼板束5について、第1端側5aの結束を解除する一方、第2端側5bを、その第2端側5bにおいて各鋼板4の相対的な位置が不動となるように締付用工具16によって結束する。なお、この場合においても、鋼板束5の結束に使用する締付用工具16は、該鋼板束5の第2端側5bにおいて各鋼板4の相対的な位置を不動なものとできるものであれば、万力以外のものを用いることができる点は上記第2工程の場合と同様である。
そして、第5の工程として、上記第3の工程と同様に、上記ロールベンダー17を用いて、上記鋼板束5の第2端側5bの結束を維持した状態で、該鋼板束5の結束していない部分、特に上記第3の工程で曲げ加工が施されていない第1端側5aの部分を複数のロール間、即ち、上ロール17aと第1及び第2下ロール17b,17cとの間に通して、該鋼板束5のその部分を板面方向に湾曲させる方向に連続的に曲げ加工を施す。
これにより、上記第3の工程において説明した原理で、各鋼板4の曲率の差によって結束していない第1端側5aにおいて各鋼板4の相対的な位置ずれが大きく生じ、この結果、上記第3の工程において隣接する鋼板4の分離ができていなかった鋼板束5の第1端側5aの部分において、各鋼板4が相互に分離することとなる。
そして、第2端側5bの結束を解くことにより、各鋼板4は、図6に示すように、完全に分離された状態となる。
以上の第1〜第5の工程により、トランスコア1の鉄心2を、該鉄心2を構成する個々の鋼板4に分離する作業が完了する。
【0026】
上記第1〜第5の工程を経て分離された個々の鋼板4については、次の第6の工程において、無害化のための洗浄を行う。
この第6の工程における個々の鋼板の洗浄は、これらの鋼板4を洗浄液6内に浸漬して、該鋼板4に付着していたPCBを洗浄液中に溶出させることにより行う。
この実施の形態においては、上記洗浄液6として、上記トランスコア1が収容されていたトランス容器9内に充填されていた絶縁油8を、該トランス容器9内とアルカリ金属を添着したセラミックス処理剤に接触させてPCBを分解して無害化するPCB処理手段7との間を循環させることにより無害化したものを用いる。即ち、上記準備工程において、事前の浄化処理により無害化された絶縁油8を洗浄液6として使用する。
【0027】
また、この第6の工程における鋼板4の洗浄液6への浸漬は、トランスコア1が収容されていたトランス容器9を利用して行う。このトランス容器9は、上記準備工程における事前の浄化処理によって既に無害化処理されており、また、上記事前の浄化処理において使用されたPCB処理手段7を用いることで、洗浄液6となる無害化された絶縁油8のトランス容器9内への充填や、鋼板4を洗浄した後の絶縁油8のトランス容器9外への抜出しも容易に行うことができるため、効率的である。
【0028】
鋼板4の洗浄液6への浸漬に際しては、複数の鋼板4を載置可能な載置台に乗せて、該載置台を水平を保ったままトランス容器9内に移動させ、該トランス容器9内に事前にあるいは事後的に充填した洗浄液6である無害化した絶縁油8中に載置台ごと沈め、浸漬する一方、鋼板4の洗浄完了後は、載置台を洗浄液6から引き揚げるか、洗浄液6をトランス容器9から抜取ることにより洗浄液から離脱させる。
この実施の形態においては、図7に示すように、下面側の網部分を載置台18aとした上方開口の直方体状の洗浄用籠18を用いて、該洗浄用籠18内に個々の鋼板4を複数収容させ、この籠18全体をトランス容器9内の洗浄液6に沈めて浸漬させることによりそれらの鋼板4の洗浄を行っている。また、一度に多くの鋼板4の洗浄を行うため、トランス容器9内において、複数の鋼板4が収容された複数の洗浄用籠18を上方に数段積み上げた状態で洗浄液6に浸漬させている。
なお、鋼板4を上記載置台に載置する場合には、複数枚の鋼板4を1つに束ね、その束を載置することが望ましい。ただし、この場合においては、各鋼板4が取り扱い上においてばらばらにならず、且つ各鋼板間に洗浄液6が十分に侵入することができる程度の隙間が形成される程度の自由度を持たせた状態で束ねることが肝要である。
【0029】
このように、上記トランスコア用鉄心の処理方法によれば、トランスコア1の鉄心2を、予め定めた鋼板4の積層枚数からなる鋼板束5に分割した後、これらの各鋼板束5について、長手方向の一端側を該一端側において各鋼板4の相対的な位置が不動となるように結束すると共に、その結束状態を維持しながら複数のロール17a〜17c間を通して連続的に曲げ加工することにより、隣接する鋼板同士をその曲率の差よって位置ずれを生じさせ、個々の鋼板4に分離した上で各鋼板4の洗浄をするため、従来洗浄が難しかった鋼板間の隙間に洗浄液6を容易に侵入させて、確実に個々の鋼板4の洗浄、無害化処理を行うことができる。
また、個々の鋼板4への分離は、鋼板束5の一端側を結束した状態で複数のロール17a〜17c間で連続的に曲げ加工を行うだけで比較的簡易に行うことができ、処理を行い易く、効率もよい。
【0030】
上記実施の形態においては、準備工程における事前の浄化処理を図2に係るPCB処理手段7によって行っているが、事前の浄化処理はこれ以外の手段によって行ってもよい。
また、上記実施の形態においては、第3及び第5の工程において鋼板束5に曲げ加工を施すに際してロールベンダー17を使用しているが、一端側において各鋼板の相対的な位置を不動なるように結束した鋼板束を、複数のロール間を通して曲げ加工することにより個々の鋼板に分離できれば、ロールベンダー以外の曲げ加工手段を用いることができる。
また、上記実施の形態では、第3及び第5の工程において使用するロールベンダーとして、上ロール及び第1・第2下ロール17a〜17cの3本のロールを備えた三軸のものを用いているが、一端側において各鋼板の相対的な位置を不動なるように結束した鋼板束を、曲げ加工により個々の鋼板に分離できれば、二軸、あるいは四軸以上の各種ロールベンダーを用いることができる。
