
フィルタ
【課題】フィルタの小孔を六角形状として開口率を向上させる場合に、材料の使用量を減らしてコストの低減及び軽量化を図りながら、特にメッシュ部の強度低下を抑制してフィルタの破損を回避できるようにする。
【解決手段】フィルタ10は、オイルを濾過するための六角形の小孔11Aが形成されたメッシュ部12を有している。小孔11Aの周縁を構成する6つの辺部A1〜A6が互いに連続するように形成されている。小孔11Aの6つの辺部A1〜A6のうち、第2、第3辺部A2,A3は、厚肉辺部で構成され、第1、第4〜第6辺部A1,A4〜A6は、第2、第3辺部A2,A3よりも薄肉な薄肉辺部で構成されている。小孔11Aの第2辺部A2と、小孔11Bの第3辺部A3とが連続している。
【解決手段】フィルタ10は、オイルを濾過するための六角形の小孔11Aが形成されたメッシュ部12を有している。小孔11Aの周縁を構成する6つの辺部A1〜A6が互いに連続するように形成されている。小孔11Aの6つの辺部A1〜A6のうち、第2、第3辺部A2,A3は、厚肉辺部で構成され、第1、第4〜第6辺部A1,A4〜A6は、第2、第3辺部A2,A3よりも薄肉な薄肉辺部で構成されている。小孔11Aの第2辺部A2と、小孔11Bの第3辺部A3とが連続している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、流体を濾過するためのフィルタに関するものである。
【背景技術】
【0002】
従来から、例えばエンジンオイル等の被濾過流体を濾過するフィルタは、多数の小孔が形成されたメッシュ部を有している(例えば、特許文献1参照)。特許文献1のフィルタの小孔は、六角形状とされている。これにより、フィルタの開口率を向上させて被濾過流体の流通時の抵抗を減少させることが可能になっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−186784号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、フィルタに関しては、材料の使用量をできるだけ減らしてコストの低減及び軽量化を図りたいという要求がある。
【0005】
しかしながら、材料の使用量を減らすとメッシュ部の強度が低下する虞れがある。このメッシュ部には、被濾過流体の脈動による力や、フィルタが装着された装置による加振力等が作用することがあるが、メッシュ部の強度が低いとフィルタの破損の原因となってしまう。
【0006】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、フィルタの小孔を六角形状として開口率を向上させる場合に、材料の使用量を減らしてコストの低減及び軽量化を図りながら、特にメッシュ部の強度低下を抑制してフィルタの破損を回避できるようにすることにある。
【課題を解決するための手段】
【0007】
第1の発明は、被濾過流体を濾過するための六角形の小孔が多数形成されたメッシュ部を有するフィルタであって、上記小孔の周縁を構成する6つの辺部が互いに連続するように形成され、上記小孔の6つの辺部のうち、一部の辺部は、上記メッシュ部の厚み方向に厚い厚肉辺部で構成され、残りの辺部は、該厚肉辺部よりも薄肉な薄肉辺部で構成され、上記メッシュ部において少なくとも一部の隣り合う小孔の厚肉辺部同士が連続していることを特徴とするものである。
【0008】
第2の発明は、被濾過流体を濾過するための六角形の小孔が多数形成されたメッシュ部を有するフィルタであって、上記小孔の周縁を構成する6つの辺部が互いに連続するように形成され、上記小孔の6つの辺部のうち、一部の辺部は、上記メッシュ部の厚み方向に厚い厚肉辺部で構成され、残りの辺部は、該厚肉辺部よりも薄肉な薄肉辺部で構成され、上記メッシュ部を厚み方向に交差する方向から見たとき、該メッシュ部の少なくとも一部の隣り合う小孔の厚肉辺部の長手方向の端部同士が重なるように形成されていることを特徴とするものである。
【0009】
第3の発明は、第1または2の発明において、メッシュ部は第1及び第2成形型による射出成形品であり、薄肉辺部は、上記第1成形型に設けられた第1凹面で形成されており、厚肉辺部は、上記第1凹面と、該第1凹面と一致するように上記第2成形型に設けられた第2凹面とで形成されていることを特徴とするものである。
【0010】
第4の発明は、第1から3のいずれか1つの発明において、メッシュ部の外周部に一体成形された枠部を備え、上記メッシュ部の外周部に位置する小孔は、該枠部上に亘るように形成されていることを特徴とするものである。
【0011】
第5の発明は、第1から4のいずれか1つの発明において、厚肉辺部は、薄肉辺部よりも被濾過流体の流れ方向上流側へ突出するように形成されていることを特徴とするものである。
【発明の効果】
【0012】
第1の発明によれば、隣り合う小孔の厚肉辺部同士が連続しているので、厚肉辺部がリブとして機能し、メッシュ部の強度を全体として高めることができる。そして、厚肉辺部以外の辺部が薄肉辺部であるため、材料の使用量を抑制できる。つまり、フィルタのコストの低減及び軽量化を図りながら、メッシュ部の強度低下を効果的に抑制して破損を回避できる。
【0013】
第2の発明によれば、メッシュ部を厚み方向に交差する方向から見たときに、隣り合う小孔の厚肉辺部の長手方向の端部同士が重なっているので、隣り合う小孔の厚肉辺部が連続するような形状となる。従って、厚肉辺部がリブとして機能することになり、メッシュ部の強度を全体として高めることができる。そして、第1の発明と同様に薄肉辺部があることで材料の使用量を抑制できるので、フィルタのコストの低減及び軽量化を図りながら、メッシュ部の強度低下を効果的に抑制して破損を回避できる。
【0014】
第3の発明によれば、第1及び第2成形型により、厚肉辺部と薄肉辺部とを一体成形でき、強度の高いメッシュ部を容易に得ることができる。
【0015】
第4の発明によれば、メッシュ部の外周部に位置する小孔の開口が枠部の存在により狭められて小さくなって成形型による開口の形成が困難になる場合に、その外周部に位置する小孔が枠部上に亘るように形成されていることで、その外周部に位置する小孔を、メッシュ部の内側に位置する小孔と同様に形成することができる。これにより、外周部に位置する小孔も開口させることが可能になるので、フィルタの開口率を向上させることができる。
【0016】
第5の発明によれば、被濾過流体中に混入しているゴミ等がメッシュ部に付着した際、そのゴミの形状が扁平で小孔を覆うような形状であっても、厚肉辺部が薄肉辺部よりも上流側へ突出していることで、ゴミと小孔との間にオイルの流通可能な隙間が形成され易くなる。これにより、被濾過流体の流通時の抵抗を低減することができる。
【図面の簡単な説明】
【0017】
【図1】オイルストレーナの分解斜視図である。
【図2】フィルタの一部を拡大してオイル流れ方向下流側から見た斜視図である。
【図3】フィルタの一部を拡大してオイル流れ方向上流側から見た斜視図である。
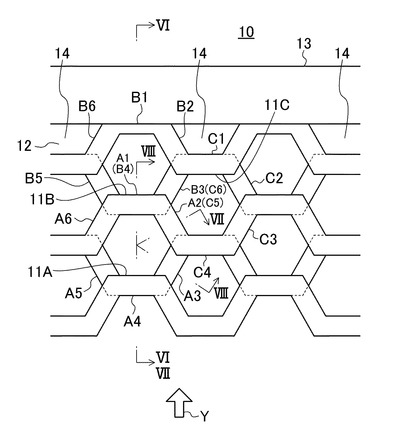
【図4】フィルタの一部を拡大してオイル流れ方向下流側から見た平面図である。
【図5】フィルタの一部を拡大してオイル流れ方向上流側から見た平面図である。
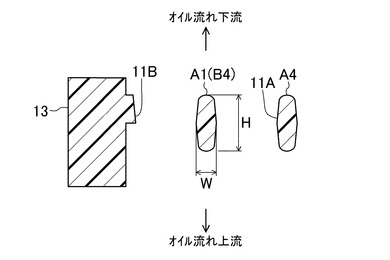
【図6】図4におけるVI-VI線断面図である。
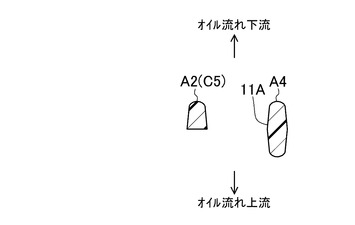
【図7】図4におけるVII-VII線断面図である。
【図8】図4におけるVIII-VIII線断面図である。
【図9】コア型とキャビ型の断面図である。
【図10】実施形態1の変形例にかかる図2相当図である。
【図11】実施形態1の変形例にかかる図3相当図である。
【図12】実施形態1の変形例にかかる図4相当図である。
【図13】実施形態1の変形例にかかる図5相当図である。
【図14】実施形態2にかかる図2相当図である。
【図15】実施形態2にかかる図3相当図である。
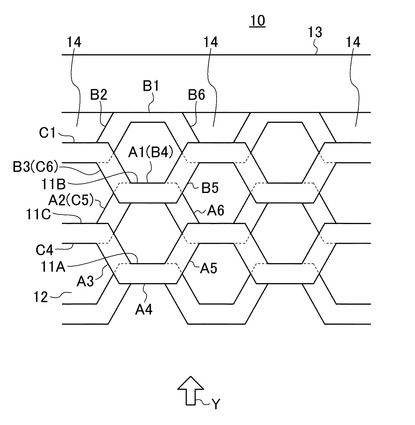
【図16】実施形態2にかかる図4相当図である。
【図17】実施形態2にかかる図5相当図である。
