
プラスチック成形品の改質方法及びプラスチック成形品
【課題】プラスチック成形品の導電性を向上させる改質方法を提供する。また、優れた導電性を有するプラスチック成形品を提供する。
【解決手段】ガラス繊維で強化されたポリアミド66で構成された冠形保持器14を、帯電防止剤を含有する超臨界二酸化炭素に浸漬することにより、冠形保持器14の表層部に帯電防止剤を浸透させる改質処理を施した。そして、この改質処理を施した冠形保持器14を、深溝玉軸受に組み込んだ。
【解決手段】ガラス繊維で強化されたポリアミド66で構成された冠形保持器14を、帯電防止剤を含有する超臨界二酸化炭素に浸漬することにより、冠形保持器14の表層部に帯電防止剤を浸透させる改質処理を施した。そして、この改質処理を施した冠形保持器14を、深溝玉軸受に組み込んだ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、超臨界流体を用いたプラスチック成形品の導電性向上方法、及び、導電性を向上させたプラスチック成形品に関する。
【背景技術】
【0002】
従来、プラスチック成形品に導電性を付与する場合は、帯電防止性を有する界面活性剤をプラスチック成形品の表面にスプレー等によってコーティングする方法や、帯電防止剤を含有する樹脂組成物でプラスチック成形品を製造する方法が用いられていた。
【特許文献1】特開2001−158827号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、帯電防止性を有する界面活性剤をプラスチック成形品の表面にスプレー等によってコーティングする方法では、界面活性剤の帯電防止性が酸化により経時劣化するという問題があった。
また、帯電防止剤を含有する樹脂組成物でプラスチック成形品を製造する方法では、プラスチック成形品全体に帯電防止剤を均一に分散させているので、一定レベルの導電性を発現させるためには、ある程度の量の帯電防止剤を配合する必要があった。また、プラスチック成形品の成形時に、帯電防止剤が劣化するおそれがあった。さらに、最初に生じるプラスチック成形品の表層部の酸化劣化を効果的に抑制するような考慮はなされていなかった。
そこで、本発明は上記のような従来技術が有する問題点を解決し、プラスチック成形品(特に表層部)の導電性を向上させる改質方法を提供することを課題とする。また、本発明は、優れた導電性を有するプラスチック成形品を提供することを併せて課題とする。
【課題を解決するための手段】
【0004】
前記課題を解決するため、本発明は次のような構成からなる。すなわち、本発明に係る請求項1のプラスチック成形品の改質方法は、帯電防止剤を含有する超臨界流体をプラスチック成形品に接触させた後、前記プラスチック成形品に浸透した帯電防止剤及び超臨界流体のうち超臨界流体のみを前記プラスチック成形品から除去することを特徴とする。
また、本発明に係る請求項2のプラスチック成形品の改質方法は、請求項1に記載のプラスチック成形品の改質方法において、前記超臨界流体を超臨界二酸化炭素としたことを特徴とする。
さらに、本発明に係る請求項3のプラスチック成形品は、請求項1又は請求項2に記載のプラスチック成形品の改質方法により改質されたことを特徴とする。
【発明の効果】
【0005】
本発明のプラスチック成形品の改質方法によれば、プラスチック成形品に帯電防止剤を浸透させることができるので、プラスチック成形品(特に表層部)に優れた導電性を付与することができる。また、本発明のプラスチック成形品は、帯電防止剤が浸透しているので、優れた導電性を有している。
【発明を実施するための最良の形態】
【0006】
本実施形態のプラスチック成形品の改質方法は、浸漬処理工程と蒸発除去工程とからなる。浸漬処理工程は、帯電防止剤を含有する超臨界二酸化炭素の中にプラスチック成形品を浸漬する工程であり、該工程により、帯電防止剤及び二酸化炭素がプラスチック成形品中に浸透する。具体的には、プラスチック成形品の改質に使用する装置(以降は処理装置と記す)の中に設けた架台上にプラスチック成形品を載置し、架台の下方に帯電防止剤を配する。処理装置内を超臨界状態とすると、超臨界二酸化炭素に帯電防止剤が相溶して処理装置内に充満し、帯電防止剤のプラスチック成形品への浸透が進行する。
【0007】
なお、超臨界二酸化炭素とは、臨界温度以上の温度を有し且つ臨界圧力以上の圧力を有する領域にある二酸化炭素である。ちなみに、二酸化炭素の臨界温度は31℃で、臨界圧力は72.8気圧(7.39MPa)である。
浸漬処理工程における浸漬温度は、二酸化炭素の臨界温度以上であり、より好ましくは二酸化炭素の臨界温度以上且つプラスチック成形品を構成するプラスチックのガラス転移温度未満である。プラスチック材料はガラス転移温度を超えると、分子主鎖のミクロブラウン運動が可能になるまで自由体積が増加し、超臨界状態の二酸化炭素はプラスチック内部まで、より浸透しやすくなる。そうすると、プラスチック中にあらかじめ添加されている各種添加剤が逆に抽出されてしまうことも考えられ、その結果、物性が低下するおそれがあるので好ましくない。
【0008】
ただし、超臨界二酸化炭素のプラスチックへの溶解度は、温度が高い方が大きいので、浸漬温度をできるだけ高くした方が帯電防止剤が浸透しやすい。浸漬温度は、プラスチック材料の融点やガラス転移温度を参考に決定することが好ましく、最高でも150℃程度である。これ以上の温度であると、プラスチックや帯電防止剤の劣化が生じるおそれがある。
【0009】
また、浸漬処理工程における圧力は二酸化炭素の臨界圧力以上であり、より高い圧力である方が、二酸化炭素のプラスチックへの浸透度が向上し、改質の効率が向上するため好ましい。ただし、処理装置を高圧に耐え得るようにする必要が生じるため、該処理装置が大掛かりで高額なものになってしまう。したがって、処理装置の操作性や設備費等を考慮すると、圧力は100気圧以上300気圧以下(10.13MPa以上30.4MPa以下)の範囲が適当である。
【0010】
さらに、浸漬処理工程における浸漬時間は特に限定されるものではなく、プラスチック成形品の厚さや大きさ等を考慮して適宜設定される。
