
ナノファイバーよりなる連続シートの製造方法
【課題】溶融型静電紡糸法により、ナノオーダーの繊維径の繊維からなる連続シートを得ることができる製造方法を提供する。
【解決手段】熱可塑性樹脂を熱で溶融し、溶融エレクトロスピニングするナノオーダーの繊維径の繊維で構成される連続シートの製造方法であって、該熱可塑性樹脂は、ポリプロピレンであり、重量平均分子量が4万以下、分子量分布が1〜3の範囲であることを特徴とする繊維集合体の製造方法、かつ前記ナノオーダーの繊維径の平均値は、最頻値(ピーク繊維径)が150〜250nmの範囲にあることを特徴とする。
【解決手段】熱可塑性樹脂を熱で溶融し、溶融エレクトロスピニングするナノオーダーの繊維径の繊維で構成される連続シートの製造方法であって、該熱可塑性樹脂は、ポリプロピレンであり、重量平均分子量が4万以下、分子量分布が1〜3の範囲であることを特徴とする繊維集合体の製造方法、かつ前記ナノオーダーの繊維径の平均値は、最頻値(ピーク繊維径)が150〜250nmの範囲にあることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ナノファイバーよりなる連続シートの製造方法に関し、より詳細には、溶融型静電紡糸法により、均一なナノオーダーの繊維径の繊維集合体を得ることができるナノファイバーよりなる連続シートの製造方法に関する。
【背景技術】
【0002】
従来から、静電紡糸法(エレクトロスピニング法)による、不織布などの繊維集合体の製造方法として、原材料として、ポリマー溶液を用いる溶液(溶媒)型静電紡糸法(例えば、特許文献1、2等参照。)と、溶融ポリマーを用いる溶融型静電紡糸法(例えば、特許文献3〜6等参照。)に、区別され、いずれも知られている。
上記溶液型静電紡糸法においては、高分子(ポリマー)を溶媒に溶解させた紡糸原液を使用し、紡糸後の繊維集合体において、溶媒が揮発した状態にあるため、製造効率の悪い方法であり、溶媒は、紡出時に紡糸雰囲気中に蒸発するため、雰囲気中の溶媒濃度をコントロールする必要があり、また、蒸発した溶媒を回収しなければならず、巨大な溶媒回収装置が必要であり、製造コストが高くなるという欠点があった。
【0003】
一方、溶融型静電紡糸法では、例えば、上記特許文献3には、熱可塑性樹脂糸を溶融エレクトロスピニングする微細熱可塑性樹脂繊維の製造方法であって、先端部がターゲット方向に向けられた導電性筒状ノズルに熱可塑性樹脂糸を挿通し、該導電性筒状ノズルの先端部出口よりターゲット側の位置で熱可塑性樹脂糸の先端部を近赤外線点集光型加熱装置で加熱溶融すると共に導電性筒状ノズルがプラス電極になり、ターゲットがマイナス電極になるように高電圧を印加することを特徴とする微細熱可塑性樹脂繊維の製造方法が開示されている。
また、上記特許文献4では、レーザー光を照射して熱可塑性樹脂を加熱溶融させる加熱溶融工程と、熱可塑性樹脂の溶融部に電圧を作用させて、伸長する繊維をコレクターに捕集する静電紡糸工程とを経て繊維を製造する溶融型静電紡糸法が開示されている。
さらに、上記特許文献5、6では、(1)ポリマーを非溶融状態のまま供給する供給工程、(2)前記供給したポリマーに対してレーザーを照射してポリマーが変形可能な状態にする照射工程、(3)前記変形可能なポリマーを電気的に或いは、力学的に牽引し、引き伸ばして細径化するとともに繊維化する繊維化工程、及び、(4)前記繊維を集積して繊維集合体を形成する繊維集合体形成工程を備える繊維集合体の製造方法が開示されている。
【0004】
上記のように、溶融型静電紡糸法においては、溶媒を使用しないため、溶媒を回収する必要がなく、また、捕集した繊維から残存溶媒を除去する必要がないため、高分子溶液に高電圧を作用させて繊維を形成する静電紡糸法(溶液型静電紡糸法)と比較して、環境に優しく、高い生産性で極細繊維を製造できる利点を有し、また、溶媒がいらないので原料樹脂の選択の自由度が高い利点も有する。
しかしながら、従来の溶融型静電紡糸法では、高分子を静電紡糸可能なように低粘度の溶融流動状態にするまで熱を加えるが、その目的は、樹脂の溶融粘度を高めて細い繊維を紡糸しやすくするためであり、溶融粘度の引き下げには極めて高い温度に樹脂を加熱する必要がある。すなわち、従来の溶融型静電紡糸法とその装置では、固体樹脂の溶融とそれに引き続く溶融粘度の低下のための加温に膨大な加熱装置を要し、これがナノファイバーからなる連続シートの形成を困難なものにしている。また、一旦樹脂を糸状、シート、フィルム状に成形し、これを加熱装置に供給して溶融状態にするという全体として、前段階の別成形工程が必要な煩瑣な方法になっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4312090号公報
【特許文献2】特許第4446748号公報
【特許文献3】特許第4619991号(特開2007−321243号)公報
【特許文献4】特開2007−239114号公報
