
プラスチック容器の封止方法及びプラスチック容器

【課題】 容器本体と蓋部材との接合処理を高速で行うとともに、その接合処理を比較的安価な装置で行うことができ、かつ、容器本体と蓋部材の両方を金属以外の同一材料で形成する。
【解決手段】 内容物が充填される容器本体10と、この容器本体10に接合される蓋部材20とからなるプラスチック容器1を、容器本体10と蓋部材20の接合部を溶着することにより封止するプラスチック容器1の封止方法であって、容器本体10と蓋部材20とを接合する前に、容器本体10の接合部又は蓋部材20の接合部を予め融点以上に加熱し、この加熱を行った後に、容器本体10と蓋部材20の接合部同士を重ねて接合することにより、融点以上に加熱された容器本体10又は蓋部材20の熱により、当該容器本体10と蓋部材20の接合部を溶着する。
【解決手段】 内容物が充填される容器本体10と、この容器本体10に接合される蓋部材20とからなるプラスチック容器1を、容器本体10と蓋部材20の接合部を溶着することにより封止するプラスチック容器1の封止方法であって、容器本体10と蓋部材20とを接合する前に、容器本体10の接合部又は蓋部材20の接合部を予め融点以上に加熱し、この加熱を行った後に、容器本体10と蓋部材20の接合部同士を重ねて接合することにより、融点以上に加熱された容器本体10又は蓋部材20の熱により、当該容器本体10と蓋部材20の接合部を溶着する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プラスチック容器の本体上部に蓋部材を装着して内容物を密封するプラスチック容器の封止方法、及び、この封止方法の対象となるプラスチック容器に関し、特に、容器本体と蓋部材との接合を高速に行うのに好適なプラスチック容器の封止方法及びプラスチック容器に関する。
【背景技術】
【0002】
従来、食品などを充填する容器には、スチール製又はアルミニウム製の缶体が用いられていた。また、近年では、容器本体がプラスチック製であって蓋部材が金属製のものや、容器本体と蓋部材の両方がプラスチック製のものが多く用いられるようになってきた。
これらの容器は、通常、容器本体の上面開口から内容物を充填し、その開口に蓋部材を装着して封止することにより、内容物を密封している。
【0003】
ここで、容器本体と蓋部材との接合部分は、内容物が漏洩しないように、完全に封止固着する必要がある。そして、この封止方法については、従来から種々の方法が提案されてきている。
例えば、容器本体の上面開口に蓋部材を載置した状態で、それら蓋部材の周縁と容器本体の開口周縁とを加熱挟圧して接合する方法がある(ヒートシール方式、例えば、特許文献1参照。)。
この方法によれば、容器が熱可塑性樹脂で形成されている場合に、容器本体の開口周縁と蓋部材の周縁が溶着されるので、その接合部分を封止固着することができる。
【0004】
また、蓋部材の周縁と容器本体の開口周縁とを重ね合わせた状態で、外側へ巻き込むように締めつける方法がある(巻締め方式、例えば、特許文献2参照。)。
この方法によれば、容器本体と蓋部材の両方が金属製の場合、あるいは、容器本体がプラスチック製であって蓋部材が金属製の場合に、蓋部材の周縁と容器本体の開口周縁とを巻き締めることで、その接合部分を封止固着することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−92304号公報
【特許文献2】特開平8−85546号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した特許文献1、2に記載の技術においては、次のような問題があった。
例えば、特許文献1に記載の技術は、蓋部材の周縁と容器本体の開口周縁とを加熱するのに時間がかかるため、処理速度が遅くなるという問題があった。
例えば、同文献の表1には処理速度が開示されており、「60個/分」との具体的な数値が挙げられている。この速度は、同表に示すスタンピング法に比べれば確かに速くなっているが、金属製の缶体の製造速度(約600個/分)に比べると、1/10程度でしかなく、遅いと言わざるを得ない。
【0007】
また、処理速度を速くする手法として、例えば、製造ラインを増やして多列化することが考えられるが、装置が大型化して高価格化するという問題が新たに生じる。
さらに、加熱する手法として、例えば、超音波シールや高周波シールが存在するが、前者は、装置が高価であり、後者は、使用可能な材料が限定されるという問題があった。
【0008】
また、特許文献2に記載の技術は、精密なフランジ成形が必須となっていた。特に、容器本体と蓋部材の一方がプラスチック製であって他方が金属製の場合には、曲げ強度が異なることから、巻締めが困難であるという問題があった。
さらに、容器の中には、蓋部材の上面に、スコアと呼ばれる環状の溝部を形成し、かつ、そのスコアの近傍にプルトップを設けたものがある。これは、プルトップを立てて引き上げながら、スコアに沿って切り開くことで、蓋部材の中央を開封するものである。ところが、蓋部材が金属製の場合には、その金属薄板を引きちぎりながら開封することになるため、開けるのにある程度の力が必要であり、そのスコアに囲まれた部分が湾曲しながら開封されるため、次第にその開封が困難となるという問題があった。
しかも、容器本体と蓋部材の一方がプラスチック製であって他方が金属製の場合には、前者が可燃ゴミの対象となり、後者が不燃ゴミの対象となることから、廃棄の際、混合ゴミとなってしまうという問題があった。
【0009】
本発明は、上記の問題を解決すべくなされたものであり、容器本体と蓋部材との接合処理を高速で行うとともに、その接合処理を比較的安価な装置で行うことができ、かつ、容器本体と蓋部材の両方を金属以外の同一材料で形成し、スコア部分の容易な開封や、ゴミの種別を単一とすることが可能なプラスチック容器の封止方法及びプラスチック容器の提供を目的とする。
【課題を解決するための手段】
【0010】
この目的を達成するため、本発明のプラスチック容器の封止方法は、内容物が充填される容器本体と、この容器本体に接合される蓋部材とからなるプラスチック容器を、容器本体と蓋部材の接合部を溶着することにより封止するプラスチック容器の封止方法であって、容器本体と蓋部材とを接合する前に、容器本体の接合部又は蓋部材の接合部を予め融点以上に加熱し、この加熱を行った後に、容器本体と蓋部材の接合部同士を重ねて接合することにより、融点以上に加熱された容器本体又は蓋部材の熱により、当該容器本体と蓋部材の接合部を溶着する方法としてある。
【0011】
また、本発明のプラスチック容器は、内容物が充填される容器本体と、この容器本体に接合される蓋部材とを備え、容器本体の接合部又は蓋部材の接合部に、他の部分よりも溶融容易な易溶融部を備えた構成としてある。
【発明の効果】
【0012】
本発明のプラスチック容器の封止方法及びプラスチック容器によれば、容器本体と蓋部材とを接合する前に、それら容器本体の接合部又は蓋部材の接合部の一方が予め融点以上に加熱されるため、この加熱を行った後に、その蓋部材を容器本体の上面に載置することで、双方の接合部が相溶して接合させることができる。そして、このように、蓋部材を容器本体に載置したときから相溶が開始し、それら接合部の溶着が短時間で完了するので、この接合処理に要する時間を大幅に短縮できる。
特に、蓋部材を容器本体へ供給した後の加熱が不要となることから、ヒートシール方式のように律速となるような状況を回避できる。よって、容器本体と蓋部材との接合を高速に行うことができる。
【0013】
また、容器本体と蓋部材との接合が溶着によるものであるため、確実に内容物を密封することができる。
さらに、容器本体と蓋部材とを接合するために必要な装置として、容器本体又は蓋部材の接合部を加熱する装置、それら容器本体等を搬送する装置、容器本体の上面に蓋部材を載置する装置などがあればよい。よって、超音波シールのような高価な装置を用いることなく、比較的安価な装置により、それら容器本体と蓋部材とを接合を行うことができる。
【0014】
しかも、容器本体又は蓋部材を形成する材料は、加熱により融点以上に昇温可能な材料であればよいので、高周波シールを用いた場合のように、使用可能な材料が限定されるという問題が生じない。
そして、蓋部材がプラスチックで形成されるため、蓋部材の上面にスコアを形成した場合でも、そのスコアが湾曲することなく、容易に開封することができる。
加えて、容器本体と蓋部材の両方が同じプラスチックで形成されることから、それらを同一のゴミ種別で廃棄することができる。
【図面の簡単な説明】
【0015】
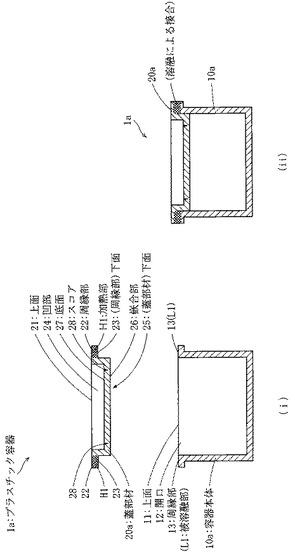
【図1】本発明の第一実施形態におけるプラスチック容器の構成を示す縦方向断面図であって、(i)は、蓋部材を容器本体に装着する前の状態、(ii)は、蓋部材を容器本体に装着した状態を示す。
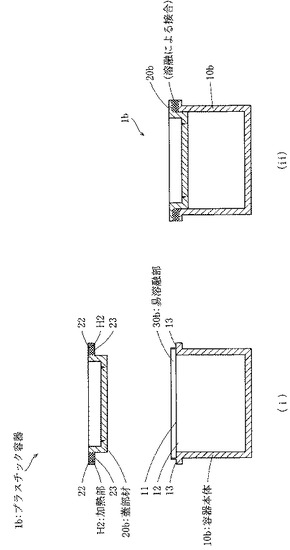
【図2】本発明の第二実施形態におけるプラスチック容器の構成を示す縦方向断面図であって、(i)は、蓋部材を容器本体に装着する前の状態、(ii)は、蓋部材を容器本体に装着した状態を示す。
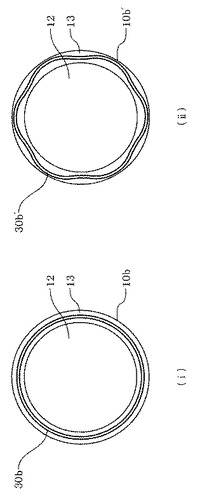
【図3】プラスチック容器の容器本体の構成を示す上面図であって、(i)は、易溶融部が環状に形成された構成、(ii)は、易溶融部が花弁型に形成された構成を示す。
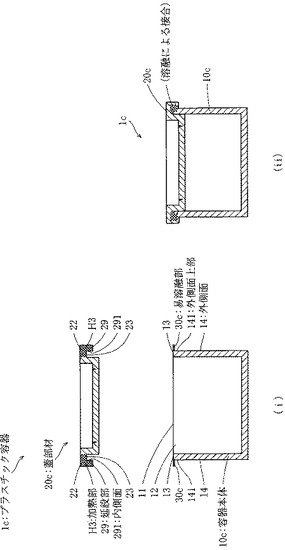
【図4】本発明の第二実施形態におけるプラスチック容器の他の構成を示す縦方向断面図であって、(i)は、蓋部材を容器本体に装着する前の状態、(ii)は、蓋部材を容器本体に装着した状態を示す。
【図5】本発明の第二実施形態におけるプラスチック容器のさらに他の構成を示す縦方向断面図であって、(i)は、蓋部材を容器本体に装着する前の状態、(ii)は、蓋部材を容器本体に装着した状態を示す。
【図6】本発明の第三実施形態におけるプラスチック容器の構成を示す縦方向断面図であって、(i)は、蓋部材を容器本体に装着する前の状態、(ii)は、蓋部材を容器本体に装着した状態を示す。
【図7】本発明の第三実施形態におけるプラスチック容器の他の構成を示す縦方向断面図であって、(i)は、蓋部材を容器本体に装着する前の状態、(ii)は、蓋部材を容器本体に装着した状態を示す。
【図8】本発明の第三実施形態におけるプラスチック容器のさらに他の構成を示す縦方向断面図であって、(i)は、蓋部材を容器本体に装着する前の状態、(ii)は、蓋部材を容器本体に装着した状態を示す。
【図9】プラスチック容器の封止方法の手順を示すフローチャートである。
【図10】プラスチック容器封止装置の構成を示す上面図である。
【図11】プラスチック容器封止装置の他の構成を示す上面図である。
【図12】赤外線ヒーターを用いた加熱手段の構成を示す断面図である。
【図13】実施例1、実施例2、比較例の各データを対比させたグラフである。
【発明を実施するための形態】
【0016】
以下、本発明に係るプラスチック容器の封止方法及びプラスチック容器の好ましい実施形態について、図面を参照して説明する。
なお、この実施形態においては、次の項目について、順次説明する。
(1)「プラスチック容器の第一実施形態」
(2)「プラスチック容器の第二実施形態」
(3)「プラスチック容器の第三実施形態」
(4)「プラスチック容器の封止方法」
(5)「プラスチック容器封止装置」
(6)「実施例」
【0017】
[(1)プラスチック容器の第一実施形態]
まず、本発明のプラスチック容器の第一実施形態について、図1(i)、(ii)を参照して説明する。
同図(i)、(ii)は、本実施形態のプラスチック容器の構成を示す縦方向断面図であって、(i)は、容器本体に蓋部材を装着する前の状態を示す図、(ii)は、容器本体に蓋部材を装着した状態を示す図である。
【0018】
同図(i)、(ii)に示すように、プラスチック容器1aは、容器本体10aと、蓋部材20aとを備えている。
容器本体10aは、プラスチック(可塑性樹脂)で形成された器状の部材であって、上面11に開口12が形成されており、ここから内容物を充填するようになっている。
上面11の周縁部13は、水平方向外方に張り出したフランジ状に形成されており、この上面11に蓋部材20aを上方から載置可能となっている。
【0019】
蓋部材20aは、プラスチックで形成された板状部材であって、容器本体10aの上面11に載置されることで、その容器本体10aの開口12を封止する。
