
プリント基板用ドリルビット
【課題】積層された複数枚のプリント基板に一回のドリリング工程で孔を加工するとともに、被削孔の内面粗度を向上させることができる仕上げ加工を実施するためのプリント基板用ドリルビットを提供する。
【解決手段】積層されたプリント基板に孔を加工するドリルビットであって、外周面にドリルの刃が形成され、被削材に接触して孔を形成するフルート部(20)と、前記フルート部(20)の後端に延設され、加工された孔の内面を仕上げする一つ以上のリーマーの刃(31)を備えるリーマー部(30)と、前記リーマー部(30)の後端に延設され、工作機械に装着されるシャンク部(10)とを含んでなる。
【解決手段】積層されたプリント基板に孔を加工するドリルビットであって、外周面にドリルの刃が形成され、被削材に接触して孔を形成するフルート部(20)と、前記フルート部(20)の後端に延設され、加工された孔の内面を仕上げする一つ以上のリーマーの刃(31)を備えるリーマー部(30)と、前記リーマー部(30)の後端に延設され、工作機械に装着されるシャンク部(10)とを含んでなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は積層された複数枚のプリント基板を一度に孔加工するドリルビットに係り、より詳しくは、被削材に孔を加工するとともに、その内径面を高精度に仕上げ加工して、品質向上と製品収率の改善を図ることができるプリント基板用ドリルビットに関するものである。
【背景技術】
【0002】
最近、半導体素子の集積度が次第に高くなり、半導体素子と外部回路を接続するために半導体素子に配設される接続端子(pad)の数が増大し、さらに配設密度も高くなっている。例えば、シリコンなどからなった半導体素子の最小加工寸法が約0.2μmである時、10mmの半導体素子に約1,000個の接続端子を配設する必要がある。
【0003】
また、このような半導体素子が搭載される半導体パッケージなどの半導体装置において、実装密度の向上などのために、小型化、薄型化が要求されており、特にノートブック、PDA、携帯電話などの携帯型情報機器などに対応するためには、半導体パッケージの小型化、薄型化が大きな課題である。
【0004】
半導体素子をパッケージ化するためには、半導体素子を配線基板上に搭載するとともに半導体素子の接続端子と配線基板上の接続端子を接続する必要がある。しかし、約10mmの半導体素子の周りに1,000個ほどの接続端子を配設する場合、その配設ピッチは約40μmと非常に微細なものになる。このような微細なピッチで配設された接続端子を配線基板に配設された接続端子と接続するためには、配線基板上への配線形成および接続時の位置決めに非常に高い精密度が要求されるため、従来のワイヤボンディング(wire bonding)法やTAB(Tape Automated Bonding)法によっては対応することが非常に難しいという問題がある。
【0005】
このような問題を解決するための方法として、半導体素子と構造的に結合され、別途のコネクターの使用なしに相互連結された構造を持つプリント基板(printed circuit board)の使用が次第に増加しており、特にプリント基板の中で、リジッド−フレキシブルプリント基板(rigid−flexible printed circuit board)の場合、ノートブック、携帯電話、PDAなどの携帯用情報機器の高集積化と微細な配設ピッチの要求に対応するために、精密なビアホール(以下、‘孔’という)の形成が要求されている。
【0006】
一方、前記孔(ビアホール)は入替え型ドリルビットを備えたドリルマシンによって形成される。この際に、前記ドリルマシンは1台当たり4千万円〜5千万円の高価で、1ラインの総投資費用の約10%を占めているので、生産性向上のために複数枚のプリント基板を積層し、一度にドリリングを実施している実情である。
【0007】
図5は従来技術によるプリント基板に孔を穿孔するためのドリルビットを示す斜視図、図6は従来技術によるドリルビットを利用して、多層に積層されたプリント基板に孔を形成する過程を説明するための模式図である。
【0008】
