
パルプモールド容器及びパルプモールド容器の製造方法
【課題】 容器の見栄えが向上すると共に容器の品質が向上するパルプモールド容器及びその製造方法を提供する。
【解決手段】 まず、パルプモールドよりなる容器本体11の外面全体に、着色処理された熱硬化性樹脂22を塗布して熱硬化させて着色層12を形成し、第1の中間体41を得る。次に、第1の中間体41の着色層12に対して、容器本体11も含めて貫通する貫通孔14を複数個形成する。次に、貫通孔14が形成された第1の中間体41を吸引孔34が形成された金型33に挿入し、加熱した非透水性の熱可塑性フィルム25を容器本体11の内面全体に向かって吸引し、容器本体11の内面全体に貼り付けて耐水層15を形成して第2の中間体42を得る。最後に、第2の中間体42の外周を所定の寸法にカットして、パルプモールド容器1の製造工程を終了する。
【解決手段】 まず、パルプモールドよりなる容器本体11の外面全体に、着色処理された熱硬化性樹脂22を塗布して熱硬化させて着色層12を形成し、第1の中間体41を得る。次に、第1の中間体41の着色層12に対して、容器本体11も含めて貫通する貫通孔14を複数個形成する。次に、貫通孔14が形成された第1の中間体41を吸引孔34が形成された金型33に挿入し、加熱した非透水性の熱可塑性フィルム25を容器本体11の内面全体に向かって吸引し、容器本体11の内面全体に貼り付けて耐水層15を形成して第2の中間体42を得る。最後に、第2の中間体42の外周を所定の寸法にカットして、パルプモールド容器1の製造工程を終了する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明はパルプモールド容器及びパルプモールド容器の製造方法に関し、特に着色されたパルプモールド容器及びその製造方法に関するものである。
【背景技術】
【0002】
パルプモールド容器は、一般的にはパルプ材本来の色である茶色又はパルプ材を漂白して得られる白色をしているが、中には見栄えを向上させるため、パルプ材の溶液に染料や顔料を加えて容器全体を着色したものや、成型後の容器に直接染料等を塗って着色したものも存在する。
【0003】
しかし、着色したパルプ材の溶液よりなるパルプモールド容器は、容器の成型時に施される熱プレスの熱により、色が褪せてしまう。又、容器に直接染料等を塗ったパルプモールド容器は、色滲みや色移りの問題があった。加えて、これらの容器は耐水機能が無く食品用容器としては不向きであるなどの問題もあった。そこで、特許文献1に示されているようなラミネートされたパルプモールド容器が提案されている。
【0004】
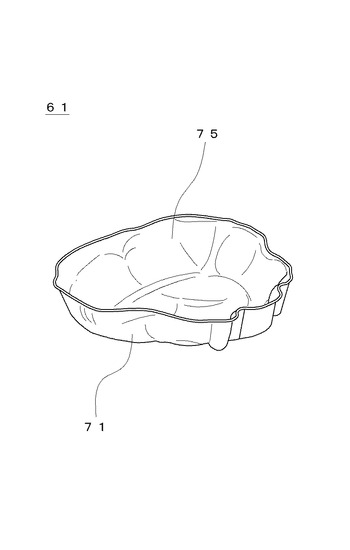
図9は、このようなパルプモールド容器の外観形状を示した斜視図である。
図を参照して、パルプモールド容器61は、パルプモールドよりなる容器本体71と、容器本体の内面全体にラミネートされたポリエチレン(PE)系又はポリエチレンテレフタレート(PET)系の、非透水性の熱可塑性フィルムよりなる耐水層75とを備える。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−173711号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記のような従来のパルプモールド容器では、着色した熱可塑性フィルムを用いることで、ラミネートされる面を着色しつつ耐水層を形成することができたが、容器本体の両面に熱可塑性フィルムをラミネートすることは技術的に困難であるため、片面にしか着色及び耐水層の形成をすることができなかった。
【0007】
この発明は、上記のような課題を解決するためになされたもので、容器の見栄えが向上すると共に容器の品質が向上するパルプモールド容器及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、請求項1記載の発明は、パルプモールド容器であって、パルプモールドよりなる容器本体と、容器の少なくとも外面全体に被覆され、着色処理され且つ硬化された第1の熱硬化性樹脂よりなる着色層とを備えたものである。
このように構成すると、容器の外面が着色され、色移りがない。
請求項2記載の発明は、請求項1記載の発明の構成において、容器本体の内面全体に形成され、耐水性を有する耐水層を更に備えたものである。
【0009】
このように構成すると、収容物の液体成分の浸透が阻止される。
【0010】
請求項3記載の発明は、請求項2記載の発明の構成において、耐水層は、容器本体の内面全体に貼り付けられた、非透水性の熱可塑性フィルムよりなるものである。
【0011】
このように構成すると、耐水層の厚みが一定となる。
【0012】
請求項4記載の発明は、請求項2記載の発明の構成において、耐水層は、容器本体の内面全体に被覆され且つ硬化された第2の熱硬化性樹脂よりなるものである。
【0013】
このように構成すると、着色層と同様の工程により耐水層が形成される。
【0014】
請求項5記載の発明は、請求項1から請求項4のいずれかに記載の発明の構成において、第1の熱硬化性樹脂の外面全体に被覆され、透明処理され且つ硬化された第3の熱硬化性樹脂よりなるコート層を更に備えたものである。
【0015】
このように構成すると、容器の外面が光沢を有する。
【0016】
請求項6記載の発明は、パルプモールド容器の製造方法であって、パルプモールドよりなる容器本体を準備する工程と、容器本体の外面全体に、着色処理された第1の熱硬化性樹脂を塗布して、これを硬化させて着色層を形成する第1の工程と、着色層に対して、容器本体も含めて貫通する貫通孔を形成する第2の工程と、容器本体の内面全体に非透水性の熱可塑性フィルムを、貫通孔を介した吸引状態で貼り付けて耐水層を形成する工程とを備えたものである。
