
プラスチック表皮の形成方法
本発明は、プラスチック製品を製造するための方法および装置に関するものであって、本発明による方法においては、型輪郭を有した金属型を、型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し;予熱された金属型上へと、プラスチック材料をキャストし;赤外エネルギーを使用してプラスチック材料を溶融させ;相変化または状態変化を起こし得る材料を金属型に対して接触させることにより、金属型を冷却し;キャストされたプラスチック製品を金属型から取り外す。

【発明の詳細な説明】
【技術分野】
【0001】
本出願は、2003年6月3日付けで出願された米国特許出願シリアル番号第10/433,361号明細書の一部継続出願である。その米国特許出願自体は、米国を指定国として2002年10月9日付けで出願されたPCT/US02/32413の米国段階である。このPCT出願自体は、2001年10月9日付けで出願された米国特許予備出願第60/327,979号明細書の優先権を主張するものである。
【0002】
本発明は、赤外線加熱および蒸発冷却を使用して型表面から比較的薄いプラスチック表皮またはシェルを形成するための改良された方法に関するものである。より詳細には、本発明による方法は、例えばインストルメントパネルやドアパネルやヘッドレストやコンソールカバーやエアバッグドアやグローブボックスドア等といったような自動車内装製品のための外側表面として使用される薄い熱可塑性シェルまたは表皮の効率的な製造に関するものである。
【背景技術】
【0003】
何十年にもわたって、型表面上に熱可塑性物質の薄い表皮を成形する方法が、主としてコスト目的及び重量目的によって開発されてきた。
【0004】
早くから、電鋳されたニッケルおよびニッケル/銅型は、所定電荷の液体プラスチゾルで充填され、かつガス点火されたオーブンを通じて回転されて水噴射区域内に入って、引き続いてウレタンフォームで充填されかつ車両アームレスト等として使用されるシェルを作り出す。通常、これらのシェルを作り出すために使用される装置は、充填、加熱、冷却および分離ステーション間を間欠駆動された一連の多重アームスピンドルであった。このタイプの装置に関連した Horton 氏による特許文献1は、本出願人に譲渡されたものであって、この文献の記載内容は、参考のため、その全体がここに組み込まれる。
【0005】
自動車内装のための柔らかな感触の内装製品の需要が1950年代および1960年に増加するにつれて、インストルメンタルパネルといったようなより多くの部品が要求された。これは、回転モールド成形に対立するものとしての『スラッシュモールド成形』方法に通じる。その場合、液体プラスチゾルは、予熱された電鋳型内に汲み出されて型表面を覆う(ゲル)。そして型が融和および冷却ステーション内に間欠駆動される前に、過剰のプラスチゾルは、振るい落とされる。大きな電鋳されたニッケル型は、自身の寸法により種々の軸線内で回転できなかった。製品が長くかつ比較的平坦になるにつれて、これらの型は回転する必要もなかった。これは、連続的に稼動する生産ラインに充填するために使用されるべき非常に多数(10〜30)の電鋳型を要する、上および下にコンベヤを設備した方法に通じる。ここで、型および最終製品の輪郭に類似したガス点火されたバーナーまたは誘導加熱コイルが、プラスチックをゲル化しかつ融解させるためのステーションに熱を供給するために使用される。このコンベヤを設備した方法は、加熱装置が特定の形状である際に設備の変更無しに処理し得た型形状数も制限した。このタイプの装置に関連した特許文献2は、本出願人に譲渡されたものであって、この文献の記載内容は、参考のため、その全体がここに組み込まれる。
【0006】
コンベヤが設備されたラインの所要空間、および多くの電鋳鋳型を使用するコストのために、モジュール式スラッシュ方法が発展した。この場合、単一の電鋳鋳型は、その主軸の周りに回転され、加熱および冷却剤がそれに供給される。ステンレス鋼管材料は、電鋳鋳型の背面に溶接されかつ型に含まれる型および液体のプラスチゾルを加熱および冷却するために、熱いかまたは冷たい伝熱流体が管を通じて循環される。プラスチック表皮のより厚い断面として清潔さをこの方法で維持することは困難であり、特に放出される過剰な液体プラスチゾルからの滴下および進行は、融和しないままでありかつステーションの操作者および隣接するシェルの両方に搬送される。このタイプの装置に関連した Preston氏による特許文献3、および、Colby 氏による特許文献4,5は、本出願人に譲渡されたものであって、これら文献の記載内容は、参考のため、その全体がここに組み込まれる。
【0007】
PVCならびに他の熱可塑性物質(TPU、TPE、TPO、ASA等)のための粉末スラッシュ形成物は、次いでスラッシュ方法の浪費を最小限にしかつより均一な厚さの表皮を作り出す。ここで、型表面の融和または融和していない粉末の型表面に隣接する粉末の規定された厚さのみが、その後使用する粉末ボックスに戻される。モジュール式方法は、より少数の型および迅速な型変更の使用に帰着した。
【0008】
電鋳型上に溶接されたステンレス鋼管に付随する困難性は、短くされたモールド型の寿命である。ニッケルモールド型は、管の溶接の間中、型割れに帰着するモールド型に晒される。これを解決するために、型を加熱する他の方法が探索されている。電鋳を流動床内または加熱電動媒体内に浸すことが用いられた(Takamatsu 氏による特許文献6)。誘導加熱(Wersosky氏他による特許文献7。この文献は、本出願人に譲渡されたものであって、この文献の記載内容は、参考のため、その全体がここに組み込まれる)およびマイクロ波加熱も注目されてきた。ロボットおよび多重ステーションを用いるハイブリッドな方法は、Gray氏による特許文献8(この文献は、本出願人に譲渡されたものであって、この文献の記載内容は、参考のため、その全体がここに組み込まれる)に開示されている。
【0009】
最も流通しているものは、モジュール式の処理装置である。この処理装置では、型ボックスがニッケル電鋳型の背面を包囲しかつ熱気を加熱したガス炎が高速で電鋳型の背面上に衝突されて迅速な加熱(または外部雰囲気冷却)サイクルを提供する。Anestis 氏他による特許文献9は、このタイプの装置に関するものであるとともに、本出願人に譲渡されたものであって、この文献の記載内容は、参考のため、その全体がここに組み込まれる。McNally 氏による特許文献10,11、および、Gardner 氏による特許文献12は、この処置の変更態様を開示している。比較的外気が冷たい日には、4分程度のサイクルを達成し得た。しかしながら、次のサイクルのレベルを改良する方向にもって行くために、この装置の欠点のいくつかは、克服されなければならない。電鋳型の背部に衝突する熱気は、ニッケル型が曲がって最終的には疲労によって割れるような圧力である。モジュール式処理装置は、ガス点火式バーナーを上部に具備しかつ不十分に加熱および冷却された熱気および冷気を供給するダクトの機構の多くの長所を具備する大規模な型スタンドにまで発展した。この装置においては、絶縁が必須であり、加熱および冷却を非効率なものとしてしまう。外部の騒音および熱汚染はステーション操作者に対する問題となった。
【0010】
必要とされているのは、迅速なサイクル期間を提供し得るとともに、低コストエネルギーを使用し、さらに、比較的安価な設備を要求するような、プロセスである。さらに、このプロセスは、収容している型およびプラスチック表皮材料だけを加熱または冷却し得るものであるべきであり、薄い軽量の型を使用するものであるべきである。さらに、このプロセスは、騒音が小さくかつ廃熱が小さいような環境にやさしいプロセスであるべきである。使用される装置は、ある型/製品形状から他の型/製品形状へと迅速に変換し得るものであるべきである。これにより、プロセス停止時間を低減することができる。
【特許文献1】米国特許第4,898,697号明細書
【特許文献2】米国特許第3,728,429号明細書
【特許文献3】米国特許第5,106,285号明細書
【特許文献4】米国特許第4,389,177号明細書
【特許文献5】米国特許第4,217,325号明細書
【特許文献6】米国特許第4,946,663号明細書
【特許文献7】米国特許第3,315,016号明細書
【特許文献8】米国特許第4,755,333号明細書
【特許文献9】米国特許第4,623,503号明細書
【特許文献10】米国特許第6,019,390号明細書
【特許文献11】米国特許第6,082,989号明細書
【特許文献12】米国特許第6,013,210号明細書
【発明の開示】
【課題を解決するための手段】
【0011】
本発明は、赤外(IR)エネルギーによって加熱されるとともに好ましくは水/空気霧の噴霧による蒸発によって冷却されるような軽量の金属型を利用することにより効率的な表皮成形プロセスに提供することにより、従来技術の欠点を解消するものである。IRエネルギーが、型の形状に対して適合した輪郭のものとして形成された加熱部材を利用することによって好ましくは型の背面に対して供給されることにより、廃熱量が少なく、また、ダクトや他の周辺設備や周囲環境に対する熱の放散を除去することができる。型が、自身の重量以外には、他の応力(気圧など)を全く受けないことにより、より薄いものとされた、したがって、より一様であるような、電鋳型を、使用することができる。これにより、サイクル時間をさらに低減し得るとともに、ストレスクラックを一切発生させることがない。これに代えて、型のグラインド表面を、プラスチックシェル材料を収容しつつ、加熱することができる。水(あるいは他の流体)の蒸発時の潜熱を使用した蒸発冷却は、冷却時間を、かなり低減させる。このことは、電鋳型をより一様に薄いモノとすることにより、また、ダクトを冷却する必要性を排除することにより、また、水噴霧に際しての霧化により、さらに増強される。これに代えて、ここに記載されたプロセス温度範囲において相変化または状態変化を引き起こし得るような任意の材料を使用して、型を冷却することができる。
【0012】