【特許文献5】特許第4238119号(特開2005−154927号)公報
【特許文献6】特許第4238120号(特開2005−154928号)公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、上記の従来の静電紡糸法による繊維集合体の製造方法の問題点に鑑み、溶融型静電紡糸法により、ナノオーダーの繊維径の連続シートを得ることができる製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者等は、上記課題を解決するため、鋭意研究を重ねた結果、溶融型静電紡糸法による繊維集合体の製造方法において、高分子(ポリマー)の分子量に着目し、例えば、押出機において、一定のレベル以下に低分子量化することによって、静電溶融紡糸の際に、より低粘度な状態の樹脂を得、これを連続して供給することによって、均一なナノオーダーの繊維径からなる連続シートを得ることができることを見出し、本発明を完成させるに至った。
【0008】
すなわち、本発明の第1の発明によれば、熱可塑性樹脂を加熱溶融して、静電紡糸を施すナノオーダーの繊維径の連続シートの製造方法であって、
該熱可塑性樹脂は、重量平均分子量(Mw)が4万以下、かつ重量平均分子量(Mw)と数平均分子量(Mn)との比(Q値:Mw/Mn)が1〜3であるポリプロピレンであり、及び
該熱可塑性樹脂は、押出機により溶融状態にされた後、これに直結した静電紡糸工程により、最頻値(ピーク繊維径)が150〜250nmであるナノオーダーの繊維径の連続シートが得られることを特徴とする連続シートの製造方法が提供される。
【0009】
また、本発明の第2の発明によれば、第1の発明において、前記静電紡糸工程では、ダイに供給された熱可塑性樹脂は、該ダイ内に設けられたマニホールドにより幅方向に分配されて、ノズルから吐出され、ノズルとコレクター間で高電圧に印加されることを特徴とする連続シートの製造方法が提供される。
【0010】
また、本発明の第3の発明によれば、第1の発明に係る連続シートの製造方法より得られたナノオーダーの繊維径の連続シートと、オレフィン系素材からなる不織布、フィルムまたは微多孔膜から選ばれる被積層シートとを、積層することを特徴とする複合シートの製造方法が提供される。
【0011】
本発明は、上記の如く連続シートの製造方法などに係るものであるが、その好ましい態様としては、次のものが包含される。
(1)第1の発明において、熱可塑性樹脂は、予め、押出機内において、加熱またはパーオキサイトの添加により、分子の主鎖切断によって、重量平均分子量(Mw)が4万以下、かつ重量平均分子量(Mw)と数平均分子量(Mn)との比(Q値:Mw/Mn)が1〜3の範囲にされていることを特徴とする連続シートの製造方法。
(2)第2の発明において、前記ノズルの形状は、孔径が0.3〜1.0mm、ピッチは孔径と等間隔で、形状が円形相当であることを特徴とする連続シートの製造方法。
【発明の効果】
【0012】
本発明の連続シートの製造方法は、原料樹脂の特定の分子量に着目することにより、ナノオーダーの繊維径の連続シートを得ることができる。得られたナノオーダーの繊維径の連続シートは、溶媒等の不純物が残留してなく、材料樹脂のみからなる極細繊維から構成され、繊維径の最頻値(ピーク繊維径)が200nm程度であるため、リチウム電池用セパレータ、電気二重層キャパシタ用セパレータ、気体・液体用各種高性能フィルター、細胞成長用の足場材料などに、好適に用いることができる。
【図面の簡単な説明】
【0013】
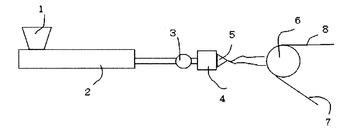
【図1】溶融型ナノファイバー繊維集合体の作製装置を説明する概略図である。
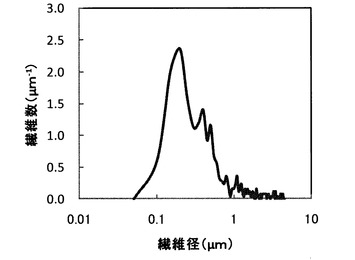
【図2】重量平均分子量4万のPP樹脂を用いた繊維集合体の繊維径分布を示す図である。
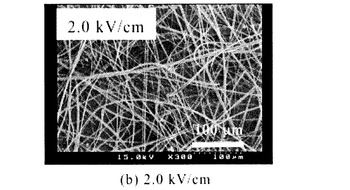
【図3】重量平均分子量4万のPP樹脂を用いた繊維集合体のSEM写真である。
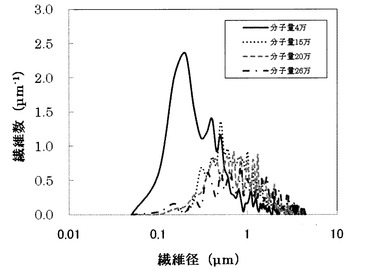
【図4】重量平均分子量4万〜26万のPP樹脂を用いた繊維集合体の繊維径分布を示す図である。
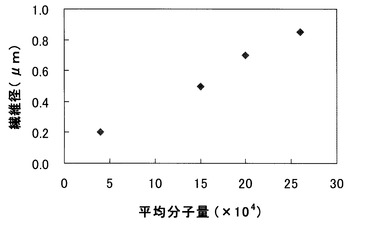
【図5】重量平均分子量と繊維径の最頻値(ピーク繊維径)の関係を示す図である。
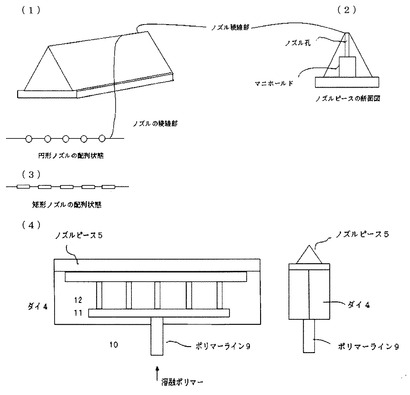
【図6】本発明に係るノズルの形状、構造などを説明する概略図である。
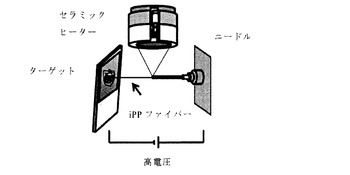
【図7】従来の溶融静電紡糸法による製造装置を説明する模式図である。
【発明を実施するための形態】
【0014】