【0017】
このように構成すると、熱可塑性フィルムが容器本体の内部に密着する。
【0018】
請求項7記載の発明は、請求項6記載の発明の構成において、第1の工程は、着色層の外面に、透明処理された第2の熱硬化性樹脂を塗布してこれを硬化させてコート層を形成する工程を更に含むものである。
【0019】
このように構成すると、容器の外面が光沢を有する。
【0020】
請求項8記載の発明は、パルプモールド容器の製造方法であって、パルプモールドよりなる容器本体を準備する工程と、容器本体の外面全体に、着色処理された第1の熱硬化性樹脂を塗布して、これを硬化させて着色層を形成する第1の工程と、容器本体の内面全体に第2の熱硬化性樹脂を塗布して、これを硬化させて耐水層を形成する第2の工程とを備えたものである。
【0021】
このように構成すると、容器の内外面が熱硬化性樹脂で覆われる。
【0022】
請求項9記載の発明は、請求項8記載の発明の構成において、第2の工程は、容器本体の端部に第3の熱硬化性樹脂を塗布し、これを第2の熱硬化性樹脂と共に硬化させるものである。
【0023】
このように構成すると、容器本体の端部も含め容器全体が熱硬化性樹脂に覆われる。
【0024】
請求項10記載の発明は、請求項8又は請求項9記載の発明の構成において、第1の工程は、着色層の外面全体に、透明処理された第4の熱硬化性樹脂を塗布してこれを硬化させてコート層を形成する工程を更に含むものである。
【0025】
このように構成すると、容器の外面が光沢を有する。
【発明の効果】
【0026】
以上説明したように、請求項1記載の発明は、容器の外面が着色され、色移りがないので、容器の見栄えが向上すると共に容器の品質が向上する。
請求項2記載の発明は、請求項1記載の発明の効果に加えて、収容物の液体成分の浸透が阻止されるので、容器の使用用途が拡がる。
【0027】
請求項3記載の発明は、請求項2記載の発明の効果に加えて、耐水層の厚みが一定となるので、耐水層の品質が安定する。
【0028】
請求項4記載の発明は、請求項2記載の発明の効果に加えて、着色層と同様の工程により耐水層が形成されるので、耐水層の形成が容易なものとなる。
【0029】
請求項5記載の発明は、請求項1から請求項4のいずれかに記載の発明の効果に加えて、容器の外面が光沢を有するので、容器の見栄えがより向上する。
【0030】
請求項6記載の発明は、熱可塑性フィルムが容器本体の内部に密着するので、容器内部が耐水機能を有すると共に、熱可塑性フィルムの貼り付け状態が向上する。
【0031】
請求項7記載の発明は、請求項6記載の発明の効果に加えて、容器の外面が光沢を有するので、容器の品質が向上する。
【0032】
請求項8記載の発明は、容器の内外面が熱硬化性樹脂で覆われるので、容器の耐水性が向上する。
【0033】
請求項9記載の発明は、請求項8記載の発明の効果に加えて、容器本体の端部も含め容器全体が熱硬化性樹脂に覆われるので、容器の耐水性がより向上する。
【0034】
請求項10記載の発明は、請求項8又は請求項9記載の発明の効果に加えて、容器の外面が光沢を有するので、容器の品質が向上する。
【図面の簡単な説明】
【0035】
【図1】この発明の第1の実施の形態によるパルプモールド容器の平面図であって、図9で示した容器に対応した図である。
【図2】図1で示したII−IIラインの断面図である。
【図3】図2で示した“X”部分の拡大図である。
【図4】図1で示したパルプモールド容器の製造工程を示した模式図である。
【図5】図4の(3)で示した第1の中間体の底面図である。
【図6】この発明の第2の実施の形態によるパルプモールド容器の拡大断面図であって、先の第1の実施の形態の図3に対応する図である。
【図7】この発明の第3の実施の形態によるパルプモールド容器の拡大断面図であって、先の第1の実施の形態の図3に対応する図である。
【図8】この発明の第4の実施の形態によるパルプモールド容器の拡大断面図であって、先の第1の実施の形態の図3に対応する図である。
【図9】従来のパルプモールド容器の外観形状を示した斜視図である。
【発明を実施するための形態】
【0036】
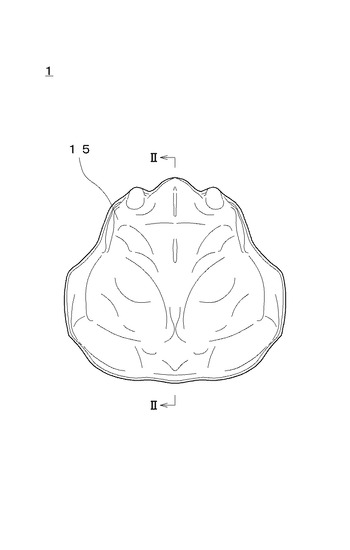
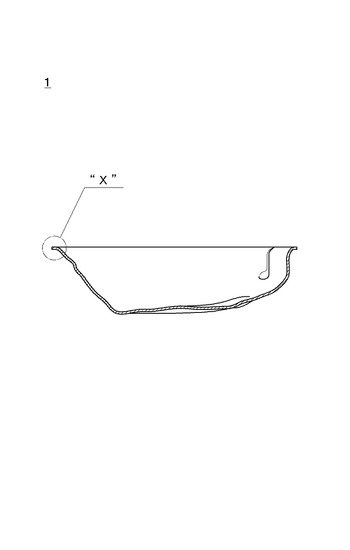
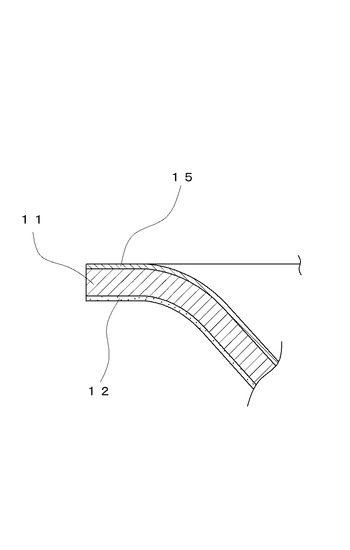
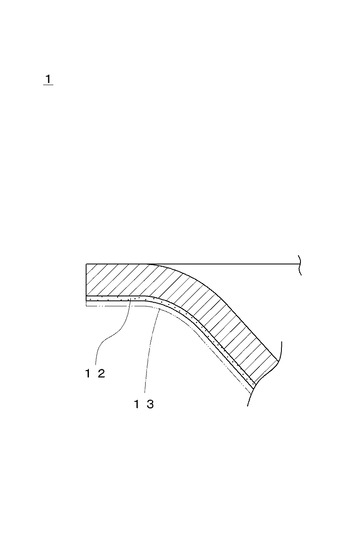
図1は、この発明の第1の実施の形態によるパルプモールド容器の平面図であって、図9で示した容器に対応した図であり、図2は、図1で示したII−IIラインの断面図であり、図3は、図2で示した“X”部分の拡大図である。
【0037】
これらの図を参照して、パルプモールド容器1は、葦やサトウキビから得られる非木材素材から形成されるパルプモールドよりなる容器本体11と、着色層12と、耐水層15とを備える。
【0038】
着色層12は、容器本体11の外面全体に被覆され、着色処理され且つ硬化された天然性の熱硬化性樹脂よりなる。このように構成すると、パルプモールド容器1は、その外面が着色され且つ色移りがないものとなるので、見栄えが向上すると共に品質が向上する。
【0039】
