
ポリエステル芯鞘複合繊維
【課題】製糸性や加工性が良好なポリエステル芯鞘複合繊維であり、特に布帛にした際に優れた保温性を有するポリエステル芯鞘複合繊維の提供
【解決手段】鞘部(A)を構成するポリマーと芯部(B)を構成するポリマーとの質量比率(A)/(B)が60/40〜20/80であるポリエステル芯鞘複合繊維であって、鞘部(A)を構成するポリマーがポリエステル系樹脂であり、芯部(B)を構成するポリマーが二次平均粒子径0.05〜3.0μm、かつ、二次粒子径5μm以上の割合が10体積%以下であるシリカを1〜20質量%含有するポリエステル系樹脂であり、芯部(B)の形状が、繊維長さ方向に連続して形成される突起部と細溝を交互に配し、かつ、突起部と細溝からなる断面形状が長方形乃至略台形形状であり、突起部の数及び長方形乃至略台形形状が特定形状を満足することを特徴とするポリエステル芯鞘複合繊維。
【解決手段】鞘部(A)を構成するポリマーと芯部(B)を構成するポリマーとの質量比率(A)/(B)が60/40〜20/80であるポリエステル芯鞘複合繊維であって、鞘部(A)を構成するポリマーがポリエステル系樹脂であり、芯部(B)を構成するポリマーが二次平均粒子径0.05〜3.0μm、かつ、二次粒子径5μm以上の割合が10体積%以下であるシリカを1〜20質量%含有するポリエステル系樹脂であり、芯部(B)の形状が、繊維長さ方向に連続して形成される突起部と細溝を交互に配し、かつ、突起部と細溝からなる断面形状が長方形乃至略台形形状であり、突起部の数及び長方形乃至略台形形状が特定形状を満足することを特徴とするポリエステル芯鞘複合繊維。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製糸性や加工性が良好なポリエステル芯鞘複合繊維であり、特に布帛にした際に優れた保温性を有するポリエステル芯鞘複合繊維に関するものである。
【背景技術】
【0002】
従来より、防寒衣料、スキー、登山等のスポーツ衣料等には、中綿を用いた三層構造の衣料を用いることが知られている。このような衣料は一般に、表層、中綿、裏地からなる三層より構成され、中綿が空気保温層となり保温性能を高めるものであるが、該三層構造より構成される衣料は、重く、スポーティー性に掛けるという欠点があった。
【0003】
また、アルミニウムやクロム等の金属をコーティングした布帛を利用した保温用布帛も知られているが、それら布帛を衣料に用いた場合、コーティングにより柔軟性に欠けたり、繰り返し使用することにより保温性能が低下するという欠点があった。
【0004】
上記した欠点を解消するため、芯部に炭化ジルコニウム、珪化ジルコニウム、酸化錫等の赤外線吸収効果を有する機能性無機粒子を配し、鞘部を熱可塑性樹脂で被覆した芯鞘複合糸が知られている(例えば、特許文献1参照)。これらの芯鞘複合糸は、芯部に配した機能性無機粒子が赤外線を吸収することにより保温効果を発現させている。しかしながら、これら芯鞘複合糸は、太陽光の存在下においては保温効果を示すが、室内や夜間などの太陽光を得られない環境においては充分な保温効果が得られないという問題があった。
【0005】
また、シリカを含有したポリエステル繊維も知られているが、使用しているシリカの樹脂分散前の一次平均粒径が0.01〜10μmと幅が広く、さらにポリエステル樹脂重合時にシリカの攪拌分散処理を行なっていないため、紡糸時にシリカの凝集が激しく、製糸性が悪いなどの問題があった(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平5−009804号公報
【特許文献2】特開2002−309444号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、製糸性や加工性が良好なポリエステル芯鞘複合繊維であり、特に布帛にした際に優れた保温性を有するポリエステル芯鞘複合繊維を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、既に特願2011−051630号にて、特定のシリカを用い、特定の重合条件を経たシリカ含有ポリエステル樹脂を芯部を構成するポリマーとして用いることで、紡糸時のシリカの凝集が非常に少なく保温性を有するポリエステル芯鞘複合糸を操業性良く得ることができることを明らかにしているが、さらに保温性を向上させるべく鋭意検討を重ねた結果、特定の芯鞘複合構造を有することにより、顕著な保温性を示すことを見出し、本発明に到達したものである。
すなわち、本発明は、以下の(1)を要旨とするものである。
(1)鞘部を構成するポリマー(A)と芯部を構成するポリマー(B)との質量比率(A/B)が60/40〜20/80であるポリエステル芯鞘複合繊維であって、該ポリマー(A)がポリエステル系樹脂であり、該ポリマー(B)が二次平均粒子径0.05〜3.0μm、かつ、二次粒子径5μm以上の割合が10体積%以下であるシリカを1〜20質量%含有するポリエステル系樹脂であり、該芯部の形状が、繊維長さ方向に連続して形成される突起部と細溝を交互に配し、かつ、該突起部と該細溝からなる断面形状が長方形乃至略台形形状であり、該突起部の数及び該長方形乃至該略台形形状が下記(1)〜(3)を満足することを特徴とするポリエステル芯鞘複合繊維。
(1)12≦N≦35
(2)0.3≦W≦1
(3)1.5W≦H
ただし、Nは突起部の数、Wは突起部の幅(μm)、Hは突起部の高さ(μm)である。
【発明の効果】
【0009】
本発明によれば、製糸性や加工性が良好なポリエステル芯鞘複合繊維であり、布帛にした際に優れた保温性を有するポリエステル芯鞘複合繊維を得ることができる。さらに、芯部の形状を最適化することにより、布帛にした際に特に優れた保温性能を示すことができる。
【図面の簡単な説明】
【0010】
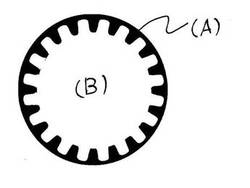
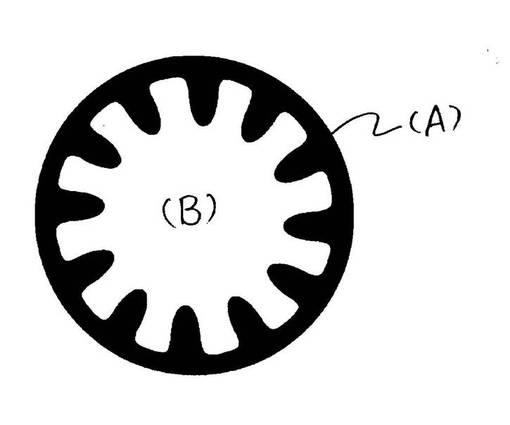
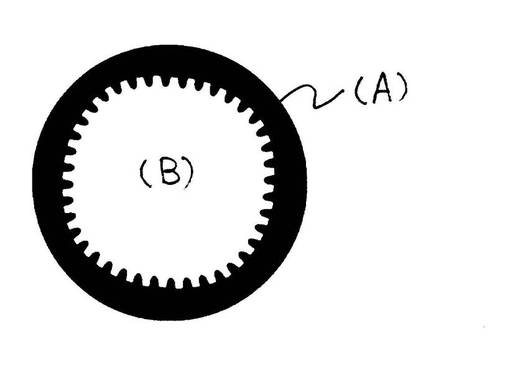
【図1】実施例1、2、4の実施態様である繊維の断面形状を示したものである。
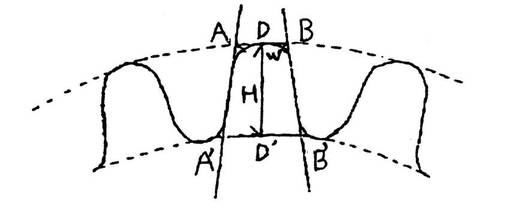
【図2】本発明の芯部の突起部の部分拡大断面を示したものである。
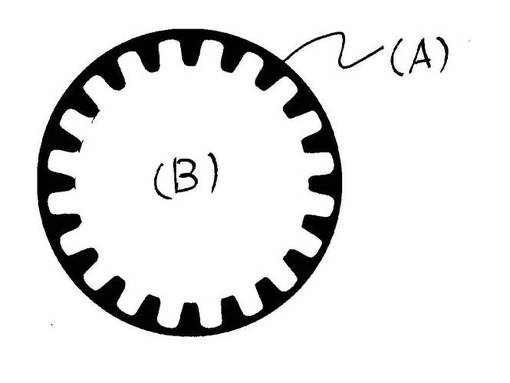
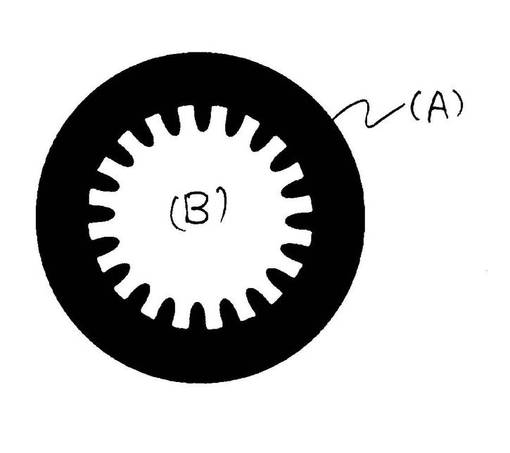
【図3】実施例3の実施態様である繊維の断面形状を示したものである。
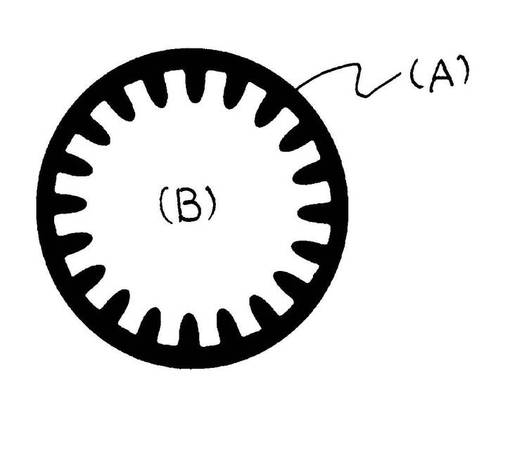
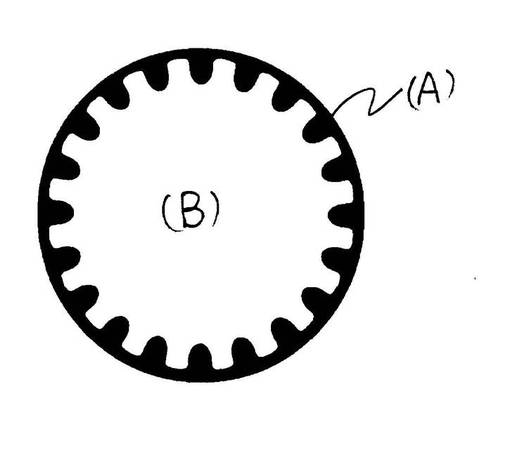
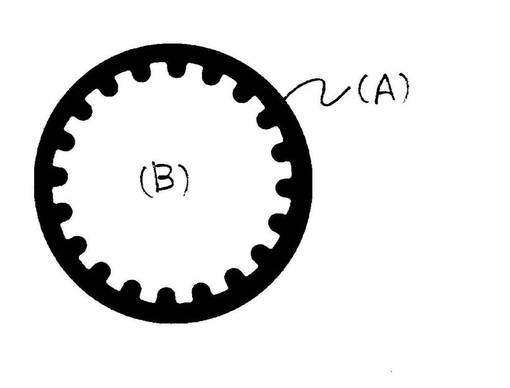
【図4】実施例5の実施態様である繊維の断面形状を示したものである。
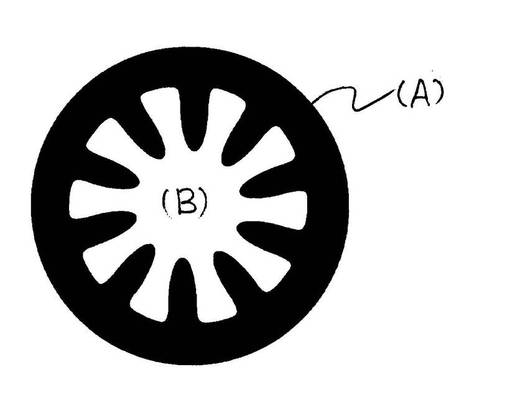
【図5】比較例1の実施態様である繊維の断面形状を示したものである。
【図6】比較例2の実施態様である繊維の断面形状を示したものである。
【図7】比較例3の実施態様である繊維の断面形状を示したものである。
【図8】比較例4の実施態様である繊維の断面形状を示したものである。
【図9】比較例10の実施態様である繊維の断面形状を示したものである。
【発明を実施するための形態】
【0011】
以下、本発明について詳細に説明する。
【0012】
本発明の芯鞘複合繊維を構成するポリマー(A)としては、ポリエステル系樹脂であれば特に限定されず、例えば、芳香族ポリエステル、脂肪族ポリエステルなどが好適に用いられる。
【0013】
