
パルスアーク溶接方法
【課題】 パルスアーク溶接において、シールドガスの混合比率が変動しても安定したアーク状態を維持すること。
【解決手段】 ピーク期間Tp中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期Tfとして繰り返して溶接するパルスアーク溶接方法において、ピーク期間Tpは、第1ピーク電流Ip1を通電する第1ピーク期間Tp1及び第1ピーク電流Ip1よりも小さな値の第2ピーク電流Ip2を通電する第2ピーク期間Tp2から形成され、第1ピーク期間Tp1及び第1ピーク電流Ip1を、シールドガスの混合比率が基準比率から所定範囲で変化してもアーク陽極点が溶滴の上部に形成される値に設定し、第2ピーク期間Tp2及び第2ピーク電流Ip2を、パルス周期Tfごとに1つの溶滴が移行し、かつ、アンダーカットのないビード形状が形成される値に設定する。
【解決手段】 ピーク期間Tp中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期Tfとして繰り返して溶接するパルスアーク溶接方法において、ピーク期間Tpは、第1ピーク電流Ip1を通電する第1ピーク期間Tp1及び第1ピーク電流Ip1よりも小さな値の第2ピーク電流Ip2を通電する第2ピーク期間Tp2から形成され、第1ピーク期間Tp1及び第1ピーク電流Ip1を、シールドガスの混合比率が基準比率から所定範囲で変化してもアーク陽極点が溶滴の上部に形成される値に設定し、第2ピーク期間Tp2及び第2ピーク電流Ip2を、パルス周期Tfごとに1つの溶滴が移行し、かつ、アンダーカットのないビード形状が形成される値に設定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シールドガスの混合比率が変化しても安定した溶接を行うことができるパルスアーク溶接方法に関するものである。
【背景技術】
【0002】
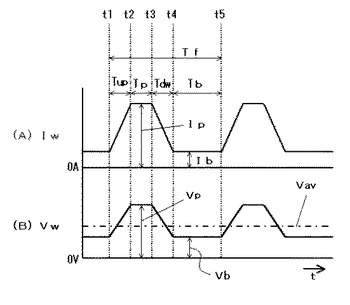
図5は、消耗電極パルスアーク溶接の電流・電圧波形図の一例である。同図(A)は溶接電流Iwを示し、同図(B)は溶接電圧Vwを示す。時刻t1〜t2のピーク立上り期間Tup中は、同図(A)に示すように、ベース電流Ibからピーク電流Ipへと上昇する遷移電流が通電し、同図(B)に示すように、ベース電圧Vbからピーク電圧Vpへと上昇する遷移電圧が溶接ワイヤ・母材間に印加する。時刻t2〜t3のピーク期間Tp中は、同図(A)に示すように、臨界電流値以上のピーク電流Ipが通電し、同図(B)に示すように、ピーク電圧Vpが印加する。時刻t3〜t4のピーク立下り期間Tdw中は、ピーク電流Ipからベース電流Ibへと下降する遷移電流が通電し、同図(B)に示すように、ピーク電圧Vpからベース電圧Vbへと下降する遷移電圧が印加する。時刻t4〜t5のベース期間Tb中は、同図(A)に示すように、溶滴を成長させない小電流値のベース電流Ibが通電し、同図(B)に示すように、ベース電圧Vbが印加する。上記のt1〜t5の期間がパルス周期Tfとなる。
【0003】
上記のピーク立上り期間Tup及びピーク立下り期間Tdwは、母材材質に応じて適正値に設定される。母材材質が鉄鋼材料であるパルスMAG溶接では、両値は小さな値に設定されるために、ピーク電流波形は略矩形波状になる。他方、母材材質がアルミニウム材料であるパルスMIG溶接では、両値は大きな値に設定されるために、ピーク電流波形は台形波状になる。また、上記の遷移電流は、溶接性を向上させるために直線状に上昇/下降させる場合だけでなく、曲線状に変化させる場合もある(例えば、特許文献1、3参照)。また、ピーク電流Ipをステップ状に増加させる場合もある(例えば、特許文献2参照)。シールドガスとしては、パルスMAG溶接ではアルゴンガス80%+炭酸ガス20%の混合ガスを使用し、パルスMIG溶接ではアルゴンガス100%を使用することが多い。
【0004】
消耗電極アーク溶接では、アーク長を適正値に制御することが良好な溶接品質を得るために重要である。このために、溶接電圧Vwの平均値Vavがアーク長と略比例関係にあることを利用して、溶接電圧平均値Vavが予め定めた電圧設定値と等しくなるように溶接電源の出力を制御してアーク長制御を行っている。パルスアーク溶接においても同様に、溶接電圧平均値Vavが電圧設定値と等しくなるように上記のパルス周期Tfが制御されて溶接電源の出力制御が行われる(周波数変調制御)。これ以外にも、パルス周期Tfを所定値とし、ピーク期間Tpを制御することで溶接電源の出力制御を行う場合もある(パルス幅変調制御)。
【0005】
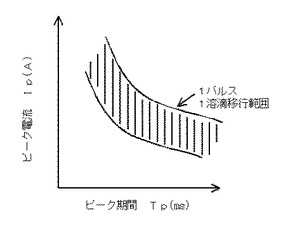
図6は、上記のピーク期間Tp及びピーク電流Ipの値を設定する方法を示す1パルス1溶滴移行範囲図である。同図の横軸はピーク期間Tp(ms)を示し、縦軸はピーク電流Ip(A)を示す。斜線部分がパルス周期Tfに同期して1つの溶滴が移行する(いわゆる1パルス1溶滴移行)条件範囲である。ピーク期間Tpとピーク電流Ipとの組合せ条件(ユニットパルス条件と言われる)が斜線部分内にあるときは、1パルス1溶滴移行となる。ユニットパルス条件は、この1パルス1溶滴移行範囲内であって、良好なビード形状(アンダーカットの発生がなく美麗なビード外観であること)が形成される条件に設定される。ピーク電流Ipが一定値でないときには、ピーク電流Ipをピーク期間Tp中積分した電流積分値が、斜線部分に対応する範囲内になるように両値を設定する。上記のユニットパルス条件は、溶接ワイヤの種類、シールドガスの混合比率、ワイヤ送給速度等に応じて1パルス1溶滴移行範囲が変化するのでそれに対応して再設定する必要がある。
【0006】
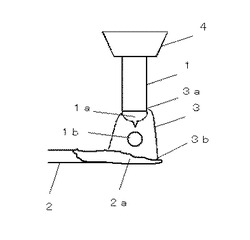
図7は、ユニットパルス条件が1パルス1溶滴移行範囲にあるときのアーク発生部の模式図である。溶接トーチ4の先端から送出された溶接ワイヤ1と母材2との間にアーク3が発生する。母材2上には溶融池2aが形成される。アーク陽極点3aは、ワイヤ先端部の溶滴1aの上部に形成される。このために、溶滴1aはアーク3によって包まれた状態になる。他方、アーク陰極点3bは、溶融池2a上に形成される。ピーク電流Ipが通電を終了した直後に離脱溶滴1bが移行する。
【0007】
【特許文献1】特開2005−28383号公報
【特許文献2】特開2005−118872号公報
【特許文献3】特開2006−75890号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
上記のユニットパルス条件は、シールドガスの混合比率が基準比率であることを前提条件として、上述したように、1パルス1溶滴移行範囲であって、かつ、良好なビード形状が得られるように設定される。例えば、鉄鋼材料のパルスMAG溶接では、シールドガスにはアルゴンガスと炭酸ガスとの混合ガスを使用する。この場合の基準比率はアルゴンガス80%+炭酸ガス20%が日本では一般的である。
