
フィルム検査装置
【課題】フィルムの蛇行とカールとを監視し、未塗工不良や塗工不良の発生や、塗工のエッジ部分に発生する塗工抜け不良を検出することを可能とし、更にシワの発生を検出可能としたフィルム検査装置を提供する。
【解決手段】長尺のフィルムに塗液を塗工する工程でフィルムを検査する装置であって、塗工部の直後に設けられ、第一の端辺と第一の塗工エッジを検出するための第一の検出部と、第二の端辺と第二の塗工エッジを検出するための第二の検出部と、第一の端辺と第一の塗工エッジの位置算出部と、第二の端辺と第二の塗工エッジの位置算出部と、フィルムの蛇行またはカールの発生を判別する蛇行・カール判別部と、塗工エッジに発生した塗工抜け不良を判別する塗工抜け不良判別部と、硬化処理される硬化処理部の直後に設けられた第三の検出部と第四の検出部と、第三の端辺位置算出部と第四の端辺位置算出部と、を備えたことを特徴とするフィルム検査装置。
【解決手段】長尺のフィルムに塗液を塗工する工程でフィルムを検査する装置であって、塗工部の直後に設けられ、第一の端辺と第一の塗工エッジを検出するための第一の検出部と、第二の端辺と第二の塗工エッジを検出するための第二の検出部と、第一の端辺と第一の塗工エッジの位置算出部と、第二の端辺と第二の塗工エッジの位置算出部と、フィルムの蛇行またはカールの発生を判別する蛇行・カール判別部と、塗工エッジに発生した塗工抜け不良を判別する塗工抜け不良判別部と、硬化処理される硬化処理部の直後に設けられた第三の検出部と第四の検出部と、第三の端辺位置算出部と第四の端辺位置算出部と、を備えたことを特徴とするフィルム検査装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は光学機能性フィルム等の柔軟性を有するフィルムを製造する際の塗工工程における塗工不良、しわ不良を検出するフィルム検査装置に関するものである。
【背景技術】
【0002】
従来より、プラスチックフィルム、紙、金属箔等の柔軟性を有する長尺の基材をロール状に巻き付けた状態から巻き出してから巻取りを行う間に、印刷や塗工、フォトリソプロセス等の各種表面処理を行う技術が一般的に多用されてきた。そこで取り扱う柔軟で長尺の媒体をウェブと称し、ウェブを巻き出し搬送し、前記処理工程を経て最終的に巻き取る技術がウェブハンドリング技術として知られている。
【0003】
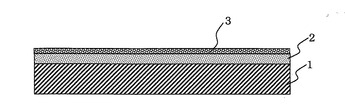
図1は光学機能性フィルムの一例である液晶ディスプレイ等の表示デバイスの表示画面の最表面に貼られる反射防止フィルムの断面を示す図である。反射防止フィルムは、表示画面をキズから保護したり、防汚、帯電防止、映り込み防止のために、透明フィルムに反射防止材料をコーティングして製造される。
【0004】
反射防止フィルムの製造工程では、ロール状の長尺帯状の透光性のフィルムに対し、塗工、乾燥といった表面処理が単数または複数回行われ、光学膜が形成される。図1に示される反射防止フィルムはフィルム基材1、ハードコート層2、反射防止層3の各層で構成されている。
【0005】
近年は、特に、光学機能性フィルム等の光学フィルムの製造において、前記ウェブハンドリング技術を駆使して、大量で安価な生産を可能としている。また、量産に際しては、光学フィルムの原反材料そのものに付着している異物欠陥や、製造工程中に生じる傷や異物付着といった欠陥が有り、それらの欠陥を検出する検査方法が各種提案されている。
【0006】
従来よりフィルム基材1にハードコート層2を塗布する前、ハードコート層2を塗布した後、更に反射防止層3を塗布した後、あるいはそのいずれかの段階でフィルム基材(以下、フィルム)及び表面処理の製造工程中に生じるキズ、気泡、異物、しわの外観欠陥を判断するための外観検査の手法が各種提案されている。
【0007】
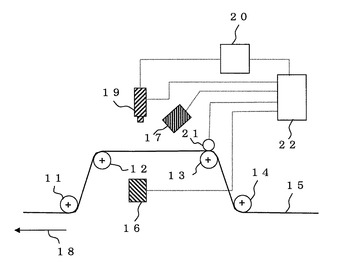
欠陥を検出する検査はウェブ工程の中間でインラインで検査されている。図2にウェブ工程の中間でインラインで検査するウェブ検査装置を示す。ウェブ検査装置複数のローラ11〜ローラ14からなる搬送ユニット(ローラの回転による搬送)によりフィルム15を搬送し、LED、蛍光灯、ハロゲンランプ、キセノンランプ、UVランプ等を用いた照明光源16及び17によってフィルムの全幅を照明し、フィルム15を矢印18で示す方向に搬送しながらフィルムの幅方向を全走査できるよう複数のラインCCDカメラ19(または2次元カメラ)によってフィルムを撮像する。照明光源16及び17は、その両方またはいずれか一方が適宜採用される。
【0008】
一方、フィルム15の搬送距離に応じた信号をロータリーエンコーダ21より取得し、前記信号を撮像タイミング信号として、一定の搬送距離毎に前記ラインCCDカメラ19によってフィルム表面を撮像し、撮像した画像を画像処理装置20で画像処理し、欠陥部分の抽出を行い、抽出した欠陥について、記憶機構を含む制御装置22に欠陥データ(欠陥の位置を示す座標、ラインCCDカメラの画素数、濃度値)をファイル及びデータベースにデータとして保存する機構を有する欠陥検査装置である。
【0009】
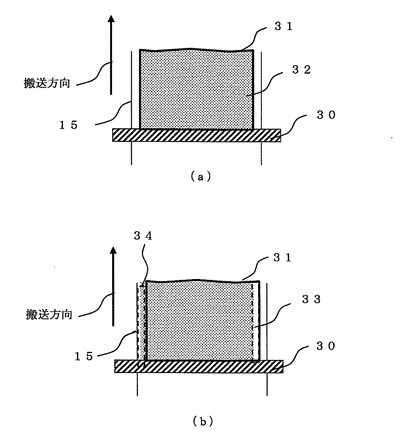
更に、前記キズ、気泡、異物、しわといった欠陥のほかに上記塗布する工程(塗工工程)ではフィルムが蛇行しながら搬送された場合、本来塗工すべき領域が塗工されないといった未塗工不良(未塗工の不良部分)や、本来塗工されない領域への塗工不良(塗工された不良部分)が発生する。図3(a)は正常に塗工された場合を模式的に示す図で、この場合は、本来塗工すべき領域31と塗工部30によってフィルム15に塗工された部分32は一致し上記未塗工不良や塗工不良が発生していない。一方、図3(b)はフィルムが右に蛇行して搬送された場合を模式的に示す図で、本来塗工されなければならない部分が塗工されていない未塗工不良部33や、本来塗工されない部分が塗工されている塗工不良部34が発生している。フィルムの蛇行による未塗工不良や塗工不良は品質管理値を超えた場合には製品不良となる。
【0010】
上記フィルム蛇行を検出する手段として、エッジセンサと蛇行補正ローラを組み合わせたエッジコントローラーと呼ばれる手法があるが、塗工後に適切な領域に塗工できているか目視では確認出来ない。また、上記エッジセンサではフィルムが幅方向に反り返り(以下、カール)ながら搬送されている場合、カールと蛇行を誤検出する可能性がある。
【0011】
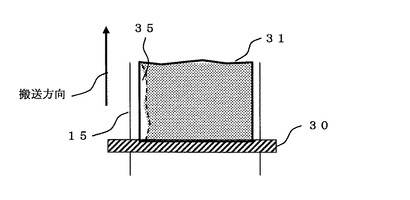
また、上記蛇行に起因する不良の他に、塗工工程における塗工抜け不良がある。図4に塗工抜け不良の一例を示す。特にダイヘッドを用いて塗布を行う場合には、ヘッドの性質上フィルムの幅方向の塗工のエッジの部分に塗液量不足が起こりやすく、このため塗工抜け不良部35が発生する場合があり、この不良検出が望まれていた。
【0012】
更に、塗工は正常に行われていても、フィルムが塗工部から乾燥部、硬化処理部を搬送される間に搬送不良によるしわが発生する場合もあり、しわの検出を行うことが望まれていた。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特開2001−233517号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
そこで本発明は、上記フィルムの蛇行とカールとを監視し、未塗工不良や塗工不良の発生や、塗工のエッジ部分に発生する塗工抜け不良を検出することを可能とし、更にしわの発生を検出可能としたフィルム検査装置を提供することを目的とする。
【課題を解決するための手段】
【0015】
そこで本発明の請求項1に係る発明は、長尺のフィルムに塗液を塗工する工程でフィルムを検査する装置であって、
搬送されるフィルムに塗液を塗工する塗工部の直後に設けられ、搬送されるフィルムの幅方向の第一の端辺と塗工された第一の塗工エッジを検出するための第一の検出部と、第一の端辺と対向する第二の端辺と塗工された第二の塗工エッジを検出するための第二の検出部と、
検出された第一の端辺と第一の塗工エッジから第一の端辺の位置と第一の塗工エッジの位置を算出する第一の端辺と第一の塗工エッジの位置算出部と、検出された第二の端辺と第二の塗工エッジから第二の端辺の位置と第二の塗工エッジの位置を算出する第二の端辺と第二の塗工エッジの位置算出部と、
算出された第一の端辺の位置と第二の端辺の位置から、フィルムの蛇行またはカールの発生を判別する蛇行・カール判別部と、
算出された第一の端辺と第一の塗工エッジの位置及び第二の端辺と第二の塗工エッジから、塗工エッジに発生した塗工抜け不良を判別する塗工抜け不良判別部と、
フィルムに塗工された塗液が乾燥後、硬化処理される硬化処理部の直後に設けられ、前記フィルムの幅方向の第三の端辺を検出するための第三の検出部と第三の端辺と対向する第四の端辺を検出するための第四の検出部と、
