
フッ化ビニリデン系樹脂中空糸多孔濾水膜およびその製造方法
比較的高い分子量樹脂本来の融点Tm2と結晶化温度Tcとの差Tm2−Tcが32℃以下であることで代表される改善された結晶特性を有するフッ化ビニリデン系樹脂を、フッ化ビニリデン系樹脂の可塑剤および良溶媒とともに混合して得た組成物を、中空糸膜状に溶融押出し、その後冷却媒体中に導入して外側面から冷却し、固化、可塑剤の抽出、延伸に付することにより、X線回折法により結晶配向部と結晶非配向部の混在が認められるフッ化ビニリデン系樹脂中空糸多孔膜を製造する。得られたフッ化ビニリデン系樹脂多孔膜は、適度の寸法と分布の微細孔を有し、且つ引張り強度および破断伸度で代表される機械的強度が優れ、精密濾水膜として有用である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、水処理用に適したフッ化ビニリデン系樹脂中空糸多孔濾水膜およびその製造方法に関する。
【背景技術】
【0002】
従来より合成樹脂系多孔質膜は気体隔膜分離、気液分離、固液分離等の分離膜として、あるいは絶縁材、保温材、遮音材、断熱材などとして多方面に利用されている。これらの内、特に水処理用分離膜として使用される場合には分離機能に影響を与える以下の特性が要求される。まず、多孔質膜の分離効率を目的とする適度な空孔率を有すること、分離精度の向上を目的とした均一な孔径分布を有すること、加えて分離対象物に最適な孔径を有することが求められる。また、膜構成素材の性質としては、水処理後の化学処理に対する耐薬品性、耐候性、耐熱性等が要求される。さらに、中空糸多孔質膜の濾水使用時における機械的強度として充分な破断点伸度、破断点応力などが要求される。
【0003】
この点、従来から開発されているポリオレフィン樹脂系の多孔膜(例えば下記特許文献1)は、水処理用分離膜としての使用後の逆洗ならびにオゾン処理における耐薬品性に問題が残る。
【0004】
フッ化ビニリデン系樹脂は耐候性、耐薬品性、耐熱性、強度等に優れているため、これら分離用多孔質膜への応用が検討されている。しかしながら、フッ化ビニリデン系樹脂は、前記した優れた特性を有する反面、非粘着性、低相溶性であるため成形性は必ずしもよくない。また、多孔質膜の開発としては分離性能向上を目的とした高い空孔率、狭い孔径分布を追求する余り、機械的強度において満足すべきものは得られていなかった。このため強度を補充するために、濾過膜として使用する場合には多孔質膜にサポートする膜を重ね合せて機械的物性を高めて使用しているのが現状である。また、水処理用精密濾過膜として使用される際には、使用後の洗浄等による再生特性をも含めて長期間に亘って高い濾過性を保持することが望まれている。
【0005】
フッ化ビニリデン系樹脂多孔膜の製造方法として、ポリフッ化ビニリデン樹脂にフタル酸ジエチル等の有機液状体と無機微粉体として疎水性シリカを混合し、溶融成形後に有機液状体と疎水性シリカを抽出する方法が開示されている(下記特許文献2)。こうして得られる多孔質膜は比較的大きい機械的強度を有する。しかしこの方法では、疎水性シリカを抽出するためにアルカリ水溶液を用いることから、膜を構成するフッ化ビニリデン系樹脂が劣化し易い。
【0006】
これに対し、本発明者等の研究グループも、精密濾過膜あるいは電池用セパレータとして使用されるフッ化ビニリデン系樹脂多孔膜の製造方法に関して、幾つかの提案をしている。それらは例えばフッ化ビニリデン系樹脂を、制御された条件での結晶化−熱処理−延伸−緊張熱処理して多孔膜化する方法(下記特許文献3)、特定の分子量のフッ化ビニリデン系樹脂を可塑剤とともに製膜後、片側から冷却し次いで可塑剤を抽出する方法(下記特許文献4)、通常分子量のフッ化ビニリデン系樹脂に耐熱変形性の向上のための高分子量フッ化ビニリデン系樹脂と有機質多孔化剤または無機質多孔化剤とを配合して膜形成した後、多孔化剤を抽出除去することにより、あるいは無機質多孔化剤の場合には、これを延伸時の応力集中核として作用させることにより、膜に孔を発生させて電池用セパレータとして使用される耐熱性の多孔膜とする方法(下記特許文献5)、等である。しかし、可塑剤あるいは有機質多孔化剤の抽出により得られた多孔膜を水処理用の濾過膜として使用する場合に、必要な濾過性能(透水量)あるいは機械的な物性が得られない場合がある。他方、これら特性の向上を目的として延伸を行おうとすると、膜が破断し易く十分な延伸倍率まで延伸できない欠点があった。特に、水処理用の精密濾過膜として使用する場合には濾過圧力に耐えるべく膜厚みが50μm以上であるのが一般的であるが、膜厚みが50μm以上の比較的肉厚の膜において延伸適性が顕著に劣ることが判明した。
【0007】
結局のところ、適度の寸法と分布の微細孔を有し、且つ機械的強度にも優れた水処理用精密濾過膜としての使用に適したフッ化ビニリデン系樹脂中空糸多孔濾水膜は得られていなかったのが実情である。
【0008】
【特許文献1】特公昭50−2176号公報
【特許文献2】特開平3−215535号公報
【特許文献3】特開昭54−62273号公報
【特許文献4】特開平7−173323号公報
【特許文献5】特開2000−309672号公報
【発明の開示】
【0009】
従って、本発明の主要な目的は、適度の寸法と分布の微細孔を有し、且つ機械的強度の優れたフッ化ビニリデン系樹脂中空糸多孔濾水膜を提供することにある。
【0010】
本発明の別の目的は、上述したようなフッ化ビニリデン系樹脂中空糸多孔濾水膜の安定且つ効率的な製造方法を提供することにある。
【0011】
本発明者らは、上述の目的で研究した結果、結晶特性の改善されたフッ化ビニリデン系樹脂をその溶剤および可塑剤とともに溶融押出後、制御された条件下で冷却して製膜し、可塑剤を抽出し、更に延伸することにより適度の寸法と分布を有する微細多孔が発生され、且つ機械的強度も良好に維持された中空糸多孔膜が得られることが確認された。こうして得られたフッ化ビニリデン系樹脂中空糸多孔膜は、X線回折法により結晶配向部と結晶非配向部の混在が認められることが特徴的である。
【0012】
すなわち、本発明のフッ化ビニリデン系樹脂中空糸多孔濾水膜は、重量平均分子量が20万〜60万であり、且つDSC測定による樹脂本来の融点Tm2(℃)と結晶化温度Tc(℃)との差Tm2−Tcが32℃以下であるフッ化ビニリデン系樹脂の中空糸多孔膜からなり、X線回折法により結晶配向部と結晶非配向部の混在が認められることを特徴とするものである。
【0013】
また、本発明のフッ化ビニリデン系樹脂中空糸多孔膜の製造方法は、重量平均分子量が20万〜60万であり、且つDSC測定による樹脂本来の融点Tm2(℃)と結晶化温度Tc(℃)との差Tm2−Tcが32℃以下であるフッ化ビニリデン系樹脂100重量部に対し、可塑剤を70〜250重量部およびフッ化ビニリデン系樹脂の良溶媒5〜80重量部を添加し、得られた組成物を中空糸膜状に溶融押出し、その冷却媒体中で外側から冷却して固化成膜した後、可塑剤を抽出し、更に延伸することを特徴とするものである。
【0014】
本発明の方法により、所望の特性のフッ化ビニリデン系樹脂中空糸多孔膜が得られるためには、幾つかの要因が相乗的に寄与していると考えられるが、端的に言って、冷却抽出までの過程において、制御された結晶特性と可塑剤の抽出後の微細孔の存在するフッ化ビニリデン系樹脂中空糸膜が形成されているため、従来は困難であったフッ化ビニリデン系樹脂中空糸膜の円滑な延伸が可能となり、更に安定的に所望の孔径(分布)を有する中空糸多孔膜が形成されたものと解される。特に有効に寄与しているファクターとしては、以下のものが挙げられる。
【0015】
イ)Tm2−Tc≦32℃で代表される原料フッ化ビニリデン系樹脂の改善された結晶特性により、溶融押出後の中空糸膜状物の冷却に際して、結晶の成長速度が調整(抑制)され、その後の延伸に適した結晶特性の膜が得られる。ロ)溶融押出後の中空糸膜の外側からの冷却により厚み方向に緩やかに形成された微結晶ないし相分離寸法の分布(外面側が細かく、逆側が比較的粗くなる)が、その後の延伸を円滑化させる。ハ)冷却固化後の中空糸膜から可塑剤を抽出することにより形成された後に残る可塑剤の抜け孔が中空糸膜を柔軟化して延伸を容易化するとともに、一定の周期での延伸応力集中核を形成し、結果的に延伸後の中空糸膜に延伸による繊維(フィブリル)部と非延伸節(ノード)部の交互分布膜を形成し、これが全体として一様な細孔分布と、中空糸膜強度の維持に寄与する。
【0016】
特に上記イ)の改善された結晶特性により、球晶(すなわち球状に発達した結晶粒子)の成長が抑制されているため、本発明の中空糸多孔膜を精密濾水膜として用いた場合には、透水能、機械的強度および延伸性の改善が得られる。これは、膜断面の電子顕微鏡観察から以下のように裏付けられる。すなわち、従来法により中空糸多孔膜を製造する場合、精密濾水膜に要求される機械的強度を担保するために50μm以上の膜厚として片側から冷却したときには、冷却された外側面から膜厚さ方向に50μm程度の深さまではスポンジ状の多孔質構造が見られるが、膜のそれより内部から内側面にかけては球晶粒子が凝集した構造(球晶構造)が見られる。さらに、個々の球晶の内部を観察すると、全体的に多孔質ではあるものの樹脂相が比較的密な球晶の中心部から皮膜状の樹脂相が放射状に形成されており、球晶内部の孔は大略中心部に向かって連なった行き止まりの孔であると考えられる。したがって、球晶は水の透過に対して一種の障害物であり、球晶構造が形成されると実質的な水の透過経路は球晶間の孔に限られ、また球晶を迂回するために空孔率に見合った透水量が得られない。さらに球晶同士の界面で樹脂の接合が不十分であるため機械的強度および延伸性が劣る。
【0017】
これに対して本発明の方法では、Tm2−Tcが32℃以下であるフッ化ビニリデン系樹脂を用いることにより、球晶構造の形成を抑制することができる。これにより透水性および機械的強度、延伸性が改善され、これを延伸することによりさらに透水性に優れる膜が製造できる。球晶の生成したフッ化ビニリデン系樹脂成膜体を延伸すると、1.3倍程度(後記比較例3)と所望の特性改善を得るには不十分な程度に延伸倍率が低い場合を除き、糸切れが起こり、所望の物性の中空糸が得られない(後記比較例1および2において、実施例と同じ冷却浴中の引き取り速度である5m/分を採用したときの記載および比較例2に対応する顕微鏡写真図3および4参照)。
