
プラスチック製ガスバリア包装用積層材
本発明は、応力亀裂生成に対する耐久性、曲げ剛性、及び積層層間で良好な結合性を有するガスバリア包装用積層材(10)であって、ヒートシール性ポリオレフィンの外側層(16、17)、SiOxガスバリア層(13、14)をそれぞれ塗布した2つのポリマーキャリヤー層(11、12)を含み、その際、SiOx層をもつ2つのポリマーキャリヤー層が、高い弾性特性を有する熱可塑性ポリマーを含有する中間ポリマー層(15)により互いに積層された積層材に関するものである。包装用積層材の必要な剛性は、比較的厚い低密度中間層により隔離された剛性キャリヤー層をもつ体系的サンドイッチ構造を形成させることにより得られる。好ましくは、中間ポリマー層(15)の厚みは、包装用積層材(10)の全厚みの約30から約55%を構成する。また、本発明は、この包装用積層材から製造されたパウチ又は類似物などの包装容器、及び包装用積層材の製造方法に関するものである。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、応力亀裂生成に対する耐久性、曲げ剛性、及び積層層間で良好な結合性を有するガスバリア包装用積層材であって、ヒートシール性オレフィンポリマー外側層、第一ポリマーキャリヤー層上に塗布されたSiOx第一ガスバリア層、第二ポリマーキャリヤー層上に塗布されたSiOx第二ガスバリア層、及び第一と第二ガスバリアを塗布したポリマーキャリヤー層間に積層された中間ポリマー層を含む積層材に関する。また、本発明は、この包装用積層材の製造方法、及びこの包装用積層材から製造された包装容器に関する。
【背景技術】
【0002】
現在の市場で、1回きりの使い捨てのプラスチック製パウチ(pouch)、好ましくは包装の一部分において、少なくとも部分的に透明であって、例えば食品店の棚に並べられている時に消費者にその内容物を見せるような種類の飲料及び流動食品用の包装に対するニーズの高まりがある。このような包装は、最も一般的には、直接飲み干すためのストロー、開缶して内容物を注ぐためのプルタブを備えている。このような包装は、Tetra−Brik(登録商標)型のより一般的な板紙製包装用積層材の飲料包装の寸法及び握り安定性の長所を持ち合わせていない。しかし、このような包装は、使用された包装材料の量及び空容器の容量が極めて小さいという要旨で、かつそれが同様な可撓性プラスチック製品とともにリサイクルできるという理由で、多くの国でより肯定的環境プロフィールのイメージを有する。更に、伝統的なTetra−Brik型の包装は、アルミホイルの酸素バリア層をそなえており、これがある国では望ましくなく、かつ透明包装を不可能にしている。
【0003】
Tetra−Brik(登録商標)型の板紙製包装としてよく知られた高速、連続包装法では、包装用積層材のウエブが、チューブに連続成形され、内容物が満たされ、加熱シール及び裁断の同時操作によってピロー形状の包装容器に封鎖される。続いて、通常、このピロー形状の包装容器は、平行六面体の包装容器に折りたたみ成形される。この連続的チューブ成形、充填、シール包装法の概念の主な利点は、チューブ成形直前に、ウエブが連続的に無菌化できること、したがって無菌包装法の可能性を提供すること、即ち、充填される液体内容物及び包装用材料自体が細菌から開放され、充填された製品内で微生物の成長のリスクを伴うことなく、充填された製品を室温でも長期間貯蔵できるように、充填済み包装容器がクリーンな環境下で製造される方法を提供することである。勿論のこと、長期間貯蔵の重要な要素は、充填及びシールされた包装容器のガスバリア特性であるが、これは、包装用積層材のガスバリア特性のみならず、最終包装のシール品質及び開封構造の品質にも高度に依存する。Tetra−Brik(登録商標)型包装方法の別の重要な利点は、上に述べたように、コスト効率にかなりなインパクトを与える連続的高速度包装の可能性である。しかし、現在の市場で入手できるパウチ型飲料包装は、通常、別の、連続的特性に乏しい、非無菌性、より複雑な、かつ費用のかかる方法により製造される。
【0004】
また、従来技術では、プラズマ促進化学蒸着(PECVD)を用いて基板上にSiOxのガスバリアコーテイングを設けることが知られている。その他のガスバリア材料に比較して、SiOxガスバリア層がもつ利点は、第一にこのバリア層が肯定的環境プロフィールを有すること、第二に、周囲の水分又は液体と接触した時、このバリア層が影響されず、即ち損傷されることがなく、透明であること、かつこのバリア層は極めて薄層で設けられるので、可撓性があり、曲げ又は折りたたみ時に亀裂に耐久性があることである。
【0005】
中間接着剤層を用いて、二酸化ケイ素などのケイ素化合物の2つのガスバリア層を互いに向き合うように積層することが、EP−A−385054で知られている。しかし、この文献は、応力亀裂生成に対する耐久性、機械的応力での積層層の結合性、及び積層材の剛性特性に触れておらず、かつ積層材に衝撃吸収効果を与えるが補強効果も与える中間層の記載がない。更に、記載された二酸化ケイ素(SiO2)層は、本発明で意図するSiOxのPECVD塗布層とは著しく相違している。
【0006】
したがって、Tetra Brik Aseptic(登録商標)包装法に類似した無菌性、連続高速包装法に適した特性をもつ薄く、気密な、金属ホイルを含まない包装用積層材に関するニーズがある。このような方法における重要な要素は、包装用積層材の剛性、弾性、及び結合性である。積層材ウエブが柔らか過ぎ、かつ高速チューブ形成操作で置き換えが容易である場合、この方法は安全かつ連続的に操業できないであろう。一方、包装用積層材が、厚すぎて要求された剛性及び耐久性を得ることができない場合、折りたたみ成形操作で、取り扱いが困難になる恐れがあり、かつ包装用積層材が、弾性がなく、輸送及び取り扱い時に衝撃吸収特性がない場合、亀裂を発生し易く、機械的応力を受けて結合性を失い易いであろう。更に、必然的に、厚みが増すとともに、材料自体のコスト効率が低減するであろう。現在市場で入手できるパウチ型飲料包装は、しばしば、例えばエチレンビニルアルコールポリマー(EVOH)などの単一ガスバリア層を含む積層構造であり、本発明に関する剛性特性に関する仕様を満たしていない。
【発明の開示】
【発明が解決しようとする課題】
【0007】
それ故、本発明の一つの目的は、前記の欠点及び問題点を解決する包装用積層材を提供することである。
【0008】
本発明の一つの目的は、無菌性包装、長期間貯蔵に適したガスバリア特性、十分な曲げ剛性、結合性、機械的応力での応力亀裂生成に対する耐久性を有し、連続的チューブ形成法を用いて流動食品の連続的、高速包装に適した非ホイル性包装用積層材を提供すること、並びに輸送及び取り扱い時の繰り返し応力に耐える包装を提供することである。
【0009】
本発明の更なる目的は、このような要求された剛性及び耐久性を有し、しかも包装の少なくとも一端で包装材の折りたたみ成形に適する十分な薄さである包装用積層フィルムを提供することである。
【0010】
本発明の更なる目的は、上記の特性を有し、しかもこの積層材から製造された包装に魅力的外観を与えるために透明である包装用積層フィルムを提供することである。
【0011】
また、本発明は、本発明の包装用積層材から製造された、飲料又は流動食品を充填した包装容器、及び本発明の積層された包装用材料の製造方法を対称にしている。
【課題を解決するための手段】
【0012】
上記の目的は、第一と第二ガスバリアを塗布したポリマーキャリヤー層間に積層された中間ポリマー層を用いることにより達成される。このポリマー中間層は、高い弾性特性を有し、比較的良好な曲げ剛性を有する熱可塑性ポリマーを含有する。全体の包装構造は、良好な曲げ特性をもち、過酷な輸送条件で結合性を維持するフィルムを得るために、体系的(structural)サンドイッチ構造及び衝撃吸収材としての利点を兼ね備えている。
【0013】
ここで2つのポリマーキャリヤー層フィルムで表された、サンドイッチ板の表面材は、中間層により互いに間隔をおいて配置されることにより、I字型ビームのフランジに似た作用があり、曲げ荷重に耐え、構造体の曲げ剛性を高める。しかし、I字型ビーム構造とは異なり、低密度コアは、更にフランジ又は表面材に連続した支持体を与える。
【0014】
中間層の弾性特性が、繰り返し荷重付加時、即ち輸送時に遭遇するような繰り返しの応力又は振動に曝された時、弾性的、可逆的変形により機械的応力を吸収して、亀裂生成に対する包装の抵抗性を高めることが判明した。
【0015】
このように、上記の問題点及びニーズに対する解法は、SiOxガスバリア層を塗布した2つのポリマーキャリヤー層フィルムと、高い弾性特性及び比較的良好な曲げ特性をもつ熱可塑性ポリマーを含有する中間の、間隔保持層とを積層して一つの構造体にすることにより、良好なガスバリア特性をもつ薄い、包装用積層材を提供することであり、その際、積層材は外側に熱可塑性ポリマーのヒートシール層を含んでいる。
【0016】
好ましくは、このポリマーキャリヤー層は、ポリエステル、ポリアミド、又はポリプロピレン材を含み、それ故、或る程度の固有の剛性を有するが、別の比較的剛性のあるポリマーも、本発明に関するキャリヤー層に使用できる。より好ましくは、このポリマーキャリヤー層は、延伸フィルムであり、したがって非延伸ポリマーフィルムに比較して高い程度の結晶性を有する。高い弾性特性を有する熱可塑性ポリマーを含む中間ポリマー層のそれぞれの面に積層された、比較的剛性のある2つのキャリヤー層を有する体系的サンドイッチ構造体が、機械的応力が繰り返し負荷される時の良好な亀裂耐久性、及びその厚みと関係して驚異的に良好な曲げ剛性を有する積層材を実現する。加えて、2つのPECVD法で溶着した(deposited)SiOx層は、単一のSiOx層を含む積層体又はフィルムに比較して、2倍超の高められたガスバリアをもたらすことを立証した。このように、ガスの侵入、特に酸素ガスの侵入に対して「緩衝材」としても作用する間隔保持中間層をもつこの構造体は、ガスバリア特性の驚くほどの改良を実現し、これは特殊な構造から生まれた相乗効果を証明するものである。このように、この積層材は、優れたガスバリア特性を有し、経済的であり、高速連続包装法で取り扱い容易である。
【0017】
好ましくは、中間層の厚みは、包装用積層材の全厚みの約30から約55%、より好ましくは約35から約55%である。
【0018】
キャリヤー層の厚みは、全包装用積層材の約5から約20%、より好ましくは約5から約16%である。このキャリヤー層は、その単なる厚みだけで積層用包装材の全体的曲げ剛性に貢献するのではなく、比較的厚い間隔保持中間層との相互作用によって貢献する。
【0019】
好ましくは、延伸ポリマーのキャリヤー層は、キャスト又は同時押出キャストフィルムなどのポリエステル、ポリアミド(PA)、又はポリプロピレン(PP)の予め作成済みフィルムであり、より好ましくは一軸又は二軸延伸ポリエチレンテレフタレート(PET)、ポリエチレンナフテネート(PEN)、ポリアミド(PA)、ポリプロピレン(PP)ポリマーフィルム、又はこのような基板表面層を含む多層フィルム、又は少なくとも1種のこのような単一又は二軸延伸層を含む多層フィルムである。キャリヤー層として予め作成済みの延伸ポリマーフィルムを用いることにより、これらのフィルムが、より薄い厚みでも、押出し積層された又は同時押出し積層された積層材中で、その他の層に比較して、ある程度の固有の曲げ剛性を有することを保証する。
【0020】
また、好ましくは、中間層のポリマーは、極低密度(very low density)ポリエチレン(VLDPE)、超低密度(ultra low density)ポリエチレン(ULDPE)、エチレン系コポリマー又はターポリマー、ポリオレフィン系エラストマー又はプラストマーである。より好ましくは、中間層のポリマーは、ポリエチレンコポリマーであるか、又はVLDPE又はULDPEのいずれか一つ、又は高密度ポリエチレン(HDPE)、中密度ポリエチレン(MDPE)、ポリプロピレン(PP)又はポリプロピレンのコポリマーなどの別のオレフィンポリマー成分との混合物である。混合物中の別のポリオレフィン成分は、35重量%まで含有できる。特に良好に機能する衝撃吸収性ポリマーの例は、ダウ社からのVLDPEであるAttane(登録商標)である。
【0021】
このように、好ましくは、中間層のポリマーは、高い弾性特性及び比較的良好な曲げ剛性を積層材に与える能力をもつ熱可塑性ポリマーであり、このポリマーは、衝撃エネルギーを十分に吸収及び減衰するための可撓性をパウチ又は包装用積層材の壁に与え、破壊及びシール領域に沿った、例えばくさび型パウチの横断的上部シールに沿った、漏れを起こすことが無い。キャリヤー層のポリマーは、延伸ポリプロピレンであり、又は好ましくは、延伸ポリエステル又はポリアミドである。