【図18】実施形態3にかかるメッシュ部の一部を拡大してオイル流れ方向下流側から見た斜視図である。
【図19】実施形態3にかかるメッシュ部の一部を拡大してオイル流れ方向上流側から見た斜視図である。
【図20】実施形態3にかかる図4相当図である。
【図21】実施形態3にかかる図5相当図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施形態を図面に基づいて詳細に説明する。尚、以下の好ましい実施形態の説明は、本質的に例示に過ぎず、本発明、その適用物或いはその用途を制限することを意図するものではない。
【0019】
(実施形態1)
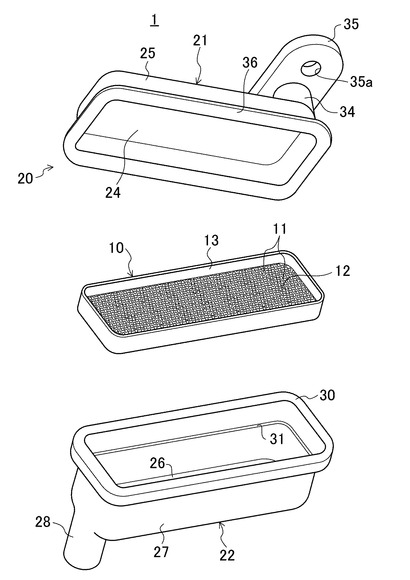
図1は、本発明の実施形態1にかかるフィルタ10を備えたオイルストレーナ1の分解斜視図である。このオイルストレーナ1は、自動車用エンジンのオイルパン(図示せず)内に配設されて該オイルパン内に貯留されているオイル(被濾過流体)を濾過するためのものである。尚、オイルストレーナ1は、エンジン以外にも例えば自動変速機のオイルパン内等に配設することも可能である。
【0020】
オイルストレーナ1は、フィルタ10の他に該フィルタ10を収容するケース20を備えている。
【0021】
ケース20は、所定方向に長く形成されたものであり、上下に分割されたアッパ部材21及びロア部材22を備えている。アッパ部材21及びロア部材22は、共に、樹脂材を成形してなるものである。アッパ部材21は、上壁部24と、上壁部24の周縁部から下方へ延びる周壁部25とを備えている。ロア部材22は、底壁部26と、底壁部26の周縁部から上方へ延びる周壁部27とを備えている。そして、アッパ部材21の周壁部25の下端とロア部材22の周壁部27の下端とを合わせて両部材21,22を結合することでケース20内部にオイル流路(図示せず)が形成されるようになっている。
【0022】
ロア部材22の底壁部26には、ケース20の長手方向一側に吸入管部28が形成されている。吸入管部28はオイル流路に連通して下方へ突出している。吸入管部28の下端は、オイルストレーナ1がエンジンに装着された状態でオイルパンの底壁部近傍に位置するようになっている。
【0023】
ロア部材22の周壁部27には、外方へ延出するフランジ30が形成されている。また、ロア部材22の周壁部27の内面には、フィルタ10が嵌る段差部31が形成されている。
【0024】
アッパ部材21の上壁部24には、ケース20の長手方向他側に吐出管部34が形成されている。吐出管部34はオイル流路に連通して上方へ突出している。吸入管部28からケース20内のオイル流路に吸入されたオイルは、上方へ向かってケース20の長手方向他側へ流れて吐出管部34から吐出されるようになっている。
【0025】
吐出管部34の上端部にはフランジ35が形成されている。フランジ35には、締結部材(図示せず)の挿通孔35aが形成されている。この挿通孔35aに挿通された締結部材によってオイルストレーナ1がエンジンに締結固定されるようになっている。
【0026】
アッパ部材21の周壁部25には、外方へ延出するフランジ36が形成されている。このフランジ36は、ロア部材22のフランジ30に対し全周に亘って溶着されている。フランジ30とフランジ36とは、振動溶着や熱板溶着等の溶着法を用いて溶着するのが好ましいが、接着剤を用いて接着してもよいし、例えば、図示しないが、アッパ部材21とロア部材22との一方に爪を設け、他方に爪が係合する孔部を設けておき、爪を孔部に係合させることによってアッパ部材21とロア部材22とを結合するようにしてもよい。
【0027】
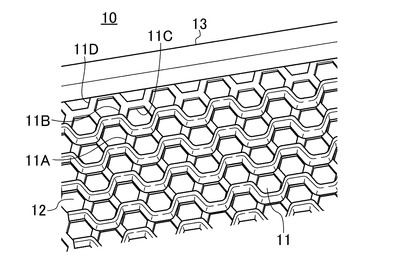
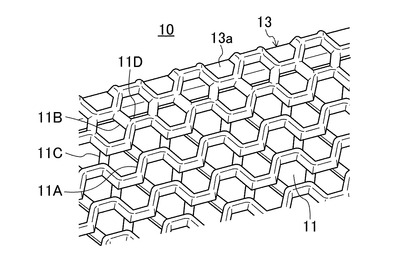
フィルタ10は、多数の小孔11を有する略矩形板状のメッシュ部12と、メッシュ部12の外周部を囲むように設けられた枠部13とを備えており、これらメッシュ部12及び枠部13は樹脂材により一体成形されている。つまり、フィルタ10は射出成形品である。
【0028】
枠部13は、オイル流れ方向の上流側(下側)及び下流側(上側)へそれぞれ突出するように形成されている。メッシュ部12は、ケース20の上壁部24及び下壁部26の中間に位置するように配置される。この状態でフィルタ10の枠部13の下端部がロア部材22の段差部31に嵌り、また、枠部13の上端部がアッパ部材21のフランジ36に溶着され、これにより、フィルタ10が位置決め固定される。尚、フィルタ10の枠部13は、フランジ36に対して振動溶着や熱板溶着するのが好ましいが、接着剤を用いて接着してもよいし、例えば、図示しないが、枠部13をアッパ部材21とロア部材22とで上下方向に挟持するようにしてもよい。
【0029】
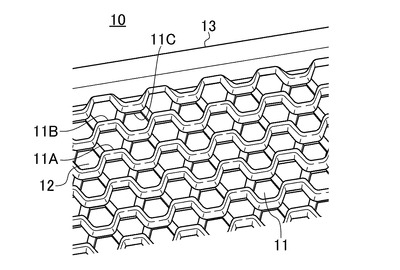
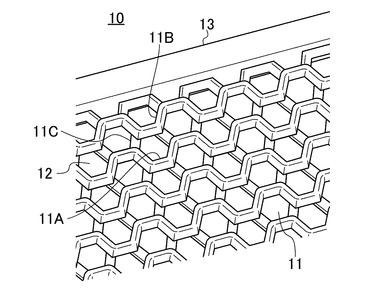
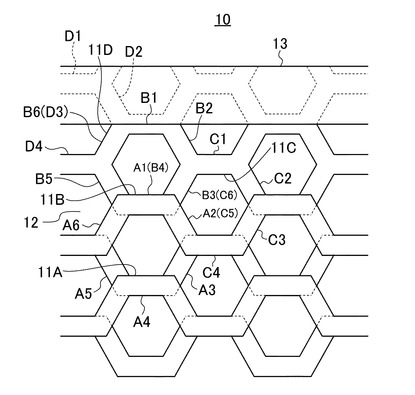
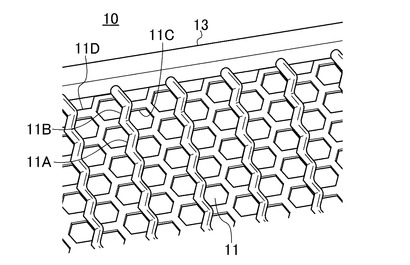
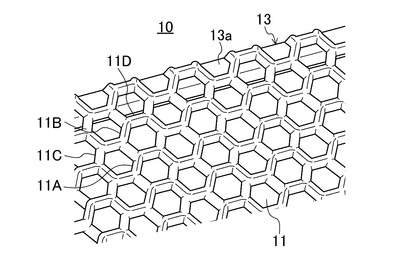
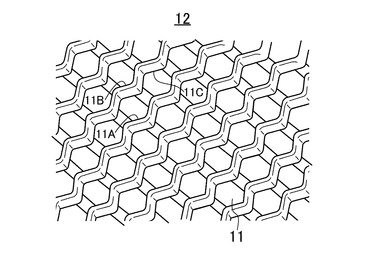
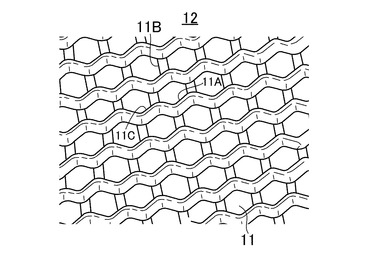
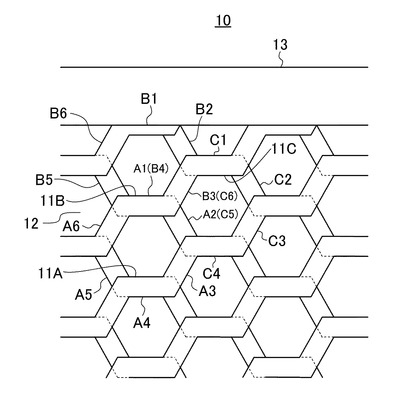
図2及び図3に示すように、メッシュ部12の小孔11は、正六角形とされて規則正しく並ぶように形成されている。図4及び図5に示すように、例えば、小孔11Aの周縁は、6つの辺部A1〜A6(同図にのみ示す)で構成されており、これら辺部A1〜A6の長手方向の端部同士が連続して六角形を形成している。小孔11Aを構成する第1〜第6辺部A1〜A6のうち、第1及び第4辺部A1,A4は、第2、第3、第5、第6辺部A2,A3,A5,A6よりもオイル流れ方向(メッシュ部12の厚み方向)に厚い厚肉辺部で構成されている(図6〜図8参照)。従って、第2、第3、第5、第6辺部A2,A3,A5,A6は薄肉辺部で構成されることになる。
【0030】
図6に示すように、第1及び第4辺部A1,A4は、オイル流れ方向上流側及び下流側に向かって幅が徐々に狭くなる形状とされている。第1及び第4辺部A1,A4の上流側端面は、上流側へ向けて湾曲する湾曲面で構成されている。また、第1及び第4辺部A1,A4の下流側端面も下流側へ向けて湾曲する湾曲面で構成されている。第1及び第4辺部A1,A4の最大幅寸法Wは、オイル流れ方向の寸法Hよりも短く設定されている。Wとしては、例えば、0.4mm程度が好ましく、Hとしては1.2mm程度が好ましい。このように、WとHとを設定することで、第1及び第4辺部A1,A4の断面がオイル流れ方向に長い形状となり、オイルの流通抵抗が低減される。
【0031】
第2、第6辺部A2,A6(図7にA2のみ示す)は、オイル流れ方向下流側へ向かって幅が徐々に狭くなる形状とされている。第2、第6辺部A2,A6の上流側端面は、第1及び第4辺部A1,A4のオイル流れ方向中央部に対応するように位置付けられており、平坦面で構成されている。第2、第6辺部A2,A6の下流側端面は、下流側へ向けて湾曲する湾曲面で構成されている。第1及び第4辺部A1,A4は、第2、第6辺部A2,A6よりもオイル流れ方向上流側へ突出している。
【0032】
第3、第5辺部A3,A5(図8にA3のみ示す)の下流側端面は、第1及び第4辺部A1,A4のオイル流れ方向中央部に対応するように位置付けられており、平坦面で構成されている。第3、第5辺部A3,A5の上流側端面は、上流側へ向けて湾曲する湾曲面で構成されている。
【0033】
また、図4に示すように、小孔11Aに隣接する小孔11Bを構成する第1〜第6辺部B1〜B6(同図及び図5にのみ示す)のうち、第4辺部B4は、厚肉辺部であり、第1〜第3、第5、第6辺部B1〜B3,B5,B6は薄肉辺部である。小孔11Bの第4辺部B4は、小孔11Aの第1辺部A1と共通である(図中において共通する辺部を括弧内に示す)。従って、小孔11Aの第2辺部A2と小孔11Bの第4辺部B4とは連続し、小孔11Aの第6辺部A6と小孔11Bの第4辺部B4とも連続している。