【図面の簡単な説明】
【0018】
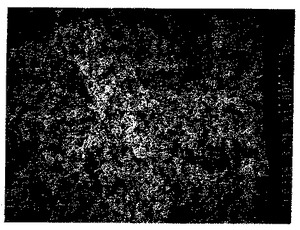
【図1】実施例4において、フッ化ビニリデン系樹脂多孔質中空糸膜を得るための延伸前の第2中間成形体の内表面(冷却面と逆側の面(図示下側))近傍の横断面の1000倍走査電子顕微鏡写真。
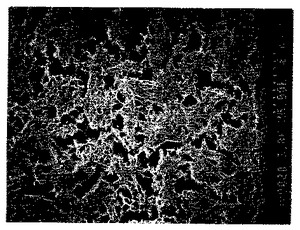
【図2】図1の内表面近傍を更に拡大した5000倍走査電子顕微鏡写真。
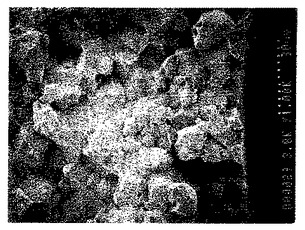
【図3】比較例2において、フッ化ビニリデン系樹脂多孔質中空糸膜を得るために、速度5m/分で引き取って得られた、延伸前の第2中間成形体の内表面(冷却面と逆側の面(図示下側))近傍の横断面の1000倍走査電子顕微鏡写真。
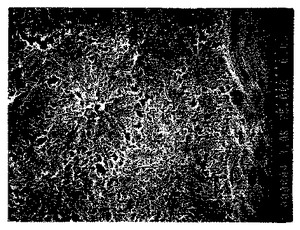
【図4】図3の内表面近傍を更に拡大した5000倍走査電子顕微鏡写真。
【発明を実施するための最良の形態】
【0019】
以下、本発明のフッ化ビニリデン系樹脂中空糸多孔膜を、その好ましい製造方法である本発明の製造方法に従って順次説明する。
【0020】
(フッ化ビニリデン系樹脂)
本発明においては、主たる膜原料として、重量平均分子量(Mw)が20万〜60万であるフッ化ビニリデン系樹脂を用いる。Mwが20万以下では得られる多孔膜の機械的強度が小さくなる。またMwが60万以上であるとフッ化ビニリデン系樹脂と可塑剤との相分離構造が過度に微細になり、得られた多孔膜を精密濾水膜として用いる場合の透水量が低下する。
【0021】
本発明において、フッ化ビニリデン系樹脂としては、フッ化ビニリデンの単独重合体、すなわちポリフッ化ビニリデン、他の共重合可能なモノマーとの共重合体あるいはこれらの混合物が用いられる。フッ化ビニリデン系樹脂と共重合可能なモノマーとしては、四フッ化エチレン、六フッ化プロピレン、三フッ化エチレン、三フッ化塩化エチレン、フッ化ビニル等の一種又は二種以上を用いることができる。フッ化ビニリデン系樹脂は、構成単位としてフッ化ビニリデンを70モル%以上含有することが好ましい。なかでも機械的強度の高さからフッ化ビニリデン100モル%からなる単独重合体を用いることが好ましい。
【0022】
上記したような比較的高分子量のフッ化ビニリデン系樹脂は、好ましくは乳化重合あるいは懸濁重合、特に好ましくは懸濁重合により得ることができる。
【0023】
本発明の多孔膜を形成するフッ化ビニリデン系樹脂は、上記したように重量平均分子量が20万〜60万と比較的大きな分子量を有することに加えて、DSC測定による樹脂本来の融点Tm2(℃)と結晶化温度Tc(℃)との差Tm2−Tcが32℃以下、好ましくは30℃以下、で代表される良好な結晶特性を有することを特徴とする。
【0024】
ここで樹脂本来の融点Tm2(℃)は、入手された試料樹脂あるいは多孔膜を形成する樹脂を、そのままDSCによる昇温過程に付すことにより測定される融点Tm1(℃)とは区別されるものである。すなわち、一般に入手されたフッ化ビニリデン系樹脂は、その製造過程あるいは加熱成形過程等において受けた熱および機械的履歴により、樹脂本来の融点Tm2(℃)とは異なる融点Tm1(℃)を示すものであり、本発明を規定するフッ化ビニリデン系樹脂の融点Tm2(℃)は、入手された試料樹脂を、一旦、所定の昇降温サイクルに付して、熱および機械的履歴を除いた後に、再度DSC昇温過程で見出される融点(結晶融解に伴なう吸熱のピーク温度)として規定されるものであり、その測定法の詳細は後述実施例の記載に先立って記載する。
【0025】
本発明の多孔膜を構成するフッ化ビニリデン系樹脂の結晶特性を代表するTm2−Tc≦32℃の条件は、例えば共重合によるTm2の低下によっても達成可能であるが、この場合には、生成する中空糸多孔膜の耐薬品性が低下する傾向が認められる場合もある。従って、本発明の好ましい態様においては、重量平均分子量(Mw)が15万〜60万であるフッ化ビニリデン系樹脂70〜98重量%をマトリクス(主体)樹脂とし、これと比べてMwが1.8倍以上、好ましくは2倍以上であり且つ120万以下である結晶特性改質用の高分子量フッ化ビニリデン系樹脂を2〜30重量%添加し、両者をブレンドすることにより得た、フッ化ビニリデン系樹脂混合物が用いられる。このような方法によればマトリクス樹脂単独の(好ましくは170〜180℃の範囲内のTm2により代表される)結晶融点を変化させることなく、有意に結晶化温度Tcを上昇させることができる。より詳しくはTcを上昇させることにより、膜表面に比べて冷却の遅い膜内部ならびに片側面からの優先的冷却に際しては膜内部から反対面にかけてフッ化ビニリデン系樹脂の固化を早めることが可能になり、球晶の成長を抑制することができる。Tcは、好ましくは143℃以上である。
【0026】
高分子量フッ化ビニリデン系樹脂のMwがマトリクス樹脂のMwの1.8倍未満であると球晶構造の形成を十分には抑制し難く、一方、120万以上であるとマトリックス樹脂中に均一に分散させることが困難である。
【0027】
また、高分子量フッ化ビニリデン系樹脂の添加量が2重量%未満では球晶構造の形成を抑制する効果が十分でなく、一方、30重量%を超えるとフッ化ビニリデン系樹脂と可塑剤の相分離構造が過度に微細化して、膜の透水量が低下する傾向がある。
【0028】
本発明に従い、上記のフッ化ビニリデン系樹脂に、フッ化ビニリデン系樹脂の可塑剤および良溶媒を加えて中空糸膜形成用の原料組成物を形成する。
【0029】
(可塑剤)
可塑剤としては、一般に、二塩基酸とグリコールからなる脂肪族系ポリエステル、例えば、アジピン酸−プロピレングリコール系、アジピン酸−1,3−ブチレングリコール系等のアジピン酸系ポリエステル;セバシン酸−プロピレングリコール系、セバシン酸系ポリエステル;アゼライン酸−プロピレングリコール系、アゼライン酸−1,3−ブチレングリコール系等のアゼライン酸系ポリエステル等が用いられる。
【0030】
(良溶媒)
また、フッ化ビニリデン系樹脂の良溶媒としては、20〜250℃の温度範囲でフッ化ビニリデン系樹脂を溶解できる溶媒が用いられ、例えば、N−メチルピロリドン、ジメチルホルムアミド、ジメチルアセトアミド、ジメチルスルホキシド、メチルエチルケトン、アセトン、テトラヒドロフラン、ジオキサン、酢酸エチル、プロピレンカーボネート、シクロヘキサン、メチルイソブチルケトン、ジメチルフタレート、およびこれらの混合溶媒等が挙げられる。なかでも高温での安定性からN−メチルピロリドン(NMP)が好ましい。
【0031】
(組成物)
中空糸膜形成用の原料組成物は、好ましくはフッ化ビニリデン系樹脂100重量部に対し、可塑剤70〜250重量部および良溶媒5〜80重量部を混合することにより得られる。
【0032】
可塑剤が70重量部未満であると、空孔率が低くなるため、精密濾水膜においては濾過性能(透水量)に劣る。また、250重量部を超えると空孔率が大きくなり過ぎるため、機械的強度が低下する。
【0033】
良溶媒が5重量部未満ではポリフッ化ビニリデン系樹脂と可塑剤を均一に混合できなかったり、あるいは混合に時間を要する。また、80重量部を超えると可塑剤の添加量に見合った空孔率が得られない。すなわち可塑剤の抽出による効率的な空孔形成が阻害される。
【0034】
可塑剤と良溶媒の合計量は100〜250重量部の範囲が好ましい。両者はいずれも溶融押出し組成物の粘度低減効果があり、ある程度代替的に作用する。そのうち良溶媒は、5〜40重量%の割合が好ましく、より好ましくは5〜35重量%、特に好ましくは10〜30重量%である。
【0035】
(混合・溶融押出し)
溶融押出組成物は、一般に140〜270℃、好ましくは150〜200℃、の温度で、中空ノズルあるいはT−ダイから押出されて膜状化される。従って、最終的に、上記温度範囲の均質組成物が得られる限りにおいて、フッ化ビニリデン系樹脂、可塑剤および良溶媒の混合並びに溶融形態は任意である。このような組成物を得るための好ましい態様の一つによれば、二軸混練押出機が用いられ、(好ましくは主体樹脂と結晶特性改質用樹脂の混合物からなる)フッ化ビニリデン系樹脂は、該押出機の上流側から供給され、可塑剤と良溶媒の混合物が、下流で供給され、押出機を通過して吐出されるまでに均質混合物とされる。この二軸押出機は、その長手軸方向に沿って、複数のブロックに分けて独立の温度制御が可能であり、それぞれの部位の通過物の内容により適切な温度調節がなされる。主体樹脂と結晶特性改質用樹脂を併用する場合、両者の溶融混練が不充分であると、所望のTc上昇ならびにそれに伴う成膜性の改善効果が得られないことがある。
【0036】
(冷却)
本発明法に従い、ノズルから溶融押出された中空糸膜状物は、水等の冷却媒体中を通過させることにより外面側から冷却される。冷却媒体の温度は5〜120℃と、かなり広い温度範囲から選択可能であるが、好ましくは10〜100℃、特に好ましくは30〜80℃の範囲である。
【0037】
(抽出)
冷却・固化された中空糸膜状物は、次いで抽出液浴中に導入され、可塑剤および良溶媒の抽出除去を受ける。抽出液としては、ポリフッ化ビニリデン系樹脂を溶解せず、可塑剤や良溶媒を溶解できるものであれば特に限定されない。例えばアルコール類ではメタノール、イソプロピルアルコールなど、塩素化炭化水素類ではジクロロメタン、1,1,1−トリクロロエタンなど、の沸点が30〜100℃程度の極性溶媒が適当である。
【0038】
(熱処理)
抽出後の中空糸膜状物は、次いで引き続く延伸による透水量の増大効果を高めるために、80〜160℃、好ましくは100〜140℃の範囲の温度で、1秒〜18000秒、好ましくは3秒〜3600秒、熱処理して、結晶化度を増大させることが好ましい。
【0039】
(延伸)