【0022】
本発明に関する積層構造体から製造された包装について、比較シミュレーション輸送試験(しかし、通常の現実的輸送条件より厳格な)が実施された。この積層構造体は、全ての試験において、同一の最外シール層、同一の厚み及び様式の2つのSiOx塗布キャリヤー層、同一の厚みをもつ中間層を正確に有していた。包装は、すべて同一の方法で作製された。試験した包装で唯一の相違は、積層構造体の中間層が、ある別の場合にLDPE、ある別の場合にHDPEを用いたことに対して、ある場合にVLDPE製であったことであった。漏れが、LDPE及びHDPE中間層を用いた包装に起きたが、一方、中間層としてVLDPEを用いた包装から、実際に漏れが起きなかった。試験した20個の包装、即ち、振動する机上に配置され、30分間繰り返しの振動に曝された、中間層に100%のHDPEを用いた包装からは、約16〜19個の漏れを起こした包装があった。中間層に100%のVLDPEを用いた、試験した20個の包装からは、0〜1個の漏れが見つかった。また、試験は、例えば、VLDPE中間層に35%までのHDPEの混入が、かなり改良された輸送シミュレーション試験結果をもたらしたことを示した。
【0023】
最も好ましい本発明の実施形態に従えば、SiOxのガスバリア層は、これらの層の間に設けられた中間ポリマー層により、これらの層が互いに向き合うように、積層材中に配置される。このようにして、最適ガスバリア層を設けることができ、SiOx層が最良の方法で保護されるであろう。しかし、1層又は2層のSiOx層が積層構造体中で外側に面している実施形態も考えられる。
【0024】
SiOx層は、好ましくは約50から約500オングストローム(Å)の厚みで、PECVD技術により溶着され、その際x=1.7から2.0、好ましくは約80から約300Åの厚みである。ポリマーフィルム上にSiOxなどの無機層を溶着させる代替法が存在するが、しかし、一般的には、より厚く、可撓性に欠けるSiOx層をもたらす。これは、次に、SiOx層の亀裂生成が原因で、酸素バリア特性に関して低品質の積層材を生むことになる。したがって、本発明に従えば、ヘキサジメチルシロキサン(HDMSO)などの有機ケイ素化合物のプラズマから、連続的SiOxのプラズマ促進化学蒸着法、PECVDを用いて、SiOxガスバリア層が塗布されることが好ましい。
【0025】
好ましくは、キャリヤーポリマー層の厚みは、約7から約30ミクロン(μm)、より好ましくは約8から約20、最も好ましくは約8から約15μmであり、好ましい実施形態に従えば、2つのキャリヤーポリマーフィルムは、ほぼ同一の、又は厳密に同一の厚みをもつ。PECVD法は、上記の厚みのキャリヤー層に対して最適に機能し、また経済的観点からも好ましいことが知られている。充填及び包装操作で、均斉がとれた、信頼性のある行動を確実にするために、ほぼ同一の、又は厳密に同一の厚みをもつキャリヤー層、即ちサンドイッチ構造体の外側層を用いることが最良であるが、一方、ある種の所望する特性のために、異なる厚み、又は曲げ剛性をもつキャリヤー層を使用することが可能である。
【0026】
好ましくは、中間層の厚みは、約30から約80μm、より好ましくは約35から約65μm、最も好ましくは約40から約65μmであり、一方、好ましくは、包装用積層材の全厚みは、約100から約180μm、最も好ましくは約100から約150μmである。
【0027】
最適の衝撃吸収効果を得るためには、中間層が、例えばVLDPE又はHDPEなどの別のポリマーと混合されたVLDPEなどのポリマーを含む場合、中間層の厚みは、約40から約65μmであるべきである。その他の代替の中間層ポリマーについては、特に包装用積層材の全厚みが、約150超から約180μmであることが望まれる場合、約80μmまでのような、より厚い中間層を用いることが可能となる。
【0028】
このように、好ましくは、中間層(15)の厚みは、35から65μmであり、ポリマーキャリヤー層(11、12)の厚みは、8から15μmであり、ヒートシール性オレフィンポリマー外側層(16、17)の厚みは、それぞれ10から25μm及び18から30μmであり、包装用積層材の全厚みは、100から150μmである。
【0029】
より好ましくは、中間層(15)の厚みは、40から65μmであり、ポリマーキャリヤー層(11、12)の厚みは、12から15μmであり、ヒートシール性オレフィンポリマー外側層(16、17)の厚みは、それぞれ10から25μm及び18から30μmであり、包装用積層材の全厚みは、100から150μmである。
【0030】
別の実施形態によれば、中間層(15)の厚みは、40から65μmであり、ポリマーキャリヤー層(11、12)の厚みは、8から12μmであり、ヒートシール性オレフィンポリマー外側層(16、17)の厚みは、それぞれ10から25μm及び18から30μmであり、包装用積層材の全厚みは、100から150μmである。
【0031】
好ましくは、最適の曲げ剛性及び弾性特性のためには、全厚みが100から150μmである時、中間層の厚みとキャリヤー層の厚み間の比は、2から8.5、かつ包装用積層材の全厚みと中間層の厚みの比は、1.5から5であり、又は全厚みが150から180μmである時、中間層の厚みとキャリヤー層の厚みの間の比は、4から10であり、かつ包装用積層材の全厚みと中間層の厚みの比は、1.7から3である。
【0032】
更に好ましい重要な利点は、充填された内容物を可視化するため、少なくとも透明部を有する包装を提供するために、このような包装用積層材が透明であることである。
【0033】
本発明の別の観点に従えば、本発明の包装用積層材から製造された、飲料又は流動食を充填した包装容器、好ましくは無菌性包装容器が提供される。
【0034】
本発明に関する包装容器は、パウチ又は起立形パウチ又は類似品であり、かつその高品質包装用積層材であるがゆえに、取り扱い及び運搬に耐え、かつ長期の貯蔵で水分及び酸素ガスに抵抗性があり、また、高シール品質及び優れたガスバリア特性を実現する。本発明にかかる包装用積層材から製造された包装容器の更に重要な利点は、この容器が電子レンジ調理又は解凍及びレトルト処理に耐性があることである。
【0035】
本発明の更なる観点に従えば、本発明の積層された包装材料の製造方法が提供される。
【0036】
本発明の更なる利点及び特徴が、添付の図面を参照して、以下の詳細な説明から明らかになるであろう。
【0037】
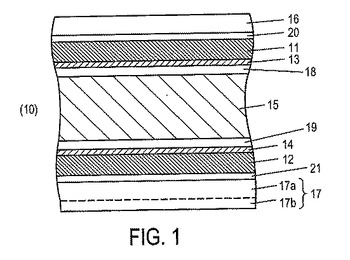
図1は、本発明の好ましい包装用積層材の断面図である。
【0038】
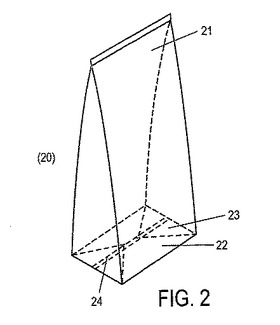
図2は、本発明の包装用積層材から製造された包装容器の好ましい例を示す。
【0039】
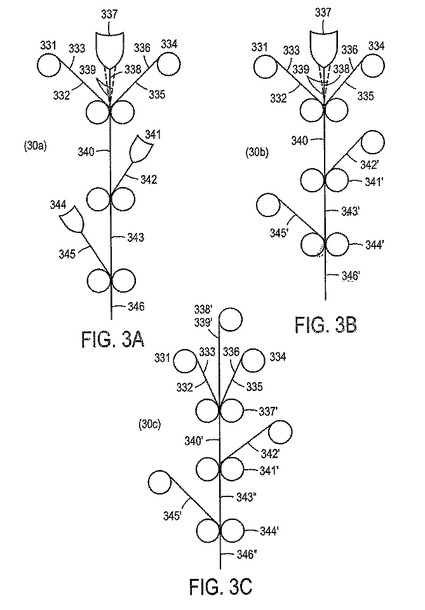
図3a、3b及び3cは、包装用積層材の製造方法の好適な実施形態を示す。
【実施例1】
【0040】
図1は、例えば、ポリエチレンテレフタレート(PET、OPET又はBOPET)などの好ましくは延伸されたポリエステルフィルム、又は好ましくは延伸されたポリアミド(PA)フィルムである第一及び第二キャリヤー層11、12を含み、そのキャリヤー層にプラズマ促進化学蒸着法(PECVD)を用いてSiOxガスバリア層13、14の薄層が塗布されている。この2つのSiOx層は、好ましくは積層材の内部に向いており、互いに向き合っている。ガスバリア層を塗布された2つのキャリヤー層の間には、熱可塑性ポリマー、好ましくは、例えば極低密度ポリエチレン(VLDPE)、超低密度ポリエチレン(ULDPE)、ポリエチレン系コポリマー又はターポリマー、ポリオレフィン系エラストマー又はプラストマーなどの高い弾性特性を有するポリオレフィン系ポリマーを含有する中間層15が積層される。この中間層は、包装用積層材の周辺層のどれよりも厚く、かつこのように、延伸ポリマーからなる2つのキャリヤー層フィルム間に間隔保持要素を提供する。
【0041】
好適な延伸ポリマーフィルムは、延伸された、ある程度の固有の剛性を有し、かつ非延伸ポリマーフィルムに比較して相対的に高度の結晶性を有するであろう。厚く、かつ比較的軟質及び/又は弾性の中間ポリマー層のそれぞれの面に積層された2層の相対的に剛性のあるキャリヤー層からなるサンドイッチ構造体は、その厚みに関連して、驚くほど良好な曲げ剛性を有する積層材を実現する。例えば、12μmの厚みをもつ2枚のBOPETフィルムが、約10g/m2のポリオレフィン系ポリマー、例えばVLDPEの薄い貼合わせ層を間にして、厳密に積層された。この積層材について測定した剛性値は0.6mNmであった。更なるポリオレフィン系外側層は、この結果を著しく変えなかった。しかし、同一の2枚のBOPETフィルムが、約55g/m2の、例えばVLDPEの厚い貼合わせ層を用いて互いに積層された場合、測定された剛性値は2mNm、即ち著しく高い剛性であった。一方、積層材の外側(2枚のBOPET層の)上にVLDPEの55g/m2の厚い層の剛性寄与は、剛性値を0.6mNmから大きく変えないであろう。加えて、2つのPECVD法で溶着したSiOx層の配置は、単一SiOx層を含有する積層材又はフィルムに比較して、2倍超に増強されたガスバリアをもたらすことを立証した。したがって、ガスの侵入、具体的に酸素ガスの侵入に対し「緩衝材」として作用する中間層の配置は、驚くほど改良されたガスバリア特性を実現し、これはこの特殊な配置から得られる相乗効果を示唆する。一例として、それぞれが23℃、50%RHで約4cc/m2*24時間のOTR値を有するSiOxを塗布したBOPETの2枚のフィルムが、薄いポリオレフィン層を用いて互いに積層される場合、全構造体のOTR値は、23℃、50%RHで約2cc/m2*24時間になるであろう。同一のフィルムが、約55g/m2の厚みの少なくとも1枚の中間ポリオレフィン系ポリマー層とともに積層される時、このOTR値は、23℃、50%RHで約0.2cc/m2*24時間に改良される。同様に、それぞれが23℃、50%RHで約1.6cc/m2*24時間のOTR値を有するSiOxを塗布したBOPETの2枚のフィルムが、薄いポリオレフィン層を用いて互いに積層される場合、全構造体のOTR値は、23℃、50%RHで約0.8cc/m2*24時間になるであろう。同一のフィルムが、約55g/m2の厚みの少なくとも1枚の中間ポリオレフィン系ポリマー層とともに積層される時、このOTR値は、23℃、50%RHで約0.16cc/m2*24時間に改良される。このように、「緩衝材効果」によるガスバリアの改良は、互いに直接に積層された二重のガスバリアフィルムを用いるよりも、少なくとも4〜5倍になる。
【0042】
この包装用積層材から製造された包装容器の外壁を構成するキャリヤー層11の外面に、所謂メタロセン触媒法LLDPE(m−LLDPE)、即ちシングルサイト触媒を用いた触媒作用によるLLDPEポリマーを含有するヒートシール性オレフィンポリマーの少なくとも一層16、好ましくは低密度ポリエチレン(LDPE)又はリニア低密度ポリエチレン(LLDPE)が設けられる。この外側包装壁層のためのその他の代替ポリマーの例は、中高密度ポリエチレン(MDPE)又はポリプロピレン(PP)である。
【0043】
この包装用積層材から製造された包装容器の内壁を構成するキャリヤー層13の外面に、ヒートシール性オレフィンポリマーの少なくとも一層17、好ましくはLDPE層、より好ましくはLLDPE層、かつ最も好ましくはLDPEの第一分割層17a及びLLDPEの第二最外分割層17bが設けられる。
【0044】
外側層16、17は、それぞれ、コスト効率との関連で、最適ヒートシール特性のために、約10から約30μmの量で設けられる。
【0045】
包装用積層材の種々の層間の良好な接着のために、業界で知られた接着ポリマーからなるバインダー層、タイ層及びプライマーを用いることが好ましい。このようなバインダー層及びプライマーは、種々の層で特定のポリマーが選択され、ポリオレフィン及び変性ポリオレフィン、好ましくは例えば、LDPE及び変性LDPEなどのポリエチレン系ポリマーから選択できる。
【0046】
