
プレコートアルミニウム合金板

【課題】きず付き防止性に優れ、接触音を抑制することができるプレコートアルミニウム合金板を提供すること。
【解決手段】アルミニウム又はアルミニウム合金からなる基板2と、その片面又は両面に形成された化成皮膜3と、この上に形成した塗膜層4とからなるプレコートアルミニウム合金板1である。塗膜層4においては、合成樹脂からなるベース樹脂41中に、合成樹脂粒子42とカルナウバワックスとが分散されている。合成樹脂粒子42は、その表面に、周囲から突出する複数の凸状部425を有している。塗膜層4は、ベース樹脂100質量部に対して合成樹脂粒子42を0.1質量部以上かつ60質量部以下含有する。
【解決手段】アルミニウム又はアルミニウム合金からなる基板2と、その片面又は両面に形成された化成皮膜3と、この上に形成した塗膜層4とからなるプレコートアルミニウム合金板1である。塗膜層4においては、合成樹脂からなるベース樹脂41中に、合成樹脂粒子42とカルナウバワックスとが分散されている。合成樹脂粒子42は、その表面に、周囲から突出する複数の凸状部425を有している。塗膜層4は、ベース樹脂100質量部に対して合成樹脂粒子42を0.1質量部以上かつ60質量部以下含有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウム又はアルミニウム合金からなる基板と、該基板の片面又は両面に形成された化成皮膜と、該化成皮膜上に形成した塗膜層とからなるプレコートアルミニウム合金板に関する。
【背景技術】
【0002】
従来から、有機樹脂(合成樹脂)系塗料にてコーティングされたアルミニウム塗装板は、耐食性に優れ、軽量であることから、家電やOA機器に広く利用されている。具体的には、ハードディスク、CD、DVD等の記録媒体の筐体として用いられている。また、プレス成形後の塗装によるポストコートでなく、プレス成形前のアルミニウム合金板製造段階において塗装を施すプレコートの技術も、ポストコートよりもコストダウンが図れることから脚光を浴びている。
【0003】
しかし、有機樹脂系塗料は、傷つきやすい。そのため、有機樹脂系塗料に樹脂ビーズを含有させて塗膜を堅牢化することにより耐傷付き性を向上する試みが数多くなされてきた。
【0004】
たとえば、粒径3〜90μmの球状の樹脂ビーズを塗膜に含有させる技術が開発されている(特許文献1参照)。
また、ナイロン系、フッ素系、ウレタン系樹脂ビーズを塗膜に含有させ、塗膜表面粗さRsmを105〜280μmの範囲内にする技術が開発されている(特許文献2参照)。
また、軟質ベース塗膜に硬質島状塗膜を存在させ、耐傷付き性と加工性とを両立させる技術が開発されている(特許文献3参照)。
また、塗膜表面の粗さを、金属板の算術平均粗さ以上の部分が19〜781個以上にする技術が開発されている(特許文献4参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004―098624号公報
【特許文献2】特開2007−167836号公報
【特許文献3】特開2007−230099号公報
【特許文献4】特開2009−006234号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、電気機器及び電子機器の静音化に伴って、これまで目立たなかった筐体の擦れ音が目立つようになってきた。例えばスロットインドライブケースなどの用途においては、光ディスクの挿入時における接触音が目立つようになってきた。また、プレコートアルミニウム合金板には、塗膜自体がきず付き難いという耐疵付き性が求められるだけでなく、光ディスク等の接触物を傷つけることを防止するきず付き防止性も求められている。例えば、上述のように球状の樹脂ビーズを塗膜に分散させた場合には、耐疵付き性を向上させることができるが、樹脂ビーズが塗膜から露出し易く、きず付き防止性が低下したり、接触音が起こり易くなったりするおそれがある。
【0007】
本発明はかかる背景に鑑みてなされたものであって、きず付き防止性に優れ、接触音を抑制することができるプレコートアルミニウム合金板を提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明の一態様は、アルミニウム又はアルミニウム合金からなる基板と、該基板の片面又は両面に形成された化成皮膜と、該化成皮膜上に形成した塗膜層とからなり、
該塗膜層においては、合成樹脂からなるベース樹脂中に、合成樹脂粒子とカルナウバワックスとが分散されており、
上記合成樹脂粒子は、その表面に、周囲から突出する複数の凸状部を有しており、
上記塗膜層は、上記ベース樹脂100質量部に対して上記合成樹脂粒子を0.1質量部以上かつ60質量部以下含有することを特徴とするプレコートアルミニウム合金板にある(請求項1)。
【発明の効果】
【0009】
上記プレコートアルミニウム合金板において、上記塗膜層には、複数の上記凸状部を有する上記合成樹脂粒子が上記ベース樹脂中に上記所定の割合で分散されている。
そのため、上記塗膜層の形成時に、上記合成樹脂粒子の凸状部に上記ベース樹脂が絡みやすく、上記塗膜層から上記合成樹脂粒子が露出することを防止することができる。即ち、上記合成樹脂粒子を露出させることなく、上記塗膜層の表面を凹凸にすることが可能になる。そのため、上記プレコートアルミニウム合金板においては、上記塗膜層に接触する接触物を傷つけることを防止し、優れたきず付き防止性を発揮することができる。さらに、上記プレコートアルミニウム合金板においては、接触音を抑制することができる。
【0010】
また、上記プレコートアルミニウム合金板においては、上記塗膜層に上記カルナウバワックスが分散されている。そのため、上記プレコートアルミニウム合金板は、成形性に優れており、プレス成形により様々な形状に容易に成形することができる。
【図面の簡単な説明】
【0011】
【図1】実施例1における、プレコートアルミニウム合金板の断面構造を示す説明図。
【図2】実施例1における、きず付き防止性の評価に用いるコンパクトディスク(CD)を1/16に分割した試験片を示す説明図。
【図3】実施例1における、往復摩擦試験機によりきず付き防止性を評価する様子を示す説明図。
【図4】実施例1における、プレス加工機のダイスとしわ押さえとの間にプレコートアルミニウム合金板を狭持してプレコートアルミニウム合金板にパンチを当接させた状態を示す説明図。
【図5】実施例1における、プレス加工機により、プレコートアルミニウム合金板をU字状に曲げ加工する様子を示す説明図。
【図6】実施例1における、逆U字状に加工され、部分的に凸部が形成されたプレコートアルミニウム合金板を示す説明図。
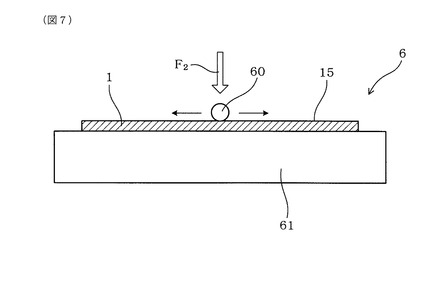
【図7】実施例1における、往復摩擦試験機により耐疵付き性を評価する様子を示す説明図。
【図8】実施例1における、プレコートアルミニウム合金板の塗膜層の表面部分を拡大して示す説明図。
【図9】実施例2における、基板の一方の面に塗膜層が形成され、他方の面に導電性塗膜が形成されたプレコートアルミニウム合金板の断面構造を示す説明図。
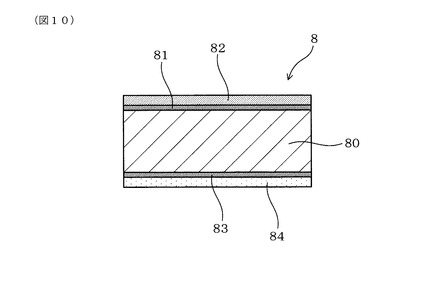
【図10】実施例3における、基板の一方の面に塗膜層が形成され、他方の面に放熱性塗膜が形成されたプレコートアルミニウム合金板の断面構造を示す説明図。
【発明を実施するための形態】
【0012】
次に、上記プレコートアルミニウム合金板の好ましい実施形態について説明する。
上記プレコートアルミニウム合金板は、アルミニウム又はアルミニウム合金からなる基板と、該基板の片面又は両面に形成された化成皮膜と、該化成皮膜上に形成した塗膜層とからなる。
上記基板としては、例えば純アルミニウム、5000系アルミニウムなどの各種アルミニウム合金などを用いることができる。
【0013】
化成皮膜は、上記基板と上記塗膜層との間で両者の密着性を高める皮膜である。例えば、リン酸クロメート、リン酸ジルコニウム、酸化ジルコニウム、又はクロム酸クロメート等からなる化成皮膜を形成することができる。
【0014】
上記塗膜層においては、合成樹脂からなるベース樹脂中に、合成樹脂粒子とカルナウバワックスとが分散されている。
上記塗膜層は、上記ベース樹脂100質量部に対して上記合成樹脂粒子を0.1質量部以上かつ60質量部以下含有する。
上記合成樹脂粒子が0.1質量部未満の場合には、上記合成樹脂粒子の添加効果が十分に得られなくなるおそれがあり、きず付き防止性の向上効果が十分に得られなくなるおそれがある。一方、60質量部を超える場合には、合成樹脂粒子の量が多すぎて上記塗膜層から上記合成樹脂粒子が露出するおそれがある。そのため、きず付き防止性能が低下するおそれがある。上記ベース樹脂100質量部に対する上記合成樹脂粒子の含有量は、1質量部以上がより好ましく、5質量部以上がさらに好ましい。また、上記ベース樹脂100質量部に対する上記合成樹脂粒子の含有量は、50質量部以下がより好ましく、30質量部以下がさらに好ましい。
【0015】
上記合成樹脂粒子は、その表面に、周囲から突出する複数の凸状部を有しており、上記合成樹粒子の表面は凹凸状になっている。
上記合成樹脂粒子に上記凸状部がない場合には、上記合成樹脂粒子の表面に上記ベース樹脂が引っかかり難くなり、上記塗膜層の表面から上記合成樹脂粒子が露出し易くなるおそれがある。そのため、接触音の防止効果が十分に得られなくなるおそれがある。
【0016】
上記合成樹脂粒子は、合成樹脂からなる略球状のコア粒子上に、ポリオルガノシルセスキオキサンからなるシェル層が被覆されており、該シェル層により上記凸状部が形成されていることが好ましい(請求項2)。
この場合には、例えばウレタン系樹脂などからなるベース樹脂が上記シェル層の上記凸状部に絡み易くなる。そのため、上記塗膜層から上記合成樹脂粒子が露出することをより一層防止することができ、接触音の防止効果をより確実に発揮することができる。また、上記ベース樹脂によって被覆された上記合成樹脂粒子は、凹部に空気層を形成させることができる。該空気層が存在することによって、音の響きが抑制され、接触音の防止効果をより向上させることができる。
【0017】
該合成樹脂粒子の平均粒径をAμmとし、上記塗膜層における上記合成樹脂粒子が存在しない部分の膜厚をBμmとすると、上記塗膜層においてはA/Bが0.2〜3.4の範囲内にあることが好ましい(請求項3)。
この場合には、上記塗膜層の表面における上記合成樹脂粒子の存在量を増やすことができる。そのため、上述のA/Bの範囲内において、上記合成樹脂粒子の平均粒径Aが上記塗膜層における上記膜厚Bよりも大きくても、上記合成樹脂粒子が直接上記塗膜層から露出することを防止し、上記合成樹脂粒子を上記ベース樹脂により覆うことができる。即ち、上記合成樹脂粒子を露出させることなく、上記塗膜層の表面を凹凸にすることが可能になる。
【0018】
上記合成樹脂粒子の平均粒径Aが2μm未満の場合には、上記塗装膜の表面に微細な凹凸を形成することが困難になり、きず付き防止性の向上効果が十分に得られなくなるおそれがある。一方、平均粒径Aが10μmを超える場合には、成形加工時等に上記合成樹脂粒子が上記塗膜層から脱落し易くなるおそれがある。