耐水層15は、容器本体11の内面全体に貼り付けられた透明なポリプロピレン(PP)系、PE系又はPET系の熱可塑性フィルムよりなる。このように構成すると、非透水性の熱可塑性フィルムよりなる耐水層15により、収容物の液体成分の容器本体11への浸透が阻止されるので、弁当やグラタン等の食品を長時間充填した状態を保てる等、パルプモールド容器1の使用用途が拡がる。又、耐水層15の厚みが一定となるので、耐水層15の品質が安定する。
【0040】
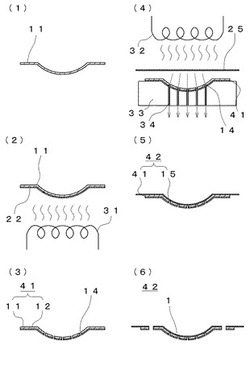
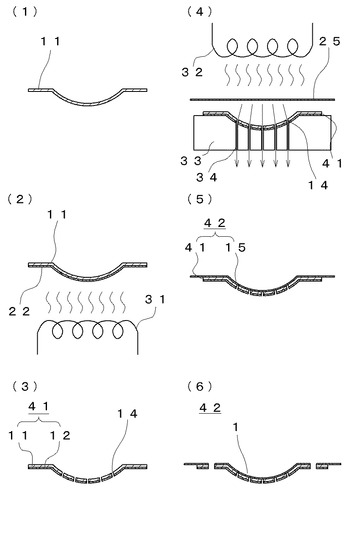
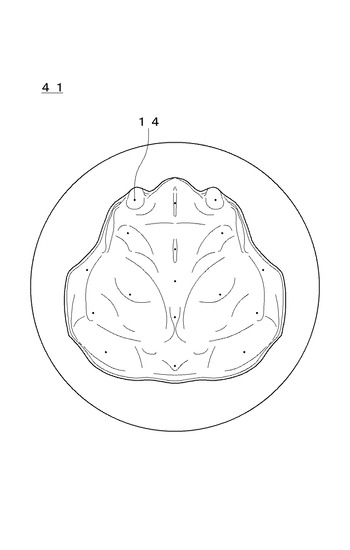
図4は、図1で示したパルプモールド容器の製造工程を示した模式図であり、図5は、図4の(3)で示した第1の中間体の底面図である。
【0041】
これらの図のうち、まず図4の(1)を参照して、パルプモールドよりなる容器本体11を準備する。
【0042】
次に、図4の(2)を参照して、容器本体11の外面全体に、着色処理された熱硬化性樹脂22を塗布して、ヒーター31により150℃で6分間熱を加えて硬化させて着色層を形成する。尚、この工程を第1の工程とする。
【0043】
ここで、熱硬化性樹脂22は、容器本体11への塗りやすさを考慮して、透明の熱硬化性樹脂をエタノール等の溶剤で適度に希釈したものに、染料や顔料を添加することにより着色処理を施したものとする。尚、パルプモールド容器を食品用容器とする場合には顔料の添加が望ましく、更には食品添加物として使用できる顔料の添加が望ましい。顔料の添加率は、希釈液に対する質量濃度で2.5%とする。
【0044】
次に、図4の(3)及び図5を参照して、第1の工程により形成された着色層12と容器本体11とからなる第1の中間体41の着色層12に対して、容器本体11も含めて貫通する貫通孔14を複数個形成する。尚、この工程を第2の工程とする。
【0045】
貫通孔14の各々は直径0.2〜1.5mmとし、1cm2当たり1個程度の割合で形成する。尚、貫通孔14の各々は、図5に示すように、第1の中間体41に形成されている曲面形状の頂点の各々に形成すると、後述する熱可塑性フィルムの貼り付けの効率が良くなる。
【0046】
次に、図4の(4)及び(5)を参照して、アルミ、真鍮又は樹脂よりなる吸引孔34が形成された金型33に第1の中間体41を挿入して、容器本体11の内面側に図示しない接着層を有する透明なPP系、PE系又はPET系の熱可塑性フィルム25をヒーター32で熱した後、貫通孔14及び吸引孔34を介して容器本体11の内面全体に向かって吸引し、容器本体11の内面全体に沿うように貼り付けて耐水層15を形成し、第2の中間体42を得る。
【0047】
このようにすると、熱可塑性フィルム25が容器本体11の内面全体に密着するので、容器内部が耐水機能を有すると共に、熱可塑性フィルム25の貼り付け状態が向上する。
【0048】
最後に、図4の(6)を参照して、第2の中間体42の外周を、図示しないトムソン刃やタガネ等で所定の寸法にカットして、パルプモールド容器1の製造工程を終了する。尚、パルプモールド容器1の底面は、上述のように複数の貫通孔14を有することになる。
【0049】
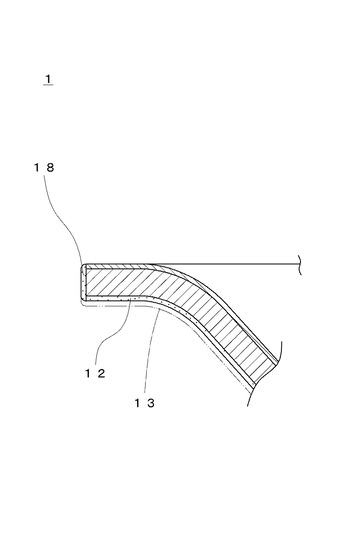
図6は、この発明の第2の実施の形態によるパルプモールド容器の拡大断面図であって、先の第1の実施の形態の図3に対応する図である。
【0050】
図を参照して、パルプモールド容器1の端部が、天然性の樹脂を塗布したものよりなる端部耐水層18に覆われたものに置き換わっている。尚、他のパルプモールド容器1の構成要素は第1の実施の形態によるものと同一であるため、ここでの説明は繰り返さない。
【0051】
このように構成すると、容器本体11の端部が耐水性を有する樹脂に覆われるため、パルプモールド容器1の耐水性が向上する。
【0052】
ここで、第2の実施の形態によるパルプモールド容器1は、図4の(2)で示した第1の工程において、硬化した着色層12の外面に、透明処理された天然性の熱硬化性樹脂を塗布してこれを硬化させる工程を更に含むことにより、図の二点鎖線で示す位置にコート層13が形成されるものも含む。このように構成すると、パルプモールド容器1は、外面が光沢を有するものとなるので、見栄え及び品質がより向上する。
【0053】
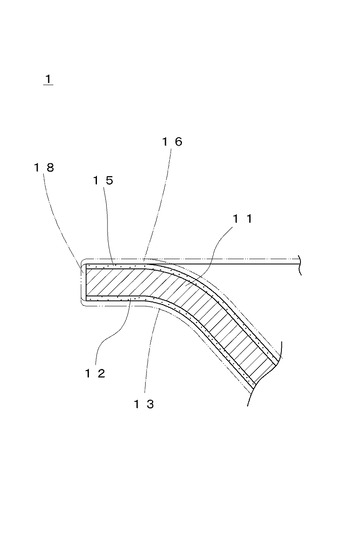
図7は、この発明の第3の実施の形態によるパルプモールド容器の拡大断面図であって、先の第1の実施の形態の図3に対応する図である。
【0054】
図を参照して、パルプモールド容器1の耐水層15を形成するために、図4の(4)及び(5)で示した熱可塑性フィルムを容器本体11の内面全体に貼り付ける工程が、容器本体11の内面全体に天然性の熱硬化性樹脂を塗布してこれを硬化させる工程に置き換わっている。尚、他のパルプモールド容器1の構成要素は、貫通孔を有さないことを除き、第1の実施の形態によるものと同一であるため、ここでの説明は繰り返さない。
【0055】
このようにすると、着色層12と同様の工程により耐水層15が形成されるので、耐水層15の形成が容易なものとなる。又、パルプモールド容器1は、内外面が熱硬化性樹脂で覆われ、かつ外面に貫通孔を有さないものでもあるので、更に耐水性が向上する。
【0056】
