
ピッキングシステム

【課題】 作業効率を向上したピッキングシステムを提供する。
【解決手段】 商品棚12に沿って設けられた仕分け位置SにコンテナCを搬入し、受注データに基いて受注商品をコンテナCに受注個数ずつ投入して集品するピッキングシステム1であって、コンテナCを仕分け位置Sに複数個ずつ搬入し、商品棚12側に備えて複数個のコンテナCに対する受注個数の合計個数を品目毎に表示する取出個数表示器12bと、商品を仮置きすると共に重量を測定する重量測定器11bを有する仮置き台11と、コンテナC側に備えてコンテナC毎の受注個数を表示する投入個数表示器11eと、商品の単位重量を記憶するメモリ20aと、商品の品目を識別する品目識別手段10aとを有し、仮置きした商品の重量と、仮置き台11からコンテナCに商品を投入したときの仮置きした商品の重量と、当該商品の単位重量とに基いて、各コンテナCへの投入個数を算出し、投入個数を検品する。
【解決手段】 商品棚12に沿って設けられた仕分け位置SにコンテナCを搬入し、受注データに基いて受注商品をコンテナCに受注個数ずつ投入して集品するピッキングシステム1であって、コンテナCを仕分け位置Sに複数個ずつ搬入し、商品棚12側に備えて複数個のコンテナCに対する受注個数の合計個数を品目毎に表示する取出個数表示器12bと、商品を仮置きすると共に重量を測定する重量測定器11bを有する仮置き台11と、コンテナC側に備えてコンテナC毎の受注個数を表示する投入個数表示器11eと、商品の単位重量を記憶するメモリ20aと、商品の品目を識別する品目識別手段10aとを有し、仮置きした商品の重量と、仮置き台11からコンテナCに商品を投入したときの仮置きした商品の重量と、当該商品の単位重量とに基いて、各コンテナCへの投入個数を算出し、投入個数を検品する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、商品の流通過程で用いられるピッキングシステムに関し、商品の仕分けの技術分野に属する。
【背景技術】
【0002】
スーパーマーケットやコンビニエンスストア向け商品の配送センター等においては、出荷先毎に受注商品を受注個数づつ取り揃える集品作業が行われる。そして、このような集品作業を行うシステムとしてピッキングシステムがある。このピッキングシステムでは、品目毎に商品が収納された商品棚から受注商品を受注個数取り出して、出荷先毎のコンテナに投入するという作業が行われる。
【0003】
一方、ピッキングシステムには、商品棚から取り出した商品の個数を検品したり、作業効率の向上を図るなどの目的で、商品棚から取り出した商品を一旦仮置きする仮置き台が備えられることがある。
【0004】
さらに、コンテナをコンベアで搬送する場合、該コンベアの起動停止の頻度を低減させるために、複数のコンテナをブロックとして仕分け位置に停止させ、停止させたコンテナに対して順次集品を行って、搬送時間の短縮及び電力消費の抑制を図ることがある。
【0005】
ここで、前記仮置き台を備えたシステムとして特許文献1に記載のシステムがある。このシステムは、仕分け位置の商品棚とコンベアとの間に設置された仮置き台に重量測定器とバーコードスキャナとを備え、商品棚から取り出した商品に貼付されたバーコードがバーコードスキャナで読み込まれた上で、商品は仮置き台に仮置きされる。このとき、商品に貼付されたバーコードの読み込みにより取り出した商品の品目が認識され、予め記憶されている商品の単位重量データが読み出される。そして、仮置き台に備えられた重量測定器により、仮置きした商品の重量が測定され、この重量値と前記単位重量データとにより、仮置きされている商品の個数が算出され、この商品個数を受注個数と照会することにより検品が行われる。
【0006】
なお、特許文献2には、商品を品目毎に積載した商品運搬車を移動させながら、その移動経路に沿って配置された出荷用コンテナに受注個数の商品を投入するソーティングシステムにおいて、商品運搬車には重量測定器が備えられ、該運搬車から商品を取り出したときの重量測定器による減重量に基づいて取り出した商品個数の検品を行うように構成されたシステムが開示されている。
【0007】
【特許文献1】特開2001−114407号公報
【特許文献2】特開2000−142928号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、前記特許文献1に記載のシステムでは、仕分け位置に停止したコンテナ毎に、商品棚から品目毎に受注個数の商品を取り出すという作業が繰り返して行われるため、投入すべきコンテナが変わる都度、同一品目の商品を何度も商品棚まで取りに行かなければならなくなる可能性があり、作業効率の点で問題がある。
【0009】
そこで、本発明は、仮置き台を備えると共に、複数のコンテナをブロックとして仕分け位置に搬入するように構成しつつ、作業効率を一層向上することができるピッキングシステムを提供することを課題とする。
【課題を解決するための手段】
【0010】
前記課題を解決するため、本発明は次のように構成したことを特徴とする。
【0011】
まず、請求項1に記載の発明は、品目毎に商品を収容した商品棚に沿って設けられた仕分け位置にコンテナを搬入し、該仕分け位置において、受注データに基いて商品棚から取り出した受注商品を、前記コンテナに受注個数ずつ投入して集品するピッキングシステムであって、コンテナは仕分け位置に複数個ずつ搬入するように構成されていると共に、前記商品棚側に備えられて、受注データに基いて仕分け位置に搬入された複数個のコンテナに対する受注個数の合計個数を品目毎に表示する取出個数表示器と、該表示器の表示に従って商品棚から取り出した商品を仮置きすると共に仮置きされた商品の重量を測定する重量測定器を有する仮置き台と、前記コンテナ側に備えられて仕分け位置に搬入されたコンテナ毎の受注個数を表示する投入個数表示器と、品目毎に商品の単位重量を記憶する記憶手段と、商品棚から取り出した商品の品目を識別する品目識別手段とが備えられ、商品棚から取り出して仮置き台に仮置きされた商品の重量と、仮置き台からコンテナに商品が投入されたときの仮置き台に仮置きされた商品の重量と、前記品目識別手段で識別されて前記記憶手段から読み出された当該商品の単位重量とに基いて、前記各コンテナへの投入個数を算出する検品手段が備えられていることを特徴とする。
【0012】
また、請求項2に記載の発明は、前記請求項1に記載のピッキングシステムにおいて、商品棚から商品の取出完了を指示する取出完了指示手段と、仮置き台からコンテナへの商品の投入完了を指示する投入完了指示手段とが備えられ、仮置き台に備えられた重量測定器は、前記取出完了指示手段により取出完了が指示されたときと、前記投入完了指示手段により投入完了が指示されたときとに、仮置きされた商品の重量を測定することを特徴とする。
【0013】
そして、請求項3に記載の発明は、前記請求項1または請求項2に記載のピッキングシステムにおいて、作業者が取り出すべき商品の名称もしくは画像を表示させるモニタ手段が備えられ、コンテナに受注商品を受注個数投入したときに、前記モニタ手段は、当該受注商品に係る表示内容を変更することを特徴とする。
【0014】
また、請求項4に記載の発明は、前記請求項1から請求項3のいずれかに記載のピッキングシステムにおいて、検品手段は、仮置きされた商品の重量と当該商品の単位重量とに基いて仮置きされた商品の個数を算出すると共に、該商品の個数と取出個数表示器に表示された合計個数とが一致しないときは、取出個数表示器は、過不足数を表示することを特徴とする。
【0015】
さらに、請求項5に記載の発明は、前記請求項1から請求項4のいずれかに記載のピッキングシステムにおいて、検品手段により算出された各コンテナへの投入個数と投入個数表示器に表示された受注個数とが一致しないときは、投入個数表示器は、過不足数を表示することを特徴とする。
【0016】
そして、請求項6に記載の発明は、前記請求項1から請求項5のいずれかに記載のピッキングシステムにおいて、仕分け位置に搬入された各コンテナの重量を測定するコンテナ重量測定器が設けられ、検品手段は、該コンテナ重量測定器による各コンテナの増重量と、品目識別手段で識別されて記憶手段から読み出された当該商品の単位重量とに基いて投入個数を算出することを特徴とする。