また、蓋部材20aは、上面21の上方から見たときの外形が、容器本体10aの上面11の外形とほぼ同じ形状となっている。そして、蓋部材20aは、容器本体10aの上面11に載置されたときには、当該蓋部材20aの周縁部22の下面23が、容器本体10aの上面11の周縁部13に重なって接触する。
【0020】
さらに、蓋部材20aは、周縁部22が融点以上に加熱された後に、容器本体10aの上面11に載置される。これにより、その蓋部材20aの周縁部22の保有する熱量が、容器本体10aの周縁部13に移動して該周縁部13を溶融する。つまり、蓋部材20aの周縁部22が加熱部H1となり、容器本体10aの上面11の周縁部13が被溶融部L1となって、これらが相溶して接合する。
【0021】
なお、図1(i)、(ii)に示すプラスチック容器1aにおいては、蓋部材20aの周縁部22の下面23と容器本体10aの上面11の周縁部13が接合することから、その蓋部材20aの周縁部22の下面23が蓋部材20aの接合部に相当し、容器本体10aの上面11の周縁部13が容器本体10aの接合部に相当する。
また、同図(i)、(ii)に示すプラスチック容器1aにおいては、蓋部材20aの周縁部22を加熱部H1とし、容器本体10aの上面11の周縁部13を被溶融部L1としたが、これに限るものではなく、容器本体10aの上面11の周縁部13を加熱部とし、蓋部材20aの周縁部22を被溶融部とすることもできる。この場合も、その蓋部材20aを容器本体10aの上面11に載置して接合部同士を重ねたときに、それら容器本体10aの上面11の周縁部13と蓋部材20aの周縁部22が相溶し、接合させることができる。
【0022】
以上説明したように、本実施形態のプラスチック容器によれば、蓋部材の周縁部を融点以上に加熱した後に、この蓋部材を容器本体の上面に載置することで、その蓋部材の周縁部の保有する熱量が容器本体の上面の周縁部に伝導することから、これらが相溶して接合させることができる。
そして、このように溶着により接合するため、プラスチック容器の密封を確実に行うことができる。
【0023】
また、このような構成としたことにより、容器本体と蓋部材との接合処理を高速で行うことができる。
例えば、従来のヒートシール方式の場合は、容器本体の上面に蓋部材を載置した後に、それらの接触部分を加熱しながら挟圧していたため、その加熱挟圧の開始から接合完了までに相当の時間を要していた。
これに対し、本実施形態では、容器本体の上面に蓋部材を載置する前に、予め蓋部材の周縁部が加熱されているため、載置後の加熱が不要となり、その載置から接合完了までの時間を大幅に短縮することができる。
【0024】
さらに、容器本体と蓋部材の両方がプラスチックで形成されているので、それら容器本体と蓋部材とをいずれも同一のゴミ種別で廃棄することができる。これにより、混合ゴミを減少でき、ゴミの分別回収に貢献できる。
【0025】
なお、図1(i)、(ii)に示すように、蓋部材の上面の中程には、凹部(凹部24)を形成することができる。また、蓋部材の下面(下面25)の中程には、上面の凹部(凹部24)に対応して、凸状の嵌合部(嵌合部26)を形成することができる。この嵌合部(嵌合部26)の外形は、容器本体の開口に嵌合する程度の大きさとすることができる。
さらに、凹部(凹部24)の底面(底面27)には、環状溝型のスコア(スコア28)を形成することができる。このスコアが形成された蓋部材は、プラスチックで形成されているため、そのスコアが湾曲することなく容易に開封することができる。
【0026】
[(2)プラスチック容器の第二実施形態]
次に、本発明のプラスチック容器の第二実施形態について、図2(i)、(ii)〜図5(i)、(ii)を参照して説明する。
図2(i)、(ii)、図4(i)、(ii)、図5(i)、(ii)は、本実施形態のプラスチック容器の構成を示す縦方向断面図である。図3(i)、(ii)は、容器本体の構成を示す上面図である。
【0027】
本実施形態は、第一実施形態と比較して、熱容量の低い易溶融部を備えた点が相違する。他の構成要素は、第一実施形態と同様である。
したがって、図2(i)、(ii)〜図5(i)、(ii)において、図1と同様の構成部分については同一の符号を付して、その詳細な説明を省略する。
【0028】
図2(i)、(ii)に示すように、プラスチック容器1bは、容器本体10bと、蓋部材20bとを備えている。
ここで、容器本体10bは、易溶融部30bを有している。
易溶融部30bは、蓋部材20bの加熱部H2から伝導してきた熱により溶融する部分である。
【0029】
この易溶融部30bは、蓋部材20bの加熱部H2に比べて、熱容量が低くなっている。
この易溶融部30bの熱容量を低くする手法としては、例えば、(ア)体積を小さくすること、(イ)結晶化度を低くすること、(ウ)発泡成形することなどが挙げられる。
【0030】
これらのうち、(ア)は、易溶融部30b自体の体積を小さくすることで、熱容量を低くするものである。また、同じ体積でも、表面積を広くしたり、断面積を小さくしたりすることで、易溶融部30の溶融が迅速化する。ただし、易溶融部30bの体積が小さすぎると、接合が不十分となる可能性がある。よって、容器本体10bと蓋部材20bが十分接合する程度の体積を有することが望ましい。
なお、易溶融部30bの体積を小さくするために、易溶融部30bの形状を、図2(i)又は図3(i)に示すような形状とした場合、その厚みは、200μm以下とするのが好ましく、100μm以下とするのがより好ましい。
【0031】
(イ)は、易溶融部30bの全体に対する結晶部分の割合(結晶化度)を低くすることで、熱容量を低くするものである。結晶部分は、高分子が規則正しく配列した状態にある部分である。この結晶部分以外の部分は、高分子の配列が不規則な非晶部分となっている。この結晶化度を低くすることで、熱容量を低くできる。
(ウ)は、プラスチック中にガスを細かく分散させ、発泡状(フォーム)または多孔質形状に成形すること(発泡成形)により、熱容量を低くするものである。一般に、固体よりも気体の方が、熱容量が低いことから、発泡成形することで、熱容量を低くできる。
【0032】
この易溶融部30bは、図2(i)、図3(i)に示すように、容器本体10bの上面11の周縁部13において、その上面11の外周に沿って、環状に立設した立設部として形成することができる。
この場合、蓋部材20bは、第一実施形態における蓋部材20aと同様の形状とする。
これにより、蓋部材20bの周縁部22を加熱部H2として加熱した後に、この蓋部材20bを容器本体10bの上面11に載置して接合部同士を重ねることで、容器本体10bの易溶融部30bが溶融して、蓋部材20bの周縁部22の下面23とともに相溶し、これらを接合することができる。
【0033】
なお、易溶融部30bは、図2(i)、図3(i)においては、上方から見たときの形状が円形に形成されているが、円形に限るものではなく、例えば、図3(ii)に示すように、花弁型、多角形、角丸多角形などとすることができる(易溶融部30b’)。これにより、易溶融部30の全長が長くなるため、耐内圧強度を向上させることができる。
【0034】
また、図4(i)に示すように、易溶融部30cは、容器本体10cの上面11の外周に沿って、その外周から外側へ張り出したフランジ状に、フランジ部として形成することができる。
この場合、蓋部材20cは、周縁部22の外周に沿って下方へ延伸した延設部29を備えている。この延設部29は、蓋部材20cが容器本体10cの上面11に載置されたときに、その容器本体10cの外側面14の上部141を覆うような形状となっている。
【0035】
これにより、蓋部材20cの延設部29及び周縁部22を加熱部H3として加熱した後に、この蓋部材20cを容器本体10cの上面11に載置することで、蓋部材20cの延設部29の内側面291又は周縁部22の下面23が易溶融部30cに接触して、この易溶融部30cを溶融し、これら易溶融部30cと延設部29の内側面291又は周縁部22の下面23とが相溶することで、これらを接合することができる(同図(ii))。
なお、図4(i)においては、容器本体10cの上面11に易溶融部30cを形成する構成としてあるが、例えば、蓋部材20cの延設部29の内側面291又は周縁部22の下面23に、易溶融部30を形成することもできる。この場合、容器本体10の上面11の周縁部13を加熱部Hとして加熱し、この上面11に蓋部材20を載置することで、易溶融部30が溶融し、これら容器本体10と蓋部材20とを接合することができる。
【0036】
さらに、図5(i)に示すように、易溶融部30dは、蓋部材20dの周縁部22の下面23において、その下面23の外周に沿って下方へ環状に突設された突設部として形成することができる。
この場合、容器本体10dは、第一実施形態における容器本体10aと同様の形状に形成される。
これにより、容器本体10dの上面11の周縁部13を加熱部H4として加熱した後に、蓋部材20dをその上面11に載置することで、加熱部H4の保有する熱量が易溶融部30dに伝導して溶融し、それら容器本体10dの上面11の周縁部13と蓋部材20dの周縁22の下面23とが相溶して、これらを接合することができる(同図(ii))。
【0037】
なお、図2(i)、(ii)に示すプラスチック容器1bにおいては、蓋部材20bの周縁部22の下面23と容器本体10bの上面11の周縁部13が接合することから、その蓋部材20bの周縁部22の下面23が蓋部材20bの接合部に相当し、容器本体10bの上面11の周縁部13及び易溶融部30bが容器本体10bの接合部に相当する。
また、図4(i)、(ii)に示すプラスチック容器1cにおいては、蓋部材20cの周縁部22及び延設部29と容器本体10cの上面11の周縁部13が接合することから、その蓋部材20cの周縁部22及び延設部29が蓋部材20cの接合部に相当し、容器本体10cの上面11の周縁部13及び易溶融部30cが容器本体10cの接合部に相当する。
【0038】
さらに、図5(i)、(ii)に示すプラスチック容器1dにおいては、蓋部材20dの周縁部22の下面23と容器本体10dの上面11の周縁部13が接合することから、その蓋部材20dの周縁部22の下面23及び易溶融部30dが蓋部材20dの接合部に相当し、容器本体10dの上面11の周縁部13が容器本体10dの接合部に相当する。
そして、本実施形態の蓋部材20b、20c、20dにおいても、第一実施形態の蓋部材20aと同様、凹部24、嵌合部26、スコア28を設けることができる。
【0039】
以上説明したように、本実施形態のプラスチック容器によれば、容器本体又は蓋部材の一方の接合部に、熱容量の低い易溶融部を形成する構成としたので、易溶融部が形成されていない方の接合部を融点以上に加熱して、蓋部材を容器本体の上面に載置し、接合部同士を重ねることで、その加熱部に接触した易溶融部が溶融して、それら蓋部材と容器本体とを接合することができる。
また、蓋部材と容器本体が溶着により接合するため、確実にプラスチック容器を密封することができる。
さらに、易溶融部が形成されていない接合部を融点以上に加熱した後に、蓋部材を容器本体の上面に載置することとしたので、載置後の加熱が不要となり、この載置から接合完了までの時間を大幅に短縮することができる。
【0040】
なお、易溶融部を形成する手法として、例えば、結晶化度を低くする手法や発泡成形する手法などを用いる場合には、その手法を容器本体の全体に対して用いることができる。これにより、易溶融部を溶融容易な部分とすることができる。また、容器本体の全体に対してではなく、易溶融部に相当する部分に対してのみ、その手法を用いるようにすることもできる。この場合も、易溶融部を溶融容易な部分とすることができる。
また、第一実施形態のプラスチック容器においては、被溶融部の性状について限定していないが、易溶融部と同様、被溶融部についても加熱部に比べて熱容量を低くすることができる。この場合、被溶融部は、易溶融部30bを形成する手法と同様の手法、例えば、結晶化度を低くする手法や、発泡成形する手法などを用いて形成することができる。これにより、被溶融部の熱容量を他の部分に比べて低くすることができ、よって、被溶融部を溶融容易な部分とすることができる。
【0041】
[(3)プラスチック容器の第三実施形態]
次に、本発明のプラスチック容器の第三実施形態について、図6(i)、(ii)〜図8(i)、(ii)を参照して説明する。
図6(i)、(ii)〜図8(i)、(ii)は、本実施形態のプラスチック容器の構成を示す縦方向断面図である。
【0042】
本実施形態は、第一実施形態と比較して、熱容量の低い易溶融部と、封止状態を保持するための係合部とを備えた点が相違する。他の構成要素は第一実施形態と同様である。
したがって、図6(i)、(ii)〜図8(i)、(ii)において、図1と同様の構成部分については同一の符号を付して、その詳細な説明を省略する。