ここで、この第3の実施の形態によるパルプモールド容器1は、第1の工程において、着色層12の外面に、透明処理された熱硬化性樹脂を塗布してこれを硬化させる工程を更に含むことにより、図の二点鎖線で示す位置である着色層12の外面にコート層13が形成されるものも含む。又、熱硬化性樹脂より耐水層15を形成する上記の工程において、透明処理された天然性の熱硬化性樹脂を塗布してこれを硬化させる工程を更に含むことにより、図の二点鎖線で示す位置である耐水層15の外面にコート層16が形成されるものも含む。このように構成すると、パルプモールド容器1は、内外面が光沢を有するものとなるので、見栄え及び品質がより向上する。
【0057】
又、熱硬化性樹脂より耐水層15を形成する上記の工程において、容器本体11の端部に熱硬化性樹脂を塗布し、これを耐水層15になる熱硬化性樹脂と共に硬化させる工程を更に含むことにより、図の二点鎖線で示す位置である容器本体11の端部に端部耐水層18が形成されるものも含む。このようにすると、容器本体11の端部も含めパルプモールド容器1の全体が熱硬化性樹脂に覆われるので、耐水性がより向上する。
【0058】
図8は、この発明の第4の実施の形態によるパルプモールド容器の拡大断面図であって、先の第1の実施の形態の図3に対応する図である。
【0059】
図を参照して、パルプモールド容器1は、耐水層を有さないものに置き換わっている。尚、他のパルプモールド容器1の構成要素は第1の実施の形態によるものと同一であるため、ここでの説明は繰り返さない。
【0060】
このように構成すると、パルプモールド容器1は、外面が着色され、色移りがないので、見栄えが向上すると共に品質が向上する。又、熱可塑性フィルムと異なり、容器の凹凸形状の深さの影響を受けにくい。
【0061】
ここで、この第4の実施の形態によるパルプモールド容器1は、第1の工程において、着色層12の外面に、透明処理された熱硬化性樹脂を塗布してこれを硬化させる工程を更に含むことにより、図の二点鎖線で示す位置である着色層12の外面にコート層13が形成されるものも含む。このように構成すると、パルプモールド容器1は、外面が光沢を有するものとなるので、見栄え及び品質がより向上する。
【0062】
尚、上記の各実施の形態では、耐水層が熱可塑性フィルム又は熱硬化性樹脂よりなるものであったが、他の耐水性を有する素材よりなるものであっても良い。
【0063】
又、上記の第1の実施の形態及び第2の実施の形態では、熱可塑性フィルムがPP系、PE系又はPET系のものとされていたが、非透水性の熱可塑性フィルムであれば他の素材よりなるものであっても良い。
【0064】
更に、上記の各実施の形態では、顔料の質量濃度が、希釈液に対して2.5%となっていたが、作業効率に応じて、適度に希釈されていれば良い。
【0065】
更に、上記の各実施の形態では、貫通孔が所定割合で複数個形成されていたが、単数個でも良く、又、他の容器の形状や熱可塑性フィルムの特性に応じて他の割合で形成されていても良い。
【0066】
更に、上記の第1の実施の形態及び第2の実施の形態では、熱可塑性フィルムは吸引により容器本体の内面に貼り付けられていたが、圧空成型により貼り付けても良い。
【0067】
更に、上記の第1の実施の形態及び第2の実施の形態では、熱可塑性フィルムは接着層を有するものであったが、接着剤を容器に塗布したものでも良い。
【0068】
更に、上記の各実施の形態では、各々の樹脂は天然性のものであったが、天然性のものでなくても良い。
【0069】
更に、上記の各実施の形態では、1層目の熱硬化性樹脂は着色処理されたものであったが、透明のものであっても良い。
【0070】
更に、上記の各実施の形態では、熱可塑性フィルムは透明のものであったが、半透明のものや着色処理されたものであっても良い。
【0071】
更に、上記の各実施の形態では、熱可塑性フィルムは透明のものであったが、容器側に印刷処理したものであっても良い。
【符号の説明】
【0072】
1…パルプモールド容器
11…容器本体
12…着色層
13…コート層
14…貫通孔
15…耐水層
16…コート層
18…端部耐水層
22…熱硬化性樹脂
25…熱可塑性フィルム
尚、各図中同一符号は同一又は相当部分を示す。
【技術分野】
【0001】
この発明はパルプモールド容器及びパルプモールド容器の製造方法に関し、特に着色されたパルプモールド容器及びその製造方法に関するものである。
【背景技術】
【0002】
パルプモールド容器は、一般的にはパルプ材本来の色である茶色又はパルプ材を漂白して得られる白色をしているが、中には見栄えを向上させるため、パルプ材の溶液に染料や顔料を加えて容器全体を着色したものや、成型後の容器に直接染料等を塗って着色したものも存在する。
【0003】
しかし、着色したパルプ材の溶液よりなるパルプモールド容器は、容器の成型時に施される熱プレスの熱により、色が褪せてしまう。又、容器に直接染料等を塗ったパルプモールド容器は、色滲みや色移りの問題があった。加えて、これらの容器は耐水機能が無く食品用容器としては不向きであるなどの問題もあった。そこで、特許文献1に示されているようなラミネートされたパルプモールド容器が提案されている。
【0004】
図9は、このようなパルプモールド容器の外観形状を示した斜視図である。
図を参照して、パルプモールド容器61は、パルプモールドよりなる容器本体71と、容器本体の内面全体にラミネートされたポリエチレン(PE)系又はポリエチレンテレフタレート(PET)系の、非透水性の熱可塑性フィルムよりなる耐水層75とを備える。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−173711号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記のような従来のパルプモールド容器では、着色した熱可塑性フィルムを用いることで、ラミネートされる面を着色しつつ耐水層を形成することができたが、容器本体の両面に熱可塑性フィルムをラミネートすることは技術的に困難であるため、片面にしか着色及び耐水層の形成をすることができなかった。
