
パネル一体型押釦スイッチ部材およびその製造方法
【課題】薄型で、防水性・防塵性に優れると共に、耐久性が高く、接点不良の少ない押釦スイッチ部材を提供することを目的とする。
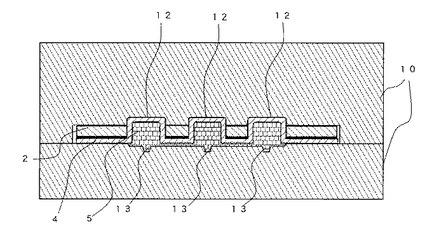
【解決手段】キートップ3を露出させる穴部1aを有するパネル2と、そのキートップ3の一部を構成するフィルムであって、パネル2の裏面に密着若しくは接着され、穴部1aから突出する弾性フィルム4と、キートップ3の一部を構成し、穴部1aから突出する弾性フィルム4の裏側に形成された凹部12を埋める弾性体5と、を備え、その穴部1aから突出する弾性フィルム4を押し込むと、穴部1aの領域にあるキートップ3の下方への撓みにより、キートップ3が弾性体5の下方に配置されるスイッチに接するパネル一体型押釦スイッチ部材1とする。
【解決手段】キートップ3を露出させる穴部1aを有するパネル2と、そのキートップ3の一部を構成するフィルムであって、パネル2の裏面に密着若しくは接着され、穴部1aから突出する弾性フィルム4と、キートップ3の一部を構成し、穴部1aから突出する弾性フィルム4の裏側に形成された凹部12を埋める弾性体5と、を備え、その穴部1aから突出する弾性フィルム4を押し込むと、穴部1aの領域にあるキートップ3の下方への撓みにより、キートップ3が弾性体5の下方に配置されるスイッチに接するパネル一体型押釦スイッチ部材1とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、パネルとスイッチとが一体となったパネル一体型押釦スイッチ部材およびその製造方法に関する。
【背景技術】
【0002】
近年、携帯電話、携帯音楽プレーヤー、PDA、リモートエントリーキーあるいはスマートエントリーキー等の電子機器は、更なる薄型化が要求されている。電子機器の薄型化を実現するためには、当該電子機器に設けられている押釦スイッチの薄型化が不可欠である。
【0003】
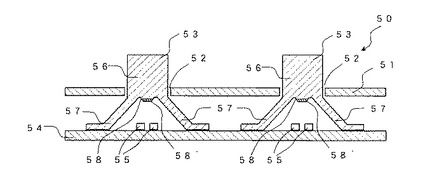
以下、携帯電話を電子機器の一例に挙げ、説明する。従来の押釦スイッチ部材としては、例えば、次のような構造を有するものが知られている。図9は、従来から公知の押釦スイッチ部材50の断面図である。押釦スイッチ部材50は、パネル51の所定位置にあけられた穴52から、キートップ53の上部を露出させた構造を有する。パネル51の下方には、基板54が配置されており、その基板54のパネル51に対向する面には、固定接点55が配置されている。各キートップ53のキートップ本体56は、各固定接点55の上方に配置されている。各キートップ53は、固定接点55を囲うスカート状の薄肉部57により基板54に接している。また、各キートップ本体56の下面であって、固定接点55の真上となる位置には、導通領域65′を備える押圧子58が形成されている。したがって、キートップ53を押し下げると、薄肉部57がたわむことにより、キートップ本体56が下降し、押圧子65の導通領域65′が、固定接点55に接触する。一方、キートップ53の押し下げを解除すると、薄肉部57の復元力により、キートップ53は、元の高さまで戻る。その結果、押圧子58は、固定接点55から離れる(たとえば、特許文献1参照)。
【0004】
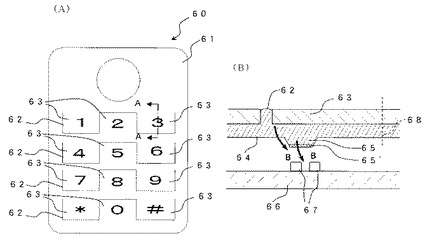
また、次に示すような従来から公知の押釦スイッチ部材もある。図10(A)および図10(B)は、それぞれ、従来から公知の押釦スイッチ部材60の平面図および当該押釦スイッチ部材60のA−A線断面図である。押釦スイッチ部材60の最上面のパネル61には、キートップ63の区分けとなるスリット62が設けられている。スリット62は、キートップ63の一辺を残すように形成されている。図10(B)に示すように、キートップ63の裏面には、ゴム状弾性シート64が配置されており、ゴム状弾性シート64の一部がスリット62に挿入されている。また、ゴム状弾性シート64の裏面には、導通領域65′を有する押圧子65が形成されている。ゴム状弾性シート64の下方には、固定接点67を固着した基板66が配置されている。キートップ63は、スリット62のない側の連接部68を支点として上下に撓むことができるようになっている。このため、キートップ63を押し込むと、キートップ63は連接部68を支点として図10(B)に示す矢印Bのように撓み、押圧子65の導通領域65′が固定接点67に接触する(たとえば、特許文献2参照)。
【特許文献1】特開2005−183080号公報(図2)
【特許文献2】特開2006−156333号公報(図1)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、上述した従来の押釦スイッチ部材50、60は、以下のような問題を有している。押釦スイッチ部材50は、上下可動とするために、スカート状の薄肉部57を有しているため、基板54とパネル51との間の距離を、ある程度確保する必要がある。したがって、薄型化が難しいという問題がある。加えて、繰り返し使用するうちに、薄肉部57が破損しやすいため、耐久性に劣るという問題がある。また、キートップ53とパネル51とが別体であるため、押釦スイッチ部材50の内部が密閉化されず、防水性および防塵性に乏しいという問題もある。
【0006】