【0034】
また、小孔11Aと小孔11Bに隣接する小孔11Cを構成する第1〜第6辺部C1〜C6のうち、第1及び第4辺部C1,C4は厚肉辺部である。第2、第3、第5、第6辺部C2,C3,C5,C6は薄肉辺部である。小孔11Cの第5辺部C5は、小孔11Aの第2辺部A2と共通である。また、小孔11Cの第6辺部C6は、小孔11Bの第3辺部B3と共通である。
【0035】
枠部13の内面と、例えば小孔11Cとの間は、閉塞部14により閉塞されている。閉塞部14を設けている理由は次のとおりである。すなわち、メッシュ部12の外周部に位置する小孔を枠部13に隣接するように形成しようとすると、枠部13の形状が定まっているため、小孔11A〜11Cのように六角形に開口させることができず、小さな開口(図では小孔11Aの約半分の大きさ)になってしまい、成形型の構造上、成形が困難になるからである。尚、成形型の構造上の問題がなければ、閉塞部14を省略して開口させることも可能である。
【0036】
上記のように構成されたメッシュ部12を、オイルの流れ方向(メッシュ部12の厚み方向)に交差する方向(白抜き矢印Yで示す方向)から見ると、例えば小孔11Aの厚肉辺部である第4辺部A4の長手方向の端部(図4における右側の端部)と、小孔11Aに隣接する小孔11Cの厚肉辺部である第4辺部C4の長手方向の端部(同図における左側の端部)とは、重なることになる。また、例えば小孔11Bの厚肉辺部である第4辺部B4の長手方向の端部(同図における右側の端部)と、小孔11Bに隣接する小孔11Cの厚肉辺部である第4辺部C4の長手方向の端部(同図における左側の端部)とは、重なることになる。このように、隣り合う小孔11A,11B、小孔11B,11Cの厚肉辺部の長手方向の端部同士が重なることで、厚肉辺部がリブのように機能することになり、メッシュ部12の強度が全体として高まっている。
【0037】
また、例えば小孔11Aの第2、第3、第5、第6辺部A2,A3,A5,A6を薄肉辺部としているので、全ての辺部A1〜A6を厚肉にする場合に比べて材料の使用量が少なくなる。つまり、一部を厚肉辺部としていることで、メッシュ部12の強度を効果的に向上させている。
【0038】
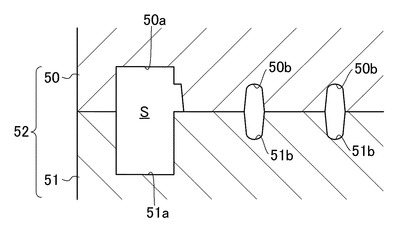
次に、フィルタ10の製造について説明する。フィルタ10を製造する際には、図9に示すように、コア型(第1成形型)50とキャビ型(第2成形型)51とを有する射出成形装置52によって成形する。図9では、フィルタ10のうち図6に示す部分を成形する箇所のみ示している。フィルタ10のオイル流れ方向上流側をキャビ型51で成形し、下流側をコア型50で成形するようにしている。
【0039】
コア型50には、枠部13のオイル流れ方向下流側を成形するための枠部成形用凹面50aと、小孔11の各辺部のオイル流れ方向下流側を成形するための辺部成形用凹面(第1凹面)50bとが形成されている。辺部成形用凹面50bは、小孔11の各辺部の形状に対応して屈曲して延びる溝状をなしている。
【0040】
一方、キャビ型51には、枠部13のオイル流れ方向上流側を成形するための枠部成形用凹面51aと、小孔11の各辺部のオイル流れ方向上流側を成形するための辺部成形用凹面(第2凹面)51bとが形成されている。辺部成形用凹面51bは、小孔11の各辺部の形状に対応して屈曲して延びる溝状をなしている。
【0041】
枠部成形用凹面50a,51aは、互いの開放側が一致している。辺部成形用凹面50b,51bは、同図に示すように、小孔11の厚肉辺部を成形する部位において互いの開放側が一致しており、図示しないが、その他の薄肉辺部を成形する部位においては、ずれている。
【0042】
コア型50とキャビ型51とを型締めして形成されるキャビティSに、溶融した樹脂材を供給すると、樹脂材は、枠部成形用凹面50a,51a及び辺部成形用凹面50b,51b内を流れていく。そして、辺部成形用凹面50b,51bの開放側が互いに一致した部分で小孔11の厚肉辺部が成形され、辺部成形用凹面50b,51bの開放側が互いにずれた部分で薄肉辺部が成形される。つまり、厚肉辺部と薄肉片部とが同時に一体成形される。
【0043】
次に、上記のように構成されたオイルストレーナ1を使用する場合について説明する。エンジンのオイルポンプ(図示せず)の作動により、オイルパン内のオイルがオイルストレーナ1の吸入管部28からケース20内のオイル流路に吸い込まれると、そのオイルは、フィルタ10のメッシュ部12を通過して濾過されてから下流側へ流れて吐出管部34から吐出される。
【0044】
このとき、メッシュ部12では、小孔11の厚肉辺部A1,A4,C1,C4がリブとして機能し、メッシュ部12の強度が全体として高まっているので、オイルの脈動による力や、エンジンの加振力等がメッシュ部12に作用してもメッシュ部12の破損を抑制できる。
【0045】
また、オイル中に、例えば金属片のような扁平なゴミが混入していた場合には、そのゴミがメッシュ部12の小孔11を塞ぐような姿勢でメッシュ部12に付着することが考えられる。このとき、例えば小孔11Aの第1及び第4辺部A1,A4は、第2、第6辺部A2,A6よりもオイル流れ方向上流側に突出しているので、ゴミが第1及び第4辺部A1,A4に当たり、ゴミと第2、第6辺部A2,A6との間にはオイルの流通可能な隙間が形成され易くなる。これにより、小孔11Aが完全に閉塞されてしまうのが回避される。
【0046】
また、メッシュ部12の小孔11を六角形としたことで、開口率を向上させることができる。これにより、オイルストレーナ1の圧力損失を低減することができるので、オイルポンプの能力を向上させることなく、低回転で必要な油量及び油圧を確保できる。従って、オイルポンプの仕事量を低減してエンジンの燃費向上を図ることができる。また、オイルが低温で粘度が高いときのオイルポンプの負荷を軽減できるとともに、油圧の上昇速度を高めることができる。
【0047】
以上説明したように、この実施形態1によれば、メッシュ部12を厚み方向に交差する方向から見たときに、小孔11Aの第4辺部A4と小孔11Cの第4辺部C4の長手方向の端部同士を重ねるようにしたので、第4辺部A4,C4がリブとして機能するようになり、メッシュ部12の強度を全体として高めることができる。そして、小孔11Aの第2、第3、第5、第6辺部A2,A3,A5,A6を薄肉辺部としたことで、材料の使用量を抑制できる。これにより、フィルタ10のコストの低減及び軽量化を図りながら、メッシュ部12の強度低下を効果的に抑制して破損を回避できる。
【0048】
また、フィルタ10の成形時には、コア型50とキャビ型15とで小孔11の全ての辺部を一体成形でき、強度の高いメッシュ部12を容易に得ることができる。
【0049】
また、オイルに混入しているゴミ等がメッシュ部12に付着した際、そのゴミの形状が扁平で小孔11を覆うような形状であっても、ゴミと小孔11との間にオイルの流通可能な隙間を形成できる。これにより、ある程度の期間使用した後でも、オイルの流通時の抵抗増加を抑制できる。
【0050】
尚、図10〜図13に示す変形例のように、メッシュ部12の外周部に位置する小孔11Dを、枠部13のオイル流れ方向上流側の面13a上に亘るように形成してもよい。図13に示すように、この小孔11Dの第1〜第6辺部D1〜D6のうち、第1、第2、第6辺部D1,D2,D6が枠部13に一体成形されている。よって、小孔11Dは、約半部の領域が枠部13の面13aによって覆われた状態となっており、枠部13の内側に位置する小孔11A,11B,11Cに比べて小さな開口となっている。このように、メッシュ部12の外周部に位置する小孔11Dを、枠部13上に亘るように形成したことで、成形型には、枠部13の内側に位置する小孔11Aと同じ形状の成形面を設けることで小孔11Dを開口させることができ、型構造が複雑になるのを回避しながら、フィルタ10の開口率を向上させることができる。
【0051】
(実施形態2)
図14〜図17は、本発明の実施形態2にかかるフィルタ10を示すものである。この実施形態2のフィルタ10は、実施形態1のものに対し、メッシュ部12の構造が異なるだけで、他の部分は実施形態1と同じであるため、以下、実施形態1と異なる部分について詳細に説明する。