【0043】
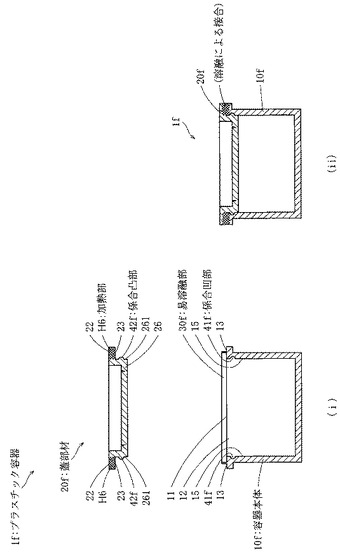
図6(i)、(ii)に示すように、プラスチック容器1eは、容器本体10eと、蓋部材20eとを備えている。
ここで、容器本体10eの内側面15の上部には、その内側面15の上部端辺に沿って、環状の係合凹部41eが形成されている。
また、蓋部材20eの嵌合部26の側面261には、この側面261の周方向に沿って、環状の係合凸部42eが形成されている。
そして、これら容器本体10eの係合凹部41eと蓋部材20eの係合凸部42eは、容器本体10eの上面11に蓋部材20eを載置して、蓋部材20eの嵌合部26を容器本体10eの上面開口12に嵌合したときに、係合するようになっている。これにより、蓋部材20eが容器本体10eから容易に外れないようになっている。
【0044】
また、蓋部材20eの周縁部22は、加熱部H5として、融点以上に加熱される。そして、この蓋部材20eが容器本体10eの上面11に載置されて接合部同士が重なると、その蓋部材20eの周縁部22の保有する熱量が容器本体10eの上面11の周縁部13に伝わって溶融し、これら蓋部材20eの周縁部22と本体10eの上面11の周縁部13が相溶して接合する。
このように、容器本体10eと蓋部材20eは、接合部が溶融により接合するとともに、係合凹部41e及び係合凸部42eからなる係合部により係合するため、密封性を向上させることができる。
【0045】
なお、図6(i)、(ii)に示すプラスチック容器1eは、接合部の構成が、図1(i)、(ii)に示すプラスチック容器1aの接合部と同様の構成となっているが、これに限るものではなく、例えば、図2(i)、(ii)〜図5(i)、(ii)に示すプラスチック容器1b〜1dの接合部のいずれか一つ以上の構成を用いることができる。
それらのうち、例えば、図2(i)、(ii)に示すプラスチック容器1bの接合部を用いた場合には、図7(i)、(ii)に示すように、容器本体10fの上面11の周縁部13に易溶融部30fを設けた構成となる。そして、蓋部材20fの周縁部22を加熱部H6として加熱し、この蓋部材20fを容器本体10fの上面11に載置することで、易溶融部30fが溶融し、これら蓋部材20fと容器本体10fを接合させることができる。また、容器本体10fの係合凹部41fと蓋部材20fの係合凸部42fが係合することで、密封性を高めることができる。
【0046】
また、図6(i)、(ii)においては、係合凹部41eが容器本体10fの内側面15の上部に形成されているが、内側面15の上部に限るものではなく、図8(i)、(ii)に示すように、容器本体10gの外側面14の上部141に形成することができる。
この場合、蓋部材20gは、周縁部22の外周に沿って下方へ延伸した延設部29を備えている。そして、この延設部29の内側面291に、この内側面291の周方向に沿って、環状の係合凸部42gが形成されている。
これにより、蓋部材20gを容器本体10gの上面11に載置したときに、蓋部材20gの延設部29が容器本体10gの外側面14の上部141を覆うとともに、延設部29の内側面291の係合凸部42gが容器本体10gの外側面14の係合凹部41gに係合する。
【0047】
また、容器本体10gの外側面14の上部141には、この上部141から外方へ鍔状に突設された易溶融部30gを、鍔状部として形成することができる。
この場合、蓋部材20gの延設部29を加熱部H7として加熱した後に、この蓋部材20gを容器本体10gの上面11に載置することで、その延設部29の内側面291が易溶融部30gに接触し、その延設部29の保有する熱量が易溶融部30gを溶融し、これらが相溶することで、蓋部材20gと容器本体10gとを接合することができる(同図(ii))。
なお、図8(i)においては、容器本体10gの上面11に易溶融部30gを形成してあるが、例えば、蓋部材20gの延設部29の内側面291に易溶融部30を形成することもできる。この場合、容器本体10の上面11の周縁部13を加熱部Hとして加熱し、この上面11に蓋部材20を載置することで、易溶融部30が溶融し、これら容器本体10と蓋部材20とを接合することができる。
【0048】
また、図6(i)、(ii)に示すプラスチック容器1eにおいては、蓋部材20eの周縁部22の下面23と容器本体10eの上面11の周縁部13が接合することから、その蓋部材20eの周縁部22の下面23が蓋部材20eの接合部に相当し、容器本体10eの上面11の周縁部13が容器本体10eの接合部に相当する。
さらに、図7(i)、(ii)に示すプラスチック容器1fにおいては、蓋部材20fの周縁部22の下面23と容器本体10fの上面11の周縁部13が接合することから、その蓋部材20fの周縁部22の下面23が蓋部材20fの接合部に相当し、容器本体10fの上面11の周縁部13及び易溶融部30fが容器本体10fの接合部に相当する。
また、図8(i)、(ii)に示すプラスチック容器1gにおいては、蓋部材20gの延設部29と容器本体10gの外側面14の上部141が接合することから、その蓋部材20gの延設部29が蓋部材20gの接合部に相当し、容器本体10gの外側面14の上部141及び易溶融部30gが容器本体10gの接合部に相当する。
【0049】
さらに、係合凹部41e、41f、41gと係合凸部42e、42f、42gは、互いに係合することから、「係合部」としての機能を有している。
そして、本実施形態のプラスチック容器1e、1f、1gにおける蓋部材20e、20f、20gにおいても、第一実施形態のプラスチック容器1aにおける蓋部材20aと同様、凹部24やスコア28(蓋部材20gにおいては、さらに嵌合部26)を設けることができる。
【0050】
[(4)プラスチック容器の封止方法]
次に、本実施形態のプラスチック容器の封止方法について、図9を参照して説明する。
同図は、本実施形態におけるプラスチック容器の封止方法の手順を示すフローチャートである。
【0051】
同図に示すように、まず、容器本体10と蓋部材20とを用意する(ステップ10)。
次に、それら容器本体10と蓋部材20を、それぞれの経路で搬送する(ステップ11)。
続いて、容器本体10又は蓋部材20の接合部に対して加熱処理を行う(ステップ12)。このとき、接合部は、その接合部が形成された材料の融点以上に加熱される。
この加熱処理を行った後の容器本体10又は蓋部材20を搬送し、容器本体10の上面に蓋部材20を載置する(ステップ13)。
これにより、容器本体10の接合部と蓋部材20の接合部が相溶して接合する(ステップ14)。
この接合部同士が接合したプラスチック容器1を、さらに搬送する(ステップ15)。
【0052】
以上説明したように、本実施形態のプラスチック容器の封止方法によれば、容器本体又は蓋部材の接合部を予め加熱しておき、その加熱処理を行った後に、蓋部材を容器本体の上面に載置して接合部同士を重ね合わせ、これらを溶着により接合することとしたので、載置後の加熱が不要となることから、容器本体と蓋部材との接合を高速で行うことができる。
また、容器本体と蓋部材との接合が溶着によるものであるため、プラスチック容器の密封性を高めることができる。
【0053】
[(5)プラスチック容器封止装置]
次に、プラスチック容器封止装置の構成及び動作について、図10、図11を参照して説明する。
図10は、プラスチック容器封止装置の第一実施形態の構成を示す上面図、図11は、プラスチック容器封止装置の第二実施形態の構成を示す側面図である。
【0054】
本実施形態のプラスチック容器封止装置は、前述したプラスチック容器封止方法を用いてプラスチック容器を封止する装置である。プラスチック容器は、前述した第一〜第三実施形態のプラスチック容器のうちのいずれか一以上のプラスチック容器を用いることができる。ただし、図10、図11においては、代表例として第一実施形態のプラスチック容器を用いるものとする。
また、ここでは、プラスチック容器の移動にターレットを用いたプラスチック容器封止装置を、「(5−1)プラスチック容器封止装置の第一実施形態」として説明し、蓋部材の移動に吸着機を用いたプラスチック容器封止装置を、「(5−2)プラスチック容器封止装置の第二実施形態」として説明する。
【0055】
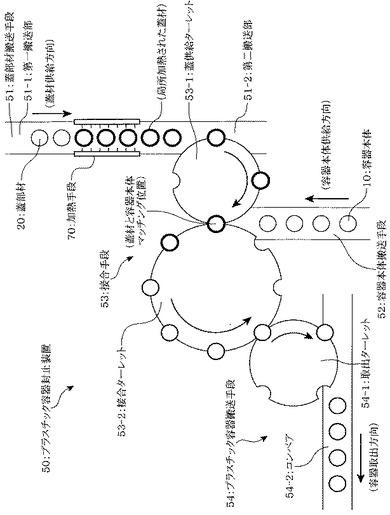
(5−1)プラスチック容器封止装置の第一実施形態
図10に示すように、本実施形態のプラスチック容器封止装置50は、蓋部材搬送手段51と、加熱手段70と、容器本体搬送手段52と、接合手段53と、プラスチック容器搬送手段54とを備えている。
蓋部材搬送手段51は、第一搬送部51−1と、第二搬送部51−2とを有している。
第一搬送部51−1は、蓋部材20を加熱手段70へ搬送する。
第二搬送部51−2は、加熱手段70で加熱処理された後の蓋部材20を接合手段53へ搬送(供給)する。
これら第一搬送部51−1又は第二搬送部51−2は、例えば、コンベアなどで構成することができる。
【0056】
加熱手段70は、蓋部材20の接合部を加熱する。この加熱手段70については、後記の「(5−3)加熱手段の構成」にて詳述する。
容器本体搬送手段52は、容器本体10を接合手段53へ搬送する。この容器本体搬送手段52は、例えば、コンベアなどで構成することができる。
【0057】
接合手段53は、蓋供給ターレット53−1や接合ターレット53−2などで構成することができ、蓋部材20と容器本体10とを接合する工程を実行する。
具体的には、蓋部材搬送手段51により搬送されてきた蓋部材20を蓋供給ターレット53−1が受け取って、マッチング位置まで搬送する。一方、容器本体搬送手段52により搬送されてきた容器本体10を接合ターレット53−2が受け取って、マッチング位置まで搬送する。マッチング位置において、下方に容器本体10が位置し、その上方に蓋部材20が位置すると、その容器本体10の上面11に蓋部材20が載置される。このとき、蓋部材20の接合部が保有する熱量が、容器本体10の接合部を溶融し、これら蓋部材20の接合部と容器本体10の接合部が重なって相溶し接合する。蓋部材20が載置溶着された容器本体10は、接合ターレット53−2により、プラスチック容器搬送手段54へ搬送される。
【0058】
プラスチック容器搬送手段54は、取出ターレット54−1やコンベア54−2などで構成することができ、接合ターレット53−2により搬送されてきたプラスチック容器1(蓋部材20と容器本体10が接合した後のプラスチック容器1)を、取出ターレット54−1で受け取って、コンベア54−2により容器取出方向へ搬送する。
【0059】
このような構成のプラスチック容器封止装置を用いることにより、容器本体の上面に蓋部材を載置する前に、予め蓋部材の接合部を加熱することができる。これにより、その蓋部材を容器本体の上面に載置した後に加熱処理を行う必要がないため、その載置を行ってから、それら蓋部材と容器本体とが接合するまでの時間を大幅に短縮することができる。
【0060】
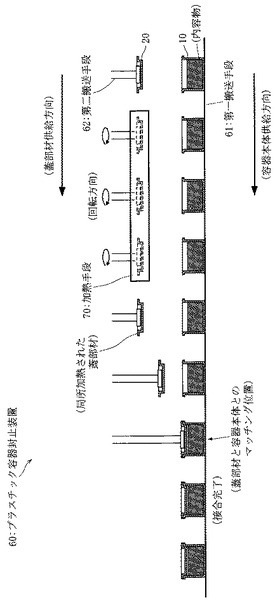
(5−2)プラスチック容器封止装置の第二実施形態
図11に示すように、本実施形態のプラスチック容器封止装置60は、第一搬送手段61と、第二搬送手段62と、加熱手段70とを備えている。
第一搬送手段61は、容器本体10を搬送する。この第一搬送手段61には、例えば、コンベアなどを用いることができる。
【0061】
第二搬送手段62は、蓋部材20を搬送する。この搬送に際して、第二搬送手段62は、蓋部材20を保持しながら、該蓋部材20を加熱手段70の内部に通す。このとき、第二搬送手段62は、円板状の蓋部材20の中心軸を中心として当該蓋部材20を回転させながら、加熱手段70の中を通過させる。
また、第二搬送手段62は、加熱手段70で加熱処理された後の蓋部材20をマッチング位置まで搬送し、このマッチング位置において、その蓋部材20を容器本体10の上面11に載置する。このとき、蓋部材20の接合部が保有する熱量が容器本体10の接合部に伝導して、当該容器本体10の接合部を溶融し、これら蓋部材20の接合部と容器本体10の接合部が相溶して接合する。この蓋部材20が載置溶着された容器本体10は、第一搬送手段61により容器取出方向へ搬送される。
この第二搬送手段62には、例えば、蓋部材20の凹部24の底面27を吸着して引き上げ、この状態で蓋部材20を搬送する吸着移動装置などを用いることができる。
【0062】
加熱手段70は、第二搬送手段62により搬送中の蓋部材20に対して、その接合部を加熱する。この加熱手段70については、後記の「(5−3)加熱手段の構成」にて詳述する。