本発明の連続シートの製造方法は、熱可塑性樹脂を加熱溶融して、静電紡糸を施すナノオーダーの繊維径の連続シートの製造方法であって、該熱可塑性樹脂は、重量平均分子量(Mw)が4万以下、かつ重量平均分子量(Mw)と数平均分子量(Mn)との比(Q値:Mw/Mn)が1〜3であるポリプロピレンであり、及び該熱可塑性樹脂は、押出機により溶融状態にされた後、静電紡糸工程により、最頻値(ピーク繊維径)が150〜250nmであるナノオーダーの繊維径の連続シートが得られることを特徴とする。
以下、項目毎に、説明する。
【0015】
1.熱可塑性樹脂
本発明のナノオーダーの繊維径の連続シートの製造方法では、原料樹脂として、熱可塑性樹脂を用い、熱可塑性樹脂の種類としては、好ましくはポリプロピレン(以下、PPともいう。)である。
ポリプロピレンを本発明で特定した理由は、溶融粘度が極低粘度またはPPが低分子量の状態にすることが、押出機の加熱やパーオキサイトにより分子の主鎖切断によって、容易であるためであり、その結果、静電溶融紡糸するのに適した溶融粘度を分子量の調整によって可能であり、ナノオーダーの繊維径の繊維(以下、ナノファイバーともいう。)を得ることができる。
【0016】
本発明で用いられる熱可塑性樹脂は、静電紡糸の際に重量平均分子量が4万以下で分子量分布が1〜3の範囲に調整されていることを必須とする。この範囲の低分子量樹脂を幅方向に連続して押し出し、静電紡糸することにより、均一のナノオーダーの繊維径の繊維からなる連続シートを得ることができる。
【0017】
なお、熱可塑性樹脂が押出機で溶融可塑化する際に添加され、用いられる各種の添加剤は、例えば、分子量調節剤としての各種のパーオキサイト、各種安定剤(酸化防止剤、紫外線吸収剤、熱安定剤等)、難燃剤、帯電防止剤、着色剤、充填剤、滑剤、抗菌剤、防虫・防ダニ剤、防カビ剤、つや消し剤、蓄熱剤、香料、蛍光増白剤、湿潤剤、可塑剤、増粘剤、分散剤、発泡剤、界面活性剤等であり、これらの添加剤は、単独で又は二種以上組み合わせて添加することができる。
【0018】
これらの添加剤のなかで、例えば、界面活性剤を用いることは、下記の理由で好ましい。
即ち、熱可塑性樹脂の繊維からなる繊維集合体は、電気絶縁性の大きい繊維の表面に界面活性剤などを付与することにより、電気抵抗が低下し、熱溶融部まで十分に電荷を注入できる。
【0019】
これらの添加剤は、それぞれ、熱可塑性樹脂100質量部に対して、50質量部以下の割合で使用でき、例えば、0.01〜30質量部、好ましくは0.1〜5質量部程度の割合である。
【0020】
2.静電紡糸(溶融エレクトロスピニング)
本発明に係る溶融エレクトロスピニング法について、溶融型ナノファイバー繊維集合体の作製装置の概略図である図1を参照しながら説明する。
図1に基づき、具体的に説明すると、原料樹脂であるポリプロピレン(PPペレット)を溶融可塑化押出機1のホッパー2に投入する。
ここで、原料PPは、押し出し機に溶融可塑化し、かつ、シリンダ温度を300度以上に高めて、熱によってPPの分子量を切断し、所定の分子量に調整する。また、押出機の加熱容量を補うため、分子量調節剤(パーオキサイト)を、予め、PP原料と共にホッパー1に投入してもよい。調整された樹脂原料の平均分子量は、GPC測定により行い、ポリプロピレン換算で、重量平均分子量(Mw)が4万以下、好ましくは1万〜4万であり、かつ重量平均分子量(Mw)と数平均分子量(Mn)との比(Q値:Mw/Mn)が1〜3であり、後述の実施例では、重量平均分子量(Mw)が4万であり、分子量分布(Q値)が1.9であることを確認した。
【0021】
溶融し、分子量を調節された、上記ポリマー(実施例では、Mwが4万)がギヤポンプ3により所定量、ダイ4に送られる。ダイ4に流入したポリマーは、ダイ内に設けられたマニホールドにより、幅方向に均一に分配され、ノズル5に導入される。
ノズル5とコレクター6の間に、高電圧を印加し、すなわち、ノズルから吐出されたポリマーがノズル5とコレクター6の間に高電圧が印加され、ノズルから吐出された繊維集合体が、導入された被積層シート7の上に集積される。この被積層シートを連続的に移動することにより、ナノファイバーからなる連続シート8を得る。
【0022】
ノズルの構造は、図6に示される。図6において、図6−(1)は、ダイに取り付けるノズルの外形図である。ノズルの稜線部には、ノズル孔が設置されている。また、図6−(2)は、ノズルピースの断面を示している。ノズルピースには、ノズル孔が設けられ、このノズル孔には、マニホールドと呼ぶ横溝が設置されている。溶融樹脂は、このマニホールドにより横方向に分配され、各ノズル孔に導入される。図6−(3)は、ノズルピースの稜線に並んで設置された円形のノズルの配列を示す。図6−(4)は、矩形ノズルの配列を示す。ノズル孔の形状は、図6−(3)の様な円形でも、図6−(4)の様な矩形でもよい。
【0023】
また、前記被積層シート7は、PPとの接着性を考慮し、オレフィン系が好ましく、オレフィン系のサーマルボンド、スパンボンド若しくはメルトブローから選ばれる不織布、フィルムまたは微多孔膜から選ばれる。