中空糸膜状物は、次いで延伸に付され、空孔率および孔径の増大並びに強伸度の改善を受ける。一般に、周速度の異なるローラ対等による膜状物の長手方向への一軸延伸を行うことが好ましい。これは、本発明のフッ化ビニリデン系樹脂中空糸多孔膜の多孔率と強伸度を調和させるためには、延伸方向に沿って延伸フィブリル(繊維)部と未延伸ノード(節)部が交互に現われる微細構造が好ましいことが知見されているからである。延伸倍率は、1.2〜4.0倍、特に1.4〜3.0倍程度が適当である。また、延伸温度は、一般に室温〜90℃、好ましくは40〜80℃、が採用される。
【0040】
延伸後の中空糸多孔膜については、寸法安定化のために、例えば80〜160℃で熱固定処理を施すことが好ましい。この際、長さとして10%程度までの緩和率で、緩和(収縮)を起させてもよい。ここで緩和率とは、次式により計算された値を意味する:
緩和率(%)=((延伸後の長さ(m)−緩和後の長さ(m))/(延伸後の長さ))
×100。
【0041】
(溶離液処理)
上記工程を通じて、本発明のフッ化ビニリデン系樹脂中空糸多孔膜が得られるが、この中空糸多孔膜を溶離液による浸漬処理に付すことも好ましい。この溶離液処理により、本発明の中空糸多孔膜の特質が本質的に損なわれることなく、その透水量が増大するからである。溶離液としては、アルカリ液、酸液または可塑剤の抽出液が用いられる。
【0042】
上記溶離液処理により中空糸多孔膜の透水量が増大する理由は、必ずしも明らかではないが、延伸により拡開された微細孔壁に残存する可塑剤が露出し、溶離液処理により効率的に除かれるためではないかと推察される。溶離液としてのアルカリおよび酸は、フッ化ビニリデン系樹脂の可塑剤として用いられるポリエステルを分解して可溶化することによりその溶離・除去を促進する作用を有するものと解される。
【0043】
したがって、アルカリ液としては、水酸化ナトリウム、水酸化カリウム、水酸化カルシウム等の強塩基の水または水/アルコール溶液でpHが12以上、より好ましくは13以上のものが好ましく用いられる。他方、酸液としては、塩酸、硫酸、燐酸等の強酸の水または水/アルコール溶液がpHが4以下、より好ましくは3以下、特に好ましくは2以下のものが好ましく用いられる。
【0044】
また、可塑剤の抽出液としては、延伸前に用いたものと同様に、ポリフッ化ビニリデン系樹脂を溶解せず、可塑剤を溶解できるものであれば特に限定されない。例えばアルコール類では、メタノール、イソプロピルアルコールなど、塩素化炭化水素類ではジクロロメタン、1,1,1−トリクロロメタンなど、の沸点が30〜100℃程度の極性溶媒が適当である。
【0045】
溶離液処理は、中空糸多孔膜を、必要に応じて親液性を向上するための前浸漬を行った後、5〜100℃程度の温度で10秒〜6時間溶離液中に浸漬することにより行われる。溶離液処理を、加温下に行うときは、多孔膜の収縮が起らないように固定した状態で行われることが好ましい。
【0046】
(フッ化ビニリデン系樹脂中空糸多孔膜)
上記のようにして得られる本発明のフッ化ビニリデン系樹脂中空糸多孔膜によれば、一般に空孔率が55〜90%、好ましくは60〜85%、特に好ましくは65〜80%、引張り強度が5MPa以上、破断伸度が5%以上の特性が得られ、これを透水処理膜として使用する際には5m3/m2・day・100kPa以上の透水量が得られる。また厚さは、5〜800μm程度の範囲が通常であり、好ましくは50〜600μm、特に好ましくは150〜500μmである。中空糸の外径は0.3〜3mm程度、特に1〜3mm程度が適当である。
【0047】
また、本発明のフッ化ビニリデン系樹脂多孔膜は、微細構造として、X線回折法により結晶配向部と、結晶非配向部(ランダム配向部)が認められることが特徴であり、これはそれぞれ延伸フィブリル部と未延伸ノード部に対応するものと解される。
【0048】
(X線回折法)
より詳しくは、本明細書に記載する中空糸膜状物のX線回折特性は、以下の測定法による測定結果に基づくものである。
【0049】
膜状物中空糸は、長手方向に沿って半割にしたものを、その長手方向が鉛直となるように試料台に取り付け、長手方向に垂直にX線を入射させる。X線発生装置は理学電機社製「ロータフレックス200RB」を用い、30kV−100mAでNiフィルタを通したCuKα線をX線源とする。イメージングプレート(富士写真フィルム社製「BAS−SR127」)を用いて、試料−イメージングプレート間距離60mmで回折像を撮影する。
【0050】
結果的に、本発明の中空糸多孔膜における結晶配向部と結晶非配向部の混在は、X線回折法による回折角2θ=20.1±1°と2θ=23.0±1°における子午線上での回折強度比が1.1以上で、且つ2θ=20.1±1°における方位角強度分布曲線ピークの半値幅Δβが80°以下であることで、定量的に表現される。
【0051】
(偏光顕微鏡観察)
本発明のフッ化ビニリデン系樹脂中空糸多孔膜は、球晶の生成を抑制して、延伸を円滑に実施した結果として得られるものである。従って、本発明の、フッ化ビニリデン系樹脂中空糸多孔膜のもう一つの微細構造上の特徴は、偏光顕微鏡観察により球晶が認められないことである。球晶の検出法は、以下の方法による。
【0052】
中空糸多孔膜を薄くスライスして薄片を作成し、多孔膜の微細孔内に浸透するが多孔膜を溶解あるいは膨潤させない有機溶剤(例えばジクロロメタン)を薄片にしみ込ませ、直交ニコルによる偏光顕微鏡観察(倍率は200〜400倍が好ましい)を行う。試料中に球晶が存在する場合には、十字消光あるいはマルテーゼクロスと呼ばれる十文字形の消光模様が観察される。
【0053】
本発明のフッ化ビニリデン系樹脂多孔膜は、フッ化ビニリデン系樹脂分子鎖の少なくとも一部は結晶化しているが、球晶としての成長は抑制されているため、偏光顕微鏡観察によっても膜厚さ方向の全層にわたって十文字形の消光模様は観察されない。かかる球晶成長の抑制がTm2−Tc≦32℃で代表される原料フッ化ビニリデン系樹脂の改良された結晶特性に由来するものであることは、本発明のフッ化ビニリデン系樹脂中空糸多孔膜の製造過程における中間体である未延伸膜についての同様な偏光顕微鏡観察によっても不規則な明暗が観察されるのみで、十文字形の消光模様が観察されないことからも理解される。
【実施例】
【0054】
以下、実施例、比較例により、本発明を更に具体的に説明する。以下の記載を含め、上記したX線回折特性以外の本明細書に記載の特性は、以下の方法による測定値に基くものである。
【0055】
(重量平均分子量(Mw))
日本分光社製のGPC装置「GPC−900」を用い、カラムに昭和電工社製の「Shodex KD−806M」、プレカラムに「Shodex KD−G」、溶媒にNMPを使用し、温度40℃、流量10ml/分にて、ゲルパーミエーションクロマトグラフィー(GPC)法によりポリスチレン換算分子量として測定した。
【0056】
(結晶融点Tm1,Tm2および結晶化温度Tc)
パーキンエルマー社製の示差走査熱量計DSC7を用いて、試料樹脂10mgを測定セルにセットし、窒素ガス雰囲気中で、温度30℃から10℃/分の昇温速度で250℃まで一旦昇温し、ついで250℃で1分間保持した後、250℃から10℃/分の降温速度で30℃まで降温してDSC曲線を求めた。このDSC曲線における昇温過程における吸熱ピーク速度を融点Tm1(℃)とし、降温過程における発熱ピーク温度を結晶化温度Tc(℃)とした。引き続いて、温度30℃で1分間保持した後、再び30℃から10℃/分の昇温速度で250℃まで昇温してDSC曲線を測定した。この再昇温DSC曲線における吸熱ピーク温度を本発明のフッ化ビニリデン系樹脂の結晶特性を規定する本来の樹脂融点Tm2(℃)とした。
【0057】
(空孔率)
中空糸多孔膜の長さ、並びに外径および内径を測定して多孔膜の見掛け体積V(cm2)を算出し、更に多孔膜の重量W(g)を測定して次式より空孔率を求めた。
【数1】

【0058】
(透水量(フラックス))
中空糸多孔膜をエタノールに15分間浸漬し、次いで水に15分間浸漬して親水化した後、水温25℃、差圧100kPaにて測定した。中空糸多孔膜は、試長(濾過が行われる部分の長さ)を800mmとし、膜面積は外径に基いて次式により算出した。
【数2】
【0059】
(平均孔径)
ASTM F316−86およびASTM E1294−89に準拠し、Porous Materials,Inc.社製「パームポロメータCFP−200AEX」を用いてハーフドライ法により平均孔径を測定した。試液はパーフルオロポリエステル(商品名「Galwick」)を用いた。
【0060】
(最大孔径)
ASTM F316−86およびASTM E1294−89に準拠し、Porous Materials,Inc.社製「パームポロメータCFP−200AEX」を用いてバブルポイント法により最大孔径を測定した。試液はパーフルオロポリエステル(商品名「Galwick」)を用いた。
【0061】
(引張り強度および破断伸度)
引張り試験機(東洋ボールドウィン社製「RTM−100」)を使用して、温度23℃、相対湿度50%の雰囲気中で初期試料長100mm、クロスヘッド速度200mm/分の条件下で測定した。
【0062】
(実施例1)
重量平均分子量(Mw)が2.52×105の主体ポリフッ化ビニリデン(PVDF)(粉体)とMwが6.59×105の結晶特性改質用ポリフッ化ビニリデン(PVDF)(粉体)を、それぞれ87.5重量%および12.5重量%となる割合で、ヘンシェルミキサーを用いて混合して、Mwが3.03×105である混合物Aを得た。
【0063】
脂肪族系ポリエステルとしてアジピン酸系ポリエステル可塑剤(旭電化工業株式会社社製「PN−150」)と、溶媒としてN−メチルピロリドン(NMP)を、87.5重量%/12.5重量%の割合で、常温にて撹拌混合して、混合物Bを得た。
【0064】
同方向回転噛み合い型二軸押出機(プラスチック工学研究所社製「BT−30」、スクリュー直径30mm、L/D=48)を使用し、シリンダ最上流部から80mmの位置に設けられた粉体供給部から混合物Aを供給し、シリンダ最上流部から480mmの位置に設けられた液体供給部から温度100℃に加熱された混合物Bを、混合物A/混合物B=37.5/62.5(重量%)の割合で供給して、バレル温度210℃で混練し、混練物を外径7mm、内径3.5mmの円形スリットを有するノズルから吐出量13g/minで中空糸状に押し出した。