【0063】
このような構成のプラスチック容器封止装置を用いることにより、容器本体の上面に蓋部材を載置する前に、予め蓋部材の接合部を加熱することができる。これにより、その蓋部材を容器本体の上面に載置してから、それら蓋部材と容器本体とが接合するまでの時間を大幅に短縮することができる。
【0064】
(5−3)加熱手段の構成
前述した第一又は第二実施形態のプラスチック容器封止装置50、60には、蓋部材20の接合部を加熱する加熱手段70が備えられている。
この加熱手段70には、例えば、次の(ア)〜(オ)のいずれかの加熱手段を用いることができる。
(ア)赤外線ヒーターによる局所加熱手段
(イ)熱風による加熱手段
(ウ)マイクロ波加熱手段
(エ)高周波加熱手段
(オ)熱板による加熱手段
これらのうち、(ア)〜(ウ)は、蓋部材20の接合部を非接触で加熱できるため、高生産化の目的を達成するためには好適である。
【0065】
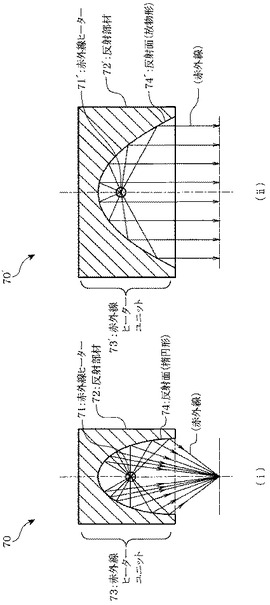
ここで、(ア)赤外線ヒーターによる局所加熱手段について、図12(i)、(ii)を参照して説明する。
同図(i)に示すように、赤外線ヒーターによる局所加熱手段70は、赤外線ヒーター71と、反射部材72とを備えており、これらが赤外線ヒーターユニット73として一体化されている。
ここで、赤外線ヒーター71は、赤外線光を放射する光源である。この赤外線ヒーター71から放射された赤外線光は、対象物に照射される。これにより、その対象物が輻射加熱される。
その赤外線光を放射する材料には、例えば、炭素繊維(カーボン)、石英、ハロゲンランプ、セラミックなどがある。
【0066】
反射部材72は、赤外線ヒーター71から放射された赤外線光を反射して効率よく対象物に照射するための反射面74を備えた部材である。
反射面74は、よく磨かれた金属面に、赤外線反射率の高い物質、例えば金等をメッキした面とすることができる。
また、反射面74は、曲面に形成されている。具体的には、例えば、同図(i)に示すように、反射面74の形状を半楕円形とすることができる。これにより、赤外線を一点に集光できる。また、同図(ii)に示すように、反射面74’の形状を放物線状とすることができる。これにより、赤外線を均一面状に照射できる。
なお、赤外線の種類には、短波長〜長波長のものがある。本用途では、大出力化および点光源に近い形状であるため、反射板を使用しやすい、短波長のものが好適である。
【0067】
このような構成の赤外線ヒーターユニット73、73’をプラスチック容器封止装置50、60の加熱手段70として用いることにより、蓋部材20の接合部を効率的かつ局所的に加熱することができる。
なお、加熱手段70として赤外線ヒーターユニット73、73’を用いる場合には、図10に示すように、蓋部材搬送手段51の両側に、その赤外線ヒーターユニット73を配置する。そして、円板状の蓋部材20の中心軸を中心として当該蓋部材20を回転させながら搬送するとともに、赤外線ヒーター71、71’により蓋部材20の周縁部22を加熱する。これにより、環状に形成された周縁部22の全体を、ほぼ均一に融点以上に加熱することができる。
【0068】
[(6)実施例]
次に、本発明の実施例について、説明する。
なお、以下に説明する実施例1、実施例2、比較例では、図2(i)、(ii)に示す構成のプラスチック容器1を採用した。
【0069】
(実施例1)
ランダムポリプロピレンMG3F(日本ポリプロ株式会社製、融点145℃)を用いて、φ100の蓋部材20および容器本体10を射出成形によって成形した。
蓋部材20の加熱部Hとなるフランジ部(周縁部22)は、厚みを1mmとした。
また、容器本体10の易溶融部30は、高さを4mm、厚みを100μmとし、環状の真円形状(図3(i)参照)とした。
【0070】
蓋部材20の加熱部Hに対してセラミックヒーターによって加熱を行い、当該加熱部Hが180℃以上となった時点で、その加熱を停止した。
加熱部Hの温度が180℃となった時点で、その蓋部材20の加熱部Hが容器本体10の易溶融部30に接するように、蓋部材20を容器本体10に供給(載置)した。
そして、蓋部材20の加熱部Hが容器本体10の易溶融部30を溶融することで、当該蓋部材20と当該容器本体10が接合した。
【0071】
こうして得られた接合後のプラスチック容器1から、接合部に平行に幅30mmのサンプルを切り出し、接合部の接合強度を、引張試験機によって測定した。
サンプル数Nは、4とした。
測定の結果、接合強度の平均値は、6.86kgfであった。これを容器の耐内圧強度に換算すると、0.09MPaとなった。
このときの破壊は、接合部ではなく、薄肉である易溶融部30において発生した。
参考として、食品衛生法におけるレトルト容器の耐圧規格値は、0.02MPaであり、本実施例の容器は、これを十分に満たしている。
【0072】
(実施例2)
蓋部材20の加熱部Hの加熱温度を160℃とした。
これ以外については、実施例1と同様とした。
蓋部材20と容器本体10とを接合し、サンプルを切り出し、接合部の接合強度を、引張試験機によって測定した。
サンプル数Nは、3とした。
測定の結果、接合強度の平均値は6.95kgfであった。これを容器の耐内圧強度に換算すると、0.09MPaとなった。
このときの破壊は、接合部ではなく、薄肉である易溶融部30において発生した。
【0073】
(比較例)
蓋部材20の加熱部Hの加熱温度を140℃とした。
これ以外については、実施例1および実施例2と同様とした。
蓋部材20と容器本体10とを接合し、サンプルを切り出し、接合部の接合強度を、引張試験機によって測定した。
サンプル数Nは、3とした。
測定の結果、接合強度の平均値は0.77kgfであった。これを容器の耐内圧強度に換算すると、0.01MPaとなった。これは、容器としては、不十分な強度である。
このときの破壊は、接合部の分離によって発生したため、溶着が生じていないことが確認された。
【0074】
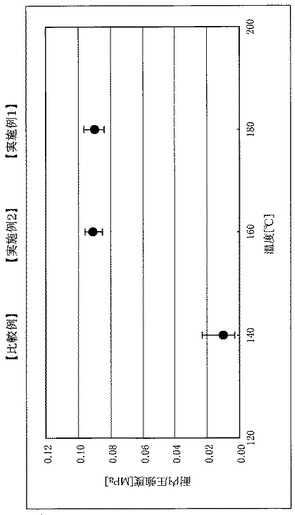
これら実施例1、実施例2、比較例の測定結果を、図13に示す。
同図に示すように、耐内圧強度は、実施例1及び実施例2が高い値を示し、比較例が低い値を示した。これは、蓋部材20の加熱部Hの加熱温度を、プラスチックの融点よりも高くした場合には、耐内圧強度が高くなり、一方、その加熱温度をプラスチックの融点よりも低くした場合には、耐内圧強度が低くなることを示している。
また、蓋部材20の加熱部Hを融点以上に加熱して、蓋部材20と容器本体10とを接合することで、耐内圧強度が高く、密封性の優れたプラスチック容器が得られることが証明できた。
【0075】
以上、本発明のプラスチック容器の封止方法及びプラスチック容器の好ましい実施形態について説明したが、本発明に係るプラスチック容器の封止方法及びプラスチック容器は上述した実施形態にのみ限定されるものではなく、本発明の範囲で種々の変更実施が可能であることは言うまでもない。
例えば、上述した実施形態では、プラスチック容器の蓋部材の外形を円形としたが、蓋部材の形状は、円形に限るものではなく、方形や多角形、楕円形など任意の形状とすることができる。この場合、容器本体の上面の外形も、蓋部材の外形に合わせた形状とすることができる。
【0076】
また、上述した実施形態では、蓋部材の周縁部の全体と容器本体の上面周縁部の全体とを溶着することとしたが、溶着する範囲は、それら蓋部材の周縁部や容器本体の上面周縁部の全体に限るものではなく、一部であってもよい。この場合、溶着していない部分には、係合部を設けるなどして開閉自在とすることができる。
さらに、
【0077】
なお、本発明のプラスチック容器は、第一実施形態,第二実施形態及び第三実施形態のそれぞれにおけるプラスチック容器を任意に組み合わせたものであってもよい。
【産業上の利用可能性】
【0078】
本発明は、容器本体と蓋部材との接合方法に関する発明であるため、それら容器本体と蓋部材とを備えたプラスチック容器や、それらの接合を行う装置に利用可能である。
【符号の説明】
【0079】
1(1a〜1g) プラスチック容器
10(10a〜10g) 容器本体
11 上面
12 開口
13 周縁部
14 外側面
141 外側面上部
20(20a〜20g) 蓋部材
22 周縁部
23 (周縁部)下面
29 延設部
291 内側面
30(30b〜30d、30f、30g) 易溶融部
41(41e〜41g) 係合凹部
42(42e〜42g) 係合凸部
50、60 プラスチック容器封止装置
70 加熱手段
【技術分野】
【0001】
本発明は、プラスチック容器の本体上部に蓋部材を装着して内容物を密封するプラスチック容器の封止方法、及び、この封止方法の対象となるプラスチック容器に関し、特に、容器本体と蓋部材との接合を高速に行うのに好適なプラスチック容器の封止方法及びプラスチック容器に関する。
【背景技術】
【0002】
従来、食品などを充填する容器には、スチール製又はアルミニウム製の缶体が用いられていた。また、近年では、容器本体がプラスチック製であって蓋部材が金属製のものや、容器本体と蓋部材の両方がプラスチック製のものが多く用いられるようになってきた。
これらの容器は、通常、容器本体の上面開口から内容物を充填し、その開口に蓋部材を装着して封止することにより、内容物を密封している。
【0003】
ここで、容器本体と蓋部材との接合部分は、内容物が漏洩しないように、完全に封止固着する必要がある。そして、この封止方法については、従来から種々の方法が提案されてきている。
例えば、容器本体の上面開口に蓋部材を載置した状態で、それら蓋部材の周縁と容器本体の開口周縁とを加熱挟圧して接合する方法がある(ヒートシール方式、例えば、特許文献1参照。)。
この方法によれば、容器が熱可塑性樹脂で形成されている場合に、容器本体の開口周縁と蓋部材の周縁が溶着されるので、その接合部分を封止固着することができる。
【0004】
また、蓋部材の周縁と容器本体の開口周縁とを重ね合わせた状態で、外側へ巻き込むように締めつける方法がある(巻締め方式、例えば、特許文献2参照。)。
この方法によれば、容器本体と蓋部材の両方が金属製の場合、あるいは、容器本体がプラスチック製であって蓋部材が金属製の場合に、蓋部材の周縁と容器本体の開口周縁とを巻き締めることで、その接合部分を封止固着することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−92304号公報
【特許文献2】特開平8−85546号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した特許文献1、2に記載の技術においては、次のような問題があった。
例えば、特許文献1に記載の技術は、蓋部材の周縁と容器本体の開口周縁とを加熱するのに時間がかかるため、処理速度が遅くなるという問題があった。
例えば、同文献の表1には処理速度が開示されており、「60個/分」との具体的な数値が挙げられている。この速度は、同表に示すスタンピング法に比べれば確かに速くなっているが、金属製の缶体の製造速度(約600個/分)に比べると、1/10程度でしかなく、遅いと言わざるを得ない。
【0007】
また、処理速度を速くする手法として、例えば、製造ラインを増やして多列化することが考えられるが、装置が大型化して高価格化するという問題が新たに生じる。
さらに、加熱する手法として、例えば、超音波シールや高周波シールが存在するが、前者は、装置が高価であり、後者は、使用可能な材料が限定されるという問題があった。
【0008】
また、特許文献2に記載の技術は、精密なフランジ成形が必須となっていた。特に、容器本体と蓋部材の一方がプラスチック製であって他方が金属製の場合には、曲げ強度が異なることから、巻締めが困難であるという問題があった。
さらに、容器の中には、蓋部材の上面に、スコアと呼ばれる環状の溝部を形成し、かつ、そのスコアの近傍にプルトップを設けたものがある。これは、プルトップを立てて引き上げながら、スコアに沿って切り開くことで、蓋部材の中央を開封するものである。ところが、蓋部材が金属製の場合には、その金属薄板を引きちぎりながら開封することになるため、開けるのにある程度の力が必要であり、そのスコアに囲まれた部分が湾曲しながら開封されるため、次第にその開封が困難となるという問題があった。
しかも、容器本体と蓋部材の一方がプラスチック製であって他方が金属製の場合には、前者が可燃ゴミの対象となり、後者が不燃ゴミの対象となることから、廃棄の際、混合ゴミとなってしまうという問題があった。
【0009】