【実施例】
【0024】
本発明の詳細を、以下の実施例に基づき説明する。
【0025】
[実施例1]
原料樹脂として、市販のポリプロピレン(ホモポリマー、MFR25、重量分子量24万)を用い、図1に示す装置にて、200nmの繊維径で構成される幅20cmの連続シートを作製した。
図1に基づき具体的に説明すると、原料樹脂であるポリプロピレン(ペレット)PPを溶融可塑化押出機1のホッパー2に投入する。
ここで、原料PPは、押し出し機に溶融可塑化し、かつ、シリンダ温度を300度以上に高めて、熱によってPPの分子量を切断し、所定の分子量に調整する。また、押出機の加熱容量を補うため、分子量調節剤(パーオキサイト)を、予めPP原料と共にホッパー1に投入してもよい。調整された樹脂原料の平均分子量は、GPC測定により行い、ポリプロピレン換算で4万であり、分子量分布が1.9であることを確認した。
【0026】
溶融し、分子量を調節された、上記ポリマー(この場合4万)がギヤポンプ3により所定量、ダイ4に送られる。ダイ4に流入したポリマーは、ダイ内に設けられたマニホールドにより、幅方向に均一に分配され、ノズル5に導入される。
ノズル5とコレクター6の間に高電圧を印加し、すなわち、ノズルから吐出されたポリマーがノズル5とコレクター6の間に高電圧が印加され、ノズルから吐出された繊維集合体が、導入された被積層シート7の上に集積される。ここで、電圧は6kV、ノズルとコレクターの間の距離は3cmの条件で紡出を行った。この被積層シートを連続的に移動することにより、ナノ繊維からなる連続シート8を得た。
作製した試料を走査型電子顕微鏡により観察し、任意の視野毎に500本の繊維径を測定し、評価を行った。その評価結果を図2に示す。また、観察視野の一部を図3に示す。
図2から、最も分布の多い繊維径として200nmが得られていることが確認できた。
【0027】
[参考例1]
原料樹脂として、市販で入手可能な樹脂は、重量平均分子量が10万以上と大きく、低分子量の樹脂原料の入手が非常に困難であったことから、製造工程でその平均分子量を低く制御しているメルトブローン不織布(タピルス(株)製)を、さらに熱で溶融することにより、原料樹脂として用いた。樹脂原料の平均分子量は、GPC測定により行い、スチレン換算で7万、ポリプロピレン換算で4万であり、分子量分布が1.9であることを確認した。
得られた重量平均分子量4万のポリプロピレン系樹脂を用い、その樹脂を、溶融押し出し機により、0.5mm径のロッドを作製した。
次に、そのロッドを、図7の装置に取り付け、針から押し出し、針の先端部分でセラミックヒーターによって、加熱することにより、ロッドを溶融させ、樹脂を溶融化した。
次に、針とターゲット間に電圧をかけ、ターゲットでナノファイバー化した繊維を受け取り、繊維集合体の試料を作製した。ここで、電圧は6kV、針とターゲットの距離は、3cmの条件で紡出を行った。
作製した試料を走査型電子顕微鏡により観察し、任意の視野毎に500本の繊維径を測定し、評価を行った。その評価結果から、最も分布の多い繊維径として200nmが得られていることが確認できた。
【0028】
[比較例1〜3]
平均分子量が15万、20万、26万の樹脂(プライムポリマー製)を用いた以外は、参考例1と同様の製法で、繊維集合体の試料を作製し、また、参考例1と同様に、評価した。
観察した繊維径の分布を、実施例1を含めて、図4に示す。また、平均分子量とピーク繊維径の関係を図5に示す。
【0029】
図4、5から、平均分子量15万のもので得られた繊維径で最も分布の多いものでも、500nm程度であり、平均分子量が大きくなるにしたがって、得られる繊維径が太くなることが確認できた。
【産業上の利用可能性】
【0030】
本発明の連続シートの製造方法では、ナノオーダーの繊維径の最頻値(またはピーク繊維径)が200nm程度の不織布などを得ることができ、種々の分野、例えば、リチウム電池用セパレータ、電気二重層キャパシタ用セパレータに用いることができ、産業上の利用可能性が高い。
【符号の説明】
【0031】
1 溶融押出機
2 ホッパー
3 ギヤポンプ
4 ダイ
5 紡出ノズル
6 コレクター
7 被積層シート
8 複合シート
【技術分野】
【0001】
本発明は、ナノファイバーよりなる連続シートの製造方法に関し、より詳細には、溶融型静電紡糸法により、均一なナノオーダーの繊維径の繊維集合体を得ることができるナノファイバーよりなる連続シートの製造方法に関する。
【背景技術】
【0002】
従来から、静電紡糸法(エレクトロスピニング法)による、不織布などの繊維集合体の製造方法として、原材料として、ポリマー溶液を用いる溶液(溶媒)型静電紡糸法(例えば、特許文献1、2等参照。)と、溶融ポリマーを用いる溶融型静電紡糸法(例えば、特許文献3〜6等参照。)に、区別され、いずれも知られている。