【0009】
シールドガスの供給方法として、上記の基準比率に正確に調整されて充填されたガスボンベ等を使用する場合には、シールドガスの混合比率の変動はほとんどなく基準比率に維持されて溶接を行うことができる。しかし、大規模な工場では、アルゴンガスと炭酸ガスとを別々のタンクに蓄積しておき、それらを混合器によって基準比率に混合した上で、集中配管を通して各溶接装置に供給することが多い。このような場合には、朝一番の工場稼動開始時において、シールドガスの混合比率が安定するまで初期変動することが多い。この変動幅は、シールドガスの供給設備によって異なるが、±5〜±10%と大きな場合もある。また、初期変動だけでなく、定常状態での変動もあり、その変動幅は初期変動幅よりは小さいが±5%程度になる場合もある。さらに、ワークの形状、要求品質等からシールドガスの混合比率をより適正値に調整して溶接する場合もある。このような高品質溶接では、シールドガスの基準比率をアルゴンガス比率を増加又は減少させて設定する。
【0010】
ところで、シールドガスの混合比率はアルゴンガス比率が増加する方向に変化しても、アーク状態は安定した状態を略維持することができる場合が多い。これは、アルゴンガス比率が増加すると、溶滴の移行がしやすくなるためである。したがって、アルゴンガス比率が増加する方向への変化に対しては、ユニットパルス条件を再設定しなくても良い場合が多い。
【0011】
他方、シールドガスのアルゴンガス比率が減少する方向に変化する場合には、図8で詳述するように、溶滴移行がしにくくなるために、アーク状態は不安定な状態になる。以下、この現象について説明する。
【0012】
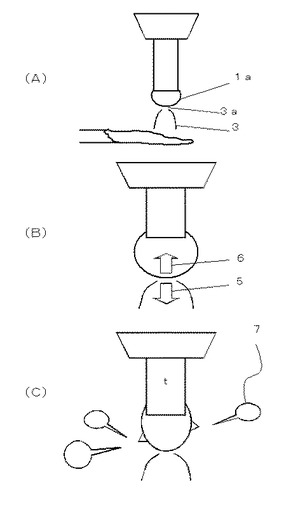
図8(A)〜(C)は、シールドガスのアルゴンガス比率が基準比率よりも減少した場合のアーク発生部の模式図である。同図(A)〜(C)は、時間経過に伴う溶滴移行を示している。同図(A)に示すように、シールドガスのアルゴン比率が減少すると、アーク陽極点3aは溶滴1aの下部に形成される。アーク陽極点3aが溶滴1aの下部に形成された場合、同図(B)に示すように、アーク陽極点3a近傍は超高温になるために、溶滴1aの下部から金属蒸気5が下方向へ噴出する。この結果、溶滴3aは金属蒸気5によって押上げる方向へ力6を受けるので、溶滴移行が不安定になる。そして、同図(C)に示すように、押し上げ力6によって移行を阻止されて1パルス1溶滴移行することができなくなるために溶滴3aが大きく成長し、ワイヤの延長線以外へも飛散してスパッタ7が大量に発生する。
【0013】
上述した問題の対策として、溶滴1aの下部に形成されたアーク陽極点3aを上方に移動させるために、ピーク電流Ipの値を大きくする方法がある。しかし、ピーク電流値Ipを大きくするとアーク陽極点3aは溶滴1a上部に形成されるが、アーク3が広がった形状になりアーク力も増大するために、アンダーカットが発生しやすくなる。このために、良好なビード形状を得ることができにくくなる。さらには、アーク力の増大に伴うスパッタも増加することになる。
【0014】
そこで、本発明は、シールドガスの混合比率が変化しても安定したアーク状態を維持することができるパルスアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0015】
上述した課題を解決するために、第1の発明は、
溶接ワイヤを予め定めた溶接電流平均設定値に対応したワイヤ送給速度で送給すると共に、ピーク期間中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期として繰り返してアークを発生させ、このアークによって溶接ワイヤから溶滴を移行させて溶接するパルスアーク溶接方法において、
前記ピーク期間は、第1ピーク電流を通電する第1ピーク期間及び前記第1ピーク電流よりも小さな値の第2ピーク電流を通電する第2ピーク期間から形成され、
前記第1ピーク期間及び前記第1ピーク電流を、シールドガスの混合比率が基準比率から所定範囲で変化してもアーク陽極点が溶滴の上部に形成される値に設定し、
前記第2ピーク期間及び前記第2ピーク電流を、前記パルス周期ごとに1つの溶滴が移行し、かつ、アンダーカットのないビード形状が形成される値に設定する、
ことを特徴とするパルスアーク溶接方法である。
【0016】
第2の発明は、前記基準比率の変化に応じて前記第1ピーク期間及び前記第1ピーク電流の値を変化させる、ことを特徴とする第1の発明記載のパルスアーク溶接方法である。
【0017】
第3の発明は、前記溶接電流平均設定値が大きくなるのに応じて前記第1ピーク電流値と前記第2ピーク電流値との差が小さくなるように変化させる、ことを特徴とする第1又は第2の発明記載のパルスアーク溶接方法である。
【0018】
第4の発明は、前記溶接電流平均設定値が臨界電流値以上であるときは、前記溶接電流平均設定値が大きくなるのに応じて前記第1ピーク電流値と前記第2ピーク電流値との差が小さくなるように変化させる、ことを特徴とする第1又は第2の発明記載のパルスアーク溶接方法である。
【発明の効果】
【0019】
上記第1の発明によれば、シールドガスの混合比率が基準比率から所定範囲変化しても、アーク陽極点を溶滴上部に形成することができ、かつ、アーク形状の広がり及びアーク力の増大を抑制することができる。このために、1パルス1溶滴移行を行うことができ、かつ、アンダーカットの発生も抑制することができるので、安定したアーク状態を維持して良好な溶接品質を得ることができる。
【0020】
さらに、上記第2の発明によれば、シールドガスの基準比率に応じて第1ピーク期間及び第1ピーク電流を適正化することによって、シールドガスの混合比率が大きく変化する場合にも、上記の効果を奏することができる。
【0021】
さらに、上記第3及び第4の発明によれば、溶接電流平均設定値が大きくなるのに応じて第1ピーク電流値と第2ピーク電流値との差が小さくなるように変化させることによって、大電流域において溶融池に作用する過剰なアーク力を弱くすることができ、溶け落ち、ハンピング等の溶接不良の発生を抑制することができる。特に、溶接電流平均設定値が臨界電流値以上であるときは、この効果が顕著になる。
【発明を実施するための最良の形態】
【0022】
以下、図面を参照して本発明の実施の形態について説明する。
【0023】
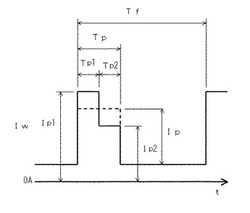
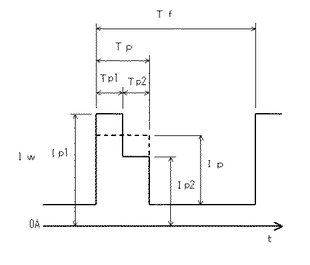
図1は、本発明の実施の形態に係るパルスアーク溶接方法における溶接電流Iwの波形図である。同図に示すように、ピーク期間Tpは、第1ピーク期間Tp1及び第2ピーク期間Tp2から形成される。第1ピーク期間Tp1中は第1ピーク電流Ip1を通電し、第2ピーク期間Tp2中は第1ピーク電流Ip1よりも小さな値の第2ピーク電流Ip2を通電する。したがって、ピーク電流波形は、右下がりのステップ状になる。