さらに、超臨界二酸化炭素中の帯電防止剤の濃度は、二酸化炭素の超臨界状態において概ね飽和溶解度となるように調整される。
なお、浸漬処理を行うにあたって、処理装置内は二酸化炭素で置換しておくことが好ましい。酸素等が残存している状態で浸漬処理を行うと、処理中にプラスチックが酸化劣化するおそれがある。
【0011】
次に、蒸発除去工程について説明する。処理装置内の温度を、プラスチック成形品を構成するプラスチックのガラス転移温度未満とした後、二酸化炭素を徐々に排出することにより処理装置内の圧力をゆっくり下げて、大気圧に戻す。これにより、プラスチック成形品の中に浸透した帯電防止剤及び二酸化炭素のうち二酸化炭素のみが蒸発して除去され、帯電防止剤はプラスチック成形品中に残される。超臨界状態でなくなると、帯電防止剤は分離して処理装置の下部に蓄積する。
【0012】
処理装置内のほぼ全ての二酸化炭素が蒸発したら、プラスチック成形品を取り出す。このとき、必要に応じて、プラスチック成形品の表面に付着した帯電防止剤を洗浄により除去してもよい。また、プラスチック成形品内に残存した二酸化炭素を、真空乾燥等により除去してもよい。
なお、処理装置内の温度は、プラスチック成形品を構成するプラスチックのガラス転移温度未満とすることが好ましい。ガラス転移温度以上であると、プラスチック成形品の中から二酸化炭素が除去される際に、発泡が生じる可能性が高くなる。
【0013】
以上にような2つの工程によって、プラスチック成形品の内部に帯電防止剤の分子が浸透し、プラスチック分子間の自由体積に固定化される。このことにより、プラスチック成形品の表層部に帯電防止剤が高濃度で存在することとなるので、帯電防止剤の含有量が少量であるにもかかわらず、プラスチック成形品全体としての導電性が向上する。また、元々有していた自由体積に帯電防止剤が固定されていることから、帯電防止剤が外部に滲出することはほとんどなく、導電性向上効果が長期間にわたって持続すると同時に、機械的強度の低下を引き起こすおそれがほとんどない。
【0014】
なお、本実施形態は本発明の一例を示したものであって、本発明は本実施形態に限定されるものではない。
例えば、本実施形態においては、超臨界流体として超臨界二酸化炭素を用いた例をあげて説明したが、本発明には、他の種類の様々な超臨界流体を用いることができる。例えば、二酸化窒素,アンモニア,エタン,プロパン,エチレン,メタノール,エタノール等があげられる。ただし、二酸化炭素は比較的穏和な条件で超臨界流体となり、しかも毒性がなく不燃性であるため最も好ましい。
【0015】
また、本発明のプラスチック成形品の改質方法を好適に適用可能なプラスチックとしては、蒸発除去工程におけるプラスチック成形品の発泡を防止するために、ガラス転移温度(Tg)が超臨界流体の臨界温度よりも高いものが好ましい。具体的には、ポリエチレンテレフタレート(Tg69℃),ポリブチレンフタレート(Tg45℃)等のポリエステル系樹脂や、ポリアミド6(Tg53℃),ポリアミド66(Tg57℃)等のポリアミド系樹脂があげられる。また、ポリスチレン(Tg100℃),ポリカーボネート(Tg145℃)等があげられる。
【0016】
ただし、ガラス転移温度(Tg)が超臨界流体の臨界温度以下であるものであっても、本発明のプラスチック成形品の改質方法を適用可能である場合がある。ガラス転移温度(Tg)が超臨界二酸化炭素の臨界温度以下であるプラスチックとしては、例えば、ポリエチレン(Tg−125℃),ポリオキシメチレン(Tg−82℃),ポリプロピレン(Tg−8℃),ポリメチルアクリレート(Tg10℃)があげられる。
【0017】
これらのプラスチックは、ガラス繊維等の充填材や、熱安定剤等の各種添加剤を含有するものでも差し支えない。ただし、各種添加剤は、改質の処理条件によっては、抽出されることも予想されるので、処理温度や処理圧力には注意を要する。なお、各種添加剤は、あらかじめ帯電防止剤とともに超臨界流体に添加しておいてもよい。
【0018】
さらに、本発明において使用可能な帯電防止剤の種類は特に限定されるものではないが、例えば以下に示すようなものがあげられる。ステアロアミドプロピルジメチル−B−ヒドロキシエチルアンモニウムジヒドロゲンホスフェート、アルキルジフェニルエーテルジスルホン酸ナトリウム、N,N−ビス(2−ヒドロキシエチル)−N−(3−ドデシルオキシ−2−ヒドロキシプロピル)メチルアンモニウムメトスルフェート、変性脂肪族ジメチルエチルアンモニウムエトスルフェート、ポリオキシエチレンアルキルアミン(例えばポリオキシエチレン(5)ステアリルアミン)、ポリエチレングリコールエステル、カチオン系界面活性剤、アニオン系界面活性剤(例えば丸菱油化工業株式会社製のデノン1895)、ノニオン系界面活性剤(例えば丸菱油化工業株式会社製のデノン335,デノン733や、花王株式会社製のエレクトロストリッパーHS−12N,エレクトロストリッパーTS−9)があげられる。
超臨界流体への溶解性を考慮すると、浸漬温度で液体状態となる帯電防止剤が好ましいので、超臨界流体が超臨界二酸化炭素である場合には、融点が40℃以上150℃以下の帯電防止剤が好ましい。
【0019】
次に、前述のようにして改質したプラスチック成形品を、転がり軸受,リニアガイド装置,及び電動パワーステアリング装置の一部品として使用した例を説明する。
〔使用例1〕
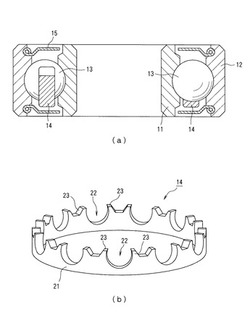
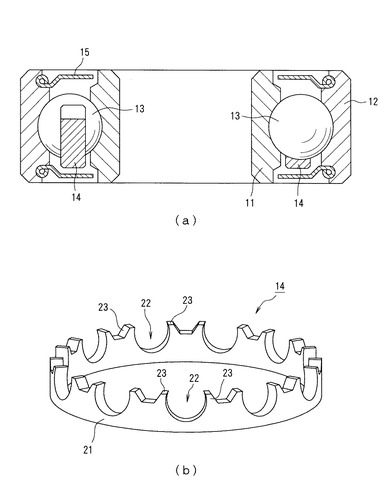
図1の(a)は、深溝玉軸受の構成を示す縦断面図であり、(b)は、この深溝玉軸受に使用されている冠形保持器の斜視図である。
この深溝玉軸受は、内輪11と、外輪12と、内輪11及び外輪12の間に転動自在に配された複数の玉13と、内輪11及び外輪12の間に複数の玉13を保持する冠形保持器14と、シールド板15,15と、を備えている。
また、内輪11と外輪12とシールド板15,15とで囲まれた軸受空間には、図示しないグリース組成物(潤滑剤)が充填されており、シールド板15によって深溝玉軸受内に密封されている。そして、このグリース組成物により、内輪11及び外輪12の軌道面と玉13との接触面が潤滑されている。