【0052】
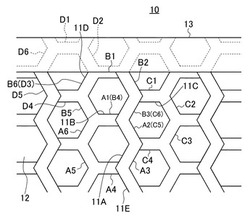
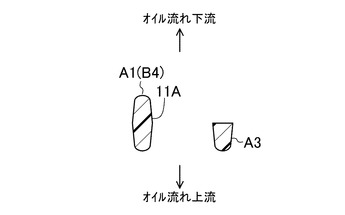
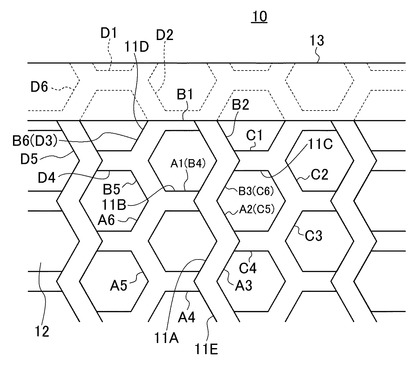
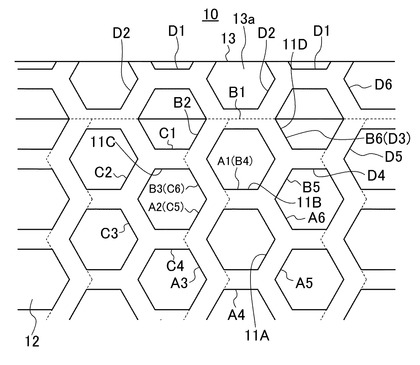
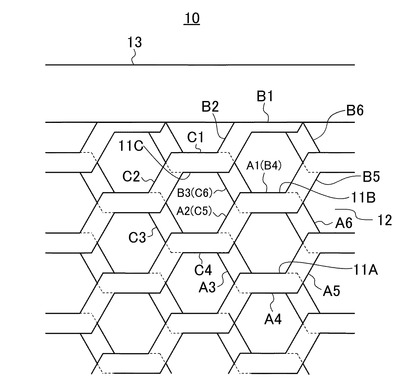
図16及び図17に示すように、メッシュ部12の小孔11Aの第2、第3辺部A2,A3が厚肉辺部とされ、第1、第4〜第6辺部A1,A4〜A6が薄肉辺部とされている。また、小孔11Bも、第2、第3辺部B2,B3が厚肉辺部とされ、第1、第4〜第6辺部B1,B4〜B6が薄肉辺部とされている。小孔11Aの第2辺部A2と、小孔11Bの第3辺部A3とは連続している。また、小孔11Cは、第5、第6辺部C5,C6が厚肉辺部とされ、第1〜第4辺部C1〜C4が薄肉辺部とされている。
【0053】
小孔11Bの第2辺部B2は、枠部13と一体成形されている。また、小孔11Dは、枠部13のオイル流れ方向上流側の面13aに亘るように形成されている。小孔11Dの第5辺部D5が厚肉辺部とされており、枠部13と一体成形されている。
【0054】
この実施形態2では、小孔11Aの第2辺部A2と、この小孔11Aに隣接する小孔11Bの第3辺部B3とを連続させたので、これら辺部A2,B3がリブとして機能し、メッシュ部12の強度が全体として高まる。また、小孔11Aの第2辺部A2と小孔11Bの第3辺部B3だけでなく、図16において小孔11Aの下側に隣接する小孔11Eの厚肉辺部を小孔11Aの第3辺部A3に連続させ、さらに、小孔11Eの厚肉辺部を該小孔11Eの下側に隣接する小孔(図示せず)の厚肉辺部にも連続させており、上下方向に連続するリブ形状を形成しているので、強度がより一層高まる構造となっている。
【0055】
したがって、この実施形態2によれば、小孔11Aの第1、第4〜第6辺部A1,A4〜A6を薄肉辺部として材料の使用量を抑制してフィルタ10のコストの低減及び軽量化を図りながら、メッシュ部12の強度低下を効果的に抑制して破損を回避できる。
【0056】
また、小孔11Bの第2辺部B2が枠部13と一体成形されているので、メッシュ部12と枠部13とを強固に一体化することができる。
【0057】
また、小孔11Aの第2、第3辺部A2,A3及び小孔11Bの第2、第3辺部B2,B3が連続していて、オイル流れ方向と交差する方向に延びるリブを形作っているので、メッシュ部12の強度が十分に向上する。
【0058】
尚、上記実施形態2では、小孔11Dを枠部13に亘るように形成しているが、これに限らず、枠部13には小孔11Dを形成しないようにしてもよい。
【0059】
(実施形態3)
図18〜図21は、本発明の実施形態3にかかるフィルタ10を示すものである。この実施形態3のフィルタ10は、実施形態1のものに対し、メッシュ部12の構造が異なるだけで、他の部分は実施形態1と同じであるため、以下、実施形態1と異なる部分について詳細に説明する。
【0060】
すなわち、図20及び21に示すように、メッシュ部12の小孔11Aの第1〜第6辺部A1〜A6のうち、第1及び第4辺部A1,A4は、厚肉辺部で構成されている。従って、第2、第3、第5、第6辺部A2,A3,A5,A6は薄肉辺部で構成されることになる。
【0061】
小孔11Aに隣接する小孔11Bを構成する第1〜第6辺部B1〜B6のうち、第4辺部B4は、厚肉辺部であり、第1〜第3、第5、第6辺部B1〜B3,B5,B6は薄肉辺部である。小孔11Bの第4辺部B4は、小孔11Aの第1辺部A1と共通である。従って、小孔11Aの第2辺部A2と小孔11Bの第4辺部B4とは連続し、小孔11Aの第6辺部A6と小孔11Bの第4辺部B4とも連続している。
【0062】
また、小孔11Aと小孔11Bに隣接する小孔11Cを構成する第1〜第6辺部C1〜C6のうち、第1及び第4辺部C1,C4は厚肉辺部である。第2、第3、第5、第6辺部C2,C3,C5,C6は薄肉辺部である。小孔11Cの第5辺部C5は、小孔11Aの第2辺部A2と共通である。また、小孔11Cの第6辺部C6は、小孔11Bの第3辺部B3と共通である。
【0063】
上記のように構成されたメッシュ部12を、オイルの流れ方向に交差する方向から見ると、例えば小孔11Aの厚肉辺部である第4辺部A4の長手方向の端部(図20における右側の端部)と、小孔11Aに隣接する小孔11Cの厚肉辺部である第4辺部C4の長手方向の端部(同図における左側の端部)とは、重なることになる。また、例えば小孔11Bの厚肉辺部である第4辺部B4の長手方向の端部(同図における右側の端部)と、小孔11Bに隣接する小孔11Cの厚肉辺部である第4辺部C4の長手方向の端部(同図における左側の端部)とは、重なることになる。このように、隣り合う小孔11A,11B、小孔11B,11Cの厚肉辺部の長手方向の端部同士が重なることで、実施形態1と同様に、メッシュ部12の強度が全体として高まっている。
【0064】
また、例えば小孔11Aの第2、第3、第5、第6辺部A2,A3,A5,A6を薄肉辺部としているので、全ての辺部A1〜A6を厚肉にする場合に比べて材料の使用量が少なくなる。
【0065】
また、実施形態3のフィルタ10を成形するコア型とキャビ型とには、辺部成形用凹面が形成されることになるが、この辺部成形用凹面は、メッシュ部12の形状に対応して屈曲しながら延びる溝状となる。辺部成形用凹面が溝状となることで、成形の際に溶融樹脂が流れ易くなり、成形不良が起こりにくくなる。
【0066】
以上説明したように、この実施形態3によれば、実施形態1と同様に、メッシュ部12の強度を全体として高めながら、材料の使用量を抑制できる。これにより、フィルタ10のコストの低減及び軽量化を図りながら、メッシュ部12の強度低下を効果的に抑制して破損を回避できる。
【0067】
また、メッシュ部12の小孔11は、正六角形以外にも、一方向に長い形状の六角形であってもよい。この場合、六角形の中心を通る線を対称の中心とする線対称な形状が好ましい。
【0068】
また、図示しないが、フィルタ10の成形装置において、薄肉辺部を成形するための薄肉辺部成形用凹面と、該薄肉辺部成形用凹面よりも深い厚肉辺部成形用凹面とをコア型50にのみ形成して、キャビ型51には凹面を形成しないようにしてもよい。また、薄肉辺部成形用凹面と、厚肉辺部成形用凹面とをキャビ型51にのみ形成して、コア型50には凹面を形成しないようにしてもよい。さらに、薄肉片部成形用凹面と厚肉辺部成形用凹面とを、コア型50及びキャビ型51の両方に形成してもよい。
【0069】
また、フィルタ10の小孔11は、全てが同じ六角形状でなくてもよく、大きさや形状が互いに異なる六角形の小孔11をフィルタ10に形成してもよい。
【0070】
また、上記実施形態1、2では、本発明をオイルストレーナ1に適用した場合について説明したが、これに限らず、水を濾過する装置や空気を濾過する装置に適用することも可能である。
【産業上の利用可能性】
【0071】
以上説明したように、本発明にかかるフィルタは、例えば、オイルストレーナに適用できる。
【符号の説明】
【0072】
1 オイルストレーナ
10 フィルタ
11 小孔
12 メッシュ部
13 枠部
20 ケース
50 コア型(第1成形型)
50b 辺部成形用凹面(第1凹面)
51 キャビ型(第2成形型)
51b 辺部成形用凹面(第2凹面)
A1,A4 第1及び第4辺部(厚肉辺部)
A2,A3,A5,A6 第2、第3、第5、第6辺部(薄肉辺部)
【技術分野】
【0001】
本発明は、流体を濾過するためのフィルタに関するものである。
【背景技術】
【0002】
従来から、例えばエンジンオイル等の被濾過流体を濾過するフィルタは、多数の小孔が形成されたメッシュ部を有している(例えば、特許文献1参照)。特許文献1のフィルタの小孔は、六角形状とされている。これにより、フィルタの開口率を向上させて被濾過流体の流通時の抵抗を減少させることが可能になっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−186784号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、フィルタに関しては、材料の使用量をできるだけ減らしてコストの低減及び軽量化を図りたいという要求がある。