本発明は、上記の問題を解決すべくなされたものであり、容器本体と蓋部材との接合処理を高速で行うとともに、その接合処理を比較的安価な装置で行うことができ、かつ、容器本体と蓋部材の両方を金属以外の同一材料で形成し、スコア部分の容易な開封や、ゴミの種別を単一とすることが可能なプラスチック容器の封止方法及びプラスチック容器の提供を目的とする。
【課題を解決するための手段】
【0010】
この目的を達成するため、本発明のプラスチック容器の封止方法は、内容物が充填される容器本体と、この容器本体に接合される蓋部材とからなるプラスチック容器を、容器本体と蓋部材の接合部を溶着することにより封止するプラスチック容器の封止方法であって、容器本体と蓋部材とを接合する前に、容器本体の接合部又は蓋部材の接合部を予め融点以上に加熱し、この加熱を行った後に、容器本体と蓋部材の接合部同士を重ねて接合することにより、融点以上に加熱された容器本体又は蓋部材の熱により、当該容器本体と蓋部材の接合部を溶着する方法としてある。
【0011】
また、本発明のプラスチック容器は、内容物が充填される容器本体と、この容器本体に接合される蓋部材とを備え、容器本体の接合部又は蓋部材の接合部に、他の部分よりも溶融容易な易溶融部を備えた構成としてある。
【発明の効果】
【0012】
本発明のプラスチック容器の封止方法及びプラスチック容器によれば、容器本体と蓋部材とを接合する前に、それら容器本体の接合部又は蓋部材の接合部の一方が予め融点以上に加熱されるため、この加熱を行った後に、その蓋部材を容器本体の上面に載置することで、双方の接合部が相溶して接合させることができる。そして、このように、蓋部材を容器本体に載置したときから相溶が開始し、それら接合部の溶着が短時間で完了するので、この接合処理に要する時間を大幅に短縮できる。
特に、蓋部材を容器本体へ供給した後の加熱が不要となることから、ヒートシール方式のように律速となるような状況を回避できる。よって、容器本体と蓋部材との接合を高速に行うことができる。
【0013】
また、容器本体と蓋部材との接合が溶着によるものであるため、確実に内容物を密封することができる。
さらに、容器本体と蓋部材とを接合するために必要な装置として、容器本体又は蓋部材の接合部を加熱する装置、それら容器本体等を搬送する装置、容器本体の上面に蓋部材を載置する装置などがあればよい。よって、超音波シールのような高価な装置を用いることなく、比較的安価な装置により、それら容器本体と蓋部材とを接合を行うことができる。
【0014】
しかも、容器本体又は蓋部材を形成する材料は、加熱により融点以上に昇温可能な材料であればよいので、高周波シールを用いた場合のように、使用可能な材料が限定されるという問題が生じない。
そして、蓋部材がプラスチックで形成されるため、蓋部材の上面にスコアを形成した場合でも、そのスコアが湾曲することなく、容易に開封することができる。
加えて、容器本体と蓋部材の両方が同じプラスチックで形成されることから、それらを同一のゴミ種別で廃棄することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の第一実施形態におけるプラスチック容器の構成を示す縦方向断面図であって、(i)は、蓋部材を容器本体に装着する前の状態、(ii)は、蓋部材を容器本体に装着した状態を示す。
【図2】本発明の第二実施形態におけるプラスチック容器の構成を示す縦方向断面図であって、(i)は、蓋部材を容器本体に装着する前の状態、(ii)は、蓋部材を容器本体に装着した状態を示す。
【図3】プラスチック容器の容器本体の構成を示す上面図であって、(i)は、易溶融部が環状に形成された構成、(ii)は、易溶融部が花弁型に形成された構成を示す。
【図4】本発明の第二実施形態におけるプラスチック容器の他の構成を示す縦方向断面図であって、(i)は、蓋部材を容器本体に装着する前の状態、(ii)は、蓋部材を容器本体に装着した状態を示す。
【図5】本発明の第二実施形態におけるプラスチック容器のさらに他の構成を示す縦方向断面図であって、(i)は、蓋部材を容器本体に装着する前の状態、(ii)は、蓋部材を容器本体に装着した状態を示す。
【図6】本発明の第三実施形態におけるプラスチック容器の構成を示す縦方向断面図であって、(i)は、蓋部材を容器本体に装着する前の状態、(ii)は、蓋部材を容器本体に装着した状態を示す。
【図7】本発明の第三実施形態におけるプラスチック容器の他の構成を示す縦方向断面図であって、(i)は、蓋部材を容器本体に装着する前の状態、(ii)は、蓋部材を容器本体に装着した状態を示す。
【図8】本発明の第三実施形態におけるプラスチック容器のさらに他の構成を示す縦方向断面図であって、(i)は、蓋部材を容器本体に装着する前の状態、(ii)は、蓋部材を容器本体に装着した状態を示す。
【図9】プラスチック容器の封止方法の手順を示すフローチャートである。
【図10】プラスチック容器封止装置の構成を示す上面図である。
【図11】プラスチック容器封止装置の他の構成を示す上面図である。
【図12】赤外線ヒーターを用いた加熱手段の構成を示す断面図である。
【図13】実施例1、実施例2、比較例の各データを対比させたグラフである。
【発明を実施するための形態】
【0016】
以下、本発明に係るプラスチック容器の封止方法及びプラスチック容器の好ましい実施形態について、図面を参照して説明する。
なお、この実施形態においては、次の項目について、順次説明する。
(1)「プラスチック容器の第一実施形態」
(2)「プラスチック容器の第二実施形態」
(3)「プラスチック容器の第三実施形態」
(4)「プラスチック容器の封止方法」
(5)「プラスチック容器封止装置」
(6)「実施例」
【0017】
[(1)プラスチック容器の第一実施形態]
まず、本発明のプラスチック容器の第一実施形態について、図1(i)、(ii)を参照して説明する。
同図(i)、(ii)は、本実施形態のプラスチック容器の構成を示す縦方向断面図であって、(i)は、容器本体に蓋部材を装着する前の状態を示す図、(ii)は、容器本体に蓋部材を装着した状態を示す図である。
【0018】
同図(i)、(ii)に示すように、プラスチック容器1aは、容器本体10aと、蓋部材20aとを備えている。
容器本体10aは、プラスチック(可塑性樹脂)で形成された器状の部材であって、上面11に開口12が形成されており、ここから内容物を充填するようになっている。
上面11の周縁部13は、水平方向外方に張り出したフランジ状に形成されており、この上面11に蓋部材20aを上方から載置可能となっている。
【0019】
蓋部材20aは、プラスチックで形成された板状部材であって、容器本体10aの上面11に載置されることで、その容器本体10aの開口12を封止する。
また、蓋部材20aは、上面21の上方から見たときの外形が、容器本体10aの上面11の外形とほぼ同じ形状となっている。そして、蓋部材20aは、容器本体10aの上面11に載置されたときには、当該蓋部材20aの周縁部22の下面23が、容器本体10aの上面11の周縁部13に重なって接触する。
【0020】
さらに、蓋部材20aは、周縁部22が融点以上に加熱された後に、容器本体10aの上面11に載置される。これにより、その蓋部材20aの周縁部22の保有する熱量が、容器本体10aの周縁部13に移動して該周縁部13を溶融する。つまり、蓋部材20aの周縁部22が加熱部H1となり、容器本体10aの上面11の周縁部13が被溶融部L1となって、これらが相溶して接合する。
【0021】
なお、図1(i)、(ii)に示すプラスチック容器1aにおいては、蓋部材20aの周縁部22の下面23と容器本体10aの上面11の周縁部13が接合することから、その蓋部材20aの周縁部22の下面23が蓋部材20aの接合部に相当し、容器本体10aの上面11の周縁部13が容器本体10aの接合部に相当する。
また、同図(i)、(ii)に示すプラスチック容器1aにおいては、蓋部材20aの周縁部22を加熱部H1とし、容器本体10aの上面11の周縁部13を被溶融部L1としたが、これに限るものではなく、容器本体10aの上面11の周縁部13を加熱部とし、蓋部材20aの周縁部22を被溶融部とすることもできる。この場合も、その蓋部材20aを容器本体10aの上面11に載置して接合部同士を重ねたときに、それら容器本体10aの上面11の周縁部13と蓋部材20aの周縁部22が相溶し、接合させることができる。
【0022】
以上説明したように、本実施形態のプラスチック容器によれば、蓋部材の周縁部を融点以上に加熱した後に、この蓋部材を容器本体の上面に載置することで、その蓋部材の周縁部の保有する熱量が容器本体の上面の周縁部に伝導することから、これらが相溶して接合させることができる。
そして、このように溶着により接合するため、プラスチック容器の密封を確実に行うことができる。
【0023】
また、このような構成としたことにより、容器本体と蓋部材との接合処理を高速で行うことができる。
例えば、従来のヒートシール方式の場合は、容器本体の上面に蓋部材を載置した後に、それらの接触部分を加熱しながら挟圧していたため、その加熱挟圧の開始から接合完了までに相当の時間を要していた。
これに対し、本実施形態では、容器本体の上面に蓋部材を載置する前に、予め蓋部材の周縁部が加熱されているため、載置後の加熱が不要となり、その載置から接合完了までの時間を大幅に短縮することができる。
【0024】
さらに、容器本体と蓋部材の両方がプラスチックで形成されているので、それら容器本体と蓋部材とをいずれも同一のゴミ種別で廃棄することができる。これにより、混合ゴミを減少でき、ゴミの分別回収に貢献できる。
【0025】
なお、図1(i)、(ii)に示すように、蓋部材の上面の中程には、凹部(凹部24)を形成することができる。また、蓋部材の下面(下面25)の中程には、上面の凹部(凹部24)に対応して、凸状の嵌合部(嵌合部26)を形成することができる。この嵌合部(嵌合部26)の外形は、容器本体の開口に嵌合する程度の大きさとすることができる。
さらに、凹部(凹部24)の底面(底面27)には、環状溝型のスコア(スコア28)を形成することができる。このスコアが形成された蓋部材は、プラスチックで形成されているため、そのスコアが湾曲することなく容易に開封することができる。
【0026】
[(2)プラスチック容器の第二実施形態]
次に、本発明のプラスチック容器の第二実施形態について、図2(i)、(ii)〜図5(i)、(ii)を参照して説明する。
図2(i)、(ii)、図4(i)、(ii)、図5(i)、(ii)は、本実施形態のプラスチック容器の構成を示す縦方向断面図である。図3(i)、(ii)は、容器本体の構成を示す上面図である。
【0027】
本実施形態は、第一実施形態と比較して、熱容量の低い易溶融部を備えた点が相違する。他の構成要素は、第一実施形態と同様である。
したがって、図2(i)、(ii)〜図5(i)、(ii)において、図1と同様の構成部分については同一の符号を付して、その詳細な説明を省略する。
【0028】
図2(i)、(ii)に示すように、プラスチック容器1bは、容器本体10bと、蓋部材20bとを備えている。
ここで、容器本体10bは、易溶融部30bを有している。
易溶融部30bは、蓋部材20bの加熱部H2から伝導してきた熱により溶融する部分である。
【0029】
この易溶融部30bは、蓋部材20bの加熱部H2に比べて、熱容量が低くなっている。
この易溶融部30bの熱容量を低くする手法としては、例えば、(ア)体積を小さくすること、(イ)結晶化度を低くすること、(ウ)発泡成形することなどが挙げられる。
【0030】
これらのうち、(ア)は、易溶融部30b自体の体積を小さくすることで、熱容量を低くするものである。また、同じ体積でも、表面積を広くしたり、断面積を小さくしたりすることで、易溶融部30の溶融が迅速化する。ただし、易溶融部30bの体積が小さすぎると、接合が不十分となる可能性がある。よって、容器本体10bと蓋部材20bが十分接合する程度の体積を有することが望ましい。
なお、易溶融部30bの体積を小さくするために、易溶融部30bの形状を、図2(i)又は図3(i)に示すような形状とした場合、その厚みは、200μm以下とするのが好ましく、100μm以下とするのがより好ましい。
【0031】
(イ)は、易溶融部30bの全体に対する結晶部分の割合(結晶化度)を低くすることで、熱容量を低くするものである。結晶部分は、高分子が規則正しく配列した状態にある部分である。この結晶部分以外の部分は、高分子の配列が不規則な非晶部分となっている。この結晶化度を低くすることで、熱容量を低くできる。
(ウ)は、プラスチック中にガスを細かく分散させ、発泡状(フォーム)または多孔質形状に成形すること(発泡成形)により、熱容量を低くするものである。一般に、固体よりも気体の方が、熱容量が低いことから、発泡成形することで、熱容量を低くできる。