このようなバインダー層の例は、LDPEのホモ又はコポリマー、又はアクリル酸モノマー又は無水マレイン(MAH)モノマーなどのカルボキシル又はグリシジル官能基を含むモノマーをグラフトとしたポリエチレンのグラフトコポリマー、例えばエチレン(メタ)アクリル酸コポリマー(E(M)AA)、エチレングリシジル(メタ)アクリレートコポリマー(EG(M)A)又はMAHグラフトポリエチレン(MAH−g−PE)である。
【0047】
好ましくは、SiOx層13、14と中間ポリオレフィン層15の間のバインダー層18、19の最適な接着剤として、米国特許第5,731,092号に記載のような、不飽和アルコキシシラン化合物でグラフト変性したポリエチレン系ポリマーが用いられる。この米国特許を参考として本明細書に援用する。特に、1欄、39行から3欄、21行及び実施例1及び2を参照されたい。
【0048】
最も好ましくは、不飽和アルコキシシラン化合物でグラフト変性したポリエチレン系ポリマーが、好ましくは低密度ポリエチレン(LDPE)などの非グラフトポリエチレンと混合される。驚くことに、グラフトポリオレフィンが非グラフトポリエチレンと混合された場合、バインダーのグラフトサイトと酸化ケイ素間の接着点数を著しく増加させることができ、即ち、バインダーポリマー内のグラフトサイトが少ないにも拘らず、接着点数が増加することが判明した。
【0049】
この最も好適な実施形態は、接着程度に影響を与えるものが、グラフトサイト数ではなくて、酸化ケイ素と物理的に接触するそれらの能力であるという認識に基づいている。米国特許第5,731,092号に関するポリオレフィンのグラフト化が、ポリオレフィンの架橋をもたらし、これが非グラフトポリオレフィンより可撓性の小さいポリオレフィンを作り出すことが判った。グラフトポリオレフィンの減退した可撓性が原因で、グラフトポリオレフィンからなるバインダー層と酸化ケイ素間の接触点数が、同一タイプの非グラフトポリオレフィンだけからなるバインダー層の場合より少なくなるであろう。しかし、非グラフトポリオレフィンだけからなるバインダー層において、複数の接着点における個々の接着点の接着は、グラフトポリオレフィンだけからなるバインダー層の個々の接着点の接着ほど良好にならないであろう。
【0050】
加えて、グラフトポリオレフィンと非グラフトポリオレフィンの混合物であるバインダーを提供することにより、グラフト及び非グラフトポリオレフィンバインダーの矛盾する観点に関連する問題を解決する。ここで、非グラフトポリオレフィンの存在に基づいて達成される改良された可撓性は、接着点数の増加を実現し、一方、グラフトポリオレフィンは、これらの点における改良された接着性を実現し、全体としてみた時、グラフトポリエチレンバインダー自体の接着特性、及び非グラフトポリオレフィンバインダーの自体の接着特性より優れた接着特性をもたらす。
【0051】
バインダー層を中間衝撃吸収層とSiOx層の間に用いる時には、中間層の厚みと呼ぶ厚みには、これらのバインダー層の厚みを含むものとする。
【0052】
また、上で述べたポリマーのいずれでも、外側ヒートシールポリオレフィン層16、17とポリマーキャリヤー層11、12の間の光学バインダー層に用いることができる。
【実施例2】
【0053】
図2は、本発明に従う包装用積層材10から製造された包装容器20の好適な実施例である。この包装容器は、飲用ストローなどを用いる直接使用のための小容量の飲料包装に特に適する。典型的には、このような包装は、約330ml以下、好ましくは約100から250ml、例えば約125ml、約200ml、約250mlの容量である。これは任意の形態のパウチであってもよいが、食料品店の棚又はテーブルなどの上に置かれた時に、取り扱いが容易で三次元的安定性があるような、くさび21のような形状であることが好ましい。このような「くさび形」を得るためには、包装の底部22は、底部の横断的ヒートシール24が三角形の隅角部フラップ23の下に隠され、このフラップが折り畳まれて包装の底部に対してシールされるように、折り畳み成形される。包装容器20は、好ましくは透明である。
【実施例3】
【0054】
図3aは、本発明に従う包装用積層材10の製造方法の好適な実施形態30aを示す。
【0055】
SiOxガスバリア層333を塗布したポリマーキャリヤー層332の第一ウエブ331、及びSiOxガスバリア層336を塗布したポリマーキャリヤー層335の第二ウエブ334が、押出し位置337の方向に進められ、2つのSiOx層333及び336は、好ましくは互いに向き合っており、かつ両者間に中間ポリマー層338を押出し、押出し位置337の後に続くローラーニップを通過する時に2つのウエブ331、334及び中間層338を一緒に加圧することにより互いに積層させる。中間ポリマー層338は、バインダーポリマー339である隣接層とともに同時押出しすることができ、2つのウエブ331及び334上のSiOx層に対する結合を改良する。得られた積層ウエブ340は、押出し位置341に進められ、そこで、ヒートシール性ポリオレフィン外側層342が、ポリマーキャリヤー層335の外面上に押出される。このようにして得られたウエブ343は、更に押出し位置344に進められ、そこで、ヒートシール性ポリオレフィン外側層345が、ポリマーキャリヤー層332の外面上に押出される。続いて、得られた包装用積層材346は、巻き取られ、リール上に保管される(図示しない)。
【0056】
図3bは、本発明に従う包装用積層材10の製造方法の別の好適な実施形態30bを示す。
【0057】
SiOxガスバリア層333を塗布したポリマーキャリヤー層332の第一ウエブ331、及びSiOxガスバリア層336を塗布したポリマーキャリヤー層335の第二ウエブ334が、押出し位置337の方向に進められ、2つのSiOx層333及び336は、好ましくは互いに向き合っており、かつ両者間に中間ポリマー層338を押出し、押出し位置337の後に続くローラーニップを通過する時に2つのウエブ331、334及び中間層338を一緒に加圧することにより互いに積層させる。中間ポリマー層338は、バインダーポリマー339である隣接層とともに同時押出しすることができ、2つのウエブ331及び334上のSiOx層に対する結合を改良する。得られた積層ウエブ340は、ホットローラーニップ341’に進められ、そこで、ヒートシール性ポリオレフィンの少なくとも一層342’を含む予め作成済みのフィルムの外側層が、ホットローラーニップ341’で熱及び圧力を適用することにより、ポリマーキャリヤー層335の外面に積層される。更に、このようにして得られた積層ウエブ343’は、ホットローラーニップ344’に進められ、そこで、ヒートシール性ポリオレフィン外側層345’が、ホットローラーニップ344’で熱及び圧力を適用することにより、ポリマーキャリヤー層332の外面に積層される。
【0058】
続いて、得られた包装用積層材346’は、巻き取られ、リール上に保管される(図示しない)。
【0059】
図3cは、本発明に従う包装用積層材10の製造方法の更に好適な実施形態30cを示す。
【0060】
SiOxガスバリア層333を塗布したポリマーキャリヤー層332の第一ウエブ331、及びSiOxガスバリア層336を塗布したポリマーキャリヤー層335の第二ウエブ334が、ホットローラーニップ337’の方向に進められ、2つのSiOx層333及び336は、好ましくは互いに向き合っており、それと同時に、中間ポリマー層338’の予め作成済みのフィルムのウエブが、2つのウエブ331、334の間をニップ337’の方向に進められる。この3つのウエブは、ホットローラーニップ337’を通過する時に、熱及び圧力を適用することにより、互いに積層される。中間ポリマー層338’は、バインダーポリマー外側層339をもつ予め作成済みのフィルムであってもよく、ウエブ331及び334上のSiOx層に対する結合を改良する。得られた積層ウエブ340’は、ホットローラーニップ341’に進められ、そこで、ヒートシール性ポリオレフィンの少なくとも一層342’を含む予め作成済みのフィルムの外側層が、ホットローラーニップ341’で熱及び圧力を適用することにより、ポリマーキャリヤー層335の外面に積層される。更に、このようにして得られた積層ウエブ343”は、ホットローラーニップ344’に進められ、そこで、ヒートシール性ポリオレフィンの少なくとも一層345’を含む予め作成済みのフィルムの外側層が、ホットローラーニップ344’で熱及び圧力を適用することにより、ポリマーキャリヤー層332の外面に積層される。
【0061】
続いて、得られた包装用積層材346”は、巻き取られ、リール上に保管される(図示しない)。
【0062】
上記の方法30aで、押出し位置341及び344は、代替の好適な実施形態に従えば、逆の順序で通過させることができる。
【0063】
上記の方法30b及び30cのそれぞれで、外側ヒートシール性ポリオレフィンフィルムの積層を、逆の順序で実施することができる。即ち、ホットローラーニップ344’で、予め作成済みのフィルム345’をポリマーキャリヤー層332に先ず積層することにより、ウエブ347をもたらす。ウエブ347は、ホットローラーニップ341’に更に進められ、そこで、外側ヒートシール性の予め作成済みのフィルム342’が、ポリマーキャリヤー層335の外面に積層され、このようにして包装用積層材346’又は346”をもたらす。
【0064】
別の図面で表さないが、ホットニップ積層と押出し積層の別の組み合わせは、本発明の概念の範囲で考えられる。例えば、中間ポリマー層338’が図3cに記載されたホットニップ積層される予め作成済みのフィルムである方法は、図3aの関係で記載されたように、外側ホットシール性層342及び345の一つ又は両方の押出し積層と組み合わせることができる。
【0065】
方法30a、30b及び30cの別の好適な実施形態に従えば、SiOxガスバリア層333、336の表面が、コロナ処理などで表面酸化処理され、中間ポリマー層338、338’又はバインダー層339、339’に対し改良された接着性を提供する。
【0066】
本発明の包装用積層材の製造方法の代替実施形態に従えば、種々の予め作成済みのウエブ331、334、338’、342’及び345’が、下塗り積層法により互いに積層される。即ち、ウエブの一面にプライマー又はアンカー剤を塗布、乾燥し、続いてローラーニップを通して積層する。
【0067】
包装用積層材10は、印刷装飾層を備えることができ、包装容器を一層魅力的にかつ消費者に情報を与えるようにし、かつその内容物を光から保護するものであり、この印刷装飾はSiOx層333又は336上に行われてもよく、包装用積層材から作成された包装の外側に向けて行われる。代わって、この印刷装飾は、キャリヤー層332の別の面、又はヒートシール性ポリオレフィンの外側層342、345、342’、345’上に適用することができる。後者の場合、好ましくは、印刷外面が、薄い、透明な保護ポリマー層で被覆されるべきである。
【0068】
結論として、添付の図面を特に参照して上で説明した本発明が、実施例として排他的に説明かつ示したこれらの実施形態に限定されないこと、及び当業者に明白な変性及び変更が、添付の特許請求の範囲に開示された本発明の概念から離れることなく可能であることが確認されるべきである。
【図面の簡単な説明】
【0069】
【図1】包装用積層材の断面図である。
【図2】包装用積層材から製造された包装容器の説明図である。
【図3a】包装用積層材の製造方法の説明図である。
【図3b】包装用積層材の製造方法の説明図である。
【図3c】包装用積層材の製造方法の説明図である。
【技術分野】
【0001】
本発明は、応力亀裂生成に対する耐久性、曲げ剛性、及び積層層間で良好な結合性を有するガスバリア包装用積層材であって、ヒートシール性オレフィンポリマー外側層、第一ポリマーキャリヤー層上に塗布されたSiOx第一ガスバリア層、第二ポリマーキャリヤー層上に塗布されたSiOx第二ガスバリア層、及び第一と第二ガスバリアを塗布したポリマーキャリヤー層間に積層された中間ポリマー層を含む積層材に関する。また、本発明は、この包装用積層材の製造方法、及びこの包装用積層材から製造された包装容器に関する。
【背景技術】
【0002】
現在の市場で、1回きりの使い捨てのプラスチック製パウチ(pouch)、好ましくは包装の一部分において、少なくとも部分的に透明であって、例えば食品店の棚に並べられている時に消費者にその内容物を見せるような種類の飲料及び流動食品用の包装に対するニーズの高まりがある。このような包装は、最も一般的には、直接飲み干すためのストロー、開缶して内容物を注ぐためのプルタブを備えている。このような包装は、Tetra−Brik(登録商標)型のより一般的な板紙製包装用積層材の飲料包装の寸法及び握り安定性の長所を持ち合わせていない。しかし、このような包装は、使用された包装材料の量及び空容器の容量が極めて小さいという要旨で、かつそれが同様な可撓性プラスチック製品とともにリサイクルできるという理由で、多くの国でより肯定的環境プロフィールのイメージを有する。更に、伝統的なTetra−Brik型の包装は、アルミホイルの酸素バリア層をそなえており、これがある国では望ましくなく、かつ透明包装を不可能にしている。
