
プレキャストコンクリート製品の製造用型枠
【課題】高精度な組み立て形状位置寸法精度が得られるPC製品の製造用型枠を提供する。
【解決手段】コンクリート製の底枠4Aの周側面に、鋼製の側枠を起立させて組み立て解体自在に固定してなるPC製品の製造用型枠であって、該底枠4には、その周側面の上縁に沿って、高精度な形状位置寸法精度で形成された鋼製の帯板46が一体的に周回されて設けられ、該帯板46の外周面を組み立て基準面にしてこれに習わされて該側枠をなす各側板が組み付けられる。
【解決手段】コンクリート製の底枠4Aの周側面に、鋼製の側枠を起立させて組み立て解体自在に固定してなるPC製品の製造用型枠であって、該底枠4には、その周側面の上縁に沿って、高精度な形状位置寸法精度で形成された鋼製の帯板46が一体的に周回されて設けられ、該帯板46の外周面を組み立て基準面にしてこれに習わされて該側枠をなす各側板が組み付けられる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プレキャストコンクリート製品(以下、PC製品と略記する)の製造用型枠に係わり、特に、底枠にコンクリート製のものを用いて、この底枠に鋼製の側枠を組み付けて、組み立て解体が自由に行えるようにした型枠において、その組み立て後の形状位置寸法精度の可及的な向上が図れるようにした改良技術に関する。
【背景技術】
【0002】
一般に、コンクリート板やシールドトンネルに用いるコンクリート製セグメント等のPC製品を製造するにあたっては、組み立て解体が自在に行えて繰り返し転用が可能な鋼製型枠が多用されているが、当該鋼製型枠はその底枠を打設コンクリートの重量や締め固め時の振動等に耐え得るように頑強に製作しなければならないので、その製作費は嵩んでしまい高価なものとなってしまう。このため、PC製品を大量に生産する必要等があって、その鋼製型枠を多数用意しなければならない場合には、その生産コストが非常に高くなってしまうという課題があった。
【0003】
そこで、その鋼製型枠のコストダウンを目的として、底枠にコンクリート製のものを採用するようにした技術が、例えば特開2000−326319号公報等にて提案されている。
【0004】
即ち、当該提案の型枠にあっては、PC製品としてシールドトンネルのセグメントを製造することを前提としているが、先ず、製造するコンクリートセグメントの内周側成型面に対応する面が上面に形成された鋼製の基準型枠を製作し、この基準型枠に硬練りコンクリートを投入して底枠を成型する。次に、基準型枠から脱型された底枠を反転させ、基準型枠の上面に合致する面を上側に向けて配置する。爾後、この底枠の上面に沿って鉄板を張り付けた後、コンクリートセグメントの外周側成型面が形成された側枠を底枠に連結する。そして、これら連結された底枠と側枠との内部に流動コンクリートを充填し、養生後、脱型してコンクリートセグメントを得るようになっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−326319号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、PC製品の製造用型枠にあっては、底枠の周側面に鋼製の側板及び端板等からなる側枠を組み付けて、底枠の周縁上側部を囲繞することで、コンクリート打設空間を区画形成することになるが、底枠には側板や端板等の側枠を取り付け固定するためのボルト軸やボルト穴等を予め設けておく必要がある。従って、上記提案のようなコンクリート製の底枠を採用する場合には、当該底枠の打設形成時にその形成用型枠の内周側面部分等の所定位置に、予めボルト軸部材やボルト穴部材等の金具をインサートして、これらを固定した状態でコンクリートを打設、硬化させて底枠を製作することになる。
【0007】
しかしながら、例えばコンクリート製セグメントにあっては、その外形形状寸法や周側面の平面度、直角度、平行度等の形状位置寸法精度の誤差に、1mm程の高い精密性が求められているのであるが、このように高精度な形状位置寸法誤差を要求されるPC製品を製造するための型枠に、上述したような従来提案のコンクリート製底枠を採用しようとしても、その形状位置寸法精度を高く確保することが困難であった。
【0008】
即ち、コンクリートで底枠を形成すると、その外形形状寸法や周側面の平面度、直角度、平行度等の面精度を高精度に出すことが困難であるばかりか、インサートする金具類の位置精度や面精度等を高精度に確保する術がなく、これ故、側板及び端板等の側枠を組み付けたときの組み立て精度を高く維持することができず、もって実用化するにはその精度の面で未だ改善の必要があった。
【0009】
本発明は、上記のような課題に鑑みてなされたものであって、その目的は、高精度な組み立て形状位置寸法精度が得られるPC製品の製造用型枠を提供することにある。
【課題を解決するための手段】
【0010】
かかる目的を達成するために請求項1に示す発明は、コンクリート製の底枠の周側面に、鋼製の側枠を起立させて組み立て解体自在に締結固定してなるPC製品の製造用型枠であって、該底枠には、その周側面の上縁に沿って鋼製の帯板が一体的に周回されて設けられている、ことを特徴とする。
【0011】
請求項2に示す発明は、前記鋼製の帯板は、前記コンクリート製底枠の打設形成時にその製作用成型型枠内に予めインサートされて該底枠に一体化されている、ことを特徴とする。
【0012】
請求項3に示す発明は、前記底枠が架台によって支持され、該架台には前記側枠をなす各側板を該底枠の帯板に対して当接離間移動させて開閉自在に支持する支持手段が設けられている、ことを特徴とする。
【0013】
請求項4に示す発明は、前記底枠がこれを支持する基台とともにコンクリートで一体形成されており、該基台部には前記側枠をなす各側板を各々該底枠の帯板に対して当接離間移動させて開閉自在に支持する支持手段が設けられている、ことを特徴とする。