検出された第三の端辺から第三の端辺の位置を算出する第三の端辺位置算出部と、第四の端辺から第四の端辺の位置を算出する第四の端辺位置算出部と、
算出された第三の端辺の位置と第四の端辺の位置から、フィルムのしわの発生を判別するしわ判別部と、
前記フィルム蛇行と判別した場合には、蛇行修正部に蛇行修正信号を出力する蛇行修正信号出力部と、
前記塗工抜け不良判別部が塗工抜け不良を判別した場合、及び前記しわ判別部がフィルムのしわ発生を判別した場合には、オペレータに異常発生信号を出力する異常発生信号出力部と、を備えたことを特徴とするフィルム検査装置である。
【0016】
本発明の請求項2に係る発明は、前記第一の検出部、第二の検出部、第三の検出部、第四の検出部は、それぞれフィルムを照明する照明光源と照明されたフィルムの端辺部を撮像する撮像カメラを有することを特徴とする請求項1に記載のフィルム検査装置である。
【0017】
本発明の請求項3に係る発明は、前記第一の検出部及び第二の検出部の前記照明光源は塗液の吸収波長領域に発光波長を有し、前記撮像カメラは塗液の吸収波長領域に感度を有することを特徴とする請求項1または2に記載のフィルム検査装置である。
【発明の効果】
【0018】
本発明のフィルム検査装置によれば、未塗工不良や塗工不良、塗工抜け不良、しわの発生を抑制することが出来る。
【図面の簡単な説明】
【0019】
【図1】光学機能性フィルムの一例である反射防止フィルムの断面を示す図。
【図2】ウェブ工程の中間でインラインで検査するウェブ検査装置を示す図。
【図3】未塗工不良や、本来塗工されない領域への塗工不良が発生を説明するための図。(a)は正常に塗工された場合を模式的に示す図。(b)はフィルムが右に蛇行して搬送された場合を模式的に示す図。
【図4】塗工抜け不良の一例を示す図。
【図5】本発明のフィルム検査装置が適用される光学機能性フィルムを製造する製造装置の一例を示す図。
【図6】本発明のフィルム検査装置の概略構成を示す図。
【図7】本発明に係る第一の検出部を示す図。(a−1)(a−2)は第一の検出部の構成を示す図。(b−1)(b−2)は第二の検出部の構成を示す図。(c)は第一の検出部及び第二の検出部の設置位置を示す図。
【図8】本発明に係る第一の端辺と第一の塗工エッジの位置算出部を説明するための図。(a)は撮像カメラが撮像する範囲を示す図。(b)は撮像した画像信号の輝度値をA/D変換した信号を示す図。(c)はA/D変換された画像信号を二値化する方法を示す図。(d)は画像信号を二値化した信号を示す図。
【図9】本発明に係る第二の端辺と第二の塗工エッジの位置算出部を説明するための図。(a)は撮像カメラが撮像する範囲を示す図。(b)は撮像した画像信号の輝度値をA/D変換した信号を示す図。(c)はA/D変換された画像信号を二値化する方法を示す図。(d)は画像信号を二値化した信号を示す図。
【図10】本発明に係る正常に搬送されているフィルムに蛇行が発生した場合の第一の端辺位置X1と第二の端辺位置X4が変化する様子を説明するための図。(a)は矢印60で示す方向にフィルムが蛇行した状態を示す図。(b)は第一の端辺位置X1がX1aに変化したことを示す図。(c)は第二の端辺位置X4がX4aに変化したことを示す図。
【図11】本発明に係るフィルムがカールした場合を示す図。(a)はカールが発生していない場合とカールが発生した場合のフィルムを示しす図。(b)は第一の端辺位置X1(X1a)と第一の塗工エッジX2(X2a)を示す図。(c)は第二の端辺位置X4(X4a)と第二の塗工エッジX3(X3a)を示す図。
【図12】本発明に係る塗工抜け不良が発生した場合を示す図。(a)は本来塗工されるべき領域に塗工抜け不良が発生した場合を示す図。(b)は第一の端辺位置X1と、本来の第一の塗工エッジX2と、X2が変化した第一の塗工エッジX2bを示す図。(c)は第二の端辺位置X4と、本来の第二の塗工エッジX3と、X3が変化した第二の塗工エッジX3bを示す図。
【図13】本発明に係る第三の検出部と第四の検出部を説明するための図。(a−1)(a−2)は第三の検出部の構成を示す図。(b−1)(b−2)は第四の検出部の構成を示す図。(c)は第三の検出部及び第四の検出部の設置位置を示す図。
【図14】本発明に係る第三の端辺位置算出部を説明するための図。(a)は撮像カメラが撮像する範囲を示す図。(b)は撮像した画像信号の輝度値をA/D変換した信号を示す図。(c)はA/D変換された画像信号を二値化する方法を示す図。(d)は画像信号を二値化した信号を示す。
【図15】本発明に係る第四の端辺位置算出部を説明するための図。(a)は撮像カメラが撮像する範囲を示す図。(b)は撮像した画像信号の輝度値をA/D変換した信号を示す図。(c)はA/D変換された画像信号を二値化する方法を示す図。(d)は画像信号を二値化した信号を示す図。
【発明を実施するための形態】
【0020】
以下、図面を参照して本発明に係るフィルム検査装置を実施するための形態を説明する。
【0021】
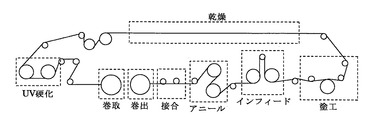
図5は本発明のフィルム検査装置が適用される光学機能性フィルムを製造する製造装置の一例を示す図である。フィルムは巻き出された後に接合され、アニール、インフィード、塗工、乾燥、UV硬化処理部を経て巻き取られる。
【0022】
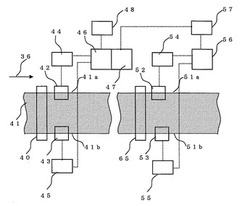
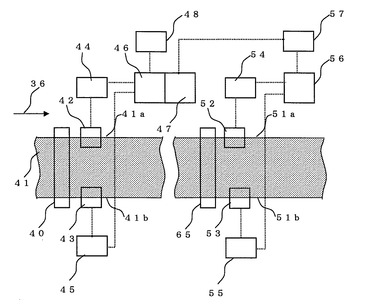
図6は本発明のフィルム検査装置の概略構成を示す図である。フィルム検査装置は、矢印36の方向に搬送されるフィルム41に塗液を塗工する塗工部40の直後に設けられ、搬送されるフィルムの幅方向の第一の端辺41aと塗工された第一の塗工エッジ(図示せず)を検出するための第一の検出部42と、第一の端辺41aと対向する第二の端辺41bと塗工された第二の塗工エッジ(図示せず)を検出するための第二の検出部43と、検出した第一の端辺41aと第一の塗工エッジから第一の端辺の位置と第一の塗工エッジの位置を算出する第一の端辺と第一の塗工エッジの位置算出部44と、第二の端辺と第二の塗工エッジから第二の端辺の位置と第二の塗工エッジの位置を算出する第二の端辺と第二の塗工エッジの位置算出部45と、算出された第一の端辺の位置と第二の端辺の位置から、フィルムの蛇行またはカールの発生を判別する蛇行・カール判別部46と、算出された第一の端辺と第一の塗工エッジの位置及び第二の端辺と第二の塗工エッジから、塗工エッジに発生した塗工抜け不良を判別する塗工抜け不良判別部47と、フィルムに塗工された塗液が乾燥された後、硬化処理される硬化処理部65の直後に設けられ、フィルムの幅方向の第三の端辺を検出するための第三の検出部52と第三の端辺と対向する第四の端辺を検出するための第四の検出部53と、検出された第三の端辺から第三の端辺の位置を算出する第三の端辺位置算出部54と、検出された第四の端辺から第四の端辺の位置を算出する第四の端辺位置算出部55と、算出された第三の端辺の位置と第四の端辺の位置から、フィルムのしわの発生を判別するしわ判別部56と、前記フィルム蛇行と判別した場合には、蛇行修正部に蛇行修正信号を出力する蛇行修正信号出力部48と、塗工抜け不良判別部47で塗工抜け不良を判別した場合、及びしわ判別部56でフィルムのしわ発生を判別した場合には、オペレータに異常発生信号を出力する異常発生信号出力部57と、を備えている。
【0023】
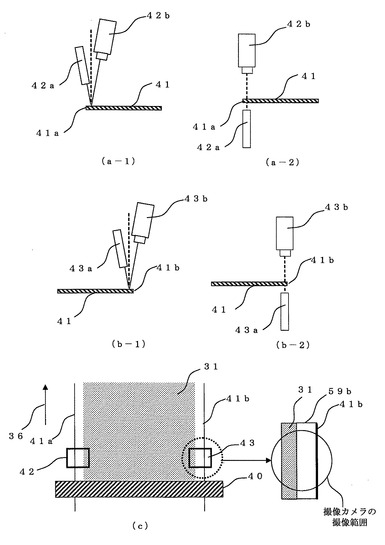
図7は第一の検出部42及び第二の検出部43を示す図である。図7(a−1)(a−2)は第一の検出部42の構成を示す図、図7(b−1)(b−2)は第二の検出部43の構成を示す図、図7(c)は第一の検出部42及び第二の検出部43の設置位置を示す図である。
【0024】
図7(a−1)に示される第一の検出部42はフィルム41の端辺41aを照明する反射光源42aと、照明されたフィルム41の端辺41aを撮像する撮像カメラ42bで構成されている。
【0025】
図7(a−1)に示される照明光源が反射光源であるのに対して、図7(a−2)は図7(a−1)照明光源42aが透過光源として使用された場合を示す。
【0026】
図7(b−1)に示される第二の検出部43はフィルム41の端辺41bを照明する反射光源43aと、照明されたフィルム41の端辺41bを撮像する撮像カメラ43bで構成されている。
【0027】
図7(b−1)に示される照明光源が反射光源であるのに対して、図7(b−2)は照明光源43bが透過光源として使用された場合を示す。
【0028】