【0003】
Tetra−Brik(登録商標)型の板紙製包装としてよく知られた高速、連続包装法では、包装用積層材のウエブが、チューブに連続成形され、内容物が満たされ、加熱シール及び裁断の同時操作によってピロー形状の包装容器に封鎖される。続いて、通常、このピロー形状の包装容器は、平行六面体の包装容器に折りたたみ成形される。この連続的チューブ成形、充填、シール包装法の概念の主な利点は、チューブ成形直前に、ウエブが連続的に無菌化できること、したがって無菌包装法の可能性を提供すること、即ち、充填される液体内容物及び包装用材料自体が細菌から開放され、充填された製品内で微生物の成長のリスクを伴うことなく、充填された製品を室温でも長期間貯蔵できるように、充填済み包装容器がクリーンな環境下で製造される方法を提供することである。勿論のこと、長期間貯蔵の重要な要素は、充填及びシールされた包装容器のガスバリア特性であるが、これは、包装用積層材のガスバリア特性のみならず、最終包装のシール品質及び開封構造の品質にも高度に依存する。Tetra−Brik(登録商標)型包装方法の別の重要な利点は、上に述べたように、コスト効率にかなりなインパクトを与える連続的高速度包装の可能性である。しかし、現在の市場で入手できるパウチ型飲料包装は、通常、別の、連続的特性に乏しい、非無菌性、より複雑な、かつ費用のかかる方法により製造される。
【0004】
また、従来技術では、プラズマ促進化学蒸着(PECVD)を用いて基板上にSiOxのガスバリアコーテイングを設けることが知られている。その他のガスバリア材料に比較して、SiOxガスバリア層がもつ利点は、第一にこのバリア層が肯定的環境プロフィールを有すること、第二に、周囲の水分又は液体と接触した時、このバリア層が影響されず、即ち損傷されることがなく、透明であること、かつこのバリア層は極めて薄層で設けられるので、可撓性があり、曲げ又は折りたたみ時に亀裂に耐久性があることである。
【0005】
中間接着剤層を用いて、二酸化ケイ素などのケイ素化合物の2つのガスバリア層を互いに向き合うように積層することが、EP−A−385054で知られている。しかし、この文献は、応力亀裂生成に対する耐久性、機械的応力での積層層の結合性、及び積層材の剛性特性に触れておらず、かつ積層材に衝撃吸収効果を与えるが補強効果も与える中間層の記載がない。更に、記載された二酸化ケイ素(SiO2)層は、本発明で意図するSiOxのPECVD塗布層とは著しく相違している。
【0006】
したがって、Tetra Brik Aseptic(登録商標)包装法に類似した無菌性、連続高速包装法に適した特性をもつ薄く、気密な、金属ホイルを含まない包装用積層材に関するニーズがある。このような方法における重要な要素は、包装用積層材の剛性、弾性、及び結合性である。積層材ウエブが柔らか過ぎ、かつ高速チューブ形成操作で置き換えが容易である場合、この方法は安全かつ連続的に操業できないであろう。一方、包装用積層材が、厚すぎて要求された剛性及び耐久性を得ることができない場合、折りたたみ成形操作で、取り扱いが困難になる恐れがあり、かつ包装用積層材が、弾性がなく、輸送及び取り扱い時に衝撃吸収特性がない場合、亀裂を発生し易く、機械的応力を受けて結合性を失い易いであろう。更に、必然的に、厚みが増すとともに、材料自体のコスト効率が低減するであろう。現在市場で入手できるパウチ型飲料包装は、しばしば、例えばエチレンビニルアルコールポリマー(EVOH)などの単一ガスバリア層を含む積層構造であり、本発明に関する剛性特性に関する仕様を満たしていない。
【発明の開示】
【発明が解決しようとする課題】
【0007】
それ故、本発明の一つの目的は、前記の欠点及び問題点を解決する包装用積層材を提供することである。
【0008】
本発明の一つの目的は、無菌性包装、長期間貯蔵に適したガスバリア特性、十分な曲げ剛性、結合性、機械的応力での応力亀裂生成に対する耐久性を有し、連続的チューブ形成法を用いて流動食品の連続的、高速包装に適した非ホイル性包装用積層材を提供すること、並びに輸送及び取り扱い時の繰り返し応力に耐える包装を提供することである。
【0009】
本発明の更なる目的は、このような要求された剛性及び耐久性を有し、しかも包装の少なくとも一端で包装材の折りたたみ成形に適する十分な薄さである包装用積層フィルムを提供することである。
【0010】
本発明の更なる目的は、上記の特性を有し、しかもこの積層材から製造された包装に魅力的外観を与えるために透明である包装用積層フィルムを提供することである。
【0011】
また、本発明は、本発明の包装用積層材から製造された、飲料又は流動食品を充填した包装容器、及び本発明の積層された包装用材料の製造方法を対称にしている。
【課題を解決するための手段】
【0012】
上記の目的は、第一と第二ガスバリアを塗布したポリマーキャリヤー層間に積層された中間ポリマー層を用いることにより達成される。このポリマー中間層は、高い弾性特性を有し、比較的良好な曲げ剛性を有する熱可塑性ポリマーを含有する。全体の包装構造は、良好な曲げ特性をもち、過酷な輸送条件で結合性を維持するフィルムを得るために、体系的(structural)サンドイッチ構造及び衝撃吸収材としての利点を兼ね備えている。
【0013】
ここで2つのポリマーキャリヤー層フィルムで表された、サンドイッチ板の表面材は、中間層により互いに間隔をおいて配置されることにより、I字型ビームのフランジに似た作用があり、曲げ荷重に耐え、構造体の曲げ剛性を高める。しかし、I字型ビーム構造とは異なり、低密度コアは、更にフランジ又は表面材に連続した支持体を与える。
【0014】
中間層の弾性特性が、繰り返し荷重付加時、即ち輸送時に遭遇するような繰り返しの応力又は振動に曝された時、弾性的、可逆的変形により機械的応力を吸収して、亀裂生成に対する包装の抵抗性を高めることが判明した。
【0015】
このように、上記の問題点及びニーズに対する解法は、SiOxガスバリア層を塗布した2つのポリマーキャリヤー層フィルムと、高い弾性特性及び比較的良好な曲げ特性をもつ熱可塑性ポリマーを含有する中間の、間隔保持層とを積層して一つの構造体にすることにより、良好なガスバリア特性をもつ薄い、包装用積層材を提供することであり、その際、積層材は外側に熱可塑性ポリマーのヒートシール層を含んでいる。
【0016】
好ましくは、このポリマーキャリヤー層は、ポリエステル、ポリアミド、又はポリプロピレン材を含み、それ故、或る程度の固有の剛性を有するが、別の比較的剛性のあるポリマーも、本発明に関するキャリヤー層に使用できる。より好ましくは、このポリマーキャリヤー層は、延伸フィルムであり、したがって非延伸ポリマーフィルムに比較して高い程度の結晶性を有する。高い弾性特性を有する熱可塑性ポリマーを含む中間ポリマー層のそれぞれの面に積層された、比較的剛性のある2つのキャリヤー層を有する体系的サンドイッチ構造体が、機械的応力が繰り返し負荷される時の良好な亀裂耐久性、及びその厚みと関係して驚異的に良好な曲げ剛性を有する積層材を実現する。加えて、2つのPECVD法で溶着した(deposited)SiOx層は、単一のSiOx層を含む積層体又はフィルムに比較して、2倍超の高められたガスバリアをもたらすことを立証した。このように、ガスの侵入、特に酸素ガスの侵入に対して「緩衝材」としても作用する間隔保持中間層をもつこの構造体は、ガスバリア特性の驚くほどの改良を実現し、これは特殊な構造から生まれた相乗効果を証明するものである。このように、この積層材は、優れたガスバリア特性を有し、経済的であり、高速連続包装法で取り扱い容易である。
【0017】
好ましくは、中間層の厚みは、包装用積層材の全厚みの約30から約55%、より好ましくは約35から約55%である。
【0018】
キャリヤー層の厚みは、全包装用積層材の約5から約20%、より好ましくは約5から約16%である。このキャリヤー層は、その単なる厚みだけで積層用包装材の全体的曲げ剛性に貢献するのではなく、比較的厚い間隔保持中間層との相互作用によって貢献する。
【0019】
好ましくは、延伸ポリマーのキャリヤー層は、キャスト又は同時押出キャストフィルムなどのポリエステル、ポリアミド(PA)、又はポリプロピレン(PP)の予め作成済みフィルムであり、より好ましくは一軸又は二軸延伸ポリエチレンテレフタレート(PET)、ポリエチレンナフテネート(PEN)、ポリアミド(PA)、ポリプロピレン(PP)ポリマーフィルム、又はこのような基板表面層を含む多層フィルム、又は少なくとも1種のこのような単一又は二軸延伸層を含む多層フィルムである。キャリヤー層として予め作成済みの延伸ポリマーフィルムを用いることにより、これらのフィルムが、より薄い厚みでも、押出し積層された又は同時押出し積層された積層材中で、その他の層に比較して、ある程度の固有の曲げ剛性を有することを保証する。
【0020】
また、好ましくは、中間層のポリマーは、極低密度(very low density)ポリエチレン(VLDPE)、超低密度(ultra low density)ポリエチレン(ULDPE)、エチレン系コポリマー又はターポリマー、ポリオレフィン系エラストマー又はプラストマーである。より好ましくは、中間層のポリマーは、ポリエチレンコポリマーであるか、又はVLDPE又はULDPEのいずれか一つ、又は高密度ポリエチレン(HDPE)、中密度ポリエチレン(MDPE)、ポリプロピレン(PP)又はポリプロピレンのコポリマーなどの別のオレフィンポリマー成分との混合物である。混合物中の別のポリオレフィン成分は、35重量%まで含有できる。特に良好に機能する衝撃吸収性ポリマーの例は、ダウ社からのVLDPEであるAttane(登録商標)である。
【0021】
このように、好ましくは、中間層のポリマーは、高い弾性特性及び比較的良好な曲げ剛性を積層材に与える能力をもつ熱可塑性ポリマーであり、このポリマーは、衝撃エネルギーを十分に吸収及び減衰するための可撓性をパウチ又は包装用積層材の壁に与え、破壊及びシール領域に沿った、例えばくさび型パウチの横断的上部シールに沿った、漏れを起こすことが無い。キャリヤー層のポリマーは、延伸ポリプロピレンであり、又は好ましくは、延伸ポリエステル又はポリアミドである。
【0022】
本発明に関する積層構造体から製造された包装について、比較シミュレーション輸送試験(しかし、通常の現実的輸送条件より厳格な)が実施された。この積層構造体は、全ての試験において、同一の最外シール層、同一の厚み及び様式の2つのSiOx塗布キャリヤー層、同一の厚みをもつ中間層を正確に有していた。包装は、すべて同一の方法で作製された。試験した包装で唯一の相違は、積層構造体の中間層が、ある別の場合にLDPE、ある別の場合にHDPEを用いたことに対して、ある場合にVLDPE製であったことであった。漏れが、LDPE及びHDPE中間層を用いた包装に起きたが、一方、中間層としてVLDPEを用いた包装から、実際に漏れが起きなかった。試験した20個の包装、即ち、振動する机上に配置され、30分間繰り返しの振動に曝された、中間層に100%のHDPEを用いた包装からは、約16〜19個の漏れを起こした包装があった。中間層に100%のVLDPEを用いた、試験した20個の包装からは、0〜1個の漏れが見つかった。また、試験は、例えば、VLDPE中間層に35%までのHDPEの混入が、かなり改良された輸送シミュレーション試験結果をもたらしたことを示した。
【0023】
最も好ましい本発明の実施形態に従えば、SiOxのガスバリア層は、これらの層の間に設けられた中間ポリマー層により、これらの層が互いに向き合うように、積層材中に配置される。このようにして、最適ガスバリア層を設けることができ、SiOx層が最良の方法で保護されるであろう。しかし、1層又は2層のSiOx層が積層構造体中で外側に面している実施形態も考えられる。
【0024】