一方、押釦スイッチ部材60は、スカート状の薄肉部57を有しておらず、パネル61の一部がキートップ63であるため、薄型化が可能である。また、ゴム状弾性シート64がスリット62に挿入されているので、ある程度の密閉性はある。しかし、キートップ63を押し込むと、押圧子65は、真下ではなく斜め下方に移動するため、確実に固定接点67に接するとは限らず、接点不良となる場合もある。加えて、繰り返し使用しているうちに、キートップ63の復元力が弱くなり、キートップ63が完全に元の状態に復帰しにくくなるという問題もある。
【0007】
そこで、本発明は、上記課題を解決すること、すなわち、薄型で、防水性・防塵性に優れると共に、耐久性が高く、接点不良の少ない押釦スイッチ部材を提供することを目的とする。
【課題を解決するための手段】
【0008】
かかる目的を達成するため、本発明は、キートップを露出させる穴部を有するパネルと、そのキートップの一部を構成するフィルムであって、パネルの裏面に密着若しくは接着され、穴部から突出する弾性フィルムと、そのキートップの一部を構成し、穴部から突出する弾性フィルムの裏側に形成された凹部を埋める弾性体と、を備え、穴部から突出する上記弾性フィルムを押し込むと、穴部の領域にあるキートップの下方への撓みにより、キートップが弾性体の下方に配置されるスイッチに接するパネル一体型押釦スイッチ部材としている。
【0009】
このようなパネル一体型押釦スイッチ部材を採用すると、パネルの下方に可動部を設ける必要がなく、パネルの穴部から突出するキートップ自身の変形によってのみスイッチのオンオフができるため、押釦スイッチ部材の薄型化を図ることができると共に、可動部の破損が生じにくく、耐久性が高まる。また、パネルの裏面と弾性フィルムとが密着若しくは接着されているため、押釦スイッチ部材内部の密閉性が高く、防水・防塵性に優れたものとなる。さらに、このようなパネル一体型押釦スイッチ部材は、キートップを押し込む際に、キートップの下面が真下へ押し込まれるので、接触不良を起こしにくい。
【0010】
また、別の本発明は、上述のパネル一体型押釦スイッチ部材の製造方法であって、キートップの場所に凹部を有する一方の金型内に、キートップを露出させる穴部の位置と凹部の位置とを合わせてパネルを配置し、そのパネルの上に弾性フィルムを重ねて配置する重ね合わせ工程と、その弾性フィルムの上に弾性体の原料を供給する弾性体原料供給工程と、金型内にある弾性フィルムおよび弾性体の原料に圧力を加えて、パネル、弾性フィルムおよび弾性体を一体に成形する成形工程と、を有するパネル一体型押釦スイッチ部材の製造方法としている。
【0011】
この製造方法を採用すると、薄型で、防水性・防塵性に優れると共に、耐久性が高く、接点不良の少ない押釦スイッチ部材を得ることができる。また、弾性フィルムは、金型の凹部に充填される弾性体の成形圧力で延伸されるので、パネル、弾性フィルムおよび弾性体のそれぞれが密着した状態にて成形できる。したがって、弾性体が、パネルの表面側にはみ出すことはない。
【発明の効果】
【0012】
本発明によれば、薄型で、防水性・防塵性に優れると共に、耐久性が高く、接点不良の少ない押釦スイッチ部材を提供することができる。
【発明を実施するための最良の形態】
【0013】
以下、本発明に係るパネル一体型押釦スイッチ部材およびその製造方法の好適な実施の形態について、携帯電話の押釦スイッチ部材を例に、図面を参照しながら説明する。ただし、本発明は、以下に説明する各実施の形態に何ら限定されるものではない。
【0014】
(第1の実施の形態)
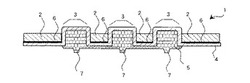
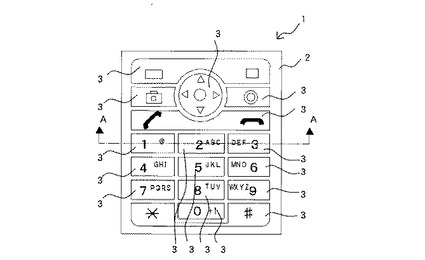
図1は、本発明の第1の実施の形態に係るパネル一体型押釦スイッチ部材(以後、単に「押釦スイッチ部材」という。)1の平面図である。図2は、図1に示す押釦スイッチ部材1をA−A線で切ったときの断面図である。図3は、パネル一体型押釦スイッチ部材1を構成するパネル2の斜視図である。図4は、キートップ3を押し込んだ際の押釦スイッチ部材1の状態を示す断面図である。
【0015】
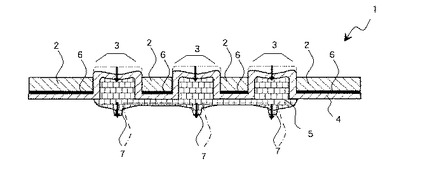
図3に示すように、本実施の形態に係る押釦スイッチ部材1は、パネル2と、弾性フィルム4と、弾性体5とから主に構成されている。パネル2から突出する弾性フィルム4と弾性体5により、キートップ3が形成されている。パネル2の裏面(図3中、パネル2の下面)と弾性フィルム4との間には、接着剤層6が介在する。また、弾性フィルム4と弾性体5との間は接着もしくは密着されている。したがって、パネル2、弾性フィルム4および弾性体5は一体となっている。
【0016】
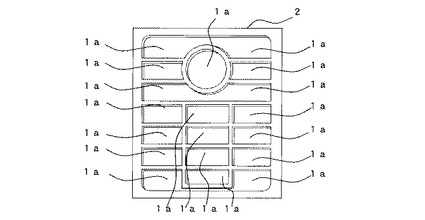
パネル2は、最終的に、携帯電話の箱体の一部となる。図2に示すように、パネル2には、裏面からキートップ3を突出させるための穴部1aが設けられている。該パネル2としては、略長方形の平板状のポリメチルメタクリレート製の板を好適に用いることができる。しかし、パネル2は、略長方形の平板に限定されない。また、パネル2の材料は、ABS、ポリカーボネート、ポリプロピレンあるいはポリブチレンテレフタレート等のポリマー、あるいはステンレス、アルミニウム、銅、チタン、マグネシウム等の金属若しくは各種金属から成る合金であってもよい。
【0017】