図7(c)に示すように第一の検出部42及び第二の検出部43はフィルム41の搬送方向36の塗工部40の直後に設けられており、例えば第二の検出部43の撮像カメラ43bは、塗液が塗工された部分31と塗液が塗工されていないフィルムの部分59bとフィルムの端辺41bとが撮像範囲におさまるように設置位置が決められる。この場合の撮像カメラにはラインカメラやエリアカメラを用いることが出来る。
【0029】
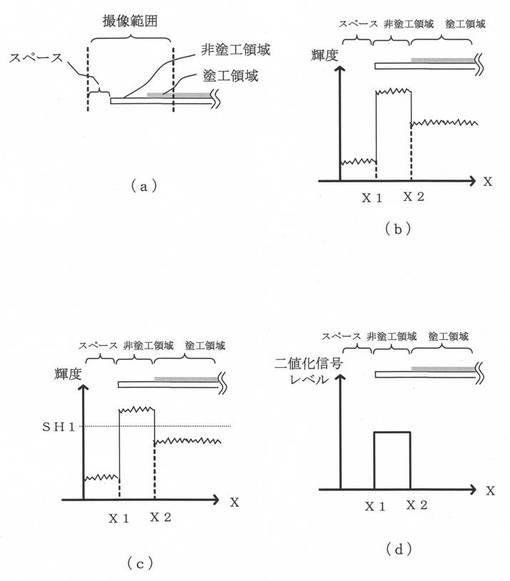
第一の端辺と第一の塗工エッジの位置算出部44と、第二の端辺と第二の塗工エッジの位置算出部45を説明する。図8は第一の端辺と第一の塗工エッジの位置を算出する第一の端辺と第一の塗工エッジの位置算出部44を説明するための図である。図8(a)は撮像カメラが撮像する範囲を示し、図8(b)は撮像した画像信号の輝度値を例えば256階調にA/D変換した信号を示し、図8(c)はA/D変換された画像信号を二値化する方法を示し、図8(d)は画像信号を二値化した信号を示す。尚、図8は照明光源として反射光源を使用した場合を例として示している。
【0030】
図8(a)に示すように、撮像カメラはスペース部、非塗工領域部、塗工領域部を撮像している。撮像した画像信号を例えば256階調にA/D変換した図8(b)に示す画像信号は、スペース部はフィルムの外側を撮像しているため黒レベルに近い信号となっており、非塗工領域部はフィルムの表面を撮像しているため、白レベルに近い信号となっており、塗工領域部は塗工された表面を撮像しているため、上記スペース部と非塗工領域部の中間の灰色レベルの信号となっている。図8(b)に示されるA/D変換した画像信号を、図8(c)で示すようにスレッシュレベルSH1によって二値化することによって、図
8(d)で示される二値化信号が得られる。
【0031】
上記図8(d)で示される二値化信号によって、スペース部とフィルムの端辺部との境界、即ち第一の端辺の位置X1と、非塗工領域部と塗工領域部の境界、即ち第一の塗工エッジの位置X2が求められる。
【0032】
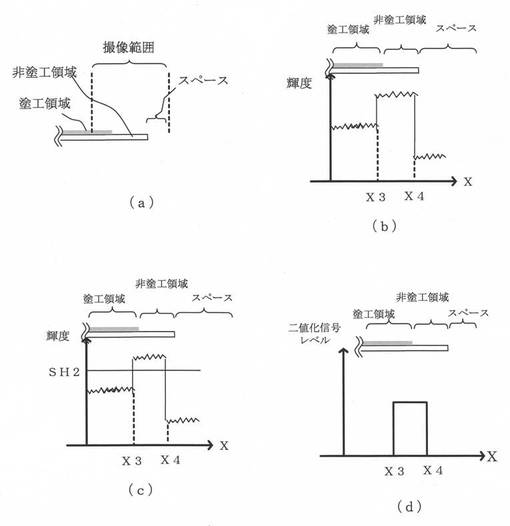
図9は第二の端辺と第二の塗工エッジの位置算出部45を説明するための図である。図9(a)は撮像カメラが撮像する範囲を示し、図9(b)は撮像した画像信号の輝度値を例えば256階調にA/D変換した信号を示し、図9(c)はA/D変換された画像信号を二値化する方法を示し、図9(d)は画像信号をスレッシュレベルSH2で二値化した信号を示す。この場合のスレッシュレベルSH2は第一の検出部42及び第二の検出部43に用いられる照明光源と撮像カメラの照明条件と撮像条件が同じであれば図8(c)に示されるスレッシュレベルSH1と同じレベルのスレッシュレベルで良い。
【0033】
上記図9(d)で示される二値化信号からX3、X4が求められる。X3より塗工領域部と非塗工領域部の境界、即ち第二の塗工エッジの位置が座標位置として算出される。また、X4よりフィルムとスペース部の境界、即ち第二の端辺位置が座標位置として算出される。
【0034】
前記第一の検出部及び第二の検出部の前記照明光源は塗液の吸収波長領域に発光波長を有し、前記撮像カメラは塗液の吸収波長領域に感度を有することが望ましい。その結果、非塗工領域部と塗工領域部とのコントラストが高く取れるため、第一の塗工エッジの位置X2、第二の塗工エッジの位置X3を容易に求めることが出来る。
【0035】
上記第一の端辺位置X1と第二の端辺位置X4、また、非塗工領域部と塗工領域部の境界X2とX3は、一般的に用いられる画像処理技術によって求めることが出来る。
【0036】
算出された第一の端辺位置X1と第二の端辺位置X4から、蛇行・カール判別部によって、フィルムの蛇行またはカールの発生を判別する。蛇行・カール判別部について説明する。
【0037】
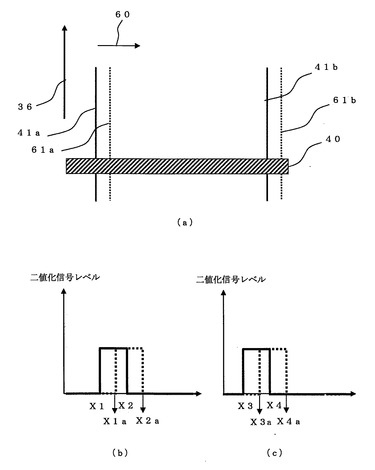
図10は正常(蛇行なく)に搬送されているフィルムの第一の端辺位置X1と第二の端辺位置X4が蛇行が発生した場合に変化する様子を説明するための図である。図10(a)は矢印60で示す方向(紙面の右方向)にフィルムが蛇行した状態を示す図で、矢印60で示す方向にフィルムが蛇行したために、図10(b)で示す第一の端辺位置X1がX1aに変化し、また図10(c)で示す第二の端辺位置X4がX4aに変化する。尚、X2、X3は正常に搬送され塗工された第一の塗工エッジX2と第二の塗工エッジX3を示し、X2a、X3aは蛇行して搬送され塗工された第一の塗工エッジX2aと第二の塗工エッジX3aを示している。
【0038】
図10に示す矢印60で示す方向にフィルムが蛇行した場合には第一の端辺位置X1aと第二の端辺位置X4aはX1、X4に対してともに右方向(座標でいうプラス方向)に変化する。逆に図示しないが、紙面の左方向にフィルムが蛇行した場合には第一の端辺位置X1aと第二の端辺位置X4aはX1、X4に対してともに左方向(座標でいうマイナス方向)に変化する。
【0039】
このように第一の端辺位置X1aと第二の端辺位置X4aはX1、X4に対してともに右方向(座標でいうプラス方向)に、あるいはともに左方向(座標でいうマイナス方向)に変化した場合は、蛇行・カール判別部ではフィルムが蛇行したと判別する。
【0040】
フィルムが蛇行した場合には未塗工不良や塗工不良が発生しているため、フィルムが蛇行したと判別した場合には、蛇行修正部48に蛇行修正信号を出力し、蛇行修正部48からの蛇行修正信号によって図示しない蛇行修正ロールを駆動して、蛇行を修正する。
【0041】
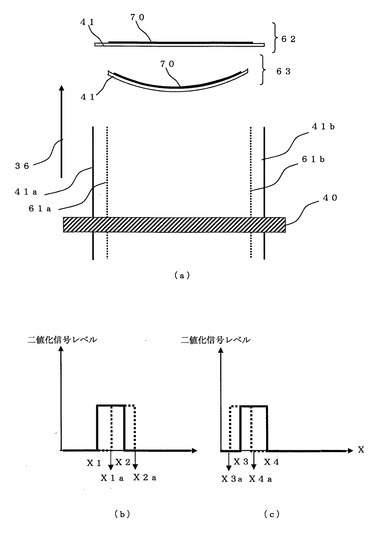
図11はフィルムがカールした場合を示す図である。図11(a)に示す符号62はカールが発生していない場合の塗液70が塗工されたフィルム41を示し、符号63はカールが発生した場合のフィルムを示している。図11(b)は符号62(符号63)で示されたフィルムの第一の端辺位置X1(X1a)と第一の塗工エッジX2(X2a)を示し、図11(c)は符号62(符号63)で示されたフィルムの第二の端辺位置X4(X4a)と第二の塗工エッジX3(X3a)を示す。
【0042】
このように、カールが発生していないフィルム62の場合の上記X1、X4に対して、カールが発生したフィルム63の場合のX1aは、X1のプラス側に、またX4aはX4のマイナス側に変化する。このようにX1aが、X1のプラス側に、またX4aがX4のマイナス側に変化した場合には、蛇行・カール判別部ではカールが発生したと判別する。この場合の変化量(X1→X1a)と(X4→X4a)に対して、蛇行変化上限値Drefとカール変化上限値Crefを予め設定しておき、変化上限値を超えた場合に蛇行またはカールが発生した塗判別し、判別エラーを防ぐことが望ましい。
【0043】
カールと判別された場合には、上記未塗工不良や塗工不良が発生しているわけではないが、フィルムの巻き取りに不具合を発生する原因となるため、図示しないフィルムガイドロールを適宜設け、フィルムガイドロールを介してフィルムを通し(パスし)、更に塗工40の直後のフィルムガイドロールの後に前記第一の検出部及び第二の検出部を設けることが望ましい。
【0044】
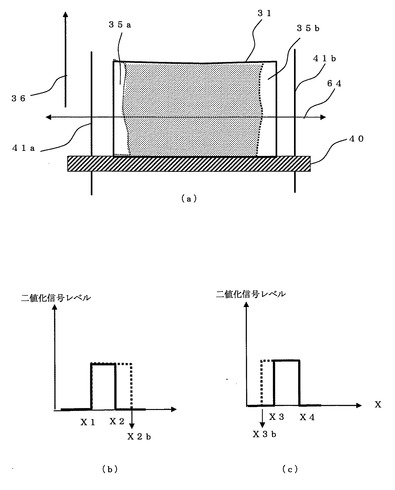
塗工抜け不良判別部47について説明する。図12は塗工抜け不良が発生した場合を示す図である。図12(a)は本来塗工されるべき領域31に対して、フィルムの端辺41aと41bに近接した塗工領域に塗工されない塗工抜け不良35a、35bが発生した場合を示す。図12(b)、図12(c)は、図12(a)に示される線分64におけるそれぞれ第一の端辺位置X1と、本来の第一の塗工エッジX2と変化した第一の塗工エッジX2b(図12(b))と、第二の端辺位置X4と、本来の第二の塗工エッジX3と変化した第二の塗工エッジX3bを示す(図12(b))。
【0045】
塗工抜け不良判別部47では、上記(X2b−X1)及び(X4−X3b)のいずれか一方、または両方が予め設定された塗工抜け不良上限値Nrefを超えた場合を塗工抜け不良が発生したと判別する。
【0046】
塗工抜け不良が発生したと判別された場合には、異常発生信号出力部57からオペレータに異常発生信号が出力され、オペレータによって不具合部分が復旧される。
【0047】
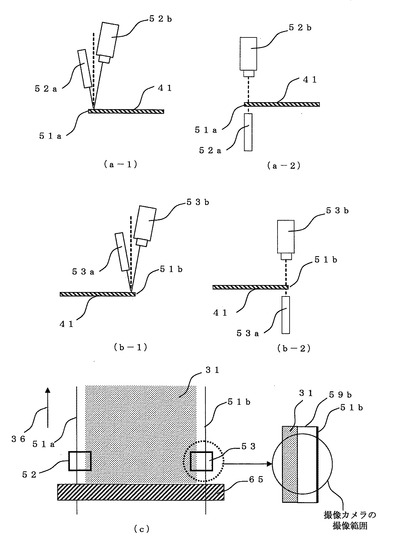
第三の検出部52と第四の検出部53について説明する。図13(a−1)(a−2)は第三の検出部52の構成を示す図、図7(b−1)(b−2)は第四の検出部53の構成を示す図、図13(c)は第三の検出部52及び第四の検出部53の設置位置を示す図である。
【0048】
図13(a−1)に示される第三の検出部52はフィルム41の端辺51aを照明する反射光源52aと、照明されたフィルム41の端辺51aを撮像する撮像カメラ52bで構成されている。図13(a−2)は照明光源52aが透過光源として使用された場合を示す。