【0065】
押し出された混合物を溶融状態のまま60℃の温度に維持され、且つノズルから10mm離れた位置に水面を有する(すなわちエアギャップが10mmの)水浴中に導き冷却・固化させ(水浴中の滞留時間:約10秒)、5m/分の引取速度で引き取った後、これを巻き取って第1中間成形体を得た。
【0066】
次に、この第1中間成形体を長手方向に収縮しないように固定したままジクロロメタン中に振動を与えながら室温で30分間浸漬し、次いでジクロロメタンを新しいものに取り替えて再び同条件にて浸漬して、脂肪族系ポリエステルと溶媒を抽出し、次いで固定したまま温度120℃のオーブン内で1時間加熱してジクロロメタンを除去するとともに熱処理を行い第2中間成形体を得た。
【0067】
次に、この第2中間成形体を雰囲気温度の25℃で長手方向に1.6倍の倍率に延伸し、次いで温度100℃のオーブン内で1時間加熱して熱固定を行い、ポリフッ化ビニリデン系多孔質中空糸を得た。
【0068】
得られたポリフッ化ビニリデン系多孔質中空糸は、外径が1.486mm、内径が0.702mm、膜厚が0.392mm、空孔率が72%、透水量が18.01m3/m2・day・100kPa、平均孔径0.086μm、最大孔径0.184μm、引張り強度9.1MPa、破断伸度7%の物性を示した。
【0069】
製造条件および得られたポリフッ化ビニリデン系多孔質中空糸の物性を、以下の実施例および比較例の結果と併せてまとめて後記表1に記す。
【0070】
(実施例2)
実施例1で得た多孔質中空糸を長手方向に収縮しないように固定したまま、エタノールに15分間浸漬し、次いで純水に15分間浸漬して親水化した後、温度70℃に維持された苛性ソーダ20%水溶液(pH14)に1時間浸漬し、次いで水洗した後、温度60℃に維持された温風オーブン中で1時間乾燥させた。
【0071】
(実施例3)
溶融押出物を冷却する冷却水浴温度を11℃に且つ延伸倍率を1.8倍に変更する以外は実施例1と同様にして多孔質中空糸を得た。
【0072】
(実施例4)
主体PVDFと改質用PVDFの混合比率を50/50(重量%)と変更して得た混合物Aを用い、エアギャップを140mmに増大する以外は、実施例3と同様にして多孔質中空糸を得た。
【0073】
上記例において、中空糸膜を得るための延伸前の第2中間成形体の長手方向に垂直な断面の内表面(冷却面と逆側の表面であり、図示下側)の近傍の1000倍及び5000倍の操作型電子顕微鏡写真を、それぞれ図1及び2に示す。
【0074】
(実施例5)
重量平均分子量(Mw)が2.52×105の主体ポリフッ化ビニリデン(PVDF)(粉体)とMwが6.91×105の結晶特性改質用ポリフッ化ビニリデン(PVDF)(粉体)を、それぞれ75重量%および25重量%となる割合で、ヘンシェルミキサーを用いて混合して、Mwが3.67×105である混合物Aを得た。
【0075】
脂肪族系ポリエステルとしてアジピン酸系ポリエステル可塑剤(旭電化工業株式会社製「PN−150」)と、溶媒としてN−メチルピロリドン(NMP)を、それぞれ87.5重量%および12.5重量%となる割合で常温にて撹拌混合して、混合物Bを得た。
【0076】
同方向回転噛み合い型二軸押出機(プラスチック工学研究所社製「BT−30」、スクリュー直径30mm、L/D=48)を使用し、シリンダ最上流部から80mmの位置に設けられた粉体供給部から混合物Aを供給し、シリンダ最上流部から480mmの位置に設けられた液体供給部から温度100℃に加熱された混合物Bを、混合物A/混合物B=40/60(重量%)の割合で供給して、バレル温度220℃で混練し、混練物を外径7mm、内径5mmの円形スリットを有するノズルから吐出量9.8g/minで中空糸状に押し出した。この際、ノズル中心部に設けた通気口から空気を流量6.2ml/minで糸の中空部に注入した。
【0077】
押し出された混合物を溶融状態のまま60℃の温度に維持され、且つノズルから30mm離れた位置に水面を有する(すなわちエアギャップが30mmの)水浴中に導き冷却・固化させ(水浴中の滞留時間:約10秒)、5m/分の引取速度で引き取った後、これを巻き取って第1中間成形体を得た。この第1中間成形体の内径は1.462mm、外径は2.051mmであった。
【0078】
次に、この第1中間成形体を長手方向に収縮しないように固定したままジクロロメタン中に振動を与えながら室温で30分間浸漬し、次いでジクロロメタンを新しいものに取り替えて再び同条件にて浸漬して、脂肪族系ポリエステルと溶媒を抽出し、次いで固定したまま温度120℃のオーブン内で1時間加熱してジクロロメタンを除去するとともに熱処理を行い第2中間成形体を得た。
【0079】
次に、この第2中間成形体を雰囲気温度の25℃で長手方向に1.8倍の倍率に延伸し、ついで長手方向に収縮しないように固定したままジクロロメタン中に振動を与えながら室温で30分間浸漬し、ついでジクロロメタンを新しいものに取り替えて再び同条件にて浸漬して、ついで固定したまま温度150℃のオーブン内で1時間加熱してジクロロメタンを除去するとともに熱固定を行い、ポリフッ化ビニリデン系多孔質中空糸を得た。
【0080】
(実施例6)
主体PVDFをMwが4.12×105のPVDF(粉体)、および改質用PVDFをMwが9.36×105のPVDF(粉体)と変更し、主体PVDFと改質用PVDFの混合比率を95/5(重量%)と変更して得た混合物Aを用い、可塑剤と良溶媒の混合比率を82.5/17.5(重量%)と変更した混合物Bを用い、混合物Aと混合物Bの供給比率を35.7/64.3(重量%)、エアギャップを150mm、延伸倍率を1.7倍と変更した以外は実施例5と同様にして多孔質中空糸を得た。
【0081】
(実施例7)
ノズル外径を5mm、ノズル内径を3.5mm、エアギャップを170mmに変更する以外は実施例6と同様にして多孔質中空糸を得た。
【0082】
(比較例1)
混合物Aの代わりに、Mwが2.52×105のPVDFを単独で用い、引取速度を20m/分に変更した以外は実施例3と同様にして多孔質中空糸を得た。なお、引取速度が5m/分であると延伸時に糸切れを起こして多孔質中空糸を得ることができなかった。
【0083】
(比較例2)
混合物Aの代わりにMwが4.92×105のPVDFを単独で用い、PVDFと混合物Bの供給比率を42.9/57.1(重量%)とし、エアギャップを140mm、引取速度を10m/分、延伸倍率を2.0倍に変更した以外は実施例3と同様にして多孔質中空糸を得た。
【0084】
なお、引取速度が5m/分であると延伸時に糸切れを起こして多孔質中空糸を得ることができなかった。この引取速度が5m/分である場合において、中空糸膜を得るための延伸前の第2中間成形体の長手方向に垂直な断面の内表面(図示下側)の近傍の1000倍及び5000倍の操作型電子顕微鏡写真を、それぞれ図3及び4に示す。
【0085】
(比較例3)
混合物Aの代わりにMwが6.59×105のPVDFを単独で用い、PVDFと混合物Bの供給比率を33.3/66.7(重量%)とし、エアギャップを300mm、引取速度を5m/分、延伸倍率を1.3倍に変更した以外は実施例3と同様にして多孔質中空糸を得た。なお、延伸倍率が1.3倍を超えると延伸時に糸切れを起こして多孔質中空糸を得ることができなかった。
【0086】
【表1】
【産業上の利用可能性】
【0087】
上記表1の結果を見れば分かる通り、本発明によれば、比較的高い分子量とTm2−Tc≦32℃で代表される改善された結晶特性を有するフッ化ビニリデン系樹脂を、フッ化ビニリデン系樹脂の可塑剤および良溶媒とともに混合して得た組成物の中空糸膜状溶融押出組成物を、その外側面からの冷却固化、可塑剤の抽出、延伸に付することにより、適度の寸法と分布の微細孔を有し、且つ引張り強度および破断伸度で代表される機械的強度が優れた、水処理用精密濾過膜として有用なフッ化ビニリデン系樹脂中空糸多孔膜が得られる。
【技術分野】
【0001】
本発明は、水処理用に適したフッ化ビニリデン系樹脂中空糸多孔濾水膜およびその製造方法に関する。
【背景技術】
【0002】
従来より合成樹脂系多孔質膜は気体隔膜分離、気液分離、固液分離等の分離膜として、あるいは絶縁材、保温材、遮音材、断熱材などとして多方面に利用されている。これらの内、特に水処理用分離膜として使用される場合には分離機能に影響を与える以下の特性が要求される。まず、多孔質膜の分離効率を目的とする適度な空孔率を有すること、分離精度の向上を目的とした均一な孔径分布を有すること、加えて分離対象物に最適な孔径を有することが求められる。また、膜構成素材の性質としては、水処理後の化学処理に対する耐薬品性、耐候性、耐熱性等が要求される。さらに、中空糸多孔質膜の濾水使用時における機械的強度として充分な破断点伸度、破断点応力などが要求される。
【0003】
この点、従来から開発されているポリオレフィン樹脂系の多孔膜(例えば下記特許文献1)は、水処理用分離膜としての使用後の逆洗ならびにオゾン処理における耐薬品性に問題が残る。
【0004】
フッ化ビニリデン系樹脂は耐候性、耐薬品性、耐熱性、強度等に優れているため、これら分離用多孔質膜への応用が検討されている。しかしながら、フッ化ビニリデン系樹脂は、前記した優れた特性を有する反面、非粘着性、低相溶性であるため成形性は必ずしもよくない。また、多孔質膜の開発としては分離性能向上を目的とした高い空孔率、狭い孔径分布を追求する余り、機械的強度において満足すべきものは得られていなかった。このため強度を補充するために、濾過膜として使用する場合には多孔質膜にサポートする膜を重ね合せて機械的物性を高めて使用しているのが現状である。また、水処理用精密濾過膜として使用される際には、使用後の洗浄等による再生特性をも含めて長期間に亘って高い濾過性を保持することが望まれている。
【0005】
フッ化ビニリデン系樹脂多孔膜の製造方法として、ポリフッ化ビニリデン樹脂にフタル酸ジエチル等の有機液状体と無機微粉体として疎水性シリカを混合し、溶融成形後に有機液状体と疎水性シリカを抽出する方法が開示されている(下記特許文献2)。こうして得られる多孔質膜は比較的大きい機械的強度を有する。しかしこの方法では、疎水性シリカを抽出するためにアルカリ水溶液を用いることから、膜を構成するフッ化ビニリデン系樹脂が劣化し易い。