【0020】
次に、図1の(b)の冠形保持器14の構造について説明する。冠形保持器14は、円環状の主部21と、この主部21の片面に設けられた複数のポケット22とを備えていて、各ポケット22は、互いに間隔をあけ対向して配置された1対の弾性片23,23から形成されている。各ポケット22を構成する1対の弾性片23,23の互いに対向する面は、一般的には、同心の球状凹面をなしている。ただし、各面を円筒面としたものもある。
このような冠形保持器14は、弾性片23,23の間隔を弾性的に押し広げつつ、1対の弾性片23,23の間に玉13を押し込むことにより、各ポケット22内に玉13を転動自在に保持することができる。
【0021】
この冠形保持器14は、ガラス繊維(含有量は25質量%)で強化されたポリアミド66(宇部興産株式会社製UBEナイロン2020GU5)で構成されており、帯電防止剤を含有する超臨界二酸化炭素を用いた前述のような改質処理が施され、その表層部には帯電防止剤が浸透している(超臨界二酸化炭素を除去した後の冠形保持器14中の帯電防止剤の含有率は0.38質量%である)。超臨界二酸化炭素に浸漬する処理の条件は、温度140℃、圧力20MPa、処理時間1時間であり、使用した帯電防止剤はポリオキシエチレン(5)ステアリルアミン(日光ケミカルズ株式会社製のNIKKOL TAMNO−5)である。
このような深溝玉軸受においては、冠形保持器14は前述のように改質されたプラスチック成形品で構成されているので、導電性が優れている。よって、冠形保持器14の表面にほこり等が付着しにくいので、深溝玉軸受の耐久性,音響性能,信頼性等の性能が優れたものとなる。
【0022】
〔使用例2〕
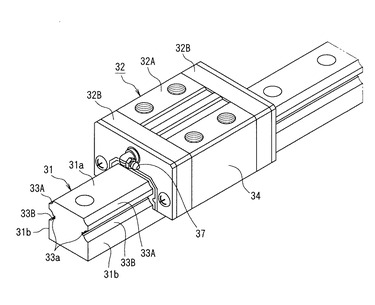
図2はリニアガイド装置の構成を示す斜視図であり、図3は図2のリニアガイド装置を軸方向から見た正面図(ただし、エンドキャップを省略して図示してある)である。
角形の案内レール31上に、横断面形状がほぼコ字形のスライダ32が軸方向に相対移動可能に跨架されている。このスライダ32は、スライダ本体32Aの軸方向の両端部にエンドキャップ32B,32Bが着脱可能に固着されて構成されている。
【0023】
また、案内レール31の上面31aと両側面31b,31bとが交差する稜線部には、断面ほぼ1/4円弧形状の凹溝である転動体転動溝33A,33Aが軸方向に形成されている。さらに、案内レール31の両側面31b,31bの中間位置には、断面ほぼ半円形の凹溝である転動体転動溝33B,33Bが軸方向に形成されている。なお、転動体転動溝33Bの溝底には、転動体35の脱落を防ぐ保持器36のための逃げ溝33aが、軸方向に形成されている。
【0024】
一方、スライダ32の本体32Aの両袖部34,34の内側のコーナ部には、案内レール31の転動体転動溝33Aに対向する断面ほぼ半円形の負荷転動体転動溝41が形成され、両袖部34,34の内側面の中央部には案内レール31の転動体転動溝33Bに対向する断面ほぼ半円形の負荷転動体転動溝42が形成されている。
そして、上記の案内レール31の転動体転動溝33Aとスライダ32の負荷転動体転動溝41とで負荷転動体転動路43が構成され、案内レール31の転動体転動溝33Bとスライダ32の負荷転動体転動溝42とで負荷転動体転動路44が構成されている。
【0025】
また、スライダ本体32Aの袖部34の上部肉厚内に、負荷転動体転動路43に平行な軸方向に延びる断面円形の貫通孔からなる転動体戻し路45が形成され、袖部34の下部肉厚内に、負荷転動体転動路44に平行な同様の軸方向に延びる貫通孔からなる転動体戻し路46が形成されている。
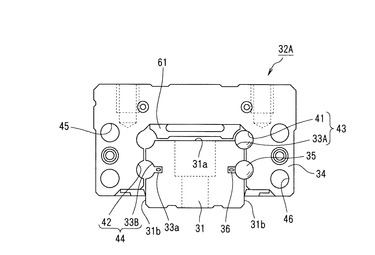
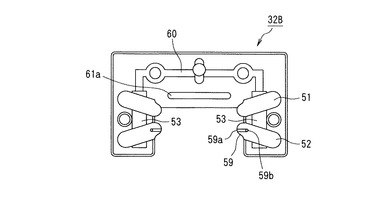
エンドキャップ32Bはプラスチック材料の射出成形品であり、断面ほぼコ字状に形成されている。そして、スライダ本体32Aとの接合面(裏面)には、図4に示すように、斜めに傾斜した半円状の上凹部51と下凹部52とが、両袖分部34,34の上下に対向するように形成されるとともに、半円状の両凹部51,52の中心部を横断して半円柱状の凹溝53が設けてある。
【0026】
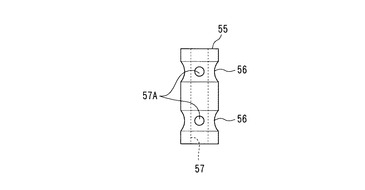
そして、その半円柱状の凹溝53には、プラスチック材料を射出成形して得た半円筒状のリターンガイド55(図5を参照)が嵌合される。このリターンガイド55の外径面の中央部には、転動体35の案内面となる断面円弧状の凹溝56が半円状に形成され、また、リターンガイド55の内径側の凹部57は潤滑剤通路であり、その凹部57から外径側の凹溝56に抜ける貫通孔57Aが給油孔として形成されている。
【0027】
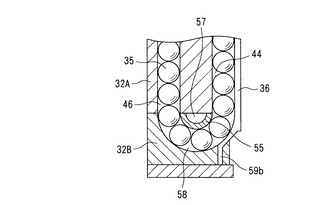
このようなリターンガイド55を半円柱状の凹溝53に組み込むことにより、エンドキャップ32Bの裏面に断面円形の半ドーナツ状の湾曲路58が上下二段に形成される(図6を参照)。このエンドキャップ32Bをスライダ本体32Aに取り付けると、湾曲路58によって、スライダ本体32Aの負荷転動体転動路44と転動体戻し路46とが連通される。そして、上段の負荷転動体転動路43と転動体戻し路45も同様に連通される。
【0028】
上記の負荷転動体転動路43,44,転動体戻し路45,46,湾曲路58で構成される転動体無限循環経路に、多数の転動体35が転動自在に装填されている。
案内レール31上をスライダ32が移動すると、転動体35は負荷転動体転動路43,44内を転動しつつスライダ32の移動方向にスライダ32より遅い速度で移動し、一端側の湾曲路58でUターンして転動体戻し路45,46を逆方向に転動しつつ移動し、他端側の湾曲路58で逆Uターンして負荷転動体転動路43,44内に戻る循環を繰り返す。
【0029】