【0049】
図13(b−1)に示す第四の検出部53はフィルム41の端辺51bを照明する反射光源53aと、照明されたフィルム41の端辺51bを撮像する撮像カメラ53bで構成されている。図13(b−2)は照明光源52bが透過光源として使用された場合を示す。
【0050】
図13(c)に示すように第三の検出部52及び第二の検出部53はフィルム41の搬送方向36の乾燥装置(図示せず)の下流に設けられたUV硬化処理装置65の直後に設けられている。この場合の撮像カメラにはラインカメラやエリアカメラを用いることが出来る。
【0051】
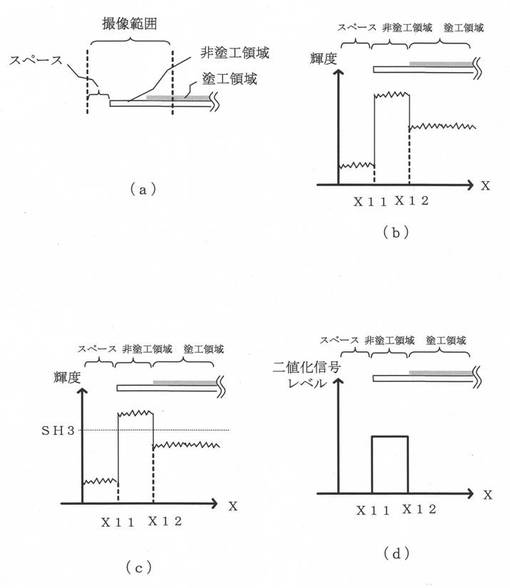
第三の端辺位置算出部54と、第四の端辺位置算出部55について説明する。図14は第三の端辺の位置を算出する第三の端辺位置算出部54を説明するための図である。図14(a)は撮像カメラが撮像する範囲を示し、図14(b)は撮像した画像信号の輝度値を例えば256階調にA/D変換した信号を示し、図14(c)はA/D変換された画像信号を二値化する方法を示し、図14(d)は画像信号を二値化した信号を示す。尚、図14は照明光源として反射光源を使用した場合を例として示している。
【0052】
図14(a)に示すように、撮像カメラはスペース部、非塗工領域部、塗工領域部を撮像している。撮像した画像信号を256階調にA/D変換した図14(b)に示す画像信号は、スペース部はフィルムの外側を撮像しているため黒レベルに近い信号となっており、非塗工領域部は塗工された塗液の表面を撮像しているため、灰色レベルの信号となっている。非塗工領域部はフィルム表面を撮像しているため、白レベルに近い信号となっている。図14(b)に示されるA/D変換した画像信号を図14(c)で示すようにスレッシュレベルSH3によって二値化することによって、図14(d)で示される二値化信号が得られる。この場合のスレッシュレベルSH3は第一の検出部42及び第二の検出部43に用いられる照明光源と撮像カメラの照明条件と撮像条件が同じであれば上記スレッシュレベルSH1やスレッシュレベルSH2と同じレベルのスレッシュレベルで良い。
【0053】
上記図14(d)で示される二値化信号によって、スペース部とフィルムの端辺部との境界、即ち第三の端辺の位置X11が求められる。また、非塗工領域部と塗工領域部の境界、即ち第三の塗工エッジの位置X12が求められるが、ここではX2は使用されない。
【0054】
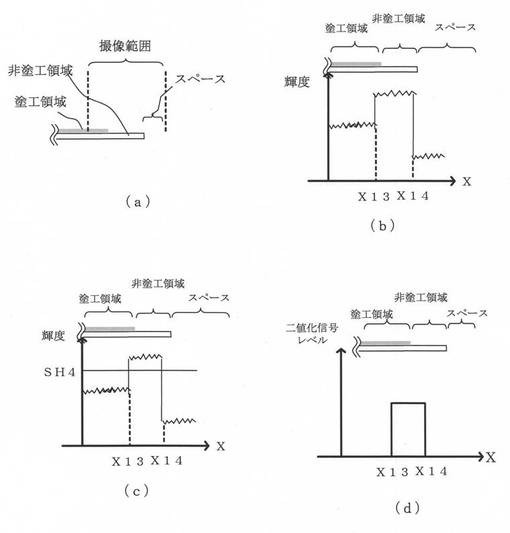
図15は第四の端辺の位置算出部55を説明するための図である。図15(a)は撮像カメラが撮像する範囲を示し、図15(b)は撮像した画像信号の輝度値を例えば256階調にA/D変換した信号を示し、図15(c)はA/D変換された画像信号を二値化する方法を示し、図15(d)は画像信号をスレッシュレベルSH4で二値化した信号を示す。この場合のスレッシュレベルSH4は上記第三の検出部52に用いられる照明光源と撮像カメラの照明条件と撮像条件に同じであればスレッシュレベルSH3と同じレベルのスレッシュレベルで良い。
【0055】
上記図15(d)で示される二値化信号からX13、X14が求められる。X14よりフィルムとスペース部の境界、即ち第四の端辺位置が座標位置として算出される。またX13より塗工領域部と非塗工領域部の境界、即ち第四の塗工エッジの位置が座標位置として算出されるが、ここではX13は使用されない。
【0056】
このようにX12、X13は使用されないので、第三の端辺の位置算出部54及び第三の端辺の位置算出部55では、塗工領域部と非塗工領域部の境界X12、X13の座標位置を算出する必要がない。従って第一の検出部42及び第二の検出部43のように照明光源は塗液の吸収波長領域に発光波長を有し、また撮像カメラは塗液の吸収波長領域に感度を有するものでなくて良い。
【0057】
上記第三の端辺位置X11と第二の端辺位置X14は、一般的に用いられる画像処理技術によって求めることが出来る。
【0058】
しわ判別部56では、フィルムの搬送時にしわが発生した場合は、上記第三の端辺位置X11と第四の端辺位置X14のどちらかの端辺位置に変化はなく、他の一方の端辺位置はフィルムの幅方向の中心に向かって変化している場合をフィルムにしわが発生したと判別する。
【0059】
上記しわ発生が判別された場合には、異常発生信号出力部57からオペレータに異常発生信号がを出力され、オペレータによって不具合部分が復旧される。
【0060】
以上のように本発明によるフィルム検査装置によれば、フィルムの蛇行とたるみを判別することによって、未塗工不良や塗工不良の発生や塗工のエッジ部分に発生する塗工抜け不良を検出することを可能とし、更にしわの発生を検出することが出来る。
【0061】
上記本発明に係るフィルム検査装置を実施するための形態では、光学機能性フィルムを製造する製造装置の場合を例示したが、これに限定されるものではなく、広く長尺のフィルムに塗液を塗工する工程に広く適用することが出来る。
【0062】
以上のように本発明によるフィルム検査装置によれば、フィルムの蛇行とカールとを判別することが出来、未塗工不良や塗工不良の発生を検出することが可能となる。また、塗工抜け不良やしわの発生を検出することが出来、不良発生を抑制することが可能となる。
【符号の説明】
【0063】
1・・・フィルム基材
2・・・ハードコート層
3・・・反射防止層
11〜14・・・複数のローラ
15・・・フィルム
16、17・・・照明光源
18・・・フィルムが搬送される方向を示す矢印
19・・・ラインCCDカメラ
20・・・画像処理装置
21・・・ロータリーエンコーダ
22・・・制御装置
30・・・塗工部
31・・・本来塗工すべき領域
32・・・塗工された部分
33・・・未塗工不良部
34・・・塗工不良部
36・・・フィルムが搬送される方向を示す矢印
40・・・塗工部
41・・・フィルム
41a・・・第一の端辺
41b・・・第二の端辺
42・・・第一の検出部
42a・・・光源
42b・・・撮像カメラ
43・・・第二の検出部
43a・・・光源
43b・・・撮像カメラ
44・・・第一の端辺と第一の塗工エッジの位置算出部
45・・・第二の端辺と第二の塗工エッジの位置算出部
46・・・蛇行・カール判別部
47・・・塗工抜け不良判別部
48・・・蛇行修正信号出力部
51a・・・第三の端辺
51b・・・第四の端辺
52・・・第三の検出部
52a・・・光源
52b・・・撮像カメラ
53・・・第四の検出部
53a・・・光源
53b・・・撮像カメラ
53・・・第四の検出部
54・・・第三の端辺位置算出部
55・・・第四の端辺位置算出部
56・・・しわ判別部
57・・・異常発生信号出力部
59b・・・フィルムの部分
60・・・フィルムが蛇行した方向を示す矢印
62・・・カールが発生していない場合のフィルム
63・・・カールが発生した場合のフィルム
64・・・線分
65・・・UV硬化処理装置
70・・・塗液
SH1〜4・・・スレッシュレベル
X1・・・第一の端辺の位置
X1a・・・第一の端辺位置X1が変化した位置
X2・・・第一の塗工エッジの位置
X2a・・・第一の塗工エッジX2が変化した位置
X2b・・・本来の第一の塗工エッジX2が変化した場合の位置
X3・・・第二の塗工エッジの位置
X3a・・・第二の塗工エッジX3が変化した位置
X3b・・・本来の第二塗工エッジX3が変化した場合の位置
X4・・・第二の端辺位置
X4a・・・第二の端辺位置X4が変化した位置
X11・・・第三の端辺の位置
X12・・・第三の塗工エッジの位置
X13・・・第四の塗工エッジの位置
X14・・・第四の端辺位置
【技術分野】
【0001】
本発明は光学機能性フィルム等の柔軟性を有するフィルムを製造する際の塗工工程における塗工不良、しわ不良を検出するフィルム検査装置に関するものである。
【背景技術】
【0002】
従来より、プラスチックフィルム、紙、金属箔等の柔軟性を有する長尺の基材をロール状に巻き付けた状態から巻き出してから巻取りを行う間に、印刷や塗工、フォトリソプロセス等の各種表面処理を行う技術が一般的に多用されてきた。そこで取り扱う柔軟で長尺の媒体をウェブと称し、ウェブを巻き出し搬送し、前記処理工程を経て最終的に巻き取る技術がウェブハンドリング技術として知られている。
【0003】
図1は光学機能性フィルムの一例である液晶ディスプレイ等の表示デバイスの表示画面の最表面に貼られる反射防止フィルムの断面を示す図である。反射防止フィルムは、表示画面をキズから保護したり、防汚、帯電防止、映り込み防止のために、透明フィルムに反射防止材料をコーティングして製造される。
【0004】
反射防止フィルムの製造工程では、ロール状の長尺帯状の透光性のフィルムに対し、塗工、乾燥といった表面処理が単数または複数回行われ、光学膜が形成される。図1に示される反射防止フィルムはフィルム基材1、ハードコート層2、反射防止層3の各層で構成されている。
