
パターン付きスパンボンド繊維ウェブ及びこれを作製する方法
パターン付きスパンボンド繊維ウェブは、識別可能なパターン内に捕捉され、パターン付きコレクタ表面に一致し、かつコレクタ表面から取り外す前に、接着剤を使用せずに一緒に結合される、スパンボンドフィラメントの集団を含む。ウェブは、パターン付きコレクタ表面によって決定された1つ以上の方向で、高度なフィラメントの配向及び/又はフィラメント密度の勾配を呈することができる。パターン付きスパンボンド繊維ウェブを作製する方法、及び本方法によりパターン付きスパンボンド繊維ウェブを含む物品もまた開示される。代表的用途においては、ウェブは、気体濾過物品、液体濾過物品、音吸収物品、表面洗浄物品、細胞増殖支持体物品、医薬品送達物品、個人的衛生物品、又は創傷包帯物品として用いることができる。

【発明の詳細な説明】
【技術分野】
【0001】
(関連出願の相互参照)
本出願は、2008年12月23日に出願された米国特許仮出願第61/140,412号の利益を主張し、その開示内容の全体を参照として本明細書に援用する。
【0002】
(発明の分野)
本開示はパターン付き不織布繊維ウェブ、並びにかかるウェブの作製及び使用方法に関する。本開示は更に、識別可能なパターンに捕捉され、かつ接着剤の使用なしに一緒に結合されたスパンボンドフィラメントの集団を含むパターン付き不織布繊維ウェブに関する。
【背景技術】
【0003】
不織布ウェブは、例えば表面洗浄用の吸収性拭取り布として、創傷包帯として、気体及び液体の吸収又は濾過媒体として、及び音の吸収用の遮蔽材として有用な様々な吸収性製品の製造に用いられてきた。一部の応用例では、成形された不織布ウェブを使用することが望ましい場合がある。例えば、米国特許第5,575,874号及び同第5,643,653号(Griesbach,IIIら)は、成形された不織布繊維及びかかる成形された不織布繊維を作製する方法を開示する。他の応用例では、例えば、米国特許第6,093,665(Sayovitzら)に記載されているように、フィラメントがその中で、パターンが接着剤バインダーで結合されているか、又はその中でメルトブロー繊維層が、パターン形成ベルト上で形成され、その後、2つのスパンボンドフィラメント層間に積層されている不織布として、非平滑化表面を有する不織布ウェブを使用することが望ましい場合がある。
【0004】
米国特許第5,858,515号(Stokes)、同第6,921,570号(Belau)、及び米国特許出願公開第2003/0119404号(Belau)は、積層方法を記載しており、その中の一部は、2つ以上のメルトブロー繊維ウェブから、構造化多層不織布ウェブを製造するために、パターン付きニップローラーの使用を含む。非連続的な繊維から、例えば米国特許第4,103,058号(Humlicek)に記載されているように、構造化ウェブを形成するためのパターン付きベルトの使用は、メルトブロープロセスにおいて使用されている。しかしながら、メルトブロープロセスは、メルトブロー繊維が、溶融紡糸によって形成されるフィラメントとして実際には連続的ではないスパンボンディングプロセスとは異なる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
成形された又は非平滑化不織布ウェブを形成する一部の方法が知られているが、当該技術は、特に、パターン付き表面又は非平滑化表面を有し、連続フィラメントの集団を有する不織布ウェブを形成する新しい方法を絶えず探し求めている。
【課題を解決するための手段】
【0006】
一態様では、本開示は、パターン付きコレクタ表面によって決定された、識別可能なパターン内に捕捉され、パターン付きコレクタ表面から取り外す前に、接着剤を使用せずに一緒に結合される、スパンボンドフィラメントの集団を含む、繊維ウェブに関する。一部の代表的な実施形態では、スパンボンドフィラメントの集団は、コポリマーフィラメントを含む。特定の実施形態では、コポリマーフィラメントは、ポリプロピレン、ポリエチレン、ポリエステル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリウレタン、ポリブテン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンサルファイド、ポリスルフォン、液晶ポリマー、ポリエチレン−コ−ビニルアセテート、ポリアクリロニトリル、環状ポリオレフィン、ポリオキシメチレン、ポリオレフィン系熱可塑性エラストマー、又はこれらの組合せを含む。特定の代表的な実施形態では、コポリマーフィラメントは、ポリオレフィンを含む。更なる代表的な実施形態では、スパンボンドフィラメントの集団は、約1μm〜約100μmの範囲のメジアンフィラメント直径を有する。
【0007】
関連態様では、本開示は、識別可能なパターン内に捕集され、かつ接着剤無しで一緒に結合されたスパンボンドフィラメントの集団を含む、繊維ウェブであって、フィラメントの少なくとも一部は、パターンによって決定された方向に配向されている、繊維ウェブに関する。両方の態様に関する一部の代表的な実施形態では、識別可能なパターンは二次元パターンである。特定の代表的な実施形態では、二次元パターンは、円、楕円形、多角形、X型、V型、及びこれらの組み合わせから選択される幾何学的形状の配列である。いくつかの特定の代表的な実施形態では、幾何学的形状の配列は二次元アレイである。
【0008】
別の関連態様では、本開示は、スパンボンディングプロセスで複数のフィラメントを形成する工程と、パターン付きコレクタ表面で識別可能なパターン内でフィラメントの集団を捕捉する工程と、パターン付きコレクタ表面からウェブを取り外す前に、接着剤を使用せずに、フィラメントの少なくとも一部を一緒に結合することによって、繊維ウェブを識別可能なパターンに保持させる工程と、を含む、繊維ウェブを作製する方法に関する。一部の代表的な実施形態では、本方法は、パターン付きコレクタ表面上のフィラメントの集団を捕捉する前に、フィラメントの少なくとも一部を減衰させる工程を更に含む。特定の代表的な実施形態では、結合は、自己熱結合、非自己熱結合、及び超音波結合のうちの1つ以上を含む。特定の代表的な実施形態では、フィラメントの少なくとも一部は、パターンによって決定された方向に配向されている。
【0009】
更なる代表的な実施形態では、パターン付きコレクタ表面は、コレクタを通る、複数の幾何学的に成形された穿孔を含み、フィラメントの集団を捕捉する工程は、穿孔されたパターン付きコレクタ表面を通じて真空を引きこむことを含む。一部の代表的な実施形態では、複数の幾何学的に成形された穿孔は、円、楕円、多角形、X型、V型、及びこれらの組み合わせからなる群から選択される形を有する。一部の特定の代表的な実施形態では、複数の幾何学的に成形された穿孔は、三角形、正方形、矩形、台形、五角形、六角形、八角形、及びこれらの組み合わせからなる群から選択される、多角形の形を有する。更なる代表的な実施形態では、複数の幾何学的に成形された穿孔は、パターン付きコレクタ表面上に二次元パターンを含む。特定の代表的な実施形態では、パターン付きコレクタ表面上の幾何学的に成形された穿孔の二次元パターンは、二次元アレイである。
【0010】
更に別の態様では、本開示は、前述の方法に従って調整された上記の複合体不織布繊維ウェブを含む物品に関する。特定の例示の代表的な物品は、ガス濾過物品、液体濾過物品、音声吸収物品、断熱物品、表面洗浄物品、研磨物品、細胞成長支援物品、薬物送達用品、個人衛生物品、及び創傷包帯物品として有用であり得る。
【0011】
本開示の代表的実施形態の様々な様態及び効果が要約されている。上記の概要は、本開示の発明の各例示された実施形態又はあらゆる実施を記載することを意図していない。図及び以下の詳細な説明は、本明細書に開示された原理を使用する幾つかの好ましい実施形態を更に具体的に例示する。
【図面の簡単な説明】
【0012】
本開示の代表的実施形態を添付の図面を参照して更に説明する。
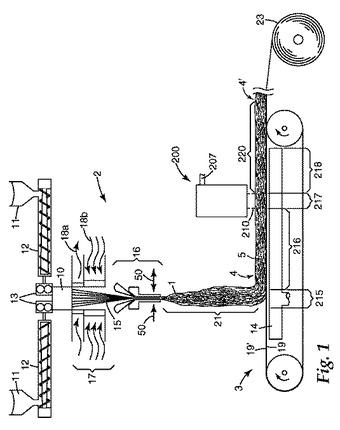
【図1】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブを形成する代表的な装置の概略全体図。
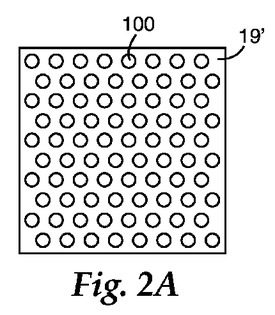
【図2A】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図。
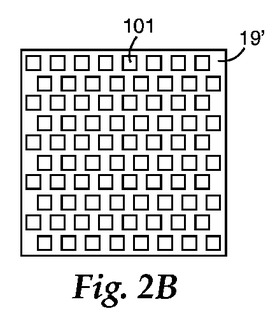
【図2B】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図。
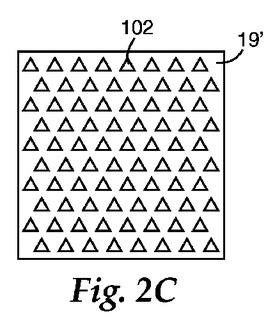
【図2C】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図。
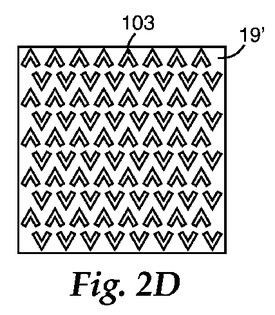
【図2D】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図。
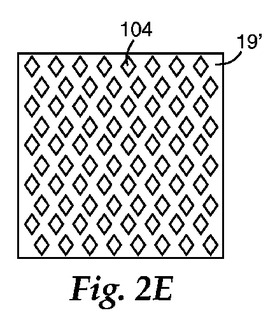
【図2E】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図。
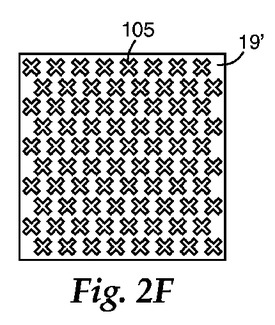
【図2F】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図。
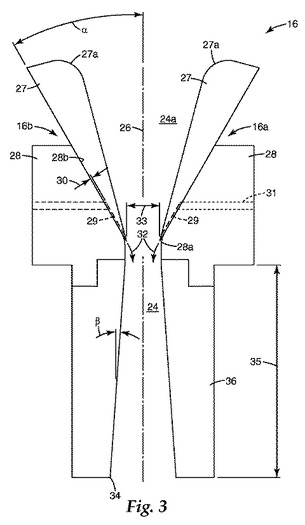
【図3】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、フィラメントを減衰させるための、代表的な任意のプロセスチャンバの、チャンバのための装着手段は示されていない、拡大側面図。
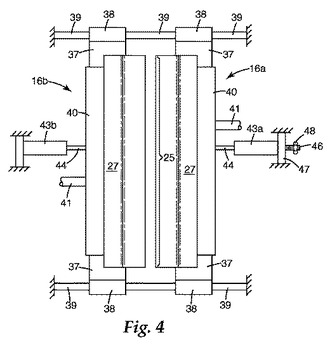
【図4】取り付け装置及び他の関連装置を備える、図3に示される代表的な任意のプロセスチャンバの部分的に概略的な平面図。
【図5】図1に示す代表的な装置の、任意の熱処理部の拡張及び拡大概略図。
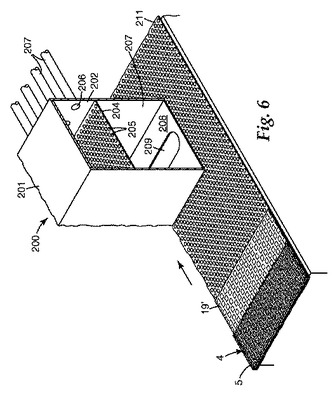
【図6】本開示の例示の実施形態による、パターン付きスパンボンド繊維ウェブを形成するのに有用な、図2Bによる代表的な穿孔パターン付きコレクタを示す、図5の装置の透視図。
【図7A】本開示の特定の例示の実施形態による、様々な代表的なパターン付きスパンボンド繊維ウェブの表面の写真。
【図7B】本開示の特定の例示の実施形態による、様々な代表的なパターン付きスパンボンド繊維ウェブの表面の写真。
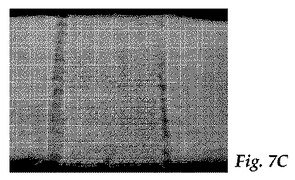
【図7C】本開示の特定の例示の実施形態による、様々な代表的なパターン付きスパンボンド繊維ウェブの表面の写真。
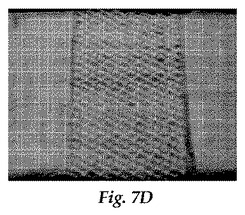
【図7D】本開示の特定の例示の実施形態による、様々な代表的なパターン付きスパンボンド繊維ウェブの表面の写真。
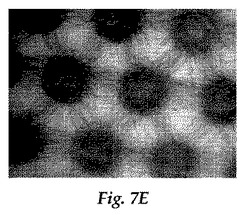
【図7E】本開示の例示の実施形態により、図2Aのパターンによって決定された方向に配向されたフィラメントを示す、代表的なパターン付きスパンボンド繊維ウェブの顕微鏡写真。
【発明を実施するための形態】
【0013】
用語解説
本明細書で使用する場合、
「繊維」は、材料の非連続的又は別個の細長いストランドを示すために使用される。
【0014】
「フィラメント」は、材料の連続的な細長いストランドを示すために使用される。
【0015】
「マイクロフィラメント」は、少なくとも1マイクロメートルの集団メジアン直径を有するフィラメントの集団を指す。
【0016】
「超微細なマイクロフィラメント」は、2マイクロメートル以下の集団メジアン直径を有するフィラメントの集団を指す。
【0017】
「サブマイクロメートルフィラメント」は、1マイクロメートル未満の集団メジアン直径を有するフィラメントの集団を指す。
【0018】
本明細書において、特定の種類のマイクロフィラメントのバッチ、群、アレイ、層等(例えば「マイクロフィラメントの層」)に対して参照がなされるとき、それは、その層内のスパンボンドフィラメントの完全な集団、又はスパンボンドフィラメントの単一のバッチの完全な集団であり、サブマイクロメートル寸法の層若しくはバッチの部分だけではないということを意味する。
【0019】
フィラメントの集団を指すために本明細書で使用される「配向されたフィラメント」は、フィラメントの2つ以上の、少なくとも長手方向軸は、同じ方向に整列されるように、配置された若しくは捕集されたフィラメントを指す(単一のフィラメントに対して使用されるとき、「配向された」は、フォラメントの分子の少なくとも一部が、フィラメントの長手方向軸に沿って整列されることを意味する)。
【0020】
本明細書中の「メルトブローン(Meltblown)」又は「メルトブローン(Melt-blown)」とは、溶融した繊維形成材料をダイの開口部から高速気流の中に押し出すことによって調製された繊維を指し、押し出された材料はまず減衰されてから繊維塊として固結する。
【0021】
本明細書中の「スパンボンド(Spunbond)」又は「スパンボンド(Spun-bond)」は、溶融したフィラメント形成材料をダイの回部から低速の、任意により加熱された気流の中に押し出すことによって調製され、次いで熱結合されたフィラメントの塊として固結する、によって調製される、フィラメントを指す。
【0022】
「自己結合」とは、点結合又はカレンダ加工におけるように直接接触で加圧することなしにオーブン中又は空気通過ボンダーを用いて得られるような高温でのフィラメント間結合、と定義される。
【0023】
「分子的に同じ」ポリマーとは、本質的に同じ反復分子単位を有するが、分子量、製造方法、市販形態などは異なっていてもよいポリマーを指す。
【0024】
ウェブの説明における「自己支持型」又は「自立型」とは、ウェブがそれ自体で保持され、取り扱われ、処理されることができることを意味する。
【0025】
「ウェブ坪量」は、10cm×10cmのウェブ試料を元に計算される。
【0026】
「ウェブ厚さ」は、150Paの圧力を付加した5cm×12.5cmの寸法の試験器フット部を有する厚さ試験ゲージを用いて、10cm×10cmのウェブ試料で測定される。
【0027】
「かさ比重」は、文献から採用される、ウェブが作られるポリマー又はポリマーブレンドのかさ比重である。
【0028】
本開示の様々な代表的実施形態を、特に図面を参照しながら説明する。ここで開示される発明の代表的な実施形態は、開示の趣旨及び範囲から逸脱することなく、様々な修正や変更が可能である。したがって、ここで開示される発明の実施形態は以下に説明する代表的実施形態に限定されるべきではなく、請求項及びそのいずれかの均等物に規定される限定によって制限されるべきであると理解されるべきである。
【0029】
A.パターン付きスパンボンド繊維ウェブ
二次元若しくは三次元の構造化表面を有するパターン付きスパンボンド不織布繊維ウェブは、パターン付きコレクタ表面上の溶融紡糸フィラメントを捕捉すること、及び例えば、空気通過ボンダーの下で熱結合することにより、コレクタ表面上にある間に接着剤なしでフィラメントを結合することによって形成されてもよい。フィラメントの概してランダムな配向を有するパターンの付いていないスパンボンドウェブ、及び実質的に平坦若しくは非平滑化表面は、例えば、米国特許第6,916,752号(Berriganら)に記載されるように既知であるが、従来のスパンボンドフィラメントは概して、コレクタ表面から取り外された後に、かつカレンダー操作を通過するまで、構造的に安定なウェブに結合されないため、従来のスパンボンドウェブは、パターン付き効果を達成することができず、またコレクタの表面上に形成された任意の識別可能なパターンを保持することができない。
【0030】
本開示は、一部の実施形態では、パターン付きコレクタ表面によって決定された識別可能なパターン内に捕捉され、パターン付きコレクタ表面から取り外す前に、接着剤を使用せずに一緒に結合される、スパンボンドフィラメントの集団を含む、繊維ウェブに関する。
【0031】
1.フィラメント成分
一部の代表的な実施形態では、スパンボンドフィラメントの集団は、コポリマーフィラメントを含む。特定の実施形態では、コポリマーフィラメントは、ポリプロピレン、ポリエチレン、ポリエステル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリウレタン、ポリブテン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンサルファイド、ポリスルフォン、液晶ポリマー、ポリエチレン−コ−ビニルアセテート、ポリアクリロニトリル、環状ポリオレフィン、ポリオキシメチレン、ポリオレフィン系熱可塑性エラストマー、又はこれらの組合せを含む。特定の代表的な実施形態では、コポリマーフィラメントは、ポリオレフィンを含む。更なる代表的な実施形態では、スパンボンドフィラメントの集団は、約1μm〜約100μmの範囲のメジアンフィラメント直径を有する。
【0032】
関連する態様では、本開示は、識別可能なパターン内に捕集され、かつ接着剤無しで一緒に結合されたスパンボンドフィラメントの集団を含む、繊維ウェブであって、フィラメントの少なくとも一部は、パターンによって決定された方向に配向されている、繊維ウェブに関する。一部の代表的な実施形態では、識別可能なパターンは二次元パターンである。特定の代表的な実施形態では、二次元パターンは、円、楕円形、多角形、X型、V型、及びこれらの組み合わせから成る群から選択される幾何学的形状の配列である。いくつかの特定の代表的な実施形態では、幾何学的形状の配列は二次元アレイである。
【0033】
本開示のパターン付きスパンボンド繊維ウェブは、マイクロフィラメント成分、超微細マイクロフィラメント成分、及び/又はサブマイクロメートル繊維成分などの1つ以上のフィラメントを含む。一部の実施形態では、好ましいフィラメントの成分は、少なくとも約1μmのメジアンフィラメント直径を有するフィラメントを含む、マイクロフィラメント成分である。特定の実施形態では、好ましいフィラメントの成分は、最大で約200μmのメジアンフィラメント直径を有するフィラメントを含むマイクロフィラメント成分である。一部の代表的実施形態では、マイクロフィラメント成分は、約1μm〜約100μmの範囲のメジアンフィラメント直径を有するフィラメントを含む。他の代表的な実施形態では、マイクロフィラメント成分は、約5μm〜約75μm、又は更には約10μm〜約50μmの範囲のメジアンフィラメント直径を有する。ある特定の好ましい実施形態では、マイクロフィラメント成分は、約15μm〜約30μmの範囲のメジアンフィラメント直径を有するフィラメントを含む。
【0034】