SiOx層は、好ましくは約50から約500オングストローム(Å)の厚みで、PECVD技術により溶着され、その際x=1.7から2.0、好ましくは約80から約300Åの厚みである。ポリマーフィルム上にSiOxなどの無機層を溶着させる代替法が存在するが、しかし、一般的には、より厚く、可撓性に欠けるSiOx層をもたらす。これは、次に、SiOx層の亀裂生成が原因で、酸素バリア特性に関して低品質の積層材を生むことになる。したがって、本発明に従えば、ヘキサジメチルシロキサン(HDMSO)などの有機ケイ素化合物のプラズマから、連続的SiOxのプラズマ促進化学蒸着法、PECVDを用いて、SiOxガスバリア層が塗布されることが好ましい。
【0025】
好ましくは、キャリヤーポリマー層の厚みは、約7から約30ミクロン(μm)、より好ましくは約8から約20、最も好ましくは約8から約15μmであり、好ましい実施形態に従えば、2つのキャリヤーポリマーフィルムは、ほぼ同一の、又は厳密に同一の厚みをもつ。PECVD法は、上記の厚みのキャリヤー層に対して最適に機能し、また経済的観点からも好ましいことが知られている。充填及び包装操作で、均斉がとれた、信頼性のある行動を確実にするために、ほぼ同一の、又は厳密に同一の厚みをもつキャリヤー層、即ちサンドイッチ構造体の外側層を用いることが最良であるが、一方、ある種の所望する特性のために、異なる厚み、又は曲げ剛性をもつキャリヤー層を使用することが可能である。
【0026】
好ましくは、中間層の厚みは、約30から約80μm、より好ましくは約35から約65μm、最も好ましくは約40から約65μmであり、一方、好ましくは、包装用積層材の全厚みは、約100から約180μm、最も好ましくは約100から約150μmである。
【0027】
最適の衝撃吸収効果を得るためには、中間層が、例えばVLDPE又はHDPEなどの別のポリマーと混合されたVLDPEなどのポリマーを含む場合、中間層の厚みは、約40から約65μmであるべきである。その他の代替の中間層ポリマーについては、特に包装用積層材の全厚みが、約150超から約180μmであることが望まれる場合、約80μmまでのような、より厚い中間層を用いることが可能となる。
【0028】
このように、好ましくは、中間層(15)の厚みは、35から65μmであり、ポリマーキャリヤー層(11、12)の厚みは、8から15μmであり、ヒートシール性オレフィンポリマー外側層(16、17)の厚みは、それぞれ10から25μm及び18から30μmであり、包装用積層材の全厚みは、100から150μmである。
【0029】
より好ましくは、中間層(15)の厚みは、40から65μmであり、ポリマーキャリヤー層(11、12)の厚みは、12から15μmであり、ヒートシール性オレフィンポリマー外側層(16、17)の厚みは、それぞれ10から25μm及び18から30μmであり、包装用積層材の全厚みは、100から150μmである。
【0030】
別の実施形態によれば、中間層(15)の厚みは、40から65μmであり、ポリマーキャリヤー層(11、12)の厚みは、8から12μmであり、ヒートシール性オレフィンポリマー外側層(16、17)の厚みは、それぞれ10から25μm及び18から30μmであり、包装用積層材の全厚みは、100から150μmである。
【0031】
好ましくは、最適の曲げ剛性及び弾性特性のためには、全厚みが100から150μmである時、中間層の厚みとキャリヤー層の厚み間の比は、2から8.5、かつ包装用積層材の全厚みと中間層の厚みの比は、1.5から5であり、又は全厚みが150から180μmである時、中間層の厚みとキャリヤー層の厚みの間の比は、4から10であり、かつ包装用積層材の全厚みと中間層の厚みの比は、1.7から3である。
【0032】
更に好ましい重要な利点は、充填された内容物を可視化するため、少なくとも透明部を有する包装を提供するために、このような包装用積層材が透明であることである。
【0033】
本発明の別の観点に従えば、本発明の包装用積層材から製造された、飲料又は流動食を充填した包装容器、好ましくは無菌性包装容器が提供される。
【0034】
本発明に関する包装容器は、パウチ又は起立形パウチ又は類似品であり、かつその高品質包装用積層材であるがゆえに、取り扱い及び運搬に耐え、かつ長期の貯蔵で水分及び酸素ガスに抵抗性があり、また、高シール品質及び優れたガスバリア特性を実現する。本発明にかかる包装用積層材から製造された包装容器の更に重要な利点は、この容器が電子レンジ調理又は解凍及びレトルト処理に耐性があることである。
【0035】
本発明の更なる観点に従えば、本発明の積層された包装材料の製造方法が提供される。
【0036】
本発明の更なる利点及び特徴が、添付の図面を参照して、以下の詳細な説明から明らかになるであろう。
【0037】
図1は、本発明の好ましい包装用積層材の断面図である。
【0038】
図2は、本発明の包装用積層材から製造された包装容器の好ましい例を示す。
【0039】
図3a、3b及び3cは、包装用積層材の製造方法の好適な実施形態を示す。
【実施例1】
【0040】
図1は、例えば、ポリエチレンテレフタレート(PET、OPET又はBOPET)などの好ましくは延伸されたポリエステルフィルム、又は好ましくは延伸されたポリアミド(PA)フィルムである第一及び第二キャリヤー層11、12を含み、そのキャリヤー層にプラズマ促進化学蒸着法(PECVD)を用いてSiOxガスバリア層13、14の薄層が塗布されている。この2つのSiOx層は、好ましくは積層材の内部に向いており、互いに向き合っている。ガスバリア層を塗布された2つのキャリヤー層の間には、熱可塑性ポリマー、好ましくは、例えば極低密度ポリエチレン(VLDPE)、超低密度ポリエチレン(ULDPE)、ポリエチレン系コポリマー又はターポリマー、ポリオレフィン系エラストマー又はプラストマーなどの高い弾性特性を有するポリオレフィン系ポリマーを含有する中間層15が積層される。この中間層は、包装用積層材の周辺層のどれよりも厚く、かつこのように、延伸ポリマーからなる2つのキャリヤー層フィルム間に間隔保持要素を提供する。
【0041】
好適な延伸ポリマーフィルムは、延伸された、ある程度の固有の剛性を有し、かつ非延伸ポリマーフィルムに比較して相対的に高度の結晶性を有するであろう。厚く、かつ比較的軟質及び/又は弾性の中間ポリマー層のそれぞれの面に積層された2層の相対的に剛性のあるキャリヤー層からなるサンドイッチ構造体は、その厚みに関連して、驚くほど良好な曲げ剛性を有する積層材を実現する。例えば、12μmの厚みをもつ2枚のBOPETフィルムが、約10g/m2のポリオレフィン系ポリマー、例えばVLDPEの薄い貼合わせ層を間にして、厳密に積層された。この積層材について測定した剛性値は0.6mNmであった。更なるポリオレフィン系外側層は、この結果を著しく変えなかった。しかし、同一の2枚のBOPETフィルムが、約55g/m2の、例えばVLDPEの厚い貼合わせ層を用いて互いに積層された場合、測定された剛性値は2mNm、即ち著しく高い剛性であった。一方、積層材の外側(2枚のBOPET層の)上にVLDPEの55g/m2の厚い層の剛性寄与は、剛性値を0.6mNmから大きく変えないであろう。加えて、2つのPECVD法で溶着したSiOx層の配置は、単一SiOx層を含有する積層材又はフィルムに比較して、2倍超に増強されたガスバリアをもたらすことを立証した。したがって、ガスの侵入、具体的に酸素ガスの侵入に対し「緩衝材」として作用する中間層の配置は、驚くほど改良されたガスバリア特性を実現し、これはこの特殊な配置から得られる相乗効果を示唆する。一例として、それぞれが23℃、50%RHで約4cc/m2*24時間のOTR値を有するSiOxを塗布したBOPETの2枚のフィルムが、薄いポリオレフィン層を用いて互いに積層される場合、全構造体のOTR値は、23℃、50%RHで約2cc/m2*24時間になるであろう。同一のフィルムが、約55g/m2の厚みの少なくとも1枚の中間ポリオレフィン系ポリマー層とともに積層される時、このOTR値は、23℃、50%RHで約0.2cc/m2*24時間に改良される。同様に、それぞれが23℃、50%RHで約1.6cc/m2*24時間のOTR値を有するSiOxを塗布したBOPETの2枚のフィルムが、薄いポリオレフィン層を用いて互いに積層される場合、全構造体のOTR値は、23℃、50%RHで約0.8cc/m2*24時間になるであろう。同一のフィルムが、約55g/m2の厚みの少なくとも1枚の中間ポリオレフィン系ポリマー層とともに積層される時、このOTR値は、23℃、50%RHで約0.16cc/m2*24時間に改良される。このように、「緩衝材効果」によるガスバリアの改良は、互いに直接に積層された二重のガスバリアフィルムを用いるよりも、少なくとも4〜5倍になる。
【0042】
この包装用積層材から製造された包装容器の外壁を構成するキャリヤー層11の外面に、所謂メタロセン触媒法LLDPE(m−LLDPE)、即ちシングルサイト触媒を用いた触媒作用によるLLDPEポリマーを含有するヒートシール性オレフィンポリマーの少なくとも一層16、好ましくは低密度ポリエチレン(LDPE)又はリニア低密度ポリエチレン(LLDPE)が設けられる。この外側包装壁層のためのその他の代替ポリマーの例は、中高密度ポリエチレン(MDPE)又はポリプロピレン(PP)である。
【0043】
この包装用積層材から製造された包装容器の内壁を構成するキャリヤー層13の外面に、ヒートシール性オレフィンポリマーの少なくとも一層17、好ましくはLDPE層、より好ましくはLLDPE層、かつ最も好ましくはLDPEの第一分割層17a及びLLDPEの第二最外分割層17bが設けられる。
【0044】
外側層16、17は、それぞれ、コスト効率との関連で、最適ヒートシール特性のために、約10から約30μmの量で設けられる。
【0045】
包装用積層材の種々の層間の良好な接着のために、業界で知られた接着ポリマーからなるバインダー層、タイ層及びプライマーを用いることが好ましい。このようなバインダー層及びプライマーは、種々の層で特定のポリマーが選択され、ポリオレフィン及び変性ポリオレフィン、好ましくは例えば、LDPE及び変性LDPEなどのポリエチレン系ポリマーから選択できる。
【0046】
このようなバインダー層の例は、LDPEのホモ又はコポリマー、又はアクリル酸モノマー又は無水マレイン(MAH)モノマーなどのカルボキシル又はグリシジル官能基を含むモノマーをグラフトとしたポリエチレンのグラフトコポリマー、例えばエチレン(メタ)アクリル酸コポリマー(E(M)AA)、エチレングリシジル(メタ)アクリレートコポリマー(EG(M)A)又はMAHグラフトポリエチレン(MAH−g−PE)である。
【0047】
好ましくは、SiOx層13、14と中間ポリオレフィン層15の間のバインダー層18、19の最適な接着剤として、米国特許第5,731,092号に記載のような、不飽和アルコキシシラン化合物でグラフト変性したポリエチレン系ポリマーが用いられる。この米国特許を参考として本明細書に援用する。特に、1欄、39行から3欄、21行及び実施例1及び2を参照されたい。
【0048】
最も好ましくは、不飽和アルコキシシラン化合物でグラフト変性したポリエチレン系ポリマーが、好ましくは低密度ポリエチレン(LDPE)などの非グラフトポリエチレンと混合される。驚くことに、グラフトポリオレフィンが非グラフトポリエチレンと混合された場合、バインダーのグラフトサイトと酸化ケイ素間の接着点数を著しく増加させることができ、即ち、バインダーポリマー内のグラフトサイトが少ないにも拘らず、接着点数が増加することが判明した。
【0049】
この最も好適な実施形態は、接着程度に影響を与えるものが、グラフトサイト数ではなくて、酸化ケイ素と物理的に接触するそれらの能力であるという認識に基づいている。米国特許第5,731,092号に関するポリオレフィンのグラフト化が、ポリオレフィンの架橋をもたらし、これが非グラフトポリオレフィンより可撓性の小さいポリオレフィンを作り出すことが判った。グラフトポリオレフィンの減退した可撓性が原因で、グラフトポリオレフィンからなるバインダー層と酸化ケイ素間の接触点数が、同一タイプの非グラフトポリオレフィンだけからなるバインダー層の場合より少なくなるであろう。しかし、非グラフトポリオレフィンだけからなるバインダー層において、複数の接着点における個々の接着点の接着は、グラフトポリオレフィンだけからなるバインダー層の個々の接着点の接着ほど良好にならないであろう。
【0050】
加えて、グラフトポリオレフィンと非グラフトポリオレフィンの混合物であるバインダーを提供することにより、グラフト及び非グラフトポリオレフィンバインダーの矛盾する観点に関連する問題を解決する。ここで、非グラフトポリオレフィンの存在に基づいて達成される改良された可撓性は、接着点数の増加を実現し、一方、グラフトポリオレフィンは、これらの点における改良された接着性を実現し、全体としてみた時、グラフトポリエチレンバインダー自体の接着特性、及び非グラフトポリオレフィンバインダーの自体の接着特性より優れた接着特性をもたらす。