【発明の効果】
【0017】
請求項1に記載の発明によれば、まず、複数のコンテナをブロックとして仕分け位置に搬入させる。そして、受注データに基づいてこれらのコンテナに対する受注個数の合計個数が品目毎に取出個数表示器に表示される。作業者は、取出個数表示器の表示に従って商品棚から商品を取り出し、取り出した商品を仮置き台に仮置きする。仮置き台に備えられている重量測定器は、仮置きされた商品の重量を測定する。さらに作業者は、品目識別手段として例えば取り出した商品に貼付されたバーコードをバーコードリーダに読み込ませて、当該商品の品目を認識させる。
【0018】
次に、作業者は、各コンテナの受注個数を表示する投入個数表示器の表示に従って、仮置き台に仮置きされている商品を各コンテナに分配する。作業者が商品をコンテナに投入したとき、重量測定器により仮置きされた商品の重量が測定され、この重量値と商品棚から取り出した商品を仮置きしたときに測定した重量値とにより、仮置きされている商品の減重量が算出され、この減重量を当該商品の単位重量で除算することにより作業者がコンテナに投入した商品の個数(投入個数)を算出することができる。そして、この投入個数と当該コンテナの受注個数とを照会させて投入個数が正しいか否かを検品することができる。
【0019】
一方、商品棚から取り出した商品を仮置き台に仮置きしたときに、重量測定器による商品の重量と当該商品の単位重量とに基いて作業者が商品棚から取り出した商品の個数(取出個数)を算出することができ、この取出個数と取出個数表示器に表示した合計個数とを紹介させて取出個数が正しいか否かを検品することも可能である。
【0020】
このように、本発明においては、まず、仕分け位置にある複数のコンテナに対する受注個数の合計個数を品目毎に取り出して仮置き台に仮置きするので、作業者は、少なくとも複数のコンテナに投入すべき商品の合計品目数の回数だけ、つまり1品目当り1回だけ商品棚から商品を取り出す作業をすればよくなり、商品棚と仮置き台との間を往復する回数が大幅に削減されて作業効率が向上することになる。
【0021】
次に、請求項2に記載の発明によれば、作業者が商品を仮置きしたときに取出完了指示手段で取出完了を指示したタイミングで仮置きされた商品の重量が測定される。同様に、作業者が商品をコンテナに投入したときに投入完了指示手段で投入完了を指示したタイミングで仮置きされた商品の重量が測定され、投入個数の検品が行われる。このように、両指示手段により重量測定器による重量測定のタイミングを明確にすると共に、重量測定を確実に指示することができる。
【0022】
また、請求項3記載の発明によれば、モニタ手段は、商品棚から取り出すべき商品の名称もしくは画像を表示するので、作業者が順次商品棚から取り出すべき商品の品目を認識することができ、商品棚から誤った品目の商品を取り出すことを防止することができる。また、例えば受注商品を受注個数コンテナに投入したときにモニタ手段に表示された受注品目の一覧において、当該商品に係る表示が消去されるようにするなど、商品が適正にコンテナに投入されたときに表示内容が変更されるようにすることにより、作業者が表示内容の変更を確認して投入個数の過不足の発生を防止することができる。
【0023】
そして、請求項4に記載の発明によれば、複数のコンテナに対する受注個数の合計個数を検品する場合、仮置きされた商品の個数と取出個数表示器に表示された合計個数とが一致しないときには、取出個数表示器に過不足数を表示するので、作業者は自ら過不足数を数える必要がなく、取出個数表示器を確認して直ちに仮置きした商品の個数を調整することができる。
【0024】
また、請求項5に記載の発明によれば、投入個数の検品を行う際に、コンテナの受注個数と投入個数とが一致しない場合は、投入個数表示器に過不足数を表示するので、作業者は自ら過不足数を数える必要がなく、投入個数表示器を確認して直ちに投入個数を調整することができる。
【0025】
そして、請求項6に記載の発明によれば、検品手段は、コンテナへの投入個数を、コンテナ重量測定器によるコンテナの増重量と当該商品の単位重量とに基づいて投入個数の検品を行うので、前述の仮置き台に備えられた重量測定器による仮置きした商品の減重量と当該商品の単位重量とに基づいて行う投入個数の検品と合わせて2重に検品されることになって、より確実な投入個数の検品が行われることになる。
【発明を実施するための最良の形態】
【0026】
以下、本発明の実施の形態について説明する。
【0027】
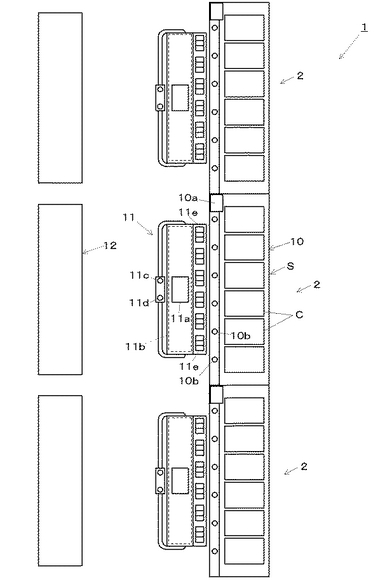
図1に示すように、本実施の形態に係るピッキングシステム1は、コンテナC…Cを搬送するコンベア10と、該コンベア10に隣接して配置された仮置き台11と、該仮置き台11を挟んで前記コンベア10と反対側に配置された商品棚12とを備えた複数の作業ゾーン2…2を直列に配置したものである。そして、このシステム1では、複数のコンテナC…C(ここでは6個のコンテナ)をブロックとしてコンベア10で搬送させて、前記仮置き台11近傍の仕分け位置Sに1ブロック分のコンテナC…Cを停止させ、作業者は停止した各コンテナC…Cに対して受注商品を受注個数投入して集品する。
【0028】
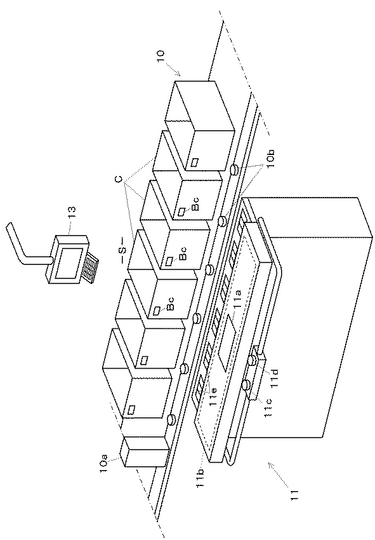
図2に示すように、コンベア10は、コンテナCを搬送する平ベルトコンベアであって、該コンベア10の上流側には、コンテナC…Cに貼付されているバーコードBcを読み込むためのコンテナバーコードスキャナ10aが備えられている。また、コンベア10の仮置き台11側には、該コンベア10に沿って各コンテナCが仕分け位置Sで停止する位置に対応して、作業者が投入完了を指示すると共に点灯可能な投入完了スイッチ10b…10bが設けられている。
【0029】
また、仮置き台11には、商品に貼付されたバーコードBxを読み込む商品バーコードスキャナ11aと、仮置き台11上の商品の重量を測定する重量測定器11bと、仮置き台11上の商品の個数検品を開始する検品スイッチ11cと、前記コンベア10を起動させるコンベア起動スイッチ11dと、各コンテナCへの商品の投入個数を表示するコンテナ数分の投入個数表示器11e…11eとが備えられている。商品に貼付されたバーコードBxには、商品の品目コード等のデータが含まれている。
【0030】
また、仕分け位置Sのコンベア10の上方には、集品作業の進捗状況を表示するモニタ13が設けられている。このモニタ13には、コンテナCに投入すべき商品名及び該商品の画像の一覧が表示され、商品の投入が完了すると、該商品に係る品目についての表示が消去される。また、モニタ13は、作業者が仮置き台11に仮置きすべき商品の個数、コンテナC毎の受注個数、検品の際に算出される商品の過不足数などが表示されるようになっている。
【0031】
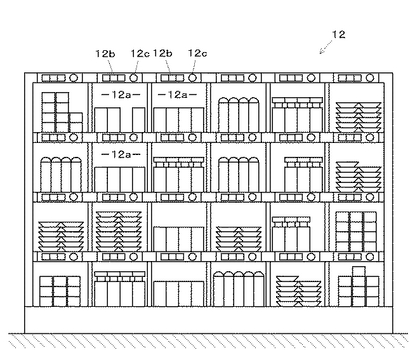
図3に示すように、商品棚12には、商品を品目毎に収容するための複数のポケット12a…12a(ここでは縦4列、横6列の合計24つのポケット)が設けられ、各ポケット12a毎に、作業者が取り出すべき商品の個数を表示する取出個数表示器12bと、作業者が取り出した商品の品目を指示すると共に点灯可能な取出スイッチ12cとが備えられている。
【0032】
このピッキングシステム1における集品作業のプロセスについて説明すると、コンベア10は、6個のコンテナC…Cをブロックとして搬送しつつ、搬送途中でコンテナバーコードスキャナ10aによりコンテナCに貼付されているバーコードBcが読み取られる。そして、仕分け位置Sに6個のコンテナC…Cが搬入されてコンベア10は停止する。
【0033】
一方、取出個数表示器12b…12bは、搬入された6個のコンテナC…Cに投入すべき受注個数の合計個数を各品目毎に表示する。作業者は、この表示器12bの表示に従って商品棚12の各ポケット12aから商品を取り出すと共に、取出スイッチ12cを押下操作して取出スイッチ12cを消灯させ、商品を仮置き台11に仮置きする。そして、作業者が検品スイッチ11cを押下操作したときに、仮置き台11上の商品個数が検品され、過不足数を取出個数表示器12b及びモニタ13に表示する。
【0034】