なお、上記合成樹脂粒子は、その表面に、周囲から突出する複数の凸状部を有しているが、上記合成樹脂粒子の平均粒径は、上記凸状部を含む粒径である。上記合成樹脂粒子の平均粒径は、レーザー回折・散乱法によって求められた粒度分布における積算値50%での粒径である。
【0019】
また、上記塗膜層においてA/Bが0.2未満の場合には、上記塗膜層の表面付近に存在する上記合成樹脂粒子が少なくなり、きず付き防止性の向上効果を十分に得るために上記合成樹脂粒子の量を増やす必要が生じる。そのため、製造コストが増大するおそれがある。なお、上記合成樹脂粒子の平均粒径Aが、上記合成樹脂粒子が存在しない部分の膜厚Bよりも小さくても、A/Bが0.2以上の場合には、上記塗膜層中で浮遊して上記塗膜層の表面付近に存在する上記合成樹脂粒子が存在しうるため、きず付き防止性の向上効果は得られる。一方、A/Bが3.4を超える場合には、上記合成樹脂粒子が上記塗膜層から脱落し易くなるおそれがある。上記塗膜層におけるA/Bは0.3以上がより好ましく、0.4以上がさらに好ましい。また、上記塗膜層におけるA/Bは、2以下がより好ましく、1.2以下がさらに好ましい。
また、上記塗膜層における上記合成樹脂粒子が存在しない部分の膜厚Bは例えば1〜15μmにすることができる。
【0020】
また、上記塗膜層は、上記ベース樹脂100質量部に対して、上記カルナウバワックスを0.05質量部以上かつ25質量部以下含有することが好ましい(請求項4)。
この場合には、上記プレコートアルミニウム合金板の成形性を向上させることができる。上記カルナウバワックスの含有量が0.05質量部未満の場合には、成形性が不十分になるおそれがある。一方、25質量部を超える場合には、耐指紋性が悪くなり、取り扱い時に塗膜層に指紋が付着し易くなるおそれがある。上記ベース樹脂100質量部に対するカルナウバワックスの含有量は、0.5質量部以上がより好ましく、1質量部以上がさらに好ましい。また、上記ベース樹脂100質量部に対するカルナウバワックスの含有量は、20質量部以下がより好ましく、15質量部以下がさらに好ましい。
【0021】
また、上記ベース樹脂は、ガラス転移点−21℃以上かつ90℃以下であり、伸びが230%以上かつ750%以下であることが好ましい(請求項5)。
この場合には、上記プレコートアルミニウム合金板の接触音の防止効果をより向上させることができると共に、成形性を向上させることができる。上記ベース樹脂のガラス転移点が−21℃未満の場合には、上記ベース樹脂のタック性により、上記塗膜層に接触した接触物が上記塗膜層に接着し、該塗膜層が剥離するおそれがある。一方、ガラス転移点が90℃を超える場合には、上記ベース樹脂の柔軟性が低下し、プレス加工性等の成形性が低下するおそれがある。より好ましくは、上記ベース樹脂のガラス転移点は32℃以上かつ90℃以下がよい。
また、上記ベース樹脂の伸びが230%未満の場合には、成形性が不十分になるおそれがある。一方、伸びが750%を超える場合には、タック性が増加するため、塗膜が剥離し易くなるおそれがある。
なお、上記ベース樹脂の伸び(%)は、ベース樹脂からなる樹脂皮膜の引張試験により測定することができる。引張試験前の樹脂皮膜の長さに対する引張試験後の破断時における樹脂皮膜の長さの比率を百分率で表したものである。
【0022】
上記ベース樹脂は、ウレタン系樹脂からなることが好ましい(請求項6)。
この場合には、上記プレコートアルミニウム合金板における接触音の防止効果をより向上させることができる。
【0023】
上記ベース樹脂は、極性を有する官能基を有する脂肪族エステル型のウレタン樹脂、極性を有する官能基を有するエーテルエステル型のウレタン樹脂、及び極性を有する官能基を有するカーボネート型のウレタン系樹脂から選ばれる1種又は2種以上であることが好ましい(請求項7)。
この場合には、塗膜層のベース樹脂が有する官能基(極性基)とアルミニウム合金板上に形成された化成皮膜との密着性を向上させることができる。
極性を有する官能基としては、例えばカルボキシル基、水酸基、カルボニル基などがある。
【0024】
上記塗膜層は、ラノリン、ポリエチレン、及びマイクロクリスタリンから選ばれる1種以上のワックス、及び/又は高分子粒子を、上記塗膜層の乾燥質量100質量部に対して合計0.05質量部以上25質量部以下含有することが好ましい(請求項8)。
この場合には、上記プレコートアルミニウム合金板の成形性をより向上させることができる。
【0025】
上記塗膜層の乾燥質量100質量部に対するワックス及び/又は高分子粒子含有量が合計で0.05質量部未満の場合には、ワックス及び/又は高分子粒子の添加による成形性の向上効果が十分に得られなくなるおそれがある。一方、25質量部を超える場合には、上記塗膜層の表面の表面エネルギーが低下し、耐指紋性が低下するおそれがある。
【0026】
上記高分子粒子としては、例えば架橋アクリル、4フッ化エチレン等からなる樹脂粒子を用いることができる。上記高分子粒子としては、例えば平均粒径1〜25μm程度のものを用いることができる。好ましくは、平均粒径15μm以下のものがよい。上記高分子粒子としては、略球状の粒子の他、中空の粒子を用いることもできる。
【0027】
4フッ化エチレンからなる市販の高分子粒子としては、例えば株式会社喜多村製のKTL−2N、KTL−4N、KTL−8N、KTL−9S等を挙げることができる。
また、架橋アクリルからなる市販の高分子粒子として、例えば松本油脂製薬株式会社製のマツモトマイクロスフェアーMHB−R(中空多孔質)、M−310、及びS−100等が挙げられる。
【0028】
上記塗膜層は、界面活性剤、増粘剤、及び顔料の少なくともいずれかを含有することが好ましい(請求項9)。
上記塗膜層が界面活性剤を含有する場合には、上記塗膜層において、上記合成樹脂粒子、及びカルナウバワックス等を均一に分散させ易くなる。そのため、上記合成樹脂粒子及び上記カルナウバワックスの上述の添加効果がより顕著になる。上記界面活性剤としては、ウィルフェルミー法による温度25℃における動的表面張力が43.8mN/m以下のものを用いることが好ましい。動的表面張力が43.8mN/mを超える場合には起泡力が高くなり、塗膜欠陥が発生するおそれがある。
【0029】
上記塗膜層は、上記ベース樹脂、カルナウバワックス、及び合成樹脂粒子などを含む液状の塗料を塗布し焼き付けることにより形成することができるが、上記界面活性剤は、上記塗料中に例えば0.05〜5質量%含有させることができる。界面活性剤が0.05質量%以下の場合には、均質な塗膜層を形成することが困難になるおそれがある。一方5質量%を超えて添加しても添加効果が飽和する。より好ましくは0.1〜5質量%がよい。
【0030】
上記界面活性剤としては、塗料中のエマルション構造への影響が少ない高級アルコールあるいは多価アルコールにエチレンオキシドを付加した非イオン界面活性剤、又はエチレンオキシドの一部をプロピレンオキシドに置換した非イオン界面活性剤が好ましい。
市販のポリオキシエチレン型非イオン界面活性剤として、例えば、日本乳化剤株式会社製のニューコールNT−7、ニューコールNT−9、ニューコール1006、ニューコール1008、ニューコール1525等を挙げることができる。
市販のポリオキシエチレンポリオキシプロピレン型非イオン界面活性剤としては、例えば、第一工業製薬社製の界面活性剤として、ノイゲンSDX−60、ノイゲンSDX−70等がある。また、東邦化学工業株式会社製の界面活性剤として、ネオスコアAS−0349、ぺポールAS−053X、ぺポールAS−054C、トーホーポリオールMEB−142、トーホーポリオールMEB−145、トーホーポリオールMEB−147、ネオソルベントNSG−E等がある。また、日本乳化剤株式会社製の界面活性剤として、ニューコール2303−Y、ニューコール2303−YM、ニューコール2304−Y、ニューコール2306−Y、ニューコール2308−Y、ニューコール2314−Y、ニューコール2306−HY、ニューコール2308−HY、ニューコール1008−F1、ニューコール1902−Y、ニューコール1308FA(90)、DMH−40などがある。
【0031】
また、塗料には、増粘剤を含有させることができる。この場合には、塗装性を向上させることができる。
上記増粘剤としては、例えばチキソ性増粘剤を用いることができる。
市販のチキソ性増粘剤としては、例えば日本純薬工業製のレオジック250H、レオジック252L、レオジック835L、レオジック830L、レオジック305H、レオジック306Lなどがある。
また、上記増粘剤としては、例えば水溶性アクリルを用いることができる。
市販の水溶性アクリルとしては、例えば日本純薬工業製のジュリマーAT−210、AT−510、AT−613、AC−10L、AC−20Lなどがある。
【0032】
また、上記塗膜層が顔料を含有する場合には、色彩を帯びた上記塗膜層を形成することができる。そのため、上記プレコートアルミニウム合金板の意匠性を向上させることができる。顔料は市販のものを用いることができる。
【0033】
また、上記プレコートアルミニウム合金板において、上記化成皮膜及び上記塗膜層は、上記基板の片面に形成されており、反対面には、導電性塗膜又は放熱性塗膜の少なくともいずれか一方が形成されていることが好ましい(請求項10)。
上記導電性塗膜を有する場合には、上記プレコートアルミニウム合金板は、優れた導電性を示すことができる。そのため、この場合には、上記プレコートアルミニウム合金板は、電気機器又は電子機器の筐体の用途により好適になる。
また、上記放熱性塗膜を有する場合には、上記プレコートアルミニウム合金板は、優れた放熱性を示すことができる。そのため、この場合にも、上記プレコートアルミニウム合金板は、電気機器又は電子機器の筐体の用途により好適になる。
【0034】
上記導電性塗膜及び上記放熱性塗膜は、上記プレコートアルミニウム合金板上に形成した化成皮膜上に形成することができる。
上記導電性塗膜としては、例えばウレタン樹脂とコロイダルシリカとインナーワックスとを含有する塗膜を形成することができる。
また、上記放熱性塗膜としては、例えばウレタン樹脂、アイオノマー樹脂、ポリエチレン樹脂、エポキシ樹脂、フッ素樹脂、ポリエステル樹脂等からなるベース樹脂中に、酸化チタン、カーボン、シリカ、アルミナ、窒化アルミニウム、酸化ジルコニウム等からなる放熱性物質を含有する塗膜がある。
【0035】
上記プレコートアルミニウム合金板は、電気機器又は電子機器の筐体として用いられることが好ましい(請求項11)。
この場合には、きず付き防止性に優れると共に、接触音を防止できるという上記プレコートアルミニウム合金板の優れた特性を十分に生かすことができる。
【実施例】
【0036】
(実施例1)
次に、実施例及び比較例のプレコートアルミニウム合金板について、説明する。
本例においては、後述の表7〜9に示すように62種類のプレコートアルミニウム合金板(試料1〜試料62)を作製し、種々の性能評価試験を実施した。
【0037】
実施例にかかるプレコートアルミニウム合金板の構造を図1に示す。
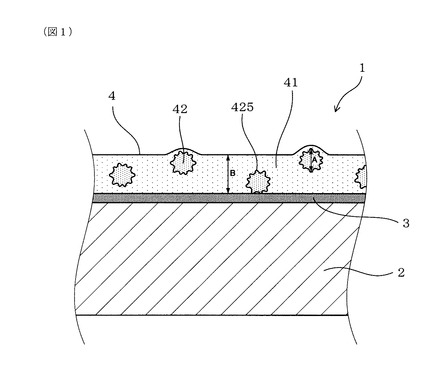
プレコートアルミニウム合金板1は、アルミニウム合金からなる基板2と、その片面に形成された化成皮膜3と、化成皮膜3上に形成した塗膜層4とからなる。