本開示において、所定のマイクロフィラメント成分内のフィラメントの「メジアンフィラメント直径」は、例えば走査電子顕微鏡を用いることにより、フィラメント構造の画像を1つ以上作製する工程と、1つ以上の画像において明確に視認できるフィラメントのフィラメント直径を測定してフィラメント直径の合計数、xを結果的に得る工程と、そのxのフィラメント直径のメジアンフィラメント直径を算出する工程と、によって決定される。典型的に、xは約50超であり、そして望ましくは約50〜約200の範囲である。好ましくは、メジアンフィラメント直径についての標準偏差は、最大で約2マイクロメートル、より好ましくは最大で約1.5マイクロメートル、最も好ましくは、約1マイクロメートルである。
【0035】
いくつかの代表的な実施形態では、マイクロフィラメント成分は、1つ以上の高分子材料を含んでもよい。概して、通常、フィラメント形成材料は半結晶性であるのが好ましいが、いずれのフィラメント形成ポリマー材料も、マイクロフィラメントの調製に使用できる。フィラメント形成に一般に使用されるポリマー、例えばポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ナイロン及びウレタンが特に有用である。ウェブはまた非晶質ポリマー、例えばポリスチレンから調製されている。本明細書中に記載される特定のポリマーは単なる例であって、広範な種類の他のポリマー又はフィラメント形成材料が有用である。
【0036】
好適な高分子材料としては、ポリプロピレン及びポリエチレンなどのポリオレフィン、ポリエチレンテレフタレート及びポリブチレンテレフタレートなどのポリエステル、ポリアミド(ナイロン−6及びナイロン−6,6)、ポリウレタン、ポリブテン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンサルファイド、ポリスルフォン、液晶ポリマー、ポリエチレン−コ−ビニルアセテート、ポリアクリロニトリル、環状ポリオレフィン、ポリオキシメチレン、ポリオレフィン熱可塑性エラストマー、及びこれらの組合せを含むが、これらに限定されない。
【0037】
また、多様な天然フィラメント形成材料を、本開示の代表的な実施形態による不織布スパンボンドフィラメントに取り入れることができる。好ましい天然材料はビチューメン又はピッチ(例えば、カーボンフィラメントの作製用)を含んでもよい。フィラメント形成材料は、融解された形状でもよく、好適な溶媒で運んでもよい。また、反応性モノマーを採用し、それらがダイへ運ばれる又はダイを通過するにつれて相互に反応させることができる。不織布ウェブは、フィラメントの混合物を単一層に含有するか(例えば、ダイ先端を共有するように密に配置した2つのダイキャビティを使用して作製される)、複数個の層に含有するか(例えば、積み重ね配列した複数個のダイキャビティを使用して作製される)、又は(米国特許第6,057,256号(Kruegerら)に記載のように)多成分フィラメントの1つ以上の層に含有してもよい。
【0038】
またフィラメントは、顔料や染料などの特定の添加剤がブレンドされた材料を含む、材料のブレンドから形成されてもよい。2成分スパンボンドフィラメント、例えばコア−シース又は並列2成分フィラメントが調製されてもよく、これは2成分サブマイクロメートルフィラメントの場合も同様であろう(本明細書にて「2成分」とは、2つ以上の成分を備えるフィラメントを含み、それぞれの成分がフィラメントの断面積の一部を占め、かつフィラメントの実質的な長さにわたって伸張している繊維を含む)。但し、本開示の代表的実施形態は、単一成分フィラメント(フィラメントは断面にわたって本質的に同じ組成を有するが、「単一成分」とは混合物又は添加剤含有材料を含み、実質的に均一な組成の連続相が断面に渡り、かつフィラメントの長さにわたって延びている)について特に有用及び有益であり得る。他の利益のなかでも、単一成分フィラメントを使用可能であることにより、製造の複雑さが緩和され、ウェブ使用に対する制限がより少なくなる。
【0039】
上述のフィラメント形成材料に加えて、フィラメント溶融物に様々な添加物を添加し、押出成形して、添加物をフィラメントに組み込んでもよい。典型的に、添加物の量は、フィラメントの総重量に対して、約25重量%未満、望ましくは約5.0重量%までである。適する添加物には、微粒子、充填剤、可塑剤、粘着付与剤、流動性調整剤、硬化速度遅延剤、接着促進剤(シラン、チタン酸塩など)、補助剤、衝撃改質剤、発泡性微小球、熱伝導性粒子、電気伝導性粒子、シリカ、ガラス、粘土、タルク、顔料、着色剤、ガラスビーズ又はバブル、酸化防止剤、蛍光増白剤、抗菌剤、界面活性剤、難燃剤、及びフッ素化学品が含まれるが、これらに限るものではない。
【0040】
添加物類のうち1つ以上を用いて、得られるフィラメント及び層の重量及び/又はコストを軽減してもよく、粘度を調整してもよく、又はフィラメントの熱的特性を変性してもよく、あるいは電気特性、光学特性、密度に関する特性、液体バリア若しくは接着剤の粘着性に関する特性を包含する、添加物の物理特性活性に由来する様々な物理特性を付与してもよい。
【0041】
2.任意の追加層
本開示のパターン付きスパンボンド繊維ウェブは、マイクロフィラメント成分と組み合わせて追加層(単体又は超微細なマイクロフィラメント成分及び/又はサブマイクロメートルフィラメント成分を備える)、支持層、又は両方を含んでもよい。1つ以上の追加層は、スパンボンドフィラメントウェブの外側表面にわたって及び/又はこの下で存在してもよい。
【0042】
好適な追加層は、色含有層(例えば、印刷層)、上述の支持層のうちいずれか、別個の平均フィラメント直径及び/又は物理的塑性を有する1つ以上の追加のサブミクロンフィラメント成分、絶縁性能を向上させるための1つ以上の二次微細サブミクロンフィラメント層(例えば、メルトブローンウェブ又はガラス繊維布)、発泡体、微粒子層、箔層、フィルム、装飾布層、膜(即ち、透析膜、逆浸透性膜など、透過性を制御されたフィルム)、網製品、メッシュ、配線網状組織及び管状の網状組織(即ち、電気伝達用のワイヤー層、若しくは、様々な流体搬送用の管/パイプ群、例えば、電気毛布用の配線網状組織、及び冷却毛布内を流れる冷却剤用の管状の網状組織、の層)、又はこれらの組み合わせを含むが、これらに限られない。
【0043】
3.任意の取付手段
特定の代表的な実施形態では、本開示のパターン付きスパンボンド繊維ウェブは、パターン付きスパンボンド繊維物品を基材に取り付けることを可能にするために1つ以上の取付装置を更に含んでもよい。上述のように、接着剤を使用してパターン付きスパンボンド繊維物品を取り付けることができる。接着剤に加えて、その他の取付手段を使用してもよい。好適な取付手段には、ネジ、釘、クリップ、ステープル、ステッチ、ねじ切り、フック及びループ材料などの機械的なファスナが含まれるが、これらに限定されない。追加の取付方法には、例えば、熱の適用による表面の熱結合、又は超音波溶接若しくは冷間圧接の使用が挙げられる。
【0044】
パターン付きスパンボンド繊維物品を各種の基材に取り付けるために、1つ以上の取付手段を使用することができる。代表的な基材には、自動車の構成要素、自動車の内装(即ち、パッセンジャー・コンパートメント、エンジン・コンパートメント、トランクなど)、建物の壁面(即ち、内装の壁面あるいは外装の壁面)、建物の天井(即ち、室内の天井面あるいは屋外の天井面)、建物の壁あるいは天井のための建設材料(天井タイル、木材要素、石膏ボードなど)、部屋の区切り、金属板、ガラス基材、ドア、窓、機械の構成要素、電気製品の構成要素(即ち、室内用電気機器の表面あるいは屋外用電気機器の表面)、パイプ若しくはホースの表面、コンピューター若しくは電気機器の表面、音響録音若しくは再生装置、電気製品、コンピューター等のハウジング若しくはケースが含まれるが、これらに限るものではない。
【0045】
B.パターン付きスパンボンド繊維ウェブを作製する方法
本開示はまた、パターン付きスパンボンド繊維ウェブを作製する方法も目的としている。代表的な実施形態では、本方法は、スパンボンディングプロセスで複数のフィラメントを形成する工程と、パターン付きコレクタ表面で識別可能なパターン内でフィラメントの集団を捕捉する工程と、パターン付きコレクタ表面からウェブを取り外す前に、接着剤を使用せずに、フィラメントの少なくとも一部を一緒に結合することによって、繊維ウェブを識別可能なパターンに保持させる工程と、を含む。一部の代表的な実施形態では、本方法は、パターン付きコレクタ表面上のフィラメントの集団を捕捉する前に、フィラメントの少なくとも一部を減衰させる工程を更に含む。特定の代表的な実施形態では、結合は、自己熱結合、非自己熱結合、及び超音波結合のうちの1つ以上を含む。特定の代表的な実施形態では、フィラメントの少なくとも一部は、パターンによって決定された方向に配向されている。好適な溶融紡糸又はスパンボンディングプロセス、減衰方法及び装置、結合方法及び装置(自己結合方法を含む)は、米国特許出願公開第2008/0026661号(Foxら)に記載されている。
【0046】
1.パターン付きスパンボンド繊維ウェブを形成する装置
図1〜6は、パターン付きスパンボンド繊維ウェブを形成する代表的装置の一部として、本開示の様々な実施形態を実施する例示の装置を示す。図1は本装置の概略の全体側面図である。図2A〜2Fは、本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図である。図3及び4は、図1の装置の、任意のフィラメントを減衰させる部分の拡大図である。図5及び6は、図1に示された装置の、任意のフィラメント結合部分の拡大図である。
【0047】
1つの代表的な実施形態では、二次元又は三次元のパターン付き表面4’を有するスパンボンド不織布繊維ウェブ5は、溶融紡糸フィラメント15を、パターン付きコレクタ表面19’上に捕捉すること及び、例えば、空気通過ボンダー200の下でコレクタ19上のフィラメントを熱結合することにより、コレクタ表面19上にある間に、接着剤なしでフィラメントを結合することによって、形成されてもよい。図1〜2に示されるように、コレクタ19は、概ね多孔質であり(例えば穿孔されている)、ガス取り出しデバイス14は、コレクタの下に位置付けられて、コレクタの上へのフィラメントの付着を支援する。結合したフィラメント15により維持されるパターン4’を有するスパンボンドウェブ5は、ロール23に巻回されてもよい。
【0048】
図1に一般的に示されるように、連続溶融紡糸フィラメントのストリーム15は、フィラメント形成装置2にて調製され、捕集装置3に向かう。連続溶融紡糸フィラメント15のストリームは、コレクタ19のパターン付き表面19’上にパターン付き表面4を有する、パターン付き繊維溶融紡糸ウェブ5の形態で捕集され、これは連続、即ちエンドレスベルトコレクタとして図示される。パターン付き繊維溶融紡糸ウェブ5のパターン付き表面4は、図1のコレクタ19のパターン付き表面19’から遠位の上面の反対側に示されているが、別の実施形態において(図中に示されない)、パターン付き繊維溶融紡糸ウェブのパターン付き表面は、コレクタのパターン付き表面と接触してもよい。
【0049】
本開示の発明の代表的な実施形態は、パターン付き繊維ウェブ5を連続スクリーンタイプのコレクタ上に(例えば、図1に示されるようにベルトタイプのコレクタ19)、穿孔に対応し、多孔質若しくは穿孔されたコレクタの少なくとも一部に重なる表面を有する、穿孔されたテンプレート若しくはステンシル、又はスクリーンが被覆されたドラム(図示せず)、あるいは当該地術で既知の代替的な方法を使用することによって実施されてもよい。
【0050】
図1のフィラメント形成装置2は、本開示の特定の実施形態を実施するのに使用される1つの代表的な装置である。この装置を使用する際は、例えば、ポリマーフィラメント形成材料をホッパー11に導入し、押出成形機12にて材料を溶融し、ポンプ13を介し押出ヘッド10に溶融材料をポンプ輸送することにより、この例示される装置の押出成形ヘッド10にフィラメント形成材料が供給される。ペレット状又は他の粒子状形態の固体ポリマー材料を使用し、液体のポンプ輸送可能な状態に溶融するのが最も一般的であるが、他のフィラメント形成液体、例えばポリマー溶液も使用できる。
【0051】
押出ヘッド10は従来のスピナレット又はスピンパックでよく、一般に、規則的なパターン、例えば一直線の列に配置された多数のオリフィスを含む。押出成形ヘッドからフィラメント形成液のフィラメント15が押し出され、プロセスチャンバ又は任意の減衰器16に搬送される。押し出されたフィラメント15が任意の減衰器16に達するまでに進む距離17は、フィラメント15が暴露される条件と同様に、変化させることができる。通常は、押し出されたフィラメント15の温度を低下させるために、空気又は他の気体の急冷流18が押し出されたフィラメントに与えられる。あるいは、フィラメントの延伸を容易にするために空気又は他の気体の流れを加熱してもよい。
【0052】
幾つかの代表的実施形態においては、空気又は他の流体の流れは1つ以上、例えば、押出しの際に放出される不要なガス状物質又は蒸気を除去することができるよう、フィラメント流を横切るよう吹き出す第1の空気流18a、及び主目的である温度低下を実現するための第2の急冷空気流18bなどであってよい。更に別の急冷流を使用してもよく、例えば図1の18bで示す流れは、これ自体が複数の流れを含んで所望の急冷レベルを達成してもよい。使用される工程又は最終製品の所望形態によっては、押し出されたフィラメント15を任意の減衰器16に到達する前に凝固させるのに急冷空気で足る場合がある。または、押し出されたフィラメントが任意の減衰器に進入するときに依然として軟化又は溶融状態にある場合もある。あるいは、押出ヘッド10と任意の減衰器16との間の周囲空気又は他の流体が、押し出されたフィラメントが減衰器に進入する前に、これに何らかの変化を起こさせる媒体であり得るような場合には、急冷流は使用しない。
【0053】
2.パターン付きスパンボンド繊維ウェブを形成するパターン付きコレクタ表面
図1及び2A〜2Fで示されるように、一部の代表的な実施形態では、パターン付きコレクタ表面19’は、コレクタ19を通る複数の幾何学的に成形された穿孔100〜105を含み、フィラメントの集団を捕捉する工程は、穿孔パターンコレクタ表面を通じて真空を引きこむことを含む。穿孔されたパターン付き表面と一体化したコレクタは図1に示されてるが、他の実施、例えば、多孔質若しくは穿孔スクリーン又はベルト上に配置された穿孔パターン付きステンシル若しくはテンプレートも、同様に使用してもよい。
【0054】
一部の実施形態では、複数の幾何学的に成形された穿孔は、円(図2A、100)、楕円形(図示せず)、多角形(図2B〜2C、及び図2E、101〜102、及び104)、V型(図2D、103)、X型(図2F、105)、及びこれらの組み合わせ(図示せず)からなる群から選択される形状を有する。特定の代表的な実施形態では、複数の幾何学的に成形された穿孔は、正方形(図2B、101)、矩形(図示せず)、三角形(図2C、102)、ダイヤモンド(図2E、104)、台形(図示せず)、五角形(図示せず)、六角形(図示せず)、八角形(図示せず)、及びこれらの組み合わせ(図示せず)からなる群から選択された多角形の形状を有してもよい。
【0055】
図2A〜2Fによって図示されるように、更なる代表的な実施形態では、複数の幾何学的に成形された穿孔は、パターン付きコレクタ表面に二次元パターンを含む。特定の代表的な実施形態では、図2A〜2Fによって図示されるように、パターン付きコレクタ表面上の幾何学的に成形された穿孔の二次元パターンは、二次元アレイである。
【0056】
3.パターン付きスパンボンド繊維ウェブを製造するための任意の減衰器
任意により、図1に図示される一部の実施形態では、フィラメント15は、任意の減衰器16を通過してもよく、最終的にコレクタ19の上に出て、そこではそれらは上記のように、パターン付き繊維ウェブ5として捕集される。任意の減衰器の出口とコレクタとの間の距離21は変更して異なる効果を得ることができる。例えば、減衰器をコレクタに対して移動させること、又は減衰器を通る空気琉の速度を変更することは、パターン付きスパンボンド繊維ウェブ内でフィラメントの局所的な坪量を増加させる又は減少させるのに、有利に使用することができる。コレクタからより離れた距離で、又はより低い空気琉の速度で減衰器を操作することは、概して、パターン付きコレクタ表面の穿孔内に捕集された繊維の一部を減少させることによって、局所的な坪量を減少させる。更に、パターン付きスパンボンド繊維ウェブの局所的な坪量は、機械方向(即ち、ダウンウェブ)及び/又は反対(即ち、クロスウェブ)方向において様々であってもよい。
【0057】
任意の減衰器では、フィラメントが延長されて縮径し、フィラメント中のポリマー分子が配向される。即ち、フィラメント中のポリマー分子の少なくとも一部がフィラメントの長手方向軸に沿って整列される。半結晶性ポリマーの場合は一般に、歪誘起結晶度を発現させるには配向で十分であり、この結果得られるフィラメントは強度が大幅に向上する。図3は、本開示のウェブに特に有用なスパンボンドフィラメントの調製用の代表的な任意の減衰器16の拡大側面図である。任意の減衰器16は、間に処理チャンバ24を画定するよう分割された、2つの可動半分割部又は側部16a及び16bを含む。側部16a及び16bの対向面がチャンバ壁を形成している。図4は、代表的な任意の減衰器16及びその装着支持構造の一部を異なる寸法で示す平面図及び一部概略図である。図4の平面図から分かるように、プロセス(減衰)チャンバ24(図3に示されるように)は、概して細長いスロットであり、(任意の減衰器を通過するフィラメントの移動経路に対して横断方向の)横方向の長さ25を有する。
【0058】
2つの半分割部又は側部として設けられるものの、任意の減衰器は一つの一体的装置として機能し、まずその一体の形態について説明する(図3及び4に示す構造は代表例に過ぎず、様々な異なる構成を使用することができる)。代表的な任意の減衰器16は、減衰チャンバ24の入口空間又は喉部24aを画定する傾斜した入口壁27を含む。入口壁27は、好ましくは入口エッジ又は表面27aで湾曲され、押し出されたフィラメント15(図3〜4では図示せず)を運ぶ空気ストリームが円滑に入るようにする。壁27は本体部分28に取り付けられ、本体部分28と壁27との間に間隙30を形成するために、凹領域29を設けてもよい。導管31を通して間隙30内に空気を導入し、任意の減衰器を通過移動するフィラメントの速度を増大させると共にフィラメントに対する更なる急冷効果をも有するエアナイフ32を形成することができる。任意の減衰器本体28は、好ましくは28aで湾曲し、エアナイフ32から通路24への空気の通過を円滑にする。任意の減衰器本体の表面28bの角度(α)は、任意の減衰器を通過するフィラメント流にエアナイフが衝突する所望の角度を決定するように選択することができる。エアナイフはチャンバの入口付近ではなく、チャンバ内のより遠方に配設されてもよい。
【0059】