【0051】
バインダー層を中間衝撃吸収層とSiOx層の間に用いる時には、中間層の厚みと呼ぶ厚みには、これらのバインダー層の厚みを含むものとする。
【0052】
また、上で述べたポリマーのいずれでも、外側ヒートシールポリオレフィン層16、17とポリマーキャリヤー層11、12の間の光学バインダー層に用いることができる。
【実施例2】
【0053】
図2は、本発明に従う包装用積層材10から製造された包装容器20の好適な実施例である。この包装容器は、飲用ストローなどを用いる直接使用のための小容量の飲料包装に特に適する。典型的には、このような包装は、約330ml以下、好ましくは約100から250ml、例えば約125ml、約200ml、約250mlの容量である。これは任意の形態のパウチであってもよいが、食料品店の棚又はテーブルなどの上に置かれた時に、取り扱いが容易で三次元的安定性があるような、くさび21のような形状であることが好ましい。このような「くさび形」を得るためには、包装の底部22は、底部の横断的ヒートシール24が三角形の隅角部フラップ23の下に隠され、このフラップが折り畳まれて包装の底部に対してシールされるように、折り畳み成形される。包装容器20は、好ましくは透明である。
【実施例3】
【0054】
図3aは、本発明に従う包装用積層材10の製造方法の好適な実施形態30aを示す。
【0055】
SiOxガスバリア層333を塗布したポリマーキャリヤー層332の第一ウエブ331、及びSiOxガスバリア層336を塗布したポリマーキャリヤー層335の第二ウエブ334が、押出し位置337の方向に進められ、2つのSiOx層333及び336は、好ましくは互いに向き合っており、かつ両者間に中間ポリマー層338を押出し、押出し位置337の後に続くローラーニップを通過する時に2つのウエブ331、334及び中間層338を一緒に加圧することにより互いに積層させる。中間ポリマー層338は、バインダーポリマー339である隣接層とともに同時押出しすることができ、2つのウエブ331及び334上のSiOx層に対する結合を改良する。得られた積層ウエブ340は、押出し位置341に進められ、そこで、ヒートシール性ポリオレフィン外側層342が、ポリマーキャリヤー層335の外面上に押出される。このようにして得られたウエブ343は、更に押出し位置344に進められ、そこで、ヒートシール性ポリオレフィン外側層345が、ポリマーキャリヤー層332の外面上に押出される。続いて、得られた包装用積層材346は、巻き取られ、リール上に保管される(図示しない)。
【0056】
図3bは、本発明に従う包装用積層材10の製造方法の別の好適な実施形態30bを示す。
【0057】
SiOxガスバリア層333を塗布したポリマーキャリヤー層332の第一ウエブ331、及びSiOxガスバリア層336を塗布したポリマーキャリヤー層335の第二ウエブ334が、押出し位置337の方向に進められ、2つのSiOx層333及び336は、好ましくは互いに向き合っており、かつ両者間に中間ポリマー層338を押出し、押出し位置337の後に続くローラーニップを通過する時に2つのウエブ331、334及び中間層338を一緒に加圧することにより互いに積層させる。中間ポリマー層338は、バインダーポリマー339である隣接層とともに同時押出しすることができ、2つのウエブ331及び334上のSiOx層に対する結合を改良する。得られた積層ウエブ340は、ホットローラーニップ341’に進められ、そこで、ヒートシール性ポリオレフィンの少なくとも一層342’を含む予め作成済みのフィルムの外側層が、ホットローラーニップ341’で熱及び圧力を適用することにより、ポリマーキャリヤー層335の外面に積層される。更に、このようにして得られた積層ウエブ343’は、ホットローラーニップ344’に進められ、そこで、ヒートシール性ポリオレフィン外側層345’が、ホットローラーニップ344’で熱及び圧力を適用することにより、ポリマーキャリヤー層332の外面に積層される。
【0058】
続いて、得られた包装用積層材346’は、巻き取られ、リール上に保管される(図示しない)。
【0059】
図3cは、本発明に従う包装用積層材10の製造方法の更に好適な実施形態30cを示す。
【0060】
SiOxガスバリア層333を塗布したポリマーキャリヤー層332の第一ウエブ331、及びSiOxガスバリア層336を塗布したポリマーキャリヤー層335の第二ウエブ334が、ホットローラーニップ337’の方向に進められ、2つのSiOx層333及び336は、好ましくは互いに向き合っており、それと同時に、中間ポリマー層338’の予め作成済みのフィルムのウエブが、2つのウエブ331、334の間をニップ337’の方向に進められる。この3つのウエブは、ホットローラーニップ337’を通過する時に、熱及び圧力を適用することにより、互いに積層される。中間ポリマー層338’は、バインダーポリマー外側層339をもつ予め作成済みのフィルムであってもよく、ウエブ331及び334上のSiOx層に対する結合を改良する。得られた積層ウエブ340’は、ホットローラーニップ341’に進められ、そこで、ヒートシール性ポリオレフィンの少なくとも一層342’を含む予め作成済みのフィルムの外側層が、ホットローラーニップ341’で熱及び圧力を適用することにより、ポリマーキャリヤー層335の外面に積層される。更に、このようにして得られた積層ウエブ343”は、ホットローラーニップ344’に進められ、そこで、ヒートシール性ポリオレフィンの少なくとも一層345’を含む予め作成済みのフィルムの外側層が、ホットローラーニップ344’で熱及び圧力を適用することにより、ポリマーキャリヤー層332の外面に積層される。
【0061】
続いて、得られた包装用積層材346”は、巻き取られ、リール上に保管される(図示しない)。
【0062】
上記の方法30aで、押出し位置341及び344は、代替の好適な実施形態に従えば、逆の順序で通過させることができる。
【0063】
上記の方法30b及び30cのそれぞれで、外側ヒートシール性ポリオレフィンフィルムの積層を、逆の順序で実施することができる。即ち、ホットローラーニップ344’で、予め作成済みのフィルム345’をポリマーキャリヤー層332に先ず積層することにより、ウエブ347をもたらす。ウエブ347は、ホットローラーニップ341’に更に進められ、そこで、外側ヒートシール性の予め作成済みのフィルム342’が、ポリマーキャリヤー層335の外面に積層され、このようにして包装用積層材346’又は346”をもたらす。
【0064】
別の図面で表さないが、ホットニップ積層と押出し積層の別の組み合わせは、本発明の概念の範囲で考えられる。例えば、中間ポリマー層338’が図3cに記載されたホットニップ積層される予め作成済みのフィルムである方法は、図3aの関係で記載されたように、外側ホットシール性層342及び345の一つ又は両方の押出し積層と組み合わせることができる。
【0065】
方法30a、30b及び30cの別の好適な実施形態に従えば、SiOxガスバリア層333、336の表面が、コロナ処理などで表面酸化処理され、中間ポリマー層338、338’又はバインダー層339、339’に対し改良された接着性を提供する。
【0066】
本発明の包装用積層材の製造方法の代替実施形態に従えば、種々の予め作成済みのウエブ331、334、338’、342’及び345’が、下塗り積層法により互いに積層される。即ち、ウエブの一面にプライマー又はアンカー剤を塗布、乾燥し、続いてローラーニップを通して積層する。
【0067】
包装用積層材10は、印刷装飾層を備えることができ、包装容器を一層魅力的にかつ消費者に情報を与えるようにし、かつその内容物を光から保護するものであり、この印刷装飾はSiOx層333又は336上に行われてもよく、包装用積層材から作成された包装の外側に向けて行われる。代わって、この印刷装飾は、キャリヤー層332の別の面、又はヒートシール性ポリオレフィンの外側層342、345、342’、345’上に適用することができる。後者の場合、好ましくは、印刷外面が、薄い、透明な保護ポリマー層で被覆されるべきである。
【0068】
結論として、添付の図面を特に参照して上で説明した本発明が、実施例として排他的に説明かつ示したこれらの実施形態に限定されないこと、及び当業者に明白な変性及び変更が、添付の特許請求の範囲に開示された本発明の概念から離れることなく可能であることが確認されるべきである。
【図面の簡単な説明】
【0069】
【図1】包装用積層材の断面図である。
【図2】包装用積層材から製造された包装容器の説明図である。
【図3a】包装用積層材の製造方法の説明図である。
【図3b】包装用積層材の製造方法の説明図である。
【図3c】包装用積層材の製造方法の説明図である。
【特許請求の範囲】
【請求項1】
応力亀裂生成に対する耐久性、曲げ剛性、及び積層層間で良好な結合性を示すガスバリア包装用積層材(10)であって、
ヒートシール性オレフィンポリマー外側層(16、17)、
第一ポリマーキャリヤー層(11)上に塗布されたSiOx第一ガスバリア層(13)、
第二ポリマーキャリヤー層(12)上に塗布されたSiOx第二ガスバリア層(14)、
第一と第二ガスバリアを塗布したポリマーキャリヤー層間に積層された中間ポリマー層(15)を含む積層材であって、
中間ポリマー層が、高い弾性特性を有する熱可塑性ポリマーを含有し、かつ第一及び第二ポリマーキャリヤー層のそれぞれの剛性が、体系的なサンドイッチ構造中で衝撃吸収層、間隔保持層として中間ポリマーの厚みと相互に作用して、応力亀裂耐久性、曲げ剛性、及び層間の良好な結合性を提供する積層材。
【請求項2】
応力亀裂耐性、曲げ剛性、及び層間で良好な結合性が、この包装用積層材に、高速、連続工程で流動食品及び飲料の包装適正を付与する請求項1に記載のガスバリア包装用積層材。
【請求項3】
中間層(15)の厚みが、包装用積層材(10)の全厚みの30から55%である請求項1に記載のガスバリア包装用積層材。
【請求項4】
中間層(15)の厚みが、包装用積層材(10)の全厚みの35から50%である請求項3に記載のガスバリア包装用積層材。
【請求項5】
第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、包装用積層材(10)の全厚みの5から20%である請求項1に記載のガスバリア包装用積層材。
【請求項6】
第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、包装用積層材(10)の全厚みの5から15%である請求項5に記載のガスバリア包装用積層材。
【請求項7】
第一ポリマーキャリヤー層(11)、又は第二ポリマーキャリヤー層(12)が、ポリエステル、ポリアミド又はポリプロピレンフィルム、又は前記ポリマーの一種からなる基材表面層を含む多層フィルムである請求項1に記載のガスバリア包装用積層材。
【請求項8】
第一ポリマーキャリヤー層(11)、又は第二ポリマーキャリヤー層(12)が、一軸又は二軸延伸ポリエチレンテレフタレート(PET)、一軸又は二軸延伸ポリエチレンナフテネート(PEN)、一軸又は二軸延伸ポリアミド(PA)、及び一軸又は二軸延伸ポリプロピレンからなる群から選ばれたフィルム、又は前記ポリマーの一種の少なくとも一つの延伸層を含む多層フィルムである請求項1に記載のガスバリア包装用積層材。
【請求項9】
高い弾性特性をもつ中間層(15)の熱可塑性ポリマーが、極低密度ポリエチレン、超低密度ポリエチレン、ポリエチレンコポリマー、ポリエチレンターポリマー、ポリオレフィン系エラストマー及びプラストマー、並びに極低密度ポリエチレン又は超低密度ポリエチレンと別のポリオレフィンとの混合物からなる群から選ばれる請求項1に記載のガスバリア包装用積層材。
【請求項10】
高い弾性特性をもつ中間層(15)の熱可塑性ポリマーが、極低密度ポリエチレンを含有し、かつ第一ポリマーキャリヤー層(11)のポリマー及び第二ポリマーキャリヤー層(12)のポリマーが、延伸ポリエステル又はポリアミドを含有する請求項1に記載のガスバリア包装用積層材。
【請求項11】
SiOx第一ガスバリア層(13)、及びSiOx第二ガスバリア層(14)が、互いに向き合って積層材に配置されている請求項1に記載のガスバリア包装用積層材。
【請求項12】
SiOx第一ガスバリア層(13)、及びSiOx第二ガスバリア層(14)が、PECVD技術により、50から500Åの厚みで蒸着され、その際x=1.7〜2.0である請求項1に記載のガスバリア包装用積層材。