仮置き台11上の商品個数について検品結果がOK(過不足数ゼロ)の場合は、各投入個数表示器11eは、各コンテナC毎の受注個数を表示すると共に、受注個数が1以上の各コンテナCに対応する投入完了スイッチ10bが点灯する。この時、各コンテナCが仕分け位置Sに到着していなければ、投入完了スイッチ10bは点灯せず、例えば各コンテナ用に配置された投入個数表示器11eが点滅表示するなどの方法で、作業者に投入不可の旨を知らせる。そして、各コンテナCが仕分け位置Sに到着したときに、投入完了スイッチ10bは点灯すると共に、投入個数表示器11eの点滅表示が点灯表示に切り換えられて、作業者に投入可の旨を知らせる。
【0035】
そして、作業者は、投入個数表示器11eの表示に従って商品をコンテナCに投入する。作業者が商品投入後、投入完了スイッチ10bを押下操作すると、コンテナCに投入した商品の投入個数が検品され、検品OKの場合は、投入完了スイッチ10bが消灯する。この操作を最大6個のコンテナC…Cについて繰り返すことにより1品目について各コンテナCへの商品の分配が終了し、続いて各品目について同様の作業を行うことにより各コンテナCへの全受注商品の集品が行われることになる。そして、各コンテナCへの集品が終了すると、作業者は、コンベア起動スイッチ11dを押下操作して、コンテナC…Cを下流側に搬送させる。
【0036】
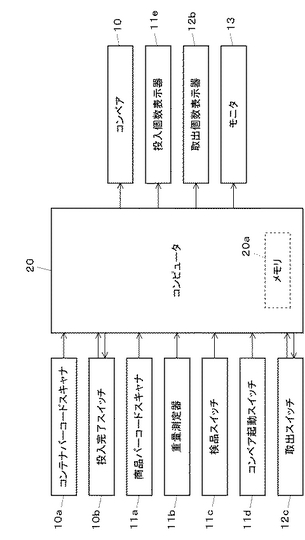
図4に示すように、このピッキングシステム1を制御するコンピュータ20は、コンテナバーコードスキャナ10a、投入完了スイッチ10b、商品バーコードスキャナ11a、重量測定器11b、検品スイッチ11c、コンベア起動スイッチ11d、及び取出スイッチ12c等からの信号を入力し、コンベア10、投入個数表示器11e、取出個数表示器12b、及びモニタ13等に制御信号を出力する。また、コンピュータ20は、投入完了スイッチ10b及び取出スイッチ12cを点灯、消灯させるための制御信号を出力する。一方、コンピュータ20には、受注先に対する受注商品及び受注個数等の受注データや、品目毎の単位重量データを記憶したメモリ20aが備えられている。
【0037】
次に、ピッキングシステム1におけるコンピュータ制御の例を図5〜7のフローチャートを用いて説明する。
【0038】
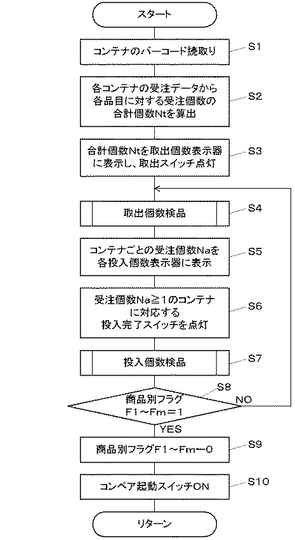
まず、図5のステップS1において、コンベア10で搬送されている6個のコンテナC…Cに貼付されたバーコードBcを、バーコードスキャナ10aで読み込み、コンピュータ20は各コンテナCへの受注品目及び受注個数等を含む受注データを読み出す。次に、ステップS2で各コンテナCの受注データにより各コンテナCへの受注個数の合計個数Ntを品目毎に算出すると共に該当する取出スイッチ12cを点灯させる。そして、ステップS3で、各品目に対応する取出個数表示器12b…12bに、前記ステップS2で算出した合計個数Ntを表示する。このとき、モニタ13には、受注商品の名称及び画像が一覧として表示されている。そして、ステップS4に進み、作業者が取出個数表示器12bの表示に従って商品棚12のポケット12aから取り出すと共に取出スイッチ12cを押下操作して消灯させ、仮置き台11に仮置きした商品の個数(取出個数)の検品を行う。
【0039】
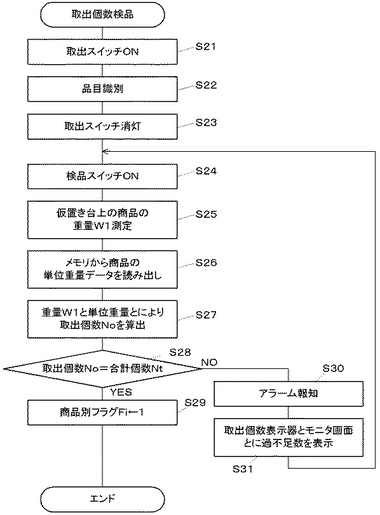
ステップS4の取出個数の検品は、図6のサブルーチンにより行う。即ち、ステップS21で、取出スイッチ12cのON信号を受信して、ステップS22で、作業者が仮置き台11に仮置きした商品の品目を識別する。このとき、ステップS23で、取出スイッチ12cを消灯させる。なお、ステップS23は、取出スイッチ12cのON信号だけでなく、仮置き台11に備えられたバーコードスキャナ11aにより商品に貼付されたバーコードBxを読み取らせるようにしてもよい。
【0040】
次に、ステップS24で、検品スイッチ11cのON信号を受信して、ステップS25で、仮置き台11上の商品の重量W1を重量測定器11bにより測定する。そして、ステップS26で、ステップS22で識別した商品の単位重量データをメモリ20aから読み出し、ステップS27で、前記重量W1を単位重量で除算して取出個数Noを算出する。そして、ステップS28で、取出個数Noが合計個数Ntと一致するか否かを判定する。
【0041】
ステップS28で、取出個数Noと合計個数Ntとが一致すれば、即ち検品OKであれば、ステップS29に進んで、今回の検品された品目についてのフラグFi=1(i=1〜m、m:6つのコンテナに投入すべき合計品目数)として、図5のステップS5に進む。
【0042】
一方、ステップS28で、取出個数Noと合計個数Ntとが一致しない場合は検品NGとして、ステップS30で、アラームを鳴らすことにより作業者に検品NGを知らせると共に、ステップS31で、取出個数表示器12bとモニタ13とに過不足数(No−Nt)を表示し、ステップS23に戻る。なお、過不足数(No−Nt)が表示されると、作業者は仮置き台11に仮置きした商品の個数を調整することになる。
【0043】
図5のステップS5では、ステップS1で読み込まれた受注データに基いて、コンテナC毎の受注個数Naを各投入個数表示器11eに表示し、ステップS6で、受注個数Naが1以上のコンテナCに対応する投入完了スイッチ10bを点灯させる。そして、ステップS7で、コンテナCに商品が投入されると、コンテナCに投入された商品の個数(投入個数)の検品を行う。
【0044】
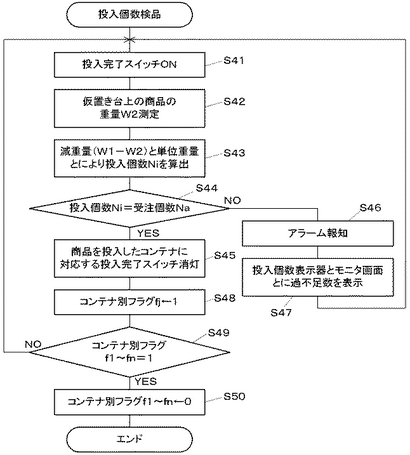
ステップS7の投入個数の検品は、図7のサブルーチンにより行う。即ちステップS41で、作業者による投入完了スイッチ10bのON信号を受信することにより、ステップS42で、仮置き台11に仮置きされた商品の重量W2を重量測定器11bにより測定する。次に、ステップS43で、取出個数Noの検品時に測定した商品の重量W1から前記重量W2を減算し、つまり作業者が仮置き台11上の商品をコンテナCに投入した結果生じた仮置き台11上の商品の減重量(W1−W2)を算出し、この減重量(W1−W2)とメモリ20aから読み出した当該商品の単位重量とに基いて投入個数Niを算出する。そして、ステップS44で、投入個数Niが受注個数Naと一致するか否かを判定する。
【0045】
ステップS44で投入個数Niが受注個数Naと一致する場合は、検品OKとしてステップS45に進み、一致しない場合は検品NGとしてステップS46に進んでアラームを鳴らすことにより作業者に検品NGを知らせると共に、ステップS47で、投入個数表示器11eとモニタ13とに過不足数(Na−Ni)を表示する。なお、これらに過不足数が表示されると、作業者はコンテナCに投入した商品の個数を調整することになる。
【0046】
ステップS45では、商品を投入したコンテナCに対応する投入完了スイッチ10bを消灯させる。そして、ステップS48で、当該コンテナCに係るコンテナ別フラグfj=1(j=1〜n、n:受注個数Naが1以上のコンテナ数)としてステップS49に進み、コンテナ別フラグf1〜fn=1か否かを判定する。コンテナ別フラグf1〜fnが1でない場合は、当該品目について受注商品が投入されていないコンテナCが存在することになるので、ステップS41に戻って、受注個数Naが1以上のコンテナC…C全てについて当該品目の商品の投入が終了するまで商品投入の作業を繰り返すことになる。
【0047】
そして、コンテナ別フラグf1〜fn=1の場合は、受注個数Naが1以上の全てのコンテナC…Cに対して当該品目の商品が受注個数投入されていることになるので、ステップS50に進んでコンテナ別フラグf1〜fn=0とした上で、図5のステップS8に進む。このとき、モニタ13の表示において、当該品目に係る表示が消去される。
【0048】
図5のステップS8では、商品別フラグF1〜Fm=1か否かを判定する。商品別フラグF1〜Fmが1でない場合は、コンテナC…Cに投入すべき品目の商品が残っていることになるので、ステップS4に戻って商品別フラグF1〜Fm=1になるまで、同様に作業が繰り返されることになる。
【0049】