【0032】
この易溶融部30bは、図2(i)、図3(i)に示すように、容器本体10bの上面11の周縁部13において、その上面11の外周に沿って、環状に立設した立設部として形成することができる。
この場合、蓋部材20bは、第一実施形態における蓋部材20aと同様の形状とする。
これにより、蓋部材20bの周縁部22を加熱部H2として加熱した後に、この蓋部材20bを容器本体10bの上面11に載置して接合部同士を重ねることで、容器本体10bの易溶融部30bが溶融して、蓋部材20bの周縁部22の下面23とともに相溶し、これらを接合することができる。
【0033】
なお、易溶融部30bは、図2(i)、図3(i)においては、上方から見たときの形状が円形に形成されているが、円形に限るものではなく、例えば、図3(ii)に示すように、花弁型、多角形、角丸多角形などとすることができる(易溶融部30b’)。これにより、易溶融部30の全長が長くなるため、耐内圧強度を向上させることができる。
【0034】
また、図4(i)に示すように、易溶融部30cは、容器本体10cの上面11の外周に沿って、その外周から外側へ張り出したフランジ状に、フランジ部として形成することができる。
この場合、蓋部材20cは、周縁部22の外周に沿って下方へ延伸した延設部29を備えている。この延設部29は、蓋部材20cが容器本体10cの上面11に載置されたときに、その容器本体10cの外側面14の上部141を覆うような形状となっている。
【0035】
これにより、蓋部材20cの延設部29及び周縁部22を加熱部H3として加熱した後に、この蓋部材20cを容器本体10cの上面11に載置することで、蓋部材20cの延設部29の内側面291又は周縁部22の下面23が易溶融部30cに接触して、この易溶融部30cを溶融し、これら易溶融部30cと延設部29の内側面291又は周縁部22の下面23とが相溶することで、これらを接合することができる(同図(ii))。
なお、図4(i)においては、容器本体10cの上面11に易溶融部30cを形成する構成としてあるが、例えば、蓋部材20cの延設部29の内側面291又は周縁部22の下面23に、易溶融部30を形成することもできる。この場合、容器本体10の上面11の周縁部13を加熱部Hとして加熱し、この上面11に蓋部材20を載置することで、易溶融部30が溶融し、これら容器本体10と蓋部材20とを接合することができる。
【0036】
さらに、図5(i)に示すように、易溶融部30dは、蓋部材20dの周縁部22の下面23において、その下面23の外周に沿って下方へ環状に突設された突設部として形成することができる。
この場合、容器本体10dは、第一実施形態における容器本体10aと同様の形状に形成される。
これにより、容器本体10dの上面11の周縁部13を加熱部H4として加熱した後に、蓋部材20dをその上面11に載置することで、加熱部H4の保有する熱量が易溶融部30dに伝導して溶融し、それら容器本体10dの上面11の周縁部13と蓋部材20dの周縁22の下面23とが相溶して、これらを接合することができる(同図(ii))。
【0037】
なお、図2(i)、(ii)に示すプラスチック容器1bにおいては、蓋部材20bの周縁部22の下面23と容器本体10bの上面11の周縁部13が接合することから、その蓋部材20bの周縁部22の下面23が蓋部材20bの接合部に相当し、容器本体10bの上面11の周縁部13及び易溶融部30bが容器本体10bの接合部に相当する。
また、図4(i)、(ii)に示すプラスチック容器1cにおいては、蓋部材20cの周縁部22及び延設部29と容器本体10cの上面11の周縁部13が接合することから、その蓋部材20cの周縁部22及び延設部29が蓋部材20cの接合部に相当し、容器本体10cの上面11の周縁部13及び易溶融部30cが容器本体10cの接合部に相当する。
【0038】
さらに、図5(i)、(ii)に示すプラスチック容器1dにおいては、蓋部材20dの周縁部22の下面23と容器本体10dの上面11の周縁部13が接合することから、その蓋部材20dの周縁部22の下面23及び易溶融部30dが蓋部材20dの接合部に相当し、容器本体10dの上面11の周縁部13が容器本体10dの接合部に相当する。
そして、本実施形態の蓋部材20b、20c、20dにおいても、第一実施形態の蓋部材20aと同様、凹部24、嵌合部26、スコア28を設けることができる。
【0039】
以上説明したように、本実施形態のプラスチック容器によれば、容器本体又は蓋部材の一方の接合部に、熱容量の低い易溶融部を形成する構成としたので、易溶融部が形成されていない方の接合部を融点以上に加熱して、蓋部材を容器本体の上面に載置し、接合部同士を重ねることで、その加熱部に接触した易溶融部が溶融して、それら蓋部材と容器本体とを接合することができる。
また、蓋部材と容器本体が溶着により接合するため、確実にプラスチック容器を密封することができる。
さらに、易溶融部が形成されていない接合部を融点以上に加熱した後に、蓋部材を容器本体の上面に載置することとしたので、載置後の加熱が不要となり、この載置から接合完了までの時間を大幅に短縮することができる。
【0040】
なお、易溶融部を形成する手法として、例えば、結晶化度を低くする手法や発泡成形する手法などを用いる場合には、その手法を容器本体の全体に対して用いることができる。これにより、易溶融部を溶融容易な部分とすることができる。また、容器本体の全体に対してではなく、易溶融部に相当する部分に対してのみ、その手法を用いるようにすることもできる。この場合も、易溶融部を溶融容易な部分とすることができる。
また、第一実施形態のプラスチック容器においては、被溶融部の性状について限定していないが、易溶融部と同様、被溶融部についても加熱部に比べて熱容量を低くすることができる。この場合、被溶融部は、易溶融部30bを形成する手法と同様の手法、例えば、結晶化度を低くする手法や、発泡成形する手法などを用いて形成することができる。これにより、被溶融部の熱容量を他の部分に比べて低くすることができ、よって、被溶融部を溶融容易な部分とすることができる。
【0041】
[(3)プラスチック容器の第三実施形態]
次に、本発明のプラスチック容器の第三実施形態について、図6(i)、(ii)〜図8(i)、(ii)を参照して説明する。
図6(i)、(ii)〜図8(i)、(ii)は、本実施形態のプラスチック容器の構成を示す縦方向断面図である。
【0042】
本実施形態は、第一実施形態と比較して、熱容量の低い易溶融部と、封止状態を保持するための係合部とを備えた点が相違する。他の構成要素は第一実施形態と同様である。
したがって、図6(i)、(ii)〜図8(i)、(ii)において、図1と同様の構成部分については同一の符号を付して、その詳細な説明を省略する。
【0043】
図6(i)、(ii)に示すように、プラスチック容器1eは、容器本体10eと、蓋部材20eとを備えている。
ここで、容器本体10eの内側面15の上部には、その内側面15の上部端辺に沿って、環状の係合凹部41eが形成されている。
また、蓋部材20eの嵌合部26の側面261には、この側面261の周方向に沿って、環状の係合凸部42eが形成されている。
そして、これら容器本体10eの係合凹部41eと蓋部材20eの係合凸部42eは、容器本体10eの上面11に蓋部材20eを載置して、蓋部材20eの嵌合部26を容器本体10eの上面開口12に嵌合したときに、係合するようになっている。これにより、蓋部材20eが容器本体10eから容易に外れないようになっている。
【0044】
また、蓋部材20eの周縁部22は、加熱部H5として、融点以上に加熱される。そして、この蓋部材20eが容器本体10eの上面11に載置されて接合部同士が重なると、その蓋部材20eの周縁部22の保有する熱量が容器本体10eの上面11の周縁部13に伝わって溶融し、これら蓋部材20eの周縁部22と本体10eの上面11の周縁部13が相溶して接合する。
このように、容器本体10eと蓋部材20eは、接合部が溶融により接合するとともに、係合凹部41e及び係合凸部42eからなる係合部により係合するため、密封性を向上させることができる。
【0045】
なお、図6(i)、(ii)に示すプラスチック容器1eは、接合部の構成が、図1(i)、(ii)に示すプラスチック容器1aの接合部と同様の構成となっているが、これに限るものではなく、例えば、図2(i)、(ii)〜図5(i)、(ii)に示すプラスチック容器1b〜1dの接合部のいずれか一つ以上の構成を用いることができる。
それらのうち、例えば、図2(i)、(ii)に示すプラスチック容器1bの接合部を用いた場合には、図7(i)、(ii)に示すように、容器本体10fの上面11の周縁部13に易溶融部30fを設けた構成となる。そして、蓋部材20fの周縁部22を加熱部H6として加熱し、この蓋部材20fを容器本体10fの上面11に載置することで、易溶融部30fが溶融し、これら蓋部材20fと容器本体10fを接合させることができる。また、容器本体10fの係合凹部41fと蓋部材20fの係合凸部42fが係合することで、密封性を高めることができる。
【0046】
また、図6(i)、(ii)においては、係合凹部41eが容器本体10fの内側面15の上部に形成されているが、内側面15の上部に限るものではなく、図8(i)、(ii)に示すように、容器本体10gの外側面14の上部141に形成することができる。
この場合、蓋部材20gは、周縁部22の外周に沿って下方へ延伸した延設部29を備えている。そして、この延設部29の内側面291に、この内側面291の周方向に沿って、環状の係合凸部42gが形成されている。
これにより、蓋部材20gを容器本体10gの上面11に載置したときに、蓋部材20gの延設部29が容器本体10gの外側面14の上部141を覆うとともに、延設部29の内側面291の係合凸部42gが容器本体10gの外側面14の係合凹部41gに係合する。
【0047】
また、容器本体10gの外側面14の上部141には、この上部141から外方へ鍔状に突設された易溶融部30gを、鍔状部として形成することができる。
この場合、蓋部材20gの延設部29を加熱部H7として加熱した後に、この蓋部材20gを容器本体10gの上面11に載置することで、その延設部29の内側面291が易溶融部30gに接触し、その延設部29の保有する熱量が易溶融部30gを溶融し、これらが相溶することで、蓋部材20gと容器本体10gとを接合することができる(同図(ii))。
なお、図8(i)においては、容器本体10gの上面11に易溶融部30gを形成してあるが、例えば、蓋部材20gの延設部29の内側面291に易溶融部30を形成することもできる。この場合、容器本体10の上面11の周縁部13を加熱部Hとして加熱し、この上面11に蓋部材20を載置することで、易溶融部30が溶融し、これら容器本体10と蓋部材20とを接合することができる。
【0048】
また、図6(i)、(ii)に示すプラスチック容器1eにおいては、蓋部材20eの周縁部22の下面23と容器本体10eの上面11の周縁部13が接合することから、その蓋部材20eの周縁部22の下面23が蓋部材20eの接合部に相当し、容器本体10eの上面11の周縁部13が容器本体10eの接合部に相当する。
さらに、図7(i)、(ii)に示すプラスチック容器1fにおいては、蓋部材20fの周縁部22の下面23と容器本体10fの上面11の周縁部13が接合することから、その蓋部材20fの周縁部22の下面23が蓋部材20fの接合部に相当し、容器本体10fの上面11の周縁部13及び易溶融部30fが容器本体10fの接合部に相当する。
また、図8(i)、(ii)に示すプラスチック容器1gにおいては、蓋部材20gの延設部29と容器本体10gの外側面14の上部141が接合することから、その蓋部材20gの延設部29が蓋部材20gの接合部に相当し、容器本体10gの外側面14の上部141及び易溶融部30gが容器本体10gの接合部に相当する。
【0049】
さらに、係合凹部41e、41f、41gと係合凸部42e、42f、42gは、互いに係合することから、「係合部」としての機能を有している。
そして、本実施形態のプラスチック容器1e、1f、1gにおける蓋部材20e、20f、20gにおいても、第一実施形態のプラスチック容器1aにおける蓋部材20aと同様、凹部24やスコア28(蓋部材20gにおいては、さらに嵌合部26)を設けることができる。
【0050】
[(4)プラスチック容器の封止方法]
次に、本実施形態のプラスチック容器の封止方法について、図9を参照して説明する。
同図は、本実施形態におけるプラスチック容器の封止方法の手順を示すフローチャートである。
【0051】
同図に示すように、まず、容器本体10と蓋部材20とを用意する(ステップ10)。