パネル2の厚さは特に限定されないが、押釦の押圧操作による変形が生じにくく、かつ薄型の要求にも対応できる厚さが好ましい。具体的には、0.1mm以上1mm以下の厚さのパネル2が特に好適である。パネル2は、射出成形あるいは押し出し成形等により、任意の形状に成形することができる。パネル2の穴部1aは、成形時に成形する他、成形後に切削により形成されてもよい。また、パネル2は、その裏面若しくは表面に印刷等により装飾された化粧パネルとしてもよい。
【0018】
弾性フィルム4は、パネル2の裏面に接着剤により接着されている。ただし、接着剤を使用せず、弾性フィルム4とパネル2の裏面とを密着させるようにしても良い。パネル2の穴部1aから突出する弾性フィルム4の部分は、キートップ3の一部を形成している。弾性フィルム4の材料としては、上方から押した際に変形することのできる柔らかい材料を、好適に用いることができる。具体的には、厚さが約10μm〜約200μmであり、かつショアーA硬度が20〜90である弾性フィルム4が特に好適である。そのような弾性フィルム4として、例えば、ウレタン樹脂、熱可塑性エラストマー、シリコーンゴムあるいは天然ゴム等のフィルムが挙げられる。さらに、弾性フィルム4を、加飾してもよい。
【0019】
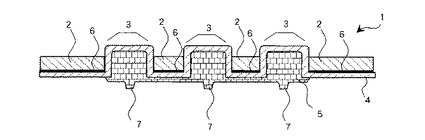
穴部1aから突出する弾性フィルム4の裏側には、キートップ3の一部を構成する弾性体5が充填されている。また、弾性体5の下面には、押圧子7が形成されている。したがって、キートップ3の部分を押し下げると、図4に示すように、キートップ3が下方へ沈むように変形し、キートップ3の下面に設けられた押圧子7は、その下方に配置される固定接点(不図示)に接触する。このように、キートップ3の押し込み時に下方に動くキートップ3以外の部分が存在しないため、押釦スイッチ部材1の薄型化を図ることができる。弾性体5の材料としては、指で押圧すると湾曲して撓むような柔らかい樹脂が好適に用いられる。弾性体5として、例えば、熱可塑性エラストマー、合成もしくは天然ゴム、シリコーンゴムあるいはウレタン樹脂等を用いることができる。
【0020】
以下、本発明の第1の実施の形態に係る押釦スイッチ部材1の製造方法の一例について説明する。
【0021】
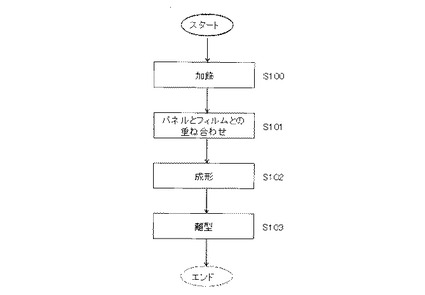
図5は、本発明の第1の実施の形態に係る押釦スイッチ部材1の製造工程の主な工程の流れを示すフローチャートである。
【0022】
押釦スイッチ部材1の製造工程は、パネル2および弾性フィルム4の少なくともいずれか一方に加飾する工程(ステップS100)と、パネル2と弾性フィルム4とを重ね合わせる重ね合せ工程(ステップS101)と、金型内にパネル2と弾性フィルム4とを重ね合わせた積層体を挿入し、積層体における弾性フィルム4の上から弾性体5の原料を供給し、プレス成形を行う成形工程(ステップS102)と、金型から押釦スイッチ部材1を離型する離型工程(ステップS103)とを有する。以下、上記各工程について、図面を参照しながら詳しく説明する。
【0023】
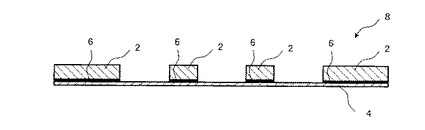
図6は、パネル2と弾性フィルム4とを重ね合わせた積層体8を、図1のA−A線と同様の線にて切断した際の断面図である。図7は、パネル2と弾性フィルム4とから成る積層体8および弾性体5の原料9を、金型10に入れた状態を模式的に示す断面図である。
【0024】
まず、パネル2および弾性フィルム4の少なくともいずれか一方に加飾を行う(ステップS100)。弾性フィルム4およびパネル2の加飾は、例えば、着色、印刷、蒸着あるいは塗装等により行われる。加飾としては、キートップ3の位置に、種々の文字、記号および数字を表示するものでも良く、あるいは一部分若しくは全体に色、模様あるいは図柄等を施すものでもよい。弾性フィルム4は、平面の状態で加飾されるので、パネル2の境界部分まで加飾することができる。さらに、弾性フィルム4およびパネル2が共に透明である場合には、弾性フィルム4におけるパネル2と反対側の面に模様などを印刷することで、操作により模様が剥がれるのを防止できる。また、パネル2に透明性の高い素材を用いて、弾性フィルム4に印刷等を施すことで、一体感のある意匠を構成できる。
【0025】
ステップS100に続き、パネル2と弾性フィルム4とを重ね合わせる(ステップS101)。このステップでは、接着剤層6を介して、パネル2と弾性フィルム4とを重ね合わせて一体化する。パネル2と弾性フィルム4とを重ね合わせたものを、積層体8と称する。
【0026】
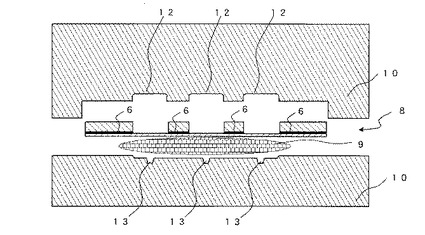
次に、積層体8および弾性体5の原料9を、金型10の所定の場所に配置する。金型10は、各キートップ3の最終的な形状を作製するために、キートップ3の形状に合致する凹部12と、押圧子7を作製するための凹部13を備える。パネル2が凹部12の側に、弾性フィルム4が凹部13の側にそれぞれ面するように、積層体8が配置される。また、積層体8は、パネル2の穴部1aの位置と、凹部12の位置とを合わせて配置される。また、積層体8と凹部13との間には、弾性体5の原料9が入れられる。
【0027】
図8は、押釦スイッチ部材1がプレス成形されている状態を示す断面図である。
【0028】