【発明の効果】
【0014】
本発明によれば、高精度な組み立て形状寸法精度が得られるPC製品の製造用型枠を提供することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の第1実施形態に係るPC製品の製造用型枠を示す正面図である。
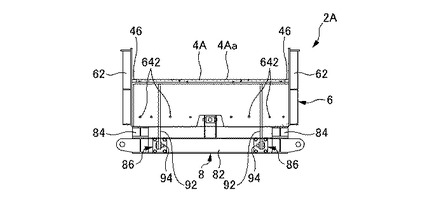
【図2】図1の右側面図である。
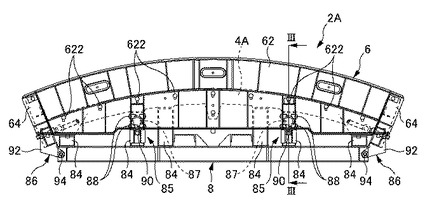
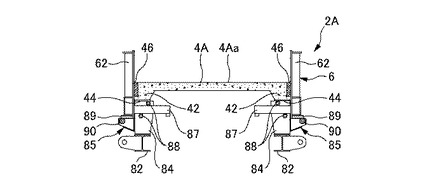
【図3】図1中のIII−III線矢視断面図である。
【図4】図1中に示す底枠とこれを支持する架台とを示した正面図である。
【図5】図4の右側面図である。
【図6】図4中のVI−VI線矢視断面図である。
【図7】底枠製作用型枠の正面図である。
【図8】図7の底枠製作用型枠で底枠を打設形成中の状態を示す正面図であり、説明の便宜上、手前側の側板を取り外した状態で示した図である。
【図9】本発明の第2実施形態に係るPC製品の製造用型枠を示す正面図である。
【図10】図9の右側面図である。
【図11】図9中に示す底枠の正面図である。
【図12】図11の右側面図である。
【図13】図11中のXIII−XIII線部の矢視断面図である。
【発明を実施するための形態】
【0016】
以下に、本発明に係るPC製品の製造用型枠の実施形態について、添付図面を参照して詳述する。
【0017】
===第1実施形態===
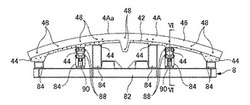
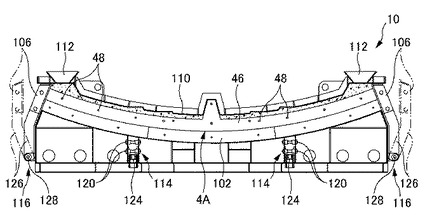
図1〜図8は本発明の第1実施形態に係るPC製品の製造用型枠2Aを示している。ここで、当該PC製品の製造用型枠2Aは、そのPC製品として円弧状に湾曲する平面視矩形の板状のシールドトンネル用のセグメントを製造するものを例示している。
【0018】
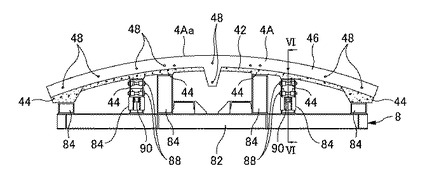
即ち、このPC製品の製造用型枠2Aは、図1〜図3に示すように、底枠4Aと、この底枠4Aに着脱自在に固定される側枠6と、当該底枠4Aを支持する架台8とを有している。
【0019】
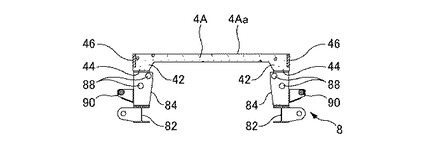
底枠4Aは、その上面4Aaが上記セグメントの内周側面を形成するための成形面になっており、図4〜図6に示すように、その長手方向の中央部が上方に向けて膨らむ円弧状をなし、かつ、平面視で矩形をなす板体状を呈している。ここで、当該底枠4Aはコンクリートで約200mm程度の厚みで成形されており、その外周縁部の下面には、ハンチ42がその周側面と面一に下方に向けて突出されて一体形成されている。
【0020】
また、このハンチ42の適宜箇所には、当該底枠4aを架台8上に載置するための複数の脚座44が更に突出されて平坦に形成されており、この図示例にあっては、その脚座44は底枠4の湾曲した長手方向に沿って片側にそれぞれ6カ所ずつ、総計で12カ所に設けられている。
【0021】
また、上記架台8はH形鋼を用いて形成されており、矩形枠体状に組んだ基部82と、この基部82上に一体的に設けられた複数の支持脚84とを有している。これらの支持脚84は上記底枠4をその脚座44で支持するためのものであり、当該脚座44に対応されて12カ所に設けられている。
【0022】
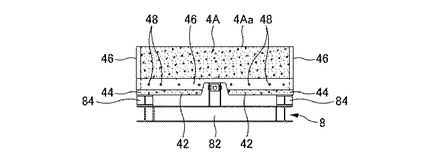
ところで、上記底枠4Aには、そのコンクリート製の周側面の上縁に沿って鋼製の帯板46が一体的に周回されて設けられている。ここで、この帯板46は主に上記側枠6の組み立て精度を高精度に確保するために設けられたものであって、厚み50mm程度の鋼板を用いて、予め工場でその外形寸法や各面の平行度、平面度、直角度、円弧の曲率度、ボルト穴48の位置精度等の各種の形状位置寸法公差が高精度に保たれて矩形枠体状に形成される。また、この帯板46には、側枠6をボルトで締結固定するための締結固定用ボルト穴48がその周側に沿って設けられている。
【0023】
そして、図7及び図8に示すように、この矩形枠体状の帯板46は、底枠4Aをコンクリートで製作する際に、その製作用成型型枠10のコンクリート打設空間内にインサートされて、爾後に打設されるコンクリートと一体化されて設けられるようになっている。ここで、底枠4Aはその製作時には上下が反転されて形成されるようになっており、その製作用成型型枠10は全て鋼製で構成されて、精密に組み立てられるようになっている。
【0024】
即ち、図8に示すように、底枠4Aの上面を形成することになる当該底枠の製作用成型型枠10の底板102は、その最終的な製造品たるセグメントの内周側面形状に一致されて可及的に高精度に形成される。そして、当該底板102上に矩形枠体状の上記帯板46が載置されるとともに、この帯板46にタッピング形成された締結固定用ボルト穴48に、図7に示すように側枠103がボルトで締め付けられて固定される。
【0025】
この側枠103は、円弧状に湾曲した長辺側面に取り付けられる一対の長側板104と、直線状の短辺側面に取り付けられる一対の短側板106とからなり、これらの側板104,106は各々その下部に形成された挿通孔108を通じてボルト(図示省略)で締め付けられて、当該帯板46に密着固定される。つまり、4枚の側板104,106は帯板46に密着固定されることによって直角度や平行度等の誤差が高精度に保たれて組み付けられる。そして、これらの側板104,106の上端部には蓋板110が被せられて設置され、その内部にコンクリート打設空間が区画形成される。そして、コンクリート打設口112からそのコンクリート打設空間内に高流動コンクリートを打設、硬化させることによって帯板46を一体化させたコンクリート製の底枠4Aが製作される。