これら図に示すように、従来のドリルビット100は所定の長さを持つ合金材からなるもので、柄部を形成する大径のシャンク部110と、このシャンク部110から一体に延設され、外周面にはツイスト状のドリルの刃が形成されたフルート部120とから構成される。
【0009】
このようなドリルビット100は、前記シャンク部110がドリルマシンのスピンドルホルダー(図示せず)に締結されて高速回転力を受け、前記フルート部120は高速回転によって実質的に被削材に孔を穿設することになる。すなわち、前記のように構成されるドリルビット100は、シャンク部110がドリルマシンのスピンドルに装着されることによって、およそ10,000rpm以上の高速回転を行い、先端部であるフルート部120は被削材であるプリント基板200に垂直に接触したままで軸方向に移動することによって孔210を開けることになる。
【0010】
この際に、前記プリント基板200に孔を開けるためのドリルビット100は、通常直径0.1mm〜0.3mmの微細孔を加工することができるようにその直径が決まり、最近では0.1mm以下の微細孔まで加工できるようになっている。
【発明の開示】
【発明が解決しようとする課題】
【0011】
ところで、前記のように構成される従来のドリルビット100は高速で回転しながら孔210を開けるため、この過程で局部的な摩擦熱の上昇によって、孔から排出されなかったポリマー系の破片がフルート部120の表面に凝着するかまたは表面損傷を引き起こすことになり、さらに長期間の使用によるドリルの刃の摩耗によって、結果的に、図6に示すように、孔210の加工精密度が大きく落ちて、製品不良と収率を低下させる問題点があった。
【0012】
すなわち、プリント基板200で発生する代表的な信頼性問題は剥離(Delamination)とクラック(Crack)であり、このような剥離とクラックはプリント基板の製造工程中に発生する熱変形によって膨脹と収縮を繰り返す時、不均一な表面で主に発生する。
【0013】
したがって、ドリリングによって形成されたプリント基板200の孔210は、前記ドリルビット100の構造上、その内壁面の粗度が大きく低下するしかないから、図6に示すように、孔210の内面で剥離およびクラック現象が発生することになるものである。
【0014】
また、製品の検査時に検出されなかった微細な剥離およびクラックのあるプリント基板200が完成製品として流通される場合には、頻繁に故障が発生し、寿命短縮の原因になるため、使用者の要求費用(user claim cost)が増加して生産会社の対外的なイメージを深刻に失墜させる問題点もあった。
【0015】
したがって、本発明は前記のような従来の問題点を解決するためになされたもので、本発明の目的は、積層された複数枚のプリント基板に一回のドリリング工程で孔を加工するとともに、被削孔の内面粗度を向上させることができる仕上げ加工を実施するためのプリント基板用ドリルビットを提供することにある。
【課題を解決するための手段】
【0016】
前記の目的を実現するための本発明によるプリント基板用ドリルビットは、積層されたプリント基板に孔を加工するドリルビットであって、外周面にドリルの刃が形成され、被削材に接触して孔を形成するフルート部と;前記フルート部の後端に延設され、加工された孔の内面を仕上げする一つ以上のリーマーの刃を備えるリーマー部と;前記リーマー部の後端に延設され、工作機械に装着されるシャンク部と;を含んでなることを特徴とする。
【0017】
前記リーマー部は、加工された孔に対して研削を実施するために、前記フルート部に比べて大径に形成されることができる。前記リーマーの刃は軸を中心に2〜8本が放射状に配置され、それぞれのリーマーの刃は軸線に沿って直線状に形成されることができる。前記リーマー部は、加工された孔に進入する時、接触面積が徐々に増加するように先端部がテーパー状に加工されていることができる。前記リーマー部は、前記フルート部に比べて3〜20%だけ拡張した直径を有するように形成されることができる。
【発明の効果】
【0018】