商品別フラグF1〜Fm=1の場合は、各コンテナCに受注商品が投入されたことになるので、ステップS9で商品別フラグF1〜Fm=0として、ステップS10でコンベア起動スイッチ11dのON信号を受信して、仕分け位置Sにある6個のコンテナC…Cをコンベア10で下流側に搬送させて、リターンする。
【0050】
以上のように、本実施の形態に係るピッキングシステム1によれば、仕分け位置Sにある複数のコンテナC…Cに対する受注個数の合計個数を品目毎に取り出して仮置き台11に仮置きするので、作業者は、少なくとも複数のコンテナC…Cに投入すべき商品の合計品目数の回数だけ、つまり1品目当り1回だけ商品棚12から商品を取り出す作業をすればよくなり、商品棚12と仮置き台11との間を往復する回数が大幅に削減されて作業効率が向上することになる。
【0051】
また、作業者が商品を仮置きしたときに検品スイッチ11cで取出完了を指示したタイミングで仮置きされた商品の重量が測定されると共に、作業者が商品をコンテナCに投入したときに投入完了スイッチ10bで投入完了を指示したタイミングで仮置きされた商品の重量が測定され、投入個数の検品が行われる。このように、両スイッチ11c,10bにより重量測定器11bによる重量測定のタイミングを明確にすると共に、重量測定を確実に指示することができる。
【0052】
また、モニタ13は、商品棚12から取り出すべき商品の名称もしくは画像を表示するので、作業者が順次商品棚12から取り出すべき商品の品目を認識することができ、商品棚12から誤った品目の商品を取り出すことを防止することができる。また、商品が適正にコンテナCに投入されたときにモニタ13の表示内容が変更されるようにすることにより、作業者が表示内容の変更を確認して投入個数の過不足の発生を防止することができる。
【0053】
そして、複数のコンテナC…Cに対する受注個数の合計個数を検品する場合、仮置きされた商品の個数と取出個数表示器12bに表示された合計個数とが一致しないときには、取出個数表示器12bに過不足数を表示するので、作業者は自ら過不足数を数える必要がなく、取出個数表示器12bの表示を確認して直ちに仮置きした商品の個数を調整することができる。
【0054】
また、投入個数の検品を行う際に、コンテナCの受注個数と投入個数とが一致しない場合は、投入個数表示器11eに過不足数を表示するので、作業者は自ら過不足数を数える必要がなく、投入個数表示器11eの表示を確認して直ちに投入個数を調整することができる。
【0055】
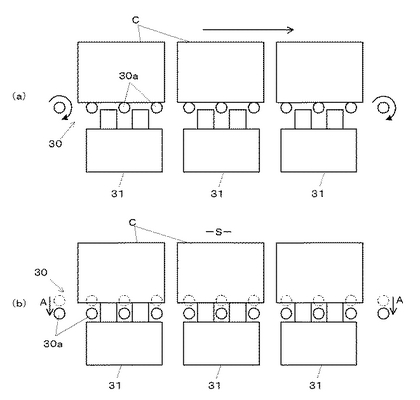
一方、仕分け位置Sに各コンテナCの重量を測定する機能を設け、コンテナCに商品を投入した際の各コンテナCの増重量に基いて投入個数の検品を行い、前述の仮置き台11上の商品の減重量に基く投入個数の検品と合わせて2重の検品を行うように構成することができる。
【0056】
このような構成とした例を図8に示す。これによると、図8(a)に示すように、コンテナC…Cをローラコンベア30で搬送するように構成すると共に、該コンベア30のローラ30a,30a間を通過してコンテナCを支持可能なコンテナ重量測定器31を備え、図8(b)に示すように、各コンテナCが仕分け位置Sに搬入されたときに、ローラコンベア30を下方に移動させ(矢印A参照)、前記コンテナ重量測定器31により各コンテナCの重量を測定するようにしている。そして、コンテナCの増重量と商品の単位重量とにより、投入個数を算出することができる。なお、ローラコンベア30の位置を固定して、重量測定器31が上動するように構成し、該測定器31が上動することによりコンテナ重量測定器31にコンテナCを支持させるようにしてもよい。
【0057】
そして、このように2重に検品を行うことにより、より確実な投入個数の検品を行うことができる。また、重量測定器11b又はコンテナ重量測定器31の測定に基く検品機能のうち、片方の検品機能が故障した場合でも作業を続けることができるという利点もある。
【0058】
なお、コンテナCの搬入をコンベア10、30を用いずに、手作業で仕分け位置Sに搬入するようにしてもよい。
【0059】
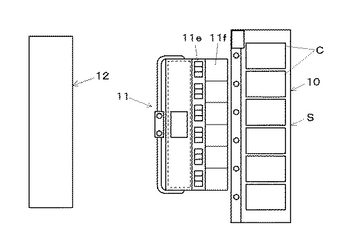
一方、図9に示すように、仮置き台11には、検品済みの商品を一旦待機させる待機スペース11fを設けるようにしてもよい。待機スペース11fは、仮置き台11において投入個数表示器11eのコンベア10側に位置するように設けられている。このように仮置き台11に待機スペース11fを設けることによって、検品OKの際に各コンテナCが仕分け位置Sに搬入されていない場合、作業者は、検品済みの商品を前記待機スペース11fに置いて、当該商品について投入待ちをさせることができる。投入待ちの間に、作業者は別品目の商品について、商品棚12から商品を取り出して検品作業を行うことができるので、作業効率が向上することになる。
【産業上の利用可能性】
【0060】
本発明は、仮置き台を備えると共に、複数のコンテナをブロックとして仕分け位置に搬入するように構成しつつ、作業効率を一層向上することができるピッキングシステムを提供する。本発明は、商品の流通過程で用いられるピッキングシステムに関し、商品の仕分けの技術分野に広く好適である。
【図面の簡単な説明】
【0061】
【図1】本発明の実施の形態に係るピッキングシステムの平面図である。
【図2】コンベア及び仮置き台の斜視図である。
【図3】商品棚の正面図である。
【図4】ピッキングシステムの制御系統を示すブロック図である。
【図5】ピッキングシステムのコンピュータ制御を示すフローチャートである。
【図6】同フローチャートである。
【図7】同フローチャートである。
【図8】コンテナ重量を測定して検品を行う構成の説明図である。
【図9】待機スペースを設けた仮置き台の説明図である。
【符号の説明】
【0062】
1 ピッキングシステム
10b 投入完了スイッチ(投入完了指示手段)
11 仮置き台
11a 商品バーコードスキャナ(品目識別手段)
11b 重量測定器
11c 検品スイッチ(取出完了指示手段)
11e 投入個数表示器
12 商品棚
12b 取出個数表示器
12c 取出スイッチ(品目識別手段)
13 モニタ(モニタ手段)
20 コンピュータ(検品手段)
20a メモリ(記憶手段)
31 コンテナ重量測定器
【技術分野】
【0001】
本発明は、商品の流通過程で用いられるピッキングシステムに関し、商品の仕分けの技術分野に属する。
【背景技術】
【0002】
スーパーマーケットやコンビニエンスストア向け商品の配送センター等においては、出荷先毎に受注商品を受注個数づつ取り揃える集品作業が行われる。そして、このような集品作業を行うシステムとしてピッキングシステムがある。このピッキングシステムでは、品目毎に商品が収納された商品棚から受注商品を受注個数取り出して、出荷先毎のコンテナに投入するという作業が行われる。
【0003】
一方、ピッキングシステムには、商品棚から取り出した商品の個数を検品したり、作業効率の向上を図るなどの目的で、商品棚から取り出した商品を一旦仮置きする仮置き台が備えられることがある。
【0004】
さらに、コンテナをコンベアで搬送する場合、該コンベアの起動停止の頻度を低減させるために、複数のコンテナをブロックとして仕分け位置に停止させ、停止させたコンテナに対して順次集品を行って、搬送時間の短縮及び電力消費の抑制を図ることがある。
【0005】
ここで、前記仮置き台を備えたシステムとして特許文献1に記載のシステムがある。このシステムは、仕分け位置の商品棚とコンベアとの間に設置された仮置き台に重量測定器とバーコードスキャナとを備え、商品棚から取り出した商品に貼付されたバーコードがバーコードスキャナで読み込まれた上で、商品は仮置き台に仮置きされる。このとき、商品に貼付されたバーコードの読み込みにより取り出した商品の品目が認識され、予め記憶されている商品の単位重量データが読み出される。そして、仮置き台に備えられた重量測定器により、仮置きした商品の重量が測定され、この重量値と前記単位重量データとにより、仮置きされている商品の個数が算出され、この商品個数を受注個数と照会することにより検品が行われる。
【0006】