【0007】
この発明は、上記のような課題を解決するためになされたもので、容器の見栄えが向上すると共に容器の品質が向上するパルプモールド容器及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、請求項1記載の発明は、パルプモールド容器であって、パルプモールドよりなる容器本体と、容器の少なくとも外面全体に被覆され、着色処理され且つ硬化された第1の熱硬化性樹脂よりなる着色層とを備えたものである。
このように構成すると、容器の外面が着色され、色移りがない。
請求項2記載の発明は、請求項1記載の発明の構成において、容器本体の内面全体に形成され、耐水性を有する耐水層を更に備えたものである。
【0009】
このように構成すると、収容物の液体成分の浸透が阻止される。
【0010】
請求項3記載の発明は、請求項2記載の発明の構成において、耐水層は、容器本体の内面全体に貼り付けられた、非透水性の熱可塑性フィルムよりなるものである。
【0011】
このように構成すると、耐水層の厚みが一定となる。
【0012】
請求項4記載の発明は、請求項2記載の発明の構成において、耐水層は、容器本体の内面全体に被覆され且つ硬化された第2の熱硬化性樹脂よりなるものである。
【0013】
このように構成すると、着色層と同様の工程により耐水層が形成される。
【0014】
請求項5記載の発明は、請求項1から請求項4のいずれかに記載の発明の構成において、第1の熱硬化性樹脂の外面全体に被覆され、透明処理され且つ硬化された第3の熱硬化性樹脂よりなるコート層を更に備えたものである。
【0015】
このように構成すると、容器の外面が光沢を有する。
【0016】
請求項6記載の発明は、パルプモールド容器の製造方法であって、パルプモールドよりなる容器本体を準備する工程と、容器本体の外面全体に、着色処理された第1の熱硬化性樹脂を塗布して、これを硬化させて着色層を形成する第1の工程と、着色層に対して、容器本体も含めて貫通する貫通孔を形成する第2の工程と、容器本体の内面全体に非透水性の熱可塑性フィルムを、貫通孔を介した吸引状態で貼り付けて耐水層を形成する工程とを備えたものである。
【0017】
このように構成すると、熱可塑性フィルムが容器本体の内部に密着する。
【0018】
請求項7記載の発明は、請求項6記載の発明の構成において、第1の工程は、着色層の外面に、透明処理された第2の熱硬化性樹脂を塗布してこれを硬化させてコート層を形成する工程を更に含むものである。
【0019】
このように構成すると、容器の外面が光沢を有する。
【0020】
請求項8記載の発明は、パルプモールド容器の製造方法であって、パルプモールドよりなる容器本体を準備する工程と、容器本体の外面全体に、着色処理された第1の熱硬化性樹脂を塗布して、これを硬化させて着色層を形成する第1の工程と、容器本体の内面全体に第2の熱硬化性樹脂を塗布して、これを硬化させて耐水層を形成する第2の工程とを備えたものである。
【0021】
このように構成すると、容器の内外面が熱硬化性樹脂で覆われる。
【0022】
請求項9記載の発明は、請求項8記載の発明の構成において、第2の工程は、容器本体の端部に第3の熱硬化性樹脂を塗布し、これを第2の熱硬化性樹脂と共に硬化させるものである。
【0023】
このように構成すると、容器本体の端部も含め容器全体が熱硬化性樹脂に覆われる。
【0024】
請求項10記載の発明は、請求項8又は請求項9記載の発明の構成において、第1の工程は、着色層の外面全体に、透明処理された第4の熱硬化性樹脂を塗布してこれを硬化させてコート層を形成する工程を更に含むものである。
【0025】
このように構成すると、容器の外面が光沢を有する。
【発明の効果】
【0026】
以上説明したように、請求項1記載の発明は、容器の外面が着色され、色移りがないので、容器の見栄えが向上すると共に容器の品質が向上する。
請求項2記載の発明は、請求項1記載の発明の効果に加えて、収容物の液体成分の浸透が阻止されるので、容器の使用用途が拡がる。
【0027】
請求項3記載の発明は、請求項2記載の発明の効果に加えて、耐水層の厚みが一定となるので、耐水層の品質が安定する。
【0028】
請求項4記載の発明は、請求項2記載の発明の効果に加えて、着色層と同様の工程により耐水層が形成されるので、耐水層の形成が容易なものとなる。
【0029】
請求項5記載の発明は、請求項1から請求項4のいずれかに記載の発明の効果に加えて、容器の外面が光沢を有するので、容器の見栄えがより向上する。
【0030】
請求項6記載の発明は、熱可塑性フィルムが容器本体の内部に密着するので、容器内部が耐水機能を有すると共に、熱可塑性フィルムの貼り付け状態が向上する。
【0031】
請求項7記載の発明は、請求項6記載の発明の効果に加えて、容器の外面が光沢を有するので、容器の品質が向上する。
【0032】
請求項8記載の発明は、容器の内外面が熱硬化性樹脂で覆われるので、容器の耐水性が向上する。
【0033】
請求項9記載の発明は、請求項8記載の発明の効果に加えて、容器本体の端部も含め容器全体が熱硬化性樹脂に覆われるので、容器の耐水性がより向上する。
【0034】
請求項10記載の発明は、請求項8又は請求項9記載の発明の効果に加えて、容器の外面が光沢を有するので、容器の品質が向上する。
【図面の簡単な説明】