さらなる実施形態においては、電鋳型の様々な領域への熱入力を調整しバランスさせるための手段として、熱吸収/熱放射を使用する。型のうちの、IRヒータに対向することとなる背面上において黒色塗料を使用することにより、より厚い型部分に関する加熱を、より速く行うことができる。あるいは逆に、より軽い陰影の(グレー色の)塗料を使用することにより、薄い型部分に対する加熱速度を遅くすることができる、あるいは、そのような領域内に形成されるプラスチック表皮厚さをゼロにまで低減することができ、材料を節約し得るとともに、過剰部分をトリミングする手間を削減することができる。改良された熱バランスは、この方法に基づき、型の背面上を様々な陰影のグレー色で塗装することにより、可能とされる。これにより、シェルの光沢を、より一様なものとし得るとともに、事後塗装の必要性を削減することができる。また、改良された熱分配は、例えばTPUやTPEやTPOといったような新たに粉末化された熱可塑性物質の多くが非常に相異なる融点を有し得ることにより、キャストによって一様な表皮厚さを確実に得るためには、重要である。
【0013】
他の実施形態においては、赤外加熱を使用することに関連して、熱可塑性材料の熱吸収度合いを改良する添加剤の使用により熱可塑性材料をIRエネルギーに対してより感受的なものとするようなすより加熱しやすくするような技術が存在する。これにより、サイクル時間を、さらに低減することができる。この特徴は、型内においてプラスチックを固化させる際に、シェルの開放面からプラスチックに向けてIR加熱を行う場合に、使用される。例えばカーボンブラックといったような材料を、熱吸収度合いを増強し得るよう、熱可塑性材料に対して添加することができる。
【0014】
キャストプロセスは、多数の型を保持した上方および下方のコンベヤを使用することにより、あるいは、モジュール的な手法を使用することにより、多様な態様で実施することができる。しかしながら、3〜4個のステーションと、ロボットと、を使用することが好ましい。この場合、ロボットを操作することにより、添付図面に示されているように、型を、予熱ステーション(A)からキャストステーション(B)へと移動させることができ、融解のためにステーション(A)へと戻すことができ、さらに、冷却ステーション(C)へとさらには離型ステーションへと搬送することができる。
【0015】
したがって、本発明は、プラスチック製品の製造方法に関するものであって、この方法においては、型輪郭を有した金属型を、型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し; 予熱された金属型上へと、プラスチック材料をキャストし;赤外エネルギーを使用してプラスチック材料を溶融させ;相変化または状態変化を起こし得る材料を金属型に対して接触させることにより、金属型を冷却し;キャストされたプラスチック製品を金属型から取り外す。
【0016】
加えて、本発明は、プラスチック製品の製造方法に関するものであって、この方法においては、金属型を準備するとともに、この金属型を第1加熱ステーションのところに配置し;金属型を、型輪郭を有したものとし;金属型を、型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し;金属型を第2ステーションのところに配置するとともに、予熱された金属型上へと、プラスチック材料をキャストし;金属型を第1ステーションのところに配置するとともに、赤外エネルギーを使用してプラスチック材料を溶融させ;金属型を第3ステーションのところに配置するとともに、相変化または状態変化を起こし得る材料を金属型に対して接触させることにより、金属型を冷却し;金属型を第4ステーションのところに配置するとともに、キャストされたプラスチック製品を金属型から取り外す。
【0017】
装置という態様においては、本発明は、プラスチック製品としてキャスト成形された製品を製造するための装置に関するものであって、(i)キャストされるプラスチック材料を受領する金属型であるとともに、型輪郭を有したものとされた金属型と;(ii)所望のキャスト温度にまで金属型を加熱するための赤外線ヒータであるとともに、型輪郭に適合するような形状のものとして形成された赤外加熱部材を備えている赤外線ヒータと;(iii)相変化または状態変化を引き起こし得る材料を搬送し得るような冷却デバイスと;を具備している。
【発明を実施するための最良の形態】
【0018】
本発明の上記のおよび他の目的や特徴点や利点は、添付図面を参照しつつ、以下の詳細な説明を読むことにより、明瞭となるであろう。
【0019】
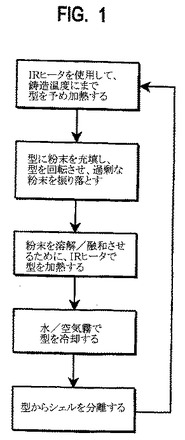
上述したように、図1は、自動車内装用途のためのプラスチック表皮を作り出すために本発明で使用される様々なプロセスステップを示すフローチャートである。薄い電鋳ニッケル型が、電気赤外線ヒータを使って予熱され、かつ、型が、特定のプラスチック紛体が処理されるための好ましい粉体鋳造温度に到達すると、型は、型面上にクランプする紛体ボックスを使って紛体を充填され、逆さにされると、この型は、型キャビティを紛体で充填する。型は、それから、自身の主軸線の周りで全体的に回転されて紛体を電鋳型の露出して加熱された内側表面に接触させかつこの加熱された型表面上で溶融可能にする。次いで、型/粉体ボックスの組合せは、逆さにされ、何れの溶融していない粉末は粉末ボックス内に落下して戻る。この粉末ボックスは、その後、クランプ解除され、かつ後退される。その後、この型には水の微細霧および空気が噴霧されてその表面を所望の分離温度まで冷却する。一旦、分離温度に到達すると、冷却された固体状の表皮は取り除かれかつ次のサイクルが開始される。プラスチゾルまたはオーガニゾルといったような液体熱可塑性形成物を同様にして処理し得る。さらに、多数のプラスチック材料を、層状構成でもってあるいは非層状構成(すなわち、並置)でもって、キャストすることができる。これにより、独自の特性を付与したり、あるいは、コストを低減したり(特に、再グラインドを行い得るような背当て層に関して)、することができる。
【0020】
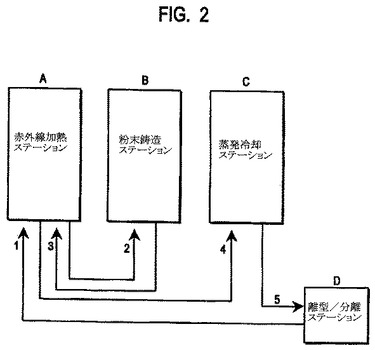
図2は、このプロセスを詳細に示す。図2には基本的な装置ステーションとして示しているが、装置は、可動または割り出しライン、ロボットマニピュレータおよび多重ステーション(Gray氏による米国特許第4,759,333号明細書に開示されいるように。この文献の記載内容は、参考のため、その全体がここに組み込まれる。)の形態を取り得るか、あるいは、プラスチックの多重層、多様なタイプのプラスチックおよび表皮またはシェルを形成するための熱可塑性発泡層を鋳造することを備えている、図1および図2に合致する何れか他の手順の形態を取り得る。
【0021】
より詳細には、好ましくはニッケルから形成されたようなまた最も好ましくは電鋳形成されたニッケルから形成されたような金属型は、最終的な自動車の表皮またはシェルに望まれる表面パターン(粒子、きめ、装飾)および輪郭を有して形成される。好ましくは、この電鋳型は、加熱かつ冷却されるべきニッケルの重量を最小化し得るよう、また、型内の内部応力を最小化し得るよう、1.27mm〜10.16mm(0.050インチ〜0.400インチ)という、好ましくは、2.54mm〜3.81mm(0.100インチ〜0.150インチ)という、比較的均一な厚さを有したものとされる。自身および完全かつ均一な表皮を作るために表面領域を適切に覆うためにこの型を充填しなければならない粉体の重量を支持するためのこれらの型の形状および性能に依存するより薄い型が可能である。加えて、他の組成からなる金属型を使用することができる。例えば、限定するものではないが、ニッケル銅や、ベリリウム銅や、ステンレス鋼、などからなる金属型を使用することができる。例えば米国マサチューセッツ州 Haverhill 所在の Convectronics 社から市販されているものといったような電気IRヒータは、音が大きくないからエネルギー源としては好ましく、加熱部材を各特定型形状に合致させように形作ることを可能にしながらも、ガス状の汚染物質を放出せずかつ可搬し得るものである。型およびその表面を覆う粉末を合わせた質量体を加熱するための1分間の継続時間を目標とするため、約72.9ミリワット/mm2 (約47ワット/平方インチ)というエネルギーが要求される。0.7〜1000ミクロンという波長(電磁スペクトルの赤外部分)という波長を使用し得るけれども、十分な出力温度(691〜1093℃、あるいは、1275〜2000°F)を生成しながらも満足の行くヒータ寿命および最小の潜在的な安全の危険性を提供するために最も望ましい赤外線波長が、2.1〜3.0ミクロンであることが判明した。例えば277ボルト/3相電力を使って、72.9ミリワット/mm2 (47ワット/平方インチ)という出力を生成することができるヒータは、788℃(1450°F)という一貫した作動出力温度を作り出した。しかしながら、本発明の広義な見地においては、好ましくは少なくとも約31.0ミリワット/mm2 (約20ワット/平方インチ)を生成し得るような、より好ましくは少なくとも約46.5ミリワット/mm2 (約30ワット/平方インチ)を生成し得るような、さらに好ましくは少なくとも約62.0ミリワット/mm2 (約40ワット/平方インチ)を生成し得るような、最も好ましくは69.8〜85.3ミリワット/mm2 (45〜55ワット/平方インチ)を生成し得るような、赤外加熱部材を使用することができる。
【0022】