【0031】
上記実施の形態では、第6の工程において使用する洗浄液6を、上記トランスコア1が収容されていたトランス容器9内に収容されていた絶縁油8を、該トランス容器9内とアルカリ金属を添着したセラミックス処理剤に接触させてPCBを分解して無害化するPCB処理手段との間を循環させることにより無害化したもの、即ち、上記準備工程において、事前の浄化処理により無害化された絶縁油8を使用している。しかしながら、鋼板の洗浄に使用する洗浄液は、鋼板の無害化処理を確実に行うことができるものでれば、事前の浄化処理により無害化された絶縁油以外のもの、例えば、未使用の新しい絶縁油、有機溶剤(n−ヘキサン等)、炭化水素系溶剤(NSクリーン(登録商標)等)等、任意のものを用いることができる。
【0032】
さらに、上記実施の形態においては、洗浄液としての絶縁油を無害化するに際して、絶縁油8を、トランス容器9内とアルカリ金属を添着したセラミックス処理剤に接触させてPCBを分解して無害化するPCB処理手段7との間で循環させることにより無害化する方法を用いている。しかしながら、絶得油の無害化は上記以外の方法で行ってもよく、例えば、特開2001−114704号公報、特開2005−113064号公報、特開2005−220421号公報、特開2010−269283号公報等に記載の技術、あるいは紫外線照射による分解法やプラズマ分解法等の公知の技術を用いることができる。
【0033】
また、上記実施の形態では、鋼板4の洗浄に際して、無害化処理済みのトランス容器9を利用して、該トランス容器9内に洗浄液6としての無害化された絶縁油8を溜めて鋼板4を浸漬させるようにしているが、洗浄液を溜める容器はトランス容器以外のものを用いてもよい。
さらに、上記実施の形態においては、鋼板4を洗浄液に浸漬する際に使用する載置台として洗浄用籠18を用いているが、鋼板を確実且つ安定的に載置でき、また洗浄液内に浸漬できるものであれば、上記洗浄用籠以外のもの、例えば板状のものや金網等の網状のものなど、任意のものを用いることができる。
以上、角鉄心を用いた処理方法について述べてきたが、トランスコア用鉄心には、鋼板4(積層鉄心)を楕円上に巻いた鉄心(巻鉄心)が存在する。この巻鉄心の場合は、鉄心部を1ヶ所以上切り離すことによりコイル部を取り外した後、鉄心を上記第1〜第6の工程により処理することにより同様の効果が得られる。
【実施例】
【0034】
本発明に係るトランスコア用鉄心の処理方法による効果を確認するため、本発明の処理方法を用いて実際に使用されていたトランスの無害化処理を行う実験を行った。
実験に際しては、表1に示す定格容量100kVA及び300kVAのトランスを用いて、上記実施の形態において述べた処理方法を実施した。
即ち、上記準備工程において、図2に係るPCB処理手段を用いて事前の浄化処理を行った後、トランスコアをトランス容器から取り出して、トランスコアに使用されている銅線や木材、絶縁紙、碍子等を取り除いて鉄心を露出させ、該鉄心を複数の角柱状部材に分解した後、上記実施の形態における第1の工程〜第6の工程を順次行った。その後、無害化処理後の鋼板についてPCB濃度を測定した。
【0035】
【表1】

【0036】
第1の工程においては、トランスコア用鉄心を分解した各角柱状部材を、6〜10mm程度の厚さの複数の鋼板束に分割し、第2の工程及び第4の工程においては、鋼板束の第1端側及び第2端側の結束を万力により行った。
また、第6の工程において、個々の鋼板を洗浄液に浸漬するに際しては、複数の鋼板を重ねてその中央部を針金で軽く縛って束ね、鋼板がばらばらにならないようにした。
さらに、鋼板の洗浄に際しては、洗浄液(準備工程における事前の浄化処理において無害化された絶縁油)を該トランス容器内に充填して、洗浄用籠に収容した鋼板をトランス容器内に沈めた状態で、2時間浸漬した後、洗浄用籠をトランス容器の洗浄液から引き上げて1時間静置という一連の工程を1サイクルとし、このサイクルを1サイクル行った鋼板と2サイクル行った鋼板とについて、それぞれPCB濃度を測定した。
第6の工程における各鋼板の洗浄に際しての処理条件を表2に示す。
なお、無害化処理後の鋼板のPCB濃度の測定は、廃棄物処理法に基づく検定方法により行った。検定方法、及び廃棄物処理法に基づくPCB濃度の判定基準(「PCB処理技術ガイドブック(改訂版) 412〜415頁 編集:産業廃棄物処理事業振興財団 出版:株式会社ぎょうせい 平成17年8月」より引用)を表3に示す。
【0037】
【表2】
【0038】
【表3】
【0039】
上記実験の結果を次表に示す。
次表に示すように、本発明に係る処理方法を実施した鋼板については、1サイクルの場合でも2サイクルの場合でも、いずれも廃棄物処理法に規定されている卒業判定基準を満たしていることが確認された。
したがって、本発明に係るトランスコア用鉄心の処理方法を実施することにより、鉄心を構成する個々の鋼板まで無害化処理を行うことができることが実証された。
【0040】
【表4】
【符号の説明】
【0041】
1 トランスコア
2 鉄心
4 鋼板
5 鋼板束
6 洗浄液
7 PCB処理手段
8 絶縁油
9 トランス容器
17 ロールベンダー
18 洗浄用籠
【技術分野】
【0001】
本発明は、PCBを含有する絶縁油が内部に充填されたトランス内において、該トランス内に収容されているトランスコアを構成する鉄心を確実に洗浄し、無害化処理する方法に関するものである。
【背景技術】
【0002】