芳香族ポリエステルとしては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート、ポリトリメチレンテレフタレートなどのポリアルキレンテレフタレートを主体としたポリエステルが挙げられる。
【0014】
脂肪族ポリエステルとしては、ポリ乳酸、ポリグリコール酸などのポリ−α−ヒドロキシ酸、ポリ−β−ヒドロキシ酪酸、ポリ−(β−ヒドロキシ酪酸/β−ヒドロキシ吉草酸)などのポリ−β−ヒドロキシアルカノエート、ポリ−β−プロピオラクトン、ポリ−ε−カプロラクトンなどのポリ−ω−ヒドロキシアルカノエートなどが挙げられる。
【0015】
芳香族ポリエステル、脂肪族ポリエステル等は下記に示す共重合成分を共重合したものでもよい。共重合成分の代表例としてはイソフタル酸、5−アルカリ金属スルホイソフタル酸、3,3’−ジフェニルジカルボン酸などの芳香族ジカルボン酸、アジピン酸、セバシン酸、コハク酸などの脂肪族ジカルボン酸、ジエチレングリコール、1,4ブタンジオール、1,4シクロヘキサンジオールなどの脂肪族、脂環式ジオール、P−ヒドロキシ安息香酸などの共重合成分が挙げられる。
【0016】
本発明の芯鞘複合繊維を構成するポリマー(B)としては、ポリエステル系樹脂であれば特に限定されず、例えば、芳香族ポリエステル、脂肪族ポリエステルなどが好適に用いられる。
【0017】
芳香族ポリエステルとしては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート、ポリトリメチレンテレフタレートなどのポリアルキレンテレフタレートを主体としたポリエステルが挙げられる。
【0018】
脂肪族ポリエステルとしては、ポリ乳酸、ポリグリコール酸などのポリ−α−ヒドロキシ酸、ポリ−β−ヒドロキシ酪酸、ポリ−(β−ヒドロキシ酪酸/β−ヒドロキシ吉草酸)などのポリ−β−ヒドロキシアルカノエート、ポリ−β−プロピオラクトン、ポリ−ε−カプロラクトンなどのポリ−ω−ヒドロキシアルカノエートなどが挙げられる。
【0019】
前記芳香族ポリエステル、脂肪族ポリエステルは下記に示す共重合成分を共重合したものでもよい。共重合成分の代表例としてはイソフタル酸、5−アルカリ金属スルホイソフタル酸、3,3’−ジフェニルジカルボン酸などの芳香族ジカルボン酸、アジピン酸、セバシン酸、コハク酸などの脂肪族ジカルボン酸、ジエチレングリコール、1,4ブタンジオール、1,4シクロヘキサンジオールなどの脂肪族、脂環式ジオール、P−ヒドロキシ安息香酸などの共重合成分が挙げられる。
【0020】
なお、本発明のポリエステル芯鞘複合繊維においては、本発明の効果を損なわない範囲であれば、一般的に使用されている添加剤、艶消し剤、制電剤、酸化防止剤等が含まれても良い。
【0021】
本発明においては、ポリマー(B)は、二次平均粒子径0.05〜3.0μm、且つ、二次粒子径5μm以上の割合が10体積%以下であるシリカを1〜20質量%含有することが必要である。
【0022】
シリカの二次平均粒子径は、ポリエステル樹脂中に分散した後のシリカの平均粒子径であり、後述のようにポリエステル芯鞘複合繊維をフェノール/テトラクロロエタン=50/50質量%の混合溶媒に溶解した後所定の条件にて測定するが、0.05〜3.0μmが必要であり、0.1〜1.7μmが好ましい。該平均粒子径が0.05μm未満又は3.0μmを超えると、製糸性が著しく悪化するため好ましくない。
【0023】
二次粒子径5μm以上のシリカの割合は、10体積%以下であることが必要であり、5体積%以下であることが好ましい。本発明の芯鞘複合繊維においては、例えば、後述する製造方法等にて重合したポリエステル系樹脂を用いることにより、ポリエステル系樹脂中に存在するシリカの粗大粒子の量を低減することが可能となり、引続く溶融紡糸により繊維化する際の製糸性を良好とすることが出来るため好ましい。5μm以上のシリカが10体積%以上存在すると、製糸性が著しく悪化するため好ましくない。
【0024】
シリカの二次最大粒子径は10μm未満であることが好ましく、より好ましくは5μm未満である。最大粒子径が10μm以上であると、製糸性が著しく悪化するため好ましくない。
【0025】
本発明においては、特定のシリカを含有するポリエステル系樹脂を用い、さらに特定の芯鞘複合形状とすることで、布帛にした際に顕著な保温性を示すポリエステル芯鞘複合繊維を操業性良く得ることができる。
【0026】
ポリマー(B)中のシリカ含有量は、1〜20質量%が必要であり、2〜15質量%が好ましい。シリカは熱線を吸収する効果があり、また、熱伝導率が低いため、断熱性に優れており、繊維全体に優れた保温性を付与するものである。そのため、該含有量が1質量%未満では、芯鞘複合繊維中のシリカ含有量が少ないために、充分な保温効果が発現しなくなる。20質量%を越えると、芯鞘複合繊維中の含有量が高くなりすぎるため、糸条の柔軟性が失われ易く脆い繊維となる場合があり、また紡糸時にシリカが凝集した粗大粒子が発生し易くなるため、製糸性や加工性が著しく悪化する場合があり好ましくない。
【0027】
本発明の芯鞘複合繊維の芯部の形状は、繊維長さ方向に連続している突起部及び細溝を交互に配した断面形状とする必要がある。該芯部の突起部は、該繊維の芯部の周上に12〜35個が必要であり、16〜25個が好ましい。
(1)12≦N≦35
ただし、Nは突起部の数(個)である。
【0028】
本発明の芯鞘複合繊維の芯部の断面形状における突起部の幅Wと高さHは下記(2)〜(3)を満足する必要がある。
(2)0.3≦W≦1
(3)1.5W≦H
ただし、Wは突起部の幅(μm)、Hは突起部の高さ(μm)である。
【0029】
ここで、本発明の芯鞘複合繊維の芯部の断面形状における突起部の幅Wと高さHの関係について、図2に示す部分拡大断面図を用いて、さらに詳細に説明する。
図2において、突起部側面の線を延長し、突起部の頂点の外接円の交点をA、Bとし、細溝部の最深部の内接円の交点をA’、B’とする。また、線分A−B及び線分A’−B’の中点をD、D’とする。また、
(a)突起部の幅Wは、線分A−Bの長さとする。
(b)突起部の高さHは、線分D−D’の長さとする。
【0030】
該突起部の幅Wは、0.3〜1μmであり、0.5〜0.9μmが好ましい。突起部の幅Wが0.3μm未満の場合、芯部の周上に存在する突起部の数が多くなるため、芯部の断面形状が丸断面と近似した形状となる。そのため、芯部が丸断面の場合と比べて、該芯部が鞘部と接する表面積の拡大効果が得られなくなり、十分な保温性効果が得られなくなる。また、1μmを超えると、突起部と細溝の幅が広くなることにより、該表面積の拡大効果が得られなくなり、十分な保温性効果が得られなくなる。
【0031】
該突起部の高さHは、突起部の幅Wと関連があり、突起部の幅Wの1.5倍以上であり、1.5〜3倍が好ましい。突起部の高さHが幅Wの1.5倍未満になると、必然的に芯部の周上の凹凸が乏しくなって、芯部が丸断面と近似した形状となるため、表面積の拡大効果が得られなくなり、十分な保温性効果が得られなくなる。
【0032】
本発明の芯鞘複合繊維は、芯部の形状を、繊維長さ方向に連続する突起部と細溝を交互に配する特定の形状とすることにより、シリカを含有する芯部が鞘部と接する表面積が増大するため、シリカによる保温性を発現する表面積が拡大することとなり、優れた保温性能を得ることができる。
【0033】
ポリマー(A)とポリマー(B)の質量比率(ポリマー(A)/ポリマー(B))は、60/40〜20/80が必要であり、50/50〜30/70が好ましい。ポリマー(B)の比率が40%未満では、単繊維に占めるポリマー(B)の割合が低くなり、十分な保温性効果が得られなくなる。また、ポリマー(B)の比率が80%を越えると、保温性効果は充分得られるものの、糸状の柔軟性が失われ易く脆い繊維となったり、繊維の外周部を形成するポリマー(A)の厚みが薄くなるために、繊維表面にポリマー(B)に含有するシリカが露出し、製糸性や加工性が著しく悪くなる。