なお、特許文献2には、商品を品目毎に積載した商品運搬車を移動させながら、その移動経路に沿って配置された出荷用コンテナに受注個数の商品を投入するソーティングシステムにおいて、商品運搬車には重量測定器が備えられ、該運搬車から商品を取り出したときの重量測定器による減重量に基づいて取り出した商品個数の検品を行うように構成されたシステムが開示されている。
【0007】
【特許文献1】特開2001−114407号公報
【特許文献2】特開2000−142928号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、前記特許文献1に記載のシステムでは、仕分け位置に停止したコンテナ毎に、商品棚から品目毎に受注個数の商品を取り出すという作業が繰り返して行われるため、投入すべきコンテナが変わる都度、同一品目の商品を何度も商品棚まで取りに行かなければならなくなる可能性があり、作業効率の点で問題がある。
【0009】
そこで、本発明は、仮置き台を備えると共に、複数のコンテナをブロックとして仕分け位置に搬入するように構成しつつ、作業効率を一層向上することができるピッキングシステムを提供することを課題とする。
【課題を解決するための手段】
【0010】
前記課題を解決するため、本発明は次のように構成したことを特徴とする。
【0011】
まず、請求項1に記載の発明は、品目毎に商品を収容した商品棚に沿って設けられた仕分け位置にコンテナを搬入し、該仕分け位置において、受注データに基いて商品棚から取り出した受注商品を、前記コンテナに受注個数ずつ投入して集品するピッキングシステムであって、コンテナは仕分け位置に複数個ずつ搬入するように構成されていると共に、前記商品棚側に備えられて、受注データに基いて仕分け位置に搬入された複数個のコンテナに対する受注個数の合計個数を品目毎に表示する取出個数表示器と、該表示器の表示に従って商品棚から取り出した商品を仮置きすると共に仮置きされた商品の重量を測定する重量測定器を有する仮置き台と、前記コンテナ側に備えられて仕分け位置に搬入されたコンテナ毎の受注個数を表示する投入個数表示器と、品目毎に商品の単位重量を記憶する記憶手段と、商品棚から取り出した商品の品目を識別する品目識別手段とが備えられ、商品棚から取り出して仮置き台に仮置きされた商品の重量と、仮置き台からコンテナに商品が投入されたときの仮置き台に仮置きされた商品の重量と、前記品目識別手段で識別されて前記記憶手段から読み出された当該商品の単位重量とに基いて、前記各コンテナへの投入個数を算出する検品手段が備えられていることを特徴とする。
【0012】
また、請求項2に記載の発明は、前記請求項1に記載のピッキングシステムにおいて、商品棚から商品の取出完了を指示する取出完了指示手段と、仮置き台からコンテナへの商品の投入完了を指示する投入完了指示手段とが備えられ、仮置き台に備えられた重量測定器は、前記取出完了指示手段により取出完了が指示されたときと、前記投入完了指示手段により投入完了が指示されたときとに、仮置きされた商品の重量を測定することを特徴とする。
【0013】
そして、請求項3に記載の発明は、前記請求項1または請求項2に記載のピッキングシステムにおいて、作業者が取り出すべき商品の名称もしくは画像を表示させるモニタ手段が備えられ、コンテナに受注商品を受注個数投入したときに、前記モニタ手段は、当該受注商品に係る表示内容を変更することを特徴とする。
【0014】
また、請求項4に記載の発明は、前記請求項1から請求項3のいずれかに記載のピッキングシステムにおいて、検品手段は、仮置きされた商品の重量と当該商品の単位重量とに基いて仮置きされた商品の個数を算出すると共に、該商品の個数と取出個数表示器に表示された合計個数とが一致しないときは、取出個数表示器は、過不足数を表示することを特徴とする。
【0015】
さらに、請求項5に記載の発明は、前記請求項1から請求項4のいずれかに記載のピッキングシステムにおいて、検品手段により算出された各コンテナへの投入個数と投入個数表示器に表示された受注個数とが一致しないときは、投入個数表示器は、過不足数を表示することを特徴とする。
【0016】
そして、請求項6に記載の発明は、前記請求項1から請求項5のいずれかに記載のピッキングシステムにおいて、仕分け位置に搬入された各コンテナの重量を測定するコンテナ重量測定器が設けられ、検品手段は、該コンテナ重量測定器による各コンテナの増重量と、品目識別手段で識別されて記憶手段から読み出された当該商品の単位重量とに基いて投入個数を算出することを特徴とする。
【発明の効果】
【0017】
請求項1に記載の発明によれば、まず、複数のコンテナをブロックとして仕分け位置に搬入させる。そして、受注データに基づいてこれらのコンテナに対する受注個数の合計個数が品目毎に取出個数表示器に表示される。作業者は、取出個数表示器の表示に従って商品棚から商品を取り出し、取り出した商品を仮置き台に仮置きする。仮置き台に備えられている重量測定器は、仮置きされた商品の重量を測定する。さらに作業者は、品目識別手段として例えば取り出した商品に貼付されたバーコードをバーコードリーダに読み込ませて、当該商品の品目を認識させる。
【0018】
次に、作業者は、各コンテナの受注個数を表示する投入個数表示器の表示に従って、仮置き台に仮置きされている商品を各コンテナに分配する。作業者が商品をコンテナに投入したとき、重量測定器により仮置きされた商品の重量が測定され、この重量値と商品棚から取り出した商品を仮置きしたときに測定した重量値とにより、仮置きされている商品の減重量が算出され、この減重量を当該商品の単位重量で除算することにより作業者がコンテナに投入した商品の個数(投入個数)を算出することができる。そして、この投入個数と当該コンテナの受注個数とを照会させて投入個数が正しいか否かを検品することができる。
【0019】
一方、商品棚から取り出した商品を仮置き台に仮置きしたときに、重量測定器による商品の重量と当該商品の単位重量とに基いて作業者が商品棚から取り出した商品の個数(取出個数)を算出することができ、この取出個数と取出個数表示器に表示した合計個数とを紹介させて取出個数が正しいか否かを検品することも可能である。
【0020】
このように、本発明においては、まず、仕分け位置にある複数のコンテナに対する受注個数の合計個数を品目毎に取り出して仮置き台に仮置きするので、作業者は、少なくとも複数のコンテナに投入すべき商品の合計品目数の回数だけ、つまり1品目当り1回だけ商品棚から商品を取り出す作業をすればよくなり、商品棚と仮置き台との間を往復する回数が大幅に削減されて作業効率が向上することになる。
【0021】
次に、請求項2に記載の発明によれば、作業者が商品を仮置きしたときに取出完了指示手段で取出完了を指示したタイミングで仮置きされた商品の重量が測定される。同様に、作業者が商品をコンテナに投入したときに投入完了指示手段で投入完了を指示したタイミングで仮置きされた商品の重量が測定され、投入個数の検品が行われる。このように、両指示手段により重量測定器による重量測定のタイミングを明確にすると共に、重量測定を確実に指示することができる。
【0022】
また、請求項3記載の発明によれば、モニタ手段は、商品棚から取り出すべき商品の名称もしくは画像を表示するので、作業者が順次商品棚から取り出すべき商品の品目を認識することができ、商品棚から誤った品目の商品を取り出すことを防止することができる。また、例えば受注商品を受注個数コンテナに投入したときにモニタ手段に表示された受注品目の一覧において、当該商品に係る表示が消去されるようにするなど、商品が適正にコンテナに投入されたときに表示内容が変更されるようにすることにより、作業者が表示内容の変更を確認して投入個数の過不足の発生を防止することができる。
【0023】
そして、請求項4に記載の発明によれば、複数のコンテナに対する受注個数の合計個数を検品する場合、仮置きされた商品の個数と取出個数表示器に表示された合計個数とが一致しないときには、取出個数表示器に過不足数を表示するので、作業者は自ら過不足数を数える必要がなく、取出個数表示器を確認して直ちに仮置きした商品の個数を調整することができる。
【0024】
また、請求項5に記載の発明によれば、投入個数の検品を行う際に、コンテナの受注個数と投入個数とが一致しない場合は、投入個数表示器に過不足数を表示するので、作業者は自ら過不足数を数える必要がなく、投入個数表示器を確認して直ちに投入個数を調整することができる。