図3は、1つの代表的な任意の、本開示の実施形態を実施するのに有用であり得る減衰チャンバを図示するが、他の構成が使用されてもよい。任意の減衰器16は、任意の減衰器の長手方向の長さ(減衰器の長手方向軸26に沿う寸法を軸方向長さと呼ぶ)にわたって均一な間隙幅(任意の減衰器の2つの側部の間の、図3の紙面における水平方向の距離33を本明細書では間隙幅と呼ぶ)を有することができる減衰チャンバ24を含んでもよい。あるいは、図3に示すように、間隙幅は、任意の減衰器チャンバの長さに沿って変化してもよい。異なる実施形態においては、減衰チャンバは、直線状又は平坦な壁によって画定され、このような実施形態においては、壁間の空間はそれらの長さにわたって一定であってもよく、又は、壁が減衰チャンバの軸方向長さにわたって僅かに分岐若しくは収束していてもよい(マイクロフィラメント流を広げる傾向があるので好ましい)。これら全ての場合において、厳密な平行位置からの偏差は比較的僅かであるため、本明細書では減衰チャンバを画定する壁は平行であるとみなす。図3に示すように、通路24の長手方向の長さの主要部分を画定する壁は、本体部分28とは別個でこれに取り付けられたプレート36の形態であってもよい。
【0060】
減衰チャンバ24の長さは変化させて異なる効果を達成することができる。特に、本明細書中でシュート長さ35と呼ばれることもあるエアナイフ32と出口開口34との間の部分で変化させると有用である。チャンバ壁と軸26との間の角度を出口34付近で広げ、フィラメントのコレクタ上への分布を変化させてもよいし、又は、偏向板表面、コアンダ効果をもたらす曲面、及び不均一な壁長などの構造を出口で用い、フィラメントの所望の広がり又は他の分布を達成することができる。一般に、間隙幅、シュート長さ、減衰チャンバ形状などは、処理中の材料と、所望の効果を得ることが望まれる処理モードと併せて選択される。例えば、より長いシュート長さは、調製されるフィラメントの結晶化度を増大させるのに有用であり得る。押し出されたフィラメントを所望のフィラメントの形態に処理するために、条件を選択することができ、広範囲にわたって変化させることができる。
【0061】
図4に示すように、代表的な任意の減衰器16の2つの側部16a及び16bはそれぞれ、ロッド39上を摺動するリニア軸受38に取り付けられた装着ブロック37を介して支持される。軸受38は、ロッド回りに放射状に配設された玉軸受の軸方向に延びる列などの手段によってロッド上を低摩擦で移動し、これにより側部16a及び16bは容易に互いに接近及び離間することができる。
【0062】
この例示の実施形態では、任意の減衰器の側部16a及び16bに接続ロッド44を介してそれぞれエアシリンダ43a及び43bが接続され、任意の減衰器側部16a及び16bを互いに接近するように押圧する締め付け力を付与する。任意の減衰器16の有用な運転モードはいくつか、米国特許第6,607,624号(Berriganら)に記載されている。例えば、処理中のフィラメントが破断又は別のフィラメント又はフィラメントと交絡する場合のようにシステムの変動がある場合、任意の減衰器の側部、又はチャンバ壁が移動することもある。
【0063】
見て分かる通り、図1、3及び4に示す任意の減衰器16において、チャンバの横断方向の長さの両端には側壁がない。その結果、チャンバを通過するフィラメントは、チャンバの出口に近づくにしたがって、チャンバの外側に向かって広がることができる。このような広がりは、コレクタ上に捕集されるフィラメント塊を幅広にするために望ましい場合がある。他の実施形態では、処理チャンバは側壁を含むが、チャンバの横断方向の一端部における1つの側壁は、チャンバ側部16a及び16bの両方には取り付けられない。なぜなら、両方のチャンバ側部に取り付けると、上述のような側部の分離を妨げるからである。その代わりに、一方のチャンバ側部に側壁を取り付け、通路内の圧力変化に応答して側部が移動する場合には、これと共に移動するようにしてもよい。他の実施形態では、この側壁を分割して、一部分を一方のチャンバ側部に取り付け、他部分を他方のチャンバ側部に取り付け、処理中のフィラメント流を処理チャンバ内に閉じ込めることが所望されるような場合には、この側壁部分を重なり合うようにすると好ましい。
【0064】
可動壁を有する図3〜4に示す装置は、上述の利点を有するが、このような任意の減衰器を使用することは現在記載されている発明の全実施形態の実施には必要ではない。現在記載されている発明の特定の代表的実施形態において有用なフィラメントは、任意の減衰器の壁が固定及び移動不可であるか、又は実用上は移動しない装置上で調製することができる。
【0065】
仕上げ剤又は他の材料のフィラメントへの噴霧、フィラメントへの静電荷の付与、ウォーターミストの付与など、フィラメント形成工程の付属として従来から使用される様々な工程を、任意の減衰器への進入又は射出時にフィラメントに関連して使用してもよい。更に、結合剤、接着剤、仕上げ剤、及び他のウェブ又はフィルムを含む種々の材料を、パターン付きの捕集したウェブに添加してもよい。
【0066】
4.パターン付きスパンボンド繊維ウェブを製造するための任意の結合装置
フィラメントの条件により、一部の結合は捕捉の間にフィラメント間で発生し得る。しかしながら、コレクタ表面によって形成されたパターンを保持する方式で、フィラメントを一緒に結合するために、捕捉されたウェブ内のスパンボンドフィラメント間の更なる結合が必要とされるか、望ましい場合がある。「フィラメントを一緒に結合する」は、ウェブが通常の取扱いに供されたときに、フィラメントが一般的に分離しないように、追加の接着材料なしでフィラメントを一緒に固く接着することを意味する)。
【0067】
空気通過結合によってもたらされる光自己結合が、剥離若しくは剪断性能に関して望ましいウェブ強度を提供しない場合がある一部の実施形態では、コレクタ表面からパターン付きのスパンボンド繊維ウェブを取り除いた後、二次若しくは補足的な結合工程、例えば点結合カレンダリングを組み込むことが有用であり得る。増加した強度を達成するための他の方法には、フィルム層の、パターン付きスパンボンド繊維ウェブの裏面(即ち、パターンが付いていない)への押出成形積層又はポリコーティング、又はパターン付きスパンボンド繊維ウェブの、支持ウェブ(例えば、従来のスパンボンドウェブ、無孔フィルム、多孔質フィルム、印刷フィルム等)への結合を挙げることができる。実質上、任意の結合技法、例えば、結合されるべき1つ以上の表面への、1つ以上の接着剤の塗布、超音波溶接、又は、当業者に既知のような、局所的結合パターンを形成することができる、他の熱結合方法が使用されてもよい。かかる補足的な結合は、ウェブを更に容易に取扱いできるようにし、かつその形状をよりよく保持することができるようにし得る。
【0068】
点結合プロセス又は滑面なカレンダーロールにより適用される熱及び圧力を用いる従来の接着技術も使用することができるが、そのような工程は、フィラメントの望ましくない変形又はウェブの過度の圧縮を引き起こす場合がある。スパンボンドフィラメントを結合するための代替技法は、米国特許出願公開第2008/0038976号(Berriganら)に開示されるような空気通過結合である。空気通過結合を実施するための代表的な装置(例えば空気通過ボンダー)は、図5及び図6に図示される。
【0069】
図5〜6に示されるように、二次元又は三次元のパターン付き表面4を有するパターン付きスパンボンド不織布繊維ウェブ5は、溶融紡糸フィラメントを、パターン付きコレクタ表面19’で捕捉すること、及び、例えば、空気通過ボンダー200の下、コレクタ19上にある間に接着剤なしにフィラメントを熱結合することにより、コレクタ表面19上にある間に、接着剤なしでフィラメントを結合することによって、形成されてもよい。本開示に適用されるとき、現在好ましい空気通過結合技法は、スパンボンドフィラメントの捕集されたパターン付きウェブを、制御された加熱及び急冷操作に供することを含み、これは、a)強制的にウェブを、スパンボンドフィラメントを軟化させるのに十分な温度まで加熱されたガス琉に通過させ、スパンボンドフィラメントにフィラメントの交点において一緒に結合させること(例えば、凝集性若しくは結合されたマトリックスを形成するために交点の十分な点において)であって、加熱流は全体的にフィラメントを溶融させるには短かすぎる、別個の時間の間適用する、ことと、b)すぐに強制的にウェブを、フィラメントを急冷するための加熱流よりも低い、少なくとも50℃の温度で、ガス琉に通過させることと(上記の米国特許出願公開第2008/0038976号(Berriganら)に記載のように)、を含み、「強制的に」は、通常の室内圧力に加えて圧力がガス流に適用され、この流をウェブを通して前へ押し出すということを意味し、「すぐに」は、同一の動作の一部、即ち、ウェブが、次のプロセス工程前に、ロールに巻き付けられるとき、発生する保管の介在時間が発生しないことを意味する。この技法は略語として、急冷フロー加熱技法と記載され、同装置は急冷フローヒーターとして記載されている。
【0070】
上述の米国特許出願公開第2008/0038976(Berrigan et al.)により詳細に教示されるように、上述の方法の変更は、スパンボンドフィラメント内にある2種の異なる分子相の存在を利用する−1種類目は比較的多くの連鎖延長された、又はひずみ誘導された結晶性ドメインの存在のために結晶性を特徴とする分子相と呼ばれ、2種類目は、結晶性の秩序が低い(即ち、連鎖延長されていない)ドメイン及び非晶質であるドメインが比較的多くに存在するために非晶質を特徴とする相と呼ばれるが、後者は、結晶性に関して不十分な程度の一定の秩序又は配向を有していてもよい。
【0071】
これら2つの種類の相は、必ずしも明確な境界を有するわけではなく、互いに混在することがあり、異なる溶融及び/又は軟化特性を含む異なる種類の特性を有する。鎖延長の結晶性ドメインがより多く存在することを特徴とする第1の相は、第2相が溶融又は軟化する温度(例えば、秩序がより低い結晶性ドメインの融点によって変更されるような非晶性ドメインのガラス転移温度)より高い温度(例えば、鎖延長結晶性ドメインの融点)にて溶融する。
【0072】
記載の方法で述べられている変形例では、微結晶特性相が溶融しないままでフィラメントの非晶質特性相が溶融又は軟化するのに十分な温度及び時間で加熱を行う。一般に、加熱された気体状のストリームは、フィラメントのポリマー材料の溶融開始温度より高い温度である。加熱後、ウェブは上述のように急速に急冷される。
【0073】
こうした温度での捕集されたウェブの処理は、スパンボンドフィラメントをモルホロジーに関して精製していることが見出され、それは次のように理解される(本発明者らは、一般に特定の理論的考察を含む「理解」という本明細書における表現によって束縛されることを意図しない)。非晶質特性相に関して、望ましくない(軟化を妨げる)結晶成長の影響を受けやすい相の分子材料の量は、処理前ほど多くはない。非晶質を特徴とする相は、従来の未処理フィラメントでは熱結合操作の間に結晶性が不必要に増大することになる分子構造のある種の洗浄又は低減を受けると理解される。現在記載されている特定の代表的実施形態において処理されたフィラメントは、ある種の「反復的軟化」が可能である可能性がある。即ち、フィラメント全体が溶融してしまう温度より低い温度領域内での温度上昇及び下降のサイクルにフィラメントが曝されるにつれ、フィラメント、特にフィラメントの非晶質特性相が、軟化及び再固結のサイクルをある程度繰り返すことを意味する。
【0074】
実際の期間において、繰り返し可能な軟化は、処理されたウェブ(一般に加熱及び急冷処理の結果として有用な結合を既に示している)が加熱されて更なるフィラメントの自己結合を生じ得る場合に示される。軟化及び再固結のサイクルは無限には継続しなくてもよいが、一般に、例えばここで記載されている発明の特定の代表的実施形態にかかる熱処理の間にフィラメントが初めて熱に曝されることによって結合し、後に再び加熱されて再軟化及び更なる結合をもたらすか、又は所望により、カレンダ加工又は再成形のような他の作業を行えば、十分である。例えば、フィラメントの結合力向上を利用して、ウェブを平滑面にカレンダ加工したり、又は、例えばフェイスマスクに成型するなど非平面形状を付与されてもよい(但しこのような場合の結合は自己結合には限られない)。
【0075】
非晶質特性相又は結合相がウェブ結合、カレンダ加工、成形又はその他の同様の作業中に上述の軟化機能を有する一方、フィラメントの微結晶特性相もまた重要な役割、即ちフィラメントの基本的なフィラメント構造を強化する役割を有してもよい。微結晶特性相は、一般に、結合又は同様の作業中も非溶融状態を保つことができるが、それは、その融点が、非晶質特性相の溶融/軟化点よりも高く、したがって、フィラメント全体を通じて延在すると共にフィラメント構造及びフィラメント寸法を支持するマトリックスが原状のままに保たれるからである。
【0076】
したがって、自己結合作業においてウェブを加熱することにより、フィラメント交点にてある程度流動及び合体することによってフィラメントが共に結合し得るとしても、基本的に個別のフィラメント構造は、交点間及び結合間のフィラメント長さにわたって実質的に保持される。好ましくはフィラメントの断面は、交点間又は作業中に形成される結合間のフィラメント長さにわたって変化しないままである。同様に、ウェブをカレンダ加工することにより、カレンダ加工作業の圧力及び熱によりフィラメントが再構成される(それによってフィラメントは、カレンダ加工中に押圧された形状を永久的に保持し、ウェブの厚さをより均一にする)としても、フィラメントは一般に、個別のフィラメントのままであり、結果として所望のウェブ多孔性、濾過、及び絶縁特性が保持される。
【0077】
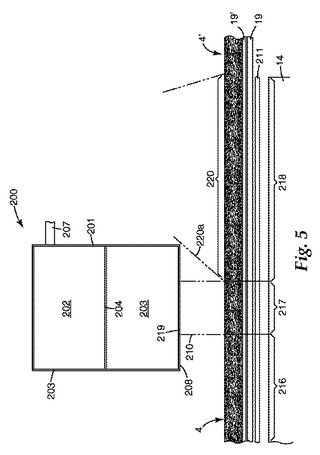
図5及び6に示すように、本開示の特定の代表的な実施形態の代表的な実施方法において、パターン付きコレクタ表面19’に形成されたパターン付き表面4を有する形成済みのスパンボンド繊維ウェブ5は、コレクタ19上に設置された制御加熱装置200の下部を移動するコレクタ19(図1参照)により移送される。代表的な加熱装置200は、上側プレナム202及び下側プレナム203に分割されたハウジング201を備える。上側及び下側プレナムは、典型的には均一な寸法及び間隔である一連の孔205によって開口されたプレート204で隔てられている。気体、典型的には空気が、導管207から開口部206(図6)を通じて上部プレナム202に供給され、プレート204は、気流分配手段として機能して、上部プレナムに供給された空気が、プレートを通って下部プレナム203に到達するときに、非常に均一に分配されるようにする。他の有用な気流分配手段には、フィン、バッフル、マニホルド、エア・ダム、スクリーン又は焼結プレートなど、即ち、空気を均一に分布させる各種装置が含まれる。
【0078】
例示の加熱装置200では、下側プレナム203の底壁208には細長いスロット209が形成され、これを通って下側プレナムからの加熱された空気の細長い又はナイフ状の流れ210が、加熱装置200の下部でコレクタ19上を移動している溶融紡糸繊維ウェブ5のパターン付き表面4上に吹き付けられる(図6では、パターン付きスパンボンド繊維ウェブ5及びコレクタ19は、部分的な切欠としてされている)。排気装置14は、好ましくは、加熱装置200のスロット209下に十分延在している(のみならず、後述するように、加熱流210を超えた、符号220で示される領域を通る距離218にわたってウェブ下流に延びている)。したがって、プレナムにて加熱された空気は、プレナム203内にて内圧下にあり、スロット209においては更に排気装置14の排気真空下におかれる。排気力を更に制御するために、有孔プレート211をコレクタ19(図1を参照)の下方に位置決めして、ある種の背面圧力又は流量制限手段を与え、加熱気流210が捕集されたパターン付きスパンボンド繊維ウェブ5の幅又は加熱領域に所望の程度わたって広がり、捕集された塊に生じ得る低密度部分を通って流れるのを防止することを確実にしてもよい。他の有用な流量制限手段としてはスクリーン又は燒結プレートが挙げられる。
【0079】
所望の制御を達成するために、プレート211内の開口部の数、寸法及び密度を、異なる領域で変えてよい。大量の空気が、マイクロフィラメント形成装置を通過し、フィラメントが領域215でコレクタに到達するときに廃棄されなければならない(図1を参照)。十分な空気は、領域216でウェブ及びコレクタの中を通って、ウェブを加工空気の様々なストリームの下の適切な位置に保持する。また、加熱処理領域217下では、処理空気がウェブを通過できるようプレートには十分な開口度が必要とされるが、一方では、空気が均一に分布することを確実にするために十分な抵抗力が与えられる。
【0080】
概して、空気通過ボンダーを出る空気の温度及び速度を制御することによって、パターン付きスパンボンド繊維ウェブを形成するフィラメント間の自己結合のレベルを制御することができる。好ましくは、コレクタのパターン付き表面と接触することによって形成される二次元若しくは三次元の表面パターンを破壊することなく、パターン付きスパンボンド繊維ウェブが、パターン付きコレクタ表面から取り外されるように、空気流及び温度が調節される。しかしながら、低結合から高い結合レベルまでの広い範囲にわたって、自己結合レベルを変化させる能力に関連する潜在的な利点が存在するということが理解される。例えば、高い結合レベルでは、フィラメントは、パターン付きスパンボンド繊維ウェブが、より容易に取り扱われるのを可能にする、安定した三次元構造体を形成することができる。低結合レベルでは、パターン付きスパンボンド繊維ウェブは、より高い拡張(即ち伸張)を呈することができ、また、フィラメントを構成する材料(例えば、(コ)ポリマー)の結晶融点を超える温度を使用せずに、他の層に熱で積層されるのがより容易にできる。
【0081】
したがって、特定の実施形態では、パターン付きスパンボンド繊維ウェブの温度及び露出時間条件は慎重に制御される。特定の代表的な実施形態では、温度−時間の条件は、集団の加熱された領域にわたって制御されてもよい。処理される塊の幅にわたって、ウェブを通る熱風のストリーム210の温度が5℃の範囲内、好ましくは2又は更には1℃以内にあるとき(熱風の温度は、作業の利便的な制御のために、ハウジング201への熱風の入口点で測定する場合が多いが、熱電対によって、捕集されたウェブの近くで測定することもできる)、我々は最高の結果を得た。加えて、加熱装置は、例えば、加熱が過度になる又は不足することを避けるためにヒーターをオンとオフとの間で迅速に切り替えることによって、空気流が長時間にわたって安定した温度に維持されるように操作される。好ましくは、温度を、1秒間隔で測定する場合に、目標温度の1℃以内に保つ。
【0082】
加熱を更に制御するために、塊は、加熱された空気のストリーム210の適用後に素早く急冷に供される。一般には、制御された加熱空気流210から塊が離れた直後に、スパンボンド繊維ウェブ5にわたって、及びこれを通って周囲空気を引き込むことによって、このような急冷を達成することができる。図5の数字220は、ウェブが熱空気ストリームを通過した後に空気排気装置によって周囲空気をパターン付きウェブを通して引き込む領域を示す。実際には、このような空気は、ハウジング201の基部の下方、例えば図面の図6で符号220aにて示される領域に導入することができ、これにより空気はウェブが加熱空気流210を離れるほぼ直後にウェブに到達する。排気装置14は、コレクタに沿って距離218にわたって加熱装置200を超えて延び、パターン付きスパンボンド繊維ウェブ5全体の完全な冷却及び急冷を確実なものにする。簡潔にする目的で、加熱急冷複合装置を冷却流ヒーターと呼ぶ。