【0024】
同図において、点線で示すように、従来のピーク電流は一定値Ipである。第1ピーク電流Ip1は、この一定値Ipよりも大きな値に設定する。第1ピーク期間Tp1中の第1ピーク電流Ip1の通電の作用は、従来のピーク電流値Ipよりも大きな電流を通電することによって、シールドガスの混合比率が変化してもアーク陽極点を溶滴上部に形成することである。この第1ピーク電流値Ip1が従来のピーク電流値Ipよりもおおきいので、シールドガスのアルゴン比率が減少してもアーク陽極点を溶滴上部に形成することができる。このアーク陽極点の形成のためには、0.2〜1.0ms程度の第1ピーク期間Tp1が必要である。したがって、この第1ピーク期間Tp1中の第1ピーク電流Ip1は一定値である方が良く、スロープ状に下がる波形でない方が良い。
【0025】
他方、第2ピーク期間Tp2中の第2ピーク電流Ip2の値は、従来のピーク電流値Ip及び第1ピーク電流値Ip1よりも小さな値に設定される。アーク陽極点の形成位置は、第2ピーク期間Tp2になっても溶滴上部のままで移動しない。これは、アーク陽極点が一度形成されるとその位置で安定するので、電流値が小さくなっても移動しないためである。また、第2ピーク電流値Ip2が小さな値に設定されるので、ピーク期間Tp全体としての平均値は従来と略同一になる。このために、アーク形状及びアーク力は従来と略同一になり、アンダーカットのない良好なビード形状を得ることができる。
【0026】
各パラメータの設定方法を整理すると下記のようになる。
(1) 第1ピーク期間Tp1及び第1ピーク電流Ip1は、シールドガスの混合比率が所定範囲で変化してもアーク陽極点が溶滴上部に形成されるように設定する。
(2) 第2ピーク期間Tp2及び第2ピーク電流Ip2は、溶滴移行が1パルス1溶滴移行となり、かつ、アンダーカットのない良好なビード形状が得られる値に設定する。
【0027】
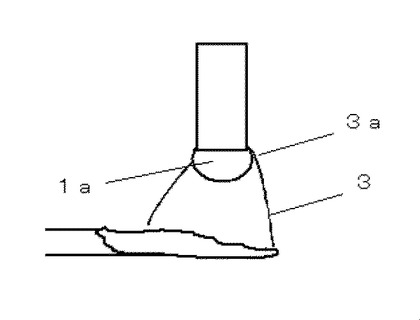
図2は、図1で上述したステップ状のピーク電流を通電したときのアーク発生部の模式図である。同図に示すように、シールドガスの混合比率が変化しても、アーク陽極点3aは、溶滴1aの上部に形成される。このために、溶滴1aには図8(B)で上述した押し挙げ力6が作用しないので、1溶滴移行は1パルス1溶滴移行となる。この結果、スパッタ発生量が少なく、かつ、良好なビード形状が得られる。
【0028】
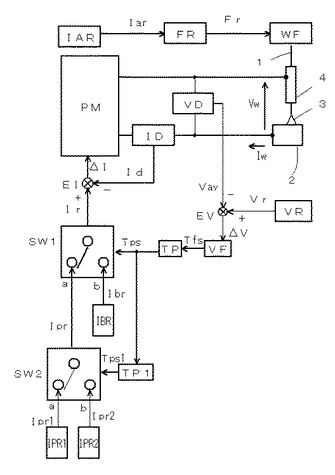
図3は、本発明の実施の形態に係る溶接電源のブロック図である。以下、同図を参照して各ブロックについて説明する。
【0029】
電源主回路PMは、3相200V等の商用電源を入力として、後述する電流誤差増幅信号ΔIに従ってインバータ制御等の出力制御を行い、溶接電圧Vw及び溶接電流Iwを出力する。この電源主回路PMは、例えば、商用電源を整流する1次整流器、整流された直流を平滑する平滑コンデンサ、平滑された直流を高周波交流に変換するインバータ回路、高周波交流をアーク溶接に適した電圧値に降圧する高周波変圧器、降圧された高周波交流を整流する2次整流器、整流された直流を平滑するリアクトル、電流誤差増幅信号ΔIを入力としてパルス幅変調制御を行う変調回路、パルス幅変調された信号に基づいて上記のインバータ回路を駆動する駆動回路から構成される。溶接電流平均設定回路IARは、予め定めた溶接電流平均設定信号Iarを出力する。送給速度設定回路FRは、この溶接電流平均設定信号Iarに対応したワイヤ送給速度設定信号Frを出力する。ワイヤ送給機WFは、このワイヤ送給速度設定信号Frに想到するワイヤ送給速度で溶接ワイヤ1を送給する。溶接ワイヤ1は、このワイヤ送給機WFによって溶接トーチ4内を送給されて、母材2との間にアーク3が発生して溶接が行われる。
【0030】
電圧検出回路VDは、溶接電圧Vwを検出しその平均値を算出して、電圧検出信号Vavを出力する。電圧設定回路VRは、予め定めた電圧設定信号Vrを出力する。電圧誤差増幅回路EVは、上記の電圧設定信号Vrと電圧検出信号Vavとの誤差を増幅して、電圧誤差増幅信号ΔVを出力する。電圧/周波数変換回路VFは、この電圧誤差増幅信号ΔVに応じた周波数に変換し、図1で上述したパルス周期Tfごとに短時間Highレベルに変化するパルス周期信号Tfsを出力する。
【0031】
ピーク期間タイマ回路TPは、上記のパルス周期信号TfsがHighレベルに変化した時点から予め定めたピーク期間Tpの間だけHighレベルになるピーク期間信号Tpsを出力する。従って、このピーク期間信号Tpsは、図1において、ピーク期間Tpの間Highレベルになる。ベース電流設定回路IBRは、予め定めたベース電流設定信号Ibrを出力する。第1切換回路SW1は、このピーク期間信号TpsがHighレベル(ピーク期間)のときはa側に切り換わり後述するピーク電流設定信号Iprを電流設定信号Irとして出力し、Lowレベル(ベース期間)のときはb側に切り換わり上記のベース電流設定信号Ibrを電流設定信号Irとして出力する。
【0032】
第1ピーク期間タイマ回路TP1は、上記のピーク期間信号TpsがHighレベル(ピーク期間)に変化した時点から予め定めた第1ピーク期間Tp1の間だけHighレベルになる第1ピーク期間信号Tps1を出力する。第1ピーク電流設定回路IPR1は、予め定めた第1ピーク電流設定信号Ipr1を出力する。第2ピーク電流設定回路IPR2は、予め定めた第2ピーク電流設定信号Ipr2を出力する。第2切換回路SW2は、上記の第1ピーク期間信号Tps1がHighレベル(第1ピーク期間)はa側に切り換わり上記の第1ピーク電流設定信号Ipr1をピーク電流設定信号Iprとして出力し、Lowレベル(第2ピーク期間)のときは上記の第2ピーク電流設定信号Ipr2をピーク電流設定信号Iprとして出力する。
【0033】
電流検出回路IDは、溶接電流Iwを検出して、電流検出信号Idを出力する。電流誤差増幅回路EIは、上記の電流設定信号Irと上記の電流検出信号Idとの誤差を増幅して、電流誤差増幅信号ΔIを出力する。これらの回路ブロックによって、図1で上述した溶接電流Iwが通電する。
【0034】