前記のように構成されて作用する本発明によるプリント基板用ドリルビットによれば、一回のドリリング工程だけで先端部に位置するフルート部がプリント基板に孔を形成し、その後端部に位置するリーマー部が前記加工された孔に対して研削を行ってその内壁面の粗度を大きく向上させることができる利点がある。
【0019】
したがって、前記プリント基板は、製造工程中に発生する熱変形による膨脹と収縮が繰り返される場合にも、従来、孔で発生する剥離およびクラック現象を大幅減少させることができるので、結果的に不良減少による製造原価節減と生産収率の向上を期待することができるとともに、これを採用した電子機器の信頼性を向上させることができる産業上非常に有用な効果がある。
【発明を実施するための最良の形態】
【0020】
以下、添付図面に基づいて本発明によるプリント基板用ドリルビットを説明する。
【0021】
図1は本発明によるドリルビットを示す斜視図で、図2および図3はリーマーの刃の相違なる例を示す図1の“A−A”線に沿って取った断面図、図4は本発明によるドリルビットを利用して積層プリント基板に孔を形成する過程を示す模式図である。
【0022】
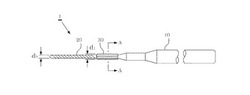
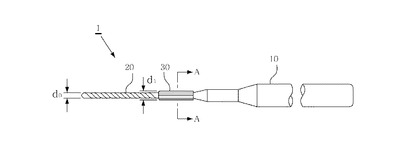
これら図に示すように、本発明のドリルビット1は合金材から成形されるもので、所定の長さを持つ断面円形を有する棒状のシャンク部10と、このシャンク部10の先端側から延長され、孔の内壁面に対して仕上げを実施するリーマー部30と、このリーマー部30の先端側から延長され、外周面にドリルの刃が拗じれ状に連続して形成されたフルート部20とから構成される。
【0023】
このような構成のドリルビット1において、前記シャンク部10とフルート部20は通常の公知技術、すなわち積層された複数枚のプリント基板に孔を加工するドリルビットの構造と大同小異である。
【0024】
ただ、本発明は、前記フルート部20によって加工された孔2aの内壁面を仕上げ加工して粗度を向上させることにより、プリント基板2の製造過程で発生する熱変形による膨脹と収縮によるクラックおよび剥離現象を最小化するためのリーマー部30を提供することに特徴がある。
【0025】
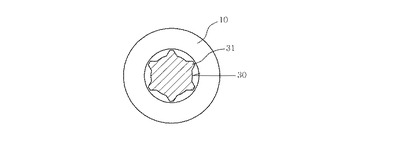
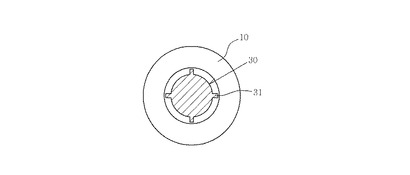
前記リーマー部30は、図面に示すように、加工された孔2aの内壁面に接触して研削を行うもので、2〜8本のリーマーの刃31を含んでいる。このようなリーマーの刃31は、前記ドリルビット1の軸を中心に放射状に配置される構造であり、それぞれのリーマーの刃31は軸線に沿って直線状に形成される構造である。
【0026】
このように構成されるリーマー部30は、前述したフルート部20の直径d0に比べて大きい直径d1を有するように形成される。これは、前記フルート部20によって形成された孔2aの内壁面を高精度に仕上げしなければならないからである。このために、本発明は、プリント基板2に形成される孔2aの直径がおよそ0.1mm〜0.3mmであるので、加工性などを考慮して、前記リーマー部30の直径を前記フルート部20の直径の3〜20%だけ拡張した大きさを有することを提案する。
【0027】
一方、前記リーマー部30はフルート部20に比べて大きな直径を有するように形成されることによって、前記フルート部20が加工した孔2aに進入する時、接触衝撃が発生することになる。本発明は、これを防止するために、前記リーマー部30が前記プリント基板2の孔2aに進入する時、その接触面積が徐々に増加するように先端部をテーパー状に加工した。
【0028】
この時、前記テーパー加工方法は単純な面取り方式で形成してもよいが、前記リーマー部30がプリント基板2の孔2aに進入する時の衝撃を最小化するために、緩い傾斜角を有するようにすることが望ましい。
【0029】
また、前記リーマーの刃31の断面は、図2に示すように、台形に加工されるか、あるいは図3に示すように、四角形に加工されることができる。そのほかにも、孔の内壁面に対する研削性を高めることができるいずれの形状にも変形可能なものである。
【0030】