ポリ塩化ビフェニル(PCB)は安定した化学的性状や絶縁特性からトランスやコンデンサーなどの電気機器の絶縁油を始めとした製品に幅広く用いられてきたが、その毒性から昭和47年より新たな製造が停止され処理され、平成13年のポリ塩化ビフェニル廃棄物の適正な処理の推進に関する特別措置法(以下、PCB特別措置法という)の施行により国ベースでのPCB処理が始まった。
しかしながら、昭和47年以降に製造され、PCBを使用していないとするトランスに、数十ppm程度のPCBに汚染された絶縁油が混入しているものが存在することが判明し、近年、この微量のPCBが含有されている絶縁油が使用されているトランスの処理が問題となっている。この微量PCB含有絶縁油が使用されているトランスは、公称120万台と膨大な数にのぼり、かつ大型で移動の困難な機器も多数存在するため簡易に効率よく安全に微量PCB含有絶縁油を含むトランスを無害化処理する方法の開発が急務となっている。
【0003】
トランス内のPCBを含む絶縁油を無害化処理する方法としては、既に種々の技術が開発されており、例えば特許文献1には、トランス内に充填されているPCB含有の絶縁油を、PCBの塩素基と反応する反応基を持つ固体状の脱塩素物質(主にアルカリ金属類)に接触させることにより無害化する方法が開示されている。
しかしながら、近年、トランス内の絶縁油だけでなく、トランスコア等の内部機器についてもPCBを含む絶縁油が含まれていることがわかり、絶縁油だけでなく内部機器についても効率良く浄化する方法の開発が望まれている。
これについては、特許文献2に示すような、アルカリ金属を添着したセラミックス処理剤に接触させてPCBを分解して無害化するPCB処理手段と、上記トランスのトランス容器との間で絶縁油を繰り返し循環させて、トランス内の絶縁油を抜き出してセラミックス処理剤によって無害化した後、その無害化された絶縁油を再度トランスに戻すという工程を繰り返すことにより、PCBが含有された絶縁油を無害化する技術が開発され、さらに、近年、この技術を応用、発展させて、トランス内の内部機器に含まれているPCBについては、循環して無害化されていく絶縁油中に拡散・溶出させることにより、絶縁油の無害化と同時に内部機器を洗浄し浄化する新たな技術も開発されている。
【0004】
ところが、上述のように絶縁油をトランス容器とPCB処理手段との間で循環させて、絶縁油と内部機器とを同時に無害化あるいは浄化する場合、トランスコアの鉄心については、該鉄心を構成する鋼板を洗浄しづらく、浄化しきれない場合がある。
即ち、上記トランスコアの鉄心は、一般に、0.2〜0.3mm程度の薄い珪素鋼板を多重に積層することにより構成されているが、製造の際にこの積層した鋼板の周囲を接着性のある樹脂で固めていることが多く、また、積層した鋼板間に絶縁油が侵入し、さらにその絶縁油が経年劣化により鋼板間に固着してしまう。そのため、上記無害化された絶縁油が、積層した個々の鋼板間に侵入することができず、結果として各鋼板の洗浄ができずに無害化処理ができないという状況が発生していた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−110735号公報
【特許文献2】特開2005−230351号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の技術的課題は、PCBを含有する絶縁油が付着したトランスコア用の鉄心を構成する個々の鋼板の洗浄を確実且つ容易に行うことができる処理方法を提供することにある。
【課題を解決するための手段】
【0007】
前記課題を解決するため、本発明者らは、微量PCB含有絶縁油を使用した使用済みのトランスの鉄心を供試材料として種々の試験を実施した結果、以下の知見を得た。
即ち、複数の鋼板を積層して構成した鉄心を、所定数枚の鋼板からなる複数の鋼板束に分割した後、各鋼板束の長手方向の一端側を、その一端側において各鋼板の相対的な位置を不動になるように結束した上で、これらの各鋼板束をその板面方向に湾曲する方向に連続的に曲げ加工することにより、隣接する鋼板同士をその曲率の差よって位置ずれを生じさせて、個々の鋼板に効率良く且つ簡単に分離させることができるとの知見を得た。
そして、分離された個々の鋼板に対して洗浄液を接触させることにより、個々の鋼板の無害化処理を行うことができるとの知見を得た。
【0008】
上記知見に基づき、本発明者らは、効率よく且つ簡単にトランスコア用の鉄心を構成する個々の鋼板を洗浄して無害化処理すると方法に想到した。その要旨とするところは以下の通りである。
即ち、本発明のトランスコア用鉄心の処理方法は、トランスコアの鉄心を構成する複数の矩形状の鋼板に解体して、個々の鋼板をそれぞれ洗浄して無害化処理するトランスコアの鉄心の処理方法であって、上記鉄心を、予め定めた鋼板の積層枚数からなる鋼板束に分割した後、これらの各鋼板束について、長手方向の一端側を、該一端側において各鋼板の相対的な位置が不動となるように結束すると共に、その結束状態を維持しながら複数のロール間を通すことにより、板面方向に湾曲する方向に連続的に曲げ加工し、隣接する鋼板同士をその曲率の差よって位置ずれを生じさせることにより個々の鋼板に分離し、その分離した個々の鋼板を洗浄液で洗浄することを特徴とする。
【0009】
本発明においては、上記鋼板束の曲げ加工は、少なくとも1本の上ロールと少なくとも1本の下ロールとを有し、これらの上ロールと下ロールとの間を上記鋼板束を圧下しながら通過させるロールベンダーにより行うことが好ましい。
【0010】