【請求項13】
厚みが80から300Åである請求項12に記載のガスバリア包装用積層材。
【請求項14】
第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、7から30μmである請求項1に記載のガスバリア包装用積層材。
【請求項15】
第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、8から20μmである請求項14に記載のガスバリア包装用積層材。
【請求項16】
第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、8から15μmである請求項15に記載のガスバリア包装用積層材。
【請求項17】
第一ポリマーキャリヤー層(11)及び第二ポリマーキャリヤー層(12)が、同一の厚みである請求項1に記載のガスバリア包装用積層材。
【請求項18】
中間層(15)の厚みが30から80μmである請求項1に記載のガスバリア包装用積層材。
【請求項19】
中間層(15)の厚みが35から65μmである請求項18に記載のガスバリア包装用積層材。
【請求項20】
中間層(15)の厚みが40から65μmである請求項19に記載のガスバリア包装用積層材。
【請求項21】
包装用積層材の全厚みが100から180μmである請求項1に記載のガスバリア包装用積層材。
【請求項22】
包装用積層材の全厚みが100から150μmである請求項21に記載のガスバリア包装用積層材。
【請求項23】
中間層(15)の厚みが35から65μmであり、第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、8から15μmであり、ヒートシール性オレフィンポリマー外側層(16、17)の厚みが、それぞれ10から25μm及び18から30μmであり、かつ包装用積層材の全厚みが100から150μmである請求項1に記載のガスバリア包装用積層材。
【請求項24】
中間層(15)の厚みが40から65μmであり、かつ第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、12から15μmである請求項23に記載のガスバリア包装用積層材。
【請求項25】
中間層(15)の厚みが40から65μmであり、かつ第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、8から12μmである請求項23に記載のガスバリア包装用積層材。
【請求項26】
中間ポリマー層(15)が、隣接SiOx層(13、14)にバインダー層(18、19)を用いて積層される請求項1に記載のガスバリア包装用積層材。
【請求項27】
バインダー層(18、19)が、アルコキシシランのポリエチレングラフトコポリマーと、非グラフトポリエチレンの混合物を含む請求項26に記載のガスバリア包装用積層材。
【請求項28】
積層材が透明である請求項1に記載のガスバリア包装用積層材。
【請求項29】
請求項1に記載の包装用積層材から製造された包装容器。
【請求項30】
ヒートシール性オレフィンポリマーの外側層(16、17)、第一ポリマーキャリヤー層(11)上に塗布されたSiOx第一ガスバリア層(13)、第二ポリマーキャリヤー層(12)上に塗布されたSiOx第二ガスバリア層(14)、第一と第二のガスバリアを塗布したポリマーキャリヤー層間に積層された高い弾性特性を有する熱可塑性ポリマーの中間ポリマー層(15)を含む包装用積層材の製造方法であって、
第一ウエブ(331)及び第二ウエブ(334)を互の方向に、かつ第一押出位置(337)の方向に進めるステップであって、第一ウエブ(331)が第一SiOxガスバリア層(333)を塗布された第一ポリマーキャリヤー層(332)を含み、かつ第二ウエブ(334)が第二SiOxガスバリア層(336)を塗布された第二ポリマーキャリヤー層(335)を含むステップ、
第一ウエブと第二ウエブの間に中間ポリマー層(338)を押出し、所望により中間ポリマー層(338)の各面上にバインダー層(339)を共に押出し、かつ第一押出位置(337)で第一ウエブと第二ウエブを加圧することにより、第一ウエブ(331)と第二ウエブ(334)を互に積層するステップ、
第二押出位置(341)で、第一又は第二ポリマーキャリヤー層(332又は335)の外面上に第一の外側層(342)を押出すステップであって、第一の外側層(342)がヒートシール性ポリオレフィンを含むステップ、及び
第三押出位置(344)で、第二又は第一ポリマーキャリヤー層(335又は332)の別の外面上に、第二の反対側の外側層(345)を押出すステップであって、第二の反対側の外側層(345)がヒートシール性ポリオレフィンを含むステップを含む方法。
【請求項31】
SiOxガスバリア層(333、336)が相互に向き合うように、第一ウエブ(331)及び第二ウエブ(334)が、互の方向に進められる請求項30に記載の方法。
【請求項32】
第一SiOxガスバリア層(333)及び第二SiOxガスバリア層(336)が、積層前に表面活性化処理される請求項30に記載の方法。
【請求項33】
表面活性化処理がコロナ処理である請求項32に記載の方法。
【請求項34】
ヒートシール性オレフィンポリマー外側層(16、17)、第一ポリマーキャリヤー層(11)上に塗布されたSiOx第一ガスバリア層(13)、第二ポリマーキャリヤー層(12)上に塗布されたSiOx第二ガスバリア層(14)、及び第一と第二ガスバリアを塗布したポリマーキャリヤー層間に積層された、高い弾性特性を有する熱可塑性ポリマーの中間ポリマー層(15)を含む包装用積層材の製造方法であって、
第一ウエブ(331)及び第二ウエブ(334)を互の方向に、かつ第一押出位置(337)の方向に進めるステップであって、第一ウエブ(331)が第一SiOxガスバリア層(333)を塗布された第一ポリマーキャリヤー層(332)を含み、かつ第二ウエブ(334)が第二SiOxガスバリア層(336)を塗布された第二ポリマーキャリヤー層(335)を含むステップ、
第一ウエブと第二ウエブの間に中間ポリマー層(338)を押出し、所望により中間ポリマー層(338)の各面上にバインダー層(339)を共に押出し、かつこの押出位置(337)で第一ウエブと第二ウエブを加圧することにより、第一ウエブ(331)と第二ウエブ(334)を互に積層するステップ、
第一ホットローラーニップ(341’)で、熱及び圧力を加えることにより、第一の予め作成済みのフィルム(342’)を第一又は第二ポリマーキャリヤー層(332又は335)の外面に積層するステップであって、第一の予め作成済みのフィルム(342’)が少なくとも1種のヒートシール性ポリオレフィン層を含むステップ、及び
第二ホットローラーニップ(344’)で、熱及び圧力を加えることにより、第二の予め作成済みのフィルム(345’)を第二又は第一ポリマーキャリヤー層(335又は332)の別の外面に積層するステップであって、第二の予め作成済みのフィルム(345’)が少なくとも1種のヒートシール性ポリオレフィン層を含むステップを含む方法。
【請求項35】
SiOxガスバリア層(333、336)が相互に向き合うように、第一ウエブ(331)及び第二ウエブ(334)が、互の方向に進められる請求項34に記載の方法。
【請求項36】
第一SiOxガスバリア層(333)及び第二SiOxガスバリア層(336)が、積層前に表面活性化処理される請求項34に記載の方法。
【請求項37】
表面活性化処理がコロナ処理である請求項36に記載の方法。
【請求項38】
ヒートシール性オレフィンポリマー外側層(16、17)、第一ポリマーキャリヤー層(11)上に塗布されたSiOx第一ガスバリア層(13)、第二ポリマーキャリヤー層(12)上に塗布されたSiOx第二ガスバリア層(14)、第一と第二のガスバリアを塗布したポリマーキャリヤー層間に積層された軟質及び/又は弾性ポリマーの中間ポリマー層(15)を含む包装用積層材の製造方法であって、
第一ウエブ(331)及び第二ウエブ(334)を互の方向に、かつ第一ホットローラーニップ(337)の方向に進めるステップであって、第一ウエブ(331)が第一SiOxガスバリア層(333)を塗布された第一ポリマーキャリヤー層(332)を含み、かつ第二ウエブ(334)が第二SiOxガスバリア層(336)を塗布された第二ポリマーキャリヤー層(335)を含むステップ、
第一ウエブ(331)と第二ウエブ(334)間に予め作成済みの中間ウエブ(338’)を進め、かつ第一ホットローラーニップ(337’)で熱及び圧力を加えることにより、第一ウエブ(331)及び第二ウエブ(334)を予め作成済みの中間ウエブ(338’)に積層するステップであって、予め作成済みの中間ウエブ(338’)が中間ポリマー層(338’)を含み、かつ所望により、中間ポリマー層(338’)の各面上にバインダー層(339’)を含むステップ、
第二ホットローラーニップ(341’)で熱及び圧力を加えることにより、第一の予め作成済みのフィルム(342’)を第一又は第二ポリマーキャリヤー層(332又は335)の外面に積層するステップであって、第一の予め作成済みのフィルム(342’)が、少なくとも1種のヒートシール性ポリオレフィン層を含むステップ、及び
第三ホットローラーニップ(344’)で熱及び圧力を加えることにより、第二の予め作成済みのフィルム(345’)を第二又は第一ポリマーキャリヤー層(335又は332)の別の外面に積層するステップであって、第二の予め作成済みのフィルム(345’)が、少なくとも1種のヒートシール性ポリオレフィン層を含むステップを含む方法。
【請求項39】
SiOxガスバリア層(333、336)が相互に向き合うように、第一ウエブ(331)及び第二ウエブ(334)が、互の方向に進められる請求項38に記載の方法。
【請求項40】
第一SiOxガスバリア層(333)及び第二SiOxガスバリア層(336)が、積層前に表面活性化処理される請求項38に記載の方法。
【請求項41】
表面活性化処理がコロナ処理である請求項40に記載の方法。
【請求項1】
応力亀裂生成に対する耐久性、曲げ剛性、及び積層層間で良好な結合性を示すガスバリア包装用積層材(10)であって、
ヒートシール性オレフィンポリマー外側層(16、17)、
第一ポリマーキャリヤー層(11)上に塗布されたSiOx第一ガスバリア層(13)、
第二ポリマーキャリヤー層(12)上に塗布されたSiOx第二ガスバリア層(14)、
第一と第二ガスバリアを塗布したポリマーキャリヤー層間に積層された中間ポリマー層(15)を含む積層材であって、
中間ポリマー層が、高い弾性特性を有する熱可塑性ポリマーを含有し、かつ第一及び第二ポリマーキャリヤー層のそれぞれの剛性が、体系的なサンドイッチ構造中で衝撃吸収層、間隔保持層として中間ポリマーの厚みと相互に作用して、応力亀裂耐久性、曲げ剛性、及び層間の良好な結合性を提供する積層材。
【請求項2】
応力亀裂耐性、曲げ剛性、及び層間で良好な結合性が、この包装用積層材に、高速、連続工程で流動食品及び飲料の包装適正を付与する請求項1に記載のガスバリア包装用積層材。
【請求項3】
中間層(15)の厚みが、包装用積層材(10)の全厚みの30から55%である請求項1に記載のガスバリア包装用積層材。
【請求項4】
中間層(15)の厚みが、包装用積層材(10)の全厚みの35から50%である請求項3に記載のガスバリア包装用積層材。
【請求項5】
第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、包装用積層材(10)の全厚みの5から20%である請求項1に記載のガスバリア包装用積層材。
【請求項6】
第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、包装用積層材(10)の全厚みの5から15%である請求項5に記載のガスバリア包装用積層材。
【請求項7】
第一ポリマーキャリヤー層(11)、又は第二ポリマーキャリヤー層(12)が、ポリエステル、ポリアミド又はポリプロピレンフィルム、又は前記ポリマーの一種からなる基材表面層を含む多層フィルムである請求項1に記載のガスバリア包装用積層材。
【請求項8】
第一ポリマーキャリヤー層(11)、又は第二ポリマーキャリヤー層(12)が、一軸又は二軸延伸ポリエチレンテレフタレート(PET)、一軸又は二軸延伸ポリエチレンナフテネート(PEN)、一軸又は二軸延伸ポリアミド(PA)、及び一軸又は二軸延伸ポリプロピレンからなる群から選ばれたフィルム、又は前記ポリマーの一種の少なくとも一つの延伸層を含む多層フィルムである請求項1に記載のガスバリア包装用積層材。