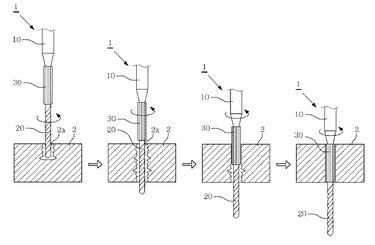
このように構成される本発明のプリント基板用ドリルビットの作用を図4に基づいて説明する。
【0031】
まず、本発明のドリルビット1のシャンク部10を10,000rpm以上で高速回転するドリルマシンのスピンドルに装着する。
【0032】
そして、このドリルビット1の先端部、すなわちフルート部20の先端側に、多層に積層されたプリント基板2を配置し、孔2aを開けるための地点を位置決めする。
【0033】
ついで、前記ドリルマシンを稼働すれば、このドリルマシンのスピンドルに一体的に装着されたシャンク部10が高速回転することによって、一体的に構成されたフルート部20も高速で回転しながら前記プリント基板2側に進行して孔2aを形成することになる。
【0034】
この時、前記フルート部20によって形成される孔2aは、図4の左側に示すように、その内壁面が荒い状態を持つ。これは、前記フルート部20が高速で回転しながら孔2aを開けるため、破片が凝着するかあるいは表面に損傷を及ぼすことになり、さらに長期間の使用によるドリルの刃の偏摩耗によって加工精度が落ちるからである。
【0035】
一方、前記フルート部20は前記プリント基板2に孔2aを加工しながらその内部に進入することになる。フルート部20が多少挿入された状態では、前記フルート部20の後端部に位置するリーマー部30が、加工された孔2aの内部に進入することになる。
【0036】
したがって、前記孔2aの内部に進入したリーマー部30は孔2aの直径に比べてわずかに大きい多数のリーマーの刃31を利用して研削を実施して、孔2aの内壁面の粗度を向上させることによって、前記孔2aで発生する熱変形によるクラックおよび剥離現象を最小化することができる。
【0037】
一方、本発明は前記実施例に開示した実施例に限定されるものではなく、本発明の思想および範囲を逸脱しない範囲内で多様な修正および変形が可能であることは当該技術分野の通常の知識を持った者には明らかであろう。よって、そのような変形例または修正例も本発明の特許請求範囲に属するものとしなければならない。
【産業上の利用可能性】
【0038】
本発明は、積層された複数枚のプリント基板に一回のドリリング工程で孔を加工するとともに、被削孔の内面粗度を向上させることができる仕上げ加工を実施するためのプリント基板用ドリルビットに適用可能である。
【図面の簡単な説明】
【0039】
【図1】本発明によるドリルビットを示す斜視図である。
【図2】リーマーの刃の断面が台形に加工された例を示す図1の“A−A”線に沿って取った断面図である。
【図3】リーマーの刃の断面が四角形に加工された例を示す図1の“A−A”線に沿って取った断面図である。
【図4】本発明によるドリルビットを利用して積層プリント基板に孔を形成する過程を示す模式図である。
【図5】従来技術によるドリルビットを示す斜視図である。
【図6】従来技術によるドリルビットを利用して積層プリント基板に孔を形成する過程を示す模式図である。
【符号の説明】
【0040】
1 ドリルビット
2 プリント基板
2a 孔
10 シャンク部
20 フルート部
30 リーマー部
31 リーマーの刃
d0 フルート部の直径
d1 リーマー部の直径
【技術分野】
【0001】
本発明は積層された複数枚のプリント基板を一度に孔加工するドリルビットに係り、より詳しくは、被削材に孔を加工するとともに、その内径面を高精度に仕上げ加工して、品質向上と製品収率の改善を図ることができるプリント基板用ドリルビットに関するものである。
【背景技術】
【0002】
最近、半導体素子の集積度が次第に高くなり、半導体素子と外部回路を接続するために半導体素子に配設される接続端子(pad)の数が増大し、さらに配設密度も高くなっている。例えば、シリコンなどからなった半導体素子の最小加工寸法が約0.2μmである時、10mmの半導体素子に約1,000個の接続端子を配設する必要がある。
【0003】
また、このような半導体素子が搭載される半導体パッケージなどの半導体装置において、実装密度の向上などのために、小型化、薄型化が要求されており、特にノートブック、PDA、携帯電話などの携帯型情報機器などに対応するためには、半導体パッケージの小型化、薄型化が大きな課題である。