【0034】
次に、本発明のポリエステル芯鞘複合繊維の製造方法について、一例を挙げて説明する。
【0035】
本発明の製造方法においては、一次平均粒子径0.05〜3.0μm、且つ、一次粒子径5μm以上の割合が10体積%以下であるシリカを用いることが好ましい。
【0036】
シリカの一次平均粒子径は、ポリエステル樹脂中に分散する前のシリカの平均粒子径であり、後述のようにシリカを含む水溶液を所定の条件にて測定するが、0.05〜3.0μmが好ましく、0.1〜1.7μmがより好ましい。該一次平均粒子径が0.05μm未満又は3.0μmを超えると、二次平均粒子径が好ましい範囲となり難くなり好ましくない。
【0037】
シリカの一次粒子径5μm以上のシリカの割合は、10体積%以下であることが好ましく、5体積%以下であることがより好ましい。該一次粒子径5μm以上のシリカが10体積%を超えて存在すると、二次平均粒子径が好ましい範囲となり難く製糸性が著しく悪化するため好ましくない。
【0038】
シリカの一次最大粒子径は10μm未満であることが好ましく、より好ましくは5μm未満である。一次最大粒子径が10μm以上であると、二次最大粒子径が好ましい範囲となり難くなり製糸性が著しく悪化するため好ましくない。
【0039】
本発明の製造方法においては、上記シリカをエチレングリコールに分散させ、攪拌分散処理を行なった後に、ポリエステルオリゴマーに投入して重合したポリステル系樹脂を用いることが好ましい。
【0040】
シリカをエチレングリコールに分散させたシリカ/エチレングリコール分散液中のシリカ濃度は、1〜30質量%が好ましく、2〜20質量%がより好ましい。シリカ濃度が1質量%未満であると、分散液を重合液に多量に添加することが必要となるため、重合時のポリエステルオリゴマーの温度が低下し固化しやすくなる場合があり、また再融解に時間を要し、また、エチレングリコールの使用量が増加し、生産性の観点において好ましくない。一方、30重量%を超えると、シリカの凝集による粗大粒子が生じやすいため好ましくない。
【0041】
シリカ/エチレングリコール分散液の攪拌分散処理とは、超音波処理やホモジェッターなどの高圧衝突(剪断型)処理等の攪拌分散処理をいい、例えば、あらかじめ攪拌槽に満たしたエチレングリコールをマグネチックスタラーなどで攪拌しながら粉体状態のシリカを所定濃度となるよう添加した後に、該攪拌分散処理を行うことが挙げられる。シリカのグリコール成分への分散性を良好なものとするため、シリカに表面処理を施したり、分散液中にpH調整剤を添加したりしてもよい。
【0042】
芯部を構成するポリエステル系樹脂の製造方法としては、ジカルボン酸成分としてテレフタル酸を、グリコール成分としてエチレングリコールを用いて、テレフタル酸とエチレングリコールのモル比が、テレフタル酸:エチレングリコール=1:1.4〜1:1.8となるよう重合釜に投入し、重合圧力30〜500hPa、重合温度240〜270℃にて、溶融状態で攪拌しながらエステル化反応を行い、ポリエステルオリゴマーを得る。この際、樹脂の特性を損なわない範囲において他のジカルボン酸成分及び/またはグリコール成分を添加することもできる。
【0043】
引き続き、該ポリエステルオリゴマーに前述の攪拌分散処理を施したシリカ/エチレングリコール分散液及び重縮合触媒を添加した後、270〜290℃で溶融攪拌しながら重合釜の圧力を0.2〜1.3hPa程度まで減圧し1〜8時間程度の重縮合反応を行い、ポリエステル系樹脂を得る。このポリエステル系樹脂を、重合缶の口金より吐出させ、冷却固化した後にチッピングすることにより、ポリエステル系樹脂を得ることができる。
【0044】
重縮合触媒は特に限定されないが、アンチモン、ゲルマニウム、スズ、チタン、亜鉛、アルミニウム、マグネシウム、カリウム、カルシウム、ナトリウム、マンガン、コバルト等の金属化合物のほか、スルホサリチル酸、o−スルホ安息香酸無水物等の有機スルホン酸化合物等を挙げることができる。
【0045】
触媒の添加量も特に限定されないが、重合性、熱安定性等の観点から、ポリエステルを構成する酸成分1モルに対して0.5×10−4〜6.0×10−4モルが好ましく、1.0×10−4〜5.0×10−4モルがより好ましい。
【0046】
本発明の製造方法においては、前述の特定のポリエステル系樹脂を特定量用い、特定の芯鞘複合構造とすれば、紡糸方法は特に限定されないが、例えば、紡糸速度2000m/min以上の高速紡糸により半未延伸糸を得るPOY法、あるいは、一旦2000m/min未満の低速紡糸若しくは2000m/min以上の高速紡糸で溶融紡糸した後、巻き取った糸条を延伸熱処理する方法、一旦巻き取ることなく、続いて延伸を行う直接紡糸延伸法が挙げられる。
【0047】
本発明においては、上記により得られた芯鞘複合繊維をそのまま布帛に用いても良いが、例えば、仮撚り捲縮加工、押し込み加工、ニットデニット加工などの後加工を施した後に布帛とする方が、より高い保温性が得られるため好ましい。
【0048】
該仮撚上記の仮撚捲縮加工における延伸倍率は、1.05〜1.5倍であることが好ましく、1.1〜1.4倍であることがより好ましい。延伸倍率を1.05〜1.5倍とすることで、分子配向および結晶化度を向上させることができ、耐熱性や強度に優れた捲縮糸とすることができる。
【0049】
上記の仮撚捲縮加工における仮撚係数は、26000〜35000であることが好ましく、26000〜33000であることがより好ましく、27000〜32000であることがいっそう好ましい。仮撚係数を26000〜35000にすることで、捲縮を強固なものとした捲縮糸とすることができる。
【0050】
上記の仮撚捲縮加工におけるヒーター温度は140〜220℃であることが好ましく、160〜200℃であることがより好ましい。ヒーター温度を140〜220℃とすることで、捲縮が強固となり、加えて捲縮糸の結晶化度が向上するという効果が奏される。
【0051】
本発明の芯鞘複合繊維に対して仮撚り加工を施す場合においては、上記の仮撚り条件を選択することにより、該捲縮をより強固にすることができるため、得られる布帛の保温性がより顕著に向上する。
【実施例】
【0052】
以下に実施例を挙げて本発明を更に詳細に説明するが、本発明はこれらによって限定されるものではない。なお、実施例及び比較例中の測定方法は次の通りである。
【0053】
1.極限粘度[η]
フェノールと四塩化エタンとの等質量混合物を溶媒として、温度20℃の条件下で常法に基づき測定した。
【0054】
2.シリカの一次平均粒子径、一次粒子径5μm以上の割合
シリカ粒子を脱イオン水に分散させた後、レーザー回折式粒度分布測定装置(島津製作所製SALD−7100)にて回折/散乱光強度が40〜60%の範囲内となるように水にて希釈調整した後、4回測定した平均値を一次平均粒子径、一次粒子径5μm以上の割合とした。
なお、一次最大粒子径も同様の方法により測定した。
【0055】
3.シリカの二次平均粒子径、二次粒子径5μm以上の割合
本発明のポリエステル芯鞘複合繊維を、フェノール/テトラクロロエタン=50/50質量%の混合溶媒に5質量%となるように溶解し、得られた溶液をレーザー回折式粒度分布測定装置(島津製作所製SALD−7100)にて回折/散乱光強度が40〜60%の範囲内となるように前記溶媒にて希釈調整測定し、4回の平均値を平均粒子径、粒子5μm以上の割合とした。
なお、二次最大粒子径も同様の方法により測定した。
【0056】
4.芯部中のシリカ量
ポリエステル芯鞘複合繊維より単繊維を取り出し、単繊維の横断面形状を拡大写真に撮影し、写真上で単繊維全体の面積と芯部の面積を算出し、芯部及び鞘部に用いたポリエステル系樹脂の比重を考慮して、芯部の質量割合(%)を算出した。次に、ポリエステル芯鞘複合繊維約1gをルツボに入れ、秤量した後、400℃×2h、さらに600℃×3hで焼却処理し、デシケータ一中で吸湿を抑制しながら、室温まで十分に冷却した後、ルツボ残渣中のシリカ量(g)を測定し、上記芯部の割合を用い、下式で算出した。