次に、金型10を締めて、積層体8と弾性体5とを一体化するためのプレス成形を行う(ステップS102)。すると、まず、弾性フィルム4および弾性体5が軟化する。次に、弾性体5の圧力により、弾性フィルム4は、凹部12の形状に沿って延伸される。さらに、弾性体5は、その弾性フィルム4の凹部に充填されて、固化若しくは硬化する。なお、弾性体5と弾性フィルム4とが容易に接着しない材料の組み合わせの場合、弾性体5と弾性フィルム4との接触箇所に、接着剤を塗布しておいてもよい。また、押圧子7を作製するための凹部13にも、弾性体5が充填される。こうして、押圧子7が形成される。最後に、金型10を開き、押釦スイッチ部材1を金型10から離型する(ステップS103)。
【0029】
(第2の実施の形態)
次に、第2の実施の形態に係るパネル一体型押釦スイッチ部材(以後、単に、「押釦スイッチ部材」という。)の製造方法について説明する。なお、先に示した図1〜図6の形態は、第2の実施の形態にも共通する。
【0030】
第2の実施の形態に係る押釦スイッチ部材の製造方法により製造される押釦スイッチ部材1は、先に説明した第1の実施の形態に係る押釦スイッチ部材1と同じ構造を有している。このため、第2の実施の形態に係る押釦スイッチ部材1の構造について同じ符号を用いると共に、重複する説明を省略する。
【0031】
第2の実施の形態に係る製造方法では、ステップS102において、弾性体の原料9を弾性フィルム4に向けて射出する射出成形を用いる。具体的には、弾性フィルム4側から、凹部12に向けて、弾性体の原料9となる溶融樹脂等を高圧にて射出する(ステップS102)。この結果、弾性フィルム4は、穴部1aに押し込まれるように延伸される。同時に、溶融樹脂が弾性フィルム4の凹部に充填される。溶融樹脂が固化して、キートップ3が形成された後、金型10を開き、押釦スイッチ部材1を金型10から離型する(ステップS103)。
【0032】
溶融樹脂を射出する場合、射出圧力および樹脂流入速度を適宜調節することが可能であるため、弾性フィルム4が、穴部1aに押し込まれるように延伸される際に破れるのを防止しやすい。
【0033】
また、射出成形する弾性体の原料9としては、熱硬化性エラストマー、合成ゴム、シリコーンゴムあるいはウレタン樹脂等を用いることができる。さらに、弾性体の原料9として、熱可塑性エラストマー、たとえば、ポリエステル系、ポリウレタン系、ポリスチレン系あるいはポリアミド系の熱可塑性エラストマーを好適に用いることができる。
【0034】
以上、本発明に係る押釦スイッチ部材1およびその製造方法の好適な実施の形態について説明したが、本発明は、上述の各実施の形態に限定されることなく、種々変形した形態にて実施可能である。
【0035】
例えば、各実施の形態にて、押圧子7は、弾性体5を成形してキートップ3を形成すると同時に形成されているが、押圧子7をキートップ3の形成と同時に形成しなくてもよい。金型10から押釦スイッチ部材1を離型した後に、別に作製した押圧子7を接着しても良い。その場合には、金型10に、押圧子7を作製するための凹部13は必要なくなる。
【0036】
また、ステップS101を省き、ステップS102にて、パネル2と弾性フィルム4とをそれぞれ配置しても良い。その際、パネル2と弾性フィルム4との間に接着剤を介在させても良い。
【0037】
また、パネル2あるいは弾性フィルム4に加飾を施す必要がない場合には、ステップS100を省いても良い。また、ステップS103の後に、パネル2またはキートップ3に対して加飾を施してもよい。
【産業上の利用可能性】
【0038】
本発明は、スイッチ部材を搭載した電子機器を製造あるいは使用する産業において利用することができる。
【図面の簡単な説明】
【0039】
【図1】本発明の第1の実施の形態に係るパネル一体型押釦スイッチ部材の平面図である。
【図2】図1に示すパネル一体型押釦スイッチ部材に用いられるパネルの斜視図である。
【図3】図1に示すパネル一体型押釦スイッチ部材をA−A線にて切ったときの断面図である。
【図4】図3に示す状態からキートップを押し下げた時のパネル一体型押釦スイッチ部材の状態を示す断面図である。
【図5】本発明の第1の実施の形態に係るパネル一体型押釦スイッチ部材の製造方法の各工程の流れを示すフローチャートである。
【図6】本発明の第1の実施の形態に係るパネル一体型押釦スイッチ部材の製造方法において製造される、パネルと弾性フィルムとを重ね合わせた積層体の断面図である。
【図7】パネルと弾性フィルムとから成る積層体および弾性体5の原料を金型に入れた状態を模式的に示す断面図である。
【図8】本発明の第1の実施の形態に係るパネル一体型押釦スイッチ部材がプレス成形せれている状態を示すA−A部線断面図である。
【図9】従来から公知の押釦スイッチ部材の断面図である。
【図10】図9に示す押釦スイッチ部材とは異なる、従来から公知の押釦スイッチ部材と平面図(A)および断面図(B)である。
【符号の説明】
【0040】
1 パネル一体型押釦スイッチ部材
1a 穴部
2 パネル
3 キートップ
4 弾性フィルム
5 弾性体
9 弾性体の原料
10 金型
12 凹部
【技術分野】
【0001】
本発明は、パネルとスイッチとが一体となったパネル一体型押釦スイッチ部材およびその製造方法に関する。
【背景技術】
【0002】
近年、携帯電話、携帯音楽プレーヤー、PDA、リモートエントリーキーあるいはスマートエントリーキー等の電子機器は、更なる薄型化が要求されている。電子機器の薄型化を実現するためには、当該電子機器に設けられている押釦スイッチの薄型化が不可欠である。