上述した実施の形態においては、図1に示すように、ピーク立上り期間Tup及びピーク立下り期間Tdwが小さな値である場合を例示したが、両値が大きな値であるときも同様である。また、上述したように鉄鋼材料のパルスMAG溶接では、シールドガスの基準比率は通常アルゴンガス80%+炭酸ガス20%である。本実施の形態では、シールドガスの混合比率が基準比率から所定範囲で変化しても、アークの安定性は維持される。但し、シールドガスの基準比率が大きく変化するときは、上記の第1ピーク期間Tp1及び第1ピーク電流Ip1の値を変化させることが望ましい。これは、本実施の形態では、シールドガスの混合比率が基準比率を中心値として想定される所定範囲で変化してもアーク安定性を保証しているが、基準比率が変化する場合にはそれに適合するように第1ピーク期間Tp1及び第1ピーク電流Ip1を再設定することで、より大きな混合比率の変化に対応することができるからである。さらに、本実施の形態では、直流パルスアーク溶接を例示したが、交流パルスアーク溶接にも適用することができる。また、本実施の形態では、アーク長制御のためにパルス周期をフィードバック制御する周波数変調制御の場合を例示したが、パルス幅変調制御の場合にも適用することができる。
【0035】
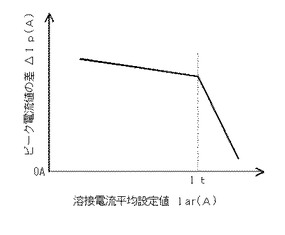
図4は、溶接電流平均設定値Iarとピーク電流の差ΔIpとの関係図である。上述したように、溶接電流平均設定値Iarは溶接電流Iwの平均値を設定する信号であり、この値に対応したワイヤ送給速度で溶接ワイヤが送給される。ピーク電流の差ΔIpは第1ピーク電流値Ip1と第2ピーク電流値Ip2との差Ip1−Ip2を表している。以下、同図を参照して説明する。
【0036】
同図に示すように、溶接電流平均設定値Iarが大きくなるのに応じてピーク電流の差ΔIpが小さくなっている。特に、溶滴移行形態がスプレー移行形態に変化する臨界電流値It以上では、ピーク電流の差ΔIpは急激に小さくなっている。同図のように、溶接電流平均設定値Iarに応じてピーク電流の差ΔIpが小さくなるように第1ピーク電流値Ip1及び第2ピーク電流値Ip2を設定することによって、以下のような溶接品質の向上を図ることができる。
【0037】
大電流域においては、ピーク電流の差ΔIpが大きい場合、溶接電流平均値が大きくなるのに伴い溶融池に作用するアーク力が強くなり過ぎて溶け落ち、ハンピング等の溶接不良が発生しやすくなる。特に、溶接電流平均値が臨界電流値It以上になるとこの現象が顕著となる場合がある。他方、溶接電流平均値が大きくなるのに伴いピーク電流の差ΔIpが小さくなるように設定した場合、シールドガスの混合比率が変化しても陽極点は溶滴の上部に形成されるようになる。特に、溶接電流平均値が臨界電流値以上の場合には、ピーク電流の差ΔIpが相当に小さな値であっても陽極点は溶滴の上部に形成されることになる。したがって、溶接電流平均値が大きくなるのに応じてピーク電流の差ΔIpを小さくなるように設定することによって、溶滴上部に陽極点を形成する作用を保持しつつ、溶融池に作用する過剰なアーク力を弱くすることができ、溶け落ち、ハンピング等の溶接不良を抑制することができる。上述したように溶接不良が起こりやすくなるのは溶接電流平均値が臨界電流値以上になったときであるので、溶接ピーク電流の差ΔIpの設定を以下のようにしても良い。すなわち、溶接電流平均値が臨界電流値以上のときに、溶接電流平均値が大きくなるのに応じてピーク電流の差ΔIpを小さくなるように設定する。
【0038】
上述した実施の形態によれば、シールドガスの混合比率が基準比率から所定範囲変化しても、アーク陽極点を溶滴上部に形成することができ、かつ、アーク形状の広がり及びアーク力の増大を抑制することができる。このために、1パルス1溶滴移行を行うことができ、かつ、アンダーカットの発生も抑制することができるので、安定したアーク状態を維持して良好な溶接品質を得ることができる。さらに、シールドガスの基準比率に応じて第1ピーク期間及び第1ピーク電流を適正化することによって、シールドガスの混合比率が大きく変化する場合にも、上記の効果を奏することができる。さらに、溶接電流平均値が大きくなるのに応じてピーク電流の差が小さくなるように設定することによって、溶融池に対して過剰に作用するアーク力を弱くすることができ、溶け落ち、ハンピング等の溶接不良の発生を抑制することができる。溶接電流平均値が臨界電流値以上であるときはこの効果が顕著となる。
【図面の簡単な説明】
【0039】
【図1】本発明の実施の形態に係るパルスアーク溶接方法における溶接電流Iwの波形図である。
【図2】図1の溶接電流Iwを通電したときのアーク発生部の模式図である。
【図3】本発明の実施の形態に係る溶接電源のブロック図である。
【図4】本発明の実施の形態に係る溶接電流平均設定値Iarとピーク電流値の差ΔIpとの関係図である。
【図5】従来技術のパルスアーク溶接方法における電流・電圧波形図である。
【図6】1パルス1溶滴移行範囲を示すユニットパルス条件図である。
【図7】従来技術のパルスアーク溶接方法におけるアーク発生部の模式図である。
【図8】課題を説明するためのシールドガスの混合比率が変化したときのアーク発生部の模式図である。
【符号の説明】
【0040】
1 溶接ワイヤ
1a 溶滴
1b 離脱溶滴
2 母材
2a 溶融池
3 アーク
3a アーク陽極点
3b アーク陰極点
4 溶接トーチ
5 金属蒸気
6 押し上げ力
7 スパッタ
EI 電流誤差増幅回路
EV 電圧誤差増幅回路
FR 送給速度設定回路
Fr ワイヤ送給速度設定信号
IAR 溶接電流平均設定回路
Iar 溶接電流平均設定(値/信号)
Ib ベース電流
IBR ベース電流設定回路
Ibr ベース電流設定信号
ID 電流検出回路
Id 電流検出信号
Ip ピーク電流
Ip1 第1ピーク電流
Ip2 第2ピーク電流
Ipr ピーク電流設定信号
IPR1 第1ピーク電流設定回路
Ipr1 第1ピーク電流設定信号
IPR2 第2ピーク電流設定回路
Ipr2 第2ピーク電流設定信号
Ir 電流設定信号
Iw 溶接電流
PM 電源主回路
SW1 第1切換回路
SW2 第2切換回路
Tb ベース期間
Tdw ピーク立下り期間
Tf パルス周期
Tfs パルス周期信号
TP ピーク期間タイマ回路
Tp ピーク期間
TP1 第1ピーク期間タイマ回路
Tp1 第1ピーク期間
Tp2 第2ピーク期間
Tps ピーク期間信号
Tps1 第1ピーク期間信号
Tup ピーク立上り期間
Vav 電圧検出信号(溶接電圧平均値)
Vb ベース電圧
VD 電圧検出回路
VF 電圧/周波数変換回路
Vp ピーク電圧
VR 電圧設定回路
Vr 電圧設定信号
Vw 溶接電圧
WF ワイヤ送給機
ΔI 電流誤差増幅信号
ΔIp ピーク電流の差(Ip1−Ip2)
ΔV 電圧誤差増幅信号
【技術分野】
【0001】
本発明は、シールドガスの混合比率が変化しても安定した溶接を行うことができるパルスアーク溶接方法に関するものである。
【背景技術】
【0002】