【請求項9】
高い弾性特性をもつ中間層(15)の熱可塑性ポリマーが、極低密度ポリエチレン、超低密度ポリエチレン、ポリエチレンコポリマー、ポリエチレンターポリマー、ポリオレフィン系エラストマー及びプラストマー、並びに極低密度ポリエチレン又は超低密度ポリエチレンと別のポリオレフィンとの混合物からなる群から選ばれる請求項1に記載のガスバリア包装用積層材。
【請求項10】
高い弾性特性をもつ中間層(15)の熱可塑性ポリマーが、極低密度ポリエチレンを含有し、かつ第一ポリマーキャリヤー層(11)のポリマー及び第二ポリマーキャリヤー層(12)のポリマーが、延伸ポリエステル又はポリアミドを含有する請求項1に記載のガスバリア包装用積層材。
【請求項11】
SiOx第一ガスバリア層(13)、及びSiOx第二ガスバリア層(14)が、互いに向き合って積層材に配置されている請求項1に記載のガスバリア包装用積層材。
【請求項12】
SiOx第一ガスバリア層(13)、及びSiOx第二ガスバリア層(14)が、PECVD技術により、50から500Åの厚みで蒸着され、その際x=1.7〜2.0である請求項1に記載のガスバリア包装用積層材。
【請求項13】
厚みが80から300Åである請求項12に記載のガスバリア包装用積層材。
【請求項14】
第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、7から30μmである請求項1に記載のガスバリア包装用積層材。
【請求項15】
第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、8から20μmである請求項14に記載のガスバリア包装用積層材。
【請求項16】
第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、8から15μmである請求項15に記載のガスバリア包装用積層材。
【請求項17】
第一ポリマーキャリヤー層(11)及び第二ポリマーキャリヤー層(12)が、同一の厚みである請求項1に記載のガスバリア包装用積層材。
【請求項18】
中間層(15)の厚みが30から80μmである請求項1に記載のガスバリア包装用積層材。
【請求項19】
中間層(15)の厚みが35から65μmである請求項18に記載のガスバリア包装用積層材。
【請求項20】
中間層(15)の厚みが40から65μmである請求項19に記載のガスバリア包装用積層材。
【請求項21】
包装用積層材の全厚みが100から180μmである請求項1に記載のガスバリア包装用積層材。
【請求項22】
包装用積層材の全厚みが100から150μmである請求項21に記載のガスバリア包装用積層材。
【請求項23】
中間層(15)の厚みが35から65μmであり、第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、8から15μmであり、ヒートシール性オレフィンポリマー外側層(16、17)の厚みが、それぞれ10から25μm及び18から30μmであり、かつ包装用積層材の全厚みが100から150μmである請求項1に記載のガスバリア包装用積層材。
【請求項24】
中間層(15)の厚みが40から65μmであり、かつ第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、12から15μmである請求項23に記載のガスバリア包装用積層材。
【請求項25】
中間層(15)の厚みが40から65μmであり、かつ第一ポリマーキャリヤー層(11)の厚み、又は第二ポリマーキャリヤー層(12)の厚みが、8から12μmである請求項23に記載のガスバリア包装用積層材。
【請求項26】
中間ポリマー層(15)が、隣接SiOx層(13、14)にバインダー層(18、19)を用いて積層される請求項1に記載のガスバリア包装用積層材。
【請求項27】
バインダー層(18、19)が、アルコキシシランのポリエチレングラフトコポリマーと、非グラフトポリエチレンの混合物を含む請求項26に記載のガスバリア包装用積層材。
【請求項28】
積層材が透明である請求項1に記載のガスバリア包装用積層材。
【請求項29】
請求項1に記載の包装用積層材から製造された包装容器。
【請求項30】
ヒートシール性オレフィンポリマーの外側層(16、17)、第一ポリマーキャリヤー層(11)上に塗布されたSiOx第一ガスバリア層(13)、第二ポリマーキャリヤー層(12)上に塗布されたSiOx第二ガスバリア層(14)、第一と第二のガスバリアを塗布したポリマーキャリヤー層間に積層された高い弾性特性を有する熱可塑性ポリマーの中間ポリマー層(15)を含む包装用積層材の製造方法であって、
第一ウエブ(331)及び第二ウエブ(334)を互の方向に、かつ第一押出位置(337)の方向に進めるステップであって、第一ウエブ(331)が第一SiOxガスバリア層(333)を塗布された第一ポリマーキャリヤー層(332)を含み、かつ第二ウエブ(334)が第二SiOxガスバリア層(336)を塗布された第二ポリマーキャリヤー層(335)を含むステップ、
第一ウエブと第二ウエブの間に中間ポリマー層(338)を押出し、所望により中間ポリマー層(338)の各面上にバインダー層(339)を共に押出し、かつ第一押出位置(337)で第一ウエブと第二ウエブを加圧することにより、第一ウエブ(331)と第二ウエブ(334)を互に積層するステップ、
第二押出位置(341)で、第一又は第二ポリマーキャリヤー層(332又は335)の外面上に第一の外側層(342)を押出すステップであって、第一の外側層(342)がヒートシール性ポリオレフィンを含むステップ、及び
第三押出位置(344)で、第二又は第一ポリマーキャリヤー層(335又は332)の別の外面上に、第二の反対側の外側層(345)を押出すステップであって、第二の反対側の外側層(345)がヒートシール性ポリオレフィンを含むステップを含む方法。
【請求項31】
SiOxガスバリア層(333、336)が相互に向き合うように、第一ウエブ(331)及び第二ウエブ(334)が、互の方向に進められる請求項30に記載の方法。
【請求項32】
第一SiOxガスバリア層(333)及び第二SiOxガスバリア層(336)が、積層前に表面活性化処理される請求項30に記載の方法。
【請求項33】
表面活性化処理がコロナ処理である請求項32に記載の方法。
【請求項34】
ヒートシール性オレフィンポリマー外側層(16、17)、第一ポリマーキャリヤー層(11)上に塗布されたSiOx第一ガスバリア層(13)、第二ポリマーキャリヤー層(12)上に塗布されたSiOx第二ガスバリア層(14)、及び第一と第二ガスバリアを塗布したポリマーキャリヤー層間に積層された、高い弾性特性を有する熱可塑性ポリマーの中間ポリマー層(15)を含む包装用積層材の製造方法であって、
第一ウエブ(331)及び第二ウエブ(334)を互の方向に、かつ第一押出位置(337)の方向に進めるステップであって、第一ウエブ(331)が第一SiOxガスバリア層(333)を塗布された第一ポリマーキャリヤー層(332)を含み、かつ第二ウエブ(334)が第二SiOxガスバリア層(336)を塗布された第二ポリマーキャリヤー層(335)を含むステップ、
第一ウエブと第二ウエブの間に中間ポリマー層(338)を押出し、所望により中間ポリマー層(338)の各面上にバインダー層(339)を共に押出し、かつこの押出位置(337)で第一ウエブと第二ウエブを加圧することにより、第一ウエブ(331)と第二ウエブ(334)を互に積層するステップ、
第一ホットローラーニップ(341’)で、熱及び圧力を加えることにより、第一の予め作成済みのフィルム(342’)を第一又は第二ポリマーキャリヤー層(332又は335)の外面に積層するステップであって、第一の予め作成済みのフィルム(342’)が少なくとも1種のヒートシール性ポリオレフィン層を含むステップ、及び
第二ホットローラーニップ(344’)で、熱及び圧力を加えることにより、第二の予め作成済みのフィルム(345’)を第二又は第一ポリマーキャリヤー層(335又は332)の別の外面に積層するステップであって、第二の予め作成済みのフィルム(345’)が少なくとも1種のヒートシール性ポリオレフィン層を含むステップを含む方法。
【請求項35】
SiOxガスバリア層(333、336)が相互に向き合うように、第一ウエブ(331)及び第二ウエブ(334)が、互の方向に進められる請求項34に記載の方法。
【請求項36】
第一SiOxガスバリア層(333)及び第二SiOxガスバリア層(336)が、積層前に表面活性化処理される請求項34に記載の方法。
【請求項37】
表面活性化処理がコロナ処理である請求項36に記載の方法。
【請求項38】
ヒートシール性オレフィンポリマー外側層(16、17)、第一ポリマーキャリヤー層(11)上に塗布されたSiOx第一ガスバリア層(13)、第二ポリマーキャリヤー層(12)上に塗布されたSiOx第二ガスバリア層(14)、第一と第二のガスバリアを塗布したポリマーキャリヤー層間に積層された軟質及び/又は弾性ポリマーの中間ポリマー層(15)を含む包装用積層材の製造方法であって、
第一ウエブ(331)及び第二ウエブ(334)を互の方向に、かつ第一ホットローラーニップ(337)の方向に進めるステップであって、第一ウエブ(331)が第一SiOxガスバリア層(333)を塗布された第一ポリマーキャリヤー層(332)を含み、かつ第二ウエブ(334)が第二SiOxガスバリア層(336)を塗布された第二ポリマーキャリヤー層(335)を含むステップ、
第一ウエブ(331)と第二ウエブ(334)間に予め作成済みの中間ウエブ(338’)を進め、かつ第一ホットローラーニップ(337’)で熱及び圧力を加えることにより、第一ウエブ(331)及び第二ウエブ(334)を予め作成済みの中間ウエブ(338’)に積層するステップであって、予め作成済みの中間ウエブ(338’)が中間ポリマー層(338’)を含み、かつ所望により、中間ポリマー層(338’)の各面上にバインダー層(339’)を含むステップ、
第二ホットローラーニップ(341’)で熱及び圧力を加えることにより、第一の予め作成済みのフィルム(342’)を第一又は第二ポリマーキャリヤー層(332又は335)の外面に積層するステップであって、第一の予め作成済みのフィルム(342’)が、少なくとも1種のヒートシール性ポリオレフィン層を含むステップ、及び
第三ホットローラーニップ(344’)で熱及び圧力を加えることにより、第二の予め作成済みのフィルム(345’)を第二又は第一ポリマーキャリヤー層(335又は332)の別の外面に積層するステップであって、第二の予め作成済みのフィルム(345’)が、少なくとも1種のヒートシール性ポリオレフィン層を含むステップを含む方法。
【請求項39】
SiOxガスバリア層(333、336)が相互に向き合うように、第一ウエブ(331)及び第二ウエブ(334)が、互の方向に進められる請求項38に記載の方法。
【請求項40】
第一SiOxガスバリア層(333)及び第二SiOxガスバリア層(336)が、積層前に表面活性化処理される請求項38に記載の方法。
【請求項41】
表面活性化処理がコロナ処理である請求項40に記載の方法。
【図1】

【図2】
【図2】
【公表番号】特表2007−523762(P2007−523762A)
【公表日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願番号】特願2006−520242(P2006−520242)
【出願日】平成16年7月12日(2004.7.12)
【国際出願番号】PCT/US2004/022124
【国際公開番号】WO2005/007518
【国際公開日】平成17年1月27日(2005.1.27)
【出願人】(591007424)テトラ ラバル ホールデイングス エ フイナンス ソシエテ アノニム (190)
【Fターム(参考)】
【公表日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願日】平成16年7月12日(2004.7.12)
【国際出願番号】PCT/US2004/022124
【国際公開番号】WO2005/007518
【国際公開日】平成17年1月27日(2005.1.27)
【出願人】(591007424)テトラ ラバル ホールデイングス エ フイナンス ソシエテ アノニム (190)
【Fターム(参考)】
[ Back to top ]