【0006】
これに対し、本発明者等の研究グループも、精密濾過膜あるいは電池用セパレータとして使用されるフッ化ビニリデン系樹脂多孔膜の製造方法に関して、幾つかの提案をしている。それらは例えばフッ化ビニリデン系樹脂を、制御された条件での結晶化−熱処理−延伸−緊張熱処理して多孔膜化する方法(下記特許文献3)、特定の分子量のフッ化ビニリデン系樹脂を可塑剤とともに製膜後、片側から冷却し次いで可塑剤を抽出する方法(下記特許文献4)、通常分子量のフッ化ビニリデン系樹脂に耐熱変形性の向上のための高分子量フッ化ビニリデン系樹脂と有機質多孔化剤または無機質多孔化剤とを配合して膜形成した後、多孔化剤を抽出除去することにより、あるいは無機質多孔化剤の場合には、これを延伸時の応力集中核として作用させることにより、膜に孔を発生させて電池用セパレータとして使用される耐熱性の多孔膜とする方法(下記特許文献5)、等である。しかし、可塑剤あるいは有機質多孔化剤の抽出により得られた多孔膜を水処理用の濾過膜として使用する場合に、必要な濾過性能(透水量)あるいは機械的な物性が得られない場合がある。他方、これら特性の向上を目的として延伸を行おうとすると、膜が破断し易く十分な延伸倍率まで延伸できない欠点があった。特に、水処理用の精密濾過膜として使用する場合には濾過圧力に耐えるべく膜厚みが50μm以上であるのが一般的であるが、膜厚みが50μm以上の比較的肉厚の膜において延伸適性が顕著に劣ることが判明した。
【0007】
結局のところ、適度の寸法と分布の微細孔を有し、且つ機械的強度にも優れた水処理用精密濾過膜としての使用に適したフッ化ビニリデン系樹脂中空糸多孔濾水膜は得られていなかったのが実情である。
【0008】
【特許文献1】特公昭50−2176号公報
【特許文献2】特開平3−215535号公報
【特許文献3】特開昭54−62273号公報
【特許文献4】特開平7−173323号公報
【特許文献5】特開2000−309672号公報
【発明の開示】
【0009】
従って、本発明の主要な目的は、適度の寸法と分布の微細孔を有し、且つ機械的強度の優れたフッ化ビニリデン系樹脂中空糸多孔濾水膜を提供することにある。
【0010】
本発明の別の目的は、上述したようなフッ化ビニリデン系樹脂中空糸多孔濾水膜の安定且つ効率的な製造方法を提供することにある。
【0011】
本発明者らは、上述の目的で研究した結果、結晶特性の改善されたフッ化ビニリデン系樹脂をその溶剤および可塑剤とともに溶融押出後、制御された条件下で冷却して製膜し、可塑剤を抽出し、更に延伸することにより適度の寸法と分布を有する微細多孔が発生され、且つ機械的強度も良好に維持された中空糸多孔膜が得られることが確認された。こうして得られたフッ化ビニリデン系樹脂中空糸多孔膜は、X線回折法により結晶配向部と結晶非配向部の混在が認められることが特徴的である。
【0012】
すなわち、本発明のフッ化ビニリデン系樹脂中空糸多孔濾水膜は、重量平均分子量が20万〜60万であり、且つDSC測定による樹脂本来の融点Tm2(℃)と結晶化温度Tc(℃)との差Tm2−Tcが32℃以下であるフッ化ビニリデン系樹脂の中空糸多孔膜からなり、X線回折法により結晶配向部と結晶非配向部の混在が認められることを特徴とするものである。
【0013】
また、本発明のフッ化ビニリデン系樹脂中空糸多孔膜の製造方法は、重量平均分子量が20万〜60万であり、且つDSC測定による樹脂本来の融点Tm2(℃)と結晶化温度Tc(℃)との差Tm2−Tcが32℃以下であるフッ化ビニリデン系樹脂100重量部に対し、可塑剤を70〜250重量部およびフッ化ビニリデン系樹脂の良溶媒5〜80重量部を添加し、得られた組成物を中空糸膜状に溶融押出し、その冷却媒体中で外側から冷却して固化成膜した後、可塑剤を抽出し、更に延伸することを特徴とするものである。
【0014】
本発明の方法により、所望の特性のフッ化ビニリデン系樹脂中空糸多孔膜が得られるためには、幾つかの要因が相乗的に寄与していると考えられるが、端的に言って、冷却抽出までの過程において、制御された結晶特性と可塑剤の抽出後の微細孔の存在するフッ化ビニリデン系樹脂中空糸膜が形成されているため、従来は困難であったフッ化ビニリデン系樹脂中空糸膜の円滑な延伸が可能となり、更に安定的に所望の孔径(分布)を有する中空糸多孔膜が形成されたものと解される。特に有効に寄与しているファクターとしては、以下のものが挙げられる。
【0015】
イ)Tm2−Tc≦32℃で代表される原料フッ化ビニリデン系樹脂の改善された結晶特性により、溶融押出後の中空糸膜状物の冷却に際して、結晶の成長速度が調整(抑制)され、その後の延伸に適した結晶特性の膜が得られる。ロ)溶融押出後の中空糸膜の外側からの冷却により厚み方向に緩やかに形成された微結晶ないし相分離寸法の分布(外面側が細かく、逆側が比較的粗くなる)が、その後の延伸を円滑化させる。ハ)冷却固化後の中空糸膜から可塑剤を抽出することにより形成された後に残る可塑剤の抜け孔が中空糸膜を柔軟化して延伸を容易化するとともに、一定の周期での延伸応力集中核を形成し、結果的に延伸後の中空糸膜に延伸による繊維(フィブリル)部と非延伸節(ノード)部の交互分布膜を形成し、これが全体として一様な細孔分布と、中空糸膜強度の維持に寄与する。
【0016】
特に上記イ)の改善された結晶特性により、球晶(すなわち球状に発達した結晶粒子)の成長が抑制されているため、本発明の中空糸多孔膜を精密濾水膜として用いた場合には、透水能、機械的強度および延伸性の改善が得られる。これは、膜断面の電子顕微鏡観察から以下のように裏付けられる。すなわち、従来法により中空糸多孔膜を製造する場合、精密濾水膜に要求される機械的強度を担保するために50μm以上の膜厚として片側から冷却したときには、冷却された外側面から膜厚さ方向に50μm程度の深さまではスポンジ状の多孔質構造が見られるが、膜のそれより内部から内側面にかけては球晶粒子が凝集した構造(球晶構造)が見られる。さらに、個々の球晶の内部を観察すると、全体的に多孔質ではあるものの樹脂相が比較的密な球晶の中心部から皮膜状の樹脂相が放射状に形成されており、球晶内部の孔は大略中心部に向かって連なった行き止まりの孔であると考えられる。したがって、球晶は水の透過に対して一種の障害物であり、球晶構造が形成されると実質的な水の透過経路は球晶間の孔に限られ、また球晶を迂回するために空孔率に見合った透水量が得られない。さらに球晶同士の界面で樹脂の接合が不十分であるため機械的強度および延伸性が劣る。
【0017】
これに対して本発明の方法では、Tm2−Tcが32℃以下であるフッ化ビニリデン系樹脂を用いることにより、球晶構造の形成を抑制することができる。これにより透水性および機械的強度、延伸性が改善され、これを延伸することによりさらに透水性に優れる膜が製造できる。球晶の生成したフッ化ビニリデン系樹脂成膜体を延伸すると、1.3倍程度(後記比較例3)と所望の特性改善を得るには不十分な程度に延伸倍率が低い場合を除き、糸切れが起こり、所望の物性の中空糸が得られない(後記比較例1および2において、実施例と同じ冷却浴中の引き取り速度である5m/分を採用したときの記載および比較例2に対応する顕微鏡写真図3および4参照)。
【図面の簡単な説明】
【0018】
【図1】実施例4において、フッ化ビニリデン系樹脂多孔質中空糸膜を得るための延伸前の第2中間成形体の内表面(冷却面と逆側の面(図示下側))近傍の横断面の1000倍走査電子顕微鏡写真。
【図2】図1の内表面近傍を更に拡大した5000倍走査電子顕微鏡写真。
【図3】比較例2において、フッ化ビニリデン系樹脂多孔質中空糸膜を得るために、速度5m/分で引き取って得られた、延伸前の第2中間成形体の内表面(冷却面と逆側の面(図示下側))近傍の横断面の1000倍走査電子顕微鏡写真。
【図4】図3の内表面近傍を更に拡大した5000倍走査電子顕微鏡写真。
【発明を実施するための最良の形態】
【0019】
以下、本発明のフッ化ビニリデン系樹脂中空糸多孔膜を、その好ましい製造方法である本発明の製造方法に従って順次説明する。
【0020】
(フッ化ビニリデン系樹脂)
本発明においては、主たる膜原料として、重量平均分子量(Mw)が20万〜60万であるフッ化ビニリデン系樹脂を用いる。Mwが20万以下では得られる多孔膜の機械的強度が小さくなる。またMwが60万以上であるとフッ化ビニリデン系樹脂と可塑剤との相分離構造が過度に微細になり、得られた多孔膜を精密濾水膜として用いる場合の透水量が低下する。
【0021】
本発明において、フッ化ビニリデン系樹脂としては、フッ化ビニリデンの単独重合体、すなわちポリフッ化ビニリデン、他の共重合可能なモノマーとの共重合体あるいはこれらの混合物が用いられる。フッ化ビニリデン系樹脂と共重合可能なモノマーとしては、四フッ化エチレン、六フッ化プロピレン、三フッ化エチレン、三フッ化塩化エチレン、フッ化ビニル等の一種又は二種以上を用いることができる。フッ化ビニリデン系樹脂は、構成単位としてフッ化ビニリデンを70モル%以上含有することが好ましい。なかでも機械的強度の高さからフッ化ビニリデン100モル%からなる単独重合体を用いることが好ましい。
【0022】
上記したような比較的高分子量のフッ化ビニリデン系樹脂は、好ましくは乳化重合あるいは懸濁重合、特に好ましくは懸濁重合により得ることができる。
【0023】
本発明の多孔膜を形成するフッ化ビニリデン系樹脂は、上記したように重量平均分子量が20万〜60万と比較的大きな分子量を有することに加えて、DSC測定による樹脂本来の融点Tm2(℃)と結晶化温度Tc(℃)との差Tm2−Tcが32℃以下、好ましくは30℃以下、で代表される良好な結晶特性を有することを特徴とする。
【0024】