なお、エンドキャップ32Bにおいて、転動体35を案内する湾曲路58の内側端部には半円状に突出させた転動体掬いあげ突部59が形成され、その鋭角の先端が案内レール31の転動体転動溝33A,33Bの溝底に近接するようにされている。下段の転動体掬いあげ突部59には、保持器36の取付溝59aと取付穴59bとが設けてある。
また、エンドキャップ32Bの表側の給油ニップル37から注入された潤滑剤が、エンドキャップ32Bの裏面の給油溝60を通りリターンガイド55の内径側の凹部57から貫通孔57Aを経て、湾曲路58内へ送り込まれるようになっている。さらに、エンドキャップ32Bの裏面の給油溝60の下方には、保持器61の取付け穴61aが形成してある。
【0030】
ここで、エンドキャップ32B及びリターンガイド55は、ポリアセタール樹脂(ポリプラスチックス株式会社製ジュラコンM90S)で構成されており、帯電防止剤を含有する超臨界二酸化炭素を用いた前述のような改質処理が施され、その表層部には帯電防止剤が浸透している(超臨界二酸化炭素を除去した後のエンドキャップ32B及びリターンガイド55中の帯電防止剤の含有率はそれぞれ0.08質量%である)。超臨界二酸化炭素に浸漬する処理の条件は、温度100℃、圧力20MPa、処理時間1時間であり、使用した帯電防止剤はポリオキシエチレン(5)ステアリルアミン(日光ケミカルズ株式会社製のNIKKOL TAMNO−5)である。
【0031】
このようなリニアガイド装置においては、エンドキャップ32B及びリターンガイド55は前述のように改質されたプラスチック成形品で構成されているので、導電性が優れている。よって、エンドキャップ32B及びリターンガイド55の表面にほこり等が付着しにくいので、リニアガイド装置の耐久性,音響性能,信頼性等の性能が優れたものとなる。
【0032】
〔使用例3〕
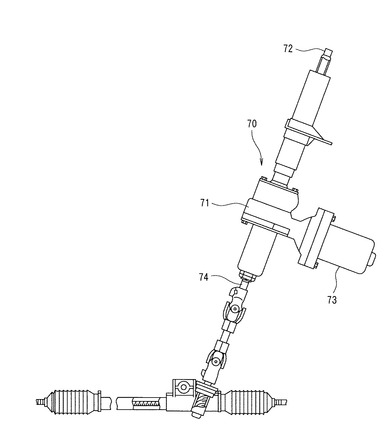
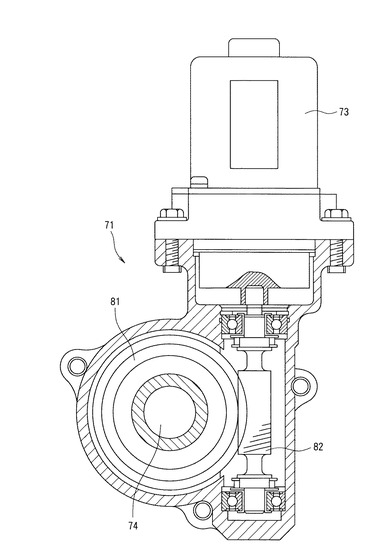
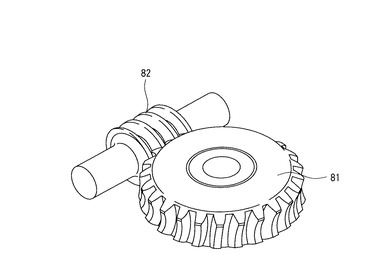
図7は電動パワーステアリング装置の構成を示す図であり、図8は電動パワーステアリング装置のハウジング部分の断面図である。また、図9はハウジング内のウォームホイールギア及びウォームギアのみを示した斜視図である。
電動パワーステアリング装置70のハウジング71内に備えられているウォームホイールギア81及びウォームギア82は、入力軸72の回転に伴って生じた電動モータ73の回転駆動力を出力軸74に伝達する機能を有している。
【0033】
このウォームホイールギア81及びウォームギア82は、ガラス繊維(含有量は30質量%)で強化されたポリアミド66(宇部興産株式会社製UBEナイロン2020GU6)で構成されており、帯電防止剤を含有する超臨界二酸化炭素を用いた前述のような改質処理が施され、その表層部には帯電防止剤が浸透している(超臨界二酸化炭素を除去した後のウォームホイールギア81及びウォームギア82中の帯電防止剤の含有率はそれぞれ0.38質量%である)。超臨界二酸化炭素に浸漬する処理の条件は、温度140℃、圧力20MPa、処理時間2時間であり、使用した帯電防止剤はポリオキシエチレン(5)ステアリルアミン(日光ケミカルズ株式会社製のNIKKOL TAMNO−5)である。
【0034】
このような電動パワーステアリング装置70においては、ウォームホイールギア81及びウォームギア82が前述のように改質されたプラスチック成形品で構成されているので、ウォームホイールギア81及びウォームギア82は優れた導電性を有している。よって、ウォームホイールギア81及びウォームギア82の表面にほこり等が付着しにくいので、電動パワーステアリング装置70の耐久性,音響性能,信頼性等の性能が優れたものとなる。
【0035】
次に、改質されたプラスチック成形品の導電性を評価した結果について説明する。ガラス繊維(含有量は30質量%)で強化されたポリアミド66(宇部興産株式会社製UBEナイロン2020GU6、少量の銅系熱安定剤が添加してある)で構成された試験片を用意して、帯電防止剤を含有する超臨界二酸化炭素を用いた前述のような改質処理を施した(超臨界二酸化炭素を除去した後の試験片中の帯電防止剤の含有率は0.38質量%である)。超臨界二酸化炭素に浸漬する処理の条件は、温度140℃、圧力20MPa、処理時間2時間であり、使用した帯電防止剤はポリオキシエチレン(5)ステアリルアミン(日光ケミカルズ株式会社製のNIKKOL TAMNO−5)である。
【0036】
このように表面改質され表層部に帯電防止剤が固定された試験片(実施例)と、改質処理を行っていない試験片(比較例)とについて、四端子法によって表面固有抵抗値を測定した。
その結果、改質処理を行っていない比較例の試験片の表面固有抵抗値が1×10-16 Ω・cmであったのに対し、表面改質された実施例の試験片の表面固有抵抗値は、1×10-10 〜1×10-12 Ω・cmであった。この結果から、プラスチック成形品の表層部に帯電防止剤を固定化することにより、プラスチック成形品の導電性が向上することが分かる。
【図面の簡単な説明】
【0037】
【図1】改質されたプラスチック成形品の使用例を説明する深溝玉軸受の縦断面図及び保持器の斜視図である。
【図2】改質されたプラスチック成形品の別の使用例を説明するリニアガイド装置の斜視図である。
【図3】図2のリニアガイド装置を軸方向から見た正面図である。
【図4】リターンガイドを省略してエンドキャップの裏面を示した図である。
【図5】リターンガイドの正面図である。
【図6】図2のリニアガイド装置のエンドキャップ付近の部分断面図である。
【図7】改質されたプラスチック成形品の別の使用例を説明する電動パワーステアリング装置の図である。
【図8】図7の電動パワーステアリング装置のハウジング部分の断面図である。
【図9】ウォームホイールギア及びウォームギアの斜視図である。
【符号の説明】
【0038】
11 内輪
12 外輪
13 玉
14 保持器
31 案内レール
32 スライダ
32B エンドキャップ
35 転動体
55 リターンガイド
70 電動パワーステアリング装置
81 ウォームホイールギア
82 ウォームギア
【技術分野】
【0001】