【0003】
以下、携帯電話を電子機器の一例に挙げ、説明する。従来の押釦スイッチ部材としては、例えば、次のような構造を有するものが知られている。図9は、従来から公知の押釦スイッチ部材50の断面図である。押釦スイッチ部材50は、パネル51の所定位置にあけられた穴52から、キートップ53の上部を露出させた構造を有する。パネル51の下方には、基板54が配置されており、その基板54のパネル51に対向する面には、固定接点55が配置されている。各キートップ53のキートップ本体56は、各固定接点55の上方に配置されている。各キートップ53は、固定接点55を囲うスカート状の薄肉部57により基板54に接している。また、各キートップ本体56の下面であって、固定接点55の真上となる位置には、導通領域65′を備える押圧子58が形成されている。したがって、キートップ53を押し下げると、薄肉部57がたわむことにより、キートップ本体56が下降し、押圧子65の導通領域65′が、固定接点55に接触する。一方、キートップ53の押し下げを解除すると、薄肉部57の復元力により、キートップ53は、元の高さまで戻る。その結果、押圧子58は、固定接点55から離れる(たとえば、特許文献1参照)。
【0004】
また、次に示すような従来から公知の押釦スイッチ部材もある。図10(A)および図10(B)は、それぞれ、従来から公知の押釦スイッチ部材60の平面図および当該押釦スイッチ部材60のA−A線断面図である。押釦スイッチ部材60の最上面のパネル61には、キートップ63の区分けとなるスリット62が設けられている。スリット62は、キートップ63の一辺を残すように形成されている。図10(B)に示すように、キートップ63の裏面には、ゴム状弾性シート64が配置されており、ゴム状弾性シート64の一部がスリット62に挿入されている。また、ゴム状弾性シート64の裏面には、導通領域65′を有する押圧子65が形成されている。ゴム状弾性シート64の下方には、固定接点67を固着した基板66が配置されている。キートップ63は、スリット62のない側の連接部68を支点として上下に撓むことができるようになっている。このため、キートップ63を押し込むと、キートップ63は連接部68を支点として図10(B)に示す矢印Bのように撓み、押圧子65の導通領域65′が固定接点67に接触する(たとえば、特許文献2参照)。
【特許文献1】特開2005−183080号公報(図2)
【特許文献2】特開2006−156333号公報(図1)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、上述した従来の押釦スイッチ部材50、60は、以下のような問題を有している。押釦スイッチ部材50は、上下可動とするために、スカート状の薄肉部57を有しているため、基板54とパネル51との間の距離を、ある程度確保する必要がある。したがって、薄型化が難しいという問題がある。加えて、繰り返し使用するうちに、薄肉部57が破損しやすいため、耐久性に劣るという問題がある。また、キートップ53とパネル51とが別体であるため、押釦スイッチ部材50の内部が密閉化されず、防水性および防塵性に乏しいという問題もある。
【0006】
一方、押釦スイッチ部材60は、スカート状の薄肉部57を有しておらず、パネル61の一部がキートップ63であるため、薄型化が可能である。また、ゴム状弾性シート64がスリット62に挿入されているので、ある程度の密閉性はある。しかし、キートップ63を押し込むと、押圧子65は、真下ではなく斜め下方に移動するため、確実に固定接点67に接するとは限らず、接点不良となる場合もある。加えて、繰り返し使用しているうちに、キートップ63の復元力が弱くなり、キートップ63が完全に元の状態に復帰しにくくなるという問題もある。
【0007】
そこで、本発明は、上記課題を解決すること、すなわち、薄型で、防水性・防塵性に優れると共に、耐久性が高く、接点不良の少ない押釦スイッチ部材を提供することを目的とする。
【課題を解決するための手段】
【0008】
かかる目的を達成するため、本発明は、キートップを露出させる穴部を有するパネルと、そのキートップの一部を構成するフィルムであって、パネルの裏面に密着若しくは接着され、穴部から突出する弾性フィルムと、そのキートップの一部を構成し、穴部から突出する弾性フィルムの裏側に形成された凹部を埋める弾性体と、を備え、穴部から突出する上記弾性フィルムを押し込むと、穴部の領域にあるキートップの下方への撓みにより、キートップが弾性体の下方に配置されるスイッチに接するパネル一体型押釦スイッチ部材としている。
【0009】
このようなパネル一体型押釦スイッチ部材を採用すると、パネルの下方に可動部を設ける必要がなく、パネルの穴部から突出するキートップ自身の変形によってのみスイッチのオンオフができるため、押釦スイッチ部材の薄型化を図ることができると共に、可動部の破損が生じにくく、耐久性が高まる。また、パネルの裏面と弾性フィルムとが密着若しくは接着されているため、押釦スイッチ部材内部の密閉性が高く、防水・防塵性に優れたものとなる。さらに、このようなパネル一体型押釦スイッチ部材は、キートップを押し込む際に、キートップの下面が真下へ押し込まれるので、接触不良を起こしにくい。
【0010】