【0025】
そして、請求項6に記載の発明によれば、検品手段は、コンテナへの投入個数を、コンテナ重量測定器によるコンテナの増重量と当該商品の単位重量とに基づいて投入個数の検品を行うので、前述の仮置き台に備えられた重量測定器による仮置きした商品の減重量と当該商品の単位重量とに基づいて行う投入個数の検品と合わせて2重に検品されることになって、より確実な投入個数の検品が行われることになる。
【発明を実施するための最良の形態】
【0026】
以下、本発明の実施の形態について説明する。
【0027】
図1に示すように、本実施の形態に係るピッキングシステム1は、コンテナC…Cを搬送するコンベア10と、該コンベア10に隣接して配置された仮置き台11と、該仮置き台11を挟んで前記コンベア10と反対側に配置された商品棚12とを備えた複数の作業ゾーン2…2を直列に配置したものである。そして、このシステム1では、複数のコンテナC…C(ここでは6個のコンテナ)をブロックとしてコンベア10で搬送させて、前記仮置き台11近傍の仕分け位置Sに1ブロック分のコンテナC…Cを停止させ、作業者は停止した各コンテナC…Cに対して受注商品を受注個数投入して集品する。
【0028】
図2に示すように、コンベア10は、コンテナCを搬送する平ベルトコンベアであって、該コンベア10の上流側には、コンテナC…Cに貼付されているバーコードBcを読み込むためのコンテナバーコードスキャナ10aが備えられている。また、コンベア10の仮置き台11側には、該コンベア10に沿って各コンテナCが仕分け位置Sで停止する位置に対応して、作業者が投入完了を指示すると共に点灯可能な投入完了スイッチ10b…10bが設けられている。
【0029】
また、仮置き台11には、商品に貼付されたバーコードBxを読み込む商品バーコードスキャナ11aと、仮置き台11上の商品の重量を測定する重量測定器11bと、仮置き台11上の商品の個数検品を開始する検品スイッチ11cと、前記コンベア10を起動させるコンベア起動スイッチ11dと、各コンテナCへの商品の投入個数を表示するコンテナ数分の投入個数表示器11e…11eとが備えられている。商品に貼付されたバーコードBxには、商品の品目コード等のデータが含まれている。
【0030】
また、仕分け位置Sのコンベア10の上方には、集品作業の進捗状況を表示するモニタ13が設けられている。このモニタ13には、コンテナCに投入すべき商品名及び該商品の画像の一覧が表示され、商品の投入が完了すると、該商品に係る品目についての表示が消去される。また、モニタ13は、作業者が仮置き台11に仮置きすべき商品の個数、コンテナC毎の受注個数、検品の際に算出される商品の過不足数などが表示されるようになっている。
【0031】
図3に示すように、商品棚12には、商品を品目毎に収容するための複数のポケット12a…12a(ここでは縦4列、横6列の合計24つのポケット)が設けられ、各ポケット12a毎に、作業者が取り出すべき商品の個数を表示する取出個数表示器12bと、作業者が取り出した商品の品目を指示すると共に点灯可能な取出スイッチ12cとが備えられている。
【0032】
このピッキングシステム1における集品作業のプロセスについて説明すると、コンベア10は、6個のコンテナC…Cをブロックとして搬送しつつ、搬送途中でコンテナバーコードスキャナ10aによりコンテナCに貼付されているバーコードBcが読み取られる。そして、仕分け位置Sに6個のコンテナC…Cが搬入されてコンベア10は停止する。
【0033】
一方、取出個数表示器12b…12bは、搬入された6個のコンテナC…Cに投入すべき受注個数の合計個数を各品目毎に表示する。作業者は、この表示器12bの表示に従って商品棚12の各ポケット12aから商品を取り出すと共に、取出スイッチ12cを押下操作して取出スイッチ12cを消灯させ、商品を仮置き台11に仮置きする。そして、作業者が検品スイッチ11cを押下操作したときに、仮置き台11上の商品個数が検品され、過不足数を取出個数表示器12b及びモニタ13に表示する。
【0034】
仮置き台11上の商品個数について検品結果がOK(過不足数ゼロ)の場合は、各投入個数表示器11eは、各コンテナC毎の受注個数を表示すると共に、受注個数が1以上の各コンテナCに対応する投入完了スイッチ10bが点灯する。この時、各コンテナCが仕分け位置Sに到着していなければ、投入完了スイッチ10bは点灯せず、例えば各コンテナ用に配置された投入個数表示器11eが点滅表示するなどの方法で、作業者に投入不可の旨を知らせる。そして、各コンテナCが仕分け位置Sに到着したときに、投入完了スイッチ10bは点灯すると共に、投入個数表示器11eの点滅表示が点灯表示に切り換えられて、作業者に投入可の旨を知らせる。
【0035】
そして、作業者は、投入個数表示器11eの表示に従って商品をコンテナCに投入する。作業者が商品投入後、投入完了スイッチ10bを押下操作すると、コンテナCに投入した商品の投入個数が検品され、検品OKの場合は、投入完了スイッチ10bが消灯する。この操作を最大6個のコンテナC…Cについて繰り返すことにより1品目について各コンテナCへの商品の分配が終了し、続いて各品目について同様の作業を行うことにより各コンテナCへの全受注商品の集品が行われることになる。そして、各コンテナCへの集品が終了すると、作業者は、コンベア起動スイッチ11dを押下操作して、コンテナC…Cを下流側に搬送させる。
【0036】
図4に示すように、このピッキングシステム1を制御するコンピュータ20は、コンテナバーコードスキャナ10a、投入完了スイッチ10b、商品バーコードスキャナ11a、重量測定器11b、検品スイッチ11c、コンベア起動スイッチ11d、及び取出スイッチ12c等からの信号を入力し、コンベア10、投入個数表示器11e、取出個数表示器12b、及びモニタ13等に制御信号を出力する。また、コンピュータ20は、投入完了スイッチ10b及び取出スイッチ12cを点灯、消灯させるための制御信号を出力する。一方、コンピュータ20には、受注先に対する受注商品及び受注個数等の受注データや、品目毎の単位重量データを記憶したメモリ20aが備えられている。
【0037】
次に、ピッキングシステム1におけるコンピュータ制御の例を図5〜7のフローチャートを用いて説明する。
【0038】
まず、図5のステップS1において、コンベア10で搬送されている6個のコンテナC…Cに貼付されたバーコードBcを、バーコードスキャナ10aで読み込み、コンピュータ20は各コンテナCへの受注品目及び受注個数等を含む受注データを読み出す。次に、ステップS2で各コンテナCの受注データにより各コンテナCへの受注個数の合計個数Ntを品目毎に算出すると共に該当する取出スイッチ12cを点灯させる。そして、ステップS3で、各品目に対応する取出個数表示器12b…12bに、前記ステップS2で算出した合計個数Ntを表示する。このとき、モニタ13には、受注商品の名称及び画像が一覧として表示されている。そして、ステップS4に進み、作業者が取出個数表示器12bの表示に従って商品棚12のポケット12aから取り出すと共に取出スイッチ12cを押下操作して消灯させ、仮置き台11に仮置きした商品の個数(取出個数)の検品を行う。
【0039】
ステップS4の取出個数の検品は、図6のサブルーチンにより行う。即ち、ステップS21で、取出スイッチ12cのON信号を受信して、ステップS22で、作業者が仮置き台11に仮置きした商品の品目を識別する。このとき、ステップS23で、取出スイッチ12cを消灯させる。なお、ステップS23は、取出スイッチ12cのON信号だけでなく、仮置き台11に備えられたバーコードスキャナ11aにより商品に貼付されたバーコードBxを読み取らせるようにしてもよい。
【0040】
次に、ステップS24で、検品スイッチ11cのON信号を受信して、ステップS25で、仮置き台11上の商品の重量W1を重量測定器11bにより測定する。そして、ステップS26で、ステップS22で識別した商品の単位重量データをメモリ20aから読み出し、ステップS27で、前記重量W1を単位重量で除算して取出個数Noを算出する。そして、ステップS28で、取出個数Noが合計個数Ntと一致するか否かを判定する。
【0041】