本発明は、超臨界流体を用いたプラスチック成形品の導電性向上方法、及び、導電性を向上させたプラスチック成形品に関する。
【背景技術】
【0002】
従来、プラスチック成形品に導電性を付与する場合は、帯電防止性を有する界面活性剤をプラスチック成形品の表面にスプレー等によってコーティングする方法や、帯電防止剤を含有する樹脂組成物でプラスチック成形品を製造する方法が用いられていた。
【特許文献1】特開2001−158827号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、帯電防止性を有する界面活性剤をプラスチック成形品の表面にスプレー等によってコーティングする方法では、界面活性剤の帯電防止性が酸化により経時劣化するという問題があった。
また、帯電防止剤を含有する樹脂組成物でプラスチック成形品を製造する方法では、プラスチック成形品全体に帯電防止剤を均一に分散させているので、一定レベルの導電性を発現させるためには、ある程度の量の帯電防止剤を配合する必要があった。また、プラスチック成形品の成形時に、帯電防止剤が劣化するおそれがあった。さらに、最初に生じるプラスチック成形品の表層部の酸化劣化を効果的に抑制するような考慮はなされていなかった。
そこで、本発明は上記のような従来技術が有する問題点を解決し、プラスチック成形品(特に表層部)の導電性を向上させる改質方法を提供することを課題とする。また、本発明は、優れた導電性を有するプラスチック成形品を提供することを併せて課題とする。
【課題を解決するための手段】
【0004】
前記課題を解決するため、本発明は次のような構成からなる。すなわち、本発明に係る請求項1のプラスチック成形品の改質方法は、帯電防止剤を含有する超臨界流体をプラスチック成形品に接触させた後、前記プラスチック成形品に浸透した帯電防止剤及び超臨界流体のうち超臨界流体のみを前記プラスチック成形品から除去することを特徴とする。
また、本発明に係る請求項2のプラスチック成形品の改質方法は、請求項1に記載のプラスチック成形品の改質方法において、前記超臨界流体を超臨界二酸化炭素としたことを特徴とする。
さらに、本発明に係る請求項3のプラスチック成形品は、請求項1又は請求項2に記載のプラスチック成形品の改質方法により改質されたことを特徴とする。
【発明の効果】
【0005】
本発明のプラスチック成形品の改質方法によれば、プラスチック成形品に帯電防止剤を浸透させることができるので、プラスチック成形品(特に表層部)に優れた導電性を付与することができる。また、本発明のプラスチック成形品は、帯電防止剤が浸透しているので、優れた導電性を有している。
【発明を実施するための最良の形態】
【0006】
本実施形態のプラスチック成形品の改質方法は、浸漬処理工程と蒸発除去工程とからなる。浸漬処理工程は、帯電防止剤を含有する超臨界二酸化炭素の中にプラスチック成形品を浸漬する工程であり、該工程により、帯電防止剤及び二酸化炭素がプラスチック成形品中に浸透する。具体的には、プラスチック成形品の改質に使用する装置(以降は処理装置と記す)の中に設けた架台上にプラスチック成形品を載置し、架台の下方に帯電防止剤を配する。処理装置内を超臨界状態とすると、超臨界二酸化炭素に帯電防止剤が相溶して処理装置内に充満し、帯電防止剤のプラスチック成形品への浸透が進行する。
【0007】
なお、超臨界二酸化炭素とは、臨界温度以上の温度を有し且つ臨界圧力以上の圧力を有する領域にある二酸化炭素である。ちなみに、二酸化炭素の臨界温度は31℃で、臨界圧力は72.8気圧(7.39MPa)である。
浸漬処理工程における浸漬温度は、二酸化炭素の臨界温度以上であり、より好ましくは二酸化炭素の臨界温度以上且つプラスチック成形品を構成するプラスチックのガラス転移温度未満である。プラスチック材料はガラス転移温度を超えると、分子主鎖のミクロブラウン運動が可能になるまで自由体積が増加し、超臨界状態の二酸化炭素はプラスチック内部まで、より浸透しやすくなる。そうすると、プラスチック中にあらかじめ添加されている各種添加剤が逆に抽出されてしまうことも考えられ、その結果、物性が低下するおそれがあるので好ましくない。
【0008】
ただし、超臨界二酸化炭素のプラスチックへの溶解度は、温度が高い方が大きいので、浸漬温度をできるだけ高くした方が帯電防止剤が浸透しやすい。浸漬温度は、プラスチック材料の融点やガラス転移温度を参考に決定することが好ましく、最高でも150℃程度である。これ以上の温度であると、プラスチックや帯電防止剤の劣化が生じるおそれがある。
【0009】
また、浸漬処理工程における圧力は二酸化炭素の臨界圧力以上であり、より高い圧力である方が、二酸化炭素のプラスチックへの浸透度が向上し、改質の効率が向上するため好ましい。ただし、処理装置を高圧に耐え得るようにする必要が生じるため、該処理装置が大掛かりで高額なものになってしまう。したがって、処理装置の操作性や設備費等を考慮すると、圧力は100気圧以上300気圧以下(10.13MPa以上30.4MPa以下)の範囲が適当である。
【0010】
さらに、浸漬処理工程における浸漬時間は特に限定されるものではなく、プラスチック成形品の厚さや大きさ等を考慮して適宜設定される。
さらに、超臨界二酸化炭素中の帯電防止剤の濃度は、二酸化炭素の超臨界状態において概ね飽和溶解度となるように調整される。
なお、浸漬処理を行うにあたって、処理装置内は二酸化炭素で置換しておくことが好ましい。酸素等が残存している状態で浸漬処理を行うと、処理中にプラスチックが酸化劣化するおそれがある。
【0011】
次に、蒸発除去工程について説明する。処理装置内の温度を、プラスチック成形品を構成するプラスチックのガラス転移温度未満とした後、二酸化炭素を徐々に排出することにより処理装置内の圧力をゆっくり下げて、大気圧に戻す。これにより、プラスチック成形品の中に浸透した帯電防止剤及び二酸化炭素のうち二酸化炭素のみが蒸発して除去され、帯電防止剤はプラスチック成形品中に残される。超臨界状態でなくなると、帯電防止剤は分離して処理装置の下部に蓄積する。
【0012】