図5は、消耗電極パルスアーク溶接の電流・電圧波形図の一例である。同図(A)は溶接電流Iwを示し、同図(B)は溶接電圧Vwを示す。時刻t1〜t2のピーク立上り期間Tup中は、同図(A)に示すように、ベース電流Ibからピーク電流Ipへと上昇する遷移電流が通電し、同図(B)に示すように、ベース電圧Vbからピーク電圧Vpへと上昇する遷移電圧が溶接ワイヤ・母材間に印加する。時刻t2〜t3のピーク期間Tp中は、同図(A)に示すように、臨界電流値以上のピーク電流Ipが通電し、同図(B)に示すように、ピーク電圧Vpが印加する。時刻t3〜t4のピーク立下り期間Tdw中は、ピーク電流Ipからベース電流Ibへと下降する遷移電流が通電し、同図(B)に示すように、ピーク電圧Vpからベース電圧Vbへと下降する遷移電圧が印加する。時刻t4〜t5のベース期間Tb中は、同図(A)に示すように、溶滴を成長させない小電流値のベース電流Ibが通電し、同図(B)に示すように、ベース電圧Vbが印加する。上記のt1〜t5の期間がパルス周期Tfとなる。
【0003】
上記のピーク立上り期間Tup及びピーク立下り期間Tdwは、母材材質に応じて適正値に設定される。母材材質が鉄鋼材料であるパルスMAG溶接では、両値は小さな値に設定されるために、ピーク電流波形は略矩形波状になる。他方、母材材質がアルミニウム材料であるパルスMIG溶接では、両値は大きな値に設定されるために、ピーク電流波形は台形波状になる。また、上記の遷移電流は、溶接性を向上させるために直線状に上昇/下降させる場合だけでなく、曲線状に変化させる場合もある(例えば、特許文献1、3参照)。また、ピーク電流Ipをステップ状に増加させる場合もある(例えば、特許文献2参照)。シールドガスとしては、パルスMAG溶接ではアルゴンガス80%+炭酸ガス20%の混合ガスを使用し、パルスMIG溶接ではアルゴンガス100%を使用することが多い。
【0004】
消耗電極アーク溶接では、アーク長を適正値に制御することが良好な溶接品質を得るために重要である。このために、溶接電圧Vwの平均値Vavがアーク長と略比例関係にあることを利用して、溶接電圧平均値Vavが予め定めた電圧設定値と等しくなるように溶接電源の出力を制御してアーク長制御を行っている。パルスアーク溶接においても同様に、溶接電圧平均値Vavが電圧設定値と等しくなるように上記のパルス周期Tfが制御されて溶接電源の出力制御が行われる(周波数変調制御)。これ以外にも、パルス周期Tfを所定値とし、ピーク期間Tpを制御することで溶接電源の出力制御を行う場合もある(パルス幅変調制御)。
【0005】
図6は、上記のピーク期間Tp及びピーク電流Ipの値を設定する方法を示す1パルス1溶滴移行範囲図である。同図の横軸はピーク期間Tp(ms)を示し、縦軸はピーク電流Ip(A)を示す。斜線部分がパルス周期Tfに同期して1つの溶滴が移行する(いわゆる1パルス1溶滴移行)条件範囲である。ピーク期間Tpとピーク電流Ipとの組合せ条件(ユニットパルス条件と言われる)が斜線部分内にあるときは、1パルス1溶滴移行となる。ユニットパルス条件は、この1パルス1溶滴移行範囲内であって、良好なビード形状(アンダーカットの発生がなく美麗なビード外観であること)が形成される条件に設定される。ピーク電流Ipが一定値でないときには、ピーク電流Ipをピーク期間Tp中積分した電流積分値が、斜線部分に対応する範囲内になるように両値を設定する。上記のユニットパルス条件は、溶接ワイヤの種類、シールドガスの混合比率、ワイヤ送給速度等に応じて1パルス1溶滴移行範囲が変化するのでそれに対応して再設定する必要がある。
【0006】
図7は、ユニットパルス条件が1パルス1溶滴移行範囲にあるときのアーク発生部の模式図である。溶接トーチ4の先端から送出された溶接ワイヤ1と母材2との間にアーク3が発生する。母材2上には溶融池2aが形成される。アーク陽極点3aは、ワイヤ先端部の溶滴1aの上部に形成される。このために、溶滴1aはアーク3によって包まれた状態になる。他方、アーク陰極点3bは、溶融池2a上に形成される。ピーク電流Ipが通電を終了した直後に離脱溶滴1bが移行する。
【0007】
【特許文献1】特開2005−28383号公報
【特許文献2】特開2005−118872号公報
【特許文献3】特開2006−75890号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
上記のユニットパルス条件は、シールドガスの混合比率が基準比率であることを前提条件として、上述したように、1パルス1溶滴移行範囲であって、かつ、良好なビード形状が得られるように設定される。例えば、鉄鋼材料のパルスMAG溶接では、シールドガスにはアルゴンガスと炭酸ガスとの混合ガスを使用する。この場合の基準比率はアルゴンガス80%+炭酸ガス20%が日本では一般的である。
【0009】
シールドガスの供給方法として、上記の基準比率に正確に調整されて充填されたガスボンベ等を使用する場合には、シールドガスの混合比率の変動はほとんどなく基準比率に維持されて溶接を行うことができる。しかし、大規模な工場では、アルゴンガスと炭酸ガスとを別々のタンクに蓄積しておき、それらを混合器によって基準比率に混合した上で、集中配管を通して各溶接装置に供給することが多い。このような場合には、朝一番の工場稼動開始時において、シールドガスの混合比率が安定するまで初期変動することが多い。この変動幅は、シールドガスの供給設備によって異なるが、±5〜±10%と大きな場合もある。また、初期変動だけでなく、定常状態での変動もあり、その変動幅は初期変動幅よりは小さいが±5%程度になる場合もある。さらに、ワークの形状、要求品質等からシールドガスの混合比率をより適正値に調整して溶接する場合もある。このような高品質溶接では、シールドガスの基準比率をアルゴンガス比率を増加又は減少させて設定する。
【0010】
ところで、シールドガスの混合比率はアルゴンガス比率が増加する方向に変化しても、アーク状態は安定した状態を略維持することができる場合が多い。これは、アルゴンガス比率が増加すると、溶滴の移行がしやすくなるためである。したがって、アルゴンガス比率が増加する方向への変化に対しては、ユニットパルス条件を再設定しなくても良い場合が多い。
【0011】
他方、シールドガスのアルゴンガス比率が減少する方向に変化する場合には、図8で詳述するように、溶滴移行がしにくくなるために、アーク状態は不安定な状態になる。以下、この現象について説明する。
【0012】
図8(A)〜(C)は、シールドガスのアルゴンガス比率が基準比率よりも減少した場合のアーク発生部の模式図である。同図(A)〜(C)は、時間経過に伴う溶滴移行を示している。同図(A)に示すように、シールドガスのアルゴン比率が減少すると、アーク陽極点3aは溶滴1aの下部に形成される。アーク陽極点3aが溶滴1aの下部に形成された場合、同図(B)に示すように、アーク陽極点3a近傍は超高温になるために、溶滴1aの下部から金属蒸気5が下方向へ噴出する。この結果、溶滴3aは金属蒸気5によって押上げる方向へ力6を受けるので、溶滴移行が不安定になる。そして、同図(C)に示すように、押し上げ力6によって移行を阻止されて1パルス1溶滴移行することができなくなるために溶滴3aが大きく成長し、ワイヤの延長線以外へも飛散してスパッタ7が大量に発生する。
【0013】