【0004】
半導体素子をパッケージ化するためには、半導体素子を配線基板上に搭載するとともに半導体素子の接続端子と配線基板上の接続端子を接続する必要がある。しかし、約10mmの半導体素子の周りに1,000個ほどの接続端子を配設する場合、その配設ピッチは約40μmと非常に微細なものになる。このような微細なピッチで配設された接続端子を配線基板に配設された接続端子と接続するためには、配線基板上への配線形成および接続時の位置決めに非常に高い精密度が要求されるため、従来のワイヤボンディング(wire bonding)法やTAB(Tape Automated Bonding)法によっては対応することが非常に難しいという問題がある。
【0005】
このような問題を解決するための方法として、半導体素子と構造的に結合され、別途のコネクターの使用なしに相互連結された構造を持つプリント基板(printed circuit board)の使用が次第に増加しており、特にプリント基板の中で、リジッド−フレキシブルプリント基板(rigid−flexible printed circuit board)の場合、ノートブック、携帯電話、PDAなどの携帯用情報機器の高集積化と微細な配設ピッチの要求に対応するために、精密なビアホール(以下、‘孔’という)の形成が要求されている。
【0006】
一方、前記孔(ビアホール)は入替え型ドリルビットを備えたドリルマシンによって形成される。この際に、前記ドリルマシンは1台当たり4千万円〜5千万円の高価で、1ラインの総投資費用の約10%を占めているので、生産性向上のために複数枚のプリント基板を積層し、一度にドリリングを実施している実情である。
【0007】
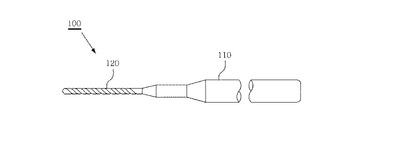
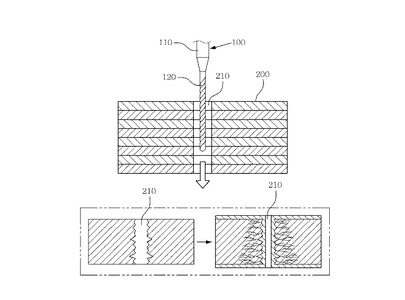
図5は従来技術によるプリント基板に孔を穿孔するためのドリルビットを示す斜視図、図6は従来技術によるドリルビットを利用して、多層に積層されたプリント基板に孔を形成する過程を説明するための模式図である。
【0008】
これら図に示すように、従来のドリルビット100は所定の長さを持つ合金材からなるもので、柄部を形成する大径のシャンク部110と、このシャンク部110から一体に延設され、外周面にはツイスト状のドリルの刃が形成されたフルート部120とから構成される。
【0009】
このようなドリルビット100は、前記シャンク部110がドリルマシンのスピンドルホルダー(図示せず)に締結されて高速回転力を受け、前記フルート部120は高速回転によって実質的に被削材に孔を穿設することになる。すなわち、前記のように構成されるドリルビット100は、シャンク部110がドリルマシンのスピンドルに装着されることによって、およそ10,000rpm以上の高速回転を行い、先端部であるフルート部120は被削材であるプリント基板200に垂直に接触したままで軸方向に移動することによって孔210を開けることになる。
【0010】
この際に、前記プリント基板200に孔を開けるためのドリルビット100は、通常直径0.1mm〜0.3mmの微細孔を加工することができるようにその直径が決まり、最近では0.1mm以下の微細孔まで加工できるようになっている。
【発明の開示】
【発明が解決しようとする課題】
【0011】
ところで、前記のように構成される従来のドリルビット100は高速で回転しながら孔210を開けるため、この過程で局部的な摩擦熱の上昇によって、孔から排出されなかったポリマー系の破片がフルート部120の表面に凝着するかまたは表面損傷を引き起こすことになり、さらに長期間の使用によるドリルの刃の摩耗によって、結果的に、図6に示すように、孔210の加工精密度が大きく落ちて、製品不良と収率を低下させる問題点があった。
【0012】
すなわち、プリント基板200で発生する代表的な信頼性問題は剥離(Delamination)とクラック(Crack)であり、このような剥離とクラックはプリント基板の製造工程中に発生する熱変形によって膨脹と収縮を繰り返す時、不均一な表面で主に発生する。