また、別の本発明は、上述のパネル一体型押釦スイッチ部材の製造方法であって、キートップの場所に凹部を有する一方の金型内に、キートップを露出させる穴部の位置と凹部の位置とを合わせてパネルを配置し、そのパネルの上に弾性フィルムを重ねて配置する重ね合わせ工程と、その弾性フィルムの上に弾性体の原料を供給する弾性体原料供給工程と、金型内にある弾性フィルムおよび弾性体の原料に圧力を加えて、パネル、弾性フィルムおよび弾性体を一体に成形する成形工程と、を有するパネル一体型押釦スイッチ部材の製造方法としている。
【0011】
この製造方法を採用すると、薄型で、防水性・防塵性に優れると共に、耐久性が高く、接点不良の少ない押釦スイッチ部材を得ることができる。また、弾性フィルムは、金型の凹部に充填される弾性体の成形圧力で延伸されるので、パネル、弾性フィルムおよび弾性体のそれぞれが密着した状態にて成形できる。したがって、弾性体が、パネルの表面側にはみ出すことはない。
【発明の効果】
【0012】
本発明によれば、薄型で、防水性・防塵性に優れると共に、耐久性が高く、接点不良の少ない押釦スイッチ部材を提供することができる。
【発明を実施するための最良の形態】
【0013】
以下、本発明に係るパネル一体型押釦スイッチ部材およびその製造方法の好適な実施の形態について、携帯電話の押釦スイッチ部材を例に、図面を参照しながら説明する。ただし、本発明は、以下に説明する各実施の形態に何ら限定されるものではない。
【0014】
(第1の実施の形態)
図1は、本発明の第1の実施の形態に係るパネル一体型押釦スイッチ部材(以後、単に「押釦スイッチ部材」という。)1の平面図である。図2は、図1に示す押釦スイッチ部材1をA−A線で切ったときの断面図である。図3は、パネル一体型押釦スイッチ部材1を構成するパネル2の斜視図である。図4は、キートップ3を押し込んだ際の押釦スイッチ部材1の状態を示す断面図である。
【0015】
図3に示すように、本実施の形態に係る押釦スイッチ部材1は、パネル2と、弾性フィルム4と、弾性体5とから主に構成されている。パネル2から突出する弾性フィルム4と弾性体5により、キートップ3が形成されている。パネル2の裏面(図3中、パネル2の下面)と弾性フィルム4との間には、接着剤層6が介在する。また、弾性フィルム4と弾性体5との間は接着もしくは密着されている。したがって、パネル2、弾性フィルム4および弾性体5は一体となっている。
【0016】
パネル2は、最終的に、携帯電話の箱体の一部となる。図2に示すように、パネル2には、裏面からキートップ3を突出させるための穴部1aが設けられている。該パネル2としては、略長方形の平板状のポリメチルメタクリレート製の板を好適に用いることができる。しかし、パネル2は、略長方形の平板に限定されない。また、パネル2の材料は、ABS、ポリカーボネート、ポリプロピレンあるいはポリブチレンテレフタレート等のポリマー、あるいはステンレス、アルミニウム、銅、チタン、マグネシウム等の金属若しくは各種金属から成る合金であってもよい。
【0017】
パネル2の厚さは特に限定されないが、押釦の押圧操作による変形が生じにくく、かつ薄型の要求にも対応できる厚さが好ましい。具体的には、0.1mm以上1mm以下の厚さのパネル2が特に好適である。パネル2は、射出成形あるいは押し出し成形等により、任意の形状に成形することができる。パネル2の穴部1aは、成形時に成形する他、成形後に切削により形成されてもよい。また、パネル2は、その裏面若しくは表面に印刷等により装飾された化粧パネルとしてもよい。
【0018】
弾性フィルム4は、パネル2の裏面に接着剤により接着されている。ただし、接着剤を使用せず、弾性フィルム4とパネル2の裏面とを密着させるようにしても良い。パネル2の穴部1aから突出する弾性フィルム4の部分は、キートップ3の一部を形成している。弾性フィルム4の材料としては、上方から押した際に変形することのできる柔らかい材料を、好適に用いることができる。具体的には、厚さが約10μm〜約200μmであり、かつショアーA硬度が20〜90である弾性フィルム4が特に好適である。そのような弾性フィルム4として、例えば、ウレタン樹脂、熱可塑性エラストマー、シリコーンゴムあるいは天然ゴム等のフィルムが挙げられる。さらに、弾性フィルム4を、加飾してもよい。
【0019】
穴部1aから突出する弾性フィルム4の裏側には、キートップ3の一部を構成する弾性体5が充填されている。また、弾性体5の下面には、押圧子7が形成されている。したがって、キートップ3の部分を押し下げると、図4に示すように、キートップ3が下方へ沈むように変形し、キートップ3の下面に設けられた押圧子7は、その下方に配置される固定接点(不図示)に接触する。このように、キートップ3の押し込み時に下方に動くキートップ3以外の部分が存在しないため、押釦スイッチ部材1の薄型化を図ることができる。弾性体5の材料としては、指で押圧すると湾曲して撓むような柔らかい樹脂が好適に用いられる。弾性体5として、例えば、熱可塑性エラストマー、合成もしくは天然ゴム、シリコーンゴムあるいはウレタン樹脂等を用いることができる。
【0020】
以下、本発明の第1の実施の形態に係る押釦スイッチ部材1の製造方法の一例について説明する。
【0021】
図5は、本発明の第1の実施の形態に係る押釦スイッチ部材1の製造工程の主な工程の流れを示すフローチャートである。
【0022】