インコネル製外側スリーブおよびこのスリーブ内にマグネシウム酸化物でパック詰めされたインコネル製ワイヤ部材から構成される9.5mm(3/8インチ)直径の管状IR加熱部材は、所望のエネルギーを提供した。管状ヒータは、取付を簡素化する冷たい両端、および湿気を通気させることを許容するためにスリーブの各端部を密封する繊維ワッシャーが設けられる。管状ヒータは、型の背面から、0.254〜127mm(0.01〜5インチ)だけ、好ましくは25.4〜127mm(1〜3インチ)だけ、離れており、かつ、電鋳型の背面に合致するようなパターンで曲げられる。管状ヒータは、さらに、型のうちの加熱すべき表面領域を均一に覆い得るよう、型に沿って延在しかつ約25.4〜127mm(約1〜3インチ)だけ離間している。管どうしの配置は、側方配置や、長手方向配置や、斜め配置や、あるいは、型の背面に対しての比較的一様な被覆をもたらし得るような他の任意の配置、とすることができる。より短い部材は、加熱時の熱膨張に関する問題点を引き起こしにくい。熱電対を、型の前部表面上において、平均的な型厚さのところに、設置することができる。これにより、管状加熱部材の温度を検出しかつ制御することができる。『クロスファイア(cross-fire)』に関する問題(1つの加熱部材が別の加熱部材に面し、かつ、その設定温度を超えて反対側の加熱部材を駆動するという問題)を修正するために、各加熱部材には、熱電対が設けられる。この熱電対は、電圧源に対して接続されたソリッドステートリレーを使って個別的に制御される。これに代えて、隣接する加熱部材どうしを直列に接続し、単一の熱電対でもって検出を行うことができる。熱電対を各加熱部材に接続することによって、1つの加熱部材が隣接する加熱部材よりも先行し始めると、熱電対は、この加熱部材に対する電圧を減じるようにプログラムされたソリッドステート制御装置に警告して、燃え尽きるのを阻止する。このように、均一かつ一貫した温度を作り出すヒータ配列が設けられ、このヒータ配列は各型形状に特有でありかつ新しい型が使用される際には容易に交換し得るように搬送し得る。かくして、可動部材がなくかつ騒音、熱および煙霧の無い最も望ましい加熱源が設けられる。
【0023】
より多くの均一な表皮またはシェルの厚さ、特に複雑でありかつアンダーカット形状を作り出すべく好ましくは電鋳型によって吸収される熱を更に平衡化させるために、黒体吸収性/放射性が使用される。プロセス中に遭遇する温度に耐えることができる黒い塗料は、型の背側に塗られる。これにより、熱伝達を支援することができる。ニッケルは、0.11という放射率を有している。一方、光沢のある黒い塗料表面は、0.86という放射率を有しており、はるかに大きなIR熱吸収をもたらす。各シェルを鋳造するために出来るだけ少ない粉末を使うために、プラスチック製表皮またはシェルは、通常は0.635mm〜1.02mm(0.025インチ〜0.040インチ)という厚さといったような出来るだけ均一な厚さであるべきであるから、型の熱バランスは重要である。これは、通常は、まず最初に加熱部材の形状および型背面からの距離を調節し、そして、各加熱部材に対して電力レベルを印加し、これにより、型の温度を一様なものとするといったようなサーモグラフィー技術を使って行われる。次に、シェルが、キャストされ、区分化され、所定長さごとに厚さが測定され、x平面およびy平面の双方において、シェルの厚さが、好ましくは、0.635mm〜1.02mm(0.025インチ〜0.040インチ)という厚さとされる。熱バランスの微調整を、したがって、シェル厚さの微調整を、型背面に対してグレースケールペイントからなる様々な陰影を適用することによって、行い得ることが判明した。特に、最終製品すなわち外周端縁における開口からトリム仕上げし得るような、(複雑な形状が電鋳されることによる)薄い型の領域および表皮またはシェルがほとんどまたは全く所望されない『無駄 (waste)』領域では、グレー塗料からなる明るい色の陰影を、吸収された熱(かつそれ故に粉末の不溶解により形成されたシェルの厚さ)を減じるために、塗装し得る。さらに、より均一な型温度は、より均一な光沢および最終的に鋳込まれた表皮またはシェルの色判読に帰着する。
【0024】
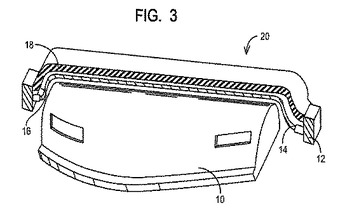
図3は、本発明の加熱装置の断面図である。電鋳ニッケル型10は、IR加熱装置20の下に配置される。IR加熱部材14は、好ましくは、型の長手方向(代替的には、幅方向)に沿って平行に配置されて延在し、最大で70mm程度(数インチ)だけ隔てられた型表面に倣って均一な熱を与えるように形作られている。好ましい加熱装置は、支持のための外側フレーム12と、エネルギーを封じ込めかつこのエネルギーを、型表面およびKウール絶縁体18の層に指向させるための反射シールド16と、を更に備える。これは、異なる型形状を使用することが所望されるときに代替することが容易な軽量加熱装置を提供する。
【0025】
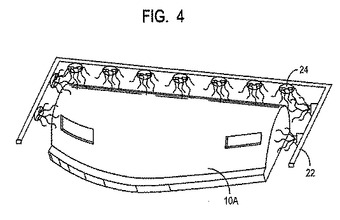
急速な冷却サイクルを提供するために、例えば蒸発冷却といったような、相変化または状態変化に基づく冷却を用いることが好ましい。なぜなら、冷却媒体の相変化によって吸収された潜熱という利点が得られるからである。これは、特に季節に限った両極端(夏の熱)の際に、周囲の空気を使用した場合に遭遇する上述した問題を低減する。型を水であふれさせる煩雑さを最小限にするために、鋳造シェルを備えている熱い電鋳型は、100psiの空気を使って噴霧される。この空気は、冷却水を(BinksまたはDeVilbis といったような)噴霧ノズルを通じて強制的に霧化したものである。図4に示すように、噴霧ノズルは、冷却の均一さを保証するために、型形状の近くに調節可能なパターンで配置される。これらのノズルは、型から表皮を離型させる前に表皮を確実に一様に冷却させ得るように、サーモグラフィー技術を使用して調整することができる。一定の大容量かつ高圧の供給を維持するために空気サージタンクを使った水冷却システムにわたって空気が供給される。図4は、蒸発冷却装置の断面図である。フレーム22は、型形状に倣いかつこの型の長手方向および幅方向に沿ってノズル24列を設置可能にするように構成される。ノズル24は、均等に離隔配置されかつ均等かつ急速な冷却を可能にするために自身の両端部を備えている型10から一貫した距離に設置されることが好ましい。これに代えて、ノズルは、サイクル時間を最適化し得るよう付加的な冷却が必要とされ得るようなより大きな熱集積領域へと、集中させることができる。空気および水から成る微細霧を噴霧することによって、水は蒸発して少々の水たまりが結果として生じる。ロボットは、かくして、予熱後には型を加熱ステーション(A)(図2参照)から鋳造ステーション(B)まで、溶融のために再び加熱ステーション(A)に戻し、そして最終的に冷却ステーション(C)に操作する。加熱ステーション(A)から個別のステーション(C)内において冷却のための噴霧ノズルを有していることは、閉塞を起こすことなく、ノズル寿命を延命化することができる。さらに、藻類やバクテリアやスケールに関して冷却水を処理することができ、これにより、噴霧ノズルの状態を維持して、型表面を清潔に維持することができる。必須ではないけれども、冷却水によって型を冷却することが好ましい。これ
により、季節に関係なく、サイクル時間を、一定とすることができる。
【0026】
ここで図2に戻ってプロセスシーケンスを説明する。電鋳ニッケル型は、逆さにされた態様で、図2の位置1に記載されたステーションAのIR加熱ユニットの下に配置される。ここでは、型の背面は、吸収性を最適化し得るよう、黒く塗装されている。電鋳型の背面に類似するように形作られたIR加熱部材は、好ましくは、型の背面に対して赤外エネルギーを供給する(図3参照)。熱電対が、型キャビティ表面に取り付けられる。型が、特定の熱可塑性材料(熱可塑性ウレタン、ポリ塩化ビニル、熱可塑性エラストマー、熱可塑性オレフィン、および、類似物)が鋳造(あるいは、キャスト)される最適な鋳造温度に到達すると、型は、図2の位置2に示すように、鋳造ステーションBに移動される。ここでは、型は、熱可塑性粉末を含有する粉末ボックスにクランプされる。粉末ボックス/型の組合体がその主軸線周りに回転されると、粉末が、暑い型表面に対して接触して溶融し、これにより、均一なプラスチック層を形成する。20秒くらいの回転後に、型をひっくり返す。これにより、すべての過剰な粉末を、型ボックス内に落下させることができる。そして、型を退避させる。電鋳型は、次いで、図2の位置3に示すように、IR加熱ステーションAへと戻り、これにより、溶融プロセス(特定の粉末や、キャストされるべき液体プラスチック、に依存するものの、一般的には、204℃あるいは400°F近傍という型温度)を終了させる。次に、型は、図2において位置4で示すように、冷却ステーションCに移動する。ここでは、水および空気の霧が、型の前面および背面の両方に対して噴射され、これにより、型を、60〜66℃(140〜150°F)といったような離型温度(概ね30〜60秒)にまで、冷却する。離型温度に到達すると、プラスチックシェルは、図2において位置5で示すように、ステーションDで型から分離され、その後、新しいサイクルが始まる。層状構成または並置構成において複数層をなすプラスチック(再グラインドされた材料、発泡させた材料、様々な色の材料、様々な特性を有した材料、あるいは、様々な組成を有した材料)をキャストし得るような例においては、型は、予熱後に、複数の粉末ボックスに対して順次的に接続することができ、その後、複数回の加熱サイクルを行うことができる。これにより、型表面上において、連続した複数層をなすプ
ラスチック材料を、または、非層状のプラスチック材料を、溶融させることができる。これに代えて、構成的に、第4の型ステーション(第2キャストステーション)を、追加することができる。
【0027】
したがって、本発明においては、複数のプラスチック材料を、加速された処理環境内において、キャストし得ることが確認された。例えば、第1プラスチック材料および第2プラスチック材料をキャストするのに要する時間は、急速に型温度を変更し得るIR加熱部材を使用したことの結果として、3.0分未満である。特に、約80秒(より一般的には1〜2分)で型を予熱することができ、約20秒(より一般的には、10〜40秒)で第1材料をキャストすることができ、型を予熱ステーションへと戻すことができ、予熱ステーションの温度を、約15秒(より一般的には、10〜45秒)で、第2プラスチック材料のための第2温度へと上昇させることができ、約20秒(より一般的には、10〜45秒)で、第2プラスチック材料をキャストすることができる。
【0028】
ここでは蒸発冷却が好ましいが、水に加えて、液体窒素、ドライアイス(CO2 )、等を使用可能とし得るよう、潜熱(これは、相または状態を変更するために必要である)を使う任意のプロセスが、可能である。噴射ノズルパターンは、ノズルのレイアウトを型輪郭に類似するように形作ることによってまた型厚さの任意の変動煮適応可能であるように形作ることによって、最適化し得る。