ここで樹脂本来の融点Tm2(℃)は、入手された試料樹脂あるいは多孔膜を形成する樹脂を、そのままDSCによる昇温過程に付すことにより測定される融点Tm1(℃)とは区別されるものである。すなわち、一般に入手されたフッ化ビニリデン系樹脂は、その製造過程あるいは加熱成形過程等において受けた熱および機械的履歴により、樹脂本来の融点Tm2(℃)とは異なる融点Tm1(℃)を示すものであり、本発明を規定するフッ化ビニリデン系樹脂の融点Tm2(℃)は、入手された試料樹脂を、一旦、所定の昇降温サイクルに付して、熱および機械的履歴を除いた後に、再度DSC昇温過程で見出される融点(結晶融解に伴なう吸熱のピーク温度)として規定されるものであり、その測定法の詳細は後述実施例の記載に先立って記載する。
【0025】
本発明の多孔膜を構成するフッ化ビニリデン系樹脂の結晶特性を代表するTm2−Tc≦32℃の条件は、例えば共重合によるTm2の低下によっても達成可能であるが、この場合には、生成する中空糸多孔膜の耐薬品性が低下する傾向が認められる場合もある。従って、本発明の好ましい態様においては、重量平均分子量(Mw)が15万〜60万であるフッ化ビニリデン系樹脂70〜98重量%をマトリクス(主体)樹脂とし、これと比べてMwが1.8倍以上、好ましくは2倍以上であり且つ120万以下である結晶特性改質用の高分子量フッ化ビニリデン系樹脂を2〜30重量%添加し、両者をブレンドすることにより得た、フッ化ビニリデン系樹脂混合物が用いられる。このような方法によればマトリクス樹脂単独の(好ましくは170〜180℃の範囲内のTm2により代表される)結晶融点を変化させることなく、有意に結晶化温度Tcを上昇させることができる。より詳しくはTcを上昇させることにより、膜表面に比べて冷却の遅い膜内部ならびに片側面からの優先的冷却に際しては膜内部から反対面にかけてフッ化ビニリデン系樹脂の固化を早めることが可能になり、球晶の成長を抑制することができる。Tcは、好ましくは143℃以上である。
【0026】
高分子量フッ化ビニリデン系樹脂のMwがマトリクス樹脂のMwの1.8倍未満であると球晶構造の形成を十分には抑制し難く、一方、120万以上であるとマトリックス樹脂中に均一に分散させることが困難である。
【0027】
また、高分子量フッ化ビニリデン系樹脂の添加量が2重量%未満では球晶構造の形成を抑制する効果が十分でなく、一方、30重量%を超えるとフッ化ビニリデン系樹脂と可塑剤の相分離構造が過度に微細化して、膜の透水量が低下する傾向がある。
【0028】
本発明に従い、上記のフッ化ビニリデン系樹脂に、フッ化ビニリデン系樹脂の可塑剤および良溶媒を加えて中空糸膜形成用の原料組成物を形成する。
【0029】
(可塑剤)
可塑剤としては、一般に、二塩基酸とグリコールからなる脂肪族系ポリエステル、例えば、アジピン酸−プロピレングリコール系、アジピン酸−1,3−ブチレングリコール系等のアジピン酸系ポリエステル;セバシン酸−プロピレングリコール系、セバシン酸系ポリエステル;アゼライン酸−プロピレングリコール系、アゼライン酸−1,3−ブチレングリコール系等のアゼライン酸系ポリエステル等が用いられる。
【0030】
(良溶媒)
また、フッ化ビニリデン系樹脂の良溶媒としては、20〜250℃の温度範囲でフッ化ビニリデン系樹脂を溶解できる溶媒が用いられ、例えば、N−メチルピロリドン、ジメチルホルムアミド、ジメチルアセトアミド、ジメチルスルホキシド、メチルエチルケトン、アセトン、テトラヒドロフラン、ジオキサン、酢酸エチル、プロピレンカーボネート、シクロヘキサン、メチルイソブチルケトン、ジメチルフタレート、およびこれらの混合溶媒等が挙げられる。なかでも高温での安定性からN−メチルピロリドン(NMP)が好ましい。
【0031】
(組成物)
中空糸膜形成用の原料組成物は、好ましくはフッ化ビニリデン系樹脂100重量部に対し、可塑剤70〜250重量部および良溶媒5〜80重量部を混合することにより得られる。
【0032】
可塑剤が70重量部未満であると、空孔率が低くなるため、精密濾水膜においては濾過性能(透水量)に劣る。また、250重量部を超えると空孔率が大きくなり過ぎるため、機械的強度が低下する。
【0033】
良溶媒が5重量部未満ではポリフッ化ビニリデン系樹脂と可塑剤を均一に混合できなかったり、あるいは混合に時間を要する。また、80重量部を超えると可塑剤の添加量に見合った空孔率が得られない。すなわち可塑剤の抽出による効率的な空孔形成が阻害される。
【0034】
可塑剤と良溶媒の合計量は100〜250重量部の範囲が好ましい。両者はいずれも溶融押出し組成物の粘度低減効果があり、ある程度代替的に作用する。そのうち良溶媒は、5〜40重量%の割合が好ましく、より好ましくは5〜35重量%、特に好ましくは10〜30重量%である。
【0035】
(混合・溶融押出し)
溶融押出組成物は、一般に140〜270℃、好ましくは150〜200℃、の温度で、中空ノズルあるいはT−ダイから押出されて膜状化される。従って、最終的に、上記温度範囲の均質組成物が得られる限りにおいて、フッ化ビニリデン系樹脂、可塑剤および良溶媒の混合並びに溶融形態は任意である。このような組成物を得るための好ましい態様の一つによれば、二軸混練押出機が用いられ、(好ましくは主体樹脂と結晶特性改質用樹脂の混合物からなる)フッ化ビニリデン系樹脂は、該押出機の上流側から供給され、可塑剤と良溶媒の混合物が、下流で供給され、押出機を通過して吐出されるまでに均質混合物とされる。この二軸押出機は、その長手軸方向に沿って、複数のブロックに分けて独立の温度制御が可能であり、それぞれの部位の通過物の内容により適切な温度調節がなされる。主体樹脂と結晶特性改質用樹脂を併用する場合、両者の溶融混練が不充分であると、所望のTc上昇ならびにそれに伴う成膜性の改善効果が得られないことがある。
【0036】
(冷却)
本発明法に従い、ノズルから溶融押出された中空糸膜状物は、水等の冷却媒体中を通過させることにより外面側から冷却される。冷却媒体の温度は5〜120℃と、かなり広い温度範囲から選択可能であるが、好ましくは10〜100℃、特に好ましくは30〜80℃の範囲である。
【0037】
(抽出)
冷却・固化された中空糸膜状物は、次いで抽出液浴中に導入され、可塑剤および良溶媒の抽出除去を受ける。抽出液としては、ポリフッ化ビニリデン系樹脂を溶解せず、可塑剤や良溶媒を溶解できるものであれば特に限定されない。例えばアルコール類ではメタノール、イソプロピルアルコールなど、塩素化炭化水素類ではジクロロメタン、1,1,1−トリクロロエタンなど、の沸点が30〜100℃程度の極性溶媒が適当である。
【0038】
(熱処理)
抽出後の中空糸膜状物は、次いで引き続く延伸による透水量の増大効果を高めるために、80〜160℃、好ましくは100〜140℃の範囲の温度で、1秒〜18000秒、好ましくは3秒〜3600秒、熱処理して、結晶化度を増大させることが好ましい。
【0039】
(延伸)
中空糸膜状物は、次いで延伸に付され、空孔率および孔径の増大並びに強伸度の改善を受ける。一般に、周速度の異なるローラ対等による膜状物の長手方向への一軸延伸を行うことが好ましい。これは、本発明のフッ化ビニリデン系樹脂中空糸多孔膜の多孔率と強伸度を調和させるためには、延伸方向に沿って延伸フィブリル(繊維)部と未延伸ノード(節)部が交互に現われる微細構造が好ましいことが知見されているからである。延伸倍率は、1.2〜4.0倍、特に1.4〜3.0倍程度が適当である。また、延伸温度は、一般に室温〜90℃、好ましくは40〜80℃、が採用される。
【0040】
延伸後の中空糸多孔膜については、寸法安定化のために、例えば80〜160℃で熱固定処理を施すことが好ましい。この際、長さとして10%程度までの緩和率で、緩和(収縮)を起させてもよい。ここで緩和率とは、次式により計算された値を意味する:
緩和率(%)=((延伸後の長さ(m)−緩和後の長さ(m))/(延伸後の長さ))
×100。
【0041】
(溶離液処理)
上記工程を通じて、本発明のフッ化ビニリデン系樹脂中空糸多孔膜が得られるが、この中空糸多孔膜を溶離液による浸漬処理に付すことも好ましい。この溶離液処理により、本発明の中空糸多孔膜の特質が本質的に損なわれることなく、その透水量が増大するからである。溶離液としては、アルカリ液、酸液または可塑剤の抽出液が用いられる。
【0042】
上記溶離液処理により中空糸多孔膜の透水量が増大する理由は、必ずしも明らかではないが、延伸により拡開された微細孔壁に残存する可塑剤が露出し、溶離液処理により効率的に除かれるためではないかと推察される。溶離液としてのアルカリおよび酸は、フッ化ビニリデン系樹脂の可塑剤として用いられるポリエステルを分解して可溶化することによりその溶離・除去を促進する作用を有するものと解される。
【0043】
したがって、アルカリ液としては、水酸化ナトリウム、水酸化カリウム、水酸化カルシウム等の強塩基の水または水/アルコール溶液でpHが12以上、より好ましくは13以上のものが好ましく用いられる。他方、酸液としては、塩酸、硫酸、燐酸等の強酸の水または水/アルコール溶液がpHが4以下、より好ましくは3以下、特に好ましくは2以下のものが好ましく用いられる。
【0044】
また、可塑剤の抽出液としては、延伸前に用いたものと同様に、ポリフッ化ビニリデン系樹脂を溶解せず、可塑剤を溶解できるものであれば特に限定されない。例えばアルコール類では、メタノール、イソプロピルアルコールなど、塩素化炭化水素類ではジクロロメタン、1,1,1−トリクロロメタンなど、の沸点が30〜100℃程度の極性溶媒が適当である。
【0045】
溶離液処理は、中空糸多孔膜を、必要に応じて親液性を向上するための前浸漬を行った後、5〜100℃程度の温度で10秒〜6時間溶離液中に浸漬することにより行われる。溶離液処理を、加温下に行うときは、多孔膜の収縮が起らないように固定した状態で行われることが好ましい。
【0046】
(フッ化ビニリデン系樹脂中空糸多孔膜)
上記のようにして得られる本発明のフッ化ビニリデン系樹脂中空糸多孔膜によれば、一般に空孔率が55〜90%、好ましくは60〜85%、特に好ましくは65〜80%、引張り強度が5MPa以上、破断伸度が5%以上の特性が得られ、これを透水処理膜として使用する際には5m3/m2・day・100kPa以上の透水量が得られる。また厚さは、5〜800μm程度の範囲が通常であり、好ましくは50〜600μm、特に好ましくは150〜500μmである。中空糸の外径は0.3〜3mm程度、特に1〜3mm程度が適当である。
【0047】