芯部中のシリカ量(質量%)=ルツボ残渣中のシリカ量(g)/(焼却処理前の試料の全質量(g)×該芯鞘複合繊維中の芯部の質量割合(%)/100)
【0057】
5.保温性
得られた芯鞘複合繊維を用いて、目付135g/cm2の布帛を作製する。また、比較用の試料として酸化チタンを0.4%含有する丸断面形状の84T48のポリエステル繊維を用いて、目付135g/cm2の布帛を作製する。布帛をステンレスボトルに巻きつけた後、ステンレスボトル内部の中心に熱電対を取り付けて、ステンレスボトル内部の温度を45℃まで加温し、内部の温度を45℃で1分間安定させた後に、外気温度20℃の環境下へステンレスボトルを移動して、ボトル内部の温度が25℃に達するまでの温度変化を読みとった。
なお、温度は10秒毎に記録して温度変化を読みとった。
該丸断面形状のポリエステル繊維を用いた布帛の温度変化を基準として、25℃に達する時間が遅いものが保温性に優れるものであり、下記の4段階で、保温性の評価を行い、○以上を合格とした。
◎:61秒以上遅い
○:31〜60秒遅い
△:0〜30秒遅い
×:基準布帛と差なし
【0058】
6.紡糸性
24時間紡糸をした際の、切糸回数にて紡糸性の評価を行い、評価が○のものを合格とした。
0〜2回:○
3〜5回:△
6回以上:×
【0059】
実施例1
・ポリマー(B)の調製
エステル化反応器に、テレフタル酸とエチレングリコールのスラリー(テレフタル酸:エチレングリコール(モル比)=1:1.6)を連続的に供給し、温度250℃、圧力50hPaの条件で反応させ、エステル化反応率95%のポリエステルオリゴマーを得た。このポリエステルオリゴマーを、270℃に加熱した重縮合反応缶に送液し、容器内を窒素にて置換した後、一次平均粒子径が0.23μm、一次粒子径5μm以上の体積割合が0体積%であるシリカを15質量%となるようにエチレングリコールへ投入し、T.K.ホモジェッター(特殊機化工業製)及びソノレータ(SONIC.CORP製)を用い攪拌分散処理を4時間行った。得られたシリカ/エチレングリコール分散液を、ポリエステル樹脂中のシリカの含有量が10質量%となるようにポリエステルオリゴマーに添加した後、重縮合触媒として三酸化アンチモンをポリエステルを構成する酸成分1モルに対して3.0×10−4モルとなるよう添加した後に、圧力を徐々に減じて1時間後に1.2hPa以下とした。この条件で攪拌しながら重縮合反応を2時間行った後、得られたポリエステル樹脂を常法によりチップ化し、乾燥したものを芯部を構成するポリマー(B)とした。なお、得られたポリエステル樹脂の極限粘度は0.65であった。
・ポリエステル芯鞘複合繊維の製造
ポリマー(A)として、極限粘度が0.65のポリエステル樹脂を用い、ポリマー(B)として上記条件にて調製したものを用い、図1に示す断面形状となるような芯部の突起部の数が20個となる芯鞘複合ノズルプレート(孔数48孔)を用い、ポリマー(A)とポリマー(B)を質量比率で40/60とし、紡糸速度3500m/分、紡糸温度290℃、吐出量43g/分で紡糸し、半未延伸糸を捲き取った。続いて得られた半未延伸糸を下記条件により仮撚り加工を施し、84デシテックス/48フィラメントの仮撚り加工糸を得た。
【0060】
<仮撚り条件>
仮撚り速度:83.85m/min
延伸倍率:1.4
HP温度:190℃
撚り数:3980T/m
【0061】
実施例2
ポリマー(B)に含有するシリカの濃度を表1のように変更した以外は、実施例1と同様に行った。
【0062】
実施例3
ポリマー(A)とポリマー(B)の比率を表1のように変更し図3に示す断面形状とした以外は、実施例1と同様に行った。
【0063】
実施例4
ポリマー(B)に含有するシリカの一次平均粒径を表1のように変更した以外は、実施例1と同様に行った。
【0064】
実施例5
芯部の突起部の数が20個となる芯鞘複合ノズルプレート(孔数48孔)に代えて、芯部の突起部の数が12となる芯鞘複合ノズルプレートを用い、芯部の形状を表1のように変更し図4に示す断面形状とした以外は、実施例1と同様に行った。
【0065】
比較例1、2
ポリマー(A)とポリマー(B)の比率を表1のように変更し、それぞれ図5、図6に示す断面形状とした以外は、実施例1と同様に行った。
【0066】
比較例3、4
芯部の突起部の数が20個となる芯鞘複合ノズルプレート(孔数48孔)に代えて、芯部の突起部の数が、それぞれ10、40となる芯鞘複合ノズルプレートを用い、芯部の形状を表1のように変更しそれぞれ図7、図8に示す断面形状とした以外は、実施例1と同様に行った。
【0067】
比較例5、6
ポリマー(B)に含有するシリカの一次平均粒径を表1のように変更した以外は、実施例1と同様に行った
【0068】
比較例7〜8
ポリマー(B)に含有するシリカの濃度を表1のように変更した以外は、実施例1と同様に行った。
【0069】
比較例9
ポリマー(B)の調製において撹拌分散処理を行わなかった以外は、比較例8と同様に行った。
【0070】
比較例10
芯鞘複合ノズルプレートを代えて芯部の突起部の高さHを表1のように変更した以外は、実施例1と同様に行った。
【0071】
得られた結果を表1に示す。
【0072】
【表1】

【0073】
実施例1〜5のように、シリカ量、シリカ二次平均粒子径、芯部の形状を特定とした場合、製糸性良く本発明の芯鞘複合繊維が得られ、それからなる布帛は、保温性に優れたものであった。
一方、比較例1の芯鞘複合繊維は、ポリマー(B)の比率が少ないために充分な保温性を得ることができなかった。比較例2の芯鞘複合繊維は、シリカを含有したポリマー(B)の比率が高いため、繊維が非常に脆く紡糸性が非常に悪く、安定して繊維を採取することができなかった。比較例3の芯鞘複合繊維は、芯部の突起部の数(N)が少ないため突起部の幅(W)が広くなり、突起部の高さ(H)が大きくなったため、芯部の表面積の拡大効果が得られず十分な保温性が発現しなかった。比較例4の芯鞘複合繊維は、芯部の突起部の数(N)が大きいため突起部の幅(W)が狭くなり、丸断面と比較し、芯部の表面積は拡大したものの、細溝の壁部分がほぼ密着状態となり、十分な保温性が発現しなかった。比較例5の芯鞘複合繊維は、シリカの一次平均粒子径が小さいため、凝集による粗大粒子(平均粒子径が5μm)が発生し、紡糸性が非常に悪く、安定して繊維を採取することができなかった。比較例6の芯鞘複合繊維は、シリカの一次平均粒子径が大きいために、紡糸時に発生するシリカの二次凝集による粗大粒子が発生し、製糸性が非常に悪く、安定して繊維を採取することが出来なかった。比較例7の芯鞘複合繊維は、シリカの含有率が低いため、十分な保温性を得ることができなかった。比較例8の芯鞘複合繊維は、ポリマー(B)のシリカの含有率が高いために、繊維が非常に脆いため製糸性が悪いものであり、安定して繊維を採取することが出来なかった。比較例9の芯鞘複合繊維は、ポリマー(B)のシリカの含有率が高く、さらに撹拌分散処理を行わなかったことにより粗大粒子(平均粒子径が5μm)も多く含有しているため、紡糸時に発生するシリカの二次凝集が激しく、製糸性が非常に悪く、安定して繊維を採取することが出来なかった。比較例10の芯鞘複合繊維は、芯部の突起部の高さHが小さいため、芯部が丸に近い断面形状となり、芯部表面の凹凸が乏しく、表面積拡大効果が得られず、十分な保温性効果が得られなかった。
【符号の説明】
【0074】
(A) :鞘部
(B) :芯部
W :突起部の幅(μM)(線分A―B)
H :突起部の高さ(μM)(線分D−D’)
A、B :突起部側面の延長線と、突起部頂点の外接円との交点
A’、B’:突起部側面の延長線と、細溝部の最深部の内接円の交点