【0029】
このように、本発明は、薄いプラスチック表皮またはシェルを、液体または粉末鋳造プロセスから製造し得るような、新規なかつ改良された方法を提供する。電気赤外線加熱を用いることによって、型の数が少なくて済むようなかつダクトの数や搬送装置の数がずっと少なくて済むようなかつ大幅に騒音を低減させ得るようなかつ環境に対しての廃熱の排出を大幅に低減させ得るような、単純化されたプロセスが達成される。加えて、より均一な型温度と、より均一なシェル厚さと、光沢のさらなる均一性と、を提供し得る熱バランス方法が、黒体吸収を使用したものとして、開示されている。本発明によるプロセスは、プロセス加熱源として、電力の方が、プロパンや石油よりも安価であるような国々においては、特に有効である。さらに、蒸発または昇華の潜熱の使用が開示されている。これにより、著しく速い型冷却システムを提供することができる。このことは、合計サイクル時間を短くすることに寄与するとともに、大容量のシェルを形成するのに要求される型の数および型ステーションの数を低減させる。上述したプロセスは、自動車産業において使用される薄いプラスチック製品の製造に限定されるものではなく、玩具や靴や医療物品等も含めたような型表面上に薄いプラスチック層を凝固させ得るような任意の産業分野に適用することもできる。
【0030】
本明細書の記載および図面は本発明の好ましい実施形態を例示して説明してきた。この記載および図面はこれらの実施形態を説明するために意図されたものであって、本発明の範囲を限定するものではない。当業者であれば、特許請求の範囲内ある上述の教示に照らして更に他の変更または修正が可能であることが分かるであろう。それ故、特許請求の範囲で、特に説明しかつ図示した以外の方法で本発明を実施し得る。
【図面の簡単な説明】
【0031】
【図1】本発明による様々なプロセスステップを示すフローチャートである。
【図2】本発明に基づくプロセスシーケンスの一例を概略的に示す図である。
【図3】本発明による輪郭回り加熱装置を示す断面図である。
【図4】本発明による輪郭回り冷却装置を示す断面図である。
【符号の説明】
【0032】
10 電鋳ニッケル型(金属型)
14 IR加熱部材
12 外側フレーム
16 反射シールド
20 IR加熱装置
【技術分野】
【0001】
本出願は、2003年6月3日付けで出願された米国特許出願シリアル番号第10/433,361号明細書の一部継続出願である。その米国特許出願自体は、米国を指定国として2002年10月9日付けで出願されたPCT/US02/32413の米国段階である。このPCT出願自体は、2001年10月9日付けで出願された米国特許予備出願第60/327,979号明細書の優先権を主張するものである。
【0002】
本発明は、赤外線加熱および蒸発冷却を使用して型表面から比較的薄いプラスチック表皮またはシェルを形成するための改良された方法に関するものである。より詳細には、本発明による方法は、例えばインストルメントパネルやドアパネルやヘッドレストやコンソールカバーやエアバッグドアやグローブボックスドア等といったような自動車内装製品のための外側表面として使用される薄い熱可塑性シェルまたは表皮の効率的な製造に関するものである。
【背景技術】
【0003】
何十年にもわたって、型表面上に熱可塑性物質の薄い表皮を成形する方法が、主としてコスト目的及び重量目的によって開発されてきた。
【0004】
早くから、電鋳されたニッケルおよびニッケル/銅型は、所定電荷の液体プラスチゾルで充填され、かつガス点火されたオーブンを通じて回転されて水噴射区域内に入って、引き続いてウレタンフォームで充填されかつ車両アームレスト等として使用されるシェルを作り出す。通常、これらのシェルを作り出すために使用される装置は、充填、加熱、冷却および分離ステーション間を間欠駆動された一連の多重アームスピンドルであった。このタイプの装置に関連した Horton 氏による特許文献1は、本出願人に譲渡されたものであって、この文献の記載内容は、参考のため、その全体がここに組み込まれる。
【0005】
自動車内装のための柔らかな感触の内装製品の需要が1950年代および1960年に増加するにつれて、インストルメンタルパネルといったようなより多くの部品が要求された。これは、回転モールド成形に対立するものとしての『スラッシュモールド成形』方法に通じる。その場合、液体プラスチゾルは、予熱された電鋳型内に汲み出されて型表面を覆う(ゲル)。そして型が融和および冷却ステーション内に間欠駆動される前に、過剰のプラスチゾルは、振るい落とされる。大きな電鋳されたニッケル型は、自身の寸法により種々の軸線内で回転できなかった。製品が長くかつ比較的平坦になるにつれて、これらの型は回転する必要もなかった。これは、連続的に稼動する生産ラインに充填するために使用されるべき非常に多数(10〜30)の電鋳型を要する、上および下にコンベヤを設備した方法に通じる。ここで、型および最終製品の輪郭に類似したガス点火されたバーナーまたは誘導加熱コイルが、プラスチックをゲル化しかつ融解させるためのステーションに熱を供給するために使用される。このコンベヤを設備した方法は、加熱装置が特定の形状である際に設備の変更無しに処理し得た型形状数も制限した。このタイプの装置に関連した特許文献2は、本出願人に譲渡されたものであって、この文献の記載内容は、参考のため、その全体がここに組み込まれる。
【0006】
コンベヤが設備されたラインの所要空間、および多くの電鋳鋳型を使用するコストのために、モジュール式スラッシュ方法が発展した。この場合、単一の電鋳鋳型は、その主軸の周りに回転され、加熱および冷却剤がそれに供給される。ステンレス鋼管材料は、電鋳鋳型の背面に溶接されかつ型に含まれる型および液体のプラスチゾルを加熱および冷却するために、熱いかまたは冷たい伝熱流体が管を通じて循環される。プラスチック表皮のより厚い断面として清潔さをこの方法で維持することは困難であり、特に放出される過剰な液体プラスチゾルからの滴下および進行は、融和しないままでありかつステーションの操作者および隣接するシェルの両方に搬送される。このタイプの装置に関連した Preston氏による特許文献3、および、Colby 氏による特許文献4,5は、本出願人に譲渡されたものであって、これら文献の記載内容は、参考のため、その全体がここに組み込まれる。
【0007】
PVCならびに他の熱可塑性物質(TPU、TPE、TPO、ASA等)のための粉末スラッシュ形成物は、次いでスラッシュ方法の浪費を最小限にしかつより均一な厚さの表皮を作り出す。ここで、型表面の融和または融和していない粉末の型表面に隣接する粉末の規定された厚さのみが、その後使用する粉末ボックスに戻される。モジュール式方法は、より少数の型および迅速な型変更の使用に帰着した。
【0008】
電鋳型上に溶接されたステンレス鋼管に付随する困難性は、短くされたモールド型の寿命である。ニッケルモールド型は、管の溶接の間中、型割れに帰着するモールド型に晒される。これを解決するために、型を加熱する他の方法が探索されている。電鋳を流動床内または加熱電動媒体内に浸すことが用いられた(Takamatsu 氏による特許文献6)。誘導加熱(Wersosky氏他による特許文献7。この文献は、本出願人に譲渡されたものであって、この文献の記載内容は、参考のため、その全体がここに組み込まれる)およびマイクロ波加熱も注目されてきた。ロボットおよび多重ステーションを用いるハイブリッドな方法は、Gray氏による特許文献8(この文献は、本出願人に譲渡されたものであって、この文献の記載内容は、参考のため、その全体がここに組み込まれる)に開示されている。
【0009】
最も流通しているものは、モジュール式の処理装置である。この処理装置では、型ボックスがニッケル電鋳型の背面を包囲しかつ熱気を加熱したガス炎が高速で電鋳型の背面上に衝突されて迅速な加熱(または外部雰囲気冷却)サイクルを提供する。Anestis 氏他による特許文献9は、このタイプの装置に関するものであるとともに、本出願人に譲渡されたものであって、この文献の記載内容は、参考のため、その全体がここに組み込まれる。McNally 氏による特許文献10,11、および、Gardner 氏による特許文献12は、この処置の変更態様を開示している。比較的外気が冷たい日には、4分程度のサイクルを達成し得た。しかしながら、次のサイクルのレベルを改良する方向にもって行くために、この装置の欠点のいくつかは、克服されなければならない。電鋳型の背部に衝突する熱気は、ニッケル型が曲がって最終的には疲労によって割れるような圧力である。モジュール式処理装置は、ガス点火式バーナーを上部に具備しかつ不十分に加熱および冷却された熱気および冷気を供給するダクトの機構の多くの長所を具備する大規模な型スタンドにまで発展した。この装置においては、絶縁が必須であり、加熱および冷却を非効率なものとしてしまう。外部の騒音および熱汚染はステーション操作者に対する問題となった。
【0010】
必要とされているのは、迅速なサイクル期間を提供し得るとともに、低コストエネルギーを使用し、さらに、比較的安価な設備を要求するような、プロセスである。さらに、このプロセスは、収容している型およびプラスチック表皮材料だけを加熱または冷却し得るものであるべきであり、薄い軽量の型を使用するものであるべきである。さらに、このプロセスは、騒音が小さくかつ廃熱が小さいような環境にやさしいプロセスであるべきである。使用される装置は、ある型/製品形状から他の型/製品形状へと迅速に変換し得るものであるべきである。これにより、プロセス停止時間を低減することができる。
【特許文献1】米国特許第4,898,697号明細書
【特許文献2】米国特許第3,728,429号明細書
【特許文献3】米国特許第5,106,285号明細書
【特許文献4】米国特許第4,389,177号明細書
【特許文献5】米国特許第4,217,325号明細書
【特許文献6】米国特許第4,946,663号明細書
【特許文献7】米国特許第3,315,016号明細書
【特許文献8】米国特許第4,755,333号明細書
【特許文献9】米国特許第4,623,503号明細書
【特許文献10】米国特許第6,019,390号明細書
【特許文献11】米国特許第6,082,989号明細書
【特許文献12】米国特許第6,013,210号明細書