塗膜層4においては、ウレタン系樹脂からなるベース樹脂41中に、合成樹脂粒子42とカルナウバワックス(図示略)とが分散されている。
合成樹脂粒子42は、その表面に、周囲から突出する複数の凸状部425を有している。
【0038】
本例において作製する各試料(試料1〜試料62)のプレコートアルミニウム合金板においては、ベース樹脂の種類、合成樹脂粒子の種類、及びその他の構成を後述の表7〜9に示すように各試料毎に変化させた。
【0039】
各試料の作製にあたっては、まず、アルミニウム合金板からなる基板2として、板厚1.0mmの5052−H34材を準備した。次に、この基板2に、化成皮膜3を形成する化成処理を施した。表1に、本例で採用した4種類の化成処理(a〜d)を示す。
化成処理aはリン酸クロメート処理によって、クロム量が20mg/m2となるように反応型クロメート皮膜を形成するものである。具体的には、化成処理液に試料を浸漬する方法により化成処理を行い、その後、約100℃の雰囲気で乾燥させた。
【0040】
化成処理bは、ジルコニウム処理によって、ジルコニウム量が20mg/m2となるように反応型ノンクロメート皮膜を形成するものである。処理方法は上記化成処理aと同様である。
化成処理cは、塗布型クロメート処理によって、クロム量が20mg/m2となるように塗布型クロメート皮膜を形成する物である。具体的には、基板の脱脂処理を行った後、バーコート法により処理剤を塗布し、その後約100℃の雰囲気で乾燥させた。
化成処理dは、塗布型ジルコニウム処理によって、ジルコニウム量が20mg/m2となるように塗布型ノンクロメート皮膜を形成するものである。処理方法は上記化成処理dと同様である。
【0041】
次に、化成皮膜3の上に、塗料を焼き付けることにより、塗膜層4を形成した。塗料は、ベース樹脂、合成樹脂粒子、カルナウバワックス、高分子粒子、ワックス、及び界面活性剤などの成分を、後述の表7〜9に示す配合割合となるように混合し、溶媒として脱イオン水を用いて作製した。
【0042】
ベース樹脂としては、表2に示す、主骨格、ガラス転移点、及び伸びが異なる各種ウレタン樹脂(U1〜U5)を用いた。なお、ベース樹脂の伸び(%)は、次のようにして測定することができる。
即ち、乾燥膜厚が150μmとなるように、ベース樹脂(ウレタン樹脂)の樹脂皮膜を作製し、常温で1日乾燥させる。次いで、温度150℃で5分間熱処理を行った後、樹脂皮膜を幅5mmの短冊状にカットする。そして、短冊状の樹脂皮膜を引張速度50mm/分にて引っ張る引張試験を行い、破断したときの伸び(樹脂皮膜の長さ)を測定する。引張試験前の樹脂皮膜の長さに対する破断時の長さの比率を百分率で表すことにより、ベース樹脂の伸び(%)とする。
【0043】
また、合成樹脂粒子としては、表3に示す形状及び平均粒径が異なる各種樹脂粒子(S1〜S7)を用いた。なお、表3に示すS1〜S5は、有機樹脂粒子からなるコア粒子上にポリメチルシルセスキオキサン(シロキサン)からなるシェル層が被覆してなるコア/シェル構造の粒子である。S1〜S5の合成樹脂粒子は、シェル層に多数の凸状部が形成された金平糖状の粒子である。なお、合成樹脂粒子の平均粒径及び後述の高分子粒子の平均粒径は、レーザー回折・散乱法によって求めた粒度分布における積算値50%における粒径を意味する。
【0044】
高分子粒子としては、表4に示す種類(組成)、形状、及び平均粒径が異なる各種高分子粒子(P1〜P3及びA1〜A4)を用いた。
また、カルナウバ以外のインナーワックスとしては、表5に示す軟化点及び針入度(温度25℃)が異なる各種ポリエチレンワックス(W1〜W3)を用いた。
なお、温度25℃における針入度は、JIS−K2207(1980年)に規定する方法により測定することができる。
【0045】
また、界面活性剤としては、表6に示す種類及び表面張力が異なるもの(EO−1、EO−2、EOPO−1、及びEOPO−2)を用いた。
なお、表面張力は、ウィルフェルミー法による温度25℃における動的表面張力により規定する。
【0046】
塗料の塗装方法としては様々な方法があるが、本例ではバーコート法により行った。後述の表7〜9に示す構成の塗膜層が得られるように配合成分を調整した塗料を化成皮膜上に塗布した。その後、基板の表面温度が約200℃となる雰囲気に40秒間保持する焼き付け処理を行って塗料を硬化させた。これにより、化成皮膜3上に、表7〜9に示す構成の塗膜層4を形成し、プレコートアルミニウム合金板1を作製した(図1参照)。
【0047】
表7〜9に、各試料のプレコートアルミニウム合金板(試料1〜試料62)について、化成皮膜の種類、ベース樹脂の種類、合成樹脂粒子の種類と配合割合、カルナウバワックスの配合割合、高分子粒子の種類と配合割合、ポリエチレンワックスの種類と配合割合、界面活性剤の種類と配合割合を示す。なお、試料6においては、ベース樹脂を2種類(U1及びU5)用いているが、これらの樹脂を50:50(U1:U5)の質量比で混合して用いた。
また、本例においては、合成樹脂粒子42の平均粒径をAμmとし、塗膜層4における合成樹脂粒子42が存在しない部分の膜厚をBμmとすると、A/Bが異なる各試料のプレコートアルミニウム合金板1を作製した(図1参照)。表7〜9に各試料における膜厚B、及びA/Bを示す。
【0048】
【表1】

【0049】
【表2】
【0050】
【表3】
【0051】
【表4】
【0052】
【表5】
【0053】
【表6】
【0054】
【表7】
【0055】
【表8】
【0056】
【表9】
【0057】
次に、試料1〜試料62について、各種性能評価試験を実施した。
<きず付き防止性>
図2に示すように、日立マクセル株式会社製のコンパクトディスク(CD)を1/16に分割した試験片50を準備した。次いで、図3に示すように、往復摩擦試験機5のサンプル台51に各試料のプレコートアルミニウム合金板1を配置し、その塗膜層形成面15上に試験片50を配置する。そして、試験片50に荷重F1:50gを加えた状態で試験片50を塗膜層形成面15上で摺動速度50mm/s、摺動距離5mmで10000回摺動させた。摺動後の試験片50の表面を目視にて観察し、きず付き程度を確認し、下記の評価基準に基づいて評価した。その結果を後述の表10及び表11に示す。
(評価基準)
5点:全くきずが見られない場合
4点:長さ5mm未満、巾0.1mm未満のきずが1本以下の場合
3点:長さ5mm以上10mm未満、巾0.1mm未満のきずが5本以下の場合
2点:長さ5mm以上10mm未満、巾0.1mm以上0.5mm未満のきずが1本以上の場合
1点:長さ5mm以上10mm未満、巾0.1mm以上0.5mm未満のきずが2本以上の場合
【0058】
<プレス加工性>
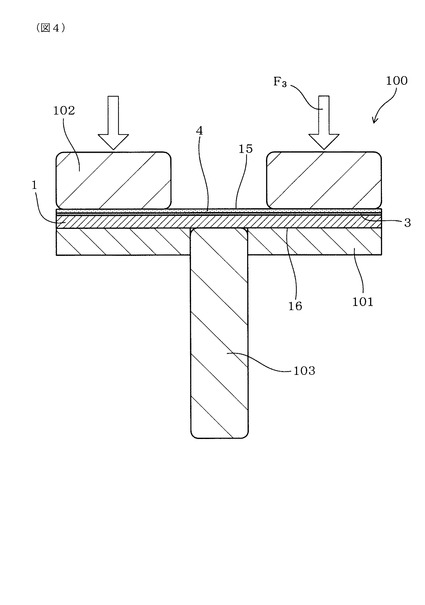
プレス加工性の評価は、図4〜図6に示すように、各試料のプレコートアルミニウム合金板1に、部分的に塗膜層形成側に突出する凸部18を形成するプレス加工を行い、加工後のプレコートアルミニウム合金板1の表面の疵の発生状態を観察することにより行った。
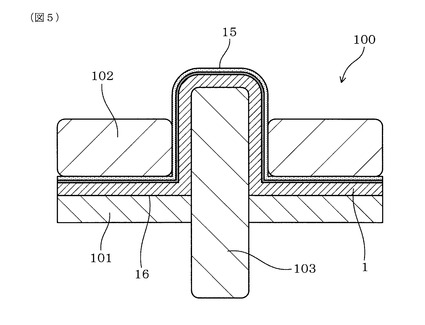
具体的には、図4に示すように、各試料のプレコートアルミニウム合金板1をプレス加工機100(エリクセン試験機)のダイス101としわ押さえ102間に荷重F3(F3=3.5kN)をかけて狭持した。ダイス101にはパンチ103(40mm角、R:5mm)が通る穴が設けられている。そして、図5に示すように、プレコートアルミニウム合金板1の塗膜層形成面15とは反対側の面16にパンチ103を当接し、パンチ103をダイス101の穴内へ押し上げることにより、プレコートアルミニウム合金板1を塗膜層形成側に逆U字状に突出させた。加工条件は、押さえ荷重:3.5kN、加工速度:120mm/分、温度:常温とした。加工には、潤滑剤として高精製の鉱油を用いた。
このようにして、図6に示すごとく、プレコートアルミニウム合金板1に、部分的に塗膜層形成側に突出する凸部18を形成した。
そして、プレス加工後のプレコートアルミニウム合金板の表面を目視にて観察し、きず付き程度を確認し、下記の評価基準に基づいて評価した。その結果を後述の表10及び表11に示す。
(評価基準)
5点:曲げ加工部および金型摺動部の塗膜層にきずが見られない場合
4点:曲げ加工部および金型摺動部の塗膜層に巾0.1mm未満、長さ0.5mm未満のきずが見られるが、幅0.1mm以上、長さ0.5mm以上のきずが見られない場合
3点:曲げ加工部および金型摺動部の塗膜層に巾0.1mm以上0.2mm未満、長さ0.5mm以上1mm未満のきずが見られるが、巾0.2mm以上長さ1mm以上のきずが見られない場合
2点:曲げ加工部および金型摺動部の塗膜に巾0.2mm以上0.3mm未満、長さ1mm以上2mm未満のきずが見られるが、巾0.3mm以上長さ2mm以上のきずが見られない場合
1点:曲げ加工部および金型摺動部の塗膜に巾0.3mm以上、長さ2mm以上のきずが見られた場合
【0059】
<接触音>
往復摩擦試験機に、パイロット社製ボールペンBP−P−B細字のキャップを取り付け、荷重50g、摺動速度50mm/s、摺動距離5mmとし、プレコートアルミニウム合金板の塗膜層上でキャップを摺動させたときの音を確認した(図示略)。下記の評価基準に基づいて接触音を評価した。その結果を後述の表10及び表11に示す。
(評価基準)
5点:塗膜層を形成していないアルミニウム基板と同程度の場合
4点:カリカリと軽い摺動音がする場合
3点:カリカリと軽い摺動音がし、キャップに振動が見られる場合
2点:ゴロゴリと摺動音がし、明らかにキャップに振動が見られる場合
1点:キャップで塗装板をたたくような音がした場合
【0060】
<塗膜密着性>
塗膜密着性は、JISK5400(1979年)に規定された碁盤目テープ剥離試験を行い、1mm×1mmの碁盤目総数100個中の塗膜の残存数により評価した。
評価点は5段階とし、残存数100個の場合を5点、残存数90個以上100個未満の場合を4点、残存数80個以上90個未満の場合を3点、残存数60個以上80個未満の場合を2点、残存数60個未満の場合を1点とした。その結果を後述の表10及び表11に示す。
【0061】
<耐疵付き性>
耐疵付き性は、図7に示される加減重往復摩擦試験にて行った。即ち、往復摩擦試験機6のサンプル台61に各試料のプレコートアルミニウム合金板1を配置し、その塗膜層形成面15上に直径1/4インチの鋼球60(SUJ2)を配置する。そして、鋼球60に荷重F2を加えた状態で鋼球60を塗膜層形成面15上で摺動速度5mm/s、摺動距離5mmで摺動させ、塗膜層に破れが発生した際の摺動回数を測定した。なお、荷重F2は、0gから1000gの間で連続的に変化させた。
評価点は5段階とし、摺動回数40回以上の場合を5点、摺動回数30回以上40回未満の場合を4点、摺動回数20回以上30回未満の場合を3点、摺動回数10回以上20回未満の場合を2点、摺動回数10回未満の場合を1点とした。その結果を後述の表10及び表11に示す。
【0062】
<耐指紋性>
耐指紋性は、各試料を50mm×50mmの面積に切り出し、その半分の面積に10mg/dm2の量のワセリンを塗布し、全体をエタノール中に1回漬けて引き上げ、その後、ワセリンの残存面積を目視にて観察した。