【0026】
ここで、本実施形態では上記側枠103をなす長側板104と短側板106とは、それぞれ底枠製作用成型型枠10の基部に設けられた支持手段114,116によって開閉自在に支持されている。
【0027】
即ち、図7及び図8とに示すように、長側板104の支持手段114は、当該長側板104の下部内側に一体的に突設された支承軸118と、底枠製作用成型型枠10の基部に設けられてその支承軸118を上下から挟んでその軸方向に移動自在に保持する上下一対のローラ120、及び長側板104の下端面に一体的に取り付けられたラックギヤ122、このラックギヤ122に噛合されて底枠製作用成型型枠10の基部に設けられたピニオギヤ124とからなる。つまり、ピニオンギヤ124を正逆回転駆動することにより、長側板104は図示する紙面の表裏方向にスライド移動して開閉作動し、底枠4Aの帯板46に対して当接離間移動するようになっている。
【0028】
また、短側板106の支持手段116は、当該短側板106を支持して下方に延びる揺動部材126と、この揺動部材126の下端部を回動自在に支持して底枠製作用成型型枠10の基部に取り付けられた支持軸128とからなる。即ち、短側板106は支持軸128を中心に回動する揺動部材126に取り付けられて揺動開閉し、底枠4Aの帯板46に対して当接離間移動するようになっている。
【0029】
そして、当該長側板104と短側板106とは、形状位置精度が精密に形成されている上記帯板46の外周面に対して密着当接された時点で、その帯板46の外周面に習って組み上げられて、その直角度や平行度等の組み立て精度が高精度に得られるとともに、その高精度な組み立て精度を保ちながらボルト締めによって強固に帯板46に組み付け固定されるようになっている。
【0030】
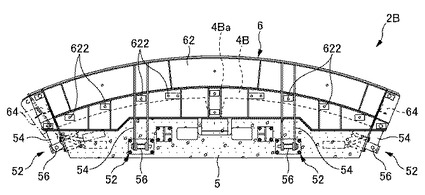
そして、上記の様にして製作されたコンクリート製の底枠4の周側面には、図1〜図3に示すように、鋼製の側枠6が起立された状態にて組み立て解体自在に締結固定されて、PC製品の製造用型枠2Aが構成される。ここで、当該製造用型枠2Aにあっても、側枠6はそれぞれに一対の長側板62と短側板64とからなっており、これらはともに平板状をなして所定の高さ寸法を有して形成されている。そして、これらの長側板62と短側板64も、上記した底枠の製作用成型型枠10の場合と同様に構成された支持手段85,86によって、底枠4の帯板46に対して当接離間移動自在に設けられている。
【0031】
即ち、図1と図3とに示すように、長側板62の支持手段85は、当該長側板62の下部内側に一体的に突設された支承軸87と、架台8の基部82に設けられてその支承軸87を上下から挟んでその軸方向に移動自在に保持する上下一対のローラ88、及び長側板62の下端面に一体的に取り付けられたラックギヤ89、このラックギヤ89に噛合されて架台8の基部82に設けられたピニオンギヤ90とからなる。つまり、ピニオンギヤ90を正逆回転駆動することにより、長側板62は図1に示す紙面の表裏方向(図3では紙面の左右方向)にスライド移動して、底枠4Aの帯板46に対して当接離間移動し得るようになっている。ここで、支承軸87を保持する上下一対のローラ88は、長側板62の重量によるモーメントを受けるために軸方向にオフセット配置されていて、上側のローラが下側のローラよりも内側に設置されている。なお、このオフセット配置は前述した底枠の製作用成型型枠10における開閉支持手段114にあっても同様の構成とされている。
【0032】
また、短側板64の開閉支持手段86は、当該短側板64を支持して下方に延びる揺動部材92と、この揺動部材92の下端部を回動自在に支持して架台8の基部82に取り付けられた支持軸94とからなる。即ち、短側板64は支持軸94を中心に回動する揺動部材92に取り付けられて揺動開閉可能になっている。
【0033】
そして、長側板62と短側板64とはそれぞれ閉じられると、底枠4の帯板46の外周面に密着当接して相互に面接触し、その帯板46の外周面に設けられているボルト穴48にボルトを介して強固に締め付け固定される。なお、図1中の622は長側板62に形成されたボルト挿通孔であり、図2中の642は短側板64に形成されたボルト挿通孔である。
【0034】
即ち、このようにして長側板62と短側板64とを帯板46の外周面に密着当接させると、その時点で、当該長側板62と短側板64とは形状位置精度が精密に形成されている帯板46の外周面に習って組み上げられて、その直角度や平行度等の組み立て精度が高精度に得られ、その状態を保持したまま帯板46にボルトで強固に締め付け固定されるようになっている。爾後、長側板62と短側板64とは相互にボルトで強固に締結固定されて側枠6として一体化されることになる。
【0035】
従って、以上のように構成されたPC製品の製造用型枠2にあっては、そのコンクリート製の底枠4を製作する際に、予め工場で外形寸法や各面の平面度、直角度、平行度、位置度等の形状位置寸法を高精度に保って形成した鋼製の矩形枠体状の帯板46を、図8に示すように、底枠の製作用成型型枠10の底板102上に載置して、当該帯板46をこれから製作する底枠4の周側面の上縁部に相当する所定部位に沿わせてインサート配置し、この帯板46の外周面を組み立て基準面として側板104と短側板106とを組み付けて側枠を構成した後、その内部のコンクリート打設空間内にコンクリートを打設、硬化させて当該底枠4を形成するので、鋼製の帯板46をコンクリートと一体化させて底枠4の周側面の上縁部に周回させて設置することができる。
【0036】
しかも、当該帯板46は底枠4の周側面における上縁部のコンクリートの外周を拘束することになるから、当該底枠4の上面外周縁部の補強材としても機能することになり、もって当該底枠4の繰り返しの転用等に対する耐久性の向上にも寄与することができるようになる。