処理装置内のほぼ全ての二酸化炭素が蒸発したら、プラスチック成形品を取り出す。このとき、必要に応じて、プラスチック成形品の表面に付着した帯電防止剤を洗浄により除去してもよい。また、プラスチック成形品内に残存した二酸化炭素を、真空乾燥等により除去してもよい。
なお、処理装置内の温度は、プラスチック成形品を構成するプラスチックのガラス転移温度未満とすることが好ましい。ガラス転移温度以上であると、プラスチック成形品の中から二酸化炭素が除去される際に、発泡が生じる可能性が高くなる。
【0013】
以上にような2つの工程によって、プラスチック成形品の内部に帯電防止剤の分子が浸透し、プラスチック分子間の自由体積に固定化される。このことにより、プラスチック成形品の表層部に帯電防止剤が高濃度で存在することとなるので、帯電防止剤の含有量が少量であるにもかかわらず、プラスチック成形品全体としての導電性が向上する。また、元々有していた自由体積に帯電防止剤が固定されていることから、帯電防止剤が外部に滲出することはほとんどなく、導電性向上効果が長期間にわたって持続すると同時に、機械的強度の低下を引き起こすおそれがほとんどない。
【0014】
なお、本実施形態は本発明の一例を示したものであって、本発明は本実施形態に限定されるものではない。
例えば、本実施形態においては、超臨界流体として超臨界二酸化炭素を用いた例をあげて説明したが、本発明には、他の種類の様々な超臨界流体を用いることができる。例えば、二酸化窒素,アンモニア,エタン,プロパン,エチレン,メタノール,エタノール等があげられる。ただし、二酸化炭素は比較的穏和な条件で超臨界流体となり、しかも毒性がなく不燃性であるため最も好ましい。
【0015】
また、本発明のプラスチック成形品の改質方法を好適に適用可能なプラスチックとしては、蒸発除去工程におけるプラスチック成形品の発泡を防止するために、ガラス転移温度(Tg)が超臨界流体の臨界温度よりも高いものが好ましい。具体的には、ポリエチレンテレフタレート(Tg69℃),ポリブチレンフタレート(Tg45℃)等のポリエステル系樹脂や、ポリアミド6(Tg53℃),ポリアミド66(Tg57℃)等のポリアミド系樹脂があげられる。また、ポリスチレン(Tg100℃),ポリカーボネート(Tg145℃)等があげられる。
【0016】
ただし、ガラス転移温度(Tg)が超臨界流体の臨界温度以下であるものであっても、本発明のプラスチック成形品の改質方法を適用可能である場合がある。ガラス転移温度(Tg)が超臨界二酸化炭素の臨界温度以下であるプラスチックとしては、例えば、ポリエチレン(Tg−125℃),ポリオキシメチレン(Tg−82℃),ポリプロピレン(Tg−8℃),ポリメチルアクリレート(Tg10℃)があげられる。
【0017】
これらのプラスチックは、ガラス繊維等の充填材や、熱安定剤等の各種添加剤を含有するものでも差し支えない。ただし、各種添加剤は、改質の処理条件によっては、抽出されることも予想されるので、処理温度や処理圧力には注意を要する。なお、各種添加剤は、あらかじめ帯電防止剤とともに超臨界流体に添加しておいてもよい。
【0018】
さらに、本発明において使用可能な帯電防止剤の種類は特に限定されるものではないが、例えば以下に示すようなものがあげられる。ステアロアミドプロピルジメチル−B−ヒドロキシエチルアンモニウムジヒドロゲンホスフェート、アルキルジフェニルエーテルジスルホン酸ナトリウム、N,N−ビス(2−ヒドロキシエチル)−N−(3−ドデシルオキシ−2−ヒドロキシプロピル)メチルアンモニウムメトスルフェート、変性脂肪族ジメチルエチルアンモニウムエトスルフェート、ポリオキシエチレンアルキルアミン(例えばポリオキシエチレン(5)ステアリルアミン)、ポリエチレングリコールエステル、カチオン系界面活性剤、アニオン系界面活性剤(例えば丸菱油化工業株式会社製のデノン1895)、ノニオン系界面活性剤(例えば丸菱油化工業株式会社製のデノン335,デノン733や、花王株式会社製のエレクトロストリッパーHS−12N,エレクトロストリッパーTS−9)があげられる。
超臨界流体への溶解性を考慮すると、浸漬温度で液体状態となる帯電防止剤が好ましいので、超臨界流体が超臨界二酸化炭素である場合には、融点が40℃以上150℃以下の帯電防止剤が好ましい。
【0019】
次に、前述のようにして改質したプラスチック成形品を、転がり軸受,リニアガイド装置,及び電動パワーステアリング装置の一部品として使用した例を説明する。
〔使用例1〕
図1の(a)は、深溝玉軸受の構成を示す縦断面図であり、(b)は、この深溝玉軸受に使用されている冠形保持器の斜視図である。
この深溝玉軸受は、内輪11と、外輪12と、内輪11及び外輪12の間に転動自在に配された複数の玉13と、内輪11及び外輪12の間に複数の玉13を保持する冠形保持器14と、シールド板15,15と、を備えている。
また、内輪11と外輪12とシールド板15,15とで囲まれた軸受空間には、図示しないグリース組成物(潤滑剤)が充填されており、シールド板15によって深溝玉軸受内に密封されている。そして、このグリース組成物により、内輪11及び外輪12の軌道面と玉13との接触面が潤滑されている。
【0020】
次に、図1の(b)の冠形保持器14の構造について説明する。冠形保持器14は、円環状の主部21と、この主部21の片面に設けられた複数のポケット22とを備えていて、各ポケット22は、互いに間隔をあけ対向して配置された1対の弾性片23,23から形成されている。各ポケット22を構成する1対の弾性片23,23の互いに対向する面は、一般的には、同心の球状凹面をなしている。ただし、各面を円筒面としたものもある。
このような冠形保持器14は、弾性片23,23の間隔を弾性的に押し広げつつ、1対の弾性片23,23の間に玉13を押し込むことにより、各ポケット22内に玉13を転動自在に保持することができる。
【0021】
この冠形保持器14は、ガラス繊維(含有量は25質量%)で強化されたポリアミド66(宇部興産株式会社製UBEナイロン2020GU5)で構成されており、帯電防止剤を含有する超臨界二酸化炭素を用いた前述のような改質処理が施され、その表層部には帯電防止剤が浸透している(超臨界二酸化炭素を除去した後の冠形保持器14中の帯電防止剤の含有率は0.38質量%である)。超臨界二酸化炭素に浸漬する処理の条件は、温度140℃、圧力20MPa、処理時間1時間であり、使用した帯電防止剤はポリオキシエチレン(5)ステアリルアミン(日光ケミカルズ株式会社製のNIKKOL TAMNO−5)である。