【発明の開示】
【課題を解決するための手段】
【0011】
本発明は、赤外(IR)エネルギーによって加熱されるとともに好ましくは水/空気霧の噴霧による蒸発によって冷却されるような軽量の金属型を利用することにより効率的な表皮成形プロセスに提供することにより、従来技術の欠点を解消するものである。IRエネルギーが、型の形状に対して適合した輪郭のものとして形成された加熱部材を利用することによって好ましくは型の背面に対して供給されることにより、廃熱量が少なく、また、ダクトや他の周辺設備や周囲環境に対する熱の放散を除去することができる。型が、自身の重量以外には、他の応力(気圧など)を全く受けないことにより、より薄いものとされた、したがって、より一様であるような、電鋳型を、使用することができる。これにより、サイクル時間をさらに低減し得るとともに、ストレスクラックを一切発生させることがない。これに代えて、型のグラインド表面を、プラスチックシェル材料を収容しつつ、加熱することができる。水(あるいは他の流体)の蒸発時の潜熱を使用した蒸発冷却は、冷却時間を、かなり低減させる。このことは、電鋳型をより一様に薄いモノとすることにより、また、ダクトを冷却する必要性を排除することにより、また、水噴霧に際しての霧化により、さらに増強される。これに代えて、ここに記載されたプロセス温度範囲において相変化または状態変化を引き起こし得るような任意の材料を使用して、型を冷却することができる。
【0012】
さらなる実施形態においては、電鋳型の様々な領域への熱入力を調整しバランスさせるための手段として、熱吸収/熱放射を使用する。型のうちの、IRヒータに対向することとなる背面上において黒色塗料を使用することにより、より厚い型部分に関する加熱を、より速く行うことができる。あるいは逆に、より軽い陰影の(グレー色の)塗料を使用することにより、薄い型部分に対する加熱速度を遅くすることができる、あるいは、そのような領域内に形成されるプラスチック表皮厚さをゼロにまで低減することができ、材料を節約し得るとともに、過剰部分をトリミングする手間を削減することができる。改良された熱バランスは、この方法に基づき、型の背面上を様々な陰影のグレー色で塗装することにより、可能とされる。これにより、シェルの光沢を、より一様なものとし得るとともに、事後塗装の必要性を削減することができる。また、改良された熱分配は、例えばTPUやTPEやTPOといったような新たに粉末化された熱可塑性物質の多くが非常に相異なる融点を有し得ることにより、キャストによって一様な表皮厚さを確実に得るためには、重要である。
【0013】
他の実施形態においては、赤外加熱を使用することに関連して、熱可塑性材料の熱吸収度合いを改良する添加剤の使用により熱可塑性材料をIRエネルギーに対してより感受的なものとするようなすより加熱しやすくするような技術が存在する。これにより、サイクル時間を、さらに低減することができる。この特徴は、型内においてプラスチックを固化させる際に、シェルの開放面からプラスチックに向けてIR加熱を行う場合に、使用される。例えばカーボンブラックといったような材料を、熱吸収度合いを増強し得るよう、熱可塑性材料に対して添加することができる。
【0014】
キャストプロセスは、多数の型を保持した上方および下方のコンベヤを使用することにより、あるいは、モジュール的な手法を使用することにより、多様な態様で実施することができる。しかしながら、3〜4個のステーションと、ロボットと、を使用することが好ましい。この場合、ロボットを操作することにより、添付図面に示されているように、型を、予熱ステーション(A)からキャストステーション(B)へと移動させることができ、融解のためにステーション(A)へと戻すことができ、さらに、冷却ステーション(C)へとさらには離型ステーションへと搬送することができる。
【0015】
したがって、本発明は、プラスチック製品の製造方法に関するものであって、この方法においては、型輪郭を有した金属型を、型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し; 予熱された金属型上へと、プラスチック材料をキャストし;赤外エネルギーを使用してプラスチック材料を溶融させ;相変化または状態変化を起こし得る材料を金属型に対して接触させることにより、金属型を冷却し;キャストされたプラスチック製品を金属型から取り外す。
【0016】
加えて、本発明は、プラスチック製品の製造方法に関するものであって、この方法においては、金属型を準備するとともに、この金属型を第1加熱ステーションのところに配置し;金属型を、型輪郭を有したものとし;金属型を、型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し;金属型を第2ステーションのところに配置するとともに、予熱された金属型上へと、プラスチック材料をキャストし;金属型を第1ステーションのところに配置するとともに、赤外エネルギーを使用してプラスチック材料を溶融させ;金属型を第3ステーションのところに配置するとともに、相変化または状態変化を起こし得る材料を金属型に対して接触させることにより、金属型を冷却し;金属型を第4ステーションのところに配置するとともに、キャストされたプラスチック製品を金属型から取り外す。
【0017】
装置という態様においては、本発明は、プラスチック製品としてキャスト成形された製品を製造するための装置に関するものであって、(i)キャストされるプラスチック材料を受領する金属型であるとともに、型輪郭を有したものとされた金属型と;(ii)所望のキャスト温度にまで金属型を加熱するための赤外線ヒータであるとともに、型輪郭に適合するような形状のものとして形成された赤外加熱部材を備えている赤外線ヒータと;(iii)相変化または状態変化を引き起こし得る材料を搬送し得るような冷却デバイスと;を具備している。
【発明を実施するための最良の形態】
【0018】
本発明の上記のおよび他の目的や特徴点や利点は、添付図面を参照しつつ、以下の詳細な説明を読むことにより、明瞭となるであろう。
【0019】
上述したように、図1は、自動車内装用途のためのプラスチック表皮を作り出すために本発明で使用される様々なプロセスステップを示すフローチャートである。薄い電鋳ニッケル型が、電気赤外線ヒータを使って予熱され、かつ、型が、特定のプラスチック紛体が処理されるための好ましい粉体鋳造温度に到達すると、型は、型面上にクランプする紛体ボックスを使って紛体を充填され、逆さにされると、この型は、型キャビティを紛体で充填する。型は、それから、自身の主軸線の周りで全体的に回転されて紛体を電鋳型の露出して加熱された内側表面に接触させかつこの加熱された型表面上で溶融可能にする。次いで、型/粉体ボックスの組合せは、逆さにされ、何れの溶融していない粉末は粉末ボックス内に落下して戻る。この粉末ボックスは、その後、クランプ解除され、かつ後退される。その後、この型には水の微細霧および空気が噴霧されてその表面を所望の分離温度まで冷却する。一旦、分離温度に到達すると、冷却された固体状の表皮は取り除かれかつ次のサイクルが開始される。プラスチゾルまたはオーガニゾルといったような液体熱可塑性形成物を同様にして処理し得る。さらに、多数のプラスチック材料を、層状構成でもってあるいは非層状構成(すなわち、並置)でもって、キャストすることができる。これにより、独自の特性を付与したり、あるいは、コストを低減したり(特に、再グラインドを行い得るような背当て層に関して)、することができる。
【0020】
図2は、このプロセスを詳細に示す。図2には基本的な装置ステーションとして示しているが、装置は、可動または割り出しライン、ロボットマニピュレータおよび多重ステーション(Gray氏による米国特許第4,759,333号明細書に開示されいるように。この文献の記載内容は、参考のため、その全体がここに組み込まれる。)の形態を取り得るか、あるいは、プラスチックの多重層、多様なタイプのプラスチックおよび表皮またはシェルを形成するための熱可塑性発泡層を鋳造することを備えている、図1および図2に合致する何れか他の手順の形態を取り得る。
【0021】
より詳細には、好ましくはニッケルから形成されたようなまた最も好ましくは電鋳形成されたニッケルから形成されたような金属型は、最終的な自動車の表皮またはシェルに望まれる表面パターン(粒子、きめ、装飾)および輪郭を有して形成される。好ましくは、この電鋳型は、加熱かつ冷却されるべきニッケルの重量を最小化し得るよう、また、型内の内部応力を最小化し得るよう、1.27mm〜10.16mm(0.050インチ〜0.400インチ)という、好ましくは、2.54mm〜3.81mm(0.100インチ〜0.150インチ)という、比較的均一な厚さを有したものとされる。自身および完全かつ均一な表皮を作るために表面領域を適切に覆うためにこの型を充填しなければならない粉体の重量を支持するためのこれらの型の形状および性能に依存するより薄い型が可能である。加えて、他の組成からなる金属型を使用することができる。例えば、限定するものではないが、ニッケル銅や、ベリリウム銅や、ステンレス鋼、などからなる金属型を使用することができる。例えば米国マサチューセッツ州 Haverhill 所在の Convectronics 社から市販されているものといったような電気IRヒータは、音が大きくないからエネルギー源としては好ましく、加熱部材を各特定型形状に合致させように形作ることを可能にしながらも、ガス状の汚染物質を放出せずかつ可搬し得るものである。型およびその表面を覆う粉末を合わせた質量体を加熱するための1分間の継続時間を目標とするため、約72.9ミリワット/mm2 (約47ワット/平方インチ)というエネルギーが要求される。0.7〜1000ミクロンという波長(電磁スペクトルの赤外部分)という波長を使用し得るけれども、十分な出力温度(691〜1093℃、あるいは、1275〜2000°F)を生成しながらも満足の行くヒータ寿命および最小の潜在的な安全の危険性を提供するために最も望ましい赤外線波長が、2.1〜3.0ミクロンであることが判明した。例えば277ボルト/3相電力を使って、72.9ミリワット/mm2 (47ワット/平方インチ)という出力を生成することができるヒータは、788℃(1450°F)という一貫した作動出力温度を作り出した。しかしながら、本発明の広義な見地においては、好ましくは少なくとも約31.0ミリワット/mm2 (約20ワット/平方インチ)を生成し得るような、より好ましくは少なくとも約46.5ミリワット/mm2 (約30ワット/平方インチ)を生成し得るような、さらに好ましくは少なくとも約62.0ミリワット/mm2 (約40ワット/平方インチ)を生成し得るような、最も好ましくは69.8〜85.3ミリワット/mm2 (45〜55ワット/平方インチ)を生成し得るような、赤外加熱部材を使用することができる。