【0035】
【図1】この発明の第1の実施の形態によるパルプモールド容器の平面図であって、図9で示した容器に対応した図である。
【図2】図1で示したII−IIラインの断面図である。
【図3】図2で示した“X”部分の拡大図である。
【図4】図1で示したパルプモールド容器の製造工程を示した模式図である。
【図5】図4の(3)で示した第1の中間体の底面図である。
【図6】この発明の第2の実施の形態によるパルプモールド容器の拡大断面図であって、先の第1の実施の形態の図3に対応する図である。
【図7】この発明の第3の実施の形態によるパルプモールド容器の拡大断面図であって、先の第1の実施の形態の図3に対応する図である。
【図8】この発明の第4の実施の形態によるパルプモールド容器の拡大断面図であって、先の第1の実施の形態の図3に対応する図である。
【図9】従来のパルプモールド容器の外観形状を示した斜視図である。
【発明を実施するための形態】
【0036】
図1は、この発明の第1の実施の形態によるパルプモールド容器の平面図であって、図9で示した容器に対応した図であり、図2は、図1で示したII−IIラインの断面図であり、図3は、図2で示した“X”部分の拡大図である。
【0037】
これらの図を参照して、パルプモールド容器1は、葦やサトウキビから得られる非木材素材から形成されるパルプモールドよりなる容器本体11と、着色層12と、耐水層15とを備える。
【0038】
着色層12は、容器本体11の外面全体に被覆され、着色処理され且つ硬化された天然性の熱硬化性樹脂よりなる。このように構成すると、パルプモールド容器1は、その外面が着色され且つ色移りがないものとなるので、見栄えが向上すると共に品質が向上する。
【0039】
耐水層15は、容器本体11の内面全体に貼り付けられた透明なポリプロピレン(PP)系、PE系又はPET系の熱可塑性フィルムよりなる。このように構成すると、非透水性の熱可塑性フィルムよりなる耐水層15により、収容物の液体成分の容器本体11への浸透が阻止されるので、弁当やグラタン等の食品を長時間充填した状態を保てる等、パルプモールド容器1の使用用途が拡がる。又、耐水層15の厚みが一定となるので、耐水層15の品質が安定する。
【0040】
図4は、図1で示したパルプモールド容器の製造工程を示した模式図であり、図5は、図4の(3)で示した第1の中間体の底面図である。
【0041】
これらの図のうち、まず図4の(1)を参照して、パルプモールドよりなる容器本体11を準備する。
【0042】
次に、図4の(2)を参照して、容器本体11の外面全体に、着色処理された熱硬化性樹脂22を塗布して、ヒーター31により150℃で6分間熱を加えて硬化させて着色層を形成する。尚、この工程を第1の工程とする。
【0043】
ここで、熱硬化性樹脂22は、容器本体11への塗りやすさを考慮して、透明の熱硬化性樹脂をエタノール等の溶剤で適度に希釈したものに、染料や顔料を添加することにより着色処理を施したものとする。尚、パルプモールド容器を食品用容器とする場合には顔料の添加が望ましく、更には食品添加物として使用できる顔料の添加が望ましい。顔料の添加率は、希釈液に対する質量濃度で2.5%とする。
【0044】
次に、図4の(3)及び図5を参照して、第1の工程により形成された着色層12と容器本体11とからなる第1の中間体41の着色層12に対して、容器本体11も含めて貫通する貫通孔14を複数個形成する。尚、この工程を第2の工程とする。
【0045】
貫通孔14の各々は直径0.2〜1.5mmとし、1cm2当たり1個程度の割合で形成する。尚、貫通孔14の各々は、図5に示すように、第1の中間体41に形成されている曲面形状の頂点の各々に形成すると、後述する熱可塑性フィルムの貼り付けの効率が良くなる。
【0046】
次に、図4の(4)及び(5)を参照して、アルミ、真鍮又は樹脂よりなる吸引孔34が形成された金型33に第1の中間体41を挿入して、容器本体11の内面側に図示しない接着層を有する透明なPP系、PE系又はPET系の熱可塑性フィルム25をヒーター32で熱した後、貫通孔14及び吸引孔34を介して容器本体11の内面全体に向かって吸引し、容器本体11の内面全体に沿うように貼り付けて耐水層15を形成し、第2の中間体42を得る。
【0047】
このようにすると、熱可塑性フィルム25が容器本体11の内面全体に密着するので、容器内部が耐水機能を有すると共に、熱可塑性フィルム25の貼り付け状態が向上する。
【0048】
最後に、図4の(6)を参照して、第2の中間体42の外周を、図示しないトムソン刃やタガネ等で所定の寸法にカットして、パルプモールド容器1の製造工程を終了する。尚、パルプモールド容器1の底面は、上述のように複数の貫通孔14を有することになる。
【0049】
図6は、この発明の第2の実施の形態によるパルプモールド容器の拡大断面図であって、先の第1の実施の形態の図3に対応する図である。
【0050】
図を参照して、パルプモールド容器1の端部が、天然性の樹脂を塗布したものよりなる端部耐水層18に覆われたものに置き換わっている。尚、他のパルプモールド容器1の構成要素は第1の実施の形態によるものと同一であるため、ここでの説明は繰り返さない。
【0051】
このように構成すると、容器本体11の端部が耐水性を有する樹脂に覆われるため、パルプモールド容器1の耐水性が向上する。
【0052】
ここで、第2の実施の形態によるパルプモールド容器1は、図4の(2)で示した第1の工程において、硬化した着色層12の外面に、透明処理された天然性の熱硬化性樹脂を塗布してこれを硬化させる工程を更に含むことにより、図の二点鎖線で示す位置にコート層13が形成されるものも含む。このように構成すると、パルプモールド容器1は、外面が光沢を有するものとなるので、見栄え及び品質がより向上する。