【0005】
近年は、特に、光学機能性フィルム等の光学フィルムの製造において、前記ウェブハンドリング技術を駆使して、大量で安価な生産を可能としている。また、量産に際しては、光学フィルムの原反材料そのものに付着している異物欠陥や、製造工程中に生じる傷や異物付着といった欠陥が有り、それらの欠陥を検出する検査方法が各種提案されている。
【0006】
従来よりフィルム基材1にハードコート層2を塗布する前、ハードコート層2を塗布した後、更に反射防止層3を塗布した後、あるいはそのいずれかの段階でフィルム基材(以下、フィルム)及び表面処理の製造工程中に生じるキズ、気泡、異物、しわの外観欠陥を判断するための外観検査の手法が各種提案されている。
【0007】
欠陥を検出する検査はウェブ工程の中間でインラインで検査されている。図2にウェブ工程の中間でインラインで検査するウェブ検査装置を示す。ウェブ検査装置複数のローラ11〜ローラ14からなる搬送ユニット(ローラの回転による搬送)によりフィルム15を搬送し、LED、蛍光灯、ハロゲンランプ、キセノンランプ、UVランプ等を用いた照明光源16及び17によってフィルムの全幅を照明し、フィルム15を矢印18で示す方向に搬送しながらフィルムの幅方向を全走査できるよう複数のラインCCDカメラ19(または2次元カメラ)によってフィルムを撮像する。照明光源16及び17は、その両方またはいずれか一方が適宜採用される。
【0008】
一方、フィルム15の搬送距離に応じた信号をロータリーエンコーダ21より取得し、前記信号を撮像タイミング信号として、一定の搬送距離毎に前記ラインCCDカメラ19によってフィルム表面を撮像し、撮像した画像を画像処理装置20で画像処理し、欠陥部分の抽出を行い、抽出した欠陥について、記憶機構を含む制御装置22に欠陥データ(欠陥の位置を示す座標、ラインCCDカメラの画素数、濃度値)をファイル及びデータベースにデータとして保存する機構を有する欠陥検査装置である。
【0009】
更に、前記キズ、気泡、異物、しわといった欠陥のほかに上記塗布する工程(塗工工程)ではフィルムが蛇行しながら搬送された場合、本来塗工すべき領域が塗工されないといった未塗工不良(未塗工の不良部分)や、本来塗工されない領域への塗工不良(塗工された不良部分)が発生する。図3(a)は正常に塗工された場合を模式的に示す図で、この場合は、本来塗工すべき領域31と塗工部30によってフィルム15に塗工された部分32は一致し上記未塗工不良や塗工不良が発生していない。一方、図3(b)はフィルムが右に蛇行して搬送された場合を模式的に示す図で、本来塗工されなければならない部分が塗工されていない未塗工不良部33や、本来塗工されない部分が塗工されている塗工不良部34が発生している。フィルムの蛇行による未塗工不良や塗工不良は品質管理値を超えた場合には製品不良となる。
【0010】
上記フィルム蛇行を検出する手段として、エッジセンサと蛇行補正ローラを組み合わせたエッジコントローラーと呼ばれる手法があるが、塗工後に適切な領域に塗工できているか目視では確認出来ない。また、上記エッジセンサではフィルムが幅方向に反り返り(以下、カール)ながら搬送されている場合、カールと蛇行を誤検出する可能性がある。
【0011】
また、上記蛇行に起因する不良の他に、塗工工程における塗工抜け不良がある。図4に塗工抜け不良の一例を示す。特にダイヘッドを用いて塗布を行う場合には、ヘッドの性質上フィルムの幅方向の塗工のエッジの部分に塗液量不足が起こりやすく、このため塗工抜け不良部35が発生する場合があり、この不良検出が望まれていた。
【0012】
更に、塗工は正常に行われていても、フィルムが塗工部から乾燥部、硬化処理部を搬送される間に搬送不良によるしわが発生する場合もあり、しわの検出を行うことが望まれていた。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特開2001−233517号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
そこで本発明は、上記フィルムの蛇行とカールとを監視し、未塗工不良や塗工不良の発生や、塗工のエッジ部分に発生する塗工抜け不良を検出することを可能とし、更にしわの発生を検出可能としたフィルム検査装置を提供することを目的とする。
【課題を解決するための手段】
【0015】
そこで本発明の請求項1に係る発明は、長尺のフィルムに塗液を塗工する工程でフィルムを検査する装置であって、
搬送されるフィルムに塗液を塗工する塗工部の直後に設けられ、搬送されるフィルムの幅方向の第一の端辺と塗工された第一の塗工エッジを検出するための第一の検出部と、第一の端辺と対向する第二の端辺と塗工された第二の塗工エッジを検出するための第二の検出部と、
検出された第一の端辺と第一の塗工エッジから第一の端辺の位置と第一の塗工エッジの位置を算出する第一の端辺と第一の塗工エッジの位置算出部と、検出された第二の端辺と第二の塗工エッジから第二の端辺の位置と第二の塗工エッジの位置を算出する第二の端辺と第二の塗工エッジの位置算出部と、
算出された第一の端辺の位置と第二の端辺の位置から、フィルムの蛇行またはカールの発生を判別する蛇行・カール判別部と、
算出された第一の端辺と第一の塗工エッジの位置及び第二の端辺と第二の塗工エッジから、塗工エッジに発生した塗工抜け不良を判別する塗工抜け不良判別部と、
フィルムに塗工された塗液が乾燥後、硬化処理される硬化処理部の直後に設けられ、前記フィルムの幅方向の第三の端辺を検出するための第三の検出部と第三の端辺と対向する第四の端辺を検出するための第四の検出部と、
検出された第三の端辺から第三の端辺の位置を算出する第三の端辺位置算出部と、第四の端辺から第四の端辺の位置を算出する第四の端辺位置算出部と、
算出された第三の端辺の位置と第四の端辺の位置から、フィルムのしわの発生を判別するしわ判別部と、
前記フィルム蛇行と判別した場合には、蛇行修正部に蛇行修正信号を出力する蛇行修正信号出力部と、
前記塗工抜け不良判別部が塗工抜け不良を判別した場合、及び前記しわ判別部がフィルムのしわ発生を判別した場合には、オペレータに異常発生信号を出力する異常発生信号出力部と、を備えたことを特徴とするフィルム検査装置である。
【0016】
本発明の請求項2に係る発明は、前記第一の検出部、第二の検出部、第三の検出部、第四の検出部は、それぞれフィルムを照明する照明光源と照明されたフィルムの端辺部を撮像する撮像カメラを有することを特徴とする請求項1に記載のフィルム検査装置である。
【0017】
本発明の請求項3に係る発明は、前記第一の検出部及び第二の検出部の前記照明光源は塗液の吸収波長領域に発光波長を有し、前記撮像カメラは塗液の吸収波長領域に感度を有することを特徴とする請求項1または2に記載のフィルム検査装置である。
【発明の効果】
【0018】
本発明のフィルム検査装置によれば、未塗工不良や塗工不良、塗工抜け不良、しわの発生を抑制することが出来る。
【図面の簡単な説明】
【0019】
【図1】光学機能性フィルムの一例である反射防止フィルムの断面を示す図。
【図2】ウェブ工程の中間でインラインで検査するウェブ検査装置を示す図。
【図3】未塗工不良や、本来塗工されない領域への塗工不良が発生を説明するための図。(a)は正常に塗工された場合を模式的に示す図。(b)はフィルムが右に蛇行して搬送された場合を模式的に示す図。
【図4】塗工抜け不良の一例を示す図。
【図5】本発明のフィルム検査装置が適用される光学機能性フィルムを製造する製造装置の一例を示す図。
【図6】本発明のフィルム検査装置の概略構成を示す図。
【図7】本発明に係る第一の検出部を示す図。(a−1)(a−2)は第一の検出部の構成を示す図。(b−1)(b−2)は第二の検出部の構成を示す図。(c)は第一の検出部及び第二の検出部の設置位置を示す図。
【図8】本発明に係る第一の端辺と第一の塗工エッジの位置算出部を説明するための図。(a)は撮像カメラが撮像する範囲を示す図。(b)は撮像した画像信号の輝度値をA/D変換した信号を示す図。(c)はA/D変換された画像信号を二値化する方法を示す図。(d)は画像信号を二値化した信号を示す図。
【図9】本発明に係る第二の端辺と第二の塗工エッジの位置算出部を説明するための図。(a)は撮像カメラが撮像する範囲を示す図。(b)は撮像した画像信号の輝度値をA/D変換した信号を示す図。(c)はA/D変換された画像信号を二値化する方法を示す図。(d)は画像信号を二値化した信号を示す図。
【図10】本発明に係る正常に搬送されているフィルムに蛇行が発生した場合の第一の端辺位置X1と第二の端辺位置X4が変化する様子を説明するための図。(a)は矢印60で示す方向にフィルムが蛇行した状態を示す図。(b)は第一の端辺位置X1がX1aに変化したことを示す図。(c)は第二の端辺位置X4がX4aに変化したことを示す図。