このような深溝玉軸受においては、冠形保持器14は前述のように改質されたプラスチック成形品で構成されているので、導電性が優れている。よって、冠形保持器14の表面にほこり等が付着しにくいので、深溝玉軸受の耐久性,音響性能,信頼性等の性能が優れたものとなる。
【0022】
〔使用例2〕
図2はリニアガイド装置の構成を示す斜視図であり、図3は図2のリニアガイド装置を軸方向から見た正面図(ただし、エンドキャップを省略して図示してある)である。
角形の案内レール31上に、横断面形状がほぼコ字形のスライダ32が軸方向に相対移動可能に跨架されている。このスライダ32は、スライダ本体32Aの軸方向の両端部にエンドキャップ32B,32Bが着脱可能に固着されて構成されている。
【0023】
また、案内レール31の上面31aと両側面31b,31bとが交差する稜線部には、断面ほぼ1/4円弧形状の凹溝である転動体転動溝33A,33Aが軸方向に形成されている。さらに、案内レール31の両側面31b,31bの中間位置には、断面ほぼ半円形の凹溝である転動体転動溝33B,33Bが軸方向に形成されている。なお、転動体転動溝33Bの溝底には、転動体35の脱落を防ぐ保持器36のための逃げ溝33aが、軸方向に形成されている。
【0024】
一方、スライダ32の本体32Aの両袖部34,34の内側のコーナ部には、案内レール31の転動体転動溝33Aに対向する断面ほぼ半円形の負荷転動体転動溝41が形成され、両袖部34,34の内側面の中央部には案内レール31の転動体転動溝33Bに対向する断面ほぼ半円形の負荷転動体転動溝42が形成されている。
そして、上記の案内レール31の転動体転動溝33Aとスライダ32の負荷転動体転動溝41とで負荷転動体転動路43が構成され、案内レール31の転動体転動溝33Bとスライダ32の負荷転動体転動溝42とで負荷転動体転動路44が構成されている。
【0025】
また、スライダ本体32Aの袖部34の上部肉厚内に、負荷転動体転動路43に平行な軸方向に延びる断面円形の貫通孔からなる転動体戻し路45が形成され、袖部34の下部肉厚内に、負荷転動体転動路44に平行な同様の軸方向に延びる貫通孔からなる転動体戻し路46が形成されている。
エンドキャップ32Bはプラスチック材料の射出成形品であり、断面ほぼコ字状に形成されている。そして、スライダ本体32Aとの接合面(裏面)には、図4に示すように、斜めに傾斜した半円状の上凹部51と下凹部52とが、両袖分部34,34の上下に対向するように形成されるとともに、半円状の両凹部51,52の中心部を横断して半円柱状の凹溝53が設けてある。
【0026】
そして、その半円柱状の凹溝53には、プラスチック材料を射出成形して得た半円筒状のリターンガイド55(図5を参照)が嵌合される。このリターンガイド55の外径面の中央部には、転動体35の案内面となる断面円弧状の凹溝56が半円状に形成され、また、リターンガイド55の内径側の凹部57は潤滑剤通路であり、その凹部57から外径側の凹溝56に抜ける貫通孔57Aが給油孔として形成されている。
【0027】
このようなリターンガイド55を半円柱状の凹溝53に組み込むことにより、エンドキャップ32Bの裏面に断面円形の半ドーナツ状の湾曲路58が上下二段に形成される(図6を参照)。このエンドキャップ32Bをスライダ本体32Aに取り付けると、湾曲路58によって、スライダ本体32Aの負荷転動体転動路44と転動体戻し路46とが連通される。そして、上段の負荷転動体転動路43と転動体戻し路45も同様に連通される。
【0028】
上記の負荷転動体転動路43,44,転動体戻し路45,46,湾曲路58で構成される転動体無限循環経路に、多数の転動体35が転動自在に装填されている。
案内レール31上をスライダ32が移動すると、転動体35は負荷転動体転動路43,44内を転動しつつスライダ32の移動方向にスライダ32より遅い速度で移動し、一端側の湾曲路58でUターンして転動体戻し路45,46を逆方向に転動しつつ移動し、他端側の湾曲路58で逆Uターンして負荷転動体転動路43,44内に戻る循環を繰り返す。
【0029】
なお、エンドキャップ32Bにおいて、転動体35を案内する湾曲路58の内側端部には半円状に突出させた転動体掬いあげ突部59が形成され、その鋭角の先端が案内レール31の転動体転動溝33A,33Bの溝底に近接するようにされている。下段の転動体掬いあげ突部59には、保持器36の取付溝59aと取付穴59bとが設けてある。
また、エンドキャップ32Bの表側の給油ニップル37から注入された潤滑剤が、エンドキャップ32Bの裏面の給油溝60を通りリターンガイド55の内径側の凹部57から貫通孔57Aを経て、湾曲路58内へ送り込まれるようになっている。さらに、エンドキャップ32Bの裏面の給油溝60の下方には、保持器61の取付け穴61aが形成してある。
【0030】
ここで、エンドキャップ32B及びリターンガイド55は、ポリアセタール樹脂(ポリプラスチックス株式会社製ジュラコンM90S)で構成されており、帯電防止剤を含有する超臨界二酸化炭素を用いた前述のような改質処理が施され、その表層部には帯電防止剤が浸透している(超臨界二酸化炭素を除去した後のエンドキャップ32B及びリターンガイド55中の帯電防止剤の含有率はそれぞれ0.08質量%である)。超臨界二酸化炭素に浸漬する処理の条件は、温度100℃、圧力20MPa、処理時間1時間であり、使用した帯電防止剤はポリオキシエチレン(5)ステアリルアミン(日光ケミカルズ株式会社製のNIKKOL TAMNO−5)である。
【0031】
このようなリニアガイド装置においては、エンドキャップ32B及びリターンガイド55は前述のように改質されたプラスチック成形品で構成されているので、導電性が優れている。よって、エンドキャップ32B及びリターンガイド55の表面にほこり等が付着しにくいので、リニアガイド装置の耐久性,音響性能,信頼性等の性能が優れたものとなる。