D :線分A―Bの中点
D’ :線分A’―B’の中点
【技術分野】
【0001】
本発明は、製糸性や加工性が良好なポリエステル芯鞘複合繊維であり、特に布帛にした際に優れた保温性を有するポリエステル芯鞘複合繊維に関するものである。
【背景技術】
【0002】
従来より、防寒衣料、スキー、登山等のスポーツ衣料等には、中綿を用いた三層構造の衣料を用いることが知られている。このような衣料は一般に、表層、中綿、裏地からなる三層より構成され、中綿が空気保温層となり保温性能を高めるものであるが、該三層構造より構成される衣料は、重く、スポーティー性に掛けるという欠点があった。
【0003】
また、アルミニウムやクロム等の金属をコーティングした布帛を利用した保温用布帛も知られているが、それら布帛を衣料に用いた場合、コーティングにより柔軟性に欠けたり、繰り返し使用することにより保温性能が低下するという欠点があった。
【0004】
上記した欠点を解消するため、芯部に炭化ジルコニウム、珪化ジルコニウム、酸化錫等の赤外線吸収効果を有する機能性無機粒子を配し、鞘部を熱可塑性樹脂で被覆した芯鞘複合糸が知られている(例えば、特許文献1参照)。これらの芯鞘複合糸は、芯部に配した機能性無機粒子が赤外線を吸収することにより保温効果を発現させている。しかしながら、これら芯鞘複合糸は、太陽光の存在下においては保温効果を示すが、室内や夜間などの太陽光を得られない環境においては充分な保温効果が得られないという問題があった。
【0005】
また、シリカを含有したポリエステル繊維も知られているが、使用しているシリカの樹脂分散前の一次平均粒径が0.01〜10μmと幅が広く、さらにポリエステル樹脂重合時にシリカの攪拌分散処理を行なっていないため、紡糸時にシリカの凝集が激しく、製糸性が悪いなどの問題があった(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平5−009804号公報
【特許文献2】特開2002−309444号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、製糸性や加工性が良好なポリエステル芯鞘複合繊維であり、特に布帛にした際に優れた保温性を有するポリエステル芯鞘複合繊維を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、既に特願2011−051630号にて、特定のシリカを用い、特定の重合条件を経たシリカ含有ポリエステル樹脂を芯部を構成するポリマーとして用いることで、紡糸時のシリカの凝集が非常に少なく保温性を有するポリエステル芯鞘複合糸を操業性良く得ることができることを明らかにしているが、さらに保温性を向上させるべく鋭意検討を重ねた結果、特定の芯鞘複合構造を有することにより、顕著な保温性を示すことを見出し、本発明に到達したものである。
すなわち、本発明は、以下の(1)を要旨とするものである。
(1)鞘部を構成するポリマー(A)と芯部を構成するポリマー(B)との質量比率(A/B)が60/40〜20/80であるポリエステル芯鞘複合繊維であって、該ポリマー(A)がポリエステル系樹脂であり、該ポリマー(B)が二次平均粒子径0.05〜3.0μm、かつ、二次粒子径5μm以上の割合が10体積%以下であるシリカを1〜20質量%含有するポリエステル系樹脂であり、該芯部の形状が、繊維長さ方向に連続して形成される突起部と細溝を交互に配し、かつ、該突起部と該細溝からなる断面形状が長方形乃至略台形形状であり、該突起部の数及び該長方形乃至該略台形形状が下記(1)〜(3)を満足することを特徴とするポリエステル芯鞘複合繊維。
(1)12≦N≦35
(2)0.3≦W≦1
(3)1.5W≦H
ただし、Nは突起部の数、Wは突起部の幅(μm)、Hは突起部の高さ(μm)である。
【発明の効果】
【0009】
本発明によれば、製糸性や加工性が良好なポリエステル芯鞘複合繊維であり、布帛にした際に優れた保温性を有するポリエステル芯鞘複合繊維を得ることができる。さらに、芯部の形状を最適化することにより、布帛にした際に特に優れた保温性能を示すことができる。
【図面の簡単な説明】
【0010】
【図1】実施例1、2、4の実施態様である繊維の断面形状を示したものである。
【図2】本発明の芯部の突起部の部分拡大断面を示したものである。
【図3】実施例3の実施態様である繊維の断面形状を示したものである。
【図4】実施例5の実施態様である繊維の断面形状を示したものである。
【図5】比較例1の実施態様である繊維の断面形状を示したものである。
【図6】比較例2の実施態様である繊維の断面形状を示したものである。
【図7】比較例3の実施態様である繊維の断面形状を示したものである。
【図8】比較例4の実施態様である繊維の断面形状を示したものである。
【図9】比較例10の実施態様である繊維の断面形状を示したものである。
【発明を実施するための形態】
【0011】
以下、本発明について詳細に説明する。
【0012】
本発明の芯鞘複合繊維を構成するポリマー(A)としては、ポリエステル系樹脂であれば特に限定されず、例えば、芳香族ポリエステル、脂肪族ポリエステルなどが好適に用いられる。
【0013】
芳香族ポリエステルとしては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート、ポリトリメチレンテレフタレートなどのポリアルキレンテレフタレートを主体としたポリエステルが挙げられる。
【0014】
脂肪族ポリエステルとしては、ポリ乳酸、ポリグリコール酸などのポリ−α−ヒドロキシ酸、ポリ−β−ヒドロキシ酪酸、ポリ−(β−ヒドロキシ酪酸/β−ヒドロキシ吉草酸)などのポリ−β−ヒドロキシアルカノエート、ポリ−β−プロピオラクトン、ポリ−ε−カプロラクトンなどのポリ−ω−ヒドロキシアルカノエートなどが挙げられる。
【0015】
芳香族ポリエステル、脂肪族ポリエステル等は下記に示す共重合成分を共重合したものでもよい。共重合成分の代表例としてはイソフタル酸、5−アルカリ金属スルホイソフタル酸、3,3’−ジフェニルジカルボン酸などの芳香族ジカルボン酸、アジピン酸、セバシン酸、コハク酸などの脂肪族ジカルボン酸、ジエチレングリコール、1,4ブタンジオール、1,4シクロヘキサンジオールなどの脂肪族、脂環式ジオール、P−ヒドロキシ安息香酸などの共重合成分が挙げられる。
【0016】
本発明の芯鞘複合繊維を構成するポリマー(B)としては、ポリエステル系樹脂であれば特に限定されず、例えば、芳香族ポリエステル、脂肪族ポリエステルなどが好適に用いられる。
【0017】
芳香族ポリエステルとしては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート、ポリトリメチレンテレフタレートなどのポリアルキレンテレフタレートを主体としたポリエステルが挙げられる。
【0018】
脂肪族ポリエステルとしては、ポリ乳酸、ポリグリコール酸などのポリ−α−ヒドロキシ酸、ポリ−β−ヒドロキシ酪酸、ポリ−(β−ヒドロキシ酪酸/β−ヒドロキシ吉草酸)などのポリ−β−ヒドロキシアルカノエート、ポリ−β−プロピオラクトン、ポリ−ε−カプロラクトンなどのポリ−ω−ヒドロキシアルカノエートなどが挙げられる。
【0019】
前記芳香族ポリエステル、脂肪族ポリエステルは下記に示す共重合成分を共重合したものでもよい。共重合成分の代表例としてはイソフタル酸、5−アルカリ金属スルホイソフタル酸、3,3’−ジフェニルジカルボン酸などの芳香族ジカルボン酸、アジピン酸、セバシン酸、コハク酸などの脂肪族ジカルボン酸、ジエチレングリコール、1,4ブタンジオール、1,4シクロヘキサンジオールなどの脂肪族、脂環式ジオール、P−ヒドロキシ安息香酸などの共重合成分が挙げられる。
【0020】
なお、本発明のポリエステル芯鞘複合繊維においては、本発明の効果を損なわない範囲であれば、一般的に使用されている添加剤、艶消し剤、制電剤、酸化防止剤等が含まれても良い。