上記溶液型静電紡糸法においては、高分子(ポリマー)を溶媒に溶解させた紡糸原液を使用し、紡糸後の繊維集合体において、溶媒が揮発した状態にあるため、製造効率の悪い方法であり、溶媒は、紡出時に紡糸雰囲気中に蒸発するため、雰囲気中の溶媒濃度をコントロールする必要があり、また、蒸発した溶媒を回収しなければならず、巨大な溶媒回収装置が必要であり、製造コストが高くなるという欠点があった。
【0003】
一方、溶融型静電紡糸法では、例えば、上記特許文献3には、熱可塑性樹脂糸を溶融エレクトロスピニングする微細熱可塑性樹脂繊維の製造方法であって、先端部がターゲット方向に向けられた導電性筒状ノズルに熱可塑性樹脂糸を挿通し、該導電性筒状ノズルの先端部出口よりターゲット側の位置で熱可塑性樹脂糸の先端部を近赤外線点集光型加熱装置で加熱溶融すると共に導電性筒状ノズルがプラス電極になり、ターゲットがマイナス電極になるように高電圧を印加することを特徴とする微細熱可塑性樹脂繊維の製造方法が開示されている。
また、上記特許文献4では、レーザー光を照射して熱可塑性樹脂を加熱溶融させる加熱溶融工程と、熱可塑性樹脂の溶融部に電圧を作用させて、伸長する繊維をコレクターに捕集する静電紡糸工程とを経て繊維を製造する溶融型静電紡糸法が開示されている。
さらに、上記特許文献5、6では、(1)ポリマーを非溶融状態のまま供給する供給工程、(2)前記供給したポリマーに対してレーザーを照射してポリマーが変形可能な状態にする照射工程、(3)前記変形可能なポリマーを電気的に或いは、力学的に牽引し、引き伸ばして細径化するとともに繊維化する繊維化工程、及び、(4)前記繊維を集積して繊維集合体を形成する繊維集合体形成工程を備える繊維集合体の製造方法が開示されている。
【0004】
上記のように、溶融型静電紡糸法においては、溶媒を使用しないため、溶媒を回収する必要がなく、また、捕集した繊維から残存溶媒を除去する必要がないため、高分子溶液に高電圧を作用させて繊維を形成する静電紡糸法(溶液型静電紡糸法)と比較して、環境に優しく、高い生産性で極細繊維を製造できる利点を有し、また、溶媒がいらないので原料樹脂の選択の自由度が高い利点も有する。
しかしながら、従来の溶融型静電紡糸法では、高分子を静電紡糸可能なように低粘度の溶融流動状態にするまで熱を加えるが、その目的は、樹脂の溶融粘度を高めて細い繊維を紡糸しやすくするためであり、溶融粘度の引き下げには極めて高い温度に樹脂を加熱する必要がある。すなわち、従来の溶融型静電紡糸法とその装置では、固体樹脂の溶融とそれに引き続く溶融粘度の低下のための加温に膨大な加熱装置を要し、これがナノファイバーからなる連続シートの形成を困難なものにしている。また、一旦樹脂を糸状、シート、フィルム状に成形し、これを加熱装置に供給して溶融状態にするという全体として、前段階の別成形工程が必要な煩瑣な方法になっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4312090号公報
【特許文献2】特許第4446748号公報
【特許文献3】特許第4619991号(特開2007−321243号)公報
【特許文献4】特開2007−239114号公報
【特許文献5】特許第4238119号(特開2005−154927号)公報
【特許文献6】特許第4238120号(特開2005−154928号)公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、上記の従来の静電紡糸法による繊維集合体の製造方法の問題点に鑑み、溶融型静電紡糸法により、ナノオーダーの繊維径の連続シートを得ることができる製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者等は、上記課題を解決するため、鋭意研究を重ねた結果、溶融型静電紡糸法による繊維集合体の製造方法において、高分子(ポリマー)の分子量に着目し、例えば、押出機において、一定のレベル以下に低分子量化することによって、静電溶融紡糸の際に、より低粘度な状態の樹脂を得、これを連続して供給することによって、均一なナノオーダーの繊維径からなる連続シートを得ることができることを見出し、本発明を完成させるに至った。
【0008】
すなわち、本発明の第1の発明によれば、熱可塑性樹脂を加熱溶融して、静電紡糸を施すナノオーダーの繊維径の連続シートの製造方法であって、
該熱可塑性樹脂は、重量平均分子量(Mw)が4万以下、かつ重量平均分子量(Mw)と数平均分子量(Mn)との比(Q値:Mw/Mn)が1〜3であるポリプロピレンであり、及び
該熱可塑性樹脂は、押出機により溶融状態にされた後、これに直結した静電紡糸工程により、最頻値(ピーク繊維径)が150〜250nmであるナノオーダーの繊維径の連続シートが得られることを特徴とする連続シートの製造方法が提供される。
【0009】