押釦スイッチ部材1の製造工程は、パネル2および弾性フィルム4の少なくともいずれか一方に加飾する工程(ステップS100)と、パネル2と弾性フィルム4とを重ね合わせる重ね合せ工程(ステップS101)と、金型内にパネル2と弾性フィルム4とを重ね合わせた積層体を挿入し、積層体における弾性フィルム4の上から弾性体5の原料を供給し、プレス成形を行う成形工程(ステップS102)と、金型から押釦スイッチ部材1を離型する離型工程(ステップS103)とを有する。以下、上記各工程について、図面を参照しながら詳しく説明する。
【0023】
図6は、パネル2と弾性フィルム4とを重ね合わせた積層体8を、図1のA−A線と同様の線にて切断した際の断面図である。図7は、パネル2と弾性フィルム4とから成る積層体8および弾性体5の原料9を、金型10に入れた状態を模式的に示す断面図である。
【0024】
まず、パネル2および弾性フィルム4の少なくともいずれか一方に加飾を行う(ステップS100)。弾性フィルム4およびパネル2の加飾は、例えば、着色、印刷、蒸着あるいは塗装等により行われる。加飾としては、キートップ3の位置に、種々の文字、記号および数字を表示するものでも良く、あるいは一部分若しくは全体に色、模様あるいは図柄等を施すものでもよい。弾性フィルム4は、平面の状態で加飾されるので、パネル2の境界部分まで加飾することができる。さらに、弾性フィルム4およびパネル2が共に透明である場合には、弾性フィルム4におけるパネル2と反対側の面に模様などを印刷することで、操作により模様が剥がれるのを防止できる。また、パネル2に透明性の高い素材を用いて、弾性フィルム4に印刷等を施すことで、一体感のある意匠を構成できる。
【0025】
ステップS100に続き、パネル2と弾性フィルム4とを重ね合わせる(ステップS101)。このステップでは、接着剤層6を介して、パネル2と弾性フィルム4とを重ね合わせて一体化する。パネル2と弾性フィルム4とを重ね合わせたものを、積層体8と称する。
【0026】
次に、積層体8および弾性体5の原料9を、金型10の所定の場所に配置する。金型10は、各キートップ3の最終的な形状を作製するために、キートップ3の形状に合致する凹部12と、押圧子7を作製するための凹部13を備える。パネル2が凹部12の側に、弾性フィルム4が凹部13の側にそれぞれ面するように、積層体8が配置される。また、積層体8は、パネル2の穴部1aの位置と、凹部12の位置とを合わせて配置される。また、積層体8と凹部13との間には、弾性体5の原料9が入れられる。
【0027】
図8は、押釦スイッチ部材1がプレス成形されている状態を示す断面図である。
【0028】
次に、金型10を締めて、積層体8と弾性体5とを一体化するためのプレス成形を行う(ステップS102)。すると、まず、弾性フィルム4および弾性体5が軟化する。次に、弾性体5の圧力により、弾性フィルム4は、凹部12の形状に沿って延伸される。さらに、弾性体5は、その弾性フィルム4の凹部に充填されて、固化若しくは硬化する。なお、弾性体5と弾性フィルム4とが容易に接着しない材料の組み合わせの場合、弾性体5と弾性フィルム4との接触箇所に、接着剤を塗布しておいてもよい。また、押圧子7を作製するための凹部13にも、弾性体5が充填される。こうして、押圧子7が形成される。最後に、金型10を開き、押釦スイッチ部材1を金型10から離型する(ステップS103)。
【0029】
(第2の実施の形態)
次に、第2の実施の形態に係るパネル一体型押釦スイッチ部材(以後、単に、「押釦スイッチ部材」という。)の製造方法について説明する。なお、先に示した図1〜図6の形態は、第2の実施の形態にも共通する。
【0030】
第2の実施の形態に係る押釦スイッチ部材の製造方法により製造される押釦スイッチ部材1は、先に説明した第1の実施の形態に係る押釦スイッチ部材1と同じ構造を有している。このため、第2の実施の形態に係る押釦スイッチ部材1の構造について同じ符号を用いると共に、重複する説明を省略する。
【0031】
第2の実施の形態に係る製造方法では、ステップS102において、弾性体の原料9を弾性フィルム4に向けて射出する射出成形を用いる。具体的には、弾性フィルム4側から、凹部12に向けて、弾性体の原料9となる溶融樹脂等を高圧にて射出する(ステップS102)。この結果、弾性フィルム4は、穴部1aに押し込まれるように延伸される。同時に、溶融樹脂が弾性フィルム4の凹部に充填される。溶融樹脂が固化して、キートップ3が形成された後、金型10を開き、押釦スイッチ部材1を金型10から離型する(ステップS103)。
【0032】
溶融樹脂を射出する場合、射出圧力および樹脂流入速度を適宜調節することが可能であるため、弾性フィルム4が、穴部1aに押し込まれるように延伸される際に破れるのを防止しやすい。
【0033】
また、射出成形する弾性体の原料9としては、熱硬化性エラストマー、合成ゴム、シリコーンゴムあるいはウレタン樹脂等を用いることができる。さらに、弾性体の原料9として、熱可塑性エラストマー、たとえば、ポリエステル系、ポリウレタン系、ポリスチレン系あるいはポリアミド系の熱可塑性エラストマーを好適に用いることができる。
【0034】
以上、本発明に係る押釦スイッチ部材1およびその製造方法の好適な実施の形態について説明したが、本発明は、上述の各実施の形態に限定されることなく、種々変形した形態にて実施可能である。
【0035】