【0053】
図7は、この発明の第3の実施の形態によるパルプモールド容器の拡大断面図であって、先の第1の実施の形態の図3に対応する図である。
【0054】
図を参照して、パルプモールド容器1の耐水層15を形成するために、図4の(4)及び(5)で示した熱可塑性フィルムを容器本体11の内面全体に貼り付ける工程が、容器本体11の内面全体に天然性の熱硬化性樹脂を塗布してこれを硬化させる工程に置き換わっている。尚、他のパルプモールド容器1の構成要素は、貫通孔を有さないことを除き、第1の実施の形態によるものと同一であるため、ここでの説明は繰り返さない。
【0055】
このようにすると、着色層12と同様の工程により耐水層15が形成されるので、耐水層15の形成が容易なものとなる。又、パルプモールド容器1は、内外面が熱硬化性樹脂で覆われ、かつ外面に貫通孔を有さないものでもあるので、更に耐水性が向上する。
【0056】
ここで、この第3の実施の形態によるパルプモールド容器1は、第1の工程において、着色層12の外面に、透明処理された熱硬化性樹脂を塗布してこれを硬化させる工程を更に含むことにより、図の二点鎖線で示す位置である着色層12の外面にコート層13が形成されるものも含む。又、熱硬化性樹脂より耐水層15を形成する上記の工程において、透明処理された天然性の熱硬化性樹脂を塗布してこれを硬化させる工程を更に含むことにより、図の二点鎖線で示す位置である耐水層15の外面にコート層16が形成されるものも含む。このように構成すると、パルプモールド容器1は、内外面が光沢を有するものとなるので、見栄え及び品質がより向上する。
【0057】
又、熱硬化性樹脂より耐水層15を形成する上記の工程において、容器本体11の端部に熱硬化性樹脂を塗布し、これを耐水層15になる熱硬化性樹脂と共に硬化させる工程を更に含むことにより、図の二点鎖線で示す位置である容器本体11の端部に端部耐水層18が形成されるものも含む。このようにすると、容器本体11の端部も含めパルプモールド容器1の全体が熱硬化性樹脂に覆われるので、耐水性がより向上する。
【0058】
図8は、この発明の第4の実施の形態によるパルプモールド容器の拡大断面図であって、先の第1の実施の形態の図3に対応する図である。
【0059】
図を参照して、パルプモールド容器1は、耐水層を有さないものに置き換わっている。尚、他のパルプモールド容器1の構成要素は第1の実施の形態によるものと同一であるため、ここでの説明は繰り返さない。
【0060】
このように構成すると、パルプモールド容器1は、外面が着色され、色移りがないので、見栄えが向上すると共に品質が向上する。又、熱可塑性フィルムと異なり、容器の凹凸形状の深さの影響を受けにくい。
【0061】
ここで、この第4の実施の形態によるパルプモールド容器1は、第1の工程において、着色層12の外面に、透明処理された熱硬化性樹脂を塗布してこれを硬化させる工程を更に含むことにより、図の二点鎖線で示す位置である着色層12の外面にコート層13が形成されるものも含む。このように構成すると、パルプモールド容器1は、外面が光沢を有するものとなるので、見栄え及び品質がより向上する。
【0062】
尚、上記の各実施の形態では、耐水層が熱可塑性フィルム又は熱硬化性樹脂よりなるものであったが、他の耐水性を有する素材よりなるものであっても良い。
【0063】
又、上記の第1の実施の形態及び第2の実施の形態では、熱可塑性フィルムがPP系、PE系又はPET系のものとされていたが、非透水性の熱可塑性フィルムであれば他の素材よりなるものであっても良い。
【0064】
更に、上記の各実施の形態では、顔料の質量濃度が、希釈液に対して2.5%となっていたが、作業効率に応じて、適度に希釈されていれば良い。
【0065】
更に、上記の各実施の形態では、貫通孔が所定割合で複数個形成されていたが、単数個でも良く、又、他の容器の形状や熱可塑性フィルムの特性に応じて他の割合で形成されていても良い。
【0066】
更に、上記の第1の実施の形態及び第2の実施の形態では、熱可塑性フィルムは吸引により容器本体の内面に貼り付けられていたが、圧空成型により貼り付けても良い。
【0067】
更に、上記の第1の実施の形態及び第2の実施の形態では、熱可塑性フィルムは接着層を有するものであったが、接着剤を容器に塗布したものでも良い。
【0068】
更に、上記の各実施の形態では、各々の樹脂は天然性のものであったが、天然性のものでなくても良い。
【0069】
更に、上記の各実施の形態では、1層目の熱硬化性樹脂は着色処理されたものであったが、透明のものであっても良い。
【0070】
更に、上記の各実施の形態では、熱可塑性フィルムは透明のものであったが、半透明のものや着色処理されたものであっても良い。
【0071】
更に、上記の各実施の形態では、熱可塑性フィルムは透明のものであったが、容器側に印刷処理したものであっても良い。
【符号の説明】
【0072】
1…パルプモールド容器
11…容器本体
12…着色層
13…コート層
14…貫通孔
15…耐水層
16…コート層
18…端部耐水層
22…熱硬化性樹脂
25…熱可塑性フィルム
尚、各図中同一符号は同一又は相当部分を示す。
【特許請求の範囲】
【請求項1】
パルプモールド容器であって、
パルプモールドよりなる容器本体と、
前記容器の少なくとも外面全体に被覆され、着色処理され且つ硬化された第1の熱硬化性樹脂よりなる着色層とを備えた、パルプモールド容器。