評価点は5段階とし、残存無しの場合を5点、1/10未満の割合で残存した場合を4点、1/10以上かつ1/8未満の割合で残存した場合を3点、1/8以上かつ1/4未満の割合で残存した場合を2点、1/4以上残存した場合を1点とした。その結果を後述の表10及び表11に示す。
【0063】
<耐溶剤性>
耐溶剤性は、1ポンドハンマーにウエスを5重に被せ、トリクロロエチレンを染み込ませ、各試料の塗膜層の表面に乗せて50mm長さを繰り返し摺動させ、何回目で塗膜表面が溶解し変色するかを観察した。
評価点は5段階とし、10回以上の場合を5点、7回以上10回未満の場合を4点、5回以上7回未満の場合を3点、2回以上5回未満の場合を2点、1回の場合を1点とした。その結果を後述の表10及び表11に示す。
【0064】
【表10】
【0065】
【表11】
【0066】
表1〜表11より知られるごとく、周囲から突出する複数の凸状部を有する合成樹脂粒子が、ベース樹脂100質量部に対して0.1質量部以上かつ60質量部以下分散された塗膜層が形成されたプレコートアルミニウム合金板(試料1〜58)は、きず付き防止性に優れ、接触音を抑制することができる。また、プレス加工性、塗膜密着性、耐疵付き性、耐指紋性、及び耐溶剤性にも優れている。
【0067】
一方、合成樹脂粒子の量が少なすぎるプレコートアルミニウム合金板(試料59)及び合成樹脂粒子の量が多すぎるプレコートアルミニウム合金板(試料60)においては、きず付き防止性が不十分であり、接触物を傷つけてしまうおそれがある。また、凸状部を有していない球状又は粉砕片状の合成樹脂粒子が塗膜層中に分散されたプレコートアルミニウム合金板(試料61及び試料62)においては、きず付き防止性が不十分であると共に、接触音を十分に防止することができなかった。
【0068】
図1及び図8に示すごとく、複数の凸状部425を有する合成樹脂粒子42がベース樹脂41中に所定の割合で分散されたプレコートアルミニウム合金板1においては、塗膜層4の形成時に、合成樹脂粒子42の凸状部425にベース樹脂が絡みやすくなると考えられる。そのため、合成樹脂塗膜42が塗膜層4から露出することを防止することができる。即ち、合成樹脂粒子42を露出させることなく、塗膜層4の表面を凹凸にすることが可能になる。そのため、プレコートアルミニウム合金板1においては、塗膜層4に接触する接触物を傷つけることを防止し、優れたきず付き防止性を発揮することができる。さらに、プレコートアルミニウム合金板1においては、接触音を抑制することができる。
【0069】
(実施例2)
本例においては、アルミニウム合金からなる基板に対して、塗膜層とは反対側の面に、導電性塗膜を形成する例である。
図9に示すごとく、本例のプレコートアルミニウム合金板7は、アルミニウム合金からなる基板70と、基板70の一方の面に形成された化成皮膜71と、この化成皮膜71上に形成した塗膜層72とを有する。塗膜層72は、合成樹脂からなるベース樹脂中に、合成樹脂粒子とカルナウバワックスとが分散されており、合成樹脂粒子は、その表面に、周囲から突出する複数の凸状部を有する(図示略)。
【0070】
また、基板の他方の面(塗膜層形成面とは反対側の面)には、化成皮膜73が形成されており、この化成皮膜73上に導電性塗膜74が形成されている。導電性塗膜74は、ガラス転移点100〜150℃のウレタン樹脂と、一次粒子径5nm〜80nmのコロイダルシリカと、分子量1000〜16000のインナーワックスとを含有する(図示略)。
【0071】
以下、本例のプレコートアルミニウム合金板の製造方法について説明する。
本例のプレコートアルミニウム合金板7の製造にあたっては、まず、実施例1と同様にして、アルミニウム合金板からなる基板70の片面に化成皮膜71及び塗膜層72を形成した(図9参照)。化成皮膜と塗膜層の具体的な構成は、実施例1の試料1と同様である。
【0072】
次に、基板70における塗膜層72の形成面とは反対側の面に、化成皮膜73を形成した。化成皮膜73は、実施例1における化成処理(a)を行うことにより形成した。
次に、化成皮膜73上に導電性塗膜74を形成した。その形成にあたっては、まず、導電性塗膜形成用の塗料をバーコート法により化成皮膜73上に塗布した。次いで、基板70の表面温度が230℃となる雰囲気に40秒保持する焼き付け処理を行って塗料を硬化させ、厚さ0.2μmの導電性塗膜74を形成した。
本例においては、導電性塗膜形成用の塗料としては、ウレタン樹脂85重量部、一次粒子径30nmのコロイダルシリカ10重量部、オキシエチレンパルミチン酸ブチルエステル2重量部、ポリエチレンワックス3重量部を混合したものを用いた。
【0073】
このようにして、アルミニウム合金板からなる基板70の一方の面に形成された塗膜層72と、他方の面に形成された導電性塗膜74とを有するプレコートアルミニウム合金板7を得た。
本例のプレコートアルミニウム合金板7は、導電性を有する導電性塗膜74を有している。そのため、本例のプレコートアルミニウム合金板7は、優れた導電性を示すことができる。また、実施例1の試料1と同様の構成の塗膜層72を備えている。そのため、プレコートアルミニウム合金板7は、きず付き防止性に優れ、接触音を抑制することができる。
【0074】
(実施例3)
本例においては、アルミニウム合金からなる基板に対して、塗膜層とは反対側の面に、放熱性塗膜を形成する例である。
図9に示すごとく、本例のプレコートアルミニウム合金板8は、アルミニウム合金からなる基板80と、基板80の一方の面に形成された化成皮膜81と、この化成皮膜81上に形成した塗膜層82とを有する。塗膜層82は、合成樹脂からなるベース樹脂中に、合成樹脂粒子とカルナウバワックスとが分散されており、合成樹脂粒子は、その表面に、周囲から突出する複数の凸状部を有する(図示略)。
【0075】
また、基板80の他方の面(塗膜層形成面とは反対側の面)には、化成皮膜83が形成されており、この化成皮膜83上に放熱性塗膜84が形成されている。放熱性塗膜84は、ウレタン樹脂、アイオノマー樹脂、ポリエチレン樹脂、エポキシ樹脂、フッ素樹脂、及びポリエステル樹脂の少なくとも1種からなる数平均分子量が10000〜40000のベース樹脂中に酸化チタン、カーボン、シリカ、アルミナ、窒化アルミニウム、酸化ジルコニウムの少なくとも1種からなる放熱性物質を含有する。
【0076】
以下、本例のプレコートアルミニウム合金板の製造方法について説明する。
本例のプレコートアルミニウム合金板8の製造にあたっては、まず、実施例1と同様にして、アルミニウム合金板からなる基板80の片面に化成皮膜81及び塗膜層82を形成した(図10参照)。化成皮膜と塗膜層の具体的な構成は、実施例1の試料1と同様である。
【0077】
次に、基板80における塗膜層82の形成面とは反対側の面に、化成皮膜83を形成した。化成皮膜83は、実施例1における化成処理(a)を行うことにより形成した。
次に、化成皮膜83上に放熱性塗膜84を形成した。その形成にあたっては、まず、放熱性塗膜形成用の塗料をバーコート法により化成皮膜83上に塗布した。次いで、基板80の表面温度が230℃となる雰囲気に40秒保持する焼き付け処理を行って塗料を硬化させ、厚さ10μmの放熱性塗膜84を形成した。
本例においては、放熱性塗膜形成用の塗料としては、分子量16000のポリエステル樹脂100重量部に、一次粒子径0.3μmの酸化チタン100重量部、ポリエチレンワックス1重量部を混合したもの用いた。
【0078】
このようにして、アルミニウム合金板からなる基板80の一方の面に形成された塗膜層82と、他方の面に形成された放熱性塗膜84とを有するプレコートアルミニウム合金板8を得た。
本例のプレコートアルミニウム合金板8は、放熱性に優れた放熱性塗膜84を有しているため、優れた放熱性を示すことができる。また、実施例1の試料1と同様の構成の塗膜層82を備えている。そのため、プレコートアルミニウム合金板8は、きず付き防止性に優れ、接触音を抑制することができる。
【符号の説明】
【0079】
1 プレコートアルミニウム合金板
2 基板
3 化成皮膜
4 塗膜層
41 ベース樹脂
42 合成樹脂粒子
425 凸状部
【技術分野】
【0001】
本発明は、アルミニウム又はアルミニウム合金からなる基板と、該基板の片面又は両面に形成された化成皮膜と、該化成皮膜上に形成した塗膜層とからなるプレコートアルミニウム合金板に関する。
【背景技術】
【0002】
従来から、有機樹脂(合成樹脂)系塗料にてコーティングされたアルミニウム塗装板は、耐食性に優れ、軽量であることから、家電やOA機器に広く利用されている。具体的には、ハードディスク、CD、DVD等の記録媒体の筐体として用いられている。また、プレス成形後の塗装によるポストコートでなく、プレス成形前のアルミニウム合金板製造段階において塗装を施すプレコートの技術も、ポストコートよりもコストダウンが図れることから脚光を浴びている。
【0003】
しかし、有機樹脂系塗料は、傷つきやすい。そのため、有機樹脂系塗料に樹脂ビーズを含有させて塗膜を堅牢化することにより耐傷付き性を向上する試みが数多くなされてきた。
【0004】
たとえば、粒径3〜90μmの球状の樹脂ビーズを塗膜に含有させる技術が開発されている(特許文献1参照)。
また、ナイロン系、フッ素系、ウレタン系樹脂ビーズを塗膜に含有させ、塗膜表面粗さRsmを105〜280μmの範囲内にする技術が開発されている(特許文献2参照)。
また、軟質ベース塗膜に硬質島状塗膜を存在させ、耐傷付き性と加工性とを両立させる技術が開発されている(特許文献3参照)。
また、塗膜表面の粗さを、金属板の算術平均粗さ以上の部分が19〜781個以上にする技術が開発されている(特許文献4参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004―098624号公報
【特許文献2】特開2007−167836号公報
【特許文献3】特開2007−230099号公報
【特許文献4】特開2009−006234号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、電気機器及び電子機器の静音化に伴って、これまで目立たなかった筐体の擦れ音が目立つようになってきた。例えばスロットインドライブケースなどの用途においては、光ディスクの挿入時における接触音が目立つようになってきた。また、プレコートアルミニウム合金板には、塗膜自体がきず付き難いという耐疵付き性が求められるだけでなく、光ディスク等の接触物を傷つけることを防止するきず付き防止性も求められている。例えば、上述のように球状の樹脂ビーズを塗膜に分散させた場合には、耐疵付き性を向上させることができるが、樹脂ビーズが塗膜から露出し易く、きず付き防止性が低下したり、接触音が起こり易くなったりするおそれがある。
【0007】
本発明はかかる背景に鑑みてなされたものであって、きず付き防止性に優れ、接触音を抑制することができるプレコートアルミニウム合金板を提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明の一態様は、アルミニウム又はアルミニウム合金からなる基板と、該基板の片面又は両面に形成された化成皮膜と、該化成皮膜上に形成した塗膜層とからなり、