また、本発明においては、上記個々の鋼板の洗浄液による洗浄は、洗浄液として、上記トランスコアが収容されていたトランス容器内に充填されていた絶縁油を、該トランス容器内とPCBを分解して無害化するPCB処理手段との間を循環させることにより無害化した絶縁油を用い、この洗浄液内に上記個々の鋼板を浸漬することにより行うこととすることができる。
この場合においては、上記個々の鋼板の洗浄液による洗浄は、上記トランスコアが収容されていたトランス容器内に充填された洗浄液内に、分解した個々の鋼板を複数載置した洗浄用籠を沈めることにより行うことが好ましい。
【発明の効果】
【0011】
本発明によれば、トランスコアの鉄心を、予め定めた鋼板の積層枚数からなる鋼板束に分割した後、これらの各鋼板束について、長手方向の一端側を各鋼板の相対的な位置を不動なるように結束した状態で、板面方向に湾曲する方向に複数のロールで連続的に曲げ加工することにより、隣接する鋼板同士をその曲率の差よって位置ずれを生じさせ、個々の鋼板に分離した上で各鋼板の洗浄をするため、従来洗浄が難しかった鋼板間の隙間に洗浄液を容易に侵入させて、確実に且つ簡単に鋼板の洗浄、無害化処理を行うことができる。
【図面の簡単な説明】
【0012】
【図1】本発明の処理方法の実施に供されるトランスコアを模式的に示す正面図である。
【図2】準備工程における事前の浄化処理に使用するPCB処理手段を模式的に示す図である。
【図3】トランスコアの鉄心を鋼板束に分離した状態を模式的に示す斜視図である。
【図4】鋼板束の長手方向の一端側を締付用工具で結束した状態を模式的に示す側面図である。
【図5】ロールベンダーで鋼板束を曲げ加工する状態を模式的に示す断面図である。 図中の(a)図は鋼板束の曲げ加工における初期段階の状態を、(b)図は鋼板束の曲げ加工における終期段階の状態をそれぞれ示す。
【図6】鋼板束を個々の鋼板に分離した状態を模式的に示す平面図である。
【図7】個々の鋼板を洗浄する状態を模式的に示す一部破断断面図である。
【発明を実施するための形態】
【0013】
以下、本発明に係るトランスコア用鉄心の処理方法について詳細に説明する。
図1は、本発明に係る処理方法が用いられる、トランスのトランス容器内に収容されているトランスコア1の一例を示すものである。
上記トランスコア1は、鉄心2、及び該鉄心に巻付けられた銅線と、該巻付けられた銅線中に介在させた木材、巻付けられた銅線中あるいは外周や内周に配設された絶縁紙とからなるコイル3を備えたものである。また、上記鉄心2は、厚さ200〜300μmの矩形状の鋼板4(珪素鋼板)を幾重にも積層させて形成した角柱状部材を複数用い、図1のように組み上げる構成となっている(角鉄心構造)。
【0014】
この実施の形態においては、上記鉄心2は、横方向に延びる上下一対の横方向角柱状部材2a,2bと、これらの一対の横方向角柱状部材の間に配設された、上下方向に延びる3本の縦方向角柱状部材2cとで構成されていて、これら3本の縦方向角柱状部材2cに、上記銅線が木材や絶縁紙を介在させた状態でそれぞれ巻付けられてコイル3が形成されたものとなっている
【0015】
本発明に係る処理方法は、基本的な流れとして、上記トランスコア1の鉄心2を、予め定めた鋼板4の積層枚数からなる鋼板束5に分割した後、これらの各鋼板束5について、長手方向の一端側を各鋼板の相対的な位置を不動なるように結束した状態で複数のロール間に通して、板面方向に湾曲する方向に連続的に曲げ加工し、隣接する鋼板同士をその曲率の差よって位置ずれを生じさせることにより個々の鋼板4に分離し、その分離した個々の鋼板4を洗浄液6で洗浄する。
【0016】
上記処理方法を実施するにあたっては、まず、準備工程として、例えば図2に示すような、PCBを洗浄、無害化処理するPCB処理手段7を用いて、トランス容器内の絶縁油8を該トランス容器9とそのPCB処理手段7との間で循環させながら、トランス容器9内部、該トランス容器9内の絶縁油8、碍子やトランスコア等の内部機器10を事前に浄化処理しておく。
そして、上記事前の浄化処理後、クレーン等を用いて上記トランスコア1をトランス容器9内から取り出すと共に、該トランスコア1の鉄心2に巻付けられている銅線や、使用されている木材や絶縁紙、さらには銅線に取付けられている碍子等を除去し、鉄心2全体を露出させる。
その上で、図3に示すように、鉄心2を個々の角柱状部材、この実施の形態の場合は、上下一対の横方向角柱状部材2a,2b、3本の縦方向角柱状部材2cにそれぞれ分解する。
【0017】
上記事前の浄化処理に使用する上記PCB処理手段7は、トランスに使用されている絶縁油8中のPCBを分解し、該絶縁油8を無害化するアルカリ金属が添着されたセラミックス処理剤(図示せず)、及び該セラミックス処理剤が内部に充填された縦円筒状のカラム11と、上記トランス容器9内から絶縁油8を抜き出してその絶縁油8を該カラム11内に流入させる一次側の配管12と、カラム11からセラミックス処理剤によって無害化された絶縁油8を前記トランス容器9内に戻す二次側の配管13を備えている。さらに、上記一次側の配管12中には、絶縁油を一次側及び二次側の配管12,13を通して、トランス容器9とカラム11との間を循環させる循環ポンプ14が設けられ、また、上記二次側の配管13中には、PCBが分解された絶縁油8を濾過して塩化ナトリウムや酸化ナトリウム、ビフェニル類を取り除くフィルタ15を介在させている。
なお、上記セラミックス処理剤は、多孔質のセラミックス製の担体の表面に、ナトリウムやカリウム等のアルカリ金属を薄膜状にディピングコーティングやスプレー法等によりコーティングしたもので、前記カラム11内に交換自在に充填されている。
【0018】
前記構成を有するPCB処理手段7を使用してトランスを浄化するに際しては、まず、一次側の配管12を循環ポンプ14を介してトランス容器9とカラム11との間に連結する一方、二次側の配管13をフィルタ15を介してカラム11とトランス容器9との間に連結する。