ステップS28で、取出個数Noと合計個数Ntとが一致すれば、即ち検品OKであれば、ステップS29に進んで、今回の検品された品目についてのフラグFi=1(i=1〜m、m:6つのコンテナに投入すべき合計品目数)として、図5のステップS5に進む。
【0042】
一方、ステップS28で、取出個数Noと合計個数Ntとが一致しない場合は検品NGとして、ステップS30で、アラームを鳴らすことにより作業者に検品NGを知らせると共に、ステップS31で、取出個数表示器12bとモニタ13とに過不足数(No−Nt)を表示し、ステップS23に戻る。なお、過不足数(No−Nt)が表示されると、作業者は仮置き台11に仮置きした商品の個数を調整することになる。
【0043】
図5のステップS5では、ステップS1で読み込まれた受注データに基いて、コンテナC毎の受注個数Naを各投入個数表示器11eに表示し、ステップS6で、受注個数Naが1以上のコンテナCに対応する投入完了スイッチ10bを点灯させる。そして、ステップS7で、コンテナCに商品が投入されると、コンテナCに投入された商品の個数(投入個数)の検品を行う。
【0044】
ステップS7の投入個数の検品は、図7のサブルーチンにより行う。即ちステップS41で、作業者による投入完了スイッチ10bのON信号を受信することにより、ステップS42で、仮置き台11に仮置きされた商品の重量W2を重量測定器11bにより測定する。次に、ステップS43で、取出個数Noの検品時に測定した商品の重量W1から前記重量W2を減算し、つまり作業者が仮置き台11上の商品をコンテナCに投入した結果生じた仮置き台11上の商品の減重量(W1−W2)を算出し、この減重量(W1−W2)とメモリ20aから読み出した当該商品の単位重量とに基いて投入個数Niを算出する。そして、ステップS44で、投入個数Niが受注個数Naと一致するか否かを判定する。
【0045】
ステップS44で投入個数Niが受注個数Naと一致する場合は、検品OKとしてステップS45に進み、一致しない場合は検品NGとしてステップS46に進んでアラームを鳴らすことにより作業者に検品NGを知らせると共に、ステップS47で、投入個数表示器11eとモニタ13とに過不足数(Na−Ni)を表示する。なお、これらに過不足数が表示されると、作業者はコンテナCに投入した商品の個数を調整することになる。
【0046】
ステップS45では、商品を投入したコンテナCに対応する投入完了スイッチ10bを消灯させる。そして、ステップS48で、当該コンテナCに係るコンテナ別フラグfj=1(j=1〜n、n:受注個数Naが1以上のコンテナ数)としてステップS49に進み、コンテナ別フラグf1〜fn=1か否かを判定する。コンテナ別フラグf1〜fnが1でない場合は、当該品目について受注商品が投入されていないコンテナCが存在することになるので、ステップS41に戻って、受注個数Naが1以上のコンテナC…C全てについて当該品目の商品の投入が終了するまで商品投入の作業を繰り返すことになる。
【0047】
そして、コンテナ別フラグf1〜fn=1の場合は、受注個数Naが1以上の全てのコンテナC…Cに対して当該品目の商品が受注個数投入されていることになるので、ステップS50に進んでコンテナ別フラグf1〜fn=0とした上で、図5のステップS8に進む。このとき、モニタ13の表示において、当該品目に係る表示が消去される。
【0048】
図5のステップS8では、商品別フラグF1〜Fm=1か否かを判定する。商品別フラグF1〜Fmが1でない場合は、コンテナC…Cに投入すべき品目の商品が残っていることになるので、ステップS4に戻って商品別フラグF1〜Fm=1になるまで、同様に作業が繰り返されることになる。
【0049】
商品別フラグF1〜Fm=1の場合は、各コンテナCに受注商品が投入されたことになるので、ステップS9で商品別フラグF1〜Fm=0として、ステップS10でコンベア起動スイッチ11dのON信号を受信して、仕分け位置Sにある6個のコンテナC…Cをコンベア10で下流側に搬送させて、リターンする。
【0050】
以上のように、本実施の形態に係るピッキングシステム1によれば、仕分け位置Sにある複数のコンテナC…Cに対する受注個数の合計個数を品目毎に取り出して仮置き台11に仮置きするので、作業者は、少なくとも複数のコンテナC…Cに投入すべき商品の合計品目数の回数だけ、つまり1品目当り1回だけ商品棚12から商品を取り出す作業をすればよくなり、商品棚12と仮置き台11との間を往復する回数が大幅に削減されて作業効率が向上することになる。
【0051】
また、作業者が商品を仮置きしたときに検品スイッチ11cで取出完了を指示したタイミングで仮置きされた商品の重量が測定されると共に、作業者が商品をコンテナCに投入したときに投入完了スイッチ10bで投入完了を指示したタイミングで仮置きされた商品の重量が測定され、投入個数の検品が行われる。このように、両スイッチ11c,10bにより重量測定器11bによる重量測定のタイミングを明確にすると共に、重量測定を確実に指示することができる。
【0052】
また、モニタ13は、商品棚12から取り出すべき商品の名称もしくは画像を表示するので、作業者が順次商品棚12から取り出すべき商品の品目を認識することができ、商品棚12から誤った品目の商品を取り出すことを防止することができる。また、商品が適正にコンテナCに投入されたときにモニタ13の表示内容が変更されるようにすることにより、作業者が表示内容の変更を確認して投入個数の過不足の発生を防止することができる。
【0053】
そして、複数のコンテナC…Cに対する受注個数の合計個数を検品する場合、仮置きされた商品の個数と取出個数表示器12bに表示された合計個数とが一致しないときには、取出個数表示器12bに過不足数を表示するので、作業者は自ら過不足数を数える必要がなく、取出個数表示器12bの表示を確認して直ちに仮置きした商品の個数を調整することができる。
【0054】
また、投入個数の検品を行う際に、コンテナCの受注個数と投入個数とが一致しない場合は、投入個数表示器11eに過不足数を表示するので、作業者は自ら過不足数を数える必要がなく、投入個数表示器11eの表示を確認して直ちに投入個数を調整することができる。
【0055】
一方、仕分け位置Sに各コンテナCの重量を測定する機能を設け、コンテナCに商品を投入した際の各コンテナCの増重量に基いて投入個数の検品を行い、前述の仮置き台11上の商品の減重量に基く投入個数の検品と合わせて2重の検品を行うように構成することができる。
【0056】
このような構成とした例を図8に示す。これによると、図8(a)に示すように、コンテナC…Cをローラコンベア30で搬送するように構成すると共に、該コンベア30のローラ30a,30a間を通過してコンテナCを支持可能なコンテナ重量測定器31を備え、図8(b)に示すように、各コンテナCが仕分け位置Sに搬入されたときに、ローラコンベア30を下方に移動させ(矢印A参照)、前記コンテナ重量測定器31により各コンテナCの重量を測定するようにしている。そして、コンテナCの増重量と商品の単位重量とにより、投入個数を算出することができる。なお、ローラコンベア30の位置を固定して、重量測定器31が上動するように構成し、該測定器31が上動することによりコンテナ重量測定器31にコンテナCを支持させるようにしてもよい。
【0057】
そして、このように2重に検品を行うことにより、より確実な投入個数の検品を行うことができる。また、重量測定器11b又はコンテナ重量測定器31の測定に基く検品機能のうち、片方の検品機能が故障した場合でも作業を続けることができるという利点もある。
【0058】
なお、コンテナCの搬入をコンベア10、30を用いずに、手作業で仕分け位置Sに搬入するようにしてもよい。
【0059】
一方、図9に示すように、仮置き台11には、検品済みの商品を一旦待機させる待機スペース11fを設けるようにしてもよい。待機スペース11fは、仮置き台11において投入個数表示器11eのコンベア10側に位置するように設けられている。このように仮置き台11に待機スペース11fを設けることによって、検品OKの際に各コンテナCが仕分け位置Sに搬入されていない場合、作業者は、検品済みの商品を前記待機スペース11fに置いて、当該商品について投入待ちをさせることができる。投入待ちの間に、作業者は別品目の商品について、商品棚12から商品を取り出して検品作業を行うことができるので、作業効率が向上することになる。