例えば、各実施の形態にて、押圧子7は、弾性体5を成形してキートップ3を形成すると同時に形成されているが、押圧子7をキートップ3の形成と同時に形成しなくてもよい。金型10から押釦スイッチ部材1を離型した後に、別に作製した押圧子7を接着しても良い。その場合には、金型10に、押圧子7を作製するための凹部13は必要なくなる。
【0036】
また、ステップS101を省き、ステップS102にて、パネル2と弾性フィルム4とをそれぞれ配置しても良い。その際、パネル2と弾性フィルム4との間に接着剤を介在させても良い。
【0037】
また、パネル2あるいは弾性フィルム4に加飾を施す必要がない場合には、ステップS100を省いても良い。また、ステップS103の後に、パネル2またはキートップ3に対して加飾を施してもよい。
【産業上の利用可能性】
【0038】
本発明は、スイッチ部材を搭載した電子機器を製造あるいは使用する産業において利用することができる。
【図面の簡単な説明】
【0039】
【図1】本発明の第1の実施の形態に係るパネル一体型押釦スイッチ部材の平面図である。
【図2】図1に示すパネル一体型押釦スイッチ部材に用いられるパネルの斜視図である。
【図3】図1に示すパネル一体型押釦スイッチ部材をA−A線にて切ったときの断面図である。
【図4】図3に示す状態からキートップを押し下げた時のパネル一体型押釦スイッチ部材の状態を示す断面図である。
【図5】本発明の第1の実施の形態に係るパネル一体型押釦スイッチ部材の製造方法の各工程の流れを示すフローチャートである。
【図6】本発明の第1の実施の形態に係るパネル一体型押釦スイッチ部材の製造方法において製造される、パネルと弾性フィルムとを重ね合わせた積層体の断面図である。
【図7】パネルと弾性フィルムとから成る積層体および弾性体5の原料を金型に入れた状態を模式的に示す断面図である。
【図8】本発明の第1の実施の形態に係るパネル一体型押釦スイッチ部材がプレス成形せれている状態を示すA−A部線断面図である。
【図9】従来から公知の押釦スイッチ部材の断面図である。
【図10】図9に示す押釦スイッチ部材とは異なる、従来から公知の押釦スイッチ部材と平面図(A)および断面図(B)である。
【符号の説明】
【0040】
1 パネル一体型押釦スイッチ部材
1a 穴部
2 パネル
3 キートップ
4 弾性フィルム
5 弾性体
9 弾性体の原料
10 金型
12 凹部
【特許請求の範囲】
【請求項1】
キートップを露出させる穴部を有するパネルと、
上記キートップの一部を構成するフィルムであって、当該パネルの裏面に密着若しくは接着され、上記穴部から突出する弾性フィルムと、
上記キートップの一部を構成し、上記穴部から突出する当該弾性フィルムの裏側に形成された凹部を埋める弾性体と、
を備え、
上記穴部から突出する上記弾性フィルムを押し込むと、上記穴部の領域にある上記キートップの下方への撓みにより、上記キートップが上記弾性体の下方に配置されるスイッチに接することを特徴とするパネル一体型押釦スイッチ部材。
【請求項2】
請求項1に記載のパネル一体型押釦スイッチ部材の製造方法であって、
キートップの場所に凹部を有する一方の金型内に、キートップを露出させる穴部の位置と上記凹部の位置とを合わせてパネルを配置し、そのパネルの上に弾性フィルムを重ねて配置する重ね合わせ工程と、
上記弾性フィルムの上に弾性体の原料を供給する弾性体原料供給工程と、
金型内にある上記弾性フィルムおよび上記弾性体の原料に圧力を加えて、上記パネル、上記弾性フィルムおよび上記弾性体を一体に成形する成形工程と、
を有することを特徴とするパネル一体型押釦スイッチ部材の製造方法。
【請求項1】
キートップを露出させる穴部を有するパネルと、
上記キートップの一部を構成するフィルムであって、当該パネルの裏面に密着若しくは接着され、上記穴部から突出する弾性フィルムと、
上記キートップの一部を構成し、上記穴部から突出する当該弾性フィルムの裏側に形成された凹部を埋める弾性体と、
を備え、
上記穴部から突出する上記弾性フィルムを押し込むと、上記穴部の領域にある上記キートップの下方への撓みにより、上記キートップが上記弾性体の下方に配置されるスイッチに接することを特徴とするパネル一体型押釦スイッチ部材。
【請求項2】
請求項1に記載のパネル一体型押釦スイッチ部材の製造方法であって、
キートップの場所に凹部を有する一方の金型内に、キートップを露出させる穴部の位置と上記凹部の位置とを合わせてパネルを配置し、そのパネルの上に弾性フィルムを重ねて配置する重ね合わせ工程と、
上記弾性フィルムの上に弾性体の原料を供給する弾性体原料供給工程と、
金型内にある上記弾性フィルムおよび上記弾性体の原料に圧力を加えて、上記パネル、上記弾性フィルムおよび上記弾性体を一体に成形する成形工程と、
を有することを特徴とするパネル一体型押釦スイッチ部材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2008−251323(P2008−251323A)
【公開日】平成20年10月16日(2008.10.16)
【国際特許分類】
【出願番号】特願2007−90543(P2007−90543)
【出願日】平成19年3月30日(2007.3.30)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成20年10月16日(2008.10.16)
【国際特許分類】
【出願日】平成19年3月30日(2007.3.30)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]