連結完了後、循環ポンプ14を駆動させて、トランス容器9内の絶縁油8を一定量ずつカラム11内に流入させて、該カラム11内の絶縁油8をセラミックス処理剤に接触させ、該絶縁油8内のPCBを分解させて無害化し、その無害化した絶縁油8をフィルタ15で濾過した後、トランス容器9内に戻すことにより、絶縁油8をトランス容器9とカラム11との間で循環させる。
【0019】
このように、絶縁油8をトランス容器9とカラム11との間で循環させることにより、トランス容器9内には、残っている未だPCBを含有した絶縁油8に、無害化された絶縁油8が順次混入されることになり、循環を繰り返していくと、トランス容器9内の絶縁油8のPCBの濃度は次第に低下し、最終的には、トランス容器9内の絶縁油8全体が無害化されることになる。
また、トランス容器9内に配設されている内部機器10に含まれていたPCBは、トランス容器9内の絶縁油8中のPCBの濃度が低下することにより、内部機器10中のPCB濃度と絶縁油8中のPCB濃度とに差(濃度勾配)が生じることになるため、PCBの拡散現象が生じ、PCBが、高濃度側の内部機器10から低濃度側の絶縁油8に次第に溶出していき、最終的には内部機器10のPCBが抜け、内部機器10も浄化される。
【0020】
これにより、PCBを含有する絶縁油8中のPCBを分解・無害化させながら、該絶縁油8だけでなくトランス内に存在する内部機器10までも浄化することができる。
ただし、既に述べたように、トランスコア1の鉄心2については、製造の際に積層した上記鋼板4の周囲を接着性のある樹脂で固めていることが多く、また、積層した鋼板間に絶縁油8が侵入し、さらにその絶縁油8が経年劣化により各鋼板間に固着してしまうため、鋼板間に洗浄液となる無害化された絶縁油8が侵入しにくく、個々の鋼板4を洗浄しづらい。
そのため、例え上記事前の浄化処理を行っても、個々の鋼板4については完全に浄化しきれない可能性があることから、個々の鋼板4まで完全に無害化処理を行うべく、さらに本発明の処理方法を実施する必要性が生じてくるわけである。
【0021】
以上の準備工程が完了した後、本発明の処理方法を開始する。
まず、第1の工程として、上記分離した各角柱状部分2a〜2cを、予め定めた厚さとなるように、所定の積層枚数からなる鋼板束5に分割する(図3参照)。
ここで、上記鋼板束5の「予め定めた厚さ」とは、後述する第3及び第5の工程において、該鋼板束5をロールベンダー17の複数のロール間に通して曲げ加工を施しやすい厚さを意味している。
上述のように、上記各角柱状部材2a〜2cは、鋼板を複数積層することにより形成されているが、例えば、300kV程度のトランスにおけるトランスコアの鉄心の縦方向角柱状部材は20cmの厚さを有し、またトランスの容量(大きさ)が大きくなるほどその厚さも大きくなることから、角柱状部材そのままではロールによる曲げ加工を施しにくい。このため、上記角柱状部材を、曲げ加工しやすい厚さとなるように適切に積層枚数を調整した複数の鋼板束に分割することにより、曲げ加工を容易に行うことができるようにしている。
なお、各角柱状部材2a〜2cの鋼板束5への分離は、スクレーパーなど薄い刃を有する工具を使用して行う。
【0022】
次に、第2の工程として、図4に示すように、上記各鋼板束5について、長手方向の一端側(以下、第1端側という。)5aを、その第1端側5aにおいて積層されている各鋼板4の相対的な位置が不動なるように結束する。
具体的には、万力等の締付用工具16によって、鋼板束5の第1端側5aを鋼板4の積層方向に挟み、締め付けることにより、その第1端側5aのみにおいて各鋼板4の相対的な位置が不動となるように結束する。
なお、鋼板束5の結束に使用する締付用工具16は、該鋼板束5の第1端側5aにおいて各鋼板の相対的な位置を不動なものとできるものであれば、万力以外のものを用いることができる。
【0023】
第3の工程として、上記鋼板束5の第1端側5aを結束した状態を維持しながら、該鋼板束5の結束していない部分を複数のロール間に通して、その部分を板面方向に湾曲させる方向に連続的に曲げ加工を施す。
具体的に、この第3の工程は、図5(a),(b)示すようなロールベンダー17を用いて行う。
この実施の形態のロールベンダー17は、1本の上ロール17aと、該上ロール17aの下方側であって加工対象物の入側(図5の紙面おける上ロール17aの左側)に位置する第1の下ロール17bと、加工対象物の出側に位置する(図5の紙面おける上ロール17aの右側)に位置する第2の下ロール17cとの、3本の平行なロールを備えた三軸のものである。そして、加工対象物を、上ロール17aと第1及び第2の下ロール17b,17cとの間に通すことにより、これらの上ロール17aと第1の下ロール17bがそれぞれ回転しながら加工対象物を圧下すると共に、第2の下ロール17cが、出側において鋼板束5を上方に案内して加工対象物を湾曲させ、これにより、鋼板束5に連続的な曲げ加工を行うことができるようになっている。
また、上記ロールベンダー17は、上記上ロール17aが着脱自在となっていて、曲げ加工前に加工対象物を上ロール17aと第1の下ロール17bとの間に予めセットしておくことが可能な構成としている。
【0024】
上記ロールベンダー17を用いて、鋼板束5の結束されてない部分の曲げ加工を行うに際しては、一旦上記上ロール17aを取外し、上記鋼板束5を、結束している第1端側5aを奥側(出側)として、積層方向(鋼板4の板面方向)が上下方向に向いた状態にセットした後、上ロール17aを取付けて鋼板束5を該上ロール17aと第1の下ロール17bとで挟む。そして、図5(a)に示すように、各ロールを回転させて、鋼板束5を図5(a),(b)中の白抜きの矢印の方向に動かすことにより、鋼板束5における結束されていない部分を上ロール17aと第1及び第2ロール17b,17cとの間に通し、該部分の曲げ加工を行う。