【産業上の利用可能性】
【0060】
本発明は、仮置き台を備えると共に、複数のコンテナをブロックとして仕分け位置に搬入するように構成しつつ、作業効率を一層向上することができるピッキングシステムを提供する。本発明は、商品の流通過程で用いられるピッキングシステムに関し、商品の仕分けの技術分野に広く好適である。
【図面の簡単な説明】
【0061】
【図1】本発明の実施の形態に係るピッキングシステムの平面図である。
【図2】コンベア及び仮置き台の斜視図である。
【図3】商品棚の正面図である。
【図4】ピッキングシステムの制御系統を示すブロック図である。
【図5】ピッキングシステムのコンピュータ制御を示すフローチャートである。
【図6】同フローチャートである。
【図7】同フローチャートである。
【図8】コンテナ重量を測定して検品を行う構成の説明図である。
【図9】待機スペースを設けた仮置き台の説明図である。
【符号の説明】
【0062】
1 ピッキングシステム
10b 投入完了スイッチ(投入完了指示手段)
11 仮置き台
11a 商品バーコードスキャナ(品目識別手段)
11b 重量測定器
11c 検品スイッチ(取出完了指示手段)
11e 投入個数表示器
12 商品棚
12b 取出個数表示器
12c 取出スイッチ(品目識別手段)
13 モニタ(モニタ手段)
20 コンピュータ(検品手段)
20a メモリ(記憶手段)
31 コンテナ重量測定器
【特許請求の範囲】
【請求項1】
品目毎に商品を収容した商品棚に沿って設けられた仕分け位置にコンテナを搬入し、該仕分け位置において、受注データに基いて商品棚から取り出した受注商品を、前記コンテナに受注個数ずつ投入して集品するピッキングシステムであって、コンテナは仕分け位置に複数個ずつ搬入するように構成されていると共に、前記商品棚側に備えられて、受注データに基いて仕分け位置に搬入された複数個のコンテナに対する受注個数の合計個数を品目毎に表示する取出個数表示器と、該表示器の表示に従って商品棚から取り出した商品を仮置きすると共に仮置きされた商品の重量を測定する重量測定器を有する仮置き台と、前記コンテナ側に備えられて仕分け位置に搬入されたコンテナ毎の受注個数を表示する投入個数表示器と、品目毎に商品の単位重量を記憶する記憶手段と、商品棚から取り出した商品の品目を識別する品目識別手段とが備えられ、商品棚から取り出して仮置き台に仮置きされた商品の重量と、仮置き台からコンテナに商品が投入されたときの仮置き台に仮置きされた商品の重量と、前記品目識別手段で識別されて前記記憶手段から読み出された当該商品の単位重量とに基いて、前記各コンテナへの投入個数を算出する検品手段が備えられていることを特徴とするピッキングシステム。
【請求項2】
商品棚から商品の取出完了を指示する取出完了指示手段と、仮置き台からコンテナへの商品の投入完了を指示する投入完了指示手段とが備えられ、仮置き台に備えられた重量測定器は、前記取出完了指示手段により取出完了が指示されたときと、前記投入完了指示手段により投入完了が指示されたときとに、仮置きされた商品の重量を測定することを特徴とする請求項1に記載のピッキングシステム。
【請求項3】
作業者が取り出すべき商品の名称もしくは画像を表示させるモニタ手段が備えられ、コンテナに受注商品を受注個数投入したときに、前記モニタ手段は、当該受注商品に係る表示内容を変更することを特徴とする請求項1または請求項2に記載のピッキングシステム。
【請求項4】
検品手段は、仮置きされた商品の重量と当該商品の単位重量とに基いて仮置きされた商品の個数を算出すると共に、該商品の個数と取出個数表示器に表示された合計個数とが一致しないときは、取出個数表示器は、過不足数を表示することを特徴とする請求項1から請求項3のいずれかに記載のピッキングシステム。
【請求項5】
検品手段により算出された各コンテナへの投入個数と投入個数表示器に表示された受注個数とが一致しないときは、投入個数表示器は、過不足数を表示することを特徴とする請求項1から請求項4のいずれかに記載のピッキングシステム。
【請求項6】
仕分け位置に搬入された各コンテナの重量を測定するコンテナ重量測定器が設けられ、検品手段は、該コンテナ重量測定器による各コンテナの増重量と、品目識別手段で識別されて記憶手段から読み出された当該商品の単位重量とに基いて投入個数を算出することを特徴とする請求項1から請求項5のいずれかに記載のピッキングシステム。
【請求項1】
品目毎に商品を収容した商品棚に沿って設けられた仕分け位置にコンテナを搬入し、該仕分け位置において、受注データに基いて商品棚から取り出した受注商品を、前記コンテナに受注個数ずつ投入して集品するピッキングシステムであって、コンテナは仕分け位置に複数個ずつ搬入するように構成されていると共に、前記商品棚側に備えられて、受注データに基いて仕分け位置に搬入された複数個のコンテナに対する受注個数の合計個数を品目毎に表示する取出個数表示器と、該表示器の表示に従って商品棚から取り出した商品を仮置きすると共に仮置きされた商品の重量を測定する重量測定器を有する仮置き台と、前記コンテナ側に備えられて仕分け位置に搬入されたコンテナ毎の受注個数を表示する投入個数表示器と、品目毎に商品の単位重量を記憶する記憶手段と、商品棚から取り出した商品の品目を識別する品目識別手段とが備えられ、商品棚から取り出して仮置き台に仮置きされた商品の重量と、仮置き台からコンテナに商品が投入されたときの仮置き台に仮置きされた商品の重量と、前記品目識別手段で識別されて前記記憶手段から読み出された当該商品の単位重量とに基いて、前記各コンテナへの投入個数を算出する検品手段が備えられていることを特徴とするピッキングシステム。
【請求項2】
商品棚から商品の取出完了を指示する取出完了指示手段と、仮置き台からコンテナへの商品の投入完了を指示する投入完了指示手段とが備えられ、仮置き台に備えられた重量測定器は、前記取出完了指示手段により取出完了が指示されたときと、前記投入完了指示手段により投入完了が指示されたときとに、仮置きされた商品の重量を測定することを特徴とする請求項1に記載のピッキングシステム。
【請求項3】
作業者が取り出すべき商品の名称もしくは画像を表示させるモニタ手段が備えられ、コンテナに受注商品を受注個数投入したときに、前記モニタ手段は、当該受注商品に係る表示内容を変更することを特徴とする請求項1または請求項2に記載のピッキングシステム。
【請求項4】
検品手段は、仮置きされた商品の重量と当該商品の単位重量とに基いて仮置きされた商品の個数を算出すると共に、該商品の個数と取出個数表示器に表示された合計個数とが一致しないときは、取出個数表示器は、過不足数を表示することを特徴とする請求項1から請求項3のいずれかに記載のピッキングシステム。
【請求項5】
検品手段により算出された各コンテナへの投入個数と投入個数表示器に表示された受注個数とが一致しないときは、投入個数表示器は、過不足数を表示することを特徴とする請求項1から請求項4のいずれかに記載のピッキングシステム。
【請求項6】
仕分け位置に搬入された各コンテナの重量を測定するコンテナ重量測定器が設けられ、検品手段は、該コンテナ重量測定器による各コンテナの増重量と、品目識別手段で識別されて記憶手段から読み出された当該商品の単位重量とに基いて投入個数を算出することを特徴とする請求項1から請求項5のいずれかに記載のピッキングシステム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2006−117368(P2006−117368A)
【公開日】平成18年5月11日(2006.5.11)
【国際特許分類】
【出願番号】特願2004−306401(P2004−306401)
【出願日】平成16年10月21日(2004.10.21)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成18年5月11日(2006.5.11)
【国際特許分類】
【出願日】平成16年10月21日(2004.10.21)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]