【0022】
インコネル製外側スリーブおよびこのスリーブ内にマグネシウム酸化物でパック詰めされたインコネル製ワイヤ部材から構成される9.5mm(3/8インチ)直径の管状IR加熱部材は、所望のエネルギーを提供した。管状ヒータは、取付を簡素化する冷たい両端、および湿気を通気させることを許容するためにスリーブの各端部を密封する繊維ワッシャーが設けられる。管状ヒータは、型の背面から、0.254〜127mm(0.01〜5インチ)だけ、好ましくは25.4〜127mm(1〜3インチ)だけ、離れており、かつ、電鋳型の背面に合致するようなパターンで曲げられる。管状ヒータは、さらに、型のうちの加熱すべき表面領域を均一に覆い得るよう、型に沿って延在しかつ約25.4〜127mm(約1〜3インチ)だけ離間している。管どうしの配置は、側方配置や、長手方向配置や、斜め配置や、あるいは、型の背面に対しての比較的一様な被覆をもたらし得るような他の任意の配置、とすることができる。より短い部材は、加熱時の熱膨張に関する問題点を引き起こしにくい。熱電対を、型の前部表面上において、平均的な型厚さのところに、設置することができる。これにより、管状加熱部材の温度を検出しかつ制御することができる。『クロスファイア(cross-fire)』に関する問題(1つの加熱部材が別の加熱部材に面し、かつ、その設定温度を超えて反対側の加熱部材を駆動するという問題)を修正するために、各加熱部材には、熱電対が設けられる。この熱電対は、電圧源に対して接続されたソリッドステートリレーを使って個別的に制御される。これに代えて、隣接する加熱部材どうしを直列に接続し、単一の熱電対でもって検出を行うことができる。熱電対を各加熱部材に接続することによって、1つの加熱部材が隣接する加熱部材よりも先行し始めると、熱電対は、この加熱部材に対する電圧を減じるようにプログラムされたソリッドステート制御装置に警告して、燃え尽きるのを阻止する。このように、均一かつ一貫した温度を作り出すヒータ配列が設けられ、このヒータ配列は各型形状に特有でありかつ新しい型が使用される際には容易に交換し得るように搬送し得る。かくして、可動部材がなくかつ騒音、熱および煙霧の無い最も望ましい加熱源が設けられる。
【0023】
より多くの均一な表皮またはシェルの厚さ、特に複雑でありかつアンダーカット形状を作り出すべく好ましくは電鋳型によって吸収される熱を更に平衡化させるために、黒体吸収性/放射性が使用される。プロセス中に遭遇する温度に耐えることができる黒い塗料は、型の背側に塗られる。これにより、熱伝達を支援することができる。ニッケルは、0.11という放射率を有している。一方、光沢のある黒い塗料表面は、0.86という放射率を有しており、はるかに大きなIR熱吸収をもたらす。各シェルを鋳造するために出来るだけ少ない粉末を使うために、プラスチック製表皮またはシェルは、通常は0.635mm〜1.02mm(0.025インチ〜0.040インチ)という厚さといったような出来るだけ均一な厚さであるべきであるから、型の熱バランスは重要である。これは、通常は、まず最初に加熱部材の形状および型背面からの距離を調節し、そして、各加熱部材に対して電力レベルを印加し、これにより、型の温度を一様なものとするといったようなサーモグラフィー技術を使って行われる。次に、シェルが、キャストされ、区分化され、所定長さごとに厚さが測定され、x平面およびy平面の双方において、シェルの厚さが、好ましくは、0.635mm〜1.02mm(0.025インチ〜0.040インチ)という厚さとされる。熱バランスの微調整を、したがって、シェル厚さの微調整を、型背面に対してグレースケールペイントからなる様々な陰影を適用することによって、行い得ることが判明した。特に、最終製品すなわち外周端縁における開口からトリム仕上げし得るような、(複雑な形状が電鋳されることによる)薄い型の領域および表皮またはシェルがほとんどまたは全く所望されない『無駄 (waste)』領域では、グレー塗料からなる明るい色の陰影を、吸収された熱(かつそれ故に粉末の不溶解により形成されたシェルの厚さ)を減じるために、塗装し得る。さらに、より均一な型温度は、より均一な光沢および最終的に鋳込まれた表皮またはシェルの色判読に帰着する。
【0024】
図3は、本発明の加熱装置の断面図である。電鋳ニッケル型10は、IR加熱装置20の下に配置される。IR加熱部材14は、好ましくは、型の長手方向(代替的には、幅方向)に沿って平行に配置されて延在し、最大で70mm程度(数インチ)だけ隔てられた型表面に倣って均一な熱を与えるように形作られている。好ましい加熱装置は、支持のための外側フレーム12と、エネルギーを封じ込めかつこのエネルギーを、型表面およびKウール絶縁体18の層に指向させるための反射シールド16と、を更に備える。これは、異なる型形状を使用することが所望されるときに代替することが容易な軽量加熱装置を提供する。
【0025】
急速な冷却サイクルを提供するために、例えば蒸発冷却といったような、相変化または状態変化に基づく冷却を用いることが好ましい。なぜなら、冷却媒体の相変化によって吸収された潜熱という利点が得られるからである。これは、特に季節に限った両極端(夏の熱)の際に、周囲の空気を使用した場合に遭遇する上述した問題を低減する。型を水であふれさせる煩雑さを最小限にするために、鋳造シェルを備えている熱い電鋳型は、100psiの空気を使って噴霧される。この空気は、冷却水を(BinksまたはDeVilbis といったような)噴霧ノズルを通じて強制的に霧化したものである。図4に示すように、噴霧ノズルは、冷却の均一さを保証するために、型形状の近くに調節可能なパターンで配置される。これらのノズルは、型から表皮を離型させる前に表皮を確実に一様に冷却させ得るように、サーモグラフィー技術を使用して調整することができる。一定の大容量かつ高圧の供給を維持するために空気サージタンクを使った水冷却システムにわたって空気が供給される。図4は、蒸発冷却装置の断面図である。フレーム22は、型形状に倣いかつこの型の長手方向および幅方向に沿ってノズル24列を設置可能にするように構成される。ノズル24は、均等に離隔配置されかつ均等かつ急速な冷却を可能にするために自身の両端部を備えている型10から一貫した距離に設置されることが好ましい。これに代えて、ノズルは、サイクル時間を最適化し得るよう付加的な冷却が必要とされ得るようなより大きな熱集積領域へと、集中させることができる。空気および水から成る微細霧を噴霧することによって、水は蒸発して少々の水たまりが結果として生じる。ロボットは、かくして、予熱後には型を加熱ステーション(A)(図2参照)から鋳造ステーション(B)まで、溶融のために再び加熱ステーション(A)に戻し、そして最終的に冷却ステーション(C)に操作する。加熱ステーション(A)から個別のステーション(C)内において冷却のための噴霧ノズルを有していることは、閉塞を起こすことなく、ノズル寿命を延命化することができる。さらに、藻類やバクテリアやスケールに関して冷却水を処理することができ、これにより、噴霧ノズルの状態を維持して、型表面を清潔に維持することができる。必須ではないけれども、冷却水によって型を冷却することが好ましい。これ
により、季節に関係なく、サイクル時間を、一定とすることができる。
【0026】
ここで図2に戻ってプロセスシーケンスを説明する。電鋳ニッケル型は、逆さにされた態様で、図2の位置1に記載されたステーションAのIR加熱ユニットの下に配置される。ここでは、型の背面は、吸収性を最適化し得るよう、黒く塗装されている。電鋳型の背面に類似するように形作られたIR加熱部材は、好ましくは、型の背面に対して赤外エネルギーを供給する(図3参照)。熱電対が、型キャビティ表面に取り付けられる。型が、特定の熱可塑性材料(熱可塑性ウレタン、ポリ塩化ビニル、熱可塑性エラストマー、熱可塑性オレフィン、および、類似物)が鋳造(あるいは、キャスト)される最適な鋳造温度に到達すると、型は、図2の位置2に示すように、鋳造ステーションBに移動される。ここでは、型は、熱可塑性粉末を含有する粉末ボックスにクランプされる。粉末ボックス/型の組合体がその主軸線周りに回転されると、粉末が、暑い型表面に対して接触して溶融し、これにより、均一なプラスチック層を形成する。20秒くらいの回転後に、型をひっくり返す。これにより、すべての過剰な粉末を、型ボックス内に落下させることができる。そして、型を退避させる。電鋳型は、次いで、図2の位置3に示すように、IR加熱ステーションAへと戻り、これにより、溶融プロセス(特定の粉末や、キャストされるべき液体プラスチック、に依存するものの、一般的には、204℃あるいは400°F近傍という型温度)を終了させる。次に、型は、図2において位置4で示すように、冷却ステーションCに移動する。ここでは、水および空気の霧が、型の前面および背面の両方に対して噴射され、これにより、型を、60〜66℃(140〜150°F)といったような離型温度(概ね30〜60秒)にまで、冷却する。離型温度に到達すると、プラスチックシェルは、図2において位置5で示すように、ステーションDで型から分離され、その後、新しいサイクルが始まる。層状構成または並置構成において複数層をなすプラスチック(再グラインドされた材料、発泡させた材料、様々な色の材料、様々な特性を有した材料、あるいは、様々な組成を有した材料)をキャストし得るような例においては、型は、予熱後に、複数の粉末ボックスに対して順次的に接続することができ、その後、複数回の加熱サイクルを行うことができる。これにより、型表面上において、連続した複数層をなすプ
ラスチック材料を、または、非層状のプラスチック材料を、溶融させることができる。これに代えて、構成的に、第4の型ステーション(第2キャストステーション)を、追加することができる。