上述した問題の対策として、溶滴1aの下部に形成されたアーク陽極点3aを上方に移動させるために、ピーク電流Ipの値を大きくする方法がある。しかし、ピーク電流値Ipを大きくするとアーク陽極点3aは溶滴1a上部に形成されるが、アーク3が広がった形状になりアーク力も増大するために、アンダーカットが発生しやすくなる。このために、良好なビード形状を得ることができにくくなる。さらには、アーク力の増大に伴うスパッタも増加することになる。
【0014】
そこで、本発明は、シールドガスの混合比率が変化しても安定したアーク状態を維持することができるパルスアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0015】
上述した課題を解決するために、第1の発明は、
溶接ワイヤを予め定めた溶接電流平均設定値に対応したワイヤ送給速度で送給すると共に、ピーク期間中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期として繰り返してアークを発生させ、このアークによって溶接ワイヤから溶滴を移行させて溶接するパルスアーク溶接方法において、
前記ピーク期間は、第1ピーク電流を通電する第1ピーク期間及び前記第1ピーク電流よりも小さな値の第2ピーク電流を通電する第2ピーク期間から形成され、
前記第1ピーク期間及び前記第1ピーク電流を、シールドガスの混合比率が基準比率から所定範囲で変化してもアーク陽極点が溶滴の上部に形成される値に設定し、
前記第2ピーク期間及び前記第2ピーク電流を、前記パルス周期ごとに1つの溶滴が移行し、かつ、アンダーカットのないビード形状が形成される値に設定する、
ことを特徴とするパルスアーク溶接方法である。
【0016】
第2の発明は、前記基準比率の変化に応じて前記第1ピーク期間及び前記第1ピーク電流の値を変化させる、ことを特徴とする第1の発明記載のパルスアーク溶接方法である。
【0017】
第3の発明は、前記溶接電流平均設定値が大きくなるのに応じて前記第1ピーク電流値と前記第2ピーク電流値との差が小さくなるように変化させる、ことを特徴とする第1又は第2の発明記載のパルスアーク溶接方法である。
【0018】
第4の発明は、前記溶接電流平均設定値が臨界電流値以上であるときは、前記溶接電流平均設定値が大きくなるのに応じて前記第1ピーク電流値と前記第2ピーク電流値との差が小さくなるように変化させる、ことを特徴とする第1又は第2の発明記載のパルスアーク溶接方法である。
【発明の効果】
【0019】
上記第1の発明によれば、シールドガスの混合比率が基準比率から所定範囲変化しても、アーク陽極点を溶滴上部に形成することができ、かつ、アーク形状の広がり及びアーク力の増大を抑制することができる。このために、1パルス1溶滴移行を行うことができ、かつ、アンダーカットの発生も抑制することができるので、安定したアーク状態を維持して良好な溶接品質を得ることができる。
【0020】
さらに、上記第2の発明によれば、シールドガスの基準比率に応じて第1ピーク期間及び第1ピーク電流を適正化することによって、シールドガスの混合比率が大きく変化する場合にも、上記の効果を奏することができる。
【0021】
さらに、上記第3及び第4の発明によれば、溶接電流平均設定値が大きくなるのに応じて第1ピーク電流値と第2ピーク電流値との差が小さくなるように変化させることによって、大電流域において溶融池に作用する過剰なアーク力を弱くすることができ、溶け落ち、ハンピング等の溶接不良の発生を抑制することができる。特に、溶接電流平均設定値が臨界電流値以上であるときは、この効果が顕著になる。
【発明を実施するための最良の形態】
【0022】
以下、図面を参照して本発明の実施の形態について説明する。
【0023】
図1は、本発明の実施の形態に係るパルスアーク溶接方法における溶接電流Iwの波形図である。同図に示すように、ピーク期間Tpは、第1ピーク期間Tp1及び第2ピーク期間Tp2から形成される。第1ピーク期間Tp1中は第1ピーク電流Ip1を通電し、第2ピーク期間Tp2中は第1ピーク電流Ip1よりも小さな値の第2ピーク電流Ip2を通電する。したがって、ピーク電流波形は、右下がりのステップ状になる。
【0024】
同図において、点線で示すように、従来のピーク電流は一定値Ipである。第1ピーク電流Ip1は、この一定値Ipよりも大きな値に設定する。第1ピーク期間Tp1中の第1ピーク電流Ip1の通電の作用は、従来のピーク電流値Ipよりも大きな電流を通電することによって、シールドガスの混合比率が変化してもアーク陽極点を溶滴上部に形成することである。この第1ピーク電流値Ip1が従来のピーク電流値Ipよりもおおきいので、シールドガスのアルゴン比率が減少してもアーク陽極点を溶滴上部に形成することができる。このアーク陽極点の形成のためには、0.2〜1.0ms程度の第1ピーク期間Tp1が必要である。したがって、この第1ピーク期間Tp1中の第1ピーク電流Ip1は一定値である方が良く、スロープ状に下がる波形でない方が良い。
【0025】
他方、第2ピーク期間Tp2中の第2ピーク電流Ip2の値は、従来のピーク電流値Ip及び第1ピーク電流値Ip1よりも小さな値に設定される。アーク陽極点の形成位置は、第2ピーク期間Tp2になっても溶滴上部のままで移動しない。これは、アーク陽極点が一度形成されるとその位置で安定するので、電流値が小さくなっても移動しないためである。また、第2ピーク電流値Ip2が小さな値に設定されるので、ピーク期間Tp全体としての平均値は従来と略同一になる。このために、アーク形状及びアーク力は従来と略同一になり、アンダーカットのない良好なビード形状を得ることができる。
【0026】
各パラメータの設定方法を整理すると下記のようになる。
(1) 第1ピーク期間Tp1及び第1ピーク電流Ip1は、シールドガスの混合比率が所定範囲で変化してもアーク陽極点が溶滴上部に形成されるように設定する。
(2) 第2ピーク期間Tp2及び第2ピーク電流Ip2は、溶滴移行が1パルス1溶滴移行となり、かつ、アンダーカットのない良好なビード形状が得られる値に設定する。
【0027】
図2は、図1で上述したステップ状のピーク電流を通電したときのアーク発生部の模式図である。同図に示すように、シールドガスの混合比率が変化しても、アーク陽極点3aは、溶滴1aの上部に形成される。このために、溶滴1aには図8(B)で上述した押し挙げ力6が作用しないので、1溶滴移行は1パルス1溶滴移行となる。この結果、スパッタ発生量が少なく、かつ、良好なビード形状が得られる。
【0028】
図3は、本発明の実施の形態に係る溶接電源のブロック図である。以下、同図を参照して各ブロックについて説明する。
【0029】