【0013】
したがって、ドリリングによって形成されたプリント基板200の孔210は、前記ドリルビット100の構造上、その内壁面の粗度が大きく低下するしかないから、図6に示すように、孔210の内面で剥離およびクラック現象が発生することになるものである。
【0014】
また、製品の検査時に検出されなかった微細な剥離およびクラックのあるプリント基板200が完成製品として流通される場合には、頻繁に故障が発生し、寿命短縮の原因になるため、使用者の要求費用(user claim cost)が増加して生産会社の対外的なイメージを深刻に失墜させる問題点もあった。
【0015】
したがって、本発明は前記のような従来の問題点を解決するためになされたもので、本発明の目的は、積層された複数枚のプリント基板に一回のドリリング工程で孔を加工するとともに、被削孔の内面粗度を向上させることができる仕上げ加工を実施するためのプリント基板用ドリルビットを提供することにある。
【課題を解決するための手段】
【0016】
前記の目的を実現するための本発明によるプリント基板用ドリルビットは、積層されたプリント基板に孔を加工するドリルビットであって、外周面にドリルの刃が形成され、被削材に接触して孔を形成するフルート部と;前記フルート部の後端に延設され、加工された孔の内面を仕上げする一つ以上のリーマーの刃を備えるリーマー部と;前記リーマー部の後端に延設され、工作機械に装着されるシャンク部と;を含んでなることを特徴とする。
【0017】
前記リーマー部は、加工された孔に対して研削を実施するために、前記フルート部に比べて大径に形成されることができる。前記リーマーの刃は軸を中心に2〜8本が放射状に配置され、それぞれのリーマーの刃は軸線に沿って直線状に形成されることができる。前記リーマー部は、加工された孔に進入する時、接触面積が徐々に増加するように先端部がテーパー状に加工されていることができる。前記リーマー部は、前記フルート部に比べて3〜20%だけ拡張した直径を有するように形成されることができる。
【発明の効果】
【0018】
前記のように構成されて作用する本発明によるプリント基板用ドリルビットによれば、一回のドリリング工程だけで先端部に位置するフルート部がプリント基板に孔を形成し、その後端部に位置するリーマー部が前記加工された孔に対して研削を行ってその内壁面の粗度を大きく向上させることができる利点がある。
【0019】
したがって、前記プリント基板は、製造工程中に発生する熱変形による膨脹と収縮が繰り返される場合にも、従来、孔で発生する剥離およびクラック現象を大幅減少させることができるので、結果的に不良減少による製造原価節減と生産収率の向上を期待することができるとともに、これを採用した電子機器の信頼性を向上させることができる産業上非常に有用な効果がある。
【発明を実施するための最良の形態】
【0020】
以下、添付図面に基づいて本発明によるプリント基板用ドリルビットを説明する。
【0021】
図1は本発明によるドリルビットを示す斜視図で、図2および図3はリーマーの刃の相違なる例を示す図1の“A−A”線に沿って取った断面図、図4は本発明によるドリルビットを利用して積層プリント基板に孔を形成する過程を示す模式図である。
【0022】
これら図に示すように、本発明のドリルビット1は合金材から成形されるもので、所定の長さを持つ断面円形を有する棒状のシャンク部10と、このシャンク部10の先端側から延長され、孔の内壁面に対して仕上げを実施するリーマー部30と、このリーマー部30の先端側から延長され、外周面にドリルの刃が拗じれ状に連続して形成されたフルート部20とから構成される。
【0023】
このような構成のドリルビット1において、前記シャンク部10とフルート部20は通常の公知技術、すなわち積層された複数枚のプリント基板に孔を加工するドリルビットの構造と大同小異である。
【0024】
ただ、本発明は、前記フルート部20によって加工された孔2aの内壁面を仕上げ加工して粗度を向上させることにより、プリント基板2の製造過程で発生する熱変形による膨脹と収縮によるクラックおよび剥離現象を最小化するためのリーマー部30を提供することに特徴がある。