このとき、曲げ加工が施された鋼板束5は、図5(b)に示すように、鋼板4の板面方向に湾曲するが、積層されている各鋼板4はその積層位置より曲率が相互に相違するため、隣接する鋼板同士はその曲率の差よって位置ずれが生じる。その一方で、鋼板4が結束されている第1端側5aは各鋼板4の相対的な固定されているため、曲率の差による各鋼板4の位置ずれは、鋼板束5の結束されてない側(以下、第2端側という。)5bの方向に向けて大きく生じる。
この結果、鋼板束5における第1端側5a以外の部分は、各鋼板4の互いの位置ずれによって相互に分離することとなる。
なお、仮に鋼板束5の長手方向の一端部を結束していない場合、あるいは結束が維持されない場合は、個々の鋼板4の位置ずれが鋼板束5の長手方向の両端にそれぞれ向けて生じ、隣接する鋼板4同士のずれ幅が半減してしまうため、本発明のように長手方向の一端側を結束する場合に比べて、隣接する鋼板間の位置ずれ幅が小さく、各鋼板4を完全に分離できない可能性が高い。
【0025】
さらに、第4の工程として、第3の工程が終了した鋼板束5について、第1端側5aの結束を解除する一方、第2端側5bを、その第2端側5bにおいて各鋼板4の相対的な位置が不動となるように締付用工具16によって結束する。なお、この場合においても、鋼板束5の結束に使用する締付用工具16は、該鋼板束5の第2端側5bにおいて各鋼板4の相対的な位置を不動なものとできるものであれば、万力以外のものを用いることができる点は上記第2工程の場合と同様である。
そして、第5の工程として、上記第3の工程と同様に、上記ロールベンダー17を用いて、上記鋼板束5の第2端側5bの結束を維持した状態で、該鋼板束5の結束していない部分、特に上記第3の工程で曲げ加工が施されていない第1端側5aの部分を複数のロール間、即ち、上ロール17aと第1及び第2下ロール17b,17cとの間に通して、該鋼板束5のその部分を板面方向に湾曲させる方向に連続的に曲げ加工を施す。
これにより、上記第3の工程において説明した原理で、各鋼板4の曲率の差によって結束していない第1端側5aにおいて各鋼板4の相対的な位置ずれが大きく生じ、この結果、上記第3の工程において隣接する鋼板4の分離ができていなかった鋼板束5の第1端側5aの部分において、各鋼板4が相互に分離することとなる。
そして、第2端側5bの結束を解くことにより、各鋼板4は、図6に示すように、完全に分離された状態となる。
以上の第1〜第5の工程により、トランスコア1の鉄心2を、該鉄心2を構成する個々の鋼板4に分離する作業が完了する。
【0026】
上記第1〜第5の工程を経て分離された個々の鋼板4については、次の第6の工程において、無害化のための洗浄を行う。
この第6の工程における個々の鋼板の洗浄は、これらの鋼板4を洗浄液6内に浸漬して、該鋼板4に付着していたPCBを洗浄液中に溶出させることにより行う。
この実施の形態においては、上記洗浄液6として、上記トランスコア1が収容されていたトランス容器9内に充填されていた絶縁油8を、該トランス容器9内とアルカリ金属を添着したセラミックス処理剤に接触させてPCBを分解して無害化するPCB処理手段7との間を循環させることにより無害化したものを用いる。即ち、上記準備工程において、事前の浄化処理により無害化された絶縁油8を洗浄液6として使用する。
【0027】
また、この第6の工程における鋼板4の洗浄液6への浸漬は、トランスコア1が収容されていたトランス容器9を利用して行う。このトランス容器9は、上記準備工程における事前の浄化処理によって既に無害化処理されており、また、上記事前の浄化処理において使用されたPCB処理手段7を用いることで、洗浄液6となる無害化された絶縁油8のトランス容器9内への充填や、鋼板4を洗浄した後の絶縁油8のトランス容器9外への抜出しも容易に行うことができるため、効率的である。
【0028】
鋼板4の洗浄液6への浸漬に際しては、複数の鋼板4を載置可能な載置台に乗せて、該載置台を水平を保ったままトランス容器9内に移動させ、該トランス容器9内に事前にあるいは事後的に充填した洗浄液6である無害化した絶縁油8中に載置台ごと沈め、浸漬する一方、鋼板4の洗浄完了後は、載置台を洗浄液6から引き揚げるか、洗浄液6をトランス容器9から抜取ることにより洗浄液から離脱させる。
この実施の形態においては、図7に示すように、下面側の網部分を載置台18aとした上方開口の直方体状の洗浄用籠18を用いて、該洗浄用籠18内に個々の鋼板4を複数収容させ、この籠18全体をトランス容器9内の洗浄液6に沈めて浸漬させることによりそれらの鋼板4の洗浄を行っている。また、一度に多くの鋼板4の洗浄を行うため、トランス容器9内において、複数の鋼板4が収容された複数の洗浄用籠18を上方に数段積み上げた状態で洗浄液6に浸漬させている。
なお、鋼板4を上記載置台に載置する場合には、複数枚の鋼板4を1つに束ね、その束を載置することが望ましい。ただし、この場合においては、各鋼板4が取り扱い上においてばらばらにならず、且つ各鋼板間に洗浄液6が十分に侵入することができる程度の隙間が形成される程度の自由度を持たせた状態で束ねることが肝要である。
【0029】