次に、それら容器本体10と蓋部材20を、それぞれの経路で搬送する(ステップ11)。
続いて、容器本体10又は蓋部材20の接合部に対して加熱処理を行う(ステップ12)。このとき、接合部は、その接合部が形成された材料の融点以上に加熱される。
この加熱処理を行った後の容器本体10又は蓋部材20を搬送し、容器本体10の上面に蓋部材20を載置する(ステップ13)。
これにより、容器本体10の接合部と蓋部材20の接合部が相溶して接合する(ステップ14)。
この接合部同士が接合したプラスチック容器1を、さらに搬送する(ステップ15)。
【0052】
以上説明したように、本実施形態のプラスチック容器の封止方法によれば、容器本体又は蓋部材の接合部を予め加熱しておき、その加熱処理を行った後に、蓋部材を容器本体の上面に載置して接合部同士を重ね合わせ、これらを溶着により接合することとしたので、載置後の加熱が不要となることから、容器本体と蓋部材との接合を高速で行うことができる。
また、容器本体と蓋部材との接合が溶着によるものであるため、プラスチック容器の密封性を高めることができる。
【0053】
[(5)プラスチック容器封止装置]
次に、プラスチック容器封止装置の構成及び動作について、図10、図11を参照して説明する。
図10は、プラスチック容器封止装置の第一実施形態の構成を示す上面図、図11は、プラスチック容器封止装置の第二実施形態の構成を示す側面図である。
【0054】
本実施形態のプラスチック容器封止装置は、前述したプラスチック容器封止方法を用いてプラスチック容器を封止する装置である。プラスチック容器は、前述した第一〜第三実施形態のプラスチック容器のうちのいずれか一以上のプラスチック容器を用いることができる。ただし、図10、図11においては、代表例として第一実施形態のプラスチック容器を用いるものとする。
また、ここでは、プラスチック容器の移動にターレットを用いたプラスチック容器封止装置を、「(5−1)プラスチック容器封止装置の第一実施形態」として説明し、蓋部材の移動に吸着機を用いたプラスチック容器封止装置を、「(5−2)プラスチック容器封止装置の第二実施形態」として説明する。
【0055】
(5−1)プラスチック容器封止装置の第一実施形態
図10に示すように、本実施形態のプラスチック容器封止装置50は、蓋部材搬送手段51と、加熱手段70と、容器本体搬送手段52と、接合手段53と、プラスチック容器搬送手段54とを備えている。
蓋部材搬送手段51は、第一搬送部51−1と、第二搬送部51−2とを有している。
第一搬送部51−1は、蓋部材20を加熱手段70へ搬送する。
第二搬送部51−2は、加熱手段70で加熱処理された後の蓋部材20を接合手段53へ搬送(供給)する。
これら第一搬送部51−1又は第二搬送部51−2は、例えば、コンベアなどで構成することができる。
【0056】
加熱手段70は、蓋部材20の接合部を加熱する。この加熱手段70については、後記の「(5−3)加熱手段の構成」にて詳述する。
容器本体搬送手段52は、容器本体10を接合手段53へ搬送する。この容器本体搬送手段52は、例えば、コンベアなどで構成することができる。
【0057】
接合手段53は、蓋供給ターレット53−1や接合ターレット53−2などで構成することができ、蓋部材20と容器本体10とを接合する工程を実行する。
具体的には、蓋部材搬送手段51により搬送されてきた蓋部材20を蓋供給ターレット53−1が受け取って、マッチング位置まで搬送する。一方、容器本体搬送手段52により搬送されてきた容器本体10を接合ターレット53−2が受け取って、マッチング位置まで搬送する。マッチング位置において、下方に容器本体10が位置し、その上方に蓋部材20が位置すると、その容器本体10の上面11に蓋部材20が載置される。このとき、蓋部材20の接合部が保有する熱量が、容器本体10の接合部を溶融し、これら蓋部材20の接合部と容器本体10の接合部が重なって相溶し接合する。蓋部材20が載置溶着された容器本体10は、接合ターレット53−2により、プラスチック容器搬送手段54へ搬送される。
【0058】
プラスチック容器搬送手段54は、取出ターレット54−1やコンベア54−2などで構成することができ、接合ターレット53−2により搬送されてきたプラスチック容器1(蓋部材20と容器本体10が接合した後のプラスチック容器1)を、取出ターレット54−1で受け取って、コンベア54−2により容器取出方向へ搬送する。
【0059】
このような構成のプラスチック容器封止装置を用いることにより、容器本体の上面に蓋部材を載置する前に、予め蓋部材の接合部を加熱することができる。これにより、その蓋部材を容器本体の上面に載置した後に加熱処理を行う必要がないため、その載置を行ってから、それら蓋部材と容器本体とが接合するまでの時間を大幅に短縮することができる。
【0060】
(5−2)プラスチック容器封止装置の第二実施形態
図11に示すように、本実施形態のプラスチック容器封止装置60は、第一搬送手段61と、第二搬送手段62と、加熱手段70とを備えている。
第一搬送手段61は、容器本体10を搬送する。この第一搬送手段61には、例えば、コンベアなどを用いることができる。
【0061】
第二搬送手段62は、蓋部材20を搬送する。この搬送に際して、第二搬送手段62は、蓋部材20を保持しながら、該蓋部材20を加熱手段70の内部に通す。このとき、第二搬送手段62は、円板状の蓋部材20の中心軸を中心として当該蓋部材20を回転させながら、加熱手段70の中を通過させる。
また、第二搬送手段62は、加熱手段70で加熱処理された後の蓋部材20をマッチング位置まで搬送し、このマッチング位置において、その蓋部材20を容器本体10の上面11に載置する。このとき、蓋部材20の接合部が保有する熱量が容器本体10の接合部に伝導して、当該容器本体10の接合部を溶融し、これら蓋部材20の接合部と容器本体10の接合部が相溶して接合する。この蓋部材20が載置溶着された容器本体10は、第一搬送手段61により容器取出方向へ搬送される。
この第二搬送手段62には、例えば、蓋部材20の凹部24の底面27を吸着して引き上げ、この状態で蓋部材20を搬送する吸着移動装置などを用いることができる。
【0062】
加熱手段70は、第二搬送手段62により搬送中の蓋部材20に対して、その接合部を加熱する。この加熱手段70については、後記の「(5−3)加熱手段の構成」にて詳述する。
【0063】
このような構成のプラスチック容器封止装置を用いることにより、容器本体の上面に蓋部材を載置する前に、予め蓋部材の接合部を加熱することができる。これにより、その蓋部材を容器本体の上面に載置してから、それら蓋部材と容器本体とが接合するまでの時間を大幅に短縮することができる。
【0064】
(5−3)加熱手段の構成
前述した第一又は第二実施形態のプラスチック容器封止装置50、60には、蓋部材20の接合部を加熱する加熱手段70が備えられている。
この加熱手段70には、例えば、次の(ア)〜(オ)のいずれかの加熱手段を用いることができる。
(ア)赤外線ヒーターによる局所加熱手段
(イ)熱風による加熱手段
(ウ)マイクロ波加熱手段
(エ)高周波加熱手段
(オ)熱板による加熱手段
これらのうち、(ア)〜(ウ)は、蓋部材20の接合部を非接触で加熱できるため、高生産化の目的を達成するためには好適である。
【0065】
ここで、(ア)赤外線ヒーターによる局所加熱手段について、図12(i)、(ii)を参照して説明する。
同図(i)に示すように、赤外線ヒーターによる局所加熱手段70は、赤外線ヒーター71と、反射部材72とを備えており、これらが赤外線ヒーターユニット73として一体化されている。
ここで、赤外線ヒーター71は、赤外線光を放射する光源である。この赤外線ヒーター71から放射された赤外線光は、対象物に照射される。これにより、その対象物が輻射加熱される。
その赤外線光を放射する材料には、例えば、炭素繊維(カーボン)、石英、ハロゲンランプ、セラミックなどがある。
【0066】
反射部材72は、赤外線ヒーター71から放射された赤外線光を反射して効率よく対象物に照射するための反射面74を備えた部材である。
反射面74は、よく磨かれた金属面に、赤外線反射率の高い物質、例えば金等をメッキした面とすることができる。
また、反射面74は、曲面に形成されている。具体的には、例えば、同図(i)に示すように、反射面74の形状を半楕円形とすることができる。これにより、赤外線を一点に集光できる。また、同図(ii)に示すように、反射面74’の形状を放物線状とすることができる。これにより、赤外線を均一面状に照射できる。
なお、赤外線の種類には、短波長〜長波長のものがある。本用途では、大出力化および点光源に近い形状であるため、反射板を使用しやすい、短波長のものが好適である。
【0067】
このような構成の赤外線ヒーターユニット73、73’をプラスチック容器封止装置50、60の加熱手段70として用いることにより、蓋部材20の接合部を効率的かつ局所的に加熱することができる。
なお、加熱手段70として赤外線ヒーターユニット73、73’を用いる場合には、図10に示すように、蓋部材搬送手段51の両側に、その赤外線ヒーターユニット73を配置する。そして、円板状の蓋部材20の中心軸を中心として当該蓋部材20を回転させながら搬送するとともに、赤外線ヒーター71、71’により蓋部材20の周縁部22を加熱する。これにより、環状に形成された周縁部22の全体を、ほぼ均一に融点以上に加熱することができる。
【0068】
[(6)実施例]
次に、本発明の実施例について、説明する。
なお、以下に説明する実施例1、実施例2、比較例では、図2(i)、(ii)に示す構成のプラスチック容器1を採用した。
【0069】
(実施例1)
ランダムポリプロピレンMG3F(日本ポリプロ株式会社製、融点145℃)を用いて、φ100の蓋部材20および容器本体10を射出成形によって成形した。
蓋部材20の加熱部Hとなるフランジ部(周縁部22)は、厚みを1mmとした。
また、容器本体10の易溶融部30は、高さを4mm、厚みを100μmとし、環状の真円形状(図3(i)参照)とした。
【0070】
蓋部材20の加熱部Hに対してセラミックヒーターによって加熱を行い、当該加熱部Hが180℃以上となった時点で、その加熱を停止した。
加熱部Hの温度が180℃となった時点で、その蓋部材20の加熱部Hが容器本体10の易溶融部30に接するように、蓋部材20を容器本体10に供給(載置)した。
そして、蓋部材20の加熱部Hが容器本体10の易溶融部30を溶融することで、当該蓋部材20と当該容器本体10が接合した。
【0071】
こうして得られた接合後のプラスチック容器1から、接合部に平行に幅30mmのサンプルを切り出し、接合部の接合強度を、引張試験機によって測定した。
サンプル数Nは、4とした。
測定の結果、接合強度の平均値は、6.86kgfであった。これを容器の耐内圧強度に換算すると、0.09MPaとなった。
このときの破壊は、接合部ではなく、薄肉である易溶融部30において発生した。
参考として、食品衛生法におけるレトルト容器の耐圧規格値は、0.02MPaであり、本実施例の容器は、これを十分に満たしている。
【0072】
(実施例2)
蓋部材20の加熱部Hの加熱温度を160℃とした。
これ以外については、実施例1と同様とした。
蓋部材20と容器本体10とを接合し、サンプルを切り出し、接合部の接合強度を、引張試験機によって測定した。
サンプル数Nは、3とした。
測定の結果、接合強度の平均値は6.95kgfであった。これを容器の耐内圧強度に換算すると、0.09MPaとなった。
このときの破壊は、接合部ではなく、薄肉である易溶融部30において発生した。
【0073】
(比較例)
蓋部材20の加熱部Hの加熱温度を140℃とした。
これ以外については、実施例1および実施例2と同様とした。
蓋部材20と容器本体10とを接合し、サンプルを切り出し、接合部の接合強度を、引張試験機によって測定した。
サンプル数Nは、3とした。
測定の結果、接合強度の平均値は0.77kgfであった。これを容器の耐内圧強度に換算すると、0.01MPaとなった。これは、容器としては、不十分な強度である。
このときの破壊は、接合部の分離によって発生したため、溶着が生じていないことが確認された。
【0074】
これら実施例1、実施例2、比較例の測定結果を、図13に示す。
同図に示すように、耐内圧強度は、実施例1及び実施例2が高い値を示し、比較例が低い値を示した。これは、蓋部材20の加熱部Hの加熱温度を、プラスチックの融点よりも高くした場合には、耐内圧強度が高くなり、一方、その加熱温度をプラスチックの融点よりも低くした場合には、耐内圧強度が低くなることを示している。