また、本発明のフッ化ビニリデン系樹脂多孔膜は、微細構造として、X線回折法により結晶配向部と、結晶非配向部(ランダム配向部)が認められることが特徴であり、これはそれぞれ延伸フィブリル部と未延伸ノード部に対応するものと解される。
【0048】
(X線回折法)
より詳しくは、本明細書に記載する中空糸膜状物のX線回折特性は、以下の測定法による測定結果に基づくものである。
【0049】
膜状物中空糸は、長手方向に沿って半割にしたものを、その長手方向が鉛直となるように試料台に取り付け、長手方向に垂直にX線を入射させる。X線発生装置は理学電機社製「ロータフレックス200RB」を用い、30kV−100mAでNiフィルタを通したCuKα線をX線源とする。イメージングプレート(富士写真フィルム社製「BAS−SR127」)を用いて、試料−イメージングプレート間距離60mmで回折像を撮影する。
【0050】
結果的に、本発明の中空糸多孔膜における結晶配向部と結晶非配向部の混在は、X線回折法による回折角2θ=20.1±1°と2θ=23.0±1°における子午線上での回折強度比が1.1以上で、且つ2θ=20.1±1°における方位角強度分布曲線ピークの半値幅Δβが80°以下であることで、定量的に表現される。
【0051】
(偏光顕微鏡観察)
本発明のフッ化ビニリデン系樹脂中空糸多孔膜は、球晶の生成を抑制して、延伸を円滑に実施した結果として得られるものである。従って、本発明の、フッ化ビニリデン系樹脂中空糸多孔膜のもう一つの微細構造上の特徴は、偏光顕微鏡観察により球晶が認められないことである。球晶の検出法は、以下の方法による。
【0052】
中空糸多孔膜を薄くスライスして薄片を作成し、多孔膜の微細孔内に浸透するが多孔膜を溶解あるいは膨潤させない有機溶剤(例えばジクロロメタン)を薄片にしみ込ませ、直交ニコルによる偏光顕微鏡観察(倍率は200〜400倍が好ましい)を行う。試料中に球晶が存在する場合には、十字消光あるいはマルテーゼクロスと呼ばれる十文字形の消光模様が観察される。
【0053】
本発明のフッ化ビニリデン系樹脂多孔膜は、フッ化ビニリデン系樹脂分子鎖の少なくとも一部は結晶化しているが、球晶としての成長は抑制されているため、偏光顕微鏡観察によっても膜厚さ方向の全層にわたって十文字形の消光模様は観察されない。かかる球晶成長の抑制がTm2−Tc≦32℃で代表される原料フッ化ビニリデン系樹脂の改良された結晶特性に由来するものであることは、本発明のフッ化ビニリデン系樹脂中空糸多孔膜の製造過程における中間体である未延伸膜についての同様な偏光顕微鏡観察によっても不規則な明暗が観察されるのみで、十文字形の消光模様が観察されないことからも理解される。
【実施例】
【0054】
以下、実施例、比較例により、本発明を更に具体的に説明する。以下の記載を含め、上記したX線回折特性以外の本明細書に記載の特性は、以下の方法による測定値に基くものである。
【0055】
(重量平均分子量(Mw))
日本分光社製のGPC装置「GPC−900」を用い、カラムに昭和電工社製の「Shodex KD−806M」、プレカラムに「Shodex KD−G」、溶媒にNMPを使用し、温度40℃、流量10ml/分にて、ゲルパーミエーションクロマトグラフィー(GPC)法によりポリスチレン換算分子量として測定した。
【0056】
(結晶融点Tm1,Tm2および結晶化温度Tc)
パーキンエルマー社製の示差走査熱量計DSC7を用いて、試料樹脂10mgを測定セルにセットし、窒素ガス雰囲気中で、温度30℃から10℃/分の昇温速度で250℃まで一旦昇温し、ついで250℃で1分間保持した後、250℃から10℃/分の降温速度で30℃まで降温してDSC曲線を求めた。このDSC曲線における昇温過程における吸熱ピーク速度を融点Tm1(℃)とし、降温過程における発熱ピーク温度を結晶化温度Tc(℃)とした。引き続いて、温度30℃で1分間保持した後、再び30℃から10℃/分の昇温速度で250℃まで昇温してDSC曲線を測定した。この再昇温DSC曲線における吸熱ピーク温度を本発明のフッ化ビニリデン系樹脂の結晶特性を規定する本来の樹脂融点Tm2(℃)とした。
【0057】
(空孔率)
中空糸多孔膜の長さ、並びに外径および内径を測定して多孔膜の見掛け体積V(cm2)を算出し、更に多孔膜の重量W(g)を測定して次式より空孔率を求めた。
【数1】
【0058】
(透水量(フラックス))
中空糸多孔膜をエタノールに15分間浸漬し、次いで水に15分間浸漬して親水化した後、水温25℃、差圧100kPaにて測定した。中空糸多孔膜は、試長(濾過が行われる部分の長さ)を800mmとし、膜面積は外径に基いて次式により算出した。
【数2】
【0059】
(平均孔径)
ASTM F316−86およびASTM E1294−89に準拠し、Porous Materials,Inc.社製「パームポロメータCFP−200AEX」を用いてハーフドライ法により平均孔径を測定した。試液はパーフルオロポリエステル(商品名「Galwick」)を用いた。
【0060】
(最大孔径)
ASTM F316−86およびASTM E1294−89に準拠し、Porous Materials,Inc.社製「パームポロメータCFP−200AEX」を用いてバブルポイント法により最大孔径を測定した。試液はパーフルオロポリエステル(商品名「Galwick」)を用いた。
【0061】
(引張り強度および破断伸度)
引張り試験機(東洋ボールドウィン社製「RTM−100」)を使用して、温度23℃、相対湿度50%の雰囲気中で初期試料長100mm、クロスヘッド速度200mm/分の条件下で測定した。
【0062】
(実施例1)
重量平均分子量(Mw)が2.52×105の主体ポリフッ化ビニリデン(PVDF)(粉体)とMwが6.59×105の結晶特性改質用ポリフッ化ビニリデン(PVDF)(粉体)を、それぞれ87.5重量%および12.5重量%となる割合で、ヘンシェルミキサーを用いて混合して、Mwが3.03×105である混合物Aを得た。
【0063】
脂肪族系ポリエステルとしてアジピン酸系ポリエステル可塑剤(旭電化工業株式会社社製「PN−150」)と、溶媒としてN−メチルピロリドン(NMP)を、87.5重量%/12.5重量%の割合で、常温にて撹拌混合して、混合物Bを得た。
【0064】
同方向回転噛み合い型二軸押出機(プラスチック工学研究所社製「BT−30」、スクリュー直径30mm、L/D=48)を使用し、シリンダ最上流部から80mmの位置に設けられた粉体供給部から混合物Aを供給し、シリンダ最上流部から480mmの位置に設けられた液体供給部から温度100℃に加熱された混合物Bを、混合物A/混合物B=37.5/62.5(重量%)の割合で供給して、バレル温度210℃で混練し、混練物を外径7mm、内径3.5mmの円形スリットを有するノズルから吐出量13g/minで中空糸状に押し出した。
【0065】
押し出された混合物を溶融状態のまま60℃の温度に維持され、且つノズルから10mm離れた位置に水面を有する(すなわちエアギャップが10mmの)水浴中に導き冷却・固化させ(水浴中の滞留時間:約10秒)、5m/分の引取速度で引き取った後、これを巻き取って第1中間成形体を得た。
【0066】
次に、この第1中間成形体を長手方向に収縮しないように固定したままジクロロメタン中に振動を与えながら室温で30分間浸漬し、次いでジクロロメタンを新しいものに取り替えて再び同条件にて浸漬して、脂肪族系ポリエステルと溶媒を抽出し、次いで固定したまま温度120℃のオーブン内で1時間加熱してジクロロメタンを除去するとともに熱処理を行い第2中間成形体を得た。
【0067】
次に、この第2中間成形体を雰囲気温度の25℃で長手方向に1.6倍の倍率に延伸し、次いで温度100℃のオーブン内で1時間加熱して熱固定を行い、ポリフッ化ビニリデン系多孔質中空糸を得た。
【0068】
得られたポリフッ化ビニリデン系多孔質中空糸は、外径が1.486mm、内径が0.702mm、膜厚が0.392mm、空孔率が72%、透水量が18.01m3/m2・day・100kPa、平均孔径0.086μm、最大孔径0.184μm、引張り強度9.1MPa、破断伸度7%の物性を示した。
【0069】
製造条件および得られたポリフッ化ビニリデン系多孔質中空糸の物性を、以下の実施例および比較例の結果と併せてまとめて後記表1に記す。
【0070】
(実施例2)
実施例1で得た多孔質中空糸を長手方向に収縮しないように固定したまま、エタノールに15分間浸漬し、次いで純水に15分間浸漬して親水化した後、温度70℃に維持された苛性ソーダ20%水溶液(pH14)に1時間浸漬し、次いで水洗した後、温度60℃に維持された温風オーブン中で1時間乾燥させた。
【0071】
(実施例3)
溶融押出物を冷却する冷却水浴温度を11℃に且つ延伸倍率を1.8倍に変更する以外は実施例1と同様にして多孔質中空糸を得た。
【0072】
(実施例4)
主体PVDFと改質用PVDFの混合比率を50/50(重量%)と変更して得た混合物Aを用い、エアギャップを140mmに増大する以外は、実施例3と同様にして多孔質中空糸を得た。
【0073】
上記例において、中空糸膜を得るための延伸前の第2中間成形体の長手方向に垂直な断面の内表面(冷却面と逆側の表面であり、図示下側)の近傍の1000倍及び5000倍の操作型電子顕微鏡写真を、それぞれ図1及び2に示す。
【0074】
(実施例5)
重量平均分子量(Mw)が2.52×105の主体ポリフッ化ビニリデン(PVDF)(粉体)とMwが6.91×105の結晶特性改質用ポリフッ化ビニリデン(PVDF)(粉体)を、それぞれ75重量%および25重量%となる割合で、ヘンシェルミキサーを用いて混合して、Mwが3.67×105である混合物Aを得た。
【0075】
脂肪族系ポリエステルとしてアジピン酸系ポリエステル可塑剤(旭電化工業株式会社製「PN−150」)と、溶媒としてN−メチルピロリドン(NMP)を、それぞれ87.5重量%および12.5重量%となる割合で常温にて撹拌混合して、混合物Bを得た。
【0076】