このように、上記トランスコア用鉄心の処理方法によれば、トランスコア1の鉄心2を、予め定めた鋼板4の積層枚数からなる鋼板束5に分割した後、これらの各鋼板束5について、長手方向の一端側を該一端側において各鋼板4の相対的な位置が不動となるように結束すると共に、その結束状態を維持しながら複数のロール17a〜17c間を通して連続的に曲げ加工することにより、隣接する鋼板同士をその曲率の差よって位置ずれを生じさせ、個々の鋼板4に分離した上で各鋼板4の洗浄をするため、従来洗浄が難しかった鋼板間の隙間に洗浄液6を容易に侵入させて、確実に個々の鋼板4の洗浄、無害化処理を行うことができる。
また、個々の鋼板4への分離は、鋼板束5の一端側を結束した状態で複数のロール17a〜17c間で連続的に曲げ加工を行うだけで比較的簡易に行うことができ、処理を行い易く、効率もよい。
【0030】
上記実施の形態においては、準備工程における事前の浄化処理を図2に係るPCB処理手段7によって行っているが、事前の浄化処理はこれ以外の手段によって行ってもよい。
また、上記実施の形態においては、第3及び第5の工程において鋼板束5に曲げ加工を施すに際してロールベンダー17を使用しているが、一端側において各鋼板の相対的な位置を不動なるように結束した鋼板束を、複数のロール間を通して曲げ加工することにより個々の鋼板に分離できれば、ロールベンダー以外の曲げ加工手段を用いることができる。
また、上記実施の形態では、第3及び第5の工程において使用するロールベンダーとして、上ロール及び第1・第2下ロール17a〜17cの3本のロールを備えた三軸のものを用いているが、一端側において各鋼板の相対的な位置を不動なるように結束した鋼板束を、曲げ加工により個々の鋼板に分離できれば、二軸、あるいは四軸以上の各種ロールベンダーを用いることができる。
【0031】
上記実施の形態では、第6の工程において使用する洗浄液6を、上記トランスコア1が収容されていたトランス容器9内に収容されていた絶縁油8を、該トランス容器9内とアルカリ金属を添着したセラミックス処理剤に接触させてPCBを分解して無害化するPCB処理手段との間を循環させることにより無害化したもの、即ち、上記準備工程において、事前の浄化処理により無害化された絶縁油8を使用している。しかしながら、鋼板の洗浄に使用する洗浄液は、鋼板の無害化処理を確実に行うことができるものでれば、事前の浄化処理により無害化された絶縁油以外のもの、例えば、未使用の新しい絶縁油、有機溶剤(n−ヘキサン等)、炭化水素系溶剤(NSクリーン(登録商標)等)等、任意のものを用いることができる。
【0032】
さらに、上記実施の形態においては、洗浄液としての絶縁油を無害化するに際して、絶縁油8を、トランス容器9内とアルカリ金属を添着したセラミックス処理剤に接触させてPCBを分解して無害化するPCB処理手段7との間で循環させることにより無害化する方法を用いている。しかしながら、絶得油の無害化は上記以外の方法で行ってもよく、例えば、特開2001−114704号公報、特開2005−113064号公報、特開2005−220421号公報、特開2010−269283号公報等に記載の技術、あるいは紫外線照射による分解法やプラズマ分解法等の公知の技術を用いることができる。
【0033】
また、上記実施の形態では、鋼板4の洗浄に際して、無害化処理済みのトランス容器9を利用して、該トランス容器9内に洗浄液6としての無害化された絶縁油8を溜めて鋼板4を浸漬させるようにしているが、洗浄液を溜める容器はトランス容器以外のものを用いてもよい。
さらに、上記実施の形態においては、鋼板4を洗浄液に浸漬する際に使用する載置台として洗浄用籠18を用いているが、鋼板を確実且つ安定的に載置でき、また洗浄液内に浸漬できるものであれば、上記洗浄用籠以外のもの、例えば板状のものや金網等の網状のものなど、任意のものを用いることができる。
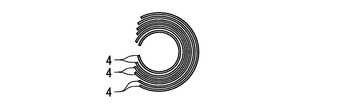
以上、角鉄心を用いた処理方法について述べてきたが、トランスコア用鉄心には、鋼板4(積層鉄心)を楕円上に巻いた鉄心(巻鉄心)が存在する。この巻鉄心の場合は、鉄心部を1ヶ所以上切り離すことによりコイル部を取り外した後、鉄心を上記第1〜第6の工程により処理することにより同様の効果が得られる。
【実施例】
【0034】
本発明に係るトランスコア用鉄心の処理方法による効果を確認するため、本発明の処理方法を用いて実際に使用されていたトランスの無害化処理を行う実験を行った。
実験に際しては、表1に示す定格容量100kVA及び300kVAのトランスを用いて、上記実施の形態において述べた処理方法を実施した。
即ち、上記準備工程において、図2に係るPCB処理手段を用いて事前の浄化処理を行った後、トランスコアをトランス容器から取り出して、トランスコアに使用されている銅線や木材、絶縁紙、碍子等を取り除いて鉄心を露出させ、該鉄心を複数の角柱状部材に分解した後、上記実施の形態における第1の工程〜第6の工程を順次行った。その後、無害化処理後の鋼板についてPCB濃度を測定した。
【0035】
【表1】
【0036】
第1の工程においては、トランスコア用鉄心を分解した各角柱状部材を、6〜10mm程度の厚さの複数の鋼板束に分割し、第2の工程及び第4の工程においては、鋼板束の第1端側及び第2端側の結束を万力により行った。
また、第6の工程において、個々の鋼板を洗浄液に浸漬するに際しては、複数の鋼板を重ねてその中央部を針金で軽く縛って束ね、鋼板がばらばらにならないようにした。
さらに、鋼板の洗浄に際しては、洗浄液(準備工程における事前の浄化処理において無害化された絶縁油)を該トランス容器内に充填して、洗浄用籠に収容した鋼板をトランス容器内に沈めた状態で、2時間浸漬した後、洗浄用籠をトランス容器の洗浄液から引き上げて1時間静置という一連の工程を1サイクルとし、このサイクルを1サイクル行った鋼板と2サイクル行った鋼板とについて、それぞれPCB濃度を測定した。