電源主回路PMは、3相200V等の商用電源を入力として、後述する電流誤差増幅信号ΔIに従ってインバータ制御等の出力制御を行い、溶接電圧Vw及び溶接電流Iwを出力する。この電源主回路PMは、例えば、商用電源を整流する1次整流器、整流された直流を平滑する平滑コンデンサ、平滑された直流を高周波交流に変換するインバータ回路、高周波交流をアーク溶接に適した電圧値に降圧する高周波変圧器、降圧された高周波交流を整流する2次整流器、整流された直流を平滑するリアクトル、電流誤差増幅信号ΔIを入力としてパルス幅変調制御を行う変調回路、パルス幅変調された信号に基づいて上記のインバータ回路を駆動する駆動回路から構成される。溶接電流平均設定回路IARは、予め定めた溶接電流平均設定信号Iarを出力する。送給速度設定回路FRは、この溶接電流平均設定信号Iarに対応したワイヤ送給速度設定信号Frを出力する。ワイヤ送給機WFは、このワイヤ送給速度設定信号Frに想到するワイヤ送給速度で溶接ワイヤ1を送給する。溶接ワイヤ1は、このワイヤ送給機WFによって溶接トーチ4内を送給されて、母材2との間にアーク3が発生して溶接が行われる。
【0030】
電圧検出回路VDは、溶接電圧Vwを検出しその平均値を算出して、電圧検出信号Vavを出力する。電圧設定回路VRは、予め定めた電圧設定信号Vrを出力する。電圧誤差増幅回路EVは、上記の電圧設定信号Vrと電圧検出信号Vavとの誤差を増幅して、電圧誤差増幅信号ΔVを出力する。電圧/周波数変換回路VFは、この電圧誤差増幅信号ΔVに応じた周波数に変換し、図1で上述したパルス周期Tfごとに短時間Highレベルに変化するパルス周期信号Tfsを出力する。
【0031】
ピーク期間タイマ回路TPは、上記のパルス周期信号TfsがHighレベルに変化した時点から予め定めたピーク期間Tpの間だけHighレベルになるピーク期間信号Tpsを出力する。従って、このピーク期間信号Tpsは、図1において、ピーク期間Tpの間Highレベルになる。ベース電流設定回路IBRは、予め定めたベース電流設定信号Ibrを出力する。第1切換回路SW1は、このピーク期間信号TpsがHighレベル(ピーク期間)のときはa側に切り換わり後述するピーク電流設定信号Iprを電流設定信号Irとして出力し、Lowレベル(ベース期間)のときはb側に切り換わり上記のベース電流設定信号Ibrを電流設定信号Irとして出力する。
【0032】
第1ピーク期間タイマ回路TP1は、上記のピーク期間信号TpsがHighレベル(ピーク期間)に変化した時点から予め定めた第1ピーク期間Tp1の間だけHighレベルになる第1ピーク期間信号Tps1を出力する。第1ピーク電流設定回路IPR1は、予め定めた第1ピーク電流設定信号Ipr1を出力する。第2ピーク電流設定回路IPR2は、予め定めた第2ピーク電流設定信号Ipr2を出力する。第2切換回路SW2は、上記の第1ピーク期間信号Tps1がHighレベル(第1ピーク期間)はa側に切り換わり上記の第1ピーク電流設定信号Ipr1をピーク電流設定信号Iprとして出力し、Lowレベル(第2ピーク期間)のときは上記の第2ピーク電流設定信号Ipr2をピーク電流設定信号Iprとして出力する。
【0033】
電流検出回路IDは、溶接電流Iwを検出して、電流検出信号Idを出力する。電流誤差増幅回路EIは、上記の電流設定信号Irと上記の電流検出信号Idとの誤差を増幅して、電流誤差増幅信号ΔIを出力する。これらの回路ブロックによって、図1で上述した溶接電流Iwが通電する。
【0034】
上述した実施の形態においては、図1に示すように、ピーク立上り期間Tup及びピーク立下り期間Tdwが小さな値である場合を例示したが、両値が大きな値であるときも同様である。また、上述したように鉄鋼材料のパルスMAG溶接では、シールドガスの基準比率は通常アルゴンガス80%+炭酸ガス20%である。本実施の形態では、シールドガスの混合比率が基準比率から所定範囲で変化しても、アークの安定性は維持される。但し、シールドガスの基準比率が大きく変化するときは、上記の第1ピーク期間Tp1及び第1ピーク電流Ip1の値を変化させることが望ましい。これは、本実施の形態では、シールドガスの混合比率が基準比率を中心値として想定される所定範囲で変化してもアーク安定性を保証しているが、基準比率が変化する場合にはそれに適合するように第1ピーク期間Tp1及び第1ピーク電流Ip1を再設定することで、より大きな混合比率の変化に対応することができるからである。さらに、本実施の形態では、直流パルスアーク溶接を例示したが、交流パルスアーク溶接にも適用することができる。また、本実施の形態では、アーク長制御のためにパルス周期をフィードバック制御する周波数変調制御の場合を例示したが、パルス幅変調制御の場合にも適用することができる。
【0035】
図4は、溶接電流平均設定値Iarとピーク電流の差ΔIpとの関係図である。上述したように、溶接電流平均設定値Iarは溶接電流Iwの平均値を設定する信号であり、この値に対応したワイヤ送給速度で溶接ワイヤが送給される。ピーク電流の差ΔIpは第1ピーク電流値Ip1と第2ピーク電流値Ip2との差Ip1−Ip2を表している。以下、同図を参照して説明する。
【0036】
同図に示すように、溶接電流平均設定値Iarが大きくなるのに応じてピーク電流の差ΔIpが小さくなっている。特に、溶滴移行形態がスプレー移行形態に変化する臨界電流値It以上では、ピーク電流の差ΔIpは急激に小さくなっている。同図のように、溶接電流平均設定値Iarに応じてピーク電流の差ΔIpが小さくなるように第1ピーク電流値Ip1及び第2ピーク電流値Ip2を設定することによって、以下のような溶接品質の向上を図ることができる。
【0037】
大電流域においては、ピーク電流の差ΔIpが大きい場合、溶接電流平均値が大きくなるのに伴い溶融池に作用するアーク力が強くなり過ぎて溶け落ち、ハンピング等の溶接不良が発生しやすくなる。特に、溶接電流平均値が臨界電流値It以上になるとこの現象が顕著となる場合がある。他方、溶接電流平均値が大きくなるのに伴いピーク電流の差ΔIpが小さくなるように設定した場合、シールドガスの混合比率が変化しても陽極点は溶滴の上部に形成されるようになる。特に、溶接電流平均値が臨界電流値以上の場合には、ピーク電流の差ΔIpが相当に小さな値であっても陽極点は溶滴の上部に形成されることになる。したがって、溶接電流平均値が大きくなるのに応じてピーク電流の差ΔIpを小さくなるように設定することによって、溶滴上部に陽極点を形成する作用を保持しつつ、溶融池に作用する過剰なアーク力を弱くすることができ、溶け落ち、ハンピング等の溶接不良を抑制することができる。上述したように溶接不良が起こりやすくなるのは溶接電流平均値が臨界電流値以上になったときであるので、溶接ピーク電流の差ΔIpの設定を以下のようにしても良い。すなわち、溶接電流平均値が臨界電流値以上のときに、溶接電流平均値が大きくなるのに応じてピーク電流の差ΔIpを小さくなるように設定する。
【0038】