【図11】本発明に係るフィルムがカールした場合を示す図。(a)はカールが発生していない場合とカールが発生した場合のフィルムを示しす図。(b)は第一の端辺位置X1(X1a)と第一の塗工エッジX2(X2a)を示す図。(c)は第二の端辺位置X4(X4a)と第二の塗工エッジX3(X3a)を示す図。
【図12】本発明に係る塗工抜け不良が発生した場合を示す図。(a)は本来塗工されるべき領域に塗工抜け不良が発生した場合を示す図。(b)は第一の端辺位置X1と、本来の第一の塗工エッジX2と、X2が変化した第一の塗工エッジX2bを示す図。(c)は第二の端辺位置X4と、本来の第二の塗工エッジX3と、X3が変化した第二の塗工エッジX3bを示す図。
【図13】本発明に係る第三の検出部と第四の検出部を説明するための図。(a−1)(a−2)は第三の検出部の構成を示す図。(b−1)(b−2)は第四の検出部の構成を示す図。(c)は第三の検出部及び第四の検出部の設置位置を示す図。
【図14】本発明に係る第三の端辺位置算出部を説明するための図。(a)は撮像カメラが撮像する範囲を示す図。(b)は撮像した画像信号の輝度値をA/D変換した信号を示す図。(c)はA/D変換された画像信号を二値化する方法を示す図。(d)は画像信号を二値化した信号を示す。
【図15】本発明に係る第四の端辺位置算出部を説明するための図。(a)は撮像カメラが撮像する範囲を示す図。(b)は撮像した画像信号の輝度値をA/D変換した信号を示す図。(c)はA/D変換された画像信号を二値化する方法を示す図。(d)は画像信号を二値化した信号を示す図。
【発明を実施するための形態】
【0020】
以下、図面を参照して本発明に係るフィルム検査装置を実施するための形態を説明する。
【0021】
図5は本発明のフィルム検査装置が適用される光学機能性フィルムを製造する製造装置の一例を示す図である。フィルムは巻き出された後に接合され、アニール、インフィード、塗工、乾燥、UV硬化処理部を経て巻き取られる。
【0022】
図6は本発明のフィルム検査装置の概略構成を示す図である。フィルム検査装置は、矢印36の方向に搬送されるフィルム41に塗液を塗工する塗工部40の直後に設けられ、搬送されるフィルムの幅方向の第一の端辺41aと塗工された第一の塗工エッジ(図示せず)を検出するための第一の検出部42と、第一の端辺41aと対向する第二の端辺41bと塗工された第二の塗工エッジ(図示せず)を検出するための第二の検出部43と、検出した第一の端辺41aと第一の塗工エッジから第一の端辺の位置と第一の塗工エッジの位置を算出する第一の端辺と第一の塗工エッジの位置算出部44と、第二の端辺と第二の塗工エッジから第二の端辺の位置と第二の塗工エッジの位置を算出する第二の端辺と第二の塗工エッジの位置算出部45と、算出された第一の端辺の位置と第二の端辺の位置から、フィルムの蛇行またはカールの発生を判別する蛇行・カール判別部46と、算出された第一の端辺と第一の塗工エッジの位置及び第二の端辺と第二の塗工エッジから、塗工エッジに発生した塗工抜け不良を判別する塗工抜け不良判別部47と、フィルムに塗工された塗液が乾燥された後、硬化処理される硬化処理部65の直後に設けられ、フィルムの幅方向の第三の端辺を検出するための第三の検出部52と第三の端辺と対向する第四の端辺を検出するための第四の検出部53と、検出された第三の端辺から第三の端辺の位置を算出する第三の端辺位置算出部54と、検出された第四の端辺から第四の端辺の位置を算出する第四の端辺位置算出部55と、算出された第三の端辺の位置と第四の端辺の位置から、フィルムのしわの発生を判別するしわ判別部56と、前記フィルム蛇行と判別した場合には、蛇行修正部に蛇行修正信号を出力する蛇行修正信号出力部48と、塗工抜け不良判別部47で塗工抜け不良を判別した場合、及びしわ判別部56でフィルムのしわ発生を判別した場合には、オペレータに異常発生信号を出力する異常発生信号出力部57と、を備えている。
【0023】
図7は第一の検出部42及び第二の検出部43を示す図である。図7(a−1)(a−2)は第一の検出部42の構成を示す図、図7(b−1)(b−2)は第二の検出部43の構成を示す図、図7(c)は第一の検出部42及び第二の検出部43の設置位置を示す図である。
【0024】
図7(a−1)に示される第一の検出部42はフィルム41の端辺41aを照明する反射光源42aと、照明されたフィルム41の端辺41aを撮像する撮像カメラ42bで構成されている。
【0025】
図7(a−1)に示される照明光源が反射光源であるのに対して、図7(a−2)は図7(a−1)照明光源42aが透過光源として使用された場合を示す。
【0026】
図7(b−1)に示される第二の検出部43はフィルム41の端辺41bを照明する反射光源43aと、照明されたフィルム41の端辺41bを撮像する撮像カメラ43bで構成されている。
【0027】
図7(b−1)に示される照明光源が反射光源であるのに対して、図7(b−2)は照明光源43bが透過光源として使用された場合を示す。
【0028】
図7(c)に示すように第一の検出部42及び第二の検出部43はフィルム41の搬送方向36の塗工部40の直後に設けられており、例えば第二の検出部43の撮像カメラ43bは、塗液が塗工された部分31と塗液が塗工されていないフィルムの部分59bとフィルムの端辺41bとが撮像範囲におさまるように設置位置が決められる。この場合の撮像カメラにはラインカメラやエリアカメラを用いることが出来る。
【0029】
第一の端辺と第一の塗工エッジの位置算出部44と、第二の端辺と第二の塗工エッジの位置算出部45を説明する。図8は第一の端辺と第一の塗工エッジの位置を算出する第一の端辺と第一の塗工エッジの位置算出部44を説明するための図である。図8(a)は撮像カメラが撮像する範囲を示し、図8(b)は撮像した画像信号の輝度値を例えば256階調にA/D変換した信号を示し、図8(c)はA/D変換された画像信号を二値化する方法を示し、図8(d)は画像信号を二値化した信号を示す。尚、図8は照明光源として反射光源を使用した場合を例として示している。
【0030】
図8(a)に示すように、撮像カメラはスペース部、非塗工領域部、塗工領域部を撮像している。撮像した画像信号を例えば256階調にA/D変換した図8(b)に示す画像信号は、スペース部はフィルムの外側を撮像しているため黒レベルに近い信号となっており、非塗工領域部はフィルムの表面を撮像しているため、白レベルに近い信号となっており、塗工領域部は塗工された表面を撮像しているため、上記スペース部と非塗工領域部の中間の灰色レベルの信号となっている。図8(b)に示されるA/D変換した画像信号を、図8(c)で示すようにスレッシュレベルSH1によって二値化することによって、図
8(d)で示される二値化信号が得られる。
【0031】
上記図8(d)で示される二値化信号によって、スペース部とフィルムの端辺部との境界、即ち第一の端辺の位置X1と、非塗工領域部と塗工領域部の境界、即ち第一の塗工エッジの位置X2が求められる。
【0032】
図9は第二の端辺と第二の塗工エッジの位置算出部45を説明するための図である。図9(a)は撮像カメラが撮像する範囲を示し、図9(b)は撮像した画像信号の輝度値を例えば256階調にA/D変換した信号を示し、図9(c)はA/D変換された画像信号を二値化する方法を示し、図9(d)は画像信号をスレッシュレベルSH2で二値化した信号を示す。この場合のスレッシュレベルSH2は第一の検出部42及び第二の検出部43に用いられる照明光源と撮像カメラの照明条件と撮像条件が同じであれば図8(c)に示されるスレッシュレベルSH1と同じレベルのスレッシュレベルで良い。
【0033】
上記図9(d)で示される二値化信号からX3、X4が求められる。X3より塗工領域部と非塗工領域部の境界、即ち第二の塗工エッジの位置が座標位置として算出される。また、X4よりフィルムとスペース部の境界、即ち第二の端辺位置が座標位置として算出される。
【0034】
前記第一の検出部及び第二の検出部の前記照明光源は塗液の吸収波長領域に発光波長を有し、前記撮像カメラは塗液の吸収波長領域に感度を有することが望ましい。その結果、非塗工領域部と塗工領域部とのコントラストが高く取れるため、第一の塗工エッジの位置X2、第二の塗工エッジの位置X3を容易に求めることが出来る。
【0035】
上記第一の端辺位置X1と第二の端辺位置X4、また、非塗工領域部と塗工領域部の境界X2とX3は、一般的に用いられる画像処理技術によって求めることが出来る。
【0036】
算出された第一の端辺位置X1と第二の端辺位置X4から、蛇行・カール判別部によって、フィルムの蛇行またはカールの発生を判別する。蛇行・カール判別部について説明する。
【0037】