【0021】
本発明においては、ポリマー(B)は、二次平均粒子径0.05〜3.0μm、且つ、二次粒子径5μm以上の割合が10体積%以下であるシリカを1〜20質量%含有することが必要である。
【0022】
シリカの二次平均粒子径は、ポリエステル樹脂中に分散した後のシリカの平均粒子径であり、後述のようにポリエステル芯鞘複合繊維をフェノール/テトラクロロエタン=50/50質量%の混合溶媒に溶解した後所定の条件にて測定するが、0.05〜3.0μmが必要であり、0.1〜1.7μmが好ましい。該平均粒子径が0.05μm未満又は3.0μmを超えると、製糸性が著しく悪化するため好ましくない。
【0023】
二次粒子径5μm以上のシリカの割合は、10体積%以下であることが必要であり、5体積%以下であることが好ましい。本発明の芯鞘複合繊維においては、例えば、後述する製造方法等にて重合したポリエステル系樹脂を用いることにより、ポリエステル系樹脂中に存在するシリカの粗大粒子の量を低減することが可能となり、引続く溶融紡糸により繊維化する際の製糸性を良好とすることが出来るため好ましい。5μm以上のシリカが10体積%以上存在すると、製糸性が著しく悪化するため好ましくない。
【0024】
シリカの二次最大粒子径は10μm未満であることが好ましく、より好ましくは5μm未満である。最大粒子径が10μm以上であると、製糸性が著しく悪化するため好ましくない。
【0025】
本発明においては、特定のシリカを含有するポリエステル系樹脂を用い、さらに特定の芯鞘複合形状とすることで、布帛にした際に顕著な保温性を示すポリエステル芯鞘複合繊維を操業性良く得ることができる。
【0026】
ポリマー(B)中のシリカ含有量は、1〜20質量%が必要であり、2〜15質量%が好ましい。シリカは熱線を吸収する効果があり、また、熱伝導率が低いため、断熱性に優れており、繊維全体に優れた保温性を付与するものである。そのため、該含有量が1質量%未満では、芯鞘複合繊維中のシリカ含有量が少ないために、充分な保温効果が発現しなくなる。20質量%を越えると、芯鞘複合繊維中の含有量が高くなりすぎるため、糸条の柔軟性が失われ易く脆い繊維となる場合があり、また紡糸時にシリカが凝集した粗大粒子が発生し易くなるため、製糸性や加工性が著しく悪化する場合があり好ましくない。
【0027】
本発明の芯鞘複合繊維の芯部の形状は、繊維長さ方向に連続している突起部及び細溝を交互に配した断面形状とする必要がある。該芯部の突起部は、該繊維の芯部の周上に12〜35個が必要であり、16〜25個が好ましい。
(1)12≦N≦35
ただし、Nは突起部の数(個)である。
【0028】
本発明の芯鞘複合繊維の芯部の断面形状における突起部の幅Wと高さHは下記(2)〜(3)を満足する必要がある。
(2)0.3≦W≦1
(3)1.5W≦H
ただし、Wは突起部の幅(μm)、Hは突起部の高さ(μm)である。
【0029】
ここで、本発明の芯鞘複合繊維の芯部の断面形状における突起部の幅Wと高さHの関係について、図2に示す部分拡大断面図を用いて、さらに詳細に説明する。
図2において、突起部側面の線を延長し、突起部の頂点の外接円の交点をA、Bとし、細溝部の最深部の内接円の交点をA’、B’とする。また、線分A−B及び線分A’−B’の中点をD、D’とする。また、
(a)突起部の幅Wは、線分A−Bの長さとする。
(b)突起部の高さHは、線分D−D’の長さとする。
【0030】
該突起部の幅Wは、0.3〜1μmであり、0.5〜0.9μmが好ましい。突起部の幅Wが0.3μm未満の場合、芯部の周上に存在する突起部の数が多くなるため、芯部の断面形状が丸断面と近似した形状となる。そのため、芯部が丸断面の場合と比べて、該芯部が鞘部と接する表面積の拡大効果が得られなくなり、十分な保温性効果が得られなくなる。また、1μmを超えると、突起部と細溝の幅が広くなることにより、該表面積の拡大効果が得られなくなり、十分な保温性効果が得られなくなる。
【0031】
該突起部の高さHは、突起部の幅Wと関連があり、突起部の幅Wの1.5倍以上であり、1.5〜3倍が好ましい。突起部の高さHが幅Wの1.5倍未満になると、必然的に芯部の周上の凹凸が乏しくなって、芯部が丸断面と近似した形状となるため、表面積の拡大効果が得られなくなり、十分な保温性効果が得られなくなる。
【0032】
本発明の芯鞘複合繊維は、芯部の形状を、繊維長さ方向に連続する突起部と細溝を交互に配する特定の形状とすることにより、シリカを含有する芯部が鞘部と接する表面積が増大するため、シリカによる保温性を発現する表面積が拡大することとなり、優れた保温性能を得ることができる。
【0033】
ポリマー(A)とポリマー(B)の質量比率(ポリマー(A)/ポリマー(B))は、60/40〜20/80が必要であり、50/50〜30/70が好ましい。ポリマー(B)の比率が40%未満では、単繊維に占めるポリマー(B)の割合が低くなり、十分な保温性効果が得られなくなる。また、ポリマー(B)の比率が80%を越えると、保温性効果は充分得られるものの、糸状の柔軟性が失われ易く脆い繊維となったり、繊維の外周部を形成するポリマー(A)の厚みが薄くなるために、繊維表面にポリマー(B)に含有するシリカが露出し、製糸性や加工性が著しく悪くなる。
【0034】
次に、本発明のポリエステル芯鞘複合繊維の製造方法について、一例を挙げて説明する。
【0035】
本発明の製造方法においては、一次平均粒子径0.05〜3.0μm、且つ、一次粒子径5μm以上の割合が10体積%以下であるシリカを用いることが好ましい。
【0036】
シリカの一次平均粒子径は、ポリエステル樹脂中に分散する前のシリカの平均粒子径であり、後述のようにシリカを含む水溶液を所定の条件にて測定するが、0.05〜3.0μmが好ましく、0.1〜1.7μmがより好ましい。該一次平均粒子径が0.05μm未満又は3.0μmを超えると、二次平均粒子径が好ましい範囲となり難くなり好ましくない。
【0037】
シリカの一次粒子径5μm以上のシリカの割合は、10体積%以下であることが好ましく、5体積%以下であることがより好ましい。該一次粒子径5μm以上のシリカが10体積%を超えて存在すると、二次平均粒子径が好ましい範囲となり難く製糸性が著しく悪化するため好ましくない。
【0038】
シリカの一次最大粒子径は10μm未満であることが好ましく、より好ましくは5μm未満である。一次最大粒子径が10μm以上であると、二次最大粒子径が好ましい範囲となり難くなり製糸性が著しく悪化するため好ましくない。
【0039】
本発明の製造方法においては、上記シリカをエチレングリコールに分散させ、攪拌分散処理を行なった後に、ポリエステルオリゴマーに投入して重合したポリステル系樹脂を用いることが好ましい。
【0040】
シリカをエチレングリコールに分散させたシリカ/エチレングリコール分散液中のシリカ濃度は、1〜30質量%が好ましく、2〜20質量%がより好ましい。シリカ濃度が1質量%未満であると、分散液を重合液に多量に添加することが必要となるため、重合時のポリエステルオリゴマーの温度が低下し固化しやすくなる場合があり、また再融解に時間を要し、また、エチレングリコールの使用量が増加し、生産性の観点において好ましくない。一方、30重量%を超えると、シリカの凝集による粗大粒子が生じやすいため好ましくない。
【0041】
シリカ/エチレングリコール分散液の攪拌分散処理とは、超音波処理やホモジェッターなどの高圧衝突(剪断型)処理等の攪拌分散処理をいい、例えば、あらかじめ攪拌槽に満たしたエチレングリコールをマグネチックスタラーなどで攪拌しながら粉体状態のシリカを所定濃度となるよう添加した後に、該攪拌分散処理を行うことが挙げられる。シリカのグリコール成分への分散性を良好なものとするため、シリカに表面処理を施したり、分散液中にpH調整剤を添加したりしてもよい。