【0037】
そして、最終的な製造品であるPC製品としてのセグメントを製造するに際しては、図1〜図3に示すように、当該底枠4の帯板46をセグメント製造用型枠2の組み立て時の基準部材となして、当該帯板46の外周面に側枠6をなす長側板62と短側板64とを密着当接させ、それらをボルト締めして製造用型枠2を組み立てるので、側枠6をなす長側板62及び短側板64を帯板46の平面度や直角度、平行度等の高精度な形状位置寸法に習わせて高精度に組み付けることができ、もって組み立て精度の高いセグメント製造用型枠2を製作できる。これ故、当該セグメント製造用型枠2によって製造されるセグメントもその形状位置精度が高く保たれることになる。
【0038】
なお、当該セグメント製造用型枠2でセグメントを打設形成する際には、底枠4の上面4aに脱型を容易とするための剥離剤等を含侵あるいは塗布しておくようにするか、または剥離層として樹脂層あるいは鉄板等を積層形成しておくようにするのが望ましい。
【0039】
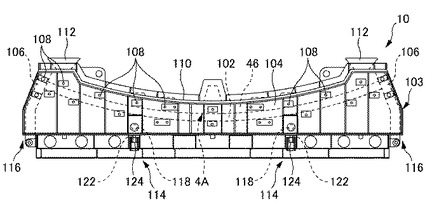
===第2実施形態===
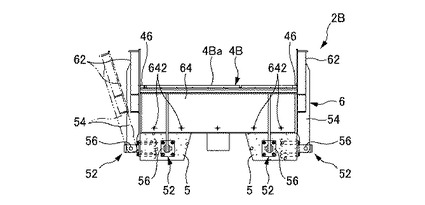
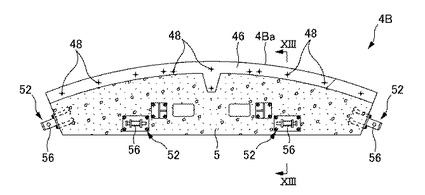
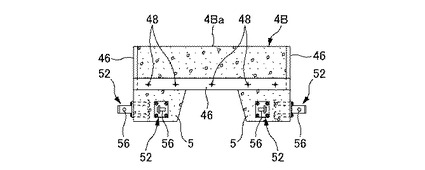
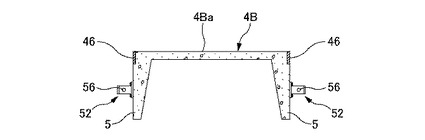
図9〜図10は本発明の第2実施形態に係るPC製品の製造用型枠2Bを示し、図11〜図13はその底枠4Bを示している。ここで、当該第2実施形態のPC製品の製造用型枠2Bも、そのPC製品としてシールドトンネル用のセグメントを製造するものを例示しており、その主たる構成は前述の第1実施形態と同様であって、その相違するところは、第1実施形態において用いていた架台をも底枠4Bの一部としてコンクリートで一体形成するようにした点にある。よって、以下には第1実施形態と同一の部分には同一の符号を付してその説明は省略し、その相違する点に付いて説明する。
【0040】
即ち、この第2実施形態の底枠4Bには前述の第1実施形態における架台に相当する基台部5がコンクリートで一体に形成されている。ここで、この図示例の基台部5にあっては、前述した第1実施形態におけるハンチが更に下方に延長されることによって形成されている。なお、図中4Baは底枠4Bの上面である。
【0041】
また、側枠6をなす長側板62と短側板64とには、それらを底枠4Bの帯板46に対して当接離間移動させて開閉自在に支持する支持手段52が設けられている。図9と図10とに示すように、この支持手段52は長側板62と短側板64とにそれぞれ一体的に取り付けられて下方に延びる揺動部材54と、この揺動部材54を回動自在に支持して基台部5に一体的に設けられた支持軸56とからなり、長側板62と短側板64はそれぞれ支持軸56を回動中心にして揺動開閉するようになっている。
【0042】
そして、当該長側板62と短側板64とが上方に向けて回動されて底枠4Bの帯板46の外周面に密着当接されると、その時点で長側板62と短側板64とは、形状位置精度が精密に形成されている帯板46の外周面に習って組み上げられて、それらの組み立て精度が高精度に得られるとともに、その高精度な組み立て精度を保ちながら当該ボルト締めによって強固に組み付け固定されるようになっている。爾後、長側板62と短側板64とは相互にボルトで強固に締結固定されて側枠6として一体化されることになる。
【0043】
なお、図示していないが、矩形枠体状の帯板46は、前述の第1実施形態と同様に、底枠4Bをコンクリートで製作する際に、その製作用成型型枠のコンクリート打設空間内にインサートされて、爾後に打設されるコンクリートと一体化されて設けられる。
【0044】
従って、当該第2実施形態に係るPC製品の製造用型枠2Bにあっても、前述の第1実施形態の場合と同様の作用効果が得られる。
【0045】
===その他の実施形態===
上述の第1実施形態並びに第2実施形態にあっては、ともにPC製品としてシールドトンネルのセグメントを製造するための型枠を例示したが、本発明は当該セグメントの製造用型枠に限定されるものではなく、コンクリート床板等のPC製品全般において、その下型にコンクリート製のものを採用するようにしたPC製品の製造用型枠に対して適用可能である。
【0046】
また、上述の第1実施形態並びに第2実施形態にあっては、底枠4A,4Bの帯板46に側枠6をなす長側板62と短側板64とをボルトで締結固定させるようにしているが、例えば、支持手段に例えば油圧シリンダー等のアクチュエータを付設して、当該アクチュエータによって長側板62と短側板64とを帯板46に密着圧接させた状態に固定保持するようにしたり、あるいはチェーン及びターンバックルや、パイプサポートを用いて密着圧接させた状態に固定保持するようにすれば、そのボルトによる締結固定は不要となすこともできる。
【符号の説明】
【0047】
2A,2B PC製品の製造型枠
4A,4B 底枠
46 帯板
48 締結固定用ボルト穴
5 基台部
52 支持手段
6 側枠
62 長側板
64 短側板
8 架台
85,86 支持手段
10 底枠製作用成型型枠
【技術分野】
【0001】
本発明は、プレキャストコンクリート製品(以下、PC製品と略記する)の製造用型枠に係わり、特に、底枠にコンクリート製のものを用いて、この底枠に鋼製の側枠を組み付けて、組み立て解体が自由に行えるようにした型枠において、その組み立て後の形状位置寸法精度の可及的な向上が図れるようにした改良技術に関する。
【背景技術】
【0002】