また、本発明の第2の発明によれば、第1の発明において、前記静電紡糸工程では、ダイに供給された熱可塑性樹脂は、該ダイ内に設けられたマニホールドにより幅方向に分配されて、ノズルから吐出され、ノズルとコレクター間で高電圧に印加されることを特徴とする連続シートの製造方法が提供される。
【0010】
また、本発明の第3の発明によれば、第1の発明に係る連続シートの製造方法より得られたナノオーダーの繊維径の連続シートと、オレフィン系素材からなる不織布、フィルムまたは微多孔膜から選ばれる被積層シートとを、積層することを特徴とする複合シートの製造方法が提供される。
【0011】
本発明は、上記の如く連続シートの製造方法などに係るものであるが、その好ましい態様としては、次のものが包含される。
(1)第1の発明において、熱可塑性樹脂は、予め、押出機内において、加熱またはパーオキサイトの添加により、分子の主鎖切断によって、重量平均分子量(Mw)が4万以下、かつ重量平均分子量(Mw)と数平均分子量(Mn)との比(Q値:Mw/Mn)が1〜3の範囲にされていることを特徴とする連続シートの製造方法。
(2)第2の発明において、前記ノズルの形状は、孔径が0.3〜1.0mm、ピッチは孔径と等間隔で、形状が円形相当であることを特徴とする連続シートの製造方法。
【発明の効果】
【0012】
本発明の連続シートの製造方法は、原料樹脂の特定の分子量に着目することにより、ナノオーダーの繊維径の連続シートを得ることができる。得られたナノオーダーの繊維径の連続シートは、溶媒等の不純物が残留してなく、材料樹脂のみからなる極細繊維から構成され、繊維径の最頻値(ピーク繊維径)が200nm程度であるため、リチウム電池用セパレータ、電気二重層キャパシタ用セパレータ、気体・液体用各種高性能フィルター、細胞成長用の足場材料などに、好適に用いることができる。
【図面の簡単な説明】
【0013】
【図1】溶融型ナノファイバー繊維集合体の作製装置を説明する概略図である。
【図2】重量平均分子量4万のPP樹脂を用いた繊維集合体の繊維径分布を示す図である。
【図3】重量平均分子量4万のPP樹脂を用いた繊維集合体のSEM写真である。
【図4】重量平均分子量4万〜26万のPP樹脂を用いた繊維集合体の繊維径分布を示す図である。
【図5】重量平均分子量と繊維径の最頻値(ピーク繊維径)の関係を示す図である。
【図6】本発明に係るノズルの形状、構造などを説明する概略図である。
【図7】従来の溶融静電紡糸法による製造装置を説明する模式図である。
【発明を実施するための形態】
【0014】
本発明の連続シートの製造方法は、熱可塑性樹脂を加熱溶融して、静電紡糸を施すナノオーダーの繊維径の連続シートの製造方法であって、該熱可塑性樹脂は、重量平均分子量(Mw)が4万以下、かつ重量平均分子量(Mw)と数平均分子量(Mn)との比(Q値:Mw/Mn)が1〜3であるポリプロピレンであり、及び該熱可塑性樹脂は、押出機により溶融状態にされた後、静電紡糸工程により、最頻値(ピーク繊維径)が150〜250nmであるナノオーダーの繊維径の連続シートが得られることを特徴とする。
以下、項目毎に、説明する。
【0015】
1.熱可塑性樹脂
本発明のナノオーダーの繊維径の連続シートの製造方法では、原料樹脂として、熱可塑性樹脂を用い、熱可塑性樹脂の種類としては、好ましくはポリプロピレン(以下、PPともいう。)である。
ポリプロピレンを本発明で特定した理由は、溶融粘度が極低粘度またはPPが低分子量の状態にすることが、押出機の加熱やパーオキサイトにより分子の主鎖切断によって、容易であるためであり、その結果、静電溶融紡糸するのに適した溶融粘度を分子量の調整によって可能であり、ナノオーダーの繊維径の繊維(以下、ナノファイバーともいう。)を得ることができる。
【0016】
本発明で用いられる熱可塑性樹脂は、静電紡糸の際に重量平均分子量が4万以下で分子量分布が1〜3の範囲に調整されていることを必須とする。この範囲の低分子量樹脂を幅方向に連続して押し出し、静電紡糸することにより、均一のナノオーダーの繊維径の繊維からなる連続シートを得ることができる。
【0017】
なお、熱可塑性樹脂が押出機で溶融可塑化する際に添加され、用いられる各種の添加剤は、例えば、分子量調節剤としての各種のパーオキサイト、各種安定剤(酸化防止剤、紫外線吸収剤、熱安定剤等)、難燃剤、帯電防止剤、着色剤、充填剤、滑剤、抗菌剤、防虫・防ダニ剤、防カビ剤、つや消し剤、蓄熱剤、香料、蛍光増白剤、湿潤剤、可塑剤、増粘剤、分散剤、発泡剤、界面活性剤等であり、これらの添加剤は、単独で又は二種以上組み合わせて添加することができる。
【0018】
これらの添加剤のなかで、例えば、界面活性剤を用いることは、下記の理由で好ましい。
即ち、熱可塑性樹脂の繊維からなる繊維集合体は、電気絶縁性の大きい繊維の表面に界面活性剤などを付与することにより、電気抵抗が低下し、熱溶融部まで十分に電荷を注入できる。
【0019】
これらの添加剤は、それぞれ、熱可塑性樹脂100質量部に対して、50質量部以下の割合で使用でき、例えば、0.01〜30質量部、好ましくは0.1〜5質量部程度の割合である。