【0025】
前記リーマー部30は、図面に示すように、加工された孔2aの内壁面に接触して研削を行うもので、2〜8本のリーマーの刃31を含んでいる。このようなリーマーの刃31は、前記ドリルビット1の軸を中心に放射状に配置される構造であり、それぞれのリーマーの刃31は軸線に沿って直線状に形成される構造である。
【0026】
このように構成されるリーマー部30は、前述したフルート部20の直径d0に比べて大きい直径d1を有するように形成される。これは、前記フルート部20によって形成された孔2aの内壁面を高精度に仕上げしなければならないからである。このために、本発明は、プリント基板2に形成される孔2aの直径がおよそ0.1mm〜0.3mmであるので、加工性などを考慮して、前記リーマー部30の直径を前記フルート部20の直径の3〜20%だけ拡張した大きさを有することを提案する。
【0027】
一方、前記リーマー部30はフルート部20に比べて大きな直径を有するように形成されることによって、前記フルート部20が加工した孔2aに進入する時、接触衝撃が発生することになる。本発明は、これを防止するために、前記リーマー部30が前記プリント基板2の孔2aに進入する時、その接触面積が徐々に増加するように先端部をテーパー状に加工した。
【0028】
この時、前記テーパー加工方法は単純な面取り方式で形成してもよいが、前記リーマー部30がプリント基板2の孔2aに進入する時の衝撃を最小化するために、緩い傾斜角を有するようにすることが望ましい。
【0029】
また、前記リーマーの刃31の断面は、図2に示すように、台形に加工されるか、あるいは図3に示すように、四角形に加工されることができる。そのほかにも、孔の内壁面に対する研削性を高めることができるいずれの形状にも変形可能なものである。
【0030】
このように構成される本発明のプリント基板用ドリルビットの作用を図4に基づいて説明する。
【0031】
まず、本発明のドリルビット1のシャンク部10を10,000rpm以上で高速回転するドリルマシンのスピンドルに装着する。
【0032】
そして、このドリルビット1の先端部、すなわちフルート部20の先端側に、多層に積層されたプリント基板2を配置し、孔2aを開けるための地点を位置決めする。
【0033】
ついで、前記ドリルマシンを稼働すれば、このドリルマシンのスピンドルに一体的に装着されたシャンク部10が高速回転することによって、一体的に構成されたフルート部20も高速で回転しながら前記プリント基板2側に進行して孔2aを形成することになる。
【0034】
この時、前記フルート部20によって形成される孔2aは、図4の左側に示すように、その内壁面が荒い状態を持つ。これは、前記フルート部20が高速で回転しながら孔2aを開けるため、破片が凝着するかあるいは表面に損傷を及ぼすことになり、さらに長期間の使用によるドリルの刃の偏摩耗によって加工精度が落ちるからである。
【0035】
一方、前記フルート部20は前記プリント基板2に孔2aを加工しながらその内部に進入することになる。フルート部20が多少挿入された状態では、前記フルート部20の後端部に位置するリーマー部30が、加工された孔2aの内部に進入することになる。
【0036】
したがって、前記孔2aの内部に進入したリーマー部30は孔2aの直径に比べてわずかに大きい多数のリーマーの刃31を利用して研削を実施して、孔2aの内壁面の粗度を向上させることによって、前記孔2aで発生する熱変形によるクラックおよび剥離現象を最小化することができる。
【0037】
一方、本発明は前記実施例に開示した実施例に限定されるものではなく、本発明の思想および範囲を逸脱しない範囲内で多様な修正および変形が可能であることは当該技術分野の通常の知識を持った者には明らかであろう。よって、そのような変形例または修正例も本発明の特許請求範囲に属するものとしなければならない。
【産業上の利用可能性】
【0038】
本発明は、積層された複数枚のプリント基板に一回のドリリング工程で孔を加工するとともに、被削孔の内面粗度を向上させることができる仕上げ加工を実施するためのプリント基板用ドリルビットに適用可能である。
【図面の簡単な説明】