【0083】
急冷の一目的は、ウェブ内に含まれるスパンボンドフィラメントに望ましくない変化が生じる前に加熱を停止することである。急冷の別の目的は、ウェブ及びフィラメントから熱を迅速に除去することであり、それにより後でフィラメントに生じる結晶化又は分子秩序化の程度及び特性を制限する。溶融/軟化状態から固化状態への急速な急冷により、非晶質特性相は凍結してより純度の高い結晶質形態となり、フィラメントの軟化又は反復的軟化を阻害し得る分子状物質の量は減少すると考えられる。ほとんどの用途で急冷は非常に好ましいが、一部の用途では必ずしも必要であるとは限らない。
【0084】
急冷を達成するために、塊を公称融点より少なくとも50℃低い温度の気体によって冷却するのが望ましい。また急冷気体は、少なくとも1秒の程度の時間適用されるのが望ましい(公称融点はポリマー供給元が記載していることが多い。それはまた、示差走査熱量測定を用いて同定でき、本明細書の目的のために、ポリマーに関する「公称融点」は、ポリマーの溶融領域において最大値が1つだけの場合には二次熱総熱流量DSCプロットの最大ピークとして定義され、複数の融点を示す複数の最大値が存在する場合(例えば、2つの別個の結晶相の存在のため)は、最も高い振幅の溶融ピークが生じる温度として定義される)。いずれの場合においても、急冷気体又は他の流体は、フィラメントを急速に固結させるのに十分な熱容量を有する。
【0085】
有意な程度に自己結合を形成しない材料用に特に有用な代替の実施形態では、溶融紡糸フィラメントは、コレクタのパターン付き表面上に捕集されてもよく、かつフィラメントに結合することができる繊維材料の1つ以上の追加層は、フィラメント上に、フィラメントにわたって、又はフィラメントの周囲で適用されることによって、フィラメントがコレクタ表面から取り除かれる前に、フィラメントを一緒に結合する。
【0086】
追加層は、例えば、1つ以上のメルトブローン層、又は1つ以上の押出成形積層フィルム層であり得る。層は、物理的に絡んでいる必要はないが、概して、層間の境界面に沿って結合する、あるレベルの中間層を必要とする。かかる実施形態では、パターンをパターン付きスパンボンド繊維ウェブの表面上に保持するために、空気通過結合を使用して、フィラメントを一緒に結合することは必要でない場合がある。
【0087】
5.パターン付きスパンボンド繊維ウェブを製造するための任意のプロセス工程
本開示の様々な実施形態に従ってスパンボンドフィラメントを調製するとき、異なるフィラメント形成材料は、フィラメントの混合物を含むウェブを調製するように、溶融紡糸押出成形ヘッドの異なるオリフィスを通って押し出されてもよい。不織布繊維ウェブの濾過性能を高めるためこれに帯電させる方法もまた様々なものが利用可能である。例えば、米国特許第5,496,507号(Angadjivand)を参照。
【0088】
上述のパターン付きスパンボンド繊維ウェブの作製方法に加え、以下の工程の1つ以上を形成後のウェブに対し実施してもよい。
【0089】
(1)パターン付きスパンボンド繊維ウェブを更なるプロセス操作に向けたプロセス経路に沿って前進させる工程、
(2)1つ以上の追加層を、パターン付きスパンボンド繊維ウェブの外側表面と接触させる工程、
(3)パターン付きスパンボンド繊維ウェブをカレンダー加工する工程、
(4)パターン付きスパンボンド繊維ウェブを表面処理剤又は他の組成物(例えば、難燃剤組成物、接着剤組成物、又は印刷層)でコーティングする工程、
(5)パターン付きスパンボンド繊維ウェブを厚紙又はプラスチック管に取り付ける工程、
(6)パターン付きスパンボンド繊維ウェブをロール形状に巻回する工程、
(7)パターン付きスパンボンド繊維ウェブを、繊細化して2つ以上の繊細ロール及び/又は複数個の繊細シートを形成する工程、
(8)パターン付きスパンボンド繊維ウェブを成形型に配置して、パターン付きスパンボンド繊維ウェブを新しい形状に成形する工程、
(9)存在する場合には、露出した任意の感圧性接着剤の層の上に剥離ライナーを塗布する工程、及び
(10)パターン付きスパンボンド繊維ウェブを別の基材に接着剤又は他のいずれかの取付手段(クリップ、ブラケット、ボルト/ネジ、釘、若しくはストラップを含むがこれに限定されない)により取り付ける工程。
【0090】
C.パターン付きスパンボンド繊維ウェブを使用する方法
本開示は、多様な吸収用途における本開示のパターン付きスパンボンド繊維ウェブの使用方法もまた、目的とする。更に別の態様では、本開示は、前述の方法により調整された上記の複合体不織布繊維ウェブを含む物品に関する。特定の代表的な物品は、ガス濾過物品、液体濾過物品、音声吸収物品、断熱物品、表面洗浄物品、研磨物品、細胞成長支援物品、薬物送達用品、個人衛生物品、及び創傷包帯物品として有用であり得る。
【0091】
例えば、本開示の代表的なパターン付きスパンボンド繊維ウェブは、気体又は液体濾過用に使用されたとき、流体分布を提供するのに有用であり得る。本開示の代表的なパターン付きスパンボンド繊維ウェブは、熱減衰又は音響減衰用に追加表面領域を提供することができる。本開示の代表的なパターン付きスパンボンド繊維ウェブは、表面洗浄用の拭き取り用品における使用のための、特に効果的な非平滑化表面を提供することができるがこれは、パターンは洗浄剤用のリザーバ及びくずを補足するための高い表面を提供する利点を有することができためである。本開示の代表的なパターン付きスパンボンド繊維ウェブは、研磨作業時に使用するための、研磨物品中の塵抽出層を提供するのに有用であり得る。本開示の代表的なパターン付きスパンボンド繊維ウェブは、セルを支持するための骨格を提供することができ、又は創傷と接触するより小さな表面を呈する、容易に取り外し可能な非平滑化創傷包帯材料、及びしたがって、より直ちに取り外し可能であり、創傷部の通気を可能にする。一部の応用例では、パターンによって決定されるフィラメントの固有の配向は、選択的な流体の吸い上げにもつながり得る。
【0092】
本開示の代表的なパターン付きスパンボンド繊維ウェブは、フック・ループ機構のファスナー又はクロージャー用のループ状の材料として特に有用であり得る。特定の実施形態では、空気通過結合の後に得られる軽い結合レベルは、フックをより容易に、パターン付きスパンボンド繊維ウェブの表面に食い込ませること及びウェブのフィラメントによって形成されるループと嵌合するのを可能にする。
【実施例】
【0093】
代表的な実施形態を上述し、そして更に実施例として以下にも例示しているが、これらは、現在記載されている発明の範囲を多少なりとも限定するものと解釈されることはない。それとは逆に、本明細書中の説明を読むことによって、本開示の趣旨及び/又は添付の請求項の範囲を逸脱することなく当業者に示唆され得る様々な他の実施形態、修正、及びそれらの等価物に頼ることができることが明確に分かる。更に、本開示の広範囲で示す数値的範囲及びパラメータは、近似値であるが、具体例に記載の数値は可能な限り正確に報告する。しかし、いずれの数値も、それらのそれぞれの試験測定値に見られる標準偏差から必然的に生じる特定の誤差を本来有している。最低限でも、また、特許請求の範囲への同等物の原則の適用を限定する試行としてではなく、少なくとも各数値パラメータは、報告された有効数字の数を考慮して、そして通常の概算方法を適用することによって解釈されなければならない。
【0094】
(実施例1〜4)
可撓性の形態をとったパターン付き表面コレクタ、接着剤が裏打ちされたゴムサンドブラストステンシル(それぞれのステンシルは、図2A〜2Fによって例示されるように、複数の幾何学的に成形された穿孔の形態をとったパターン付き表面を有する)は、図1に例示される溶融紡糸装置の連続ベルトスクリーン211(図6)上に配置された。ステンシルの幅は、約16インチ(40.6cm)である。サンドブラストステンシルの厚さ及び穿孔の深さは約1.3mmだった。
【0095】
図1に図示された装置を使用して、溶融紡糸フィラメントが、合計3868ポリプロピレン(Total Petrochemicals U.S.A.,Inc.)から形成された。ポリマー溶解温度は235℃だった。フィラメント急冷ゾーンの温度は40℃であり、ブロワーの設定は、上方範囲では15Hz、下方範囲は8Hzだった。得られるフィラメントは、16マイクロメートルのメジアン直径を有した。
【0096】
フィラメントは、パターン付き表面コレクタ上に捕集され、幅15インチ(38.1cm)を有する、パターン付き溶融紡糸繊維ウェブを形成した。減衰器は、0.2インチ(0.51cm)隙間を備えて設定され、送風機の設定60%で操作された。減衰器はコレクタ表面の上、5インチ(12.7cm)に配置された。空気通過ボンダーは、143℃、ブロワーの設定が60%で動作され、パターン付き溶融紡糸繊維ウェブの表面の上、1.5インチ(3.81cm)に配置された。この結合温度において、フィラメントは、十分な結合を形成し、空気通過結合を通過した後、自己支持ウェブとして、コレクタ表面から、パターン付きスパンボンド繊維ウェブの取り除くことを可能にする。
【0097】
図7Aは、コレクタ表面上のパターンに対応する円のアレイの形態の識別可能なパターンを有する、パターン付きスパンボンド繊維ウェブを示す(直径0.25インチ(0.64cm)でピッチ0.310インチ(0.787cm)及び60%の穿孔領域を備える)。図7Bは、コレクタ表面上のパターンに対応する正方形(ピッチ(オフセット)0.289インチ(0.734cm)を有する、0.222平方インチ(0.564cm)(一辺))のアレイの形態の、識別可能なパターンを有する、例示のパターン付きスパンボンド繊維ウェブを示す。図7Cは、コレクタ表面上のパターンに対応する三角形のアレイの形態の識別可能なパターンを有する、パターン付きスパンボンド繊維ウェブを示す(ピッチ0.438インチ(1.113cm)を備える正三角形)。図7Dは、概して図2Dによって図示されるように、V型の「鳥」の形態の識別可能なパターンを有する、代表的なパターン付きスパンボンド繊維ウェブを示す。
【0098】
(実施例5)
図1に図示された装置を使用して、溶融紡糸フィラメントが、合計3868ポリプロピレン(Total Petrochemicals U.S.A.,Inc.)から形成された。ポリマーの溶解温度は、220℃で、流速は648穴のダイを通じて0.27g/穴/分であった。フィラメント急冷温度は40℃であり、ブロワーの設定は、上方範囲では26Hz、下方範囲では9Hzだった。
【0099】
フィラメントは、約0.12インチ(0.305cm)の穿孔空隙部を備える交互のアレイに配置された、0.375インチ(0.953cm)の円形穿孔を有する、0.07インチ(0.178cm)厚の金属プレートの形態のパターン付き表面コレクタ上に捕集され、厚さ21インチ(53.34cm)を有する、パターン付き溶融スパン繊維ウェブを形成した。穿孔されたコレクタは、図1によって例示される溶融紡糸装置の連続ベルトスクリーン211(図6)上に配置され、減衰器を出るフィラメント流の下を通過し、コレクタのパターン付き表面上のパターン付き溶融紡糸繊維ウェブとして、溶融紡糸フィラメントを捕集した。減衰器は、0.02インチ(0.51cm)隙間で設定され、送風機の設定60%で操作された(7psigの制御圧力を産出しながら)。減衰器はコレクタの表面の上、7インチ(16.8cm)に配置された。
【0100】
コレクタ上のフィラメントは、155℃で動作する空気ボンダーの下を通過した。空気通過ボンダーは、スロット長さ22インチ(55.88cm)、スロット幅2.75インチ(6.99cm)を有し、パターン付き溶融紡糸繊維ウェブの表面上、1.5インチ(3.81cm)に配置された。この結合温度において、フィラメントは、十分な結合を形成し、空気通過結合を通過した後、自己支持ウェブとして、コレクタ表面から、パターン付きスパンボンド繊維ウェブの取り除くことを可能にする。
【0101】
図7Eは、コレクタ表面上のパターンに対応する円のアレイの形態の識別可能なパターンを有する、得られるパターン付きスパンボンド繊維ウェブを示す。ある方向における高度なフィラメントの配向は、パターンによって決定されるということに、特に注意されたい。
【0102】
本明細書全体において、「一実施形態」「特定の実施形態」「1つ以上の実施形態」又は「ある実施形態」というときは、「実施形態」という用語の前に「代表的」という用語を含むか否かにかかわらず、実施形態に関して説明される具体的な特徴、構造、材料、又は特性が、現在記載されている、少なくとも1つの実施形態に含まれることを意味する。したがって、本明細書の随所における「1つ以上の実施形態では」「特定の実施形態では」「一実施形態では」又は「ある実施形態では」といった表現があっても、必ずしも現在記載されている発明の同一の実施形態を指すわけではない。更に、特定の特徴、構造、材料、又は特性は、いかなる好適な方法で一つ以上の実施形態に組み合わされてもよい。
【0103】
本明細書で特定の代表的実施形態を詳細に説明したが、当然のことながら、当業者には上述の説明を理解した上で、これらの実施形態の代替物、変更物、及び均等物を容易に想起することができるであろう。したがって、本開示は本明細書で以上に述べた例示の実施形態に不当に限定されるべきではないと理解すべきである。特に、本明細書で使用されるように、端点による数値範囲の列挙には、その範囲内に包含される全ての数を含むことが意図されている(例えば、1〜5は、1、1.5、2、2.75、3、3.80、4、及び5を含む)。加えて、本文書中、使用されている全ての数字は用語「約」によって修飾されていると見なされる。更に、本明細書にて参照される全ての出版物、公開された特許出願、及び付与された特許は、それぞれの個々の出版物又は特許が参照により援用されることを明確にかつ個別に指示したかのごとく、それらの全体が同じ範囲で、参照により本明細書に援用される。様々な代表的実施形態を上述されてきた。これらの及び他の実施形態は、以下の「特許請求の範囲」に含まれる。
【技術分野】
【0001】
(関連出願の相互参照)
本出願は、2008年12月23日に出願された米国特許仮出願第61/140,412号の利益を主張し、その開示内容の全体を参照として本明細書に援用する。
【0002】
(発明の分野)
本開示はパターン付き不織布繊維ウェブ、並びにかかるウェブの作製及び使用方法に関する。本開示は更に、識別可能なパターンに捕捉され、かつ接着剤の使用なしに一緒に結合されたスパンボンドフィラメントの集団を含むパターン付き不織布繊維ウェブに関する。
【背景技術】
【0003】
不織布ウェブは、例えば表面洗浄用の吸収性拭取り布として、創傷包帯として、気体及び液体の吸収又は濾過媒体として、及び音の吸収用の遮蔽材として有用な様々な吸収性製品の製造に用いられてきた。一部の応用例では、成形された不織布ウェブを使用することが望ましい場合がある。例えば、米国特許第5,575,874号及び同第5,643,653号(Griesbach,IIIら)は、成形された不織布繊維及びかかる成形された不織布繊維を作製する方法を開示する。他の応用例では、例えば、米国特許第6,093,665(Sayovitzら)に記載されているように、フィラメントがその中で、パターンが接着剤バインダーで結合されているか、又はその中でメルトブロー繊維層が、パターン形成ベルト上で形成され、その後、2つのスパンボンドフィラメント層間に積層されている不織布として、非平滑化表面を有する不織布ウェブを使用することが望ましい場合がある。
【0004】
米国特許第5,858,515号(Stokes)、同第6,921,570号(Belau)、及び米国特許出願公開第2003/0119404号(Belau)は、積層方法を記載しており、その中の一部は、2つ以上のメルトブロー繊維ウェブから、構造化多層不織布ウェブを製造するために、パターン付きニップローラーの使用を含む。非連続的な繊維から、例えば米国特許第4,103,058号(Humlicek)に記載されているように、構造化ウェブを形成するためのパターン付きベルトの使用は、メルトブロープロセスにおいて使用されている。しかしながら、メルトブロープロセスは、メルトブロー繊維が、溶融紡糸によって形成されるフィラメントとして実際には連続的ではないスパンボンディングプロセスとは異なる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
成形された又は非平滑化不織布ウェブを形成する一部の方法が知られているが、当該技術は、特に、パターン付き表面又は非平滑化表面を有し、連続フィラメントの集団を有する不織布ウェブを形成する新しい方法を絶えず探し求めている。
【課題を解決するための手段】
【0006】
一態様では、本開示は、パターン付きコレクタ表面によって決定された、識別可能なパターン内に捕捉され、パターン付きコレクタ表面から取り外す前に、接着剤を使用せずに一緒に結合される、スパンボンドフィラメントの集団を含む、繊維ウェブに関する。一部の代表的な実施形態では、スパンボンドフィラメントの集団は、コポリマーフィラメントを含む。特定の実施形態では、コポリマーフィラメントは、ポリプロピレン、ポリエチレン、ポリエステル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリウレタン、ポリブテン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンサルファイド、ポリスルフォン、液晶ポリマー、ポリエチレン−コ−ビニルアセテート、ポリアクリロニトリル、環状ポリオレフィン、ポリオキシメチレン、ポリオレフィン系熱可塑性エラストマー、又はこれらの組合せを含む。特定の代表的な実施形態では、コポリマーフィラメントは、ポリオレフィンを含む。更なる代表的な実施形態では、スパンボンドフィラメントの集団は、約1μm〜約100μmの範囲のメジアンフィラメント直径を有する。
【0007】
関連態様では、本開示は、識別可能なパターン内に捕集され、かつ接着剤無しで一緒に結合されたスパンボンドフィラメントの集団を含む、繊維ウェブであって、フィラメントの少なくとも一部は、パターンによって決定された方向に配向されている、繊維ウェブに関する。両方の態様に関する一部の代表的な実施形態では、識別可能なパターンは二次元パターンである。特定の代表的な実施形態では、二次元パターンは、円、楕円形、多角形、X型、V型、及びこれらの組み合わせから選択される幾何学的形状の配列である。いくつかの特定の代表的な実施形態では、幾何学的形状の配列は二次元アレイである。
【0008】