該塗膜層においては、合成樹脂からなるベース樹脂中に、合成樹脂粒子とカルナウバワックスとが分散されており、
上記合成樹脂粒子は、その表面に、周囲から突出する複数の凸状部を有しており、
上記塗膜層は、上記ベース樹脂100質量部に対して上記合成樹脂粒子を0.1質量部以上かつ60質量部以下含有することを特徴とするプレコートアルミニウム合金板にある(請求項1)。
【発明の効果】
【0009】
上記プレコートアルミニウム合金板において、上記塗膜層には、複数の上記凸状部を有する上記合成樹脂粒子が上記ベース樹脂中に上記所定の割合で分散されている。
そのため、上記塗膜層の形成時に、上記合成樹脂粒子の凸状部に上記ベース樹脂が絡みやすく、上記塗膜層から上記合成樹脂粒子が露出することを防止することができる。即ち、上記合成樹脂粒子を露出させることなく、上記塗膜層の表面を凹凸にすることが可能になる。そのため、上記プレコートアルミニウム合金板においては、上記塗膜層に接触する接触物を傷つけることを防止し、優れたきず付き防止性を発揮することができる。さらに、上記プレコートアルミニウム合金板においては、接触音を抑制することができる。
【0010】
また、上記プレコートアルミニウム合金板においては、上記塗膜層に上記カルナウバワックスが分散されている。そのため、上記プレコートアルミニウム合金板は、成形性に優れており、プレス成形により様々な形状に容易に成形することができる。
【図面の簡単な説明】
【0011】
【図1】実施例1における、プレコートアルミニウム合金板の断面構造を示す説明図。
【図2】実施例1における、きず付き防止性の評価に用いるコンパクトディスク(CD)を1/16に分割した試験片を示す説明図。
【図3】実施例1における、往復摩擦試験機によりきず付き防止性を評価する様子を示す説明図。
【図4】実施例1における、プレス加工機のダイスとしわ押さえとの間にプレコートアルミニウム合金板を狭持してプレコートアルミニウム合金板にパンチを当接させた状態を示す説明図。
【図5】実施例1における、プレス加工機により、プレコートアルミニウム合金板をU字状に曲げ加工する様子を示す説明図。
【図6】実施例1における、逆U字状に加工され、部分的に凸部が形成されたプレコートアルミニウム合金板を示す説明図。
【図7】実施例1における、往復摩擦試験機により耐疵付き性を評価する様子を示す説明図。
【図8】実施例1における、プレコートアルミニウム合金板の塗膜層の表面部分を拡大して示す説明図。
【図9】実施例2における、基板の一方の面に塗膜層が形成され、他方の面に導電性塗膜が形成されたプレコートアルミニウム合金板の断面構造を示す説明図。
【図10】実施例3における、基板の一方の面に塗膜層が形成され、他方の面に放熱性塗膜が形成されたプレコートアルミニウム合金板の断面構造を示す説明図。
【発明を実施するための形態】
【0012】
次に、上記プレコートアルミニウム合金板の好ましい実施形態について説明する。
上記プレコートアルミニウム合金板は、アルミニウム又はアルミニウム合金からなる基板と、該基板の片面又は両面に形成された化成皮膜と、該化成皮膜上に形成した塗膜層とからなる。
上記基板としては、例えば純アルミニウム、5000系アルミニウムなどの各種アルミニウム合金などを用いることができる。
【0013】
化成皮膜は、上記基板と上記塗膜層との間で両者の密着性を高める皮膜である。例えば、リン酸クロメート、リン酸ジルコニウム、酸化ジルコニウム、又はクロム酸クロメート等からなる化成皮膜を形成することができる。
【0014】
上記塗膜層においては、合成樹脂からなるベース樹脂中に、合成樹脂粒子とカルナウバワックスとが分散されている。
上記塗膜層は、上記ベース樹脂100質量部に対して上記合成樹脂粒子を0.1質量部以上かつ60質量部以下含有する。
上記合成樹脂粒子が0.1質量部未満の場合には、上記合成樹脂粒子の添加効果が十分に得られなくなるおそれがあり、きず付き防止性の向上効果が十分に得られなくなるおそれがある。一方、60質量部を超える場合には、合成樹脂粒子の量が多すぎて上記塗膜層から上記合成樹脂粒子が露出するおそれがある。そのため、きず付き防止性能が低下するおそれがある。上記ベース樹脂100質量部に対する上記合成樹脂粒子の含有量は、1質量部以上がより好ましく、5質量部以上がさらに好ましい。また、上記ベース樹脂100質量部に対する上記合成樹脂粒子の含有量は、50質量部以下がより好ましく、30質量部以下がさらに好ましい。
【0015】
上記合成樹脂粒子は、その表面に、周囲から突出する複数の凸状部を有しており、上記合成樹粒子の表面は凹凸状になっている。
上記合成樹脂粒子に上記凸状部がない場合には、上記合成樹脂粒子の表面に上記ベース樹脂が引っかかり難くなり、上記塗膜層の表面から上記合成樹脂粒子が露出し易くなるおそれがある。そのため、接触音の防止効果が十分に得られなくなるおそれがある。
【0016】
上記合成樹脂粒子は、合成樹脂からなる略球状のコア粒子上に、ポリオルガノシルセスキオキサンからなるシェル層が被覆されており、該シェル層により上記凸状部が形成されていることが好ましい(請求項2)。
この場合には、例えばウレタン系樹脂などからなるベース樹脂が上記シェル層の上記凸状部に絡み易くなる。そのため、上記塗膜層から上記合成樹脂粒子が露出することをより一層防止することができ、接触音の防止効果をより確実に発揮することができる。また、上記ベース樹脂によって被覆された上記合成樹脂粒子は、凹部に空気層を形成させることができる。該空気層が存在することによって、音の響きが抑制され、接触音の防止効果をより向上させることができる。
【0017】
該合成樹脂粒子の平均粒径をAμmとし、上記塗膜層における上記合成樹脂粒子が存在しない部分の膜厚をBμmとすると、上記塗膜層においてはA/Bが0.2〜3.4の範囲内にあることが好ましい(請求項3)。
この場合には、上記塗膜層の表面における上記合成樹脂粒子の存在量を増やすことができる。そのため、上述のA/Bの範囲内において、上記合成樹脂粒子の平均粒径Aが上記塗膜層における上記膜厚Bよりも大きくても、上記合成樹脂粒子が直接上記塗膜層から露出することを防止し、上記合成樹脂粒子を上記ベース樹脂により覆うことができる。即ち、上記合成樹脂粒子を露出させることなく、上記塗膜層の表面を凹凸にすることが可能になる。
【0018】
上記合成樹脂粒子の平均粒径Aが2μm未満の場合には、上記塗装膜の表面に微細な凹凸を形成することが困難になり、きず付き防止性の向上効果が十分に得られなくなるおそれがある。一方、平均粒径Aが10μmを超える場合には、成形加工時等に上記合成樹脂粒子が上記塗膜層から脱落し易くなるおそれがある。
なお、上記合成樹脂粒子は、その表面に、周囲から突出する複数の凸状部を有しているが、上記合成樹脂粒子の平均粒径は、上記凸状部を含む粒径である。上記合成樹脂粒子の平均粒径は、レーザー回折・散乱法によって求められた粒度分布における積算値50%での粒径である。
【0019】
また、上記塗膜層においてA/Bが0.2未満の場合には、上記塗膜層の表面付近に存在する上記合成樹脂粒子が少なくなり、きず付き防止性の向上効果を十分に得るために上記合成樹脂粒子の量を増やす必要が生じる。そのため、製造コストが増大するおそれがある。なお、上記合成樹脂粒子の平均粒径Aが、上記合成樹脂粒子が存在しない部分の膜厚Bよりも小さくても、A/Bが0.2以上の場合には、上記塗膜層中で浮遊して上記塗膜層の表面付近に存在する上記合成樹脂粒子が存在しうるため、きず付き防止性の向上効果は得られる。一方、A/Bが3.4を超える場合には、上記合成樹脂粒子が上記塗膜層から脱落し易くなるおそれがある。上記塗膜層におけるA/Bは0.3以上がより好ましく、0.4以上がさらに好ましい。また、上記塗膜層におけるA/Bは、2以下がより好ましく、1.2以下がさらに好ましい。
また、上記塗膜層における上記合成樹脂粒子が存在しない部分の膜厚Bは例えば1〜15μmにすることができる。
【0020】
また、上記塗膜層は、上記ベース樹脂100質量部に対して、上記カルナウバワックスを0.05質量部以上かつ25質量部以下含有することが好ましい(請求項4)。
この場合には、上記プレコートアルミニウム合金板の成形性を向上させることができる。上記カルナウバワックスの含有量が0.05質量部未満の場合には、成形性が不十分になるおそれがある。一方、25質量部を超える場合には、耐指紋性が悪くなり、取り扱い時に塗膜層に指紋が付着し易くなるおそれがある。上記ベース樹脂100質量部に対するカルナウバワックスの含有量は、0.5質量部以上がより好ましく、1質量部以上がさらに好ましい。また、上記ベース樹脂100質量部に対するカルナウバワックスの含有量は、20質量部以下がより好ましく、15質量部以下がさらに好ましい。
【0021】
また、上記ベース樹脂は、ガラス転移点−21℃以上かつ90℃以下であり、伸びが230%以上かつ750%以下であることが好ましい(請求項5)。
この場合には、上記プレコートアルミニウム合金板の接触音の防止効果をより向上させることができると共に、成形性を向上させることができる。上記ベース樹脂のガラス転移点が−21℃未満の場合には、上記ベース樹脂のタック性により、上記塗膜層に接触した接触物が上記塗膜層に接着し、該塗膜層が剥離するおそれがある。一方、ガラス転移点が90℃を超える場合には、上記ベース樹脂の柔軟性が低下し、プレス加工性等の成形性が低下するおそれがある。より好ましくは、上記ベース樹脂のガラス転移点は32℃以上かつ90℃以下がよい。
また、上記ベース樹脂の伸びが230%未満の場合には、成形性が不十分になるおそれがある。一方、伸びが750%を超える場合には、タック性が増加するため、塗膜が剥離し易くなるおそれがある。
なお、上記ベース樹脂の伸び(%)は、ベース樹脂からなる樹脂皮膜の引張試験により測定することができる。引張試験前の樹脂皮膜の長さに対する引張試験後の破断時における樹脂皮膜の長さの比率を百分率で表したものである。
【0022】
上記ベース樹脂は、ウレタン系樹脂からなることが好ましい(請求項6)。
この場合には、上記プレコートアルミニウム合金板における接触音の防止効果をより向上させることができる。
【0023】
上記ベース樹脂は、極性を有する官能基を有する脂肪族エステル型のウレタン樹脂、極性を有する官能基を有するエーテルエステル型のウレタン樹脂、及び極性を有する官能基を有するカーボネート型のウレタン系樹脂から選ばれる1種又は2種以上であることが好ましい(請求項7)。
この場合には、塗膜層のベース樹脂が有する官能基(極性基)とアルミニウム合金板上に形成された化成皮膜との密着性を向上させることができる。
極性を有する官能基としては、例えばカルボキシル基、水酸基、カルボニル基などがある。
【0024】
上記塗膜層は、ラノリン、ポリエチレン、及びマイクロクリスタリンから選ばれる1種以上のワックス、及び/又は高分子粒子を、上記塗膜層の乾燥質量100質量部に対して合計0.05質量部以上25質量部以下含有することが好ましい(請求項8)。
この場合には、上記プレコートアルミニウム合金板の成形性をより向上させることができる。
【0025】
上記塗膜層の乾燥質量100質量部に対するワックス及び/又は高分子粒子含有量が合計で0.05質量部未満の場合には、ワックス及び/又は高分子粒子の添加による成形性の向上効果が十分に得られなくなるおそれがある。一方、25質量部を超える場合には、上記塗膜層の表面の表面エネルギーが低下し、耐指紋性が低下するおそれがある。