【0005】
しかしながら、材料の使用量を減らすとメッシュ部の強度が低下する虞れがある。このメッシュ部には、被濾過流体の脈動による力や、フィルタが装着された装置による加振力等が作用することがあるが、メッシュ部の強度が低いとフィルタの破損の原因となってしまう。
【0006】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、フィルタの小孔を六角形状として開口率を向上させる場合に、材料の使用量を減らしてコストの低減及び軽量化を図りながら、特にメッシュ部の強度低下を抑制してフィルタの破損を回避できるようにすることにある。
【課題を解決するための手段】
【0007】
第1の発明は、被濾過流体を濾過するための六角形の小孔が多数形成されたメッシュ部を有するフィルタであって、上記小孔の周縁を構成する6つの辺部が互いに連続するように形成され、上記小孔の6つの辺部のうち、一部の辺部は、上記メッシュ部の厚み方向に厚い厚肉辺部で構成され、残りの辺部は、該厚肉辺部よりも薄肉な薄肉辺部で構成され、上記メッシュ部において少なくとも一部の隣り合う小孔の厚肉辺部同士が連続していることを特徴とするものである。
【0008】
第2の発明は、被濾過流体を濾過するための六角形の小孔が多数形成されたメッシュ部を有するフィルタであって、上記小孔の周縁を構成する6つの辺部が互いに連続するように形成され、上記小孔の6つの辺部のうち、一部の辺部は、上記メッシュ部の厚み方向に厚い厚肉辺部で構成され、残りの辺部は、該厚肉辺部よりも薄肉な薄肉辺部で構成され、上記メッシュ部を厚み方向に交差する方向から見たとき、該メッシュ部の少なくとも一部の隣り合う小孔の厚肉辺部の長手方向の端部同士が重なるように形成されていることを特徴とするものである。
【0009】
第3の発明は、第1または2の発明において、メッシュ部は第1及び第2成形型による射出成形品であり、薄肉辺部は、上記第1成形型に設けられた第1凹面で形成されており、厚肉辺部は、上記第1凹面と、該第1凹面と一致するように上記第2成形型に設けられた第2凹面とで形成されていることを特徴とするものである。
【0010】
第4の発明は、第1から3のいずれか1つの発明において、メッシュ部の外周部に一体成形された枠部を備え、上記メッシュ部の外周部に位置する小孔は、該枠部上に亘るように形成されていることを特徴とするものである。
【0011】
第5の発明は、第1から4のいずれか1つの発明において、厚肉辺部は、薄肉辺部よりも被濾過流体の流れ方向上流側へ突出するように形成されていることを特徴とするものである。
【発明の効果】
【0012】
第1の発明によれば、隣り合う小孔の厚肉辺部同士が連続しているので、厚肉辺部がリブとして機能し、メッシュ部の強度を全体として高めることができる。そして、厚肉辺部以外の辺部が薄肉辺部であるため、材料の使用量を抑制できる。つまり、フィルタのコストの低減及び軽量化を図りながら、メッシュ部の強度低下を効果的に抑制して破損を回避できる。
【0013】
第2の発明によれば、メッシュ部を厚み方向に交差する方向から見たときに、隣り合う小孔の厚肉辺部の長手方向の端部同士が重なっているので、隣り合う小孔の厚肉辺部が連続するような形状となる。従って、厚肉辺部がリブとして機能することになり、メッシュ部の強度を全体として高めることができる。そして、第1の発明と同様に薄肉辺部があることで材料の使用量を抑制できるので、フィルタのコストの低減及び軽量化を図りながら、メッシュ部の強度低下を効果的に抑制して破損を回避できる。
【0014】
第3の発明によれば、第1及び第2成形型により、厚肉辺部と薄肉辺部とを一体成形でき、強度の高いメッシュ部を容易に得ることができる。
【0015】
第4の発明によれば、メッシュ部の外周部に位置する小孔の開口が枠部の存在により狭められて小さくなって成形型による開口の形成が困難になる場合に、その外周部に位置する小孔が枠部上に亘るように形成されていることで、その外周部に位置する小孔を、メッシュ部の内側に位置する小孔と同様に形成することができる。これにより、外周部に位置する小孔も開口させることが可能になるので、フィルタの開口率を向上させることができる。
【0016】
第5の発明によれば、被濾過流体中に混入しているゴミ等がメッシュ部に付着した際、そのゴミの形状が扁平で小孔を覆うような形状であっても、厚肉辺部が薄肉辺部よりも上流側へ突出していることで、ゴミと小孔との間にオイルの流通可能な隙間が形成され易くなる。これにより、被濾過流体の流通時の抵抗を低減することができる。
【図面の簡単な説明】
【0017】
【図1】オイルストレーナの分解斜視図である。
【図2】フィルタの一部を拡大してオイル流れ方向下流側から見た斜視図である。
【図3】フィルタの一部を拡大してオイル流れ方向上流側から見た斜視図である。
【図4】フィルタの一部を拡大してオイル流れ方向下流側から見た平面図である。
【図5】フィルタの一部を拡大してオイル流れ方向上流側から見た平面図である。
【図6】図4におけるVI-VI線断面図である。
【図7】図4におけるVII-VII線断面図である。
【図8】図4におけるVIII-VIII線断面図である。
【図9】コア型とキャビ型の断面図である。
【図10】実施形態1の変形例にかかる図2相当図である。
【図11】実施形態1の変形例にかかる図3相当図である。
【図12】実施形態1の変形例にかかる図4相当図である。
【図13】実施形態1の変形例にかかる図5相当図である。
【図14】実施形態2にかかる図2相当図である。
【図15】実施形態2にかかる図3相当図である。
【図16】実施形態2にかかる図4相当図である。
【図17】実施形態2にかかる図5相当図である。
【図18】実施形態3にかかるメッシュ部の一部を拡大してオイル流れ方向下流側から見た斜視図である。
【図19】実施形態3にかかるメッシュ部の一部を拡大してオイル流れ方向上流側から見た斜視図である。
【図20】実施形態3にかかる図4相当図である。
【図21】実施形態3にかかる図5相当図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施形態を図面に基づいて詳細に説明する。尚、以下の好ましい実施形態の説明は、本質的に例示に過ぎず、本発明、その適用物或いはその用途を制限することを意図するものではない。
【0019】
(実施形態1)
図1は、本発明の実施形態1にかかるフィルタ10を備えたオイルストレーナ1の分解斜視図である。このオイルストレーナ1は、自動車用エンジンのオイルパン(図示せず)内に配設されて該オイルパン内に貯留されているオイル(被濾過流体)を濾過するためのものである。尚、オイルストレーナ1は、エンジン以外にも例えば自動変速機のオイルパン内等に配設することも可能である。
【0020】
オイルストレーナ1は、フィルタ10の他に該フィルタ10を収容するケース20を備えている。
【0021】
ケース20は、所定方向に長く形成されたものであり、上下に分割されたアッパ部材21及びロア部材22を備えている。アッパ部材21及びロア部材22は、共に、樹脂材を成形してなるものである。アッパ部材21は、上壁部24と、上壁部24の周縁部から下方へ延びる周壁部25とを備えている。ロア部材22は、底壁部26と、底壁部26の周縁部から上方へ延びる周壁部27とを備えている。そして、アッパ部材21の周壁部25の下端とロア部材22の周壁部27の下端とを合わせて両部材21,22を結合することでケース20内部にオイル流路(図示せず)が形成されるようになっている。
【0022】
ロア部材22の底壁部26には、ケース20の長手方向一側に吸入管部28が形成されている。吸入管部28はオイル流路に連通して下方へ突出している。吸入管部28の下端は、オイルストレーナ1がエンジンに装着された状態でオイルパンの底壁部近傍に位置するようになっている。
【0023】
ロア部材22の周壁部27には、外方へ延出するフランジ30が形成されている。また、ロア部材22の周壁部27の内面には、フィルタ10が嵌る段差部31が形成されている。
【0024】