別の関連態様では、本開示は、スパンボンディングプロセスで複数のフィラメントを形成する工程と、パターン付きコレクタ表面で識別可能なパターン内でフィラメントの集団を捕捉する工程と、パターン付きコレクタ表面からウェブを取り外す前に、接着剤を使用せずに、フィラメントの少なくとも一部を一緒に結合することによって、繊維ウェブを識別可能なパターンに保持させる工程と、を含む、繊維ウェブを作製する方法に関する。一部の代表的な実施形態では、本方法は、パターン付きコレクタ表面上のフィラメントの集団を捕捉する前に、フィラメントの少なくとも一部を減衰させる工程を更に含む。特定の代表的な実施形態では、結合は、自己熱結合、非自己熱結合、及び超音波結合のうちの1つ以上を含む。特定の代表的な実施形態では、フィラメントの少なくとも一部は、パターンによって決定された方向に配向されている。
【0009】
更なる代表的な実施形態では、パターン付きコレクタ表面は、コレクタを通る、複数の幾何学的に成形された穿孔を含み、フィラメントの集団を捕捉する工程は、穿孔されたパターン付きコレクタ表面を通じて真空を引きこむことを含む。一部の代表的な実施形態では、複数の幾何学的に成形された穿孔は、円、楕円、多角形、X型、V型、及びこれらの組み合わせからなる群から選択される形を有する。一部の特定の代表的な実施形態では、複数の幾何学的に成形された穿孔は、三角形、正方形、矩形、台形、五角形、六角形、八角形、及びこれらの組み合わせからなる群から選択される、多角形の形を有する。更なる代表的な実施形態では、複数の幾何学的に成形された穿孔は、パターン付きコレクタ表面上に二次元パターンを含む。特定の代表的な実施形態では、パターン付きコレクタ表面上の幾何学的に成形された穿孔の二次元パターンは、二次元アレイである。
【0010】
更に別の態様では、本開示は、前述の方法に従って調整された上記の複合体不織布繊維ウェブを含む物品に関する。特定の例示の代表的な物品は、ガス濾過物品、液体濾過物品、音声吸収物品、断熱物品、表面洗浄物品、研磨物品、細胞成長支援物品、薬物送達用品、個人衛生物品、及び創傷包帯物品として有用であり得る。
【0011】
本開示の代表的実施形態の様々な様態及び効果が要約されている。上記の概要は、本開示の発明の各例示された実施形態又はあらゆる実施を記載することを意図していない。図及び以下の詳細な説明は、本明細書に開示された原理を使用する幾つかの好ましい実施形態を更に具体的に例示する。
【図面の簡単な説明】
【0012】
本開示の代表的実施形態を添付の図面を参照して更に説明する。
【図1】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブを形成する代表的な装置の概略全体図。
【図2A】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図。
【図2B】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図。
【図2C】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図。
【図2D】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図。
【図2E】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図。
【図2F】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図。
【図3】本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、フィラメントを減衰させるための、代表的な任意のプロセスチャンバの、チャンバのための装着手段は示されていない、拡大側面図。
【図4】取り付け装置及び他の関連装置を備える、図3に示される代表的な任意のプロセスチャンバの部分的に概略的な平面図。
【図5】図1に示す代表的な装置の、任意の熱処理部の拡張及び拡大概略図。
【図6】本開示の例示の実施形態による、パターン付きスパンボンド繊維ウェブを形成するのに有用な、図2Bによる代表的な穿孔パターン付きコレクタを示す、図5の装置の透視図。
【図7A】本開示の特定の例示の実施形態による、様々な代表的なパターン付きスパンボンド繊維ウェブの表面の写真。
【図7B】本開示の特定の例示の実施形態による、様々な代表的なパターン付きスパンボンド繊維ウェブの表面の写真。
【図7C】本開示の特定の例示の実施形態による、様々な代表的なパターン付きスパンボンド繊維ウェブの表面の写真。
【図7D】本開示の特定の例示の実施形態による、様々な代表的なパターン付きスパンボンド繊維ウェブの表面の写真。
【図7E】本開示の例示の実施形態により、図2Aのパターンによって決定された方向に配向されたフィラメントを示す、代表的なパターン付きスパンボンド繊維ウェブの顕微鏡写真。
【発明を実施するための形態】
【0013】
用語解説
本明細書で使用する場合、
「繊維」は、材料の非連続的又は別個の細長いストランドを示すために使用される。
【0014】
「フィラメント」は、材料の連続的な細長いストランドを示すために使用される。
【0015】
「マイクロフィラメント」は、少なくとも1マイクロメートルの集団メジアン直径を有するフィラメントの集団を指す。
【0016】
「超微細なマイクロフィラメント」は、2マイクロメートル以下の集団メジアン直径を有するフィラメントの集団を指す。
【0017】
「サブマイクロメートルフィラメント」は、1マイクロメートル未満の集団メジアン直径を有するフィラメントの集団を指す。
【0018】
本明細書において、特定の種類のマイクロフィラメントのバッチ、群、アレイ、層等(例えば「マイクロフィラメントの層」)に対して参照がなされるとき、それは、その層内のスパンボンドフィラメントの完全な集団、又はスパンボンドフィラメントの単一のバッチの完全な集団であり、サブマイクロメートル寸法の層若しくはバッチの部分だけではないということを意味する。
【0019】
フィラメントの集団を指すために本明細書で使用される「配向されたフィラメント」は、フィラメントの2つ以上の、少なくとも長手方向軸は、同じ方向に整列されるように、配置された若しくは捕集されたフィラメントを指す(単一のフィラメントに対して使用されるとき、「配向された」は、フォラメントの分子の少なくとも一部が、フィラメントの長手方向軸に沿って整列されることを意味する)。
【0020】
本明細書中の「メルトブローン(Meltblown)」又は「メルトブローン(Melt-blown)」とは、溶融した繊維形成材料をダイの開口部から高速気流の中に押し出すことによって調製された繊維を指し、押し出された材料はまず減衰されてから繊維塊として固結する。
【0021】
本明細書中の「スパンボンド(Spunbond)」又は「スパンボンド(Spun-bond)」は、溶融したフィラメント形成材料をダイの回部から低速の、任意により加熱された気流の中に押し出すことによって調製され、次いで熱結合されたフィラメントの塊として固結する、によって調製される、フィラメントを指す。
【0022】
「自己結合」とは、点結合又はカレンダ加工におけるように直接接触で加圧することなしにオーブン中又は空気通過ボンダーを用いて得られるような高温でのフィラメント間結合、と定義される。
【0023】
「分子的に同じ」ポリマーとは、本質的に同じ反復分子単位を有するが、分子量、製造方法、市販形態などは異なっていてもよいポリマーを指す。
【0024】
ウェブの説明における「自己支持型」又は「自立型」とは、ウェブがそれ自体で保持され、取り扱われ、処理されることができることを意味する。
【0025】
「ウェブ坪量」は、10cm×10cmのウェブ試料を元に計算される。
【0026】
「ウェブ厚さ」は、150Paの圧力を付加した5cm×12.5cmの寸法の試験器フット部を有する厚さ試験ゲージを用いて、10cm×10cmのウェブ試料で測定される。
【0027】
「かさ比重」は、文献から採用される、ウェブが作られるポリマー又はポリマーブレンドのかさ比重である。
【0028】
本開示の様々な代表的実施形態を、特に図面を参照しながら説明する。ここで開示される発明の代表的な実施形態は、開示の趣旨及び範囲から逸脱することなく、様々な修正や変更が可能である。したがって、ここで開示される発明の実施形態は以下に説明する代表的実施形態に限定されるべきではなく、請求項及びそのいずれかの均等物に規定される限定によって制限されるべきであると理解されるべきである。
【0029】
A.パターン付きスパンボンド繊維ウェブ
二次元若しくは三次元の構造化表面を有するパターン付きスパンボンド不織布繊維ウェブは、パターン付きコレクタ表面上の溶融紡糸フィラメントを捕捉すること、及び例えば、空気通過ボンダーの下で熱結合することにより、コレクタ表面上にある間に接着剤なしでフィラメントを結合することによって形成されてもよい。フィラメントの概してランダムな配向を有するパターンの付いていないスパンボンドウェブ、及び実質的に平坦若しくは非平滑化表面は、例えば、米国特許第6,916,752号(Berriganら)に記載されるように既知であるが、従来のスパンボンドフィラメントは概して、コレクタ表面から取り外された後に、かつカレンダー操作を通過するまで、構造的に安定なウェブに結合されないため、従来のスパンボンドウェブは、パターン付き効果を達成することができず、またコレクタの表面上に形成された任意の識別可能なパターンを保持することができない。
【0030】
本開示は、一部の実施形態では、パターン付きコレクタ表面によって決定された識別可能なパターン内に捕捉され、パターン付きコレクタ表面から取り外す前に、接着剤を使用せずに一緒に結合される、スパンボンドフィラメントの集団を含む、繊維ウェブに関する。
【0031】
1.フィラメント成分
一部の代表的な実施形態では、スパンボンドフィラメントの集団は、コポリマーフィラメントを含む。特定の実施形態では、コポリマーフィラメントは、ポリプロピレン、ポリエチレン、ポリエステル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリウレタン、ポリブテン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンサルファイド、ポリスルフォン、液晶ポリマー、ポリエチレン−コ−ビニルアセテート、ポリアクリロニトリル、環状ポリオレフィン、ポリオキシメチレン、ポリオレフィン系熱可塑性エラストマー、又はこれらの組合せを含む。特定の代表的な実施形態では、コポリマーフィラメントは、ポリオレフィンを含む。更なる代表的な実施形態では、スパンボンドフィラメントの集団は、約1μm〜約100μmの範囲のメジアンフィラメント直径を有する。
【0032】
関連する態様では、本開示は、識別可能なパターン内に捕集され、かつ接着剤無しで一緒に結合されたスパンボンドフィラメントの集団を含む、繊維ウェブであって、フィラメントの少なくとも一部は、パターンによって決定された方向に配向されている、繊維ウェブに関する。一部の代表的な実施形態では、識別可能なパターンは二次元パターンである。特定の代表的な実施形態では、二次元パターンは、円、楕円形、多角形、X型、V型、及びこれらの組み合わせから成る群から選択される幾何学的形状の配列である。いくつかの特定の代表的な実施形態では、幾何学的形状の配列は二次元アレイである。
【0033】
本開示のパターン付きスパンボンド繊維ウェブは、マイクロフィラメント成分、超微細マイクロフィラメント成分、及び/又はサブマイクロメートル繊維成分などの1つ以上のフィラメントを含む。一部の実施形態では、好ましいフィラメントの成分は、少なくとも約1μmのメジアンフィラメント直径を有するフィラメントを含む、マイクロフィラメント成分である。特定の実施形態では、好ましいフィラメントの成分は、最大で約200μmのメジアンフィラメント直径を有するフィラメントを含むマイクロフィラメント成分である。一部の代表的実施形態では、マイクロフィラメント成分は、約1μm〜約100μmの範囲のメジアンフィラメント直径を有するフィラメントを含む。他の代表的な実施形態では、マイクロフィラメント成分は、約5μm〜約75μm、又は更には約10μm〜約50μmの範囲のメジアンフィラメント直径を有する。ある特定の好ましい実施形態では、マイクロフィラメント成分は、約15μm〜約30μmの範囲のメジアンフィラメント直径を有するフィラメントを含む。
【0034】
本開示において、所定のマイクロフィラメント成分内のフィラメントの「メジアンフィラメント直径」は、例えば走査電子顕微鏡を用いることにより、フィラメント構造の画像を1つ以上作製する工程と、1つ以上の画像において明確に視認できるフィラメントのフィラメント直径を測定してフィラメント直径の合計数、xを結果的に得る工程と、そのxのフィラメント直径のメジアンフィラメント直径を算出する工程と、によって決定される。典型的に、xは約50超であり、そして望ましくは約50〜約200の範囲である。好ましくは、メジアンフィラメント直径についての標準偏差は、最大で約2マイクロメートル、より好ましくは最大で約1.5マイクロメートル、最も好ましくは、約1マイクロメートルである。
【0035】
いくつかの代表的な実施形態では、マイクロフィラメント成分は、1つ以上の高分子材料を含んでもよい。概して、通常、フィラメント形成材料は半結晶性であるのが好ましいが、いずれのフィラメント形成ポリマー材料も、マイクロフィラメントの調製に使用できる。フィラメント形成に一般に使用されるポリマー、例えばポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ナイロン及びウレタンが特に有用である。ウェブはまた非晶質ポリマー、例えばポリスチレンから調製されている。本明細書中に記載される特定のポリマーは単なる例であって、広範な種類の他のポリマー又はフィラメント形成材料が有用である。
【0036】
好適な高分子材料としては、ポリプロピレン及びポリエチレンなどのポリオレフィン、ポリエチレンテレフタレート及びポリブチレンテレフタレートなどのポリエステル、ポリアミド(ナイロン−6及びナイロン−6,6)、ポリウレタン、ポリブテン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンサルファイド、ポリスルフォン、液晶ポリマー、ポリエチレン−コ−ビニルアセテート、ポリアクリロニトリル、環状ポリオレフィン、ポリオキシメチレン、ポリオレフィン熱可塑性エラストマー、及びこれらの組合せを含むが、これらに限定されない。
【0037】
また、多様な天然フィラメント形成材料を、本開示の代表的な実施形態による不織布スパンボンドフィラメントに取り入れることができる。好ましい天然材料はビチューメン又はピッチ(例えば、カーボンフィラメントの作製用)を含んでもよい。フィラメント形成材料は、融解された形状でもよく、好適な溶媒で運んでもよい。また、反応性モノマーを採用し、それらがダイへ運ばれる又はダイを通過するにつれて相互に反応させることができる。不織布ウェブは、フィラメントの混合物を単一層に含有するか(例えば、ダイ先端を共有するように密に配置した2つのダイキャビティを使用して作製される)、複数個の層に含有するか(例えば、積み重ね配列した複数個のダイキャビティを使用して作製される)、又は(米国特許第6,057,256号(Kruegerら)に記載のように)多成分フィラメントの1つ以上の層に含有してもよい。
【0038】
またフィラメントは、顔料や染料などの特定の添加剤がブレンドされた材料を含む、材料のブレンドから形成されてもよい。2成分スパンボンドフィラメント、例えばコア−シース又は並列2成分フィラメントが調製されてもよく、これは2成分サブマイクロメートルフィラメントの場合も同様であろう(本明細書にて「2成分」とは、2つ以上の成分を備えるフィラメントを含み、それぞれの成分がフィラメントの断面積の一部を占め、かつフィラメントの実質的な長さにわたって伸張している繊維を含む)。但し、本開示の代表的実施形態は、単一成分フィラメント(フィラメントは断面にわたって本質的に同じ組成を有するが、「単一成分」とは混合物又は添加剤含有材料を含み、実質的に均一な組成の連続相が断面に渡り、かつフィラメントの長さにわたって延びている)について特に有用及び有益であり得る。他の利益のなかでも、単一成分フィラメントを使用可能であることにより、製造の複雑さが緩和され、ウェブ使用に対する制限がより少なくなる。
【0039】
上述のフィラメント形成材料に加えて、フィラメント溶融物に様々な添加物を添加し、押出成形して、添加物をフィラメントに組み込んでもよい。典型的に、添加物の量は、フィラメントの総重量に対して、約25重量%未満、望ましくは約5.0重量%までである。適する添加物には、微粒子、充填剤、可塑剤、粘着付与剤、流動性調整剤、硬化速度遅延剤、接着促進剤(シラン、チタン酸塩など)、補助剤、衝撃改質剤、発泡性微小球、熱伝導性粒子、電気伝導性粒子、シリカ、ガラス、粘土、タルク、顔料、着色剤、ガラスビーズ又はバブル、酸化防止剤、蛍光増白剤、抗菌剤、界面活性剤、難燃剤、及びフッ素化学品が含まれるが、これらに限るものではない。
【0040】
添加物類のうち1つ以上を用いて、得られるフィラメント及び層の重量及び/又はコストを軽減してもよく、粘度を調整してもよく、又はフィラメントの熱的特性を変性してもよく、あるいは電気特性、光学特性、密度に関する特性、液体バリア若しくは接着剤の粘着性に関する特性を包含する、添加物の物理特性活性に由来する様々な物理特性を付与してもよい。
【0041】
2.任意の追加層
本開示のパターン付きスパンボンド繊維ウェブは、マイクロフィラメント成分と組み合わせて追加層(単体又は超微細なマイクロフィラメント成分及び/又はサブマイクロメートルフィラメント成分を備える)、支持層、又は両方を含んでもよい。1つ以上の追加層は、スパンボンドフィラメントウェブの外側表面にわたって及び/又はこの下で存在してもよい。
【0042】
好適な追加層は、色含有層(例えば、印刷層)、上述の支持層のうちいずれか、別個の平均フィラメント直径及び/又は物理的塑性を有する1つ以上の追加のサブミクロンフィラメント成分、絶縁性能を向上させるための1つ以上の二次微細サブミクロンフィラメント層(例えば、メルトブローンウェブ又はガラス繊維布)、発泡体、微粒子層、箔層、フィルム、装飾布層、膜(即ち、透析膜、逆浸透性膜など、透過性を制御されたフィルム)、網製品、メッシュ、配線網状組織及び管状の網状組織(即ち、電気伝達用のワイヤー層、若しくは、様々な流体搬送用の管/パイプ群、例えば、電気毛布用の配線網状組織、及び冷却毛布内を流れる冷却剤用の管状の網状組織、の層)、又はこれらの組み合わせを含むが、これらに限られない。
【0043】
3.任意の取付手段
特定の代表的な実施形態では、本開示のパターン付きスパンボンド繊維ウェブは、パターン付きスパンボンド繊維物品を基材に取り付けることを可能にするために1つ以上の取付装置を更に含んでもよい。上述のように、接着剤を使用してパターン付きスパンボンド繊維物品を取り付けることができる。接着剤に加えて、その他の取付手段を使用してもよい。好適な取付手段には、ネジ、釘、クリップ、ステープル、ステッチ、ねじ切り、フック及びループ材料などの機械的なファスナが含まれるが、これらに限定されない。追加の取付方法には、例えば、熱の適用による表面の熱結合、又は超音波溶接若しくは冷間圧接の使用が挙げられる。
【0044】