一般に、コンクリート板やシールドトンネルに用いるコンクリート製セグメント等のPC製品を製造するにあたっては、組み立て解体が自在に行えて繰り返し転用が可能な鋼製型枠が多用されているが、当該鋼製型枠はその底枠を打設コンクリートの重量や締め固め時の振動等に耐え得るように頑強に製作しなければならないので、その製作費は嵩んでしまい高価なものとなってしまう。このため、PC製品を大量に生産する必要等があって、その鋼製型枠を多数用意しなければならない場合には、その生産コストが非常に高くなってしまうという課題があった。
【0003】
そこで、その鋼製型枠のコストダウンを目的として、底枠にコンクリート製のものを採用するようにした技術が、例えば特開2000−326319号公報等にて提案されている。
【0004】
即ち、当該提案の型枠にあっては、PC製品としてシールドトンネルのセグメントを製造することを前提としているが、先ず、製造するコンクリートセグメントの内周側成型面に対応する面が上面に形成された鋼製の基準型枠を製作し、この基準型枠に硬練りコンクリートを投入して底枠を成型する。次に、基準型枠から脱型された底枠を反転させ、基準型枠の上面に合致する面を上側に向けて配置する。爾後、この底枠の上面に沿って鉄板を張り付けた後、コンクリートセグメントの外周側成型面が形成された側枠を底枠に連結する。そして、これら連結された底枠と側枠との内部に流動コンクリートを充填し、養生後、脱型してコンクリートセグメントを得るようになっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−326319号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、PC製品の製造用型枠にあっては、底枠の周側面に鋼製の側板及び端板等からなる側枠を組み付けて、底枠の周縁上側部を囲繞することで、コンクリート打設空間を区画形成することになるが、底枠には側板や端板等の側枠を取り付け固定するためのボルト軸やボルト穴等を予め設けておく必要がある。従って、上記提案のようなコンクリート製の底枠を採用する場合には、当該底枠の打設形成時にその形成用型枠の内周側面部分等の所定位置に、予めボルト軸部材やボルト穴部材等の金具をインサートして、これらを固定した状態でコンクリートを打設、硬化させて底枠を製作することになる。
【0007】
しかしながら、例えばコンクリート製セグメントにあっては、その外形形状寸法や周側面の平面度、直角度、平行度等の形状位置寸法精度の誤差に、1mm程の高い精密性が求められているのであるが、このように高精度な形状位置寸法誤差を要求されるPC製品を製造するための型枠に、上述したような従来提案のコンクリート製底枠を採用しようとしても、その形状位置寸法精度を高く確保することが困難であった。
【0008】
即ち、コンクリートで底枠を形成すると、その外形形状寸法や周側面の平面度、直角度、平行度等の面精度を高精度に出すことが困難であるばかりか、インサートする金具類の位置精度や面精度等を高精度に確保する術がなく、これ故、側板及び端板等の側枠を組み付けたときの組み立て精度を高く維持することができず、もって実用化するにはその精度の面で未だ改善の必要があった。
【0009】
本発明は、上記のような課題に鑑みてなされたものであって、その目的は、高精度な組み立て形状位置寸法精度が得られるPC製品の製造用型枠を提供することにある。
【課題を解決するための手段】
【0010】
かかる目的を達成するために請求項1に示す発明は、コンクリート製の底枠の周側面に、鋼製の側枠を起立させて組み立て解体自在に締結固定してなるPC製品の製造用型枠であって、該底枠には、その周側面の上縁に沿って鋼製の帯板が一体的に周回されて設けられている、ことを特徴とする。
【0011】
請求項2に示す発明は、前記鋼製の帯板は、前記コンクリート製底枠の打設形成時にその製作用成型型枠内に予めインサートされて該底枠に一体化されている、ことを特徴とする。
【0012】
請求項3に示す発明は、前記底枠が架台によって支持され、該架台には前記側枠をなす各側板を該底枠の帯板に対して当接離間移動させて開閉自在に支持する支持手段が設けられている、ことを特徴とする。
【0013】
請求項4に示す発明は、前記底枠がこれを支持する基台とともにコンクリートで一体形成されており、該基台部には前記側枠をなす各側板を各々該底枠の帯板に対して当接離間移動させて開閉自在に支持する支持手段が設けられている、ことを特徴とする。
【発明の効果】
【0014】
本発明によれば、高精度な組み立て形状寸法精度が得られるPC製品の製造用型枠を提供することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の第1実施形態に係るPC製品の製造用型枠を示す正面図である。
【図2】図1の右側面図である。
【図3】図1中のIII−III線矢視断面図である。
【図4】図1中に示す底枠とこれを支持する架台とを示した正面図である。
【図5】図4の右側面図である。
【図6】図4中のVI−VI線矢視断面図である。
【図7】底枠製作用型枠の正面図である。
【図8】図7の底枠製作用型枠で底枠を打設形成中の状態を示す正面図であり、説明の便宜上、手前側の側板を取り外した状態で示した図である。
【図9】本発明の第2実施形態に係るPC製品の製造用型枠を示す正面図である。
【図10】図9の右側面図である。
【図11】図9中に示す底枠の正面図である。
【図12】図11の右側面図である。
【図13】図11中のXIII−XIII線部の矢視断面図である。
【発明を実施するための形態】
【0016】
以下に、本発明に係るPC製品の製造用型枠の実施形態について、添付図面を参照して詳述する。
【0017】
===第1実施形態===
図1〜図8は本発明の第1実施形態に係るPC製品の製造用型枠2Aを示している。ここで、当該PC製品の製造用型枠2Aは、そのPC製品として円弧状に湾曲する平面視矩形の板状のシールドトンネル用のセグメントを製造するものを例示している。