【請求項2】
前記容器本体の内面全体に形成され、耐水性を有する耐水層を更に備えた、請求項1記載のパルプモールド容器。
【請求項3】
前記耐水層は、前記容器本体の内面全体に貼り付けられた、非透水性の熱可塑性フィルムよりなる、請求項2記載のパルプモールド容器。
【請求項4】
前記耐水層は、前記容器本体の内面全体に被覆され且つ硬化された第2の熱硬化性樹脂よりなる、請求項2記載のパルプモールド容器。
【請求項5】
前記第1の熱硬化性樹脂の外面全体に被覆され、透明処理され且つ硬化された第3の熱硬化性樹脂よりなるコート層を更に備えた、請求項1から請求項4のいずれかに記載のパルプモールド容器。
【請求項6】
パルプモールド容器の製造方法であって、
パルプモールドよりなる容器本体を準備する工程と、
前記容器本体の外面全体に、着色処理された第1の熱硬化性樹脂を塗布して、これを硬化させて着色層を形成する第1の工程と、
前記着色層に対して、前記容器本体も含めて貫通する貫通孔を形成する第2の工程と、
前記容器本体の内面全体に非透水性の熱可塑性フィルムを、前記貫通孔を介した吸引状態で貼り付けて耐水層を形成する工程とを備えた、パルプモールド容器の製造方法。
【請求項7】
前記第1の工程は、前記着色層の外面に、透明処理された第2の熱硬化性樹脂を塗布してこれを硬化させてコート層を形成する工程を更に含む、請求項6記載のパルプモールド容器の製造方法。
【請求項8】
パルプモールド容器の製造方法であって、
パルプモールドよりなる容器本体を準備する工程と、
前記容器本体の外面全体に、着色処理された第1の熱硬化性樹脂を塗布して、これを硬化させて着色層を形成する第1の工程と、
前記容器本体の内面全体に第2の熱硬化性樹脂を塗布して、これを硬化させて耐水層を形成する第2の工程とを備えた、パルプモールド容器の製造方法。
【請求項9】
前記第2の工程は、前記容器本体の端部に第3の熱硬化性樹脂を塗布し、これを前記第2の熱硬化性樹脂と共に硬化させる、請求項8記載のパルプモールド容器の製造方法。
【請求項10】
前記第1の工程は、前記着色層の外面全体に、透明処理された第4の熱硬化性樹脂を塗布してこれを硬化させてコート層を形成する工程を更に含む、請求項8又は請求項9記載のパルプモールド容器の製造方法。
【請求項1】
パルプモールド容器であって、
パルプモールドよりなる容器本体と、
前記容器の少なくとも外面全体に被覆され、着色処理され且つ硬化された第1の熱硬化性樹脂よりなる着色層とを備えた、パルプモールド容器。
【請求項2】
前記容器本体の内面全体に形成され、耐水性を有する耐水層を更に備えた、請求項1記載のパルプモールド容器。
【請求項3】
前記耐水層は、前記容器本体の内面全体に貼り付けられた、非透水性の熱可塑性フィルムよりなる、請求項2記載のパルプモールド容器。
【請求項4】
前記耐水層は、前記容器本体の内面全体に被覆され且つ硬化された第2の熱硬化性樹脂よりなる、請求項2記載のパルプモールド容器。
【請求項5】
前記第1の熱硬化性樹脂の外面全体に被覆され、透明処理され且つ硬化された第3の熱硬化性樹脂よりなるコート層を更に備えた、請求項1から請求項4のいずれかに記載のパルプモールド容器。
【請求項6】
パルプモールド容器の製造方法であって、
パルプモールドよりなる容器本体を準備する工程と、
前記容器本体の外面全体に、着色処理された第1の熱硬化性樹脂を塗布して、これを硬化させて着色層を形成する第1の工程と、
前記着色層に対して、前記容器本体も含めて貫通する貫通孔を形成する第2の工程と、
前記容器本体の内面全体に非透水性の熱可塑性フィルムを、前記貫通孔を介した吸引状態で貼り付けて耐水層を形成する工程とを備えた、パルプモールド容器の製造方法。
【請求項7】
前記第1の工程は、前記着色層の外面に、透明処理された第2の熱硬化性樹脂を塗布してこれを硬化させてコート層を形成する工程を更に含む、請求項6記載のパルプモールド容器の製造方法。
【請求項8】
パルプモールド容器の製造方法であって、
パルプモールドよりなる容器本体を準備する工程と、
前記容器本体の外面全体に、着色処理された第1の熱硬化性樹脂を塗布して、これを硬化させて着色層を形成する第1の工程と、
前記容器本体の内面全体に第2の熱硬化性樹脂を塗布して、これを硬化させて耐水層を形成する第2の工程とを備えた、パルプモールド容器の製造方法。
【請求項9】
前記第2の工程は、前記容器本体の端部に第3の熱硬化性樹脂を塗布し、これを前記第2の熱硬化性樹脂と共に硬化させる、請求項8記載のパルプモールド容器の製造方法。
【請求項10】
前記第1の工程は、前記着色層の外面全体に、透明処理された第4の熱硬化性樹脂を塗布してこれを硬化させてコート層を形成する工程を更に含む、請求項8又は請求項9記載のパルプモールド容器の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−158160(P2012−158160A)
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−21309(P2011−21309)
【出願日】平成23年2月3日(2011.2.3)
【出願人】(000222141)東洋アルミエコープロダクツ株式会社 (106)
【Fターム(参考)】
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成23年2月3日(2011.2.3)
【出願人】(000222141)東洋アルミエコープロダクツ株式会社 (106)
【Fターム(参考)】
[ Back to top ]