【0020】
2.静電紡糸(溶融エレクトロスピニング)
本発明に係る溶融エレクトロスピニング法について、溶融型ナノファイバー繊維集合体の作製装置の概略図である図1を参照しながら説明する。
図1に基づき、具体的に説明すると、原料樹脂であるポリプロピレン(PPペレット)を溶融可塑化押出機1のホッパー2に投入する。
ここで、原料PPは、押し出し機に溶融可塑化し、かつ、シリンダ温度を300度以上に高めて、熱によってPPの分子量を切断し、所定の分子量に調整する。また、押出機の加熱容量を補うため、分子量調節剤(パーオキサイト)を、予め、PP原料と共にホッパー1に投入してもよい。調整された樹脂原料の平均分子量は、GPC測定により行い、ポリプロピレン換算で、重量平均分子量(Mw)が4万以下、好ましくは1万〜4万であり、かつ重量平均分子量(Mw)と数平均分子量(Mn)との比(Q値:Mw/Mn)が1〜3であり、後述の実施例では、重量平均分子量(Mw)が4万であり、分子量分布(Q値)が1.9であることを確認した。
【0021】
溶融し、分子量を調節された、上記ポリマー(実施例では、Mwが4万)がギヤポンプ3により所定量、ダイ4に送られる。ダイ4に流入したポリマーは、ダイ内に設けられたマニホールドにより、幅方向に均一に分配され、ノズル5に導入される。
ノズル5とコレクター6の間に、高電圧を印加し、すなわち、ノズルから吐出されたポリマーがノズル5とコレクター6の間に高電圧が印加され、ノズルから吐出された繊維集合体が、導入された被積層シート7の上に集積される。この被積層シートを連続的に移動することにより、ナノファイバーからなる連続シート8を得る。
【0022】
ノズルの構造は、図6に示される。図6において、図6−(1)は、ダイに取り付けるノズルの外形図である。ノズルの稜線部には、ノズル孔が設置されている。また、図6−(2)は、ノズルピースの断面を示している。ノズルピースには、ノズル孔が設けられ、このノズル孔には、マニホールドと呼ぶ横溝が設置されている。溶融樹脂は、このマニホールドにより横方向に分配され、各ノズル孔に導入される。図6−(3)は、ノズルピースの稜線に並んで設置された円形のノズルの配列を示す。図6−(4)は、矩形ノズルの配列を示す。ノズル孔の形状は、図6−(3)の様な円形でも、図6−(4)の様な矩形でもよい。
【0023】
また、前記被積層シート7は、PPとの接着性を考慮し、オレフィン系が好ましく、オレフィン系のサーマルボンド、スパンボンド若しくはメルトブローから選ばれる不織布、フィルムまたは微多孔膜から選ばれる。
【実施例】
【0024】
本発明の詳細を、以下の実施例に基づき説明する。
【0025】
[実施例1]
原料樹脂として、市販のポリプロピレン(ホモポリマー、MFR25、重量分子量24万)を用い、図1に示す装置にて、200nmの繊維径で構成される幅20cmの連続シートを作製した。
図1に基づき具体的に説明すると、原料樹脂であるポリプロピレン(ペレット)PPを溶融可塑化押出機1のホッパー2に投入する。
ここで、原料PPは、押し出し機に溶融可塑化し、かつ、シリンダ温度を300度以上に高めて、熱によってPPの分子量を切断し、所定の分子量に調整する。また、押出機の加熱容量を補うため、分子量調節剤(パーオキサイト)を、予めPP原料と共にホッパー1に投入してもよい。調整された樹脂原料の平均分子量は、GPC測定により行い、ポリプロピレン換算で4万であり、分子量分布が1.9であることを確認した。
【0026】
溶融し、分子量を調節された、上記ポリマー(この場合4万)がギヤポンプ3により所定量、ダイ4に送られる。ダイ4に流入したポリマーは、ダイ内に設けられたマニホールドにより、幅方向に均一に分配され、ノズル5に導入される。
ノズル5とコレクター6の間に高電圧を印加し、すなわち、ノズルから吐出されたポリマーがノズル5とコレクター6の間に高電圧が印加され、ノズルから吐出された繊維集合体が、導入された被積層シート7の上に集積される。ここで、電圧は6kV、ノズルとコレクターの間の距離は3cmの条件で紡出を行った。この被積層シートを連続的に移動することにより、ナノ繊維からなる連続シート8を得た。
作製した試料を走査型電子顕微鏡により観察し、任意の視野毎に500本の繊維径を測定し、評価を行った。その評価結果を図2に示す。また、観察視野の一部を図3に示す。
図2から、最も分布の多い繊維径として200nmが得られていることが確認できた。
【0027】
[参考例1]
原料樹脂として、市販で入手可能な樹脂は、重量平均分子量が10万以上と大きく、低分子量の樹脂原料の入手が非常に困難であったことから、製造工程でその平均分子量を低く制御しているメルトブローン不織布(タピルス(株)製)を、さらに熱で溶融することにより、原料樹脂として用いた。樹脂原料の平均分子量は、GPC測定により行い、スチレン換算で7万、ポリプロピレン換算で4万であり、分子量分布が1.9であることを確認した。