【0018】
即ち、このPC製品の製造用型枠2Aは、図1〜図3に示すように、底枠4Aと、この底枠4Aに着脱自在に固定される側枠6と、当該底枠4Aを支持する架台8とを有している。
【0019】
底枠4Aは、その上面4Aaが上記セグメントの内周側面を形成するための成形面になっており、図4〜図6に示すように、その長手方向の中央部が上方に向けて膨らむ円弧状をなし、かつ、平面視で矩形をなす板体状を呈している。ここで、当該底枠4Aはコンクリートで約200mm程度の厚みで成形されており、その外周縁部の下面には、ハンチ42がその周側面と面一に下方に向けて突出されて一体形成されている。
【0020】
また、このハンチ42の適宜箇所には、当該底枠4aを架台8上に載置するための複数の脚座44が更に突出されて平坦に形成されており、この図示例にあっては、その脚座44は底枠4の湾曲した長手方向に沿って片側にそれぞれ6カ所ずつ、総計で12カ所に設けられている。
【0021】
また、上記架台8はH形鋼を用いて形成されており、矩形枠体状に組んだ基部82と、この基部82上に一体的に設けられた複数の支持脚84とを有している。これらの支持脚84は上記底枠4をその脚座44で支持するためのものであり、当該脚座44に対応されて12カ所に設けられている。
【0022】
ところで、上記底枠4Aには、そのコンクリート製の周側面の上縁に沿って鋼製の帯板46が一体的に周回されて設けられている。ここで、この帯板46は主に上記側枠6の組み立て精度を高精度に確保するために設けられたものであって、厚み50mm程度の鋼板を用いて、予め工場でその外形寸法や各面の平行度、平面度、直角度、円弧の曲率度、ボルト穴48の位置精度等の各種の形状位置寸法公差が高精度に保たれて矩形枠体状に形成される。また、この帯板46には、側枠6をボルトで締結固定するための締結固定用ボルト穴48がその周側に沿って設けられている。
【0023】
そして、図7及び図8に示すように、この矩形枠体状の帯板46は、底枠4Aをコンクリートで製作する際に、その製作用成型型枠10のコンクリート打設空間内にインサートされて、爾後に打設されるコンクリートと一体化されて設けられるようになっている。ここで、底枠4Aはその製作時には上下が反転されて形成されるようになっており、その製作用成型型枠10は全て鋼製で構成されて、精密に組み立てられるようになっている。
【0024】
即ち、図8に示すように、底枠4Aの上面を形成することになる当該底枠の製作用成型型枠10の底板102は、その最終的な製造品たるセグメントの内周側面形状に一致されて可及的に高精度に形成される。そして、当該底板102上に矩形枠体状の上記帯板46が載置されるとともに、この帯板46にタッピング形成された締結固定用ボルト穴48に、図7に示すように側枠103がボルトで締め付けられて固定される。
【0025】
この側枠103は、円弧状に湾曲した長辺側面に取り付けられる一対の長側板104と、直線状の短辺側面に取り付けられる一対の短側板106とからなり、これらの側板104,106は各々その下部に形成された挿通孔108を通じてボルト(図示省略)で締め付けられて、当該帯板46に密着固定される。つまり、4枚の側板104,106は帯板46に密着固定されることによって直角度や平行度等の誤差が高精度に保たれて組み付けられる。そして、これらの側板104,106の上端部には蓋板110が被せられて設置され、その内部にコンクリート打設空間が区画形成される。そして、コンクリート打設口112からそのコンクリート打設空間内に高流動コンクリートを打設、硬化させることによって帯板46を一体化させたコンクリート製の底枠4Aが製作される。
【0026】
ここで、本実施形態では上記側枠103をなす長側板104と短側板106とは、それぞれ底枠製作用成型型枠10の基部に設けられた支持手段114,116によって開閉自在に支持されている。
【0027】
即ち、図7及び図8とに示すように、長側板104の支持手段114は、当該長側板104の下部内側に一体的に突設された支承軸118と、底枠製作用成型型枠10の基部に設けられてその支承軸118を上下から挟んでその軸方向に移動自在に保持する上下一対のローラ120、及び長側板104の下端面に一体的に取り付けられたラックギヤ122、このラックギヤ122に噛合されて底枠製作用成型型枠10の基部に設けられたピニオギヤ124とからなる。つまり、ピニオンギヤ124を正逆回転駆動することにより、長側板104は図示する紙面の表裏方向にスライド移動して開閉作動し、底枠4Aの帯板46に対して当接離間移動するようになっている。
【0028】
また、短側板106の支持手段116は、当該短側板106を支持して下方に延びる揺動部材126と、この揺動部材126の下端部を回動自在に支持して底枠製作用成型型枠10の基部に取り付けられた支持軸128とからなる。即ち、短側板106は支持軸128を中心に回動する揺動部材126に取り付けられて揺動開閉し、底枠4Aの帯板46に対して当接離間移動するようになっている。
【0029】
そして、当該長側板104と短側板106とは、形状位置精度が精密に形成されている上記帯板46の外周面に対して密着当接された時点で、その帯板46の外周面に習って組み上げられて、その直角度や平行度等の組み立て精度が高精度に得られるとともに、その高精度な組み立て精度を保ちながらボルト締めによって強固に帯板46に組み付け固定されるようになっている。
【0030】
そして、上記の様にして製作されたコンクリート製の底枠4の周側面には、図1〜図3に示すように、鋼製の側枠6が起立された状態にて組み立て解体自在に締結固定されて、PC製品の製造用型枠2Aが構成される。ここで、当該製造用型枠2Aにあっても、側枠6はそれぞれに一対の長側板62と短側板64とからなっており、これらはともに平板状をなして所定の高さ寸法を有して形成されている。そして、これらの長側板62と短側板64も、上記した底枠の製作用成型型枠10の場合と同様に構成された支持手段85,86によって、底枠4の帯板46に対して当接離間移動自在に設けられている。