アッパ部材21の上壁部24には、ケース20の長手方向他側に吐出管部34が形成されている。吐出管部34はオイル流路に連通して上方へ突出している。吸入管部28からケース20内のオイル流路に吸入されたオイルは、上方へ向かってケース20の長手方向他側へ流れて吐出管部34から吐出されるようになっている。
【0025】
吐出管部34の上端部にはフランジ35が形成されている。フランジ35には、締結部材(図示せず)の挿通孔35aが形成されている。この挿通孔35aに挿通された締結部材によってオイルストレーナ1がエンジンに締結固定されるようになっている。
【0026】
アッパ部材21の周壁部25には、外方へ延出するフランジ36が形成されている。このフランジ36は、ロア部材22のフランジ30に対し全周に亘って溶着されている。フランジ30とフランジ36とは、振動溶着や熱板溶着等の溶着法を用いて溶着するのが好ましいが、接着剤を用いて接着してもよいし、例えば、図示しないが、アッパ部材21とロア部材22との一方に爪を設け、他方に爪が係合する孔部を設けておき、爪を孔部に係合させることによってアッパ部材21とロア部材22とを結合するようにしてもよい。
【0027】
フィルタ10は、多数の小孔11を有する略矩形板状のメッシュ部12と、メッシュ部12の外周部を囲むように設けられた枠部13とを備えており、これらメッシュ部12及び枠部13は樹脂材により一体成形されている。つまり、フィルタ10は射出成形品である。
【0028】
枠部13は、オイル流れ方向の上流側(下側)及び下流側(上側)へそれぞれ突出するように形成されている。メッシュ部12は、ケース20の上壁部24及び下壁部26の中間に位置するように配置される。この状態でフィルタ10の枠部13の下端部がロア部材22の段差部31に嵌り、また、枠部13の上端部がアッパ部材21のフランジ36に溶着され、これにより、フィルタ10が位置決め固定される。尚、フィルタ10の枠部13は、フランジ36に対して振動溶着や熱板溶着するのが好ましいが、接着剤を用いて接着してもよいし、例えば、図示しないが、枠部13をアッパ部材21とロア部材22とで上下方向に挟持するようにしてもよい。
【0029】
図2及び図3に示すように、メッシュ部12の小孔11は、正六角形とされて規則正しく並ぶように形成されている。図4及び図5に示すように、例えば、小孔11Aの周縁は、6つの辺部A1〜A6(同図にのみ示す)で構成されており、これら辺部A1〜A6の長手方向の端部同士が連続して六角形を形成している。小孔11Aを構成する第1〜第6辺部A1〜A6のうち、第1及び第4辺部A1,A4は、第2、第3、第5、第6辺部A2,A3,A5,A6よりもオイル流れ方向(メッシュ部12の厚み方向)に厚い厚肉辺部で構成されている(図6〜図8参照)。従って、第2、第3、第5、第6辺部A2,A3,A5,A6は薄肉辺部で構成されることになる。
【0030】
図6に示すように、第1及び第4辺部A1,A4は、オイル流れ方向上流側及び下流側に向かって幅が徐々に狭くなる形状とされている。第1及び第4辺部A1,A4の上流側端面は、上流側へ向けて湾曲する湾曲面で構成されている。また、第1及び第4辺部A1,A4の下流側端面も下流側へ向けて湾曲する湾曲面で構成されている。第1及び第4辺部A1,A4の最大幅寸法Wは、オイル流れ方向の寸法Hよりも短く設定されている。Wとしては、例えば、0.4mm程度が好ましく、Hとしては1.2mm程度が好ましい。このように、WとHとを設定することで、第1及び第4辺部A1,A4の断面がオイル流れ方向に長い形状となり、オイルの流通抵抗が低減される。
【0031】
第2、第6辺部A2,A6(図7にA2のみ示す)は、オイル流れ方向下流側へ向かって幅が徐々に狭くなる形状とされている。第2、第6辺部A2,A6の上流側端面は、第1及び第4辺部A1,A4のオイル流れ方向中央部に対応するように位置付けられており、平坦面で構成されている。第2、第6辺部A2,A6の下流側端面は、下流側へ向けて湾曲する湾曲面で構成されている。第1及び第4辺部A1,A4は、第2、第6辺部A2,A6よりもオイル流れ方向上流側へ突出している。
【0032】
第3、第5辺部A3,A5(図8にA3のみ示す)の下流側端面は、第1及び第4辺部A1,A4のオイル流れ方向中央部に対応するように位置付けられており、平坦面で構成されている。第3、第5辺部A3,A5の上流側端面は、上流側へ向けて湾曲する湾曲面で構成されている。
【0033】
また、図4に示すように、小孔11Aに隣接する小孔11Bを構成する第1〜第6辺部B1〜B6(同図及び図5にのみ示す)のうち、第4辺部B4は、厚肉辺部であり、第1〜第3、第5、第6辺部B1〜B3,B5,B6は薄肉辺部である。小孔11Bの第4辺部B4は、小孔11Aの第1辺部A1と共通である(図中において共通する辺部を括弧内に示す)。従って、小孔11Aの第2辺部A2と小孔11Bの第4辺部B4とは連続し、小孔11Aの第6辺部A6と小孔11Bの第4辺部B4とも連続している。
【0034】
また、小孔11Aと小孔11Bに隣接する小孔11Cを構成する第1〜第6辺部C1〜C6のうち、第1及び第4辺部C1,C4は厚肉辺部である。第2、第3、第5、第6辺部C2,C3,C5,C6は薄肉辺部である。小孔11Cの第5辺部C5は、小孔11Aの第2辺部A2と共通である。また、小孔11Cの第6辺部C6は、小孔11Bの第3辺部B3と共通である。
【0035】
枠部13の内面と、例えば小孔11Cとの間は、閉塞部14により閉塞されている。閉塞部14を設けている理由は次のとおりである。すなわち、メッシュ部12の外周部に位置する小孔を枠部13に隣接するように形成しようとすると、枠部13の形状が定まっているため、小孔11A〜11Cのように六角形に開口させることができず、小さな開口(図では小孔11Aの約半分の大きさ)になってしまい、成形型の構造上、成形が困難になるからである。尚、成形型の構造上の問題がなければ、閉塞部14を省略して開口させることも可能である。
【0036】
上記のように構成されたメッシュ部12を、オイルの流れ方向(メッシュ部12の厚み方向)に交差する方向(白抜き矢印Yで示す方向)から見ると、例えば小孔11Aの厚肉辺部である第4辺部A4の長手方向の端部(図4における右側の端部)と、小孔11Aに隣接する小孔11Cの厚肉辺部である第4辺部C4の長手方向の端部(同図における左側の端部)とは、重なることになる。また、例えば小孔11Bの厚肉辺部である第4辺部B4の長手方向の端部(同図における右側の端部)と、小孔11Bに隣接する小孔11Cの厚肉辺部である第4辺部C4の長手方向の端部(同図における左側の端部)とは、重なることになる。このように、隣り合う小孔11A,11B、小孔11B,11Cの厚肉辺部の長手方向の端部同士が重なることで、厚肉辺部がリブのように機能することになり、メッシュ部12の強度が全体として高まっている。
【0037】
また、例えば小孔11Aの第2、第3、第5、第6辺部A2,A3,A5,A6を薄肉辺部としているので、全ての辺部A1〜A6を厚肉にする場合に比べて材料の使用量が少なくなる。つまり、一部を厚肉辺部としていることで、メッシュ部12の強度を効果的に向上させている。
【0038】
次に、フィルタ10の製造について説明する。フィルタ10を製造する際には、図9に示すように、コア型(第1成形型)50とキャビ型(第2成形型)51とを有する射出成形装置52によって成形する。図9では、フィルタ10のうち図6に示す部分を成形する箇所のみ示している。フィルタ10のオイル流れ方向上流側をキャビ型51で成形し、下流側をコア型50で成形するようにしている。
【0039】
コア型50には、枠部13のオイル流れ方向下流側を成形するための枠部成形用凹面50aと、小孔11の各辺部のオイル流れ方向下流側を成形するための辺部成形用凹面(第1凹面)50bとが形成されている。辺部成形用凹面50bは、小孔11の各辺部の形状に対応して屈曲して延びる溝状をなしている。
【0040】
一方、キャビ型51には、枠部13のオイル流れ方向上流側を成形するための枠部成形用凹面51aと、小孔11の各辺部のオイル流れ方向上流側を成形するための辺部成形用凹面(第2凹面)51bとが形成されている。辺部成形用凹面51bは、小孔11の各辺部の形状に対応して屈曲して延びる溝状をなしている。
【0041】