【0026】
上記高分子粒子としては、例えば架橋アクリル、4フッ化エチレン等からなる樹脂粒子を用いることができる。上記高分子粒子としては、例えば平均粒径1〜25μm程度のものを用いることができる。好ましくは、平均粒径15μm以下のものがよい。上記高分子粒子としては、略球状の粒子の他、中空の粒子を用いることもできる。
【0027】
4フッ化エチレンからなる市販の高分子粒子としては、例えば株式会社喜多村製のKTL−2N、KTL−4N、KTL−8N、KTL−9S等を挙げることができる。
また、架橋アクリルからなる市販の高分子粒子として、例えば松本油脂製薬株式会社製のマツモトマイクロスフェアーMHB−R(中空多孔質)、M−310、及びS−100等が挙げられる。
【0028】
上記塗膜層は、界面活性剤、増粘剤、及び顔料の少なくともいずれかを含有することが好ましい(請求項9)。
上記塗膜層が界面活性剤を含有する場合には、上記塗膜層において、上記合成樹脂粒子、及びカルナウバワックス等を均一に分散させ易くなる。そのため、上記合成樹脂粒子及び上記カルナウバワックスの上述の添加効果がより顕著になる。上記界面活性剤としては、ウィルフェルミー法による温度25℃における動的表面張力が43.8mN/m以下のものを用いることが好ましい。動的表面張力が43.8mN/mを超える場合には起泡力が高くなり、塗膜欠陥が発生するおそれがある。
【0029】
上記塗膜層は、上記ベース樹脂、カルナウバワックス、及び合成樹脂粒子などを含む液状の塗料を塗布し焼き付けることにより形成することができるが、上記界面活性剤は、上記塗料中に例えば0.05〜5質量%含有させることができる。界面活性剤が0.05質量%以下の場合には、均質な塗膜層を形成することが困難になるおそれがある。一方5質量%を超えて添加しても添加効果が飽和する。より好ましくは0.1〜5質量%がよい。
【0030】
上記界面活性剤としては、塗料中のエマルション構造への影響が少ない高級アルコールあるいは多価アルコールにエチレンオキシドを付加した非イオン界面活性剤、又はエチレンオキシドの一部をプロピレンオキシドに置換した非イオン界面活性剤が好ましい。
市販のポリオキシエチレン型非イオン界面活性剤として、例えば、日本乳化剤株式会社製のニューコールNT−7、ニューコールNT−9、ニューコール1006、ニューコール1008、ニューコール1525等を挙げることができる。
市販のポリオキシエチレンポリオキシプロピレン型非イオン界面活性剤としては、例えば、第一工業製薬社製の界面活性剤として、ノイゲンSDX−60、ノイゲンSDX−70等がある。また、東邦化学工業株式会社製の界面活性剤として、ネオスコアAS−0349、ぺポールAS−053X、ぺポールAS−054C、トーホーポリオールMEB−142、トーホーポリオールMEB−145、トーホーポリオールMEB−147、ネオソルベントNSG−E等がある。また、日本乳化剤株式会社製の界面活性剤として、ニューコール2303−Y、ニューコール2303−YM、ニューコール2304−Y、ニューコール2306−Y、ニューコール2308−Y、ニューコール2314−Y、ニューコール2306−HY、ニューコール2308−HY、ニューコール1008−F1、ニューコール1902−Y、ニューコール1308FA(90)、DMH−40などがある。
【0031】
また、塗料には、増粘剤を含有させることができる。この場合には、塗装性を向上させることができる。
上記増粘剤としては、例えばチキソ性増粘剤を用いることができる。
市販のチキソ性増粘剤としては、例えば日本純薬工業製のレオジック250H、レオジック252L、レオジック835L、レオジック830L、レオジック305H、レオジック306Lなどがある。
また、上記増粘剤としては、例えば水溶性アクリルを用いることができる。
市販の水溶性アクリルとしては、例えば日本純薬工業製のジュリマーAT−210、AT−510、AT−613、AC−10L、AC−20Lなどがある。
【0032】
また、上記塗膜層が顔料を含有する場合には、色彩を帯びた上記塗膜層を形成することができる。そのため、上記プレコートアルミニウム合金板の意匠性を向上させることができる。顔料は市販のものを用いることができる。
【0033】
また、上記プレコートアルミニウム合金板において、上記化成皮膜及び上記塗膜層は、上記基板の片面に形成されており、反対面には、導電性塗膜又は放熱性塗膜の少なくともいずれか一方が形成されていることが好ましい(請求項10)。
上記導電性塗膜を有する場合には、上記プレコートアルミニウム合金板は、優れた導電性を示すことができる。そのため、この場合には、上記プレコートアルミニウム合金板は、電気機器又は電子機器の筐体の用途により好適になる。
また、上記放熱性塗膜を有する場合には、上記プレコートアルミニウム合金板は、優れた放熱性を示すことができる。そのため、この場合にも、上記プレコートアルミニウム合金板は、電気機器又は電子機器の筐体の用途により好適になる。
【0034】
上記導電性塗膜及び上記放熱性塗膜は、上記プレコートアルミニウム合金板上に形成した化成皮膜上に形成することができる。
上記導電性塗膜としては、例えばウレタン樹脂とコロイダルシリカとインナーワックスとを含有する塗膜を形成することができる。
また、上記放熱性塗膜としては、例えばウレタン樹脂、アイオノマー樹脂、ポリエチレン樹脂、エポキシ樹脂、フッ素樹脂、ポリエステル樹脂等からなるベース樹脂中に、酸化チタン、カーボン、シリカ、アルミナ、窒化アルミニウム、酸化ジルコニウム等からなる放熱性物質を含有する塗膜がある。
【0035】
上記プレコートアルミニウム合金板は、電気機器又は電子機器の筐体として用いられることが好ましい(請求項11)。
この場合には、きず付き防止性に優れると共に、接触音を防止できるという上記プレコートアルミニウム合金板の優れた特性を十分に生かすことができる。
【実施例】
【0036】
(実施例1)
次に、実施例及び比較例のプレコートアルミニウム合金板について、説明する。
本例においては、後述の表7〜9に示すように62種類のプレコートアルミニウム合金板(試料1〜試料62)を作製し、種々の性能評価試験を実施した。
【0037】
実施例にかかるプレコートアルミニウム合金板の構造を図1に示す。
プレコートアルミニウム合金板1は、アルミニウム合金からなる基板2と、その片面に形成された化成皮膜3と、化成皮膜3上に形成した塗膜層4とからなる。
塗膜層4においては、ウレタン系樹脂からなるベース樹脂41中に、合成樹脂粒子42とカルナウバワックス(図示略)とが分散されている。
合成樹脂粒子42は、その表面に、周囲から突出する複数の凸状部425を有している。
【0038】
本例において作製する各試料(試料1〜試料62)のプレコートアルミニウム合金板においては、ベース樹脂の種類、合成樹脂粒子の種類、及びその他の構成を後述の表7〜9に示すように各試料毎に変化させた。
【0039】
各試料の作製にあたっては、まず、アルミニウム合金板からなる基板2として、板厚1.0mmの5052−H34材を準備した。次に、この基板2に、化成皮膜3を形成する化成処理を施した。表1に、本例で採用した4種類の化成処理(a〜d)を示す。
化成処理aはリン酸クロメート処理によって、クロム量が20mg/m2となるように反応型クロメート皮膜を形成するものである。具体的には、化成処理液に試料を浸漬する方法により化成処理を行い、その後、約100℃の雰囲気で乾燥させた。
【0040】
化成処理bは、ジルコニウム処理によって、ジルコニウム量が20mg/m2となるように反応型ノンクロメート皮膜を形成するものである。処理方法は上記化成処理aと同様である。
化成処理cは、塗布型クロメート処理によって、クロム量が20mg/m2となるように塗布型クロメート皮膜を形成する物である。具体的には、基板の脱脂処理を行った後、バーコート法により処理剤を塗布し、その後約100℃の雰囲気で乾燥させた。
化成処理dは、塗布型ジルコニウム処理によって、ジルコニウム量が20mg/m2となるように塗布型ノンクロメート皮膜を形成するものである。処理方法は上記化成処理dと同様である。
【0041】
次に、化成皮膜3の上に、塗料を焼き付けることにより、塗膜層4を形成した。塗料は、ベース樹脂、合成樹脂粒子、カルナウバワックス、高分子粒子、ワックス、及び界面活性剤などの成分を、後述の表7〜9に示す配合割合となるように混合し、溶媒として脱イオン水を用いて作製した。
【0042】
ベース樹脂としては、表2に示す、主骨格、ガラス転移点、及び伸びが異なる各種ウレタン樹脂(U1〜U5)を用いた。なお、ベース樹脂の伸び(%)は、次のようにして測定することができる。
即ち、乾燥膜厚が150μmとなるように、ベース樹脂(ウレタン樹脂)の樹脂皮膜を作製し、常温で1日乾燥させる。次いで、温度150℃で5分間熱処理を行った後、樹脂皮膜を幅5mmの短冊状にカットする。そして、短冊状の樹脂皮膜を引張速度50mm/分にて引っ張る引張試験を行い、破断したときの伸び(樹脂皮膜の長さ)を測定する。引張試験前の樹脂皮膜の長さに対する破断時の長さの比率を百分率で表すことにより、ベース樹脂の伸び(%)とする。
【0043】
また、合成樹脂粒子としては、表3に示す形状及び平均粒径が異なる各種樹脂粒子(S1〜S7)を用いた。なお、表3に示すS1〜S5は、有機樹脂粒子からなるコア粒子上にポリメチルシルセスキオキサン(シロキサン)からなるシェル層が被覆してなるコア/シェル構造の粒子である。S1〜S5の合成樹脂粒子は、シェル層に多数の凸状部が形成された金平糖状の粒子である。なお、合成樹脂粒子の平均粒径及び後述の高分子粒子の平均粒径は、レーザー回折・散乱法によって求めた粒度分布における積算値50%における粒径を意味する。
【0044】
高分子粒子としては、表4に示す種類(組成)、形状、及び平均粒径が異なる各種高分子粒子(P1〜P3及びA1〜A4)を用いた。
また、カルナウバ以外のインナーワックスとしては、表5に示す軟化点及び針入度(温度25℃)が異なる各種ポリエチレンワックス(W1〜W3)を用いた。
なお、温度25℃における針入度は、JIS−K2207(1980年)に規定する方法により測定することができる。
【0045】
また、界面活性剤としては、表6に示す種類及び表面張力が異なるもの(EO−1、EO−2、EOPO−1、及びEOPO−2)を用いた。
なお、表面張力は、ウィルフェルミー法による温度25℃における動的表面張力により規定する。
【0046】
塗料の塗装方法としては様々な方法があるが、本例ではバーコート法により行った。後述の表7〜9に示す構成の塗膜層が得られるように配合成分を調整した塗料を化成皮膜上に塗布した。その後、基板の表面温度が約200℃となる雰囲気に40秒間保持する焼き付け処理を行って塗料を硬化させた。これにより、化成皮膜3上に、表7〜9に示す構成の塗膜層4を形成し、プレコートアルミニウム合金板1を作製した(図1参照)。
【0047】