パターン付きスパンボンド繊維物品を各種の基材に取り付けるために、1つ以上の取付手段を使用することができる。代表的な基材には、自動車の構成要素、自動車の内装(即ち、パッセンジャー・コンパートメント、エンジン・コンパートメント、トランクなど)、建物の壁面(即ち、内装の壁面あるいは外装の壁面)、建物の天井(即ち、室内の天井面あるいは屋外の天井面)、建物の壁あるいは天井のための建設材料(天井タイル、木材要素、石膏ボードなど)、部屋の区切り、金属板、ガラス基材、ドア、窓、機械の構成要素、電気製品の構成要素(即ち、室内用電気機器の表面あるいは屋外用電気機器の表面)、パイプ若しくはホースの表面、コンピューター若しくは電気機器の表面、音響録音若しくは再生装置、電気製品、コンピューター等のハウジング若しくはケースが含まれるが、これらに限るものではない。
【0045】
B.パターン付きスパンボンド繊維ウェブを作製する方法
本開示はまた、パターン付きスパンボンド繊維ウェブを作製する方法も目的としている。代表的な実施形態では、本方法は、スパンボンディングプロセスで複数のフィラメントを形成する工程と、パターン付きコレクタ表面で識別可能なパターン内でフィラメントの集団を捕捉する工程と、パターン付きコレクタ表面からウェブを取り外す前に、接着剤を使用せずに、フィラメントの少なくとも一部を一緒に結合することによって、繊維ウェブを識別可能なパターンに保持させる工程と、を含む。一部の代表的な実施形態では、本方法は、パターン付きコレクタ表面上のフィラメントの集団を捕捉する前に、フィラメントの少なくとも一部を減衰させる工程を更に含む。特定の代表的な実施形態では、結合は、自己熱結合、非自己熱結合、及び超音波結合のうちの1つ以上を含む。特定の代表的な実施形態では、フィラメントの少なくとも一部は、パターンによって決定された方向に配向されている。好適な溶融紡糸又はスパンボンディングプロセス、減衰方法及び装置、結合方法及び装置(自己結合方法を含む)は、米国特許出願公開第2008/0026661号(Foxら)に記載されている。
【0046】
1.パターン付きスパンボンド繊維ウェブを形成する装置
図1〜6は、パターン付きスパンボンド繊維ウェブを形成する代表的装置の一部として、本開示の様々な実施形態を実施する例示の装置を示す。図1は本装置の概略の全体側面図である。図2A〜2Fは、本開示の特定の例示の実施形態による、パターン付きスパンボンド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図である。図3及び4は、図1の装置の、任意のフィラメントを減衰させる部分の拡大図である。図5及び6は、図1に示された装置の、任意のフィラメント結合部分の拡大図である。
【0047】
1つの代表的な実施形態では、二次元又は三次元のパターン付き表面4’を有するスパンボンド不織布繊維ウェブ5は、溶融紡糸フィラメント15を、パターン付きコレクタ表面19’上に捕捉すること及び、例えば、空気通過ボンダー200の下でコレクタ19上のフィラメントを熱結合することにより、コレクタ表面19上にある間に、接着剤なしでフィラメントを結合することによって、形成されてもよい。図1〜2に示されるように、コレクタ19は、概ね多孔質であり(例えば穿孔されている)、ガス取り出しデバイス14は、コレクタの下に位置付けられて、コレクタの上へのフィラメントの付着を支援する。結合したフィラメント15により維持されるパターン4’を有するスパンボンドウェブ5は、ロール23に巻回されてもよい。
【0048】
図1に一般的に示されるように、連続溶融紡糸フィラメントのストリーム15は、フィラメント形成装置2にて調製され、捕集装置3に向かう。連続溶融紡糸フィラメント15のストリームは、コレクタ19のパターン付き表面19’上にパターン付き表面4を有する、パターン付き繊維溶融紡糸ウェブ5の形態で捕集され、これは連続、即ちエンドレスベルトコレクタとして図示される。パターン付き繊維溶融紡糸ウェブ5のパターン付き表面4は、図1のコレクタ19のパターン付き表面19’から遠位の上面の反対側に示されているが、別の実施形態において(図中に示されない)、パターン付き繊維溶融紡糸ウェブのパターン付き表面は、コレクタのパターン付き表面と接触してもよい。
【0049】
本開示の発明の代表的な実施形態は、パターン付き繊維ウェブ5を連続スクリーンタイプのコレクタ上に(例えば、図1に示されるようにベルトタイプのコレクタ19)、穿孔に対応し、多孔質若しくは穿孔されたコレクタの少なくとも一部に重なる表面を有する、穿孔されたテンプレート若しくはステンシル、又はスクリーンが被覆されたドラム(図示せず)、あるいは当該地術で既知の代替的な方法を使用することによって実施されてもよい。
【0050】
図1のフィラメント形成装置2は、本開示の特定の実施形態を実施するのに使用される1つの代表的な装置である。この装置を使用する際は、例えば、ポリマーフィラメント形成材料をホッパー11に導入し、押出成形機12にて材料を溶融し、ポンプ13を介し押出ヘッド10に溶融材料をポンプ輸送することにより、この例示される装置の押出成形ヘッド10にフィラメント形成材料が供給される。ペレット状又は他の粒子状形態の固体ポリマー材料を使用し、液体のポンプ輸送可能な状態に溶融するのが最も一般的であるが、他のフィラメント形成液体、例えばポリマー溶液も使用できる。
【0051】
押出ヘッド10は従来のスピナレット又はスピンパックでよく、一般に、規則的なパターン、例えば一直線の列に配置された多数のオリフィスを含む。押出成形ヘッドからフィラメント形成液のフィラメント15が押し出され、プロセスチャンバ又は任意の減衰器16に搬送される。押し出されたフィラメント15が任意の減衰器16に達するまでに進む距離17は、フィラメント15が暴露される条件と同様に、変化させることができる。通常は、押し出されたフィラメント15の温度を低下させるために、空気又は他の気体の急冷流18が押し出されたフィラメントに与えられる。あるいは、フィラメントの延伸を容易にするために空気又は他の気体の流れを加熱してもよい。
【0052】
幾つかの代表的実施形態においては、空気又は他の流体の流れは1つ以上、例えば、押出しの際に放出される不要なガス状物質又は蒸気を除去することができるよう、フィラメント流を横切るよう吹き出す第1の空気流18a、及び主目的である温度低下を実現するための第2の急冷空気流18bなどであってよい。更に別の急冷流を使用してもよく、例えば図1の18bで示す流れは、これ自体が複数の流れを含んで所望の急冷レベルを達成してもよい。使用される工程又は最終製品の所望形態によっては、押し出されたフィラメント15を任意の減衰器16に到達する前に凝固させるのに急冷空気で足る場合がある。または、押し出されたフィラメントが任意の減衰器に進入するときに依然として軟化又は溶融状態にある場合もある。あるいは、押出ヘッド10と任意の減衰器16との間の周囲空気又は他の流体が、押し出されたフィラメントが減衰器に進入する前に、これに何らかの変化を起こさせる媒体であり得るような場合には、急冷流は使用しない。
【0053】
2.パターン付きスパンボンド繊維ウェブを形成するパターン付きコレクタ表面
図1及び2A〜2Fで示されるように、一部の代表的な実施形態では、パターン付きコレクタ表面19’は、コレクタ19を通る複数の幾何学的に成形された穿孔100〜105を含み、フィラメントの集団を捕捉する工程は、穿孔パターンコレクタ表面を通じて真空を引きこむことを含む。穿孔されたパターン付き表面と一体化したコレクタは図1に示されてるが、他の実施、例えば、多孔質若しくは穿孔スクリーン又はベルト上に配置された穿孔パターン付きステンシル若しくはテンプレートも、同様に使用してもよい。
【0054】
一部の実施形態では、複数の幾何学的に成形された穿孔は、円(図2A、100)、楕円形(図示せず)、多角形(図2B〜2C、及び図2E、101〜102、及び104)、V型(図2D、103)、X型(図2F、105)、及びこれらの組み合わせ(図示せず)からなる群から選択される形状を有する。特定の代表的な実施形態では、複数の幾何学的に成形された穿孔は、正方形(図2B、101)、矩形(図示せず)、三角形(図2C、102)、ダイヤモンド(図2E、104)、台形(図示せず)、五角形(図示せず)、六角形(図示せず)、八角形(図示せず)、及びこれらの組み合わせ(図示せず)からなる群から選択された多角形の形状を有してもよい。
【0055】
図2A〜2Fによって図示されるように、更なる代表的な実施形態では、複数の幾何学的に成形された穿孔は、パターン付きコレクタ表面に二次元パターンを含む。特定の代表的な実施形態では、図2A〜2Fによって図示されるように、パターン付きコレクタ表面上の幾何学的に成形された穿孔の二次元パターンは、二次元アレイである。
【0056】
3.パターン付きスパンボンド繊維ウェブを製造するための任意の減衰器
任意により、図1に図示される一部の実施形態では、フィラメント15は、任意の減衰器16を通過してもよく、最終的にコレクタ19の上に出て、そこではそれらは上記のように、パターン付き繊維ウェブ5として捕集される。任意の減衰器の出口とコレクタとの間の距離21は変更して異なる効果を得ることができる。例えば、減衰器をコレクタに対して移動させること、又は減衰器を通る空気琉の速度を変更することは、パターン付きスパンボンド繊維ウェブ内でフィラメントの局所的な坪量を増加させる又は減少させるのに、有利に使用することができる。コレクタからより離れた距離で、又はより低い空気琉の速度で減衰器を操作することは、概して、パターン付きコレクタ表面の穿孔内に捕集された繊維の一部を減少させることによって、局所的な坪量を減少させる。更に、パターン付きスパンボンド繊維ウェブの局所的な坪量は、機械方向(即ち、ダウンウェブ)及び/又は反対(即ち、クロスウェブ)方向において様々であってもよい。
【0057】
任意の減衰器では、フィラメントが延長されて縮径し、フィラメント中のポリマー分子が配向される。即ち、フィラメント中のポリマー分子の少なくとも一部がフィラメントの長手方向軸に沿って整列される。半結晶性ポリマーの場合は一般に、歪誘起結晶度を発現させるには配向で十分であり、この結果得られるフィラメントは強度が大幅に向上する。図3は、本開示のウェブに特に有用なスパンボンドフィラメントの調製用の代表的な任意の減衰器16の拡大側面図である。任意の減衰器16は、間に処理チャンバ24を画定するよう分割された、2つの可動半分割部又は側部16a及び16bを含む。側部16a及び16bの対向面がチャンバ壁を形成している。図4は、代表的な任意の減衰器16及びその装着支持構造の一部を異なる寸法で示す平面図及び一部概略図である。図4の平面図から分かるように、プロセス(減衰)チャンバ24(図3に示されるように)は、概して細長いスロットであり、(任意の減衰器を通過するフィラメントの移動経路に対して横断方向の)横方向の長さ25を有する。
【0058】
2つの半分割部又は側部として設けられるものの、任意の減衰器は一つの一体的装置として機能し、まずその一体の形態について説明する(図3及び4に示す構造は代表例に過ぎず、様々な異なる構成を使用することができる)。代表的な任意の減衰器16は、減衰チャンバ24の入口空間又は喉部24aを画定する傾斜した入口壁27を含む。入口壁27は、好ましくは入口エッジ又は表面27aで湾曲され、押し出されたフィラメント15(図3〜4では図示せず)を運ぶ空気ストリームが円滑に入るようにする。壁27は本体部分28に取り付けられ、本体部分28と壁27との間に間隙30を形成するために、凹領域29を設けてもよい。導管31を通して間隙30内に空気を導入し、任意の減衰器を通過移動するフィラメントの速度を増大させると共にフィラメントに対する更なる急冷効果をも有するエアナイフ32を形成することができる。任意の減衰器本体28は、好ましくは28aで湾曲し、エアナイフ32から通路24への空気の通過を円滑にする。任意の減衰器本体の表面28bの角度(α)は、任意の減衰器を通過するフィラメント流にエアナイフが衝突する所望の角度を決定するように選択することができる。エアナイフはチャンバの入口付近ではなく、チャンバ内のより遠方に配設されてもよい。
【0059】
図3は、1つの代表的な任意の、本開示の実施形態を実施するのに有用であり得る減衰チャンバを図示するが、他の構成が使用されてもよい。任意の減衰器16は、任意の減衰器の長手方向の長さ(減衰器の長手方向軸26に沿う寸法を軸方向長さと呼ぶ)にわたって均一な間隙幅(任意の減衰器の2つの側部の間の、図3の紙面における水平方向の距離33を本明細書では間隙幅と呼ぶ)を有することができる減衰チャンバ24を含んでもよい。あるいは、図3に示すように、間隙幅は、任意の減衰器チャンバの長さに沿って変化してもよい。異なる実施形態においては、減衰チャンバは、直線状又は平坦な壁によって画定され、このような実施形態においては、壁間の空間はそれらの長さにわたって一定であってもよく、又は、壁が減衰チャンバの軸方向長さにわたって僅かに分岐若しくは収束していてもよい(マイクロフィラメント流を広げる傾向があるので好ましい)。これら全ての場合において、厳密な平行位置からの偏差は比較的僅かであるため、本明細書では減衰チャンバを画定する壁は平行であるとみなす。図3に示すように、通路24の長手方向の長さの主要部分を画定する壁は、本体部分28とは別個でこれに取り付けられたプレート36の形態であってもよい。
【0060】
減衰チャンバ24の長さは変化させて異なる効果を達成することができる。特に、本明細書中でシュート長さ35と呼ばれることもあるエアナイフ32と出口開口34との間の部分で変化させると有用である。チャンバ壁と軸26との間の角度を出口34付近で広げ、フィラメントのコレクタ上への分布を変化させてもよいし、又は、偏向板表面、コアンダ効果をもたらす曲面、及び不均一な壁長などの構造を出口で用い、フィラメントの所望の広がり又は他の分布を達成することができる。一般に、間隙幅、シュート長さ、減衰チャンバ形状などは、処理中の材料と、所望の効果を得ることが望まれる処理モードと併せて選択される。例えば、より長いシュート長さは、調製されるフィラメントの結晶化度を増大させるのに有用であり得る。押し出されたフィラメントを所望のフィラメントの形態に処理するために、条件を選択することができ、広範囲にわたって変化させることができる。
【0061】
図4に示すように、代表的な任意の減衰器16の2つの側部16a及び16bはそれぞれ、ロッド39上を摺動するリニア軸受38に取り付けられた装着ブロック37を介して支持される。軸受38は、ロッド回りに放射状に配設された玉軸受の軸方向に延びる列などの手段によってロッド上を低摩擦で移動し、これにより側部16a及び16bは容易に互いに接近及び離間することができる。
【0062】
この例示の実施形態では、任意の減衰器の側部16a及び16bに接続ロッド44を介してそれぞれエアシリンダ43a及び43bが接続され、任意の減衰器側部16a及び16bを互いに接近するように押圧する締め付け力を付与する。任意の減衰器16の有用な運転モードはいくつか、米国特許第6,607,624号(Berriganら)に記載されている。例えば、処理中のフィラメントが破断又は別のフィラメント又はフィラメントと交絡する場合のようにシステムの変動がある場合、任意の減衰器の側部、又はチャンバ壁が移動することもある。
【0063】
見て分かる通り、図1、3及び4に示す任意の減衰器16において、チャンバの横断方向の長さの両端には側壁がない。その結果、チャンバを通過するフィラメントは、チャンバの出口に近づくにしたがって、チャンバの外側に向かって広がることができる。このような広がりは、コレクタ上に捕集されるフィラメント塊を幅広にするために望ましい場合がある。他の実施形態では、処理チャンバは側壁を含むが、チャンバの横断方向の一端部における1つの側壁は、チャンバ側部16a及び16bの両方には取り付けられない。なぜなら、両方のチャンバ側部に取り付けると、上述のような側部の分離を妨げるからである。その代わりに、一方のチャンバ側部に側壁を取り付け、通路内の圧力変化に応答して側部が移動する場合には、これと共に移動するようにしてもよい。他の実施形態では、この側壁を分割して、一部分を一方のチャンバ側部に取り付け、他部分を他方のチャンバ側部に取り付け、処理中のフィラメント流を処理チャンバ内に閉じ込めることが所望されるような場合には、この側壁部分を重なり合うようにすると好ましい。
【0064】
可動壁を有する図3〜4に示す装置は、上述の利点を有するが、このような任意の減衰器を使用することは現在記載されている発明の全実施形態の実施には必要ではない。現在記載されている発明の特定の代表的実施形態において有用なフィラメントは、任意の減衰器の壁が固定及び移動不可であるか、又は実用上は移動しない装置上で調製することができる。
【0065】
仕上げ剤又は他の材料のフィラメントへの噴霧、フィラメントへの静電荷の付与、ウォーターミストの付与など、フィラメント形成工程の付属として従来から使用される様々な工程を、任意の減衰器への進入又は射出時にフィラメントに関連して使用してもよい。更に、結合剤、接着剤、仕上げ剤、及び他のウェブ又はフィルムを含む種々の材料を、パターン付きの捕集したウェブに添加してもよい。
【0066】
4.パターン付きスパンボンド繊維ウェブを製造するための任意の結合装置
フィラメントの条件により、一部の結合は捕捉の間にフィラメント間で発生し得る。しかしながら、コレクタ表面によって形成されたパターンを保持する方式で、フィラメントを一緒に結合するために、捕捉されたウェブ内のスパンボンドフィラメント間の更なる結合が必要とされるか、望ましい場合がある。「フィラメントを一緒に結合する」は、ウェブが通常の取扱いに供されたときに、フィラメントが一般的に分離しないように、追加の接着材料なしでフィラメントを一緒に固く接着することを意味する)。
【0067】
空気通過結合によってもたらされる光自己結合が、剥離若しくは剪断性能に関して望ましいウェブ強度を提供しない場合がある一部の実施形態では、コレクタ表面からパターン付きのスパンボンド繊維ウェブを取り除いた後、二次若しくは補足的な結合工程、例えば点結合カレンダリングを組み込むことが有用であり得る。増加した強度を達成するための他の方法には、フィルム層の、パターン付きスパンボンド繊維ウェブの裏面(即ち、パターンが付いていない)への押出成形積層又はポリコーティング、又はパターン付きスパンボンド繊維ウェブの、支持ウェブ(例えば、従来のスパンボンドウェブ、無孔フィルム、多孔質フィルム、印刷フィルム等)への結合を挙げることができる。実質上、任意の結合技法、例えば、結合されるべき1つ以上の表面への、1つ以上の接着剤の塗布、超音波溶接、又は、当業者に既知のような、局所的結合パターンを形成することができる、他の熱結合方法が使用されてもよい。かかる補足的な結合は、ウェブを更に容易に取扱いできるようにし、かつその形状をよりよく保持することができるようにし得る。
【0068】
点結合プロセス又は滑面なカレンダーロールにより適用される熱及び圧力を用いる従来の接着技術も使用することができるが、そのような工程は、フィラメントの望ましくない変形又はウェブの過度の圧縮を引き起こす場合がある。スパンボンドフィラメントを結合するための代替技法は、米国特許出願公開第2008/0038976号(Berriganら)に開示されるような空気通過結合である。空気通過結合を実施するための代表的な装置(例えば空気通過ボンダー)は、図5及び図6に図示される。