得られた重量平均分子量4万のポリプロピレン系樹脂を用い、その樹脂を、溶融押し出し機により、0.5mm径のロッドを作製した。
次に、そのロッドを、図7の装置に取り付け、針から押し出し、針の先端部分でセラミックヒーターによって、加熱することにより、ロッドを溶融させ、樹脂を溶融化した。
次に、針とターゲット間に電圧をかけ、ターゲットでナノファイバー化した繊維を受け取り、繊維集合体の試料を作製した。ここで、電圧は6kV、針とターゲットの距離は、3cmの条件で紡出を行った。
作製した試料を走査型電子顕微鏡により観察し、任意の視野毎に500本の繊維径を測定し、評価を行った。その評価結果から、最も分布の多い繊維径として200nmが得られていることが確認できた。
【0028】
[比較例1〜3]
平均分子量が15万、20万、26万の樹脂(プライムポリマー製)を用いた以外は、参考例1と同様の製法で、繊維集合体の試料を作製し、また、参考例1と同様に、評価した。
観察した繊維径の分布を、実施例1を含めて、図4に示す。また、平均分子量とピーク繊維径の関係を図5に示す。
【0029】
図4、5から、平均分子量15万のもので得られた繊維径で最も分布の多いものでも、500nm程度であり、平均分子量が大きくなるにしたがって、得られる繊維径が太くなることが確認できた。
【産業上の利用可能性】
【0030】
本発明の連続シートの製造方法では、ナノオーダーの繊維径の最頻値(またはピーク繊維径)が200nm程度の不織布などを得ることができ、種々の分野、例えば、リチウム電池用セパレータ、電気二重層キャパシタ用セパレータに用いることができ、産業上の利用可能性が高い。
【符号の説明】
【0031】
1 溶融押出機
2 ホッパー
3 ギヤポンプ
4 ダイ
5 紡出ノズル
6 コレクター
7 被積層シート
8 複合シート
【特許請求の範囲】
【請求項1】
熱可塑性樹脂を加熱溶融して、静電紡糸を施すナノオーダーの繊維径の連続シートの製造方法であって、
該熱可塑性樹脂は、重量平均分子量(Mw)が4万以下、かつ重量平均分子量(Mw)と数平均分子量(Mn)との比(Q値:Mw/Mn)が1〜3であるポリプロピレンであり、及び
該熱可塑性樹脂は、押出機により溶融状態にされた後、これに直結した静電紡糸工程により、最頻値(ピーク繊維径)が150〜250nmであるナノオーダーの繊維径の連続シートが得られることを特徴とする連続シートの製造方法。
【請求項2】
前記静電紡糸工程では、ダイに供給された熱可塑性樹脂は、該ダイ内に設けられたマニホールドにより幅方向に分配されて、ノズルから吐出され、ノズルとコレクター間で高電圧に印加されることを特徴とする請求項1に記載の連続シートの製造方法。
【請求項3】
請求項1に記載の連続シートの製造方法より得られたナノオーダーの繊維径の連続シートと、オレフィン系素材からなる不織布、フィルムまたは微多孔膜から選ばれる被積層シートとを、積層することを特徴とする複合シートの製造方法。
【請求項1】
熱可塑性樹脂を加熱溶融して、静電紡糸を施すナノオーダーの繊維径の連続シートの製造方法であって、
該熱可塑性樹脂は、重量平均分子量(Mw)が4万以下、かつ重量平均分子量(Mw)と数平均分子量(Mn)との比(Q値:Mw/Mn)が1〜3であるポリプロピレンであり、及び
該熱可塑性樹脂は、押出機により溶融状態にされた後、これに直結した静電紡糸工程により、最頻値(ピーク繊維径)が150〜250nmであるナノオーダーの繊維径の連続シートが得られることを特徴とする連続シートの製造方法。
【請求項2】
前記静電紡糸工程では、ダイに供給された熱可塑性樹脂は、該ダイ内に設けられたマニホールドにより幅方向に分配されて、ノズルから吐出され、ノズルとコレクター間で高電圧に印加されることを特徴とする請求項1に記載の連続シートの製造方法。
【請求項3】
請求項1に記載の連続シートの製造方法より得られたナノオーダーの繊維径の連続シートと、オレフィン系素材からなる不織布、フィルムまたは微多孔膜から選ばれる被積層シートとを、積層することを特徴とする複合シートの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−64203(P2013−64203A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−201939(P2011−201939)
【出願日】平成23年9月15日(2011.9.15)
【出願人】(000201881)倉敷繊維加工株式会社 (41)
【出願人】(504160781)国立大学法人金沢大学 (282)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月15日(2011.9.15)
【出願人】(000201881)倉敷繊維加工株式会社 (41)
【出願人】(504160781)国立大学法人金沢大学 (282)
【Fターム(参考)】
[ Back to top ]