図10は正常(蛇行なく)に搬送されているフィルムの第一の端辺位置X1と第二の端辺位置X4が蛇行が発生した場合に変化する様子を説明するための図である。図10(a)は矢印60で示す方向(紙面の右方向)にフィルムが蛇行した状態を示す図で、矢印60で示す方向にフィルムが蛇行したために、図10(b)で示す第一の端辺位置X1がX1aに変化し、また図10(c)で示す第二の端辺位置X4がX4aに変化する。尚、X2、X3は正常に搬送され塗工された第一の塗工エッジX2と第二の塗工エッジX3を示し、X2a、X3aは蛇行して搬送され塗工された第一の塗工エッジX2aと第二の塗工エッジX3aを示している。
【0038】
図10に示す矢印60で示す方向にフィルムが蛇行した場合には第一の端辺位置X1aと第二の端辺位置X4aはX1、X4に対してともに右方向(座標でいうプラス方向)に変化する。逆に図示しないが、紙面の左方向にフィルムが蛇行した場合には第一の端辺位置X1aと第二の端辺位置X4aはX1、X4に対してともに左方向(座標でいうマイナス方向)に変化する。
【0039】
このように第一の端辺位置X1aと第二の端辺位置X4aはX1、X4に対してともに右方向(座標でいうプラス方向)に、あるいはともに左方向(座標でいうマイナス方向)に変化した場合は、蛇行・カール判別部ではフィルムが蛇行したと判別する。
【0040】
フィルムが蛇行した場合には未塗工不良や塗工不良が発生しているため、フィルムが蛇行したと判別した場合には、蛇行修正部48に蛇行修正信号を出力し、蛇行修正部48からの蛇行修正信号によって図示しない蛇行修正ロールを駆動して、蛇行を修正する。
【0041】
図11はフィルムがカールした場合を示す図である。図11(a)に示す符号62はカールが発生していない場合の塗液70が塗工されたフィルム41を示し、符号63はカールが発生した場合のフィルムを示している。図11(b)は符号62(符号63)で示されたフィルムの第一の端辺位置X1(X1a)と第一の塗工エッジX2(X2a)を示し、図11(c)は符号62(符号63)で示されたフィルムの第二の端辺位置X4(X4a)と第二の塗工エッジX3(X3a)を示す。
【0042】
このように、カールが発生していないフィルム62の場合の上記X1、X4に対して、カールが発生したフィルム63の場合のX1aは、X1のプラス側に、またX4aはX4のマイナス側に変化する。このようにX1aが、X1のプラス側に、またX4aがX4のマイナス側に変化した場合には、蛇行・カール判別部ではカールが発生したと判別する。この場合の変化量(X1→X1a)と(X4→X4a)に対して、蛇行変化上限値Drefとカール変化上限値Crefを予め設定しておき、変化上限値を超えた場合に蛇行またはカールが発生した塗判別し、判別エラーを防ぐことが望ましい。
【0043】
カールと判別された場合には、上記未塗工不良や塗工不良が発生しているわけではないが、フィルムの巻き取りに不具合を発生する原因となるため、図示しないフィルムガイドロールを適宜設け、フィルムガイドロールを介してフィルムを通し(パスし)、更に塗工40の直後のフィルムガイドロールの後に前記第一の検出部及び第二の検出部を設けることが望ましい。
【0044】
塗工抜け不良判別部47について説明する。図12は塗工抜け不良が発生した場合を示す図である。図12(a)は本来塗工されるべき領域31に対して、フィルムの端辺41aと41bに近接した塗工領域に塗工されない塗工抜け不良35a、35bが発生した場合を示す。図12(b)、図12(c)は、図12(a)に示される線分64におけるそれぞれ第一の端辺位置X1と、本来の第一の塗工エッジX2と変化した第一の塗工エッジX2b(図12(b))と、第二の端辺位置X4と、本来の第二の塗工エッジX3と変化した第二の塗工エッジX3bを示す(図12(b))。
【0045】
塗工抜け不良判別部47では、上記(X2b−X1)及び(X4−X3b)のいずれか一方、または両方が予め設定された塗工抜け不良上限値Nrefを超えた場合を塗工抜け不良が発生したと判別する。
【0046】
塗工抜け不良が発生したと判別された場合には、異常発生信号出力部57からオペレータに異常発生信号が出力され、オペレータによって不具合部分が復旧される。
【0047】
第三の検出部52と第四の検出部53について説明する。図13(a−1)(a−2)は第三の検出部52の構成を示す図、図7(b−1)(b−2)は第四の検出部53の構成を示す図、図13(c)は第三の検出部52及び第四の検出部53の設置位置を示す図である。
【0048】
図13(a−1)に示される第三の検出部52はフィルム41の端辺51aを照明する反射光源52aと、照明されたフィルム41の端辺51aを撮像する撮像カメラ52bで構成されている。図13(a−2)は照明光源52aが透過光源として使用された場合を示す。
【0049】
図13(b−1)に示す第四の検出部53はフィルム41の端辺51bを照明する反射光源53aと、照明されたフィルム41の端辺51bを撮像する撮像カメラ53bで構成されている。図13(b−2)は照明光源52bが透過光源として使用された場合を示す。
【0050】
図13(c)に示すように第三の検出部52及び第二の検出部53はフィルム41の搬送方向36の乾燥装置(図示せず)の下流に設けられたUV硬化処理装置65の直後に設けられている。この場合の撮像カメラにはラインカメラやエリアカメラを用いることが出来る。
【0051】
第三の端辺位置算出部54と、第四の端辺位置算出部55について説明する。図14は第三の端辺の位置を算出する第三の端辺位置算出部54を説明するための図である。図14(a)は撮像カメラが撮像する範囲を示し、図14(b)は撮像した画像信号の輝度値を例えば256階調にA/D変換した信号を示し、図14(c)はA/D変換された画像信号を二値化する方法を示し、図14(d)は画像信号を二値化した信号を示す。尚、図14は照明光源として反射光源を使用した場合を例として示している。
【0052】
図14(a)に示すように、撮像カメラはスペース部、非塗工領域部、塗工領域部を撮像している。撮像した画像信号を256階調にA/D変換した図14(b)に示す画像信号は、スペース部はフィルムの外側を撮像しているため黒レベルに近い信号となっており、非塗工領域部は塗工された塗液の表面を撮像しているため、灰色レベルの信号となっている。非塗工領域部はフィルム表面を撮像しているため、白レベルに近い信号となっている。図14(b)に示されるA/D変換した画像信号を図14(c)で示すようにスレッシュレベルSH3によって二値化することによって、図14(d)で示される二値化信号が得られる。この場合のスレッシュレベルSH3は第一の検出部42及び第二の検出部43に用いられる照明光源と撮像カメラの照明条件と撮像条件が同じであれば上記スレッシュレベルSH1やスレッシュレベルSH2と同じレベルのスレッシュレベルで良い。
【0053】
上記図14(d)で示される二値化信号によって、スペース部とフィルムの端辺部との境界、即ち第三の端辺の位置X11が求められる。また、非塗工領域部と塗工領域部の境界、即ち第三の塗工エッジの位置X12が求められるが、ここではX2は使用されない。
【0054】
図15は第四の端辺の位置算出部55を説明するための図である。図15(a)は撮像カメラが撮像する範囲を示し、図15(b)は撮像した画像信号の輝度値を例えば256階調にA/D変換した信号を示し、図15(c)はA/D変換された画像信号を二値化する方法を示し、図15(d)は画像信号をスレッシュレベルSH4で二値化した信号を示す。この場合のスレッシュレベルSH4は上記第三の検出部52に用いられる照明光源と撮像カメラの照明条件と撮像条件に同じであればスレッシュレベルSH3と同じレベルのスレッシュレベルで良い。
【0055】
上記図15(d)で示される二値化信号からX13、X14が求められる。X14よりフィルムとスペース部の境界、即ち第四の端辺位置が座標位置として算出される。またX13より塗工領域部と非塗工領域部の境界、即ち第四の塗工エッジの位置が座標位置として算出されるが、ここではX13は使用されない。
【0056】
このようにX12、X13は使用されないので、第三の端辺の位置算出部54及び第三の端辺の位置算出部55では、塗工領域部と非塗工領域部の境界X12、X13の座標位置を算出する必要がない。従って第一の検出部42及び第二の検出部43のように照明光源は塗液の吸収波長領域に発光波長を有し、また撮像カメラは塗液の吸収波長領域に感度を有するものでなくて良い。
【0057】
上記第三の端辺位置X11と第二の端辺位置X14は、一般的に用いられる画像処理技術によって求めることが出来る。
【0058】
しわ判別部56では、フィルムの搬送時にしわが発生した場合は、上記第三の端辺位置X11と第四の端辺位置X14のどちらかの端辺位置に変化はなく、他の一方の端辺位置はフィルムの幅方向の中心に向かって変化している場合をフィルムにしわが発生したと判別する。
【0059】
上記しわ発生が判別された場合には、異常発生信号出力部57からオペレータに異常発生信号がを出力され、オペレータによって不具合部分が復旧される。