【0031】
即ち、図1と図3とに示すように、長側板62の支持手段85は、当該長側板62の下部内側に一体的に突設された支承軸87と、架台8の基部82に設けられてその支承軸87を上下から挟んでその軸方向に移動自在に保持する上下一対のローラ88、及び長側板62の下端面に一体的に取り付けられたラックギヤ89、このラックギヤ89に噛合されて架台8の基部82に設けられたピニオンギヤ90とからなる。つまり、ピニオンギヤ90を正逆回転駆動することにより、長側板62は図1に示す紙面の表裏方向(図3では紙面の左右方向)にスライド移動して、底枠4Aの帯板46に対して当接離間移動し得るようになっている。ここで、支承軸87を保持する上下一対のローラ88は、長側板62の重量によるモーメントを受けるために軸方向にオフセット配置されていて、上側のローラが下側のローラよりも内側に設置されている。なお、このオフセット配置は前述した底枠の製作用成型型枠10における開閉支持手段114にあっても同様の構成とされている。
【0032】
また、短側板64の開閉支持手段86は、当該短側板64を支持して下方に延びる揺動部材92と、この揺動部材92の下端部を回動自在に支持して架台8の基部82に取り付けられた支持軸94とからなる。即ち、短側板64は支持軸94を中心に回動する揺動部材92に取り付けられて揺動開閉可能になっている。
【0033】
そして、長側板62と短側板64とはそれぞれ閉じられると、底枠4の帯板46の外周面に密着当接して相互に面接触し、その帯板46の外周面に設けられているボルト穴48にボルトを介して強固に締め付け固定される。なお、図1中の622は長側板62に形成されたボルト挿通孔であり、図2中の642は短側板64に形成されたボルト挿通孔である。
【0034】
即ち、このようにして長側板62と短側板64とを帯板46の外周面に密着当接させると、その時点で、当該長側板62と短側板64とは形状位置精度が精密に形成されている帯板46の外周面に習って組み上げられて、その直角度や平行度等の組み立て精度が高精度に得られ、その状態を保持したまま帯板46にボルトで強固に締め付け固定されるようになっている。爾後、長側板62と短側板64とは相互にボルトで強固に締結固定されて側枠6として一体化されることになる。
【0035】
従って、以上のように構成されたPC製品の製造用型枠2にあっては、そのコンクリート製の底枠4を製作する際に、予め工場で外形寸法や各面の平面度、直角度、平行度、位置度等の形状位置寸法を高精度に保って形成した鋼製の矩形枠体状の帯板46を、図8に示すように、底枠の製作用成型型枠10の底板102上に載置して、当該帯板46をこれから製作する底枠4の周側面の上縁部に相当する所定部位に沿わせてインサート配置し、この帯板46の外周面を組み立て基準面として側板104と短側板106とを組み付けて側枠を構成した後、その内部のコンクリート打設空間内にコンクリートを打設、硬化させて当該底枠4を形成するので、鋼製の帯板46をコンクリートと一体化させて底枠4の周側面の上縁部に周回させて設置することができる。
【0036】
しかも、当該帯板46は底枠4の周側面における上縁部のコンクリートの外周を拘束することになるから、当該底枠4の上面外周縁部の補強材としても機能することになり、もって当該底枠4の繰り返しの転用等に対する耐久性の向上にも寄与することができるようになる。
【0037】
そして、最終的な製造品であるPC製品としてのセグメントを製造するに際しては、図1〜図3に示すように、当該底枠4の帯板46をセグメント製造用型枠2の組み立て時の基準部材となして、当該帯板46の外周面に側枠6をなす長側板62と短側板64とを密着当接させ、それらをボルト締めして製造用型枠2を組み立てるので、側枠6をなす長側板62及び短側板64を帯板46の平面度や直角度、平行度等の高精度な形状位置寸法に習わせて高精度に組み付けることができ、もって組み立て精度の高いセグメント製造用型枠2を製作できる。これ故、当該セグメント製造用型枠2によって製造されるセグメントもその形状位置精度が高く保たれることになる。
【0038】
なお、当該セグメント製造用型枠2でセグメントを打設形成する際には、底枠4の上面4aに脱型を容易とするための剥離剤等を含侵あるいは塗布しておくようにするか、または剥離層として樹脂層あるいは鉄板等を積層形成しておくようにするのが望ましい。
【0039】
===第2実施形態===
図9〜図10は本発明の第2実施形態に係るPC製品の製造用型枠2Bを示し、図11〜図13はその底枠4Bを示している。ここで、当該第2実施形態のPC製品の製造用型枠2Bも、そのPC製品としてシールドトンネル用のセグメントを製造するものを例示しており、その主たる構成は前述の第1実施形態と同様であって、その相違するところは、第1実施形態において用いていた架台をも底枠4Bの一部としてコンクリートで一体形成するようにした点にある。よって、以下には第1実施形態と同一の部分には同一の符号を付してその説明は省略し、その相違する点に付いて説明する。
【0040】
即ち、この第2実施形態の底枠4Bには前述の第1実施形態における架台に相当する基台部5がコンクリートで一体に形成されている。ここで、この図示例の基台部5にあっては、前述した第1実施形態におけるハンチが更に下方に延長されることによって形成されている。なお、図中4Baは底枠4Bの上面である。
【0041】