【0027】
したがって、本発明においては、複数のプラスチック材料を、加速された処理環境内において、キャストし得ることが確認された。例えば、第1プラスチック材料および第2プラスチック材料をキャストするのに要する時間は、急速に型温度を変更し得るIR加熱部材を使用したことの結果として、3.0分未満である。特に、約80秒(より一般的には1〜2分)で型を予熱することができ、約20秒(より一般的には、10〜40秒)で第1材料をキャストすることができ、型を予熱ステーションへと戻すことができ、予熱ステーションの温度を、約15秒(より一般的には、10〜45秒)で、第2プラスチック材料のための第2温度へと上昇させることができ、約20秒(より一般的には、10〜45秒)で、第2プラスチック材料をキャストすることができる。
【0028】
ここでは蒸発冷却が好ましいが、水に加えて、液体窒素、ドライアイス(CO2 )、等を使用可能とし得るよう、潜熱(これは、相または状態を変更するために必要である)を使う任意のプロセスが、可能である。噴射ノズルパターンは、ノズルのレイアウトを型輪郭に類似するように形作ることによってまた型厚さの任意の変動煮適応可能であるように形作ることによって、最適化し得る。
【0029】
このように、本発明は、薄いプラスチック表皮またはシェルを、液体または粉末鋳造プロセスから製造し得るような、新規なかつ改良された方法を提供する。電気赤外線加熱を用いることによって、型の数が少なくて済むようなかつダクトの数や搬送装置の数がずっと少なくて済むようなかつ大幅に騒音を低減させ得るようなかつ環境に対しての廃熱の排出を大幅に低減させ得るような、単純化されたプロセスが達成される。加えて、より均一な型温度と、より均一なシェル厚さと、光沢のさらなる均一性と、を提供し得る熱バランス方法が、黒体吸収を使用したものとして、開示されている。本発明によるプロセスは、プロセス加熱源として、電力の方が、プロパンや石油よりも安価であるような国々においては、特に有効である。さらに、蒸発または昇華の潜熱の使用が開示されている。これにより、著しく速い型冷却システムを提供することができる。このことは、合計サイクル時間を短くすることに寄与するとともに、大容量のシェルを形成するのに要求される型の数および型ステーションの数を低減させる。上述したプロセスは、自動車産業において使用される薄いプラスチック製品の製造に限定されるものではなく、玩具や靴や医療物品等も含めたような型表面上に薄いプラスチック層を凝固させ得るような任意の産業分野に適用することもできる。
【0030】
本明細書の記載および図面は本発明の好ましい実施形態を例示して説明してきた。この記載および図面はこれらの実施形態を説明するために意図されたものであって、本発明の範囲を限定するものではない。当業者であれば、特許請求の範囲内ある上述の教示に照らして更に他の変更または修正が可能であることが分かるであろう。それ故、特許請求の範囲で、特に説明しかつ図示した以外の方法で本発明を実施し得る。
【図面の簡単な説明】
【0031】
【図1】本発明による様々なプロセスステップを示すフローチャートである。
【図2】本発明に基づくプロセスシーケンスの一例を概略的に示す図である。
【図3】本発明による輪郭回り加熱装置を示す断面図である。
【図4】本発明による輪郭回り冷却装置を示す断面図である。
【符号の説明】
【0032】
10 電鋳ニッケル型(金属型)
14 IR加熱部材
12 外側フレーム
16 反射シールド
20 IR加熱装置
【特許請求の範囲】
【請求項1】
プラスチック製品の製造方法であって、
型輪郭を有した金属型を、前記型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し;
前記予熱された前記金属型上へと、プラスチック材料をキャストし;
赤外エネルギーを使用して前記プラスチック材料を溶融させ;
相変化または状態変化を起こし得る材料を前記金属型に対して接触させることにより、前記金属型を冷却し;
前記キャストされたプラスチック製品を前記金属型から取り外す;
ことを特徴とする方法。
【請求項2】
請求項1記載の方法において、
前記型輪郭に適合する輪郭のものとして形成された前記赤外エネルギー加熱部材を、前記型から0.254〜127mm(0.01〜5.0インチ)という距離だけ離間させることを特徴とする方法。
【請求項3】
請求項1記載の方法において、
前記型を、1.27〜10.16mm(0.050〜0.400インチ)という厚さを有したものとすることを特徴とする方法。
【請求項4】
請求項1記載の方法において、
前記赤外エネルギーを、電気的赤外線ヒータから供給することを特徴とする方法。
【請求項5】
請求項1記載の方法において、
前記赤外エネルギー加熱部材からの前記赤外エネルギーにより、前記金属型を、一様な温度とすることを特徴とする方法。
【請求項6】
請求項1記載の方法において、
前記型から取り外された前記プラスチック製品を、0.635〜1.02mm(0.025〜0.040インチ)という厚さを有したものとすることを特徴とする方法。
【請求項7】
請求項1記載の方法において、
前記赤外エネルギー加熱部材により、少なくとも31.0ミリワット/mm2 (20ワット/平方インチ)を供給することを特徴とする方法。
【請求項8】
請求項7記載の方法において、
前記赤外エネルギー加熱部材を、204〜1093℃(400〜2000°F)という温度範囲で動作させることを特徴とする方法。
【請求項9】
請求項8記載の方法において、
前記赤外エネルギー加熱部材を、691〜954℃(1275〜1750°F)という温度範囲で動作させることを特徴とする方法。
【請求項10】
請求項1記載の方法において、
前記金属型を、塗料によってコーティングし、これにより、前記赤外エネルギーの吸収を誘発させることを特徴とする方法。
【請求項11】
請求項10記載の方法において、
前記赤外エネルギーの吸収を選択的な場所で誘発し得るよう、前記塗料を、前記金属型に対して選択的に塗布することを特徴とする方法。
【請求項12】
請求項1記載の方法において、
前記状態変化または前記相変化を引き起こすに際し、潜熱を使用することを特徴とする方法。
【請求項13】
請求項12記載の方法において、
前記状態変化または前記相変化を、蒸発とすることを特徴とする方法。
【請求項14】
請求項12記載の方法において、
前記状態変化または前記相変化を、昇華とすることを特徴とする方法。
【請求項15】
請求項1記載の方法において、
相変化または状態変化を起こし得る材料を前記金属型に対して接触させることにより前記金属型を冷却するに際しては、空気と水とからなる霧を前記金属型に対して噴霧することにより冷却を行うことを特徴とする方法。
【請求項16】
請求項1記載の方法において、
相変化または状態変化を起こし得る材料を前記金属型に対して接触させることにより前記金属型を冷却するに際しては、蒸発と昇華との組合せを使用することを特徴とする方法。
【請求項17】
請求項1記載の方法において、
前記プラスチック材料を、熱可塑性材料または熱硬化性材料とすることを特徴とする方法。
【請求項18】
請求項17記載の方法において、
前記プラスチックを、ウレタンと、ビニルと、オレフィンと、アクリルと、アクリロニトリルと、ブタジエンと、スチレンと、熱可塑性エラストマーと、ポリスルホンと、ポリイミドと、ポリフェニレンオキシドと、ポリアミドと、エポキシと、これらの任意の組合せと、からなるグループの中から選択することを特徴とする方法。
【請求項19】
請求項1記載の方法において、
前記予熱された前記金属型上への前記プラスチック材料の前記キャストに際しては、複数のプラスチック材料をキャストすることを特徴とする方法。
【請求項20】
請求項19記載の方法において、
前記複数のプラスチック材料を、様々なポリマー組成のもの、様々な特性を有したプラスチック材料、様々な色を有したプラスチック材料、発泡プラスチック材料、あるいは、再グラインドされたプラスチック材料、とすることを特徴とする方法。
【請求項21】
プラスチック製品の製造方法であって、
金属型を準備するとともに、この金属型を第1加熱ステーションのところに配置し;
前記金属型を、型輪郭を有したものとし;
前記金属型を、前記型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し;
前記金属型を第2ステーションのところに配置するとともに、前記予熱された前記金属型上へと、プラスチック材料をキャストし;
前記金属型を前記第1ステーションのところに配置するとともに、赤外エネルギーを使用して前記プラスチック材料を溶融させ;
前記金属型を第3ステーションのところに配置するとともに、相変化または状態変化を起こし得る材料を前記金属型に対して接触させることにより、前記金属型を冷却し;
前記金属型を第4ステーションのところに配置するとともに、前記キャストされたプラスチック製品を前記金属型から取り外す;
ことを特徴とする方法。
【請求項22】
請求項21記載の方法において、
前記金属型を、ロボットを使用することにより、前記第1ステーション、前記第2ステーション、前記第3ステーション、および、前記第4ステーションへと配置することを特徴とする方法。
【請求項23】
請求項21記載の方法において、
前記予熱された前記金属型上への前記プラスチック材料の前記キャストに際しては、複数のプラスチック材料をキャストすることを特徴とする方法。
【請求項24】
請求項23記載の方法において、
前記複数のプラスチック材料のキャストに際しては、
第1プラスチック材料をキャスとし、
その後、前記金属型を前記第1加熱ステーションへと配置して、前記金属型を予熱し、
第2プラスチック材料をキャストする、
ことを特徴とする方法。
【請求項25】
請求項24記載の方法において、
前記第1プラスチック材料のキャストと前記第2プラスチック材料のキャストとに要する時間を、3.0分未満とすることを特徴とする方法。
【請求項26】
プラスチック製品としてキャスト成形された製品を製造するための装置であって、
(i)キャストされるプラスチック材料を受領する金属型であるとともに、型輪郭を有したものとされた金属型と;