また、蓋部材20の加熱部Hを融点以上に加熱して、蓋部材20と容器本体10とを接合することで、耐内圧強度が高く、密封性の優れたプラスチック容器が得られることが証明できた。
【0075】
以上、本発明のプラスチック容器の封止方法及びプラスチック容器の好ましい実施形態について説明したが、本発明に係るプラスチック容器の封止方法及びプラスチック容器は上述した実施形態にのみ限定されるものではなく、本発明の範囲で種々の変更実施が可能であることは言うまでもない。
例えば、上述した実施形態では、プラスチック容器の蓋部材の外形を円形としたが、蓋部材の形状は、円形に限るものではなく、方形や多角形、楕円形など任意の形状とすることができる。この場合、容器本体の上面の外形も、蓋部材の外形に合わせた形状とすることができる。
【0076】
また、上述した実施形態では、蓋部材の周縁部の全体と容器本体の上面周縁部の全体とを溶着することとしたが、溶着する範囲は、それら蓋部材の周縁部や容器本体の上面周縁部の全体に限るものではなく、一部であってもよい。この場合、溶着していない部分には、係合部を設けるなどして開閉自在とすることができる。
さらに、
【0077】
なお、本発明のプラスチック容器は、第一実施形態,第二実施形態及び第三実施形態のそれぞれにおけるプラスチック容器を任意に組み合わせたものであってもよい。
【産業上の利用可能性】
【0078】
本発明は、容器本体と蓋部材との接合方法に関する発明であるため、それら容器本体と蓋部材とを備えたプラスチック容器や、それらの接合を行う装置に利用可能である。
【符号の説明】
【0079】
1(1a〜1g) プラスチック容器
10(10a〜10g) 容器本体
11 上面
12 開口
13 周縁部
14 外側面
141 外側面上部
20(20a〜20g) 蓋部材
22 周縁部
23 (周縁部)下面
29 延設部
291 内側面
30(30b〜30d、30f、30g) 易溶融部
41(41e〜41g) 係合凹部
42(42e〜42g) 係合凸部
50、60 プラスチック容器封止装置
70 加熱手段
【特許請求の範囲】
【請求項1】
内容物が充填される容器本体と、この容器本体に接合される蓋部材とからなるプラスチック容器を、前記容器本体と蓋部材の接合部を溶着することにより封止するプラスチック容器の封止方法であって、
前記容器本体と蓋部材とを接合する前に、前記容器本体の接合部又は前記蓋部材の接合部を予め融点以上に加熱し、
この加熱を行った後に、前記容器本体と蓋部材の接合部同士を重ねて接合することにより、前記融点以上に加熱された前記容器本体又は蓋部材の熱により、当該容器本体と蓋部材の接合部を溶着する
ことを特徴とするプラスチック容器の封止方法。
【請求項2】
前記容器本体の接合部又は前記蓋部材の接合部の一方が、他方よりも溶融容易な易溶融部を有し、
前記他方の接合部を予め加熱するとともに、前記容器本体と蓋部材の接合部同士を重ねることにより、
前記他方の接合部の熱により前記易溶融部が溶融して、前記容器本体と蓋部材の接合部が溶着される
ことを特徴とする請求項1記載のプラスチック容器の封止方法。
【請求項3】
前記容器本体の接合部が、当該容器本体の上面の周縁部からなり、
前記蓋部材の接合部が、当該蓋部材の下面の周縁部からなり、
前記容器本体の上面の周縁部、又は、前記蓋部材の下面の周縁部に、前記易溶融部が形成された
ことを特徴とする請求項2記載のプラスチック容器の封止方法。
【請求項4】
前記易溶融部が、前記容器本体の上面の周縁部に環状に立設形成された立設部、又は、前記蓋部材の周縁部の下面に環状に突設形成された突設部からなる
ことを特徴とする請求項3記載のプラスチック容器の封止方法。
【請求項5】
前記蓋部材の接合部が、当該蓋部材の周縁部から下方へ延設された延設部からなり、
前記容器本体の接合部が、当該容器本体の外側面の上部からなり、
前記蓋部材の延設部の内側面、又は、前記容器本体の外側面の上部に、前記易溶融部が形成された
ことを特徴とする請求項2記載のプラスチック容器の封止方法。
【請求項6】
前記易溶融部が、前記蓋部材の延設部の内側面に沿って環状に突設形成された突設部、又は、前記容器本体の外側面の上部に形成されたフランジ部若しくは鍔状部からなる
ことを特徴とする請求項5記載のプラスチック容器の封止方法。
【請求項7】
前記易溶融部が、体積を小さくした部分、結晶化度を低くした部分、発泡成形した部分、のうちのいずれか一以上の部分である
ことを特徴とする請求項2〜6のいずれかに記載のプラスチック容器の封止方法。
【請求項8】
前記蓋部材又は前記容器本体の一方に凹状の係合部を設け、この凹状の係合部に係合する凸状の係合部を他方に設けた
ことを特徴とする請求項1〜7のいずれかに記載のプラスチック容器の封止方法。
【請求項9】
内容物が充填される容器本体と、この容器本体に接合される蓋部材とを備え、
前記容器本体の接合部又は前記蓋部材の接合部に、他の部分よりも溶融容易な易溶融部を備えた
ことを特徴とするプラスチック容器。
【請求項10】
前記容器本体の接合部又は前記蓋部材の接合部のうち、前記易溶融部が備えられていない方の接合部が、予め融点以上に加熱され、
この加熱が行われた後に、前記接合部同士が重ねることにより、加熱された接合部の熱により前記易溶融部が溶融して、前記容器本体と蓋部材の接合部が溶着される
ことを特徴とする請求項9記載のプラスチック容器。
【請求項11】
前記容器本体の接合部が、当該容器本体の上面の周縁部からなり、
前記蓋部材の接合部が、当該蓋部材の下面の周縁部からなり、
前記容器本体の上面の周縁部、又は、前記蓋部材の下面の周縁部に、前記易溶融部が形成された
ことを特徴とする請求項9又は10記載のプラスチック容器。
【請求項12】
前記易溶融部が、前記容器本体の上面の周縁部に環状に立設形成された立設部、又は、前記蓋部材の周縁部の下面に環状に突設形成された突設部からなる
ことを特徴とする請求項11記載のプラスチック容器。
【請求項13】
前記蓋部材の接合部が、当該蓋部材の周縁部から下方へ延伸された延設部からなり、
前記容器本体の接合部が、当該容器本体の外側面の上部からなり、
前記蓋部材の延設部の内側面、又は、前記容器本体の外側面の上部に、前記易溶融部が形成された
ことを特徴とする請求項9又は10記載のプラスチック容器。
【請求項14】
前記易溶融部が、前記蓋部材の延設部の内側面に沿って環状に突設形成された突設部、又は、前記容器本体の外側面の上部に形成されたフランジ部若しくは鍔状部からなる
ことを特徴とする請求項13記載のプラスチック容器。
【請求項15】
前記易溶融部が、体積を小さくした部分、結晶化度を低くした部分、発泡成形した部分、のうちのいずれか一以上の部分である
ことを特徴とする請求項9〜14のいずれかに記載のプラスチック容器。
【請求項16】
前記蓋部材又は前記容器本体の一方に凹状の係合部を設け、この凹状の係合部に係合する凸状の係合部を他方に設けた
ことを特徴とする請求項9〜15のいずれかに記載のプラスチック容器。
【請求項1】
内容物が充填される容器本体と、この容器本体に接合される蓋部材とからなるプラスチック容器を、前記容器本体と蓋部材の接合部を溶着することにより封止するプラスチック容器の封止方法であって、
前記容器本体と蓋部材とを接合する前に、前記容器本体の接合部又は前記蓋部材の接合部を予め融点以上に加熱し、
この加熱を行った後に、前記容器本体と蓋部材の接合部同士を重ねて接合することにより、前記融点以上に加熱された前記容器本体又は蓋部材の熱により、当該容器本体と蓋部材の接合部を溶着する
ことを特徴とするプラスチック容器の封止方法。
【請求項2】
前記容器本体の接合部又は前記蓋部材の接合部の一方が、他方よりも溶融容易な易溶融部を有し、
前記他方の接合部を予め加熱するとともに、前記容器本体と蓋部材の接合部同士を重ねることにより、
前記他方の接合部の熱により前記易溶融部が溶融して、前記容器本体と蓋部材の接合部が溶着される
ことを特徴とする請求項1記載のプラスチック容器の封止方法。
【請求項3】
前記容器本体の接合部が、当該容器本体の上面の周縁部からなり、
前記蓋部材の接合部が、当該蓋部材の下面の周縁部からなり、
前記容器本体の上面の周縁部、又は、前記蓋部材の下面の周縁部に、前記易溶融部が形成された
ことを特徴とする請求項2記載のプラスチック容器の封止方法。
【請求項4】
前記易溶融部が、前記容器本体の上面の周縁部に環状に立設形成された立設部、又は、前記蓋部材の周縁部の下面に環状に突設形成された突設部からなる
ことを特徴とする請求項3記載のプラスチック容器の封止方法。
【請求項5】
前記蓋部材の接合部が、当該蓋部材の周縁部から下方へ延設された延設部からなり、
前記容器本体の接合部が、当該容器本体の外側面の上部からなり、
前記蓋部材の延設部の内側面、又は、前記容器本体の外側面の上部に、前記易溶融部が形成された
ことを特徴とする請求項2記載のプラスチック容器の封止方法。
【請求項6】
前記易溶融部が、前記蓋部材の延設部の内側面に沿って環状に突設形成された突設部、又は、前記容器本体の外側面の上部に形成されたフランジ部若しくは鍔状部からなる
ことを特徴とする請求項5記載のプラスチック容器の封止方法。
【請求項7】
前記易溶融部が、体積を小さくした部分、結晶化度を低くした部分、発泡成形した部分、のうちのいずれか一以上の部分である
ことを特徴とする請求項2〜6のいずれかに記載のプラスチック容器の封止方法。
【請求項8】
前記蓋部材又は前記容器本体の一方に凹状の係合部を設け、この凹状の係合部に係合する凸状の係合部を他方に設けた
ことを特徴とする請求項1〜7のいずれかに記載のプラスチック容器の封止方法。
【請求項9】
内容物が充填される容器本体と、この容器本体に接合される蓋部材とを備え、
前記容器本体の接合部又は前記蓋部材の接合部に、他の部分よりも溶融容易な易溶融部を備えた
ことを特徴とするプラスチック容器。
【請求項10】
前記容器本体の接合部又は前記蓋部材の接合部のうち、前記易溶融部が備えられていない方の接合部が、予め融点以上に加熱され、
この加熱が行われた後に、前記接合部同士が重ねることにより、加熱された接合部の熱により前記易溶融部が溶融して、前記容器本体と蓋部材の接合部が溶着される
ことを特徴とする請求項9記載のプラスチック容器。
【請求項11】
前記容器本体の接合部が、当該容器本体の上面の周縁部からなり、
前記蓋部材の接合部が、当該蓋部材の下面の周縁部からなり、
前記容器本体の上面の周縁部、又は、前記蓋部材の下面の周縁部に、前記易溶融部が形成された
ことを特徴とする請求項9又は10記載のプラスチック容器。
【請求項12】
前記易溶融部が、前記容器本体の上面の周縁部に環状に立設形成された立設部、又は、前記蓋部材の周縁部の下面に環状に突設形成された突設部からなる
ことを特徴とする請求項11記載のプラスチック容器。
【請求項13】
前記蓋部材の接合部が、当該蓋部材の周縁部から下方へ延伸された延設部からなり、
前記容器本体の接合部が、当該容器本体の外側面の上部からなり、
前記蓋部材の延設部の内側面、又は、前記容器本体の外側面の上部に、前記易溶融部が形成された
ことを特徴とする請求項9又は10記載のプラスチック容器。
【請求項14】
前記易溶融部が、前記蓋部材の延設部の内側面に沿って環状に突設形成された突設部、又は、前記容器本体の外側面の上部に形成されたフランジ部若しくは鍔状部からなる
ことを特徴とする請求項13記載のプラスチック容器。
【請求項15】
前記易溶融部が、体積を小さくした部分、結晶化度を低くした部分、発泡成形した部分、のうちのいずれか一以上の部分である
ことを特徴とする請求項9〜14のいずれかに記載のプラスチック容器。
【請求項16】
前記蓋部材又は前記容器本体の一方に凹状の係合部を設け、この凹状の係合部に係合する凸状の係合部を他方に設けた
ことを特徴とする請求項9〜15のいずれかに記載のプラスチック容器。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】

【図7】
【図8】

【図9】

【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−229036(P2012−229036A)
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願番号】特願2011−97349(P2011−97349)
【出願日】平成23年4月25日(2011.4.25)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願日】平成23年4月25日(2011.4.25)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]