【0032】
〔使用例3〕
図7は電動パワーステアリング装置の構成を示す図であり、図8は電動パワーステアリング装置のハウジング部分の断面図である。また、図9はハウジング内のウォームホイールギア及びウォームギアのみを示した斜視図である。
電動パワーステアリング装置70のハウジング71内に備えられているウォームホイールギア81及びウォームギア82は、入力軸72の回転に伴って生じた電動モータ73の回転駆動力を出力軸74に伝達する機能を有している。
【0033】
このウォームホイールギア81及びウォームギア82は、ガラス繊維(含有量は30質量%)で強化されたポリアミド66(宇部興産株式会社製UBEナイロン2020GU6)で構成されており、帯電防止剤を含有する超臨界二酸化炭素を用いた前述のような改質処理が施され、その表層部には帯電防止剤が浸透している(超臨界二酸化炭素を除去した後のウォームホイールギア81及びウォームギア82中の帯電防止剤の含有率はそれぞれ0.38質量%である)。超臨界二酸化炭素に浸漬する処理の条件は、温度140℃、圧力20MPa、処理時間2時間であり、使用した帯電防止剤はポリオキシエチレン(5)ステアリルアミン(日光ケミカルズ株式会社製のNIKKOL TAMNO−5)である。
【0034】
このような電動パワーステアリング装置70においては、ウォームホイールギア81及びウォームギア82が前述のように改質されたプラスチック成形品で構成されているので、ウォームホイールギア81及びウォームギア82は優れた導電性を有している。よって、ウォームホイールギア81及びウォームギア82の表面にほこり等が付着しにくいので、電動パワーステアリング装置70の耐久性,音響性能,信頼性等の性能が優れたものとなる。
【0035】
次に、改質されたプラスチック成形品の導電性を評価した結果について説明する。ガラス繊維(含有量は30質量%)で強化されたポリアミド66(宇部興産株式会社製UBEナイロン2020GU6、少量の銅系熱安定剤が添加してある)で構成された試験片を用意して、帯電防止剤を含有する超臨界二酸化炭素を用いた前述のような改質処理を施した(超臨界二酸化炭素を除去した後の試験片中の帯電防止剤の含有率は0.38質量%である)。超臨界二酸化炭素に浸漬する処理の条件は、温度140℃、圧力20MPa、処理時間2時間であり、使用した帯電防止剤はポリオキシエチレン(5)ステアリルアミン(日光ケミカルズ株式会社製のNIKKOL TAMNO−5)である。
【0036】
このように表面改質され表層部に帯電防止剤が固定された試験片(実施例)と、改質処理を行っていない試験片(比較例)とについて、四端子法によって表面固有抵抗値を測定した。
その結果、改質処理を行っていない比較例の試験片の表面固有抵抗値が1×10-16 Ω・cmであったのに対し、表面改質された実施例の試験片の表面固有抵抗値は、1×10-10 〜1×10-12 Ω・cmであった。この結果から、プラスチック成形品の表層部に帯電防止剤を固定化することにより、プラスチック成形品の導電性が向上することが分かる。
【図面の簡単な説明】
【0037】
【図1】改質されたプラスチック成形品の使用例を説明する深溝玉軸受の縦断面図及び保持器の斜視図である。
【図2】改質されたプラスチック成形品の別の使用例を説明するリニアガイド装置の斜視図である。
【図3】図2のリニアガイド装置を軸方向から見た正面図である。
【図4】リターンガイドを省略してエンドキャップの裏面を示した図である。
【図5】リターンガイドの正面図である。
【図6】図2のリニアガイド装置のエンドキャップ付近の部分断面図である。
【図7】改質されたプラスチック成形品の別の使用例を説明する電動パワーステアリング装置の図である。
【図8】図7の電動パワーステアリング装置のハウジング部分の断面図である。
【図9】ウォームホイールギア及びウォームギアの斜視図である。
【符号の説明】
【0038】
11 内輪
12 外輪
13 玉
14 保持器
31 案内レール
32 スライダ
32B エンドキャップ
35 転動体
55 リターンガイド
70 電動パワーステアリング装置
81 ウォームホイールギア
82 ウォームギア
【特許請求の範囲】
【請求項1】
帯電防止剤を含有する超臨界流体をプラスチック成形品に接触させた後、前記プラスチック成形品に浸透した帯電防止剤及び超臨界流体のうち超臨界流体のみを前記プラスチック成形品から除去することを特徴とするプラスチック成形品の改質方法。
【請求項2】
前記超臨界流体を超臨界二酸化炭素としたことを特徴とする請求項1に記載のプラスチック成形品の改質方法。
【請求項3】
請求項1又は請求項2に記載のプラスチック成形品の改質方法により改質されたプラスチック成形品。
【請求項1】
帯電防止剤を含有する超臨界流体をプラスチック成形品に接触させた後、前記プラスチック成形品に浸透した帯電防止剤及び超臨界流体のうち超臨界流体のみを前記プラスチック成形品から除去することを特徴とするプラスチック成形品の改質方法。
【請求項2】
前記超臨界流体を超臨界二酸化炭素としたことを特徴とする請求項1に記載のプラスチック成形品の改質方法。
【請求項3】
請求項1又は請求項2に記載のプラスチック成形品の改質方法により改質されたプラスチック成形品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2007−145936(P2007−145936A)
【公開日】平成19年6月14日(2007.6.14)
【国際特許分類】
【出願番号】特願2005−340186(P2005−340186)
【出願日】平成17年11月25日(2005.11.25)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
【公開日】平成19年6月14日(2007.6.14)
【国際特許分類】
【出願日】平成17年11月25日(2005.11.25)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
[ Back to top ]