上述した実施の形態によれば、シールドガスの混合比率が基準比率から所定範囲変化しても、アーク陽極点を溶滴上部に形成することができ、かつ、アーク形状の広がり及びアーク力の増大を抑制することができる。このために、1パルス1溶滴移行を行うことができ、かつ、アンダーカットの発生も抑制することができるので、安定したアーク状態を維持して良好な溶接品質を得ることができる。さらに、シールドガスの基準比率に応じて第1ピーク期間及び第1ピーク電流を適正化することによって、シールドガスの混合比率が大きく変化する場合にも、上記の効果を奏することができる。さらに、溶接電流平均値が大きくなるのに応じてピーク電流の差が小さくなるように設定することによって、溶融池に対して過剰に作用するアーク力を弱くすることができ、溶け落ち、ハンピング等の溶接不良の発生を抑制することができる。溶接電流平均値が臨界電流値以上であるときはこの効果が顕著となる。
【図面の簡単な説明】
【0039】
【図1】本発明の実施の形態に係るパルスアーク溶接方法における溶接電流Iwの波形図である。
【図2】図1の溶接電流Iwを通電したときのアーク発生部の模式図である。
【図3】本発明の実施の形態に係る溶接電源のブロック図である。
【図4】本発明の実施の形態に係る溶接電流平均設定値Iarとピーク電流値の差ΔIpとの関係図である。
【図5】従来技術のパルスアーク溶接方法における電流・電圧波形図である。
【図6】1パルス1溶滴移行範囲を示すユニットパルス条件図である。
【図7】従来技術のパルスアーク溶接方法におけるアーク発生部の模式図である。
【図8】課題を説明するためのシールドガスの混合比率が変化したときのアーク発生部の模式図である。
【符号の説明】
【0040】
1 溶接ワイヤ
1a 溶滴
1b 離脱溶滴
2 母材
2a 溶融池
3 アーク
3a アーク陽極点
3b アーク陰極点
4 溶接トーチ
5 金属蒸気
6 押し上げ力
7 スパッタ
EI 電流誤差増幅回路
EV 電圧誤差増幅回路
FR 送給速度設定回路
Fr ワイヤ送給速度設定信号
IAR 溶接電流平均設定回路
Iar 溶接電流平均設定(値/信号)
Ib ベース電流
IBR ベース電流設定回路
Ibr ベース電流設定信号
ID 電流検出回路
Id 電流検出信号
Ip ピーク電流
Ip1 第1ピーク電流
Ip2 第2ピーク電流
Ipr ピーク電流設定信号
IPR1 第1ピーク電流設定回路
Ipr1 第1ピーク電流設定信号
IPR2 第2ピーク電流設定回路
Ipr2 第2ピーク電流設定信号
Ir 電流設定信号
Iw 溶接電流
PM 電源主回路
SW1 第1切換回路
SW2 第2切換回路
Tb ベース期間
Tdw ピーク立下り期間
Tf パルス周期
Tfs パルス周期信号
TP ピーク期間タイマ回路
Tp ピーク期間
TP1 第1ピーク期間タイマ回路
Tp1 第1ピーク期間
Tp2 第2ピーク期間
Tps ピーク期間信号
Tps1 第1ピーク期間信号
Tup ピーク立上り期間
Vav 電圧検出信号(溶接電圧平均値)
Vb ベース電圧
VD 電圧検出回路
VF 電圧/周波数変換回路
Vp ピーク電圧
VR 電圧設定回路
Vr 電圧設定信号
Vw 溶接電圧
WF ワイヤ送給機
ΔI 電流誤差増幅信号
ΔIp ピーク電流の差(Ip1−Ip2)
ΔV 電圧誤差増幅信号
【特許請求の範囲】
【請求項1】
溶接ワイヤを予め定めた溶接電流平均設定値に対応したワイヤ送給速度で送給すると共に、ピーク期間中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期として繰り返してアークを発生させ、このアークによって溶接ワイヤから溶滴を移行させて溶接するパルスアーク溶接方法において、
前記ピーク期間は、第1ピーク電流を通電する第1ピーク期間及び前記第1ピーク電流よりも小さな値の第2ピーク電流を通電する第2ピーク期間から形成され、
前記第1ピーク期間及び前記第1ピーク電流を、シールドガスの混合比率が基準比率から所定範囲で変化してもアーク陽極点が溶滴の上部に形成される値に設定し、
前記第2ピーク期間及び前記第2ピーク電流を、前記パルス周期ごとに1つの溶滴が移行し、かつ、アンダーカットのないビード形状が形成される値に設定する、
ことを特徴とするパルスアーク溶接方法。
【請求項2】
前記基準比率の変化に応じて前記第1ピーク期間及び前記第1ピーク電流の値を変化させる、ことを特徴とする請求項1記載のパルスアーク溶接方法。
【請求項3】
前記溶接電流平均設定値が大きくなるのに応じて前記第1ピーク電流値と前記第2ピーク電流値との差が小さくなるように変化させる、ことを特徴とする請求項1又は2記載のパルスアーク溶接方法。
【請求項4】
前記溶接電流平均設定値が臨界電流値以上であるときは、前記溶接電流平均設定値が大きくなるのに応じて前記第1ピーク電流値と前記第2ピーク電流値との差が小さくなるように変化させる、ことを特徴とする請求項1又は2記載のパルスアーク溶接方法。
【請求項1】
溶接ワイヤを予め定めた溶接電流平均設定値に対応したワイヤ送給速度で送給すると共に、ピーク期間中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期として繰り返してアークを発生させ、このアークによって溶接ワイヤから溶滴を移行させて溶接するパルスアーク溶接方法において、
前記ピーク期間は、第1ピーク電流を通電する第1ピーク期間及び前記第1ピーク電流よりも小さな値の第2ピーク電流を通電する第2ピーク期間から形成され、
前記第1ピーク期間及び前記第1ピーク電流を、シールドガスの混合比率が基準比率から所定範囲で変化してもアーク陽極点が溶滴の上部に形成される値に設定し、
前記第2ピーク期間及び前記第2ピーク電流を、前記パルス周期ごとに1つの溶滴が移行し、かつ、アンダーカットのないビード形状が形成される値に設定する、
ことを特徴とするパルスアーク溶接方法。
【請求項2】
前記基準比率の変化に応じて前記第1ピーク期間及び前記第1ピーク電流の値を変化させる、ことを特徴とする請求項1記載のパルスアーク溶接方法。
【請求項3】
前記溶接電流平均設定値が大きくなるのに応じて前記第1ピーク電流値と前記第2ピーク電流値との差が小さくなるように変化させる、ことを特徴とする請求項1又は2記載のパルスアーク溶接方法。
【請求項4】
前記溶接電流平均設定値が臨界電流値以上であるときは、前記溶接電流平均設定値が大きくなるのに応じて前記第1ピーク電流値と前記第2ピーク電流値との差が小さくなるように変化させる、ことを特徴とする請求項1又は2記載のパルスアーク溶接方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2009−45670(P2009−45670A)
【公開日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願番号】特願2008−22251(P2008−22251)
【出願日】平成20年2月1日(2008.2.1)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願日】平成20年2月1日(2008.2.1)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]