【0039】
【図1】本発明によるドリルビットを示す斜視図である。
【図2】リーマーの刃の断面が台形に加工された例を示す図1の“A−A”線に沿って取った断面図である。
【図3】リーマーの刃の断面が四角形に加工された例を示す図1の“A−A”線に沿って取った断面図である。
【図4】本発明によるドリルビットを利用して積層プリント基板に孔を形成する過程を示す模式図である。
【図5】従来技術によるドリルビットを示す斜視図である。
【図6】従来技術によるドリルビットを利用して積層プリント基板に孔を形成する過程を示す模式図である。
【符号の説明】
【0040】
1 ドリルビット
2 プリント基板
2a 孔
10 シャンク部
20 フルート部
30 リーマー部
31 リーマーの刃
d0 フルート部の直径
d1 リーマー部の直径
【特許請求の範囲】
【請求項1】
積層されたプリント基板に孔を加工するドリルビットであって、
外周面にドリルの刃が形成され、被削材に接触して孔を形成するフルート部と;
前記フルート部の後端に延設され、加工された孔の内面を仕上げする一つ以上のリーマーの刃を備えるリーマー部と;
前記リーマー部の後端に延設され、工作機械に装着されるシャンク部と;
を含んでなることを特徴とする、プリント基板用ドリルビット。
【請求項2】
前記リーマー部は、加工された孔に対して研削を実施するために、前記フルート部に比べて大径に形成されることを特徴とする、請求項1に記載のプリント基板用ドリルビット。
【請求項3】
前記リーマーの刃は軸を中心に2〜8本が放射状に配置され、それぞれのリーマーの刃は軸線に沿って直線状に形成されることを特徴とする、請求項1に記載のプリント基板用ドリルビット。
【請求項4】
前記リーマー部は、加工された孔に進入する時、接触面積が徐々に増加するように先端部がテーパー状に加工されていることを特徴とする、請求項1または2に記載のプリント基板用ドリルビット。
【請求項5】
前記リーマー部は、前記フルート部に比べて3〜20%だけ拡張した直径を有するように形成されることを特徴とする、請求項1または2に記載のプリント基板用ドリルビット。
【請求項1】
積層されたプリント基板に孔を加工するドリルビットであって、
外周面にドリルの刃が形成され、被削材に接触して孔を形成するフルート部と;
前記フルート部の後端に延設され、加工された孔の内面を仕上げする一つ以上のリーマーの刃を備えるリーマー部と;
前記リーマー部の後端に延設され、工作機械に装着されるシャンク部と;
を含んでなることを特徴とする、プリント基板用ドリルビット。
【請求項2】
前記リーマー部は、加工された孔に対して研削を実施するために、前記フルート部に比べて大径に形成されることを特徴とする、請求項1に記載のプリント基板用ドリルビット。
【請求項3】
前記リーマーの刃は軸を中心に2〜8本が放射状に配置され、それぞれのリーマーの刃は軸線に沿って直線状に形成されることを特徴とする、請求項1に記載のプリント基板用ドリルビット。
【請求項4】
前記リーマー部は、加工された孔に進入する時、接触面積が徐々に増加するように先端部がテーパー状に加工されていることを特徴とする、請求項1または2に記載のプリント基板用ドリルビット。
【請求項5】
前記リーマー部は、前記フルート部に比べて3〜20%だけ拡張した直径を有するように形成されることを特徴とする、請求項1または2に記載のプリント基板用ドリルビット。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−331092(P2007−331092A)
【公開日】平成19年12月27日(2007.12.27)
【国際特許分類】
【出願番号】特願2007−111794(P2007−111794)
【出願日】平成19年4月20日(2007.4.20)
【出願人】(591003770)三星電機株式会社 (982)
【Fターム(参考)】
【公開日】平成19年12月27日(2007.12.27)
【国際特許分類】
【出願日】平成19年4月20日(2007.4.20)
【出願人】(591003770)三星電機株式会社 (982)
【Fターム(参考)】
[ Back to top ]