第6の工程における各鋼板の洗浄に際しての処理条件を表2に示す。
なお、無害化処理後の鋼板のPCB濃度の測定は、廃棄物処理法に基づく検定方法により行った。検定方法、及び廃棄物処理法に基づくPCB濃度の判定基準(「PCB処理技術ガイドブック(改訂版) 412〜415頁 編集:産業廃棄物処理事業振興財団 出版:株式会社ぎょうせい 平成17年8月」より引用)を表3に示す。
【0037】
【表2】
【0038】
【表3】
【0039】
上記実験の結果を次表に示す。
次表に示すように、本発明に係る処理方法を実施した鋼板については、1サイクルの場合でも2サイクルの場合でも、いずれも廃棄物処理法に規定されている卒業判定基準を満たしていることが確認された。
したがって、本発明に係るトランスコア用鉄心の処理方法を実施することにより、鉄心を構成する個々の鋼板まで無害化処理を行うことができることが実証された。
【0040】
【表4】
【符号の説明】
【0041】
1 トランスコア
2 鉄心
4 鋼板
5 鋼板束
6 洗浄液
7 PCB処理手段
8 絶縁油
9 トランス容器
17 ロールベンダー
18 洗浄用籠
【特許請求の範囲】
【請求項1】
トランスコアの鉄心を構成する複数の矩形状の鋼板に解体して、個々の鋼板をそれぞれ洗浄して無害化処理するトランスコアの鉄心の処理方法であって、
上記鉄心を、予め定めた鋼板の積層枚数からなる鋼板束に分割した後、これらの各鋼板束について、長手方向の一端側を、該一端側において各鋼板の相対的な位置が不動となるように結束すると共に、その結束状態を維持しながら複数のロール間を通すことにより、板面方向に湾曲する方向に連続的に曲げ加工し、隣接する鋼板同士をその曲率の差よって位置ずれを生じさせることにより個々の鋼板に分離し、その分離した個々の鋼板を洗浄液で洗浄することを特徴とするトランスコア用鉄心の処理方法。
【請求項2】
上記鋼板束の曲げ加工は、少なくとも1本の上ロールと少なくとも1本の下ロールとを有し、これらの上ロールと下ロールとの間を上記鋼板束を圧下しながら通過させるロールベンダーにより行うことを特徴とする請求項1に記載のトランスコア用鉄心の処理方法。
【請求項3】
上記個々の鋼板の洗浄液による洗浄は、洗浄液として、上記トランスコアが収容されていたトランス容器内に充填されていた絶縁油を、該トランス容器内とPCBを分解して無害化するPCB処理手段との間を循環させることにより無害化した絶縁油を用い、この洗浄液内に上記個々の鋼板を浸漬することにより行うことを特徴とする請求項1又は請求項2に記載のトランスコア用鉄心の処理方法。
【請求項4】
上記個々の鋼板の洗浄液による洗浄は、上記トランスコアが収容されていたトランス容器内に充填された洗浄液内に、分解した個々の鋼板を複数載置した洗浄用籠を沈めることにより行うことを特徴とする請求項3に記載のトランスコア用鉄心の処理方法。
【請求項1】
トランスコアの鉄心を構成する複数の矩形状の鋼板に解体して、個々の鋼板をそれぞれ洗浄して無害化処理するトランスコアの鉄心の処理方法であって、
上記鉄心を、予め定めた鋼板の積層枚数からなる鋼板束に分割した後、これらの各鋼板束について、長手方向の一端側を、該一端側において各鋼板の相対的な位置が不動となるように結束すると共に、その結束状態を維持しながら複数のロール間を通すことにより、板面方向に湾曲する方向に連続的に曲げ加工し、隣接する鋼板同士をその曲率の差よって位置ずれを生じさせることにより個々の鋼板に分離し、その分離した個々の鋼板を洗浄液で洗浄することを特徴とするトランスコア用鉄心の処理方法。
【請求項2】
上記鋼板束の曲げ加工は、少なくとも1本の上ロールと少なくとも1本の下ロールとを有し、これらの上ロールと下ロールとの間を上記鋼板束を圧下しながら通過させるロールベンダーにより行うことを特徴とする請求項1に記載のトランスコア用鉄心の処理方法。
【請求項3】
上記個々の鋼板の洗浄液による洗浄は、洗浄液として、上記トランスコアが収容されていたトランス容器内に充填されていた絶縁油を、該トランス容器内とPCBを分解して無害化するPCB処理手段との間を循環させることにより無害化した絶縁油を用い、この洗浄液内に上記個々の鋼板を浸漬することにより行うことを特徴とする請求項1又は請求項2に記載のトランスコア用鉄心の処理方法。
【請求項4】
上記個々の鋼板の洗浄液による洗浄は、上記トランスコアが収容されていたトランス容器内に充填された洗浄液内に、分解した個々の鋼板を複数載置した洗浄用籠を沈めることにより行うことを特徴とする請求項3に記載のトランスコア用鉄心の処理方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−232237(P2012−232237A)
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願番号】特願2011−100923(P2011−100923)
【出願日】平成23年4月28日(2011.4.28)
【出願人】(501253899)ゼロ・ジャパン株式会社 (3)
【出願人】(000200334)JFEメカニカル株式会社 (48)
【出願人】(590003825)北海道旅客鉄道株式会社 (94)
【Fターム(参考)】
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願日】平成23年4月28日(2011.4.28)
【出願人】(501253899)ゼロ・ジャパン株式会社 (3)
【出願人】(000200334)JFEメカニカル株式会社 (48)
【出願人】(590003825)北海道旅客鉄道株式会社 (94)
【Fターム(参考)】
[ Back to top ]