(ii)所望のキャスト温度にまで前記金属型を加熱するための赤外線ヒータであるとともに、前記型輪郭に適合するような形状のものとして形成された赤外加熱部材を備えている赤外線ヒータと;
(iii)相変化または状態変化を引き起こし得る材料を搬送し得るような冷却デバイスと;
を具備していることを特徴とする装置。
【請求項27】
請求項26記載の装置において、
前記赤外線ヒータが、電気的赤外線ヒータを備えていることを特徴とする装置。
【請求項28】
請求項26記載の装置において、
前記金属型が、電鋳ニッケルを備えていることを特徴とする装置。
【請求項29】
請求項26記載の装置において、
前記冷却デバイスが、噴霧ノズルを備えていることを特徴とする装置。
【請求項30】
請求項26記載の装置において、
ロボットデバイスと;
所望のキャスト温度までの加熱を行うための加熱ステーションと;
前記プラスチック材料のキャストを行うためのキャストステーションと;
冷却を行うための冷却ステーションと;
を具備し、
前記金属型が、前記加熱ステーションと前記キャストステーションと前記冷却ステーションとのところへと、選択的に配置されることを特徴とする装置。
【請求項1】
プラスチック製品の製造方法であって、
型輪郭を有した金属型を、前記型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し;
前記予熱された前記金属型上へと、プラスチック材料をキャストし;
赤外エネルギーを使用して前記プラスチック材料を溶融させ;
相変化または状態変化を起こし得る材料を前記金属型に対して接触させることにより、前記金属型を冷却し;
前記キャストされたプラスチック製品を前記金属型から取り外す;
ことを特徴とする方法。
【請求項2】
請求項1記載の方法において、
前記型輪郭に適合する輪郭のものとして形成された前記赤外エネルギー加熱部材を、前記型から0.254〜127mm(0.01〜5.0インチ)という距離だけ離間させることを特徴とする方法。
【請求項3】
請求項1記載の方法において、
前記型を、1.27〜10.16mm(0.050〜0.400インチ)という厚さを有したものとすることを特徴とする方法。
【請求項4】
請求項1記載の方法において、
前記赤外エネルギーを、電気的赤外線ヒータから供給することを特徴とする方法。
【請求項5】
請求項1記載の方法において、
前記赤外エネルギー加熱部材からの前記赤外エネルギーにより、前記金属型を、一様な温度とすることを特徴とする方法。
【請求項6】
請求項1記載の方法において、
前記型から取り外された前記プラスチック製品を、0.635〜1.02mm(0.025〜0.040インチ)という厚さを有したものとすることを特徴とする方法。
【請求項7】
請求項1記載の方法において、
前記赤外エネルギー加熱部材により、少なくとも31.0ミリワット/mm2 (20ワット/平方インチ)を供給することを特徴とする方法。
【請求項8】
請求項7記載の方法において、
前記赤外エネルギー加熱部材を、204〜1093℃(400〜2000°F)という温度範囲で動作させることを特徴とする方法。
【請求項9】
請求項8記載の方法において、
前記赤外エネルギー加熱部材を、691〜954℃(1275〜1750°F)という温度範囲で動作させることを特徴とする方法。
【請求項10】
請求項1記載の方法において、
前記金属型を、塗料によってコーティングし、これにより、前記赤外エネルギーの吸収を誘発させることを特徴とする方法。
【請求項11】
請求項10記載の方法において、
前記赤外エネルギーの吸収を選択的な場所で誘発し得るよう、前記塗料を、前記金属型に対して選択的に塗布することを特徴とする方法。
【請求項12】
請求項1記載の方法において、
前記状態変化または前記相変化を引き起こすに際し、潜熱を使用することを特徴とする方法。
【請求項13】
請求項12記載の方法において、
前記状態変化または前記相変化を、蒸発とすることを特徴とする方法。
【請求項14】
請求項12記載の方法において、
前記状態変化または前記相変化を、昇華とすることを特徴とする方法。
【請求項15】
請求項1記載の方法において、
相変化または状態変化を起こし得る材料を前記金属型に対して接触させることにより前記金属型を冷却するに際しては、空気と水とからなる霧を前記金属型に対して噴霧することにより冷却を行うことを特徴とする方法。
【請求項16】
請求項1記載の方法において、
相変化または状態変化を起こし得る材料を前記金属型に対して接触させることにより前記金属型を冷却するに際しては、蒸発と昇華との組合せを使用することを特徴とする方法。
【請求項17】
請求項1記載の方法において、
前記プラスチック材料を、熱可塑性材料または熱硬化性材料とすることを特徴とする方法。
【請求項18】
請求項17記載の方法において、
前記プラスチックを、ウレタンと、ビニルと、オレフィンと、アクリルと、アクリロニトリルと、ブタジエンと、スチレンと、熱可塑性エラストマーと、ポリスルホンと、ポリイミドと、ポリフェニレンオキシドと、ポリアミドと、エポキシと、これらの任意の組合せと、からなるグループの中から選択することを特徴とする方法。
【請求項19】
請求項1記載の方法において、
前記予熱された前記金属型上への前記プラスチック材料の前記キャストに際しては、複数のプラスチック材料をキャストすることを特徴とする方法。
【請求項20】
請求項19記載の方法において、
前記複数のプラスチック材料を、様々なポリマー組成のもの、様々な特性を有したプラスチック材料、様々な色を有したプラスチック材料、発泡プラスチック材料、あるいは、再グラインドされたプラスチック材料、とすることを特徴とする方法。
【請求項21】
プラスチック製品の製造方法であって、
金属型を準備するとともに、この金属型を第1加熱ステーションのところに配置し;
前記金属型を、型輪郭を有したものとし;
前記金属型を、前記型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し;
前記金属型を第2ステーションのところに配置するとともに、前記予熱された前記金属型上へと、プラスチック材料をキャストし;
前記金属型を前記第1ステーションのところに配置するとともに、赤外エネルギーを使用して前記プラスチック材料を溶融させ;
前記金属型を第3ステーションのところに配置するとともに、相変化または状態変化を起こし得る材料を前記金属型に対して接触させることにより、前記金属型を冷却し;
前記金属型を第4ステーションのところに配置するとともに、前記キャストされたプラスチック製品を前記金属型から取り外す;
ことを特徴とする方法。
【請求項22】
請求項21記載の方法において、
前記金属型を、ロボットを使用することにより、前記第1ステーション、前記第2ステーション、前記第3ステーション、および、前記第4ステーションへと配置することを特徴とする方法。
【請求項23】
請求項21記載の方法において、
前記予熱された前記金属型上への前記プラスチック材料の前記キャストに際しては、複数のプラスチック材料をキャストすることを特徴とする方法。
【請求項24】
請求項23記載の方法において、
前記複数のプラスチック材料のキャストに際しては、
第1プラスチック材料をキャスとし、
その後、前記金属型を前記第1加熱ステーションへと配置して、前記金属型を予熱し、
第2プラスチック材料をキャストする、
ことを特徴とする方法。
【請求項25】
請求項24記載の方法において、
前記第1プラスチック材料のキャストと前記第2プラスチック材料のキャストとに要する時間を、3.0分未満とすることを特徴とする方法。
【請求項26】
プラスチック製品としてキャスト成形された製品を製造するための装置であって、
(i)キャストされるプラスチック材料を受領する金属型であるとともに、型輪郭を有したものとされた金属型と;
(ii)所望のキャスト温度にまで前記金属型を加熱するための赤外線ヒータであるとともに、前記型輪郭に適合するような形状のものとして形成された赤外加熱部材を備えている赤外線ヒータと;
(iii)相変化または状態変化を引き起こし得る材料を搬送し得るような冷却デバイスと;
を具備していることを特徴とする装置。
【請求項27】
請求項26記載の装置において、
前記赤外線ヒータが、電気的赤外線ヒータを備えていることを特徴とする装置。
【請求項28】
請求項26記載の装置において、
前記金属型が、電鋳ニッケルを備えていることを特徴とする装置。
【請求項29】
請求項26記載の装置において、
前記冷却デバイスが、噴霧ノズルを備えていることを特徴とする装置。
【請求項30】
請求項26記載の装置において、
ロボットデバイスと;
所望のキャスト温度までの加熱を行うための加熱ステーションと;
前記プラスチック材料のキャストを行うためのキャストステーションと;
冷却を行うための冷却ステーションと;
を具備し、
前記金属型が、前記加熱ステーションと前記キャストステーションと前記冷却ステーションとのところへと、選択的に配置されることを特徴とする装置。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2007−502721(P2007−502721A)
【公表日】平成19年2月15日(2007.2.15)
【国際特許分類】
【出願番号】特願2006−523450(P2006−523450)
【出願日】平成16年8月16日(2004.8.16)
【国際出願番号】PCT/US2004/026724
【国際公開番号】WO2005/016613
【国際公開日】平成17年2月24日(2005.2.24)
【出願人】(503280639)コリンズ・アンド・アイクマン・オートモティブ・カンパニー・インコーポレーテッド (2)
【Fターム(参考)】
【公表日】平成19年2月15日(2007.2.15)
【国際特許分類】
【出願日】平成16年8月16日(2004.8.16)
【国際出願番号】PCT/US2004/026724
【国際公開番号】WO2005/016613
【国際公開日】平成17年2月24日(2005.2.24)
【出願人】(503280639)コリンズ・アンド・アイクマン・オートモティブ・カンパニー・インコーポレーテッド (2)
【Fターム(参考)】
[ Back to top ]