【0042】
芯部を構成するポリエステル系樹脂の製造方法としては、ジカルボン酸成分としてテレフタル酸を、グリコール成分としてエチレングリコールを用いて、テレフタル酸とエチレングリコールのモル比が、テレフタル酸:エチレングリコール=1:1.4〜1:1.8となるよう重合釜に投入し、重合圧力30〜500hPa、重合温度240〜270℃にて、溶融状態で攪拌しながらエステル化反応を行い、ポリエステルオリゴマーを得る。この際、樹脂の特性を損なわない範囲において他のジカルボン酸成分及び/またはグリコール成分を添加することもできる。
【0043】
引き続き、該ポリエステルオリゴマーに前述の攪拌分散処理を施したシリカ/エチレングリコール分散液及び重縮合触媒を添加した後、270〜290℃で溶融攪拌しながら重合釜の圧力を0.2〜1.3hPa程度まで減圧し1〜8時間程度の重縮合反応を行い、ポリエステル系樹脂を得る。このポリエステル系樹脂を、重合缶の口金より吐出させ、冷却固化した後にチッピングすることにより、ポリエステル系樹脂を得ることができる。
【0044】
重縮合触媒は特に限定されないが、アンチモン、ゲルマニウム、スズ、チタン、亜鉛、アルミニウム、マグネシウム、カリウム、カルシウム、ナトリウム、マンガン、コバルト等の金属化合物のほか、スルホサリチル酸、o−スルホ安息香酸無水物等の有機スルホン酸化合物等を挙げることができる。
【0045】
触媒の添加量も特に限定されないが、重合性、熱安定性等の観点から、ポリエステルを構成する酸成分1モルに対して0.5×10−4〜6.0×10−4モルが好ましく、1.0×10−4〜5.0×10−4モルがより好ましい。
【0046】
本発明の製造方法においては、前述の特定のポリエステル系樹脂を特定量用い、特定の芯鞘複合構造とすれば、紡糸方法は特に限定されないが、例えば、紡糸速度2000m/min以上の高速紡糸により半未延伸糸を得るPOY法、あるいは、一旦2000m/min未満の低速紡糸若しくは2000m/min以上の高速紡糸で溶融紡糸した後、巻き取った糸条を延伸熱処理する方法、一旦巻き取ることなく、続いて延伸を行う直接紡糸延伸法が挙げられる。
【0047】
本発明においては、上記により得られた芯鞘複合繊維をそのまま布帛に用いても良いが、例えば、仮撚り捲縮加工、押し込み加工、ニットデニット加工などの後加工を施した後に布帛とする方が、より高い保温性が得られるため好ましい。
【0048】
該仮撚上記の仮撚捲縮加工における延伸倍率は、1.05〜1.5倍であることが好ましく、1.1〜1.4倍であることがより好ましい。延伸倍率を1.05〜1.5倍とすることで、分子配向および結晶化度を向上させることができ、耐熱性や強度に優れた捲縮糸とすることができる。
【0049】
上記の仮撚捲縮加工における仮撚係数は、26000〜35000であることが好ましく、26000〜33000であることがより好ましく、27000〜32000であることがいっそう好ましい。仮撚係数を26000〜35000にすることで、捲縮を強固なものとした捲縮糸とすることができる。
【0050】
上記の仮撚捲縮加工におけるヒーター温度は140〜220℃であることが好ましく、160〜200℃であることがより好ましい。ヒーター温度を140〜220℃とすることで、捲縮が強固となり、加えて捲縮糸の結晶化度が向上するという効果が奏される。
【0051】
本発明の芯鞘複合繊維に対して仮撚り加工を施す場合においては、上記の仮撚り条件を選択することにより、該捲縮をより強固にすることができるため、得られる布帛の保温性がより顕著に向上する。
【実施例】
【0052】
以下に実施例を挙げて本発明を更に詳細に説明するが、本発明はこれらによって限定されるものではない。なお、実施例及び比較例中の測定方法は次の通りである。
【0053】
1.極限粘度[η]
フェノールと四塩化エタンとの等質量混合物を溶媒として、温度20℃の条件下で常法に基づき測定した。
【0054】
2.シリカの一次平均粒子径、一次粒子径5μm以上の割合
シリカ粒子を脱イオン水に分散させた後、レーザー回折式粒度分布測定装置(島津製作所製SALD−7100)にて回折/散乱光強度が40〜60%の範囲内となるように水にて希釈調整した後、4回測定した平均値を一次平均粒子径、一次粒子径5μm以上の割合とした。
なお、一次最大粒子径も同様の方法により測定した。
【0055】
3.シリカの二次平均粒子径、二次粒子径5μm以上の割合
本発明のポリエステル芯鞘複合繊維を、フェノール/テトラクロロエタン=50/50質量%の混合溶媒に5質量%となるように溶解し、得られた溶液をレーザー回折式粒度分布測定装置(島津製作所製SALD−7100)にて回折/散乱光強度が40〜60%の範囲内となるように前記溶媒にて希釈調整測定し、4回の平均値を平均粒子径、粒子5μm以上の割合とした。
なお、二次最大粒子径も同様の方法により測定した。
【0056】
4.芯部中のシリカ量
ポリエステル芯鞘複合繊維より単繊維を取り出し、単繊維の横断面形状を拡大写真に撮影し、写真上で単繊維全体の面積と芯部の面積を算出し、芯部及び鞘部に用いたポリエステル系樹脂の比重を考慮して、芯部の質量割合(%)を算出した。次に、ポリエステル芯鞘複合繊維約1gをルツボに入れ、秤量した後、400℃×2h、さらに600℃×3hで焼却処理し、デシケータ一中で吸湿を抑制しながら、室温まで十分に冷却した後、ルツボ残渣中のシリカ量(g)を測定し、上記芯部の割合を用い、下式で算出した。
芯部中のシリカ量(質量%)=ルツボ残渣中のシリカ量(g)/(焼却処理前の試料の全質量(g)×該芯鞘複合繊維中の芯部の質量割合(%)/100)
【0057】
5.保温性
得られた芯鞘複合繊維を用いて、目付135g/cm2の布帛を作製する。また、比較用の試料として酸化チタンを0.4%含有する丸断面形状の84T48のポリエステル繊維を用いて、目付135g/cm2の布帛を作製する。布帛をステンレスボトルに巻きつけた後、ステンレスボトル内部の中心に熱電対を取り付けて、ステンレスボトル内部の温度を45℃まで加温し、内部の温度を45℃で1分間安定させた後に、外気温度20℃の環境下へステンレスボトルを移動して、ボトル内部の温度が25℃に達するまでの温度変化を読みとった。
なお、温度は10秒毎に記録して温度変化を読みとった。
該丸断面形状のポリエステル繊維を用いた布帛の温度変化を基準として、25℃に達する時間が遅いものが保温性に優れるものであり、下記の4段階で、保温性の評価を行い、○以上を合格とした。
◎:61秒以上遅い
○:31〜60秒遅い
△:0〜30秒遅い
×:基準布帛と差なし
【0058】
6.紡糸性
24時間紡糸をした際の、切糸回数にて紡糸性の評価を行い、評価が○のものを合格とした。
0〜2回:○
3〜5回:△
6回以上:×
【0059】
実施例1
・ポリマー(B)の調製
エステル化反応器に、テレフタル酸とエチレングリコールのスラリー(テレフタル酸:エチレングリコール(モル比)=1:1.6)を連続的に供給し、温度250℃、圧力50hPaの条件で反応させ、エステル化反応率95%のポリエステルオリゴマーを得た。このポリエステルオリゴマーを、270℃に加熱した重縮合反応缶に送液し、容器内を窒素にて置換した後、一次平均粒子径が0.23μm、一次粒子径5μm以上の体積割合が0体積%であるシリカを15質量%となるようにエチレングリコールへ投入し、T.K.ホモジェッター(特殊機化工業製)及びソノレータ(SONIC.CORP製)を用い攪拌分散処理を4時間行った。得られたシリカ/エチレングリコール分散液を、ポリエステル樹脂中のシリカの含有量が10質量%となるようにポリエステルオリゴマーに添加した後、重縮合触媒として三酸化アンチモンをポリエステルを構成する酸成分1モルに対して3.0×10−4モルとなるよう添加した後に、圧力を徐々に減じて1時間後に1.2hPa以下とした。この条件で攪拌しながら重縮合反応を2時間行った後、得られたポリエステル樹脂を常法によりチップ化し、乾燥したものを芯部を構成するポリマー(B)とした。なお、得られたポリエステル樹脂の極限粘度は0.65であった。