表7〜9に、各試料のプレコートアルミニウム合金板(試料1〜試料62)について、化成皮膜の種類、ベース樹脂の種類、合成樹脂粒子の種類と配合割合、カルナウバワックスの配合割合、高分子粒子の種類と配合割合、ポリエチレンワックスの種類と配合割合、界面活性剤の種類と配合割合を示す。なお、試料6においては、ベース樹脂を2種類(U1及びU5)用いているが、これらの樹脂を50:50(U1:U5)の質量比で混合して用いた。
また、本例においては、合成樹脂粒子42の平均粒径をAμmとし、塗膜層4における合成樹脂粒子42が存在しない部分の膜厚をBμmとすると、A/Bが異なる各試料のプレコートアルミニウム合金板1を作製した(図1参照)。表7〜9に各試料における膜厚B、及びA/Bを示す。
【0048】
【表1】
【0049】
【表2】
【0050】
【表3】
【0051】
【表4】
【0052】
【表5】
【0053】
【表6】
【0054】
【表7】
【0055】
【表8】
【0056】
【表9】
【0057】
次に、試料1〜試料62について、各種性能評価試験を実施した。
<きず付き防止性>
図2に示すように、日立マクセル株式会社製のコンパクトディスク(CD)を1/16に分割した試験片50を準備した。次いで、図3に示すように、往復摩擦試験機5のサンプル台51に各試料のプレコートアルミニウム合金板1を配置し、その塗膜層形成面15上に試験片50を配置する。そして、試験片50に荷重F1:50gを加えた状態で試験片50を塗膜層形成面15上で摺動速度50mm/s、摺動距離5mmで10000回摺動させた。摺動後の試験片50の表面を目視にて観察し、きず付き程度を確認し、下記の評価基準に基づいて評価した。その結果を後述の表10及び表11に示す。
(評価基準)
5点:全くきずが見られない場合
4点:長さ5mm未満、巾0.1mm未満のきずが1本以下の場合
3点:長さ5mm以上10mm未満、巾0.1mm未満のきずが5本以下の場合
2点:長さ5mm以上10mm未満、巾0.1mm以上0.5mm未満のきずが1本以上の場合
1点:長さ5mm以上10mm未満、巾0.1mm以上0.5mm未満のきずが2本以上の場合
【0058】
<プレス加工性>
プレス加工性の評価は、図4〜図6に示すように、各試料のプレコートアルミニウム合金板1に、部分的に塗膜層形成側に突出する凸部18を形成するプレス加工を行い、加工後のプレコートアルミニウム合金板1の表面の疵の発生状態を観察することにより行った。
具体的には、図4に示すように、各試料のプレコートアルミニウム合金板1をプレス加工機100(エリクセン試験機)のダイス101としわ押さえ102間に荷重F3(F3=3.5kN)をかけて狭持した。ダイス101にはパンチ103(40mm角、R:5mm)が通る穴が設けられている。そして、図5に示すように、プレコートアルミニウム合金板1の塗膜層形成面15とは反対側の面16にパンチ103を当接し、パンチ103をダイス101の穴内へ押し上げることにより、プレコートアルミニウム合金板1を塗膜層形成側に逆U字状に突出させた。加工条件は、押さえ荷重:3.5kN、加工速度:120mm/分、温度:常温とした。加工には、潤滑剤として高精製の鉱油を用いた。
このようにして、図6に示すごとく、プレコートアルミニウム合金板1に、部分的に塗膜層形成側に突出する凸部18を形成した。
そして、プレス加工後のプレコートアルミニウム合金板の表面を目視にて観察し、きず付き程度を確認し、下記の評価基準に基づいて評価した。その結果を後述の表10及び表11に示す。
(評価基準)
5点:曲げ加工部および金型摺動部の塗膜層にきずが見られない場合
4点:曲げ加工部および金型摺動部の塗膜層に巾0.1mm未満、長さ0.5mm未満のきずが見られるが、幅0.1mm以上、長さ0.5mm以上のきずが見られない場合
3点:曲げ加工部および金型摺動部の塗膜層に巾0.1mm以上0.2mm未満、長さ0.5mm以上1mm未満のきずが見られるが、巾0.2mm以上長さ1mm以上のきずが見られない場合
2点:曲げ加工部および金型摺動部の塗膜に巾0.2mm以上0.3mm未満、長さ1mm以上2mm未満のきずが見られるが、巾0.3mm以上長さ2mm以上のきずが見られない場合
1点:曲げ加工部および金型摺動部の塗膜に巾0.3mm以上、長さ2mm以上のきずが見られた場合
【0059】
<接触音>
往復摩擦試験機に、パイロット社製ボールペンBP−P−B細字のキャップを取り付け、荷重50g、摺動速度50mm/s、摺動距離5mmとし、プレコートアルミニウム合金板の塗膜層上でキャップを摺動させたときの音を確認した(図示略)。下記の評価基準に基づいて接触音を評価した。その結果を後述の表10及び表11に示す。
(評価基準)
5点:塗膜層を形成していないアルミニウム基板と同程度の場合
4点:カリカリと軽い摺動音がする場合
3点:カリカリと軽い摺動音がし、キャップに振動が見られる場合
2点:ゴロゴリと摺動音がし、明らかにキャップに振動が見られる場合
1点:キャップで塗装板をたたくような音がした場合
【0060】
<塗膜密着性>
塗膜密着性は、JISK5400(1979年)に規定された碁盤目テープ剥離試験を行い、1mm×1mmの碁盤目総数100個中の塗膜の残存数により評価した。
評価点は5段階とし、残存数100個の場合を5点、残存数90個以上100個未満の場合を4点、残存数80個以上90個未満の場合を3点、残存数60個以上80個未満の場合を2点、残存数60個未満の場合を1点とした。その結果を後述の表10及び表11に示す。
【0061】
<耐疵付き性>
耐疵付き性は、図7に示される加減重往復摩擦試験にて行った。即ち、往復摩擦試験機6のサンプル台61に各試料のプレコートアルミニウム合金板1を配置し、その塗膜層形成面15上に直径1/4インチの鋼球60(SUJ2)を配置する。そして、鋼球60に荷重F2を加えた状態で鋼球60を塗膜層形成面15上で摺動速度5mm/s、摺動距離5mmで摺動させ、塗膜層に破れが発生した際の摺動回数を測定した。なお、荷重F2は、0gから1000gの間で連続的に変化させた。
評価点は5段階とし、摺動回数40回以上の場合を5点、摺動回数30回以上40回未満の場合を4点、摺動回数20回以上30回未満の場合を3点、摺動回数10回以上20回未満の場合を2点、摺動回数10回未満の場合を1点とした。その結果を後述の表10及び表11に示す。
【0062】
<耐指紋性>
耐指紋性は、各試料を50mm×50mmの面積に切り出し、その半分の面積に10mg/dm2の量のワセリンを塗布し、全体をエタノール中に1回漬けて引き上げ、その後、ワセリンの残存面積を目視にて観察した。
評価点は5段階とし、残存無しの場合を5点、1/10未満の割合で残存した場合を4点、1/10以上かつ1/8未満の割合で残存した場合を3点、1/8以上かつ1/4未満の割合で残存した場合を2点、1/4以上残存した場合を1点とした。その結果を後述の表10及び表11に示す。
【0063】
<耐溶剤性>
耐溶剤性は、1ポンドハンマーにウエスを5重に被せ、トリクロロエチレンを染み込ませ、各試料の塗膜層の表面に乗せて50mm長さを繰り返し摺動させ、何回目で塗膜表面が溶解し変色するかを観察した。
評価点は5段階とし、10回以上の場合を5点、7回以上10回未満の場合を4点、5回以上7回未満の場合を3点、2回以上5回未満の場合を2点、1回の場合を1点とした。その結果を後述の表10及び表11に示す。
【0064】
【表10】
【0065】
【表11】
【0066】
表1〜表11より知られるごとく、周囲から突出する複数の凸状部を有する合成樹脂粒子が、ベース樹脂100質量部に対して0.1質量部以上かつ60質量部以下分散された塗膜層が形成されたプレコートアルミニウム合金板(試料1〜58)は、きず付き防止性に優れ、接触音を抑制することができる。また、プレス加工性、塗膜密着性、耐疵付き性、耐指紋性、及び耐溶剤性にも優れている。
【0067】
一方、合成樹脂粒子の量が少なすぎるプレコートアルミニウム合金板(試料59)及び合成樹脂粒子の量が多すぎるプレコートアルミニウム合金板(試料60)においては、きず付き防止性が不十分であり、接触物を傷つけてしまうおそれがある。また、凸状部を有していない球状又は粉砕片状の合成樹脂粒子が塗膜層中に分散されたプレコートアルミニウム合金板(試料61及び試料62)においては、きず付き防止性が不十分であると共に、接触音を十分に防止することができなかった。
【0068】
図1及び図8に示すごとく、複数の凸状部425を有する合成樹脂粒子42がベース樹脂41中に所定の割合で分散されたプレコートアルミニウム合金板1においては、塗膜層4の形成時に、合成樹脂粒子42の凸状部425にベース樹脂が絡みやすくなると考えられる。そのため、合成樹脂塗膜42が塗膜層4から露出することを防止することができる。即ち、合成樹脂粒子42を露出させることなく、塗膜層4の表面を凹凸にすることが可能になる。そのため、プレコートアルミニウム合金板1においては、塗膜層4に接触する接触物を傷つけることを防止し、優れたきず付き防止性を発揮することができる。さらに、プレコートアルミニウム合金板1においては、接触音を抑制することができる。
【0069】
(実施例2)
本例においては、アルミニウム合金からなる基板に対して、塗膜層とは反対側の面に、導電性塗膜を形成する例である。
図9に示すごとく、本例のプレコートアルミニウム合金板7は、アルミニウム合金からなる基板70と、基板70の一方の面に形成された化成皮膜71と、この化成皮膜71上に形成した塗膜層72とを有する。塗膜層72は、合成樹脂からなるベース樹脂中に、合成樹脂粒子とカルナウバワックスとが分散されており、合成樹脂粒子は、その表面に、周囲から突出する複数の凸状部を有する(図示略)。
【0070】
また、基板の他方の面(塗膜層形成面とは反対側の面)には、化成皮膜73が形成されており、この化成皮膜73上に導電性塗膜74が形成されている。導電性塗膜74は、ガラス転移点100〜150℃のウレタン樹脂と、一次粒子径5nm〜80nmのコロイダルシリカと、分子量1000〜16000のインナーワックスとを含有する(図示略)。
【0071】
以下、本例のプレコートアルミニウム合金板の製造方法について説明する。
本例のプレコートアルミニウム合金板7の製造にあたっては、まず、実施例1と同様にして、アルミニウム合金板からなる基板70の片面に化成皮膜71及び塗膜層72を形成した(図9参照)。化成皮膜と塗膜層の具体的な構成は、実施例1の試料1と同様である。
【0072】
次に、基板70における塗膜層72の形成面とは反対側の面に、化成皮膜73を形成した。化成皮膜73は、実施例1における化成処理(a)を行うことにより形成した。
次に、化成皮膜73上に導電性塗膜74を形成した。その形成にあたっては、まず、導電性塗膜形成用の塗料をバーコート法により化成皮膜73上に塗布した。次いで、基板70の表面温度が230℃となる雰囲気に40秒保持する焼き付け処理を行って塗料を硬化させ、厚さ0.2μmの導電性塗膜74を形成した。
本例においては、導電性塗膜形成用の塗料としては、ウレタン樹脂85重量部、一次粒子径30nmのコロイダルシリカ10重量部、オキシエチレンパルミチン酸ブチルエステル2重量部、ポリエチレンワックス3重量部を混合したものを用いた。
【0073】
このようにして、アルミニウム合金板からなる基板70の一方の面に形成された塗膜層72と、他方の面に形成された導電性塗膜74とを有するプレコートアルミニウム合金板7を得た。