枠部成形用凹面50a,51aは、互いの開放側が一致している。辺部成形用凹面50b,51bは、同図に示すように、小孔11の厚肉辺部を成形する部位において互いの開放側が一致しており、図示しないが、その他の薄肉辺部を成形する部位においては、ずれている。
【0042】
コア型50とキャビ型51とを型締めして形成されるキャビティSに、溶融した樹脂材を供給すると、樹脂材は、枠部成形用凹面50a,51a及び辺部成形用凹面50b,51b内を流れていく。そして、辺部成形用凹面50b,51bの開放側が互いに一致した部分で小孔11の厚肉辺部が成形され、辺部成形用凹面50b,51bの開放側が互いにずれた部分で薄肉辺部が成形される。つまり、厚肉辺部と薄肉片部とが同時に一体成形される。
【0043】
次に、上記のように構成されたオイルストレーナ1を使用する場合について説明する。エンジンのオイルポンプ(図示せず)の作動により、オイルパン内のオイルがオイルストレーナ1の吸入管部28からケース20内のオイル流路に吸い込まれると、そのオイルは、フィルタ10のメッシュ部12を通過して濾過されてから下流側へ流れて吐出管部34から吐出される。
【0044】
このとき、メッシュ部12では、小孔11の厚肉辺部A1,A4,C1,C4がリブとして機能し、メッシュ部12の強度が全体として高まっているので、オイルの脈動による力や、エンジンの加振力等がメッシュ部12に作用してもメッシュ部12の破損を抑制できる。
【0045】
また、オイル中に、例えば金属片のような扁平なゴミが混入していた場合には、そのゴミがメッシュ部12の小孔11を塞ぐような姿勢でメッシュ部12に付着することが考えられる。このとき、例えば小孔11Aの第1及び第4辺部A1,A4は、第2、第6辺部A2,A6よりもオイル流れ方向上流側に突出しているので、ゴミが第1及び第4辺部A1,A4に当たり、ゴミと第2、第6辺部A2,A6との間にはオイルの流通可能な隙間が形成され易くなる。これにより、小孔11Aが完全に閉塞されてしまうのが回避される。
【0046】
また、メッシュ部12の小孔11を六角形としたことで、開口率を向上させることができる。これにより、オイルストレーナ1の圧力損失を低減することができるので、オイルポンプの能力を向上させることなく、低回転で必要な油量及び油圧を確保できる。従って、オイルポンプの仕事量を低減してエンジンの燃費向上を図ることができる。また、オイルが低温で粘度が高いときのオイルポンプの負荷を軽減できるとともに、油圧の上昇速度を高めることができる。
【0047】
以上説明したように、この実施形態1によれば、メッシュ部12を厚み方向に交差する方向から見たときに、小孔11Aの第4辺部A4と小孔11Cの第4辺部C4の長手方向の端部同士を重ねるようにしたので、第4辺部A4,C4がリブとして機能するようになり、メッシュ部12の強度を全体として高めることができる。そして、小孔11Aの第2、第3、第5、第6辺部A2,A3,A5,A6を薄肉辺部としたことで、材料の使用量を抑制できる。これにより、フィルタ10のコストの低減及び軽量化を図りながら、メッシュ部12の強度低下を効果的に抑制して破損を回避できる。
【0048】
また、フィルタ10の成形時には、コア型50とキャビ型15とで小孔11の全ての辺部を一体成形でき、強度の高いメッシュ部12を容易に得ることができる。
【0049】
また、オイルに混入しているゴミ等がメッシュ部12に付着した際、そのゴミの形状が扁平で小孔11を覆うような形状であっても、ゴミと小孔11との間にオイルの流通可能な隙間を形成できる。これにより、ある程度の期間使用した後でも、オイルの流通時の抵抗増加を抑制できる。
【0050】
尚、図10〜図13に示す変形例のように、メッシュ部12の外周部に位置する小孔11Dを、枠部13のオイル流れ方向上流側の面13a上に亘るように形成してもよい。図13に示すように、この小孔11Dの第1〜第6辺部D1〜D6のうち、第1、第2、第6辺部D1,D2,D6が枠部13に一体成形されている。よって、小孔11Dは、約半部の領域が枠部13の面13aによって覆われた状態となっており、枠部13の内側に位置する小孔11A,11B,11Cに比べて小さな開口となっている。このように、メッシュ部12の外周部に位置する小孔11Dを、枠部13上に亘るように形成したことで、成形型には、枠部13の内側に位置する小孔11Aと同じ形状の成形面を設けることで小孔11Dを開口させることができ、型構造が複雑になるのを回避しながら、フィルタ10の開口率を向上させることができる。
【0051】
(実施形態2)
図14〜図17は、本発明の実施形態2にかかるフィルタ10を示すものである。この実施形態2のフィルタ10は、実施形態1のものに対し、メッシュ部12の構造が異なるだけで、他の部分は実施形態1と同じであるため、以下、実施形態1と異なる部分について詳細に説明する。
【0052】
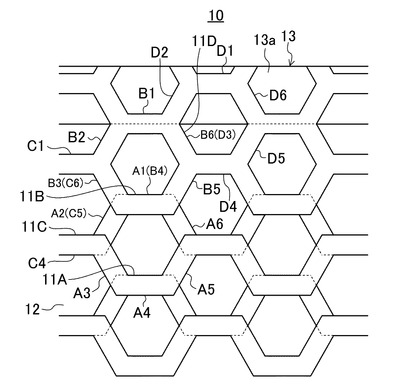
図16及び図17に示すように、メッシュ部12の小孔11Aの第2、第3辺部A2,A3が厚肉辺部とされ、第1、第4〜第6辺部A1,A4〜A6が薄肉辺部とされている。また、小孔11Bも、第2、第3辺部B2,B3が厚肉辺部とされ、第1、第4〜第6辺部B1,B4〜B6が薄肉辺部とされている。小孔11Aの第2辺部A2と、小孔11Bの第3辺部A3とは連続している。また、小孔11Cは、第5、第6辺部C5,C6が厚肉辺部とされ、第1〜第4辺部C1〜C4が薄肉辺部とされている。
【0053】
小孔11Bの第2辺部B2は、枠部13と一体成形されている。また、小孔11Dは、枠部13のオイル流れ方向上流側の面13aに亘るように形成されている。小孔11Dの第5辺部D5が厚肉辺部とされており、枠部13と一体成形されている。
【0054】
この実施形態2では、小孔11Aの第2辺部A2と、この小孔11Aに隣接する小孔11Bの第3辺部B3とを連続させたので、これら辺部A2,B3がリブとして機能し、メッシュ部12の強度が全体として高まる。また、小孔11Aの第2辺部A2と小孔11Bの第3辺部B3だけでなく、図16において小孔11Aの下側に隣接する小孔11Eの厚肉辺部を小孔11Aの第3辺部A3に連続させ、さらに、小孔11Eの厚肉辺部を該小孔11Eの下側に隣接する小孔(図示せず)の厚肉辺部にも連続させており、上下方向に連続するリブ形状を形成しているので、強度がより一層高まる構造となっている。
【0055】
したがって、この実施形態2によれば、小孔11Aの第1、第4〜第6辺部A1,A4〜A6を薄肉辺部として材料の使用量を抑制してフィルタ10のコストの低減及び軽量化を図りながら、メッシュ部12の強度低下を効果的に抑制して破損を回避できる。
【0056】
また、小孔11Bの第2辺部B2が枠部13と一体成形されているので、メッシュ部12と枠部13とを強固に一体化することができる。
【0057】
また、小孔11Aの第2、第3辺部A2,A3及び小孔11Bの第2、第3辺部B2,B3が連続していて、オイル流れ方向と交差する方向に延びるリブを形作っているので、メッシュ部12の強度が十分に向上する。
【0058】
尚、上記実施形態2では、小孔11Dを枠部13に亘るように形成しているが、これに限らず、枠部13には小孔11Dを形成しないようにしてもよい。
【0059】
(実施形態3)
図18〜図21は、本発明の実施形態3にかかるフィルタ10を示すものである。この実施形態3のフィルタ10は、実施形態1のものに対し、メッシュ部12の構造が異なるだけで、他の部分は実施形態1と同じであるため、以下、実施形態1と異なる部分について詳細に説明する。
【0060】
すなわち、図20及び21に示すように、メッシュ部12の小孔11Aの第1〜第6辺部A1〜A6のうち、第1及び第4辺部A1,A4は、厚肉辺部で構成されている。従って、第2、第3、第5、第6辺部A2,A3,A5,A6は薄肉辺部で構成されることになる。
【0061】
小孔11Aに隣接する小孔11Bを構成する第1〜第6辺部B1〜B6のうち、第4辺部B4は、厚肉辺部であり、第1〜第3、第5、第6辺部B1〜B3,B5,B6は薄肉辺部である。小孔11Bの第4辺部B4は、小孔11Aの第1辺部A1と共通である。従って、小孔11Aの第2辺部A2と小孔11Bの第4辺部B4とは連続し、小孔11Aの第6辺部A6と小孔11Bの第4辺部B4とも連続している。
【0062】