・ポリエステル芯鞘複合繊維の製造
ポリマー(A)として、極限粘度が0.65のポリエステル樹脂を用い、ポリマー(B)として上記条件にて調製したものを用い、図1に示す断面形状となるような芯部の突起部の数が20個となる芯鞘複合ノズルプレート(孔数48孔)を用い、ポリマー(A)とポリマー(B)を質量比率で40/60とし、紡糸速度3500m/分、紡糸温度290℃、吐出量43g/分で紡糸し、半未延伸糸を捲き取った。続いて得られた半未延伸糸を下記条件により仮撚り加工を施し、84デシテックス/48フィラメントの仮撚り加工糸を得た。
【0060】
<仮撚り条件>
仮撚り速度:83.85m/min
延伸倍率:1.4
HP温度:190℃
撚り数:3980T/m
【0061】
実施例2
ポリマー(B)に含有するシリカの濃度を表1のように変更した以外は、実施例1と同様に行った。
【0062】
実施例3
ポリマー(A)とポリマー(B)の比率を表1のように変更し図3に示す断面形状とした以外は、実施例1と同様に行った。
【0063】
実施例4
ポリマー(B)に含有するシリカの一次平均粒径を表1のように変更した以外は、実施例1と同様に行った。
【0064】
実施例5
芯部の突起部の数が20個となる芯鞘複合ノズルプレート(孔数48孔)に代えて、芯部の突起部の数が12となる芯鞘複合ノズルプレートを用い、芯部の形状を表1のように変更し図4に示す断面形状とした以外は、実施例1と同様に行った。
【0065】
比較例1、2
ポリマー(A)とポリマー(B)の比率を表1のように変更し、それぞれ図5、図6に示す断面形状とした以外は、実施例1と同様に行った。
【0066】
比較例3、4
芯部の突起部の数が20個となる芯鞘複合ノズルプレート(孔数48孔)に代えて、芯部の突起部の数が、それぞれ10、40となる芯鞘複合ノズルプレートを用い、芯部の形状を表1のように変更しそれぞれ図7、図8に示す断面形状とした以外は、実施例1と同様に行った。
【0067】
比較例5、6
ポリマー(B)に含有するシリカの一次平均粒径を表1のように変更した以外は、実施例1と同様に行った
【0068】
比較例7〜8
ポリマー(B)に含有するシリカの濃度を表1のように変更した以外は、実施例1と同様に行った。
【0069】
比較例9
ポリマー(B)の調製において撹拌分散処理を行わなかった以外は、比較例8と同様に行った。
【0070】
比較例10
芯鞘複合ノズルプレートを代えて芯部の突起部の高さHを表1のように変更した以外は、実施例1と同様に行った。
【0071】
得られた結果を表1に示す。
【0072】
【表1】
【0073】
実施例1〜5のように、シリカ量、シリカ二次平均粒子径、芯部の形状を特定とした場合、製糸性良く本発明の芯鞘複合繊維が得られ、それからなる布帛は、保温性に優れたものであった。
一方、比較例1の芯鞘複合繊維は、ポリマー(B)の比率が少ないために充分な保温性を得ることができなかった。比較例2の芯鞘複合繊維は、シリカを含有したポリマー(B)の比率が高いため、繊維が非常に脆く紡糸性が非常に悪く、安定して繊維を採取することができなかった。比較例3の芯鞘複合繊維は、芯部の突起部の数(N)が少ないため突起部の幅(W)が広くなり、突起部の高さ(H)が大きくなったため、芯部の表面積の拡大効果が得られず十分な保温性が発現しなかった。比較例4の芯鞘複合繊維は、芯部の突起部の数(N)が大きいため突起部の幅(W)が狭くなり、丸断面と比較し、芯部の表面積は拡大したものの、細溝の壁部分がほぼ密着状態となり、十分な保温性が発現しなかった。比較例5の芯鞘複合繊維は、シリカの一次平均粒子径が小さいため、凝集による粗大粒子(平均粒子径が5μm)が発生し、紡糸性が非常に悪く、安定して繊維を採取することができなかった。比較例6の芯鞘複合繊維は、シリカの一次平均粒子径が大きいために、紡糸時に発生するシリカの二次凝集による粗大粒子が発生し、製糸性が非常に悪く、安定して繊維を採取することが出来なかった。比較例7の芯鞘複合繊維は、シリカの含有率が低いため、十分な保温性を得ることができなかった。比較例8の芯鞘複合繊維は、ポリマー(B)のシリカの含有率が高いために、繊維が非常に脆いため製糸性が悪いものであり、安定して繊維を採取することが出来なかった。比較例9の芯鞘複合繊維は、ポリマー(B)のシリカの含有率が高く、さらに撹拌分散処理を行わなかったことにより粗大粒子(平均粒子径が5μm)も多く含有しているため、紡糸時に発生するシリカの二次凝集が激しく、製糸性が非常に悪く、安定して繊維を採取することが出来なかった。比較例10の芯鞘複合繊維は、芯部の突起部の高さHが小さいため、芯部が丸に近い断面形状となり、芯部表面の凹凸が乏しく、表面積拡大効果が得られず、十分な保温性効果が得られなかった。
【符号の説明】
【0074】
(A) :鞘部
(B) :芯部
W :突起部の幅(μM)(線分A―B)
H :突起部の高さ(μM)(線分D−D’)
A、B :突起部側面の延長線と、突起部頂点の外接円との交点
A’、B’:突起部側面の延長線と、細溝部の最深部の内接円の交点
D :線分A―Bの中点
D’ :線分A’―B’の中点
【特許請求の範囲】
【請求項1】
鞘部を構成するポリマー(A)と芯部を構成するポリマー(B)との質量比率(A/B)が60/40〜20/80であるポリエステル芯鞘複合繊維であって、該ポリマー(A)がポリエステル系樹脂であり、該ポリマー(B)が二次平均粒子径0.05〜3.0μm、かつ、二次粒子径5μm以上の割合が10体積%以下であるシリカを1〜20質量%含有するポリエステル系樹脂であり、該芯部の形状が、繊維長さ方向に連続して形成される突起部と細溝を交互に配し、かつ、該突起部と該細溝からなる断面形状が長方形乃至略台形形状であり、該突起部の数及び該長方形乃至該略台形形状が下記(1)〜(3)を満足することを特徴とするポリエステル芯鞘複合繊維。
(1)12≦N≦35
(2)0.3≦W≦1
(3)1.5W≦H
ただし、Nは突起部の数、Wは突起部の幅(μm)、Hは突起部の高さ(μm)である。
【請求項1】
鞘部を構成するポリマー(A)と芯部を構成するポリマー(B)との質量比率(A/B)が60/40〜20/80であるポリエステル芯鞘複合繊維であって、該ポリマー(A)がポリエステル系樹脂であり、該ポリマー(B)が二次平均粒子径0.05〜3.0μm、かつ、二次粒子径5μm以上の割合が10体積%以下であるシリカを1〜20質量%含有するポリエステル系樹脂であり、該芯部の形状が、繊維長さ方向に連続して形成される突起部と細溝を交互に配し、かつ、該突起部と該細溝からなる断面形状が長方形乃至略台形形状であり、該突起部の数及び該長方形乃至該略台形形状が下記(1)〜(3)を満足することを特徴とするポリエステル芯鞘複合繊維。
(1)12≦N≦35
(2)0.3≦W≦1
(3)1.5W≦H
ただし、Nは突起部の数、Wは突起部の幅(μm)、Hは突起部の高さ(μm)である。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−36131(P2013−36131A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−171985(P2011−171985)
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000228073)日本エステル株式会社 (273)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000228073)日本エステル株式会社 (273)
【Fターム(参考)】
[ Back to top ]