【0060】
以上のように本発明によるフィルム検査装置によれば、フィルムの蛇行とたるみを判別することによって、未塗工不良や塗工不良の発生や塗工のエッジ部分に発生する塗工抜け不良を検出することを可能とし、更にしわの発生を検出することが出来る。
【0061】
上記本発明に係るフィルム検査装置を実施するための形態では、光学機能性フィルムを製造する製造装置の場合を例示したが、これに限定されるものではなく、広く長尺のフィルムに塗液を塗工する工程に広く適用することが出来る。
【0062】
以上のように本発明によるフィルム検査装置によれば、フィルムの蛇行とカールとを判別することが出来、未塗工不良や塗工不良の発生を検出することが可能となる。また、塗工抜け不良やしわの発生を検出することが出来、不良発生を抑制することが可能となる。
【符号の説明】
【0063】
1・・・フィルム基材
2・・・ハードコート層
3・・・反射防止層
11〜14・・・複数のローラ
15・・・フィルム
16、17・・・照明光源
18・・・フィルムが搬送される方向を示す矢印
19・・・ラインCCDカメラ
20・・・画像処理装置
21・・・ロータリーエンコーダ
22・・・制御装置
30・・・塗工部
31・・・本来塗工すべき領域
32・・・塗工された部分
33・・・未塗工不良部
34・・・塗工不良部
36・・・フィルムが搬送される方向を示す矢印
40・・・塗工部
41・・・フィルム
41a・・・第一の端辺
41b・・・第二の端辺
42・・・第一の検出部
42a・・・光源
42b・・・撮像カメラ
43・・・第二の検出部
43a・・・光源
43b・・・撮像カメラ
44・・・第一の端辺と第一の塗工エッジの位置算出部
45・・・第二の端辺と第二の塗工エッジの位置算出部
46・・・蛇行・カール判別部
47・・・塗工抜け不良判別部
48・・・蛇行修正信号出力部
51a・・・第三の端辺
51b・・・第四の端辺
52・・・第三の検出部
52a・・・光源
52b・・・撮像カメラ
53・・・第四の検出部
53a・・・光源
53b・・・撮像カメラ
53・・・第四の検出部
54・・・第三の端辺位置算出部
55・・・第四の端辺位置算出部
56・・・しわ判別部
57・・・異常発生信号出力部
59b・・・フィルムの部分
60・・・フィルムが蛇行した方向を示す矢印
62・・・カールが発生していない場合のフィルム
63・・・カールが発生した場合のフィルム
64・・・線分
65・・・UV硬化処理装置
70・・・塗液
SH1〜4・・・スレッシュレベル
X1・・・第一の端辺の位置
X1a・・・第一の端辺位置X1が変化した位置
X2・・・第一の塗工エッジの位置
X2a・・・第一の塗工エッジX2が変化した位置
X2b・・・本来の第一の塗工エッジX2が変化した場合の位置
X3・・・第二の塗工エッジの位置
X3a・・・第二の塗工エッジX3が変化した位置
X3b・・・本来の第二塗工エッジX3が変化した場合の位置
X4・・・第二の端辺位置
X4a・・・第二の端辺位置X4が変化した位置
X11・・・第三の端辺の位置
X12・・・第三の塗工エッジの位置
X13・・・第四の塗工エッジの位置
X14・・・第四の端辺位置
【特許請求の範囲】
【請求項1】
長尺のフィルムに塗液を塗工する工程でフィルムを検査する装置であって、
搬送されるフィルムに塗液を塗工する塗工部の直後に設けられ、搬送されるフィルムの幅方向の第一の端辺と塗工された第一の塗工エッジを検出するための第一の検出部と、第一の端辺と対向する第二の端辺と塗工された第二の塗工エッジを検出するための第二の検出部と、
検出された第一の端辺と第一の塗工エッジから第一の端辺の位置と第一の塗工エッジの位置を算出する第一の端辺と第一の塗工エッジの位置算出部と、検出された第二の端辺と第二の塗工エッジから第二の端辺の位置と第二の塗工エッジの位置を算出する第二の端辺と第二の塗工エッジの位置算出部と、
算出された第一の端辺の位置と第二の端辺の位置から、フィルムの蛇行またはカールの発生を判別する蛇行・カール判別部と、
算出された第一の端辺と第一の塗工エッジの位置及び第二の端辺と第二の塗工エッジから、塗工エッジに発生した塗工抜け不良を判別する塗工抜け不良判別部と、
フィルムに塗工された塗液が乾燥後、硬化処理される硬化処理部の直後に設けられ、前記フィルムの幅方向の第三の端辺を検出するための第三の検出部と第三の端辺と対向する第四の端辺を検出するための第四の検出部と、
検出された第三の端辺から第三の端辺の位置を算出する第三の端辺位置算出部と、第四の端辺から第四の端辺の位置を算出する第四の端辺位置算出部と、
算出された第三の端辺の位置と第四の端辺の位置から、フィルムのシワの発生を判別するシワ判別部と、
前記フィルム蛇行と判別した場合には、蛇行修正部に蛇行修正信号を出力する蛇行修正信号出力部と、
前記塗工抜け不良判別部が塗工抜け不良を判別した場合、及び前記シワ判別部がフィルムのシワ発生を判別した場合には、オペレータに異常発生信号を出力する異常発生信号出力部と、を備えたことを特徴とするフィルム検査装置。
【請求項2】
前記第一の検出部、第二の検出部、第三の検出部、第四の検出部は、それぞれフィルムを照明する照明光源と照明されたフィルムの端辺部を撮像する撮像カメラを有することを特徴とする請求項1に記載のフィルム検査装置。
【請求項3】
前記第一の検出部及び第二の検出部の前記照明光源は塗液の吸収波長領域に発光波長を有し、前記撮像カメラは塗液の吸収波長領域に感度を有することを特徴とする請求項1または2に記載のフィルム検査装置。
【請求項1】
長尺のフィルムに塗液を塗工する工程でフィルムを検査する装置であって、
搬送されるフィルムに塗液を塗工する塗工部の直後に設けられ、搬送されるフィルムの幅方向の第一の端辺と塗工された第一の塗工エッジを検出するための第一の検出部と、第一の端辺と対向する第二の端辺と塗工された第二の塗工エッジを検出するための第二の検出部と、
検出された第一の端辺と第一の塗工エッジから第一の端辺の位置と第一の塗工エッジの位置を算出する第一の端辺と第一の塗工エッジの位置算出部と、検出された第二の端辺と第二の塗工エッジから第二の端辺の位置と第二の塗工エッジの位置を算出する第二の端辺と第二の塗工エッジの位置算出部と、
算出された第一の端辺の位置と第二の端辺の位置から、フィルムの蛇行またはカールの発生を判別する蛇行・カール判別部と、
算出された第一の端辺と第一の塗工エッジの位置及び第二の端辺と第二の塗工エッジから、塗工エッジに発生した塗工抜け不良を判別する塗工抜け不良判別部と、
フィルムに塗工された塗液が乾燥後、硬化処理される硬化処理部の直後に設けられ、前記フィルムの幅方向の第三の端辺を検出するための第三の検出部と第三の端辺と対向する第四の端辺を検出するための第四の検出部と、
検出された第三の端辺から第三の端辺の位置を算出する第三の端辺位置算出部と、第四の端辺から第四の端辺の位置を算出する第四の端辺位置算出部と、
算出された第三の端辺の位置と第四の端辺の位置から、フィルムのシワの発生を判別するシワ判別部と、
前記フィルム蛇行と判別した場合には、蛇行修正部に蛇行修正信号を出力する蛇行修正信号出力部と、
前記塗工抜け不良判別部が塗工抜け不良を判別した場合、及び前記シワ判別部がフィルムのシワ発生を判別した場合には、オペレータに異常発生信号を出力する異常発生信号出力部と、を備えたことを特徴とするフィルム検査装置。
【請求項2】
前記第一の検出部、第二の検出部、第三の検出部、第四の検出部は、それぞれフィルムを照明する照明光源と照明されたフィルムの端辺部を撮像する撮像カメラを有することを特徴とする請求項1に記載のフィルム検査装置。
【請求項3】
前記第一の検出部及び第二の検出部の前記照明光源は塗液の吸収波長領域に発光波長を有し、前記撮像カメラは塗液の吸収波長領域に感度を有することを特徴とする請求項1または2に記載のフィルム検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図10】
【図11】
【図12】
【図13】
【図8】
【図9】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図10】
【図11】
【図12】
【図13】
【図8】
【図9】
【図14】
【図15】
【公開番号】特開2013−108878(P2013−108878A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−254895(P2011−254895)
【出願日】平成23年11月22日(2011.11.22)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月22日(2011.11.22)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]