また、小孔11Aと小孔11Bに隣接する小孔11Cを構成する第1〜第6辺部C1〜C6のうち、第1及び第4辺部C1,C4は厚肉辺部である。第2、第3、第5、第6辺部C2,C3,C5,C6は薄肉辺部である。小孔11Cの第5辺部C5は、小孔11Aの第2辺部A2と共通である。また、小孔11Cの第6辺部C6は、小孔11Bの第3辺部B3と共通である。
【0063】
上記のように構成されたメッシュ部12を、オイルの流れ方向に交差する方向から見ると、例えば小孔11Aの厚肉辺部である第4辺部A4の長手方向の端部(図20における右側の端部)と、小孔11Aに隣接する小孔11Cの厚肉辺部である第4辺部C4の長手方向の端部(同図における左側の端部)とは、重なることになる。また、例えば小孔11Bの厚肉辺部である第4辺部B4の長手方向の端部(同図における右側の端部)と、小孔11Bに隣接する小孔11Cの厚肉辺部である第4辺部C4の長手方向の端部(同図における左側の端部)とは、重なることになる。このように、隣り合う小孔11A,11B、小孔11B,11Cの厚肉辺部の長手方向の端部同士が重なることで、実施形態1と同様に、メッシュ部12の強度が全体として高まっている。
【0064】
また、例えば小孔11Aの第2、第3、第5、第6辺部A2,A3,A5,A6を薄肉辺部としているので、全ての辺部A1〜A6を厚肉にする場合に比べて材料の使用量が少なくなる。
【0065】
また、実施形態3のフィルタ10を成形するコア型とキャビ型とには、辺部成形用凹面が形成されることになるが、この辺部成形用凹面は、メッシュ部12の形状に対応して屈曲しながら延びる溝状となる。辺部成形用凹面が溝状となることで、成形の際に溶融樹脂が流れ易くなり、成形不良が起こりにくくなる。
【0066】
以上説明したように、この実施形態3によれば、実施形態1と同様に、メッシュ部12の強度を全体として高めながら、材料の使用量を抑制できる。これにより、フィルタ10のコストの低減及び軽量化を図りながら、メッシュ部12の強度低下を効果的に抑制して破損を回避できる。
【0067】
また、メッシュ部12の小孔11は、正六角形以外にも、一方向に長い形状の六角形であってもよい。この場合、六角形の中心を通る線を対称の中心とする線対称な形状が好ましい。
【0068】
また、図示しないが、フィルタ10の成形装置において、薄肉辺部を成形するための薄肉辺部成形用凹面と、該薄肉辺部成形用凹面よりも深い厚肉辺部成形用凹面とをコア型50にのみ形成して、キャビ型51には凹面を形成しないようにしてもよい。また、薄肉辺部成形用凹面と、厚肉辺部成形用凹面とをキャビ型51にのみ形成して、コア型50には凹面を形成しないようにしてもよい。さらに、薄肉片部成形用凹面と厚肉辺部成形用凹面とを、コア型50及びキャビ型51の両方に形成してもよい。
【0069】
また、フィルタ10の小孔11は、全てが同じ六角形状でなくてもよく、大きさや形状が互いに異なる六角形の小孔11をフィルタ10に形成してもよい。
【0070】
また、上記実施形態1、2では、本発明をオイルストレーナ1に適用した場合について説明したが、これに限らず、水を濾過する装置や空気を濾過する装置に適用することも可能である。
【産業上の利用可能性】
【0071】
以上説明したように、本発明にかかるフィルタは、例えば、オイルストレーナに適用できる。
【符号の説明】
【0072】
1 オイルストレーナ
10 フィルタ
11 小孔
12 メッシュ部
13 枠部
20 ケース
50 コア型(第1成形型)
50b 辺部成形用凹面(第1凹面)
51 キャビ型(第2成形型)
51b 辺部成形用凹面(第2凹面)
A1,A4 第1及び第4辺部(厚肉辺部)
A2,A3,A5,A6 第2、第3、第5、第6辺部(薄肉辺部)
【特許請求の範囲】
【請求項1】
被濾過流体を濾過するための六角形の小孔が多数形成されたメッシュ部を有するフィルタであって、
上記小孔の周縁を構成する6つの辺部が互いに連続するように形成され、
上記小孔の6つの辺部のうち、一部の辺部は、上記メッシュ部の厚み方向に厚い厚肉辺部で構成され、残りの辺部は、該厚肉辺部よりも薄肉な薄肉辺部で構成され、
上記メッシュ部において少なくとも一部の隣り合う小孔の厚肉辺部同士が連続していることを特徴とするフィルタ。
【請求項2】
被濾過流体を濾過するための六角形の小孔が多数形成されたメッシュ部を有するフィルタであって、
上記小孔の周縁を構成する6つの辺部が互いに連続するように形成され、
上記小孔の6つの辺部のうち、一部の辺部は、上記メッシュ部の厚み方向に厚い厚肉辺部で構成され、残りの辺部は、該厚肉辺部よりも薄肉な薄肉辺部で構成され、
上記メッシュ部を厚み方向に交差する方向から見たとき、該メッシュ部の少なくとも一部の隣り合う小孔の厚肉辺部の長手方向の端部同士が重なるように形成されていることを特徴とするフィルタ。
【請求項3】
請求項1または2に記載のフィルタにおいて、
メッシュ部は第1及び第2成形型による射出成形品であり、
薄肉辺部は、上記第1成形型に設けられた第1凹面で形成されており、
厚肉辺部は、上記第1凹面と、該第1凹面と一致するように上記第2成形型に設けられた第2凹面とで形成されていることを特徴とするフィルタ。
【請求項4】
請求項1から3のいずれか1つに記載のフィルタにおいて、
メッシュ部の外周部に一体成形された枠部を備え、
上記メッシュ部の外周部に位置する小孔は、該枠部上に亘るように形成されていることを特徴とするフィルタ。
【請求項5】
請求項1から4のいずれか1つに記載のフィルタにおいて、
厚肉辺部は、薄肉辺部よりも被濾過流体の流れ方向上流側へ突出するように形成されていることを特徴とするフィルタ。
【請求項1】
被濾過流体を濾過するための六角形の小孔が多数形成されたメッシュ部を有するフィルタであって、
上記小孔の周縁を構成する6つの辺部が互いに連続するように形成され、
上記小孔の6つの辺部のうち、一部の辺部は、上記メッシュ部の厚み方向に厚い厚肉辺部で構成され、残りの辺部は、該厚肉辺部よりも薄肉な薄肉辺部で構成され、
上記メッシュ部において少なくとも一部の隣り合う小孔の厚肉辺部同士が連続していることを特徴とするフィルタ。
【請求項2】
被濾過流体を濾過するための六角形の小孔が多数形成されたメッシュ部を有するフィルタであって、
上記小孔の周縁を構成する6つの辺部が互いに連続するように形成され、
上記小孔の6つの辺部のうち、一部の辺部は、上記メッシュ部の厚み方向に厚い厚肉辺部で構成され、残りの辺部は、該厚肉辺部よりも薄肉な薄肉辺部で構成され、
上記メッシュ部を厚み方向に交差する方向から見たとき、該メッシュ部の少なくとも一部の隣り合う小孔の厚肉辺部の長手方向の端部同士が重なるように形成されていることを特徴とするフィルタ。
【請求項3】
請求項1または2に記載のフィルタにおいて、
メッシュ部は第1及び第2成形型による射出成形品であり、
薄肉辺部は、上記第1成形型に設けられた第1凹面で形成されており、
厚肉辺部は、上記第1凹面と、該第1凹面と一致するように上記第2成形型に設けられた第2凹面とで形成されていることを特徴とするフィルタ。
【請求項4】
請求項1から3のいずれか1つに記載のフィルタにおいて、
メッシュ部の外周部に一体成形された枠部を備え、
上記メッシュ部の外周部に位置する小孔は、該枠部上に亘るように形成されていることを特徴とするフィルタ。
【請求項5】
請求項1から4のいずれか1つに記載のフィルタにおいて、
厚肉辺部は、薄肉辺部よりも被濾過流体の流れ方向上流側へ突出するように形成されていることを特徴とするフィルタ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2011−72945(P2011−72945A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−228534(P2009−228534)
【出願日】平成21年9月30日(2009.9.30)
【出願人】(390026538)ダイキョーニシカワ株式会社 (492)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年9月30日(2009.9.30)
【出願人】(390026538)ダイキョーニシカワ株式会社 (492)
【Fターム(参考)】
[ Back to top ]