【0069】
図5〜6に示されるように、二次元又は三次元のパターン付き表面4を有するパターン付きスパンボンド不織布繊維ウェブ5は、溶融紡糸フィラメントを、パターン付きコレクタ表面19’で捕捉すること、及び、例えば、空気通過ボンダー200の下、コレクタ19上にある間に接着剤なしにフィラメントを熱結合することにより、コレクタ表面19上にある間に、接着剤なしでフィラメントを結合することによって、形成されてもよい。本開示に適用されるとき、現在好ましい空気通過結合技法は、スパンボンドフィラメントの捕集されたパターン付きウェブを、制御された加熱及び急冷操作に供することを含み、これは、a)強制的にウェブを、スパンボンドフィラメントを軟化させるのに十分な温度まで加熱されたガス琉に通過させ、スパンボンドフィラメントにフィラメントの交点において一緒に結合させること(例えば、凝集性若しくは結合されたマトリックスを形成するために交点の十分な点において)であって、加熱流は全体的にフィラメントを溶融させるには短かすぎる、別個の時間の間適用する、ことと、b)すぐに強制的にウェブを、フィラメントを急冷するための加熱流よりも低い、少なくとも50℃の温度で、ガス琉に通過させることと(上記の米国特許出願公開第2008/0038976号(Berriganら)に記載のように)、を含み、「強制的に」は、通常の室内圧力に加えて圧力がガス流に適用され、この流をウェブを通して前へ押し出すということを意味し、「すぐに」は、同一の動作の一部、即ち、ウェブが、次のプロセス工程前に、ロールに巻き付けられるとき、発生する保管の介在時間が発生しないことを意味する。この技法は略語として、急冷フロー加熱技法と記載され、同装置は急冷フローヒーターとして記載されている。
【0070】
上述の米国特許出願公開第2008/0038976(Berrigan et al.)により詳細に教示されるように、上述の方法の変更は、スパンボンドフィラメント内にある2種の異なる分子相の存在を利用する−1種類目は比較的多くの連鎖延長された、又はひずみ誘導された結晶性ドメインの存在のために結晶性を特徴とする分子相と呼ばれ、2種類目は、結晶性の秩序が低い(即ち、連鎖延長されていない)ドメイン及び非晶質であるドメインが比較的多くに存在するために非晶質を特徴とする相と呼ばれるが、後者は、結晶性に関して不十分な程度の一定の秩序又は配向を有していてもよい。
【0071】
これら2つの種類の相は、必ずしも明確な境界を有するわけではなく、互いに混在することがあり、異なる溶融及び/又は軟化特性を含む異なる種類の特性を有する。鎖延長の結晶性ドメインがより多く存在することを特徴とする第1の相は、第2相が溶融又は軟化する温度(例えば、秩序がより低い結晶性ドメインの融点によって変更されるような非晶性ドメインのガラス転移温度)より高い温度(例えば、鎖延長結晶性ドメインの融点)にて溶融する。
【0072】
記載の方法で述べられている変形例では、微結晶特性相が溶融しないままでフィラメントの非晶質特性相が溶融又は軟化するのに十分な温度及び時間で加熱を行う。一般に、加熱された気体状のストリームは、フィラメントのポリマー材料の溶融開始温度より高い温度である。加熱後、ウェブは上述のように急速に急冷される。
【0073】
こうした温度での捕集されたウェブの処理は、スパンボンドフィラメントをモルホロジーに関して精製していることが見出され、それは次のように理解される(本発明者らは、一般に特定の理論的考察を含む「理解」という本明細書における表現によって束縛されることを意図しない)。非晶質特性相に関して、望ましくない(軟化を妨げる)結晶成長の影響を受けやすい相の分子材料の量は、処理前ほど多くはない。非晶質を特徴とする相は、従来の未処理フィラメントでは熱結合操作の間に結晶性が不必要に増大することになる分子構造のある種の洗浄又は低減を受けると理解される。現在記載されている特定の代表的実施形態において処理されたフィラメントは、ある種の「反復的軟化」が可能である可能性がある。即ち、フィラメント全体が溶融してしまう温度より低い温度領域内での温度上昇及び下降のサイクルにフィラメントが曝されるにつれ、フィラメント、特にフィラメントの非晶質特性相が、軟化及び再固結のサイクルをある程度繰り返すことを意味する。
【0074】
実際の期間において、繰り返し可能な軟化は、処理されたウェブ(一般に加熱及び急冷処理の結果として有用な結合を既に示している)が加熱されて更なるフィラメントの自己結合を生じ得る場合に示される。軟化及び再固結のサイクルは無限には継続しなくてもよいが、一般に、例えばここで記載されている発明の特定の代表的実施形態にかかる熱処理の間にフィラメントが初めて熱に曝されることによって結合し、後に再び加熱されて再軟化及び更なる結合をもたらすか、又は所望により、カレンダ加工又は再成形のような他の作業を行えば、十分である。例えば、フィラメントの結合力向上を利用して、ウェブを平滑面にカレンダ加工したり、又は、例えばフェイスマスクに成型するなど非平面形状を付与されてもよい(但しこのような場合の結合は自己結合には限られない)。
【0075】
非晶質特性相又は結合相がウェブ結合、カレンダ加工、成形又はその他の同様の作業中に上述の軟化機能を有する一方、フィラメントの微結晶特性相もまた重要な役割、即ちフィラメントの基本的なフィラメント構造を強化する役割を有してもよい。微結晶特性相は、一般に、結合又は同様の作業中も非溶融状態を保つことができるが、それは、その融点が、非晶質特性相の溶融/軟化点よりも高く、したがって、フィラメント全体を通じて延在すると共にフィラメント構造及びフィラメント寸法を支持するマトリックスが原状のままに保たれるからである。
【0076】
したがって、自己結合作業においてウェブを加熱することにより、フィラメント交点にてある程度流動及び合体することによってフィラメントが共に結合し得るとしても、基本的に個別のフィラメント構造は、交点間及び結合間のフィラメント長さにわたって実質的に保持される。好ましくはフィラメントの断面は、交点間又は作業中に形成される結合間のフィラメント長さにわたって変化しないままである。同様に、ウェブをカレンダ加工することにより、カレンダ加工作業の圧力及び熱によりフィラメントが再構成される(それによってフィラメントは、カレンダ加工中に押圧された形状を永久的に保持し、ウェブの厚さをより均一にする)としても、フィラメントは一般に、個別のフィラメントのままであり、結果として所望のウェブ多孔性、濾過、及び絶縁特性が保持される。
【0077】
図5及び6に示すように、本開示の特定の代表的な実施形態の代表的な実施方法において、パターン付きコレクタ表面19’に形成されたパターン付き表面4を有する形成済みのスパンボンド繊維ウェブ5は、コレクタ19上に設置された制御加熱装置200の下部を移動するコレクタ19(図1参照)により移送される。代表的な加熱装置200は、上側プレナム202及び下側プレナム203に分割されたハウジング201を備える。上側及び下側プレナムは、典型的には均一な寸法及び間隔である一連の孔205によって開口されたプレート204で隔てられている。気体、典型的には空気が、導管207から開口部206(図6)を通じて上部プレナム202に供給され、プレート204は、気流分配手段として機能して、上部プレナムに供給された空気が、プレートを通って下部プレナム203に到達するときに、非常に均一に分配されるようにする。他の有用な気流分配手段には、フィン、バッフル、マニホルド、エア・ダム、スクリーン又は焼結プレートなど、即ち、空気を均一に分布させる各種装置が含まれる。
【0078】
例示の加熱装置200では、下側プレナム203の底壁208には細長いスロット209が形成され、これを通って下側プレナムからの加熱された空気の細長い又はナイフ状の流れ210が、加熱装置200の下部でコレクタ19上を移動している溶融紡糸繊維ウェブ5のパターン付き表面4上に吹き付けられる(図6では、パターン付きスパンボンド繊維ウェブ5及びコレクタ19は、部分的な切欠としてされている)。排気装置14は、好ましくは、加熱装置200のスロット209下に十分延在している(のみならず、後述するように、加熱流210を超えた、符号220で示される領域を通る距離218にわたってウェブ下流に延びている)。したがって、プレナムにて加熱された空気は、プレナム203内にて内圧下にあり、スロット209においては更に排気装置14の排気真空下におかれる。排気力を更に制御するために、有孔プレート211をコレクタ19(図1を参照)の下方に位置決めして、ある種の背面圧力又は流量制限手段を与え、加熱気流210が捕集されたパターン付きスパンボンド繊維ウェブ5の幅又は加熱領域に所望の程度わたって広がり、捕集された塊に生じ得る低密度部分を通って流れるのを防止することを確実にしてもよい。他の有用な流量制限手段としてはスクリーン又は燒結プレートが挙げられる。
【0079】
所望の制御を達成するために、プレート211内の開口部の数、寸法及び密度を、異なる領域で変えてよい。大量の空気が、マイクロフィラメント形成装置を通過し、フィラメントが領域215でコレクタに到達するときに廃棄されなければならない(図1を参照)。十分な空気は、領域216でウェブ及びコレクタの中を通って、ウェブを加工空気の様々なストリームの下の適切な位置に保持する。また、加熱処理領域217下では、処理空気がウェブを通過できるようプレートには十分な開口度が必要とされるが、一方では、空気が均一に分布することを確実にするために十分な抵抗力が与えられる。
【0080】
概して、空気通過ボンダーを出る空気の温度及び速度を制御することによって、パターン付きスパンボンド繊維ウェブを形成するフィラメント間の自己結合のレベルを制御することができる。好ましくは、コレクタのパターン付き表面と接触することによって形成される二次元若しくは三次元の表面パターンを破壊することなく、パターン付きスパンボンド繊維ウェブが、パターン付きコレクタ表面から取り外されるように、空気流及び温度が調節される。しかしながら、低結合から高い結合レベルまでの広い範囲にわたって、自己結合レベルを変化させる能力に関連する潜在的な利点が存在するということが理解される。例えば、高い結合レベルでは、フィラメントは、パターン付きスパンボンド繊維ウェブが、より容易に取り扱われるのを可能にする、安定した三次元構造体を形成することができる。低結合レベルでは、パターン付きスパンボンド繊維ウェブは、より高い拡張(即ち伸張)を呈することができ、また、フィラメントを構成する材料(例えば、(コ)ポリマー)の結晶融点を超える温度を使用せずに、他の層に熱で積層されるのがより容易にできる。
【0081】
したがって、特定の実施形態では、パターン付きスパンボンド繊維ウェブの温度及び露出時間条件は慎重に制御される。特定の代表的な実施形態では、温度−時間の条件は、集団の加熱された領域にわたって制御されてもよい。処理される塊の幅にわたって、ウェブを通る熱風のストリーム210の温度が5℃の範囲内、好ましくは2又は更には1℃以内にあるとき(熱風の温度は、作業の利便的な制御のために、ハウジング201への熱風の入口点で測定する場合が多いが、熱電対によって、捕集されたウェブの近くで測定することもできる)、我々は最高の結果を得た。加えて、加熱装置は、例えば、加熱が過度になる又は不足することを避けるためにヒーターをオンとオフとの間で迅速に切り替えることによって、空気流が長時間にわたって安定した温度に維持されるように操作される。好ましくは、温度を、1秒間隔で測定する場合に、目標温度の1℃以内に保つ。
【0082】
加熱を更に制御するために、塊は、加熱された空気のストリーム210の適用後に素早く急冷に供される。一般には、制御された加熱空気流210から塊が離れた直後に、スパンボンド繊維ウェブ5にわたって、及びこれを通って周囲空気を引き込むことによって、このような急冷を達成することができる。図5の数字220は、ウェブが熱空気ストリームを通過した後に空気排気装置によって周囲空気をパターン付きウェブを通して引き込む領域を示す。実際には、このような空気は、ハウジング201の基部の下方、例えば図面の図6で符号220aにて示される領域に導入することができ、これにより空気はウェブが加熱空気流210を離れるほぼ直後にウェブに到達する。排気装置14は、コレクタに沿って距離218にわたって加熱装置200を超えて延び、パターン付きスパンボンド繊維ウェブ5全体の完全な冷却及び急冷を確実なものにする。簡潔にする目的で、加熱急冷複合装置を冷却流ヒーターと呼ぶ。
【0083】
急冷の一目的は、ウェブ内に含まれるスパンボンドフィラメントに望ましくない変化が生じる前に加熱を停止することである。急冷の別の目的は、ウェブ及びフィラメントから熱を迅速に除去することであり、それにより後でフィラメントに生じる結晶化又は分子秩序化の程度及び特性を制限する。溶融/軟化状態から固化状態への急速な急冷により、非晶質特性相は凍結してより純度の高い結晶質形態となり、フィラメントの軟化又は反復的軟化を阻害し得る分子状物質の量は減少すると考えられる。ほとんどの用途で急冷は非常に好ましいが、一部の用途では必ずしも必要であるとは限らない。
【0084】
急冷を達成するために、塊を公称融点より少なくとも50℃低い温度の気体によって冷却するのが望ましい。また急冷気体は、少なくとも1秒の程度の時間適用されるのが望ましい(公称融点はポリマー供給元が記載していることが多い。それはまた、示差走査熱量測定を用いて同定でき、本明細書の目的のために、ポリマーに関する「公称融点」は、ポリマーの溶融領域において最大値が1つだけの場合には二次熱総熱流量DSCプロットの最大ピークとして定義され、複数の融点を示す複数の最大値が存在する場合(例えば、2つの別個の結晶相の存在のため)は、最も高い振幅の溶融ピークが生じる温度として定義される)。いずれの場合においても、急冷気体又は他の流体は、フィラメントを急速に固結させるのに十分な熱容量を有する。
【0085】
有意な程度に自己結合を形成しない材料用に特に有用な代替の実施形態では、溶融紡糸フィラメントは、コレクタのパターン付き表面上に捕集されてもよく、かつフィラメントに結合することができる繊維材料の1つ以上の追加層は、フィラメント上に、フィラメントにわたって、又はフィラメントの周囲で適用されることによって、フィラメントがコレクタ表面から取り除かれる前に、フィラメントを一緒に結合する。
【0086】
追加層は、例えば、1つ以上のメルトブローン層、又は1つ以上の押出成形積層フィルム層であり得る。層は、物理的に絡んでいる必要はないが、概して、層間の境界面に沿って結合する、あるレベルの中間層を必要とする。かかる実施形態では、パターンをパターン付きスパンボンド繊維ウェブの表面上に保持するために、空気通過結合を使用して、フィラメントを一緒に結合することは必要でない場合がある。
【0087】
5.パターン付きスパンボンド繊維ウェブを製造するための任意のプロセス工程
本開示の様々な実施形態に従ってスパンボンドフィラメントを調製するとき、異なるフィラメント形成材料は、フィラメントの混合物を含むウェブを調製するように、溶融紡糸押出成形ヘッドの異なるオリフィスを通って押し出されてもよい。不織布繊維ウェブの濾過性能を高めるためこれに帯電させる方法もまた様々なものが利用可能である。例えば、米国特許第5,496,507号(Angadjivand)を参照。
【0088】
上述のパターン付きスパンボンド繊維ウェブの作製方法に加え、以下の工程の1つ以上を形成後のウェブに対し実施してもよい。
【0089】
(1)パターン付きスパンボンド繊維ウェブを更なるプロセス操作に向けたプロセス経路に沿って前進させる工程、
(2)1つ以上の追加層を、パターン付きスパンボンド繊維ウェブの外側表面と接触させる工程、
(3)パターン付きスパンボンド繊維ウェブをカレンダー加工する工程、
(4)パターン付きスパンボンド繊維ウェブを表面処理剤又は他の組成物(例えば、難燃剤組成物、接着剤組成物、又は印刷層)でコーティングする工程、
(5)パターン付きスパンボンド繊維ウェブを厚紙又はプラスチック管に取り付ける工程、
(6)パターン付きスパンボンド繊維ウェブをロール形状に巻回する工程、
(7)パターン付きスパンボンド繊維ウェブを、繊細化して2つ以上の繊細ロール及び/又は複数個の繊細シートを形成する工程、
(8)パターン付きスパンボンド繊維ウェブを成形型に配置して、パターン付きスパンボンド繊維ウェブを新しい形状に成形する工程、
(9)存在する場合には、露出した任意の感圧性接着剤の層の上に剥離ライナーを塗布する工程、及び
(10)パターン付きスパンボンド繊維ウェブを別の基材に接着剤又は他のいずれかの取付手段(クリップ、ブラケット、ボルト/ネジ、釘、若しくはストラップを含むがこれに限定されない)により取り付ける工程。
【0090】
C.パターン付きスパンボンド繊維ウェブを使用する方法
本開示は、多様な吸収用途における本開示のパターン付きスパンボンド繊維ウェブの使用方法もまた、目的とする。更に別の態様では、本開示は、前述の方法により調整された上記の複合体不織布繊維ウェブを含む物品に関する。特定の代表的な物品は、ガス濾過物品、液体濾過物品、音声吸収物品、断熱物品、表面洗浄物品、研磨物品、細胞成長支援物品、薬物送達用品、個人衛生物品、及び創傷包帯物品として有用であり得る。
【0091】
例えば、本開示の代表的なパターン付きスパンボンド繊維ウェブは、気体又は液体濾過用に使用されたとき、流体分布を提供するのに有用であり得る。本開示の代表的なパターン付きスパンボンド繊維ウェブは、熱減衰又は音響減衰用に追加表面領域を提供することができる。本開示の代表的なパターン付きスパンボンド繊維ウェブは、表面洗浄用の拭き取り用品における使用のための、特に効果的な非平滑化表面を提供することができるがこれは、パターンは洗浄剤用のリザーバ及びくずを補足するための高い表面を提供する利点を有することができためである。本開示の代表的なパターン付きスパンボンド繊維ウェブは、研磨作業時に使用するための、研磨物品中の塵抽出層を提供するのに有用であり得る。本開示の代表的なパターン付きスパンボンド繊維ウェブは、セルを支持するための骨格を提供することができ、又は創傷と接触するより小さな表面を呈する、容易に取り外し可能な非平滑化創傷包帯材料、及びしたがって、より直ちに取り外し可能であり、創傷部の通気を可能にする。一部の応用例では、パターンによって決定されるフィラメントの固有の配向は、選択的な流体の吸い上げにもつながり得る。
【0092】
本開示の代表的なパターン付きスパンボンド繊維ウェブは、フック・ループ機構のファスナー又はクロージャー用のループ状の材料として特に有用であり得る。特定の実施形態では、空気通過結合の後に得られる軽い結合レベルは、フックをより容易に、パターン付きスパンボンド繊維ウェブの表面に食い込ませること及びウェブのフィラメントによって形成されるループと嵌合するのを可能にする。
【実施例】
【0093】