また、側枠6をなす長側板62と短側板64とには、それらを底枠4Bの帯板46に対して当接離間移動させて開閉自在に支持する支持手段52が設けられている。図9と図10とに示すように、この支持手段52は長側板62と短側板64とにそれぞれ一体的に取り付けられて下方に延びる揺動部材54と、この揺動部材54を回動自在に支持して基台部5に一体的に設けられた支持軸56とからなり、長側板62と短側板64はそれぞれ支持軸56を回動中心にして揺動開閉するようになっている。
【0042】
そして、当該長側板62と短側板64とが上方に向けて回動されて底枠4Bの帯板46の外周面に密着当接されると、その時点で長側板62と短側板64とは、形状位置精度が精密に形成されている帯板46の外周面に習って組み上げられて、それらの組み立て精度が高精度に得られるとともに、その高精度な組み立て精度を保ちながら当該ボルト締めによって強固に組み付け固定されるようになっている。爾後、長側板62と短側板64とは相互にボルトで強固に締結固定されて側枠6として一体化されることになる。
【0043】
なお、図示していないが、矩形枠体状の帯板46は、前述の第1実施形態と同様に、底枠4Bをコンクリートで製作する際に、その製作用成型型枠のコンクリート打設空間内にインサートされて、爾後に打設されるコンクリートと一体化されて設けられる。
【0044】
従って、当該第2実施形態に係るPC製品の製造用型枠2Bにあっても、前述の第1実施形態の場合と同様の作用効果が得られる。
【0045】
===その他の実施形態===
上述の第1実施形態並びに第2実施形態にあっては、ともにPC製品としてシールドトンネルのセグメントを製造するための型枠を例示したが、本発明は当該セグメントの製造用型枠に限定されるものではなく、コンクリート床板等のPC製品全般において、その下型にコンクリート製のものを採用するようにしたPC製品の製造用型枠に対して適用可能である。
【0046】
また、上述の第1実施形態並びに第2実施形態にあっては、底枠4A,4Bの帯板46に側枠6をなす長側板62と短側板64とをボルトで締結固定させるようにしているが、例えば、支持手段に例えば油圧シリンダー等のアクチュエータを付設して、当該アクチュエータによって長側板62と短側板64とを帯板46に密着圧接させた状態に固定保持するようにしたり、あるいはチェーン及びターンバックルや、パイプサポートを用いて密着圧接させた状態に固定保持するようにすれば、そのボルトによる締結固定は不要となすこともできる。
【符号の説明】
【0047】
2A,2B PC製品の製造型枠
4A,4B 底枠
46 帯板
48 締結固定用ボルト穴
5 基台部
52 支持手段
6 側枠
62 長側板
64 短側板
8 架台
85,86 支持手段
10 底枠製作用成型型枠
【特許請求の範囲】
【請求項1】
コンクリート製の底枠の周側面に、鋼製の側枠を起立させて組み立て解体自在に固定してなるプレキャストコンクリート製品の製造用型枠であって、
該底枠には、その周側面の上縁に沿って鋼製の帯板が一体的に周回されて設けられている、ことを特徴とするプレキャストコンクリート製品の製造用型枠。
【請求項2】
前記鋼製の帯板は、前記コンクリート製底枠の打設形成時にその製作用成型型枠内に予めインサートされて該底枠に一体化されている、ことを特徴とする請求項1に記載プレキャストコンクリート製品の製造用型枠。
【請求項3】
前記底枠が架台によって支持され、該架台には前記側枠をなす各側板を前記底枠の帯板に対して当接離間移動させて開閉自在に支持する支持手段が設けられている、
ことを特徴とする請求項1または2のいずれかに記載のプレキャストコンクリート製品の製造用型枠。
【請求項4】
前記底枠がこれを支持する基台とともにコンクリートで一体形成されており、該基台部には前記側枠をなす各側板を各々該底枠の帯板に対して当接離間移動させて開閉自在に支持する支持手段が設けられている、ことを特徴とする請求項1または2のいずれかに記載のプレキャストコンクリート製品の製造用型枠。
【請求項1】
コンクリート製の底枠の周側面に、鋼製の側枠を起立させて組み立て解体自在に固定してなるプレキャストコンクリート製品の製造用型枠であって、
該底枠には、その周側面の上縁に沿って鋼製の帯板が一体的に周回されて設けられている、ことを特徴とするプレキャストコンクリート製品の製造用型枠。
【請求項2】
前記鋼製の帯板は、前記コンクリート製底枠の打設形成時にその製作用成型型枠内に予めインサートされて該底枠に一体化されている、ことを特徴とする請求項1に記載プレキャストコンクリート製品の製造用型枠。
【請求項3】
前記底枠が架台によって支持され、該架台には前記側枠をなす各側板を前記底枠の帯板に対して当接離間移動させて開閉自在に支持する支持手段が設けられている、
ことを特徴とする請求項1または2のいずれかに記載のプレキャストコンクリート製品の製造用型枠。
【請求項4】
前記底枠がこれを支持する基台とともにコンクリートで一体形成されており、該基台部には前記側枠をなす各側板を各々該底枠の帯板に対して当接離間移動させて開閉自在に支持する支持手段が設けられている、ことを特徴とする請求項1または2のいずれかに記載のプレキャストコンクリート製品の製造用型枠。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2011−161680(P2011−161680A)
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願番号】特願2010−24562(P2010−24562)
【出願日】平成22年2月5日(2010.2.5)
【出願人】(000000549)株式会社大林組 (1,758)
【Fターム(参考)】
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願日】平成22年2月5日(2010.2.5)
【出願人】(000000549)株式会社大林組 (1,758)
【Fターム(参考)】
[ Back to top ]