同方向回転噛み合い型二軸押出機(プラスチック工学研究所社製「BT−30」、スクリュー直径30mm、L/D=48)を使用し、シリンダ最上流部から80mmの位置に設けられた粉体供給部から混合物Aを供給し、シリンダ最上流部から480mmの位置に設けられた液体供給部から温度100℃に加熱された混合物Bを、混合物A/混合物B=40/60(重量%)の割合で供給して、バレル温度220℃で混練し、混練物を外径7mm、内径5mmの円形スリットを有するノズルから吐出量9.8g/minで中空糸状に押し出した。この際、ノズル中心部に設けた通気口から空気を流量6.2ml/minで糸の中空部に注入した。
【0077】
押し出された混合物を溶融状態のまま60℃の温度に維持され、且つノズルから30mm離れた位置に水面を有する(すなわちエアギャップが30mmの)水浴中に導き冷却・固化させ(水浴中の滞留時間:約10秒)、5m/分の引取速度で引き取った後、これを巻き取って第1中間成形体を得た。この第1中間成形体の内径は1.462mm、外径は2.051mmであった。
【0078】
次に、この第1中間成形体を長手方向に収縮しないように固定したままジクロロメタン中に振動を与えながら室温で30分間浸漬し、次いでジクロロメタンを新しいものに取り替えて再び同条件にて浸漬して、脂肪族系ポリエステルと溶媒を抽出し、次いで固定したまま温度120℃のオーブン内で1時間加熱してジクロロメタンを除去するとともに熱処理を行い第2中間成形体を得た。
【0079】
次に、この第2中間成形体を雰囲気温度の25℃で長手方向に1.8倍の倍率に延伸し、ついで長手方向に収縮しないように固定したままジクロロメタン中に振動を与えながら室温で30分間浸漬し、ついでジクロロメタンを新しいものに取り替えて再び同条件にて浸漬して、ついで固定したまま温度150℃のオーブン内で1時間加熱してジクロロメタンを除去するとともに熱固定を行い、ポリフッ化ビニリデン系多孔質中空糸を得た。
【0080】
(実施例6)
主体PVDFをMwが4.12×105のPVDF(粉体)、および改質用PVDFをMwが9.36×105のPVDF(粉体)と変更し、主体PVDFと改質用PVDFの混合比率を95/5(重量%)と変更して得た混合物Aを用い、可塑剤と良溶媒の混合比率を82.5/17.5(重量%)と変更した混合物Bを用い、混合物Aと混合物Bの供給比率を35.7/64.3(重量%)、エアギャップを150mm、延伸倍率を1.7倍と変更した以外は実施例5と同様にして多孔質中空糸を得た。
【0081】
(実施例7)
ノズル外径を5mm、ノズル内径を3.5mm、エアギャップを170mmに変更する以外は実施例6と同様にして多孔質中空糸を得た。
【0082】
(比較例1)
混合物Aの代わりに、Mwが2.52×105のPVDFを単独で用い、引取速度を20m/分に変更した以外は実施例3と同様にして多孔質中空糸を得た。なお、引取速度が5m/分であると延伸時に糸切れを起こして多孔質中空糸を得ることができなかった。
【0083】
(比較例2)
混合物Aの代わりにMwが4.92×105のPVDFを単独で用い、PVDFと混合物Bの供給比率を42.9/57.1(重量%)とし、エアギャップを140mm、引取速度を10m/分、延伸倍率を2.0倍に変更した以外は実施例3と同様にして多孔質中空糸を得た。
【0084】
なお、引取速度が5m/分であると延伸時に糸切れを起こして多孔質中空糸を得ることができなかった。この引取速度が5m/分である場合において、中空糸膜を得るための延伸前の第2中間成形体の長手方向に垂直な断面の内表面(図示下側)の近傍の1000倍及び5000倍の操作型電子顕微鏡写真を、それぞれ図3及び4に示す。
【0085】
(比較例3)
混合物Aの代わりにMwが6.59×105のPVDFを単独で用い、PVDFと混合物Bの供給比率を33.3/66.7(重量%)とし、エアギャップを300mm、引取速度を5m/分、延伸倍率を1.3倍に変更した以外は実施例3と同様にして多孔質中空糸を得た。なお、延伸倍率が1.3倍を超えると延伸時に糸切れを起こして多孔質中空糸を得ることができなかった。
【0086】
【表1】
【産業上の利用可能性】
【0087】
上記表1の結果を見れば分かる通り、本発明によれば、比較的高い分子量とTm2−Tc≦32℃で代表される改善された結晶特性を有するフッ化ビニリデン系樹脂を、フッ化ビニリデン系樹脂の可塑剤および良溶媒とともに混合して得た組成物の中空糸膜状溶融押出組成物を、その外側面からの冷却固化、可塑剤の抽出、延伸に付することにより、適度の寸法と分布の微細孔を有し、且つ引張り強度および破断伸度で代表される機械的強度が優れた、水処理用精密濾過膜として有用なフッ化ビニリデン系樹脂中空糸多孔膜が得られる。
【特許請求の範囲】
【請求項1】
重量平均分子量が20万〜60万であり、且つDSC測定による樹脂本来の融点Tm2(℃)と結晶化温度Tc(℃)との差Tm2−Tcが32℃以下であるフッ化ビニリデン系樹脂の多孔膜からなり、X線回折法により結晶配向部と結晶非配向部の混在が認められることを特徴とするフッ化ビニリデン系樹脂中空糸多孔濾水膜。
【請求項2】
Tm2−Tcが30℃以下のフッ化ビニリデン系樹脂からなる請求項1に記載の多孔濾水膜。
【請求項3】
結晶化温度Tcが143℃以上のフッ化ビニリデン系樹脂からなる請求項1または2に記載の多孔濾水膜。
【請求項4】
偏光顕微鏡観察により球晶が認められない請求項1〜3のいずれかに記載の多孔濾水膜。
【請求項5】
フッ化ビニリデン系樹脂が、重量平均分子量が15万〜60万の主体フッ化ビニリデン系樹脂70〜98重量%と、重量平均分子量が主体フッ化ビニリデン系樹脂の1.8倍以上且つ120万以下である結晶特性改質用フッ化ビニリデン系樹脂2〜30重量%との混合物である請求項1〜4のいずれかに記載の多孔濾水膜。
【請求項6】
重量平均分子量が20万〜60万であり、且つDSC測定による樹脂本来の融点Tm2(℃)と結晶化温度Tc(℃)との差Tm2−Tcが32℃以下であるフッ化ビニリデン系樹脂100重量部に対し、可塑剤を70〜250重量部およびフッ化ビニリデン系樹脂の良溶媒5〜80重量部を添加し、得られた組成物を中空糸膜状冷却媒体中溶融押出し、その外側面から冷却して固化成膜した後、可塑剤を抽出し、更に延伸することを特徴とするフッ化ビニリデン系樹脂中空糸多孔膜の製造方法。
【請求項7】
フッ化ビニリデン系樹脂100重量部に対し、良溶媒5〜40重量%を含む該良溶媒と可塑剤とを合計量で100〜250重量部使用して前記組成物を形成する請求項6に記載の製造方法。
【請求項8】
冷却媒体温度が5〜120℃である請求項6または7に記載の製造方法。
【請求項9】
延伸後の中空糸多孔膜を溶離液により処理する工程を含む請求項6〜8のいずれかに記載の製造方法。
【請求項10】
溶離液がpH12以上のアルカリ液である請求項9に記載の製造方法。
【請求項11】
溶離液がpH4以下の酸液である請求項9に記載の製造方法。
【請求項12】
溶離液が可塑剤の抽出液である請求項9に記載の製造方法。
【請求項1】
重量平均分子量が20万〜60万であり、且つDSC測定による樹脂本来の融点Tm2(℃)と結晶化温度Tc(℃)との差Tm2−Tcが32℃以下であるフッ化ビニリデン系樹脂の多孔膜からなり、X線回折法により結晶配向部と結晶非配向部の混在が認められることを特徴とするフッ化ビニリデン系樹脂中空糸多孔濾水膜。
【請求項2】
Tm2−Tcが30℃以下のフッ化ビニリデン系樹脂からなる請求項1に記載の多孔濾水膜。
【請求項3】
結晶化温度Tcが143℃以上のフッ化ビニリデン系樹脂からなる請求項1または2に記載の多孔濾水膜。
【請求項4】
偏光顕微鏡観察により球晶が認められない請求項1〜3のいずれかに記載の多孔濾水膜。
【請求項5】
フッ化ビニリデン系樹脂が、重量平均分子量が15万〜60万の主体フッ化ビニリデン系樹脂70〜98重量%と、重量平均分子量が主体フッ化ビニリデン系樹脂の1.8倍以上且つ120万以下である結晶特性改質用フッ化ビニリデン系樹脂2〜30重量%との混合物である請求項1〜4のいずれかに記載の多孔濾水膜。
【請求項6】
重量平均分子量が20万〜60万であり、且つDSC測定による樹脂本来の融点Tm2(℃)と結晶化温度Tc(℃)との差Tm2−Tcが32℃以下であるフッ化ビニリデン系樹脂100重量部に対し、可塑剤を70〜250重量部およびフッ化ビニリデン系樹脂の良溶媒5〜80重量部を添加し、得られた組成物を中空糸膜状冷却媒体中溶融押出し、その外側面から冷却して固化成膜した後、可塑剤を抽出し、更に延伸することを特徴とするフッ化ビニリデン系樹脂中空糸多孔膜の製造方法。
【請求項7】
フッ化ビニリデン系樹脂100重量部に対し、良溶媒5〜40重量%を含む該良溶媒と可塑剤とを合計量で100〜250重量部使用して前記組成物を形成する請求項6に記載の製造方法。
【請求項8】
冷却媒体温度が5〜120℃である請求項6または7に記載の製造方法。
【請求項9】
延伸後の中空糸多孔膜を溶離液により処理する工程を含む請求項6〜8のいずれかに記載の製造方法。
【請求項10】
溶離液がpH12以上のアルカリ液である請求項9に記載の製造方法。
【請求項11】
溶離液がpH4以下の酸液である請求項9に記載の製造方法。
【請求項12】
溶離液が可塑剤の抽出液である請求項9に記載の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【国際公開番号】WO2005/099879
【国際公開日】平成17年10月27日(2005.10.27)
【発行日】平成19年8月16日(2007.8.16)
【国際特許分類】
【出願番号】特願2006−512309(P2006−512309)
【国際出願番号】PCT/JP2005/006863
【国際出願日】平成17年4月7日(2005.4.7)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
【国際公開日】平成17年10月27日(2005.10.27)
【発行日】平成19年8月16日(2007.8.16)
【国際特許分類】
【国際出願番号】PCT/JP2005/006863
【国際出願日】平成17年4月7日(2005.4.7)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
[ Back to top ]