代表的な実施形態を上述し、そして更に実施例として以下にも例示しているが、これらは、現在記載されている発明の範囲を多少なりとも限定するものと解釈されることはない。それとは逆に、本明細書中の説明を読むことによって、本開示の趣旨及び/又は添付の請求項の範囲を逸脱することなく当業者に示唆され得る様々な他の実施形態、修正、及びそれらの等価物に頼ることができることが明確に分かる。更に、本開示の広範囲で示す数値的範囲及びパラメータは、近似値であるが、具体例に記載の数値は可能な限り正確に報告する。しかし、いずれの数値も、それらのそれぞれの試験測定値に見られる標準偏差から必然的に生じる特定の誤差を本来有している。最低限でも、また、特許請求の範囲への同等物の原則の適用を限定する試行としてではなく、少なくとも各数値パラメータは、報告された有効数字の数を考慮して、そして通常の概算方法を適用することによって解釈されなければならない。
【0094】
(実施例1〜4)
可撓性の形態をとったパターン付き表面コレクタ、接着剤が裏打ちされたゴムサンドブラストステンシル(それぞれのステンシルは、図2A〜2Fによって例示されるように、複数の幾何学的に成形された穿孔の形態をとったパターン付き表面を有する)は、図1に例示される溶融紡糸装置の連続ベルトスクリーン211(図6)上に配置された。ステンシルの幅は、約16インチ(40.6cm)である。サンドブラストステンシルの厚さ及び穿孔の深さは約1.3mmだった。
【0095】
図1に図示された装置を使用して、溶融紡糸フィラメントが、合計3868ポリプロピレン(Total Petrochemicals U.S.A.,Inc.)から形成された。ポリマー溶解温度は235℃だった。フィラメント急冷ゾーンの温度は40℃であり、ブロワーの設定は、上方範囲では15Hz、下方範囲は8Hzだった。得られるフィラメントは、16マイクロメートルのメジアン直径を有した。
【0096】
フィラメントは、パターン付き表面コレクタ上に捕集され、幅15インチ(38.1cm)を有する、パターン付き溶融紡糸繊維ウェブを形成した。減衰器は、0.2インチ(0.51cm)隙間を備えて設定され、送風機の設定60%で操作された。減衰器はコレクタ表面の上、5インチ(12.7cm)に配置された。空気通過ボンダーは、143℃、ブロワーの設定が60%で動作され、パターン付き溶融紡糸繊維ウェブの表面の上、1.5インチ(3.81cm)に配置された。この結合温度において、フィラメントは、十分な結合を形成し、空気通過結合を通過した後、自己支持ウェブとして、コレクタ表面から、パターン付きスパンボンド繊維ウェブの取り除くことを可能にする。
【0097】
図7Aは、コレクタ表面上のパターンに対応する円のアレイの形態の識別可能なパターンを有する、パターン付きスパンボンド繊維ウェブを示す(直径0.25インチ(0.64cm)でピッチ0.310インチ(0.787cm)及び60%の穿孔領域を備える)。図7Bは、コレクタ表面上のパターンに対応する正方形(ピッチ(オフセット)0.289インチ(0.734cm)を有する、0.222平方インチ(0.564cm)(一辺))のアレイの形態の、識別可能なパターンを有する、例示のパターン付きスパンボンド繊維ウェブを示す。図7Cは、コレクタ表面上のパターンに対応する三角形のアレイの形態の識別可能なパターンを有する、パターン付きスパンボンド繊維ウェブを示す(ピッチ0.438インチ(1.113cm)を備える正三角形)。図7Dは、概して図2Dによって図示されるように、V型の「鳥」の形態の識別可能なパターンを有する、代表的なパターン付きスパンボンド繊維ウェブを示す。
【0098】
(実施例5)
図1に図示された装置を使用して、溶融紡糸フィラメントが、合計3868ポリプロピレン(Total Petrochemicals U.S.A.,Inc.)から形成された。ポリマーの溶解温度は、220℃で、流速は648穴のダイを通じて0.27g/穴/分であった。フィラメント急冷温度は40℃であり、ブロワーの設定は、上方範囲では26Hz、下方範囲では9Hzだった。
【0099】
フィラメントは、約0.12インチ(0.305cm)の穿孔空隙部を備える交互のアレイに配置された、0.375インチ(0.953cm)の円形穿孔を有する、0.07インチ(0.178cm)厚の金属プレートの形態のパターン付き表面コレクタ上に捕集され、厚さ21インチ(53.34cm)を有する、パターン付き溶融スパン繊維ウェブを形成した。穿孔されたコレクタは、図1によって例示される溶融紡糸装置の連続ベルトスクリーン211(図6)上に配置され、減衰器を出るフィラメント流の下を通過し、コレクタのパターン付き表面上のパターン付き溶融紡糸繊維ウェブとして、溶融紡糸フィラメントを捕集した。減衰器は、0.02インチ(0.51cm)隙間で設定され、送風機の設定60%で操作された(7psigの制御圧力を産出しながら)。減衰器はコレクタの表面の上、7インチ(16.8cm)に配置された。
【0100】
コレクタ上のフィラメントは、155℃で動作する空気ボンダーの下を通過した。空気通過ボンダーは、スロット長さ22インチ(55.88cm)、スロット幅2.75インチ(6.99cm)を有し、パターン付き溶融紡糸繊維ウェブの表面上、1.5インチ(3.81cm)に配置された。この結合温度において、フィラメントは、十分な結合を形成し、空気通過結合を通過した後、自己支持ウェブとして、コレクタ表面から、パターン付きスパンボンド繊維ウェブの取り除くことを可能にする。
【0101】
図7Eは、コレクタ表面上のパターンに対応する円のアレイの形態の識別可能なパターンを有する、得られるパターン付きスパンボンド繊維ウェブを示す。ある方向における高度なフィラメントの配向は、パターンによって決定されるということに、特に注意されたい。
【0102】
本明細書全体において、「一実施形態」「特定の実施形態」「1つ以上の実施形態」又は「ある実施形態」というときは、「実施形態」という用語の前に「代表的」という用語を含むか否かにかかわらず、実施形態に関して説明される具体的な特徴、構造、材料、又は特性が、現在記載されている、少なくとも1つの実施形態に含まれることを意味する。したがって、本明細書の随所における「1つ以上の実施形態では」「特定の実施形態では」「一実施形態では」又は「ある実施形態では」といった表現があっても、必ずしも現在記載されている発明の同一の実施形態を指すわけではない。更に、特定の特徴、構造、材料、又は特性は、いかなる好適な方法で一つ以上の実施形態に組み合わされてもよい。
【0103】
本明細書で特定の代表的実施形態を詳細に説明したが、当然のことながら、当業者には上述の説明を理解した上で、これらの実施形態の代替物、変更物、及び均等物を容易に想起することができるであろう。したがって、本開示は本明細書で以上に述べた例示の実施形態に不当に限定されるべきではないと理解すべきである。特に、本明細書で使用されるように、端点による数値範囲の列挙には、その範囲内に包含される全ての数を含むことが意図されている(例えば、1〜5は、1、1.5、2、2.75、3、3.80、4、及び5を含む)。加えて、本文書中、使用されている全ての数字は用語「約」によって修飾されていると見なされる。更に、本明細書にて参照される全ての出版物、公開された特許出願、及び付与された特許は、それぞれの個々の出版物又は特許が参照により援用されることを明確にかつ個別に指示したかのごとく、それらの全体が同じ範囲で、参照により本明細書に援用される。様々な代表的実施形態を上述されてきた。これらの及び他の実施形態は、以下の「特許請求の範囲」に含まれる。
【特許請求の範囲】
【請求項1】
パターン付きコレクタ表面によって決定された識別可能なパターン内に捕捉され、前記パターン付きコレクタ表面から取り外す前に、接着剤を使用せずに一緒に結合される、スパンボンドフィラメントの集団を含む、繊維ウェブ。
【請求項2】
繊維ウェブであって、
識別可能なパターン内に捕集され、かつ接着剤無しで一緒に結合されたスパンボンドフィラメントの集団を含む、繊維ウェブであって、前記フィラメントの少なくとも一部は、前記パターンによって決定された方向で配向されている、繊維ウェブ。
【請求項3】
前記スパンボンドフィラメントの集団が、コポリマーフィラメントを含む、請求項1又は2に記載の繊維ウェブ。
【請求項4】
前記コポリマーフィラメントが、ポリプロピレン、ポリエチレン、ポリエステル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリウレタン、ポリブテン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンサルファイド、ポリスルフォン、液晶ポリマー、ポリエチレン−コ−ビニルアセテート、ポリアクリロニトリル、環状ポリオレフィン、ポリオキシメチレン、ポリオレフィン系熱可塑性エラストマー、又はこれらの組合せを含む、請求項3に記載の繊維ウェブ。
【請求項5】
前記コポリマーフィラメントが、ポリオレフィンを含む、請求項4に記載の繊維ウェブ。
【請求項6】
前記スパンボンドフィラメントの集団が、約1μm〜約100μmの範囲のメジアンフィラメント直径を有する、請求項1又は2に記載の繊維ウェブ。
【請求項7】
前記スパンボンドフィラメントの集団が、約1μm〜約100μmの範囲のメジアンフィラメント直径を有する、請求項6に記載の繊維ウェブ。
【請求項8】
前記フィラメントのそれぞれの一部のみが、前記フィラメントの集団内の1つ以上の前記他のフィラメントに結合される、請求項1又は2に記載の繊維ウェブ。
【請求項9】
前記識別可能なパターンが、二次元パターンである、請求項1又は2に記載の繊維ウェブ。
【請求項10】
前記二次元パターンが、円、楕円形、多角形、X型、V型、及びこれらの組み合わせから選択される幾何学的形状の配列である、請求項9に記載の繊維ウェブ。
【請求項11】
前記幾何学的形状の配列が二次元アレイである、請求項10に記載の繊維ウェブ。
【請求項12】
繊維ウェブを作製する方法であって、
(a)スパンボンディングプロセスで複数のフィラメントを形成する工程と、
(b)パターン付きコレクタ表面で識別可能なパターン内で前記フィラメントの集団を捕捉する工程であって、前記識別可能なパターンは、前記パターン付きコレクタ表面に一致する、工程と、
(c)前記パターン付きコレクタ表面から前記ウェブを取り外す前に、接着剤を使用せずに、前記フィラメントの少なくとも一部を一緒に結合することによって、前記繊維ウェブを前記識別可能なパターンに保持する工程と、を含む、方法。
【請求項13】
前記パターン付きコレクタ表面の前記フィラメントの前記集団を捕捉する前に、前記フィラメントの少なくとも一部を減衰させる工程を更に含む、請求項12に記載の方法。
【請求項14】
前記結合が、自己熱結合、非自己熱結合、及び超音波結合のうちの1つ以上を含む、請求項12に記載の方法。
【請求項15】
前記フィラメントの少なくとも一部が、前記パターンによって決定された方向で配向されている、請求項12に記載の方法。
【請求項16】
前記フィラメントの集団が、コポリマーフィラメントを含む、請求項12に記載の繊維ウェブ。
【請求項17】
前記フィラメントの集団が、約1μm〜約100μmの範囲のメジアンフィラメント直径を有する、請求項12に記載の方法。
【請求項18】
前記パターン付きコレクタ表面が、前記コレクタを通じて延びる複数の幾何学的に成形された穿孔を含み、更に前記フィラメントの集団を捕捉する工程が、前記穿孔されたパターン付きコレクタ表面を通じて真空を引き込むことを含む、請求項12に記載の方法。
【請求項19】
前記複数の幾何学的に成形された穿孔が、円、楕円、多角形、X型、V型、及びこれらの組み合わせからなる群から選択される形状を有する、請求項18に記載の方法。
【請求項20】
前記複数の幾何学的に成形された穿孔が、三角形、正方形、矩形、ダイヤモンド、台形、五角形、六角形、八角形、及びこれらの組み合わせからなる群から選択される、多角形の形状を有する、請求項19に記載の方法。
【請求項21】
前記複数の幾何学的に成形された穿孔が、前記パターン付きコレクタ表面に二次元パターンを含む、請求項18に記載の方法。
【請求項22】
前記パターン付きコレクタ表面上の前記幾何学的に成形された穿孔の前記二次元パターンが、二次元アレイである、請求項21に記載の方法。
【請求項23】
請求項12に記載の方法により調製された繊維ウェブを含む物品であって、ガス濾過物品、液体濾過物品、音声吸収物品、断熱物品、表面洗浄物品、研磨物品、細胞成長支援物品、薬物送達用品、個人衛生物品、及び創傷包帯物品からなる群から選択される、物品。
【請求項24】
請求項1に記載のパターン付きスパンボンド繊維を含む、フック・ループ式ファスナーであって、前記パターン付き繊維ウェブは、フック式ファスナーと嵌合するように構成された複数の繊維ループを含む、スパンボンド繊維。
【請求項1】
パターン付きコレクタ表面によって決定された識別可能なパターン内に捕捉され、前記パターン付きコレクタ表面から取り外す前に、接着剤を使用せずに一緒に結合される、スパンボンドフィラメントの集団を含む、繊維ウェブ。
【請求項2】
繊維ウェブであって、
識別可能なパターン内に捕集され、かつ接着剤無しで一緒に結合されたスパンボンドフィラメントの集団を含む、繊維ウェブであって、前記フィラメントの少なくとも一部は、前記パターンによって決定された方向で配向されている、繊維ウェブ。
【請求項3】
前記スパンボンドフィラメントの集団が、コポリマーフィラメントを含む、請求項1又は2に記載の繊維ウェブ。
【請求項4】
前記コポリマーフィラメントが、ポリプロピレン、ポリエチレン、ポリエステル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリウレタン、ポリブテン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンサルファイド、ポリスルフォン、液晶ポリマー、ポリエチレン−コ−ビニルアセテート、ポリアクリロニトリル、環状ポリオレフィン、ポリオキシメチレン、ポリオレフィン系熱可塑性エラストマー、又はこれらの組合せを含む、請求項3に記載の繊維ウェブ。
【請求項5】
前記コポリマーフィラメントが、ポリオレフィンを含む、請求項4に記載の繊維ウェブ。
【請求項6】
前記スパンボンドフィラメントの集団が、約1μm〜約100μmの範囲のメジアンフィラメント直径を有する、請求項1又は2に記載の繊維ウェブ。
【請求項7】
前記スパンボンドフィラメントの集団が、約1μm〜約100μmの範囲のメジアンフィラメント直径を有する、請求項6に記載の繊維ウェブ。
【請求項8】
前記フィラメントのそれぞれの一部のみが、前記フィラメントの集団内の1つ以上の前記他のフィラメントに結合される、請求項1又は2に記載の繊維ウェブ。
【請求項9】
前記識別可能なパターンが、二次元パターンである、請求項1又は2に記載の繊維ウェブ。
【請求項10】
前記二次元パターンが、円、楕円形、多角形、X型、V型、及びこれらの組み合わせから選択される幾何学的形状の配列である、請求項9に記載の繊維ウェブ。
【請求項11】
前記幾何学的形状の配列が二次元アレイである、請求項10に記載の繊維ウェブ。
【請求項12】
繊維ウェブを作製する方法であって、
(a)スパンボンディングプロセスで複数のフィラメントを形成する工程と、
(b)パターン付きコレクタ表面で識別可能なパターン内で前記フィラメントの集団を捕捉する工程であって、前記識別可能なパターンは、前記パターン付きコレクタ表面に一致する、工程と、
(c)前記パターン付きコレクタ表面から前記ウェブを取り外す前に、接着剤を使用せずに、前記フィラメントの少なくとも一部を一緒に結合することによって、前記繊維ウェブを前記識別可能なパターンに保持する工程と、を含む、方法。
【請求項13】
前記パターン付きコレクタ表面の前記フィラメントの前記集団を捕捉する前に、前記フィラメントの少なくとも一部を減衰させる工程を更に含む、請求項12に記載の方法。
【請求項14】
前記結合が、自己熱結合、非自己熱結合、及び超音波結合のうちの1つ以上を含む、請求項12に記載の方法。
【請求項15】
前記フィラメントの少なくとも一部が、前記パターンによって決定された方向で配向されている、請求項12に記載の方法。
【請求項16】
前記フィラメントの集団が、コポリマーフィラメントを含む、請求項12に記載の繊維ウェブ。
【請求項17】
前記フィラメントの集団が、約1μm〜約100μmの範囲のメジアンフィラメント直径を有する、請求項12に記載の方法。
【請求項18】
前記パターン付きコレクタ表面が、前記コレクタを通じて延びる複数の幾何学的に成形された穿孔を含み、更に前記フィラメントの集団を捕捉する工程が、前記穿孔されたパターン付きコレクタ表面を通じて真空を引き込むことを含む、請求項12に記載の方法。
【請求項19】
前記複数の幾何学的に成形された穿孔が、円、楕円、多角形、X型、V型、及びこれらの組み合わせからなる群から選択される形状を有する、請求項18に記載の方法。
【請求項20】
前記複数の幾何学的に成形された穿孔が、三角形、正方形、矩形、ダイヤモンド、台形、五角形、六角形、八角形、及びこれらの組み合わせからなる群から選択される、多角形の形状を有する、請求項19に記載の方法。
【請求項21】
前記複数の幾何学的に成形された穿孔が、前記パターン付きコレクタ表面に二次元パターンを含む、請求項18に記載の方法。
【請求項22】
前記パターン付きコレクタ表面上の前記幾何学的に成形された穿孔の前記二次元パターンが、二次元アレイである、請求項21に記載の方法。
【請求項23】
請求項12に記載の方法により調製された繊維ウェブを含む物品であって、ガス濾過物品、液体濾過物品、音声吸収物品、断熱物品、表面洗浄物品、研磨物品、細胞成長支援物品、薬物送達用品、個人衛生物品、及び創傷包帯物品からなる群から選択される、物品。
【請求項24】
請求項1に記載のパターン付きスパンボンド繊維を含む、フック・ループ式ファスナーであって、前記パターン付き繊維ウェブは、フック式ファスナーと嵌合するように構成された複数の繊維ループを含む、スパンボンド繊維。
【図1】

【図2A】
【図2B】
【図2C】
【図2D】
【図2E】
【図2F】
【図3】
【図4】
【図5】
【図6】
【図7A】

【図7B】
【図7C】
【図7D】
【図7E】
【図2A】
【図2B】
【図2C】
【図2D】
【図2E】
【図2F】
【図3】
【図4】
【図5】
【図6】
【図7A】
【図7B】
【図7C】
【図7D】
【図7E】
【公表番号】特表2012−513547(P2012−513547A)
【公表日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願番号】特願2011−543554(P2011−543554)
【出願日】平成21年12月10日(2009.12.10)
【国際出願番号】PCT/US2009/067464
【国際公開番号】WO2010/074982
【国際公開日】平成22年7月1日(2010.7.1)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願日】平成21年12月10日(2009.12.10)
【国際出願番号】PCT/US2009/067464
【国際公開番号】WO2010/074982
【国際公開日】平成22年7月1日(2010.7.1)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]