本例のプレコートアルミニウム合金板7は、導電性を有する導電性塗膜74を有している。そのため、本例のプレコートアルミニウム合金板7は、優れた導電性を示すことができる。また、実施例1の試料1と同様の構成の塗膜層72を備えている。そのため、プレコートアルミニウム合金板7は、きず付き防止性に優れ、接触音を抑制することができる。
【0074】
(実施例3)
本例においては、アルミニウム合金からなる基板に対して、塗膜層とは反対側の面に、放熱性塗膜を形成する例である。
図9に示すごとく、本例のプレコートアルミニウム合金板8は、アルミニウム合金からなる基板80と、基板80の一方の面に形成された化成皮膜81と、この化成皮膜81上に形成した塗膜層82とを有する。塗膜層82は、合成樹脂からなるベース樹脂中に、合成樹脂粒子とカルナウバワックスとが分散されており、合成樹脂粒子は、その表面に、周囲から突出する複数の凸状部を有する(図示略)。
【0075】
また、基板80の他方の面(塗膜層形成面とは反対側の面)には、化成皮膜83が形成されており、この化成皮膜83上に放熱性塗膜84が形成されている。放熱性塗膜84は、ウレタン樹脂、アイオノマー樹脂、ポリエチレン樹脂、エポキシ樹脂、フッ素樹脂、及びポリエステル樹脂の少なくとも1種からなる数平均分子量が10000〜40000のベース樹脂中に酸化チタン、カーボン、シリカ、アルミナ、窒化アルミニウム、酸化ジルコニウムの少なくとも1種からなる放熱性物質を含有する。
【0076】
以下、本例のプレコートアルミニウム合金板の製造方法について説明する。
本例のプレコートアルミニウム合金板8の製造にあたっては、まず、実施例1と同様にして、アルミニウム合金板からなる基板80の片面に化成皮膜81及び塗膜層82を形成した(図10参照)。化成皮膜と塗膜層の具体的な構成は、実施例1の試料1と同様である。
【0077】
次に、基板80における塗膜層82の形成面とは反対側の面に、化成皮膜83を形成した。化成皮膜83は、実施例1における化成処理(a)を行うことにより形成した。
次に、化成皮膜83上に放熱性塗膜84を形成した。その形成にあたっては、まず、放熱性塗膜形成用の塗料をバーコート法により化成皮膜83上に塗布した。次いで、基板80の表面温度が230℃となる雰囲気に40秒保持する焼き付け処理を行って塗料を硬化させ、厚さ10μmの放熱性塗膜84を形成した。
本例においては、放熱性塗膜形成用の塗料としては、分子量16000のポリエステル樹脂100重量部に、一次粒子径0.3μmの酸化チタン100重量部、ポリエチレンワックス1重量部を混合したもの用いた。
【0078】
このようにして、アルミニウム合金板からなる基板80の一方の面に形成された塗膜層82と、他方の面に形成された放熱性塗膜84とを有するプレコートアルミニウム合金板8を得た。
本例のプレコートアルミニウム合金板8は、放熱性に優れた放熱性塗膜84を有しているため、優れた放熱性を示すことができる。また、実施例1の試料1と同様の構成の塗膜層82を備えている。そのため、プレコートアルミニウム合金板8は、きず付き防止性に優れ、接触音を抑制することができる。
【符号の説明】
【0079】
1 プレコートアルミニウム合金板
2 基板
3 化成皮膜
4 塗膜層
41 ベース樹脂
42 合成樹脂粒子
425 凸状部
【特許請求の範囲】
【請求項1】
アルミニウム又はアルミニウム合金からなる基板と、該基板の片面又は両面に形成された化成皮膜と、該化成皮膜上に形成した塗膜層とからなり、
該塗膜層においては、合成樹脂からなるベース樹脂中に、合成樹脂粒子とカルナウバワックスとが分散されており、
上記合成樹脂粒子は、その表面に、周囲から突出する複数の凸状部を有しており、
上記塗膜層は、上記ベース樹脂100質量部に対して上記合成樹脂粒子を0.1質量部以上かつ60質量部以下含有することを特徴とするプレコートアルミニウム合金板。
【請求項2】
請求項1に記載のプレコートアルミニウム合金板において、上記合成樹脂粒子は、合成樹脂からなる略球状のコア粒子上に、ポリオルガノシルセスキオキサンからなるシェル層が被覆されており、該シェル層により上記凸状部が形成されていることを特徴とするプレコートアルミニウム合金板。
【請求項3】
請求項1又は2に記載のプレコートアルミニウム合金板において、上記合成樹脂粒子は、平均粒径が2〜10μmであり、該合成樹脂粒子の平均粒径をAμmとし、上記塗膜層における上記合成樹脂粒子が存在しない部分の膜厚をBμmとすると、上記塗膜層においてはA/Bが0.2〜3.4の範囲内にあることを特徴とするプレコートアルミニウム合金板。
【請求項4】
請求項1〜3のいずれか一項に記載のプレコートアルミニウム合金板において、上記塗膜層は、上記ベース樹脂100質量部に対して、上記カルナウバワックスを0.05質量部以上かつ25質量部以下含有することを特徴とするプレコートアルミニウム合金板。
【請求項5】
請求項1〜4のいずれか一項に記載のプレコートアルミニウム合金板において、上記ベース樹脂は、ガラス転移点−21℃以上かつ90℃以下であり、伸びが230%以上かつ750%以下であることを特徴とするプレコートアルミニウム合金板。
【請求項6】
請求項1〜5のいずれか一項に記載のプレコートアルミニウム合金板において、上記ベース樹脂は、ウレタン系樹脂からなることを特徴とするプレコートアルミニウム合金板。
【請求項7】
請求項6に記載のプレコートアルミニウム合金板において、上記ベース樹脂は、極性を有する官能基を有する脂肪族エステル型のウレタン樹脂、極性を有する官能基を有するエーテルエステル型のウレタン樹脂、及び極性を有する官能基を有するカーボネート型のウレタン系樹脂から選ばれる1種又は2種以上であることを特徴とするプレコートアルミニウム合金板。
【請求項8】
請求項1〜7のいずれか一項に記載のプレコートアルミニウム合金板において、上記塗膜層は、ラノリン、ポリエチレン、及びマイクロクリスタリンから選ばれる1種以上のワックス、及び/又は高分子粒子を、上記塗膜層の乾燥質量100質量部に対して合計0.05質量部以上25質量部以下含有することを特徴とするプレコートアルミニウム合金板。
【請求項9】
請求項1〜8のいずれか一項に記載のプレコートアルミニウム合金板において、上記塗膜層は、界面活性剤、増粘剤、及び顔料の少なくともいずれかを含有することを特徴とするプレコートアルミニウム合金板。
【請求項10】
請求項1〜9のいずれか一項に記載のプレコートアルミニウム合金板において、上記化成皮膜及び上記塗膜層は、上記基板の片面に形成されており、反対面には、導電性塗膜又は放熱性塗膜の少なくともいずれか一方が形成されていることを特徴とするプレコートアルミニウム合金板。
【請求項11】
請求項1〜10のいずれか一項に記載のプレコートアルミニウム合金板において、電気機器又は電子機器の筐体として用いられることを特徴とするプレコートアルミニウム合金板。
【請求項1】
アルミニウム又はアルミニウム合金からなる基板と、該基板の片面又は両面に形成された化成皮膜と、該化成皮膜上に形成した塗膜層とからなり、
該塗膜層においては、合成樹脂からなるベース樹脂中に、合成樹脂粒子とカルナウバワックスとが分散されており、
上記合成樹脂粒子は、その表面に、周囲から突出する複数の凸状部を有しており、
上記塗膜層は、上記ベース樹脂100質量部に対して上記合成樹脂粒子を0.1質量部以上かつ60質量部以下含有することを特徴とするプレコートアルミニウム合金板。
【請求項2】
請求項1に記載のプレコートアルミニウム合金板において、上記合成樹脂粒子は、合成樹脂からなる略球状のコア粒子上に、ポリオルガノシルセスキオキサンからなるシェル層が被覆されており、該シェル層により上記凸状部が形成されていることを特徴とするプレコートアルミニウム合金板。
【請求項3】
請求項1又は2に記載のプレコートアルミニウム合金板において、上記合成樹脂粒子は、平均粒径が2〜10μmであり、該合成樹脂粒子の平均粒径をAμmとし、上記塗膜層における上記合成樹脂粒子が存在しない部分の膜厚をBμmとすると、上記塗膜層においてはA/Bが0.2〜3.4の範囲内にあることを特徴とするプレコートアルミニウム合金板。
【請求項4】
請求項1〜3のいずれか一項に記載のプレコートアルミニウム合金板において、上記塗膜層は、上記ベース樹脂100質量部に対して、上記カルナウバワックスを0.05質量部以上かつ25質量部以下含有することを特徴とするプレコートアルミニウム合金板。
【請求項5】
請求項1〜4のいずれか一項に記載のプレコートアルミニウム合金板において、上記ベース樹脂は、ガラス転移点−21℃以上かつ90℃以下であり、伸びが230%以上かつ750%以下であることを特徴とするプレコートアルミニウム合金板。
【請求項6】
請求項1〜5のいずれか一項に記載のプレコートアルミニウム合金板において、上記ベース樹脂は、ウレタン系樹脂からなることを特徴とするプレコートアルミニウム合金板。
【請求項7】
請求項6に記載のプレコートアルミニウム合金板において、上記ベース樹脂は、極性を有する官能基を有する脂肪族エステル型のウレタン樹脂、極性を有する官能基を有するエーテルエステル型のウレタン樹脂、及び極性を有する官能基を有するカーボネート型のウレタン系樹脂から選ばれる1種又は2種以上であることを特徴とするプレコートアルミニウム合金板。
【請求項8】
請求項1〜7のいずれか一項に記載のプレコートアルミニウム合金板において、上記塗膜層は、ラノリン、ポリエチレン、及びマイクロクリスタリンから選ばれる1種以上のワックス、及び/又は高分子粒子を、上記塗膜層の乾燥質量100質量部に対して合計0.05質量部以上25質量部以下含有することを特徴とするプレコートアルミニウム合金板。
【請求項9】
請求項1〜8のいずれか一項に記載のプレコートアルミニウム合金板において、上記塗膜層は、界面活性剤、増粘剤、及び顔料の少なくともいずれかを含有することを特徴とするプレコートアルミニウム合金板。
【請求項10】
請求項1〜9のいずれか一項に記載のプレコートアルミニウム合金板において、上記化成皮膜及び上記塗膜層は、上記基板の片面に形成されており、反対面には、導電性塗膜又は放熱性塗膜の少なくともいずれか一方が形成されていることを特徴とするプレコートアルミニウム合金板。
【請求項11】
請求項1〜10のいずれか一項に記載のプレコートアルミニウム合金板において、電気機器又は電子機器の筐体として用いられることを特徴とするプレコートアルミニウム合金板。
【図1】

【図2】
【図3】

【図4】
【図5】
【図6】

【図7】
【図8】

【図9】

【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−22791(P2013−22791A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−158362(P2011−158362)
【出願日】平成23年7月19日(2011.7.19)
【出願人】(000002277)住友軽金属工業株式会社 (552)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月19日(2011.7.19)
【出願人】(000002277)住友軽金属工業株式会社 (552)
【Fターム(参考)】
[ Back to top ]