
ポリオレフィン製微多孔膜の製造方法
【課題】 本発明は、従来のポリオレフィン製微多孔膜と同等以上の性能を有する微多孔膜を、可塑剤を使用しながら容易に溶融混練が出来る製造方法を提案することを目的とする。
【解決手段】 ポリオレフィンを加熱した過剰量の可塑剤に浸漬し、少なくともポリオレフィンの一部を可塑剤により膨潤させた後、余剰の可塑剤を濾過し、得られた膨潤ポリオレフィンを含むポリオレフィンを溶融混練したのち押出し、延伸と可塑剤抽出を行うことを特徴とする、ポリオレフィン製微多孔膜の製造方法。
【解決手段】 ポリオレフィンを加熱した過剰量の可塑剤に浸漬し、少なくともポリオレフィンの一部を可塑剤により膨潤させた後、余剰の可塑剤を濾過し、得られた膨潤ポリオレフィンを含むポリオレフィンを溶融混練したのち押出し、延伸と可塑剤抽出を行うことを特徴とする、ポリオレフィン製微多孔膜の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、物質の分離、選択透過、及び電池やコンデンサーなど電気化学反応装置の隔離材等として広く使用され、特にリチウムイオン電池用セパレータとして好適に使用されている、ポリオレフィン製微多孔膜の製造方法に関する。
【背景技術】
【0002】
ポリオレフィン製微多孔膜は、種々の物質の分離や選択透過及び隔離材等として広く用いられており、例えば、精密ろ過膜、コンデンサー用セパレータ、電池用セパレータなどがその用途として挙げられる。なかでも、ノート型パーソナルコンピュータや携帯電話、デジタルカメラなどに搭載されるリチウムイオン電池用のセパレータとして、特に好適に使用されている。その理由としては、機械強度、透過性、孔閉塞性及び耐熱性に優れていることが挙げられる。
【0003】
これらの用途に向けたポリオレフィン製微多孔膜の製造方法として、特許文献1では、ポリエチレンを溶融押出して押出成形前駆体フィルムを形成し、結晶融点より10〜25℃低い温度で焼きなまし、−20〜70℃で120〜160%の長さまで一軸冷延伸を行い、次に結晶融点より10〜25℃低い温度で235から310%の長さまで冷延伸と同一の一軸方向に熱延伸を行う方法が開示されている。この方法では、無孔フィルムを得るために特殊な押出機は不要であるが、高分子量のポリオレフィンの使用が難しく、膜融点以上の高温では、流動し破膜しやすい。また、無孔フィルムを局部的に引裂いて多孔化を行うため、本質的に膜構造や膜厚の均一化が難しい。また、膜の強度の異方性が大きいため、裂けやすい傾向にある。
特許文献2では、ポリエチレンを溶媒中で加熱溶解した溶液からゲル状シートを成形し、該ゲル状シート中の溶媒量を10〜80重量%に脱溶媒処理し、次いで加熱延伸した後、残留溶媒を除去する方法が開示されている。この方法では、ポリエチレンの均一な希薄溶液を調製するために長時間を必要とし、さらに、過剰の溶媒を延伸前に除去する必要がある。
【0004】
特許文献3では、ポリオレフィンを押出機中で溶融し、該押出機の途中から液状の溶媒を供給して溶融混練し、押出し、シートを成形し、次いで加熱延伸した後、残存溶媒を除去する方法が開示されている。この方法では、長時間の希薄溶液作成工程は必要としないが、溶媒を押出機の途中へ供給するための設備が必要である。また、ポリオレフィンと溶媒を均一に溶融混練するために、強練りの可能な特殊な押出機を必要とする。
特許文献4では、高分子量ポリオレフィンのインフレーションフィルム成形を行い、得られたポリオレフィン不透気性フィルムを熱処理を行って多孔化する方法が開示されている。この方法では、高分子量ポリオレフィンフィルムを得るために特殊な押出機を備えた特殊なインフレーション成形機を必要とする。さらに、無孔フィルムより多孔化するため、本質的に膜構造や膜厚の均一化が難しい。
【特許文献1】特公平6−18915号公報
【特許文献2】特公平5−54495号公報
【特許文献3】特許第3347835号公報
【特許文献4】特開平10−258462号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、従来のポリオレフィン製微多孔膜と同等以上の性能を有する微多孔膜を、可塑剤を使用しながら容易に溶融混練が出来る製造方法を提案することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、前記課題を解決したものである。即ち、本発明は、下記の通りである。
1.ポリオレフィンを加熱した過剰量の可塑剤に浸漬し、少なくともポリオレフィンの一部を可塑剤により膨潤させた後、余剰の可塑剤を濾過し、得られた膨潤ポリオレフィンを含むポリオレフィンを溶融混練したのち押出し、延伸と可塑剤抽出を行うことを特徴とする、ポリオレフィン製微多孔膜の製造方法。
2.ポリオレフィンを加熱した過剰量の可塑剤に浸漬し、少なくともポリオレフィンの一部を可塑剤により膨潤させた後、余剰の可塑剤を濾過し、得られた膨潤ポリオレフィンを含むポリオレフィンを溶融混練したのち押出し、冷却固化し、少なくとも一軸方向に延伸を行い、可塑剤抽出を行うことを特徴とする、ポリオレフィン製微多孔膜の製造方法。
【0007】
3.ポリオレフィンを加熱した過剰量の可塑剤に浸漬し、少なくともポリオレフィンの一部を可塑剤により膨潤させた後、余剰の可塑剤を濾過し、得られた膨潤ポリオレフィンを含む原料ポリオレフィンを溶融混練したのち押出し、溶融状態で少なくとも一軸方向に延伸を行い、可塑剤抽出を行うことを特徴とする、ポリオレフィン製微多孔膜の製造方法。
4.膨潤させるポリオレフィンが、ペレット状であることを特徴とする1.〜3.のいずれかに記載のポリオレフィン製微多孔膜の製造方法。
【発明の効果】
【0008】
本発明では、可塑剤を使用しながら溶融混練による均一化が容易であるため、従来のような長時間の溶液調整工程や特殊な押出し機を必要としない。また、従来と同等以上の性能を有するポリオレフィン製微多孔膜を得ることが出来、それにより、高安全で高性能な二次電池を得ることが可能となる。
【発明を実施するための最良の形態】
【0009】
以下、本発明について、特にその好ましい形態を中心に詳述する。
本発明に使用されるポリオレフィンとしては、例えば、ポリエチレン、ポリプロピレン、メチルペンテンコポリマー、エチレン・テトラシクロドデセン共重合体やエチレン・ノルボルネン共重合体などの環状オレフィンコポリマーが挙げられるが、製膜時の延伸性の観点より、ポリエチレンを主として用いることが好ましい。主として用いるとは、使用する全ポリオレフィンの5割以上用いることを意味し、1種以上を使用することができる。
主として好ましく用いられるポリエチレンの粘度平均分子量は、製膜安定性及び膜強度の観点より10万以上が好ましく、20万以上がさらに好ましい。また、生産性の観点より200万以下が好ましく、100万以下がさらに好ましい。主として好ましく用いられるポリエチレンの重合形態としては、単段重合、多段重合などが挙げられるが、膜特性及び生産性の観点より多段重合であることが好ましく、入手の容易さとポリエチレンの性能の安定性の観点より、二段重合であることが好ましい。
【0010】
また、主として好ましく用いられるポリエチレンとして、ホモポリマー、コポリマーのいずれも使用可能であるが、コポリマーのポリエチレンを選択する場合、透過性の観点より、コモノマーの含量は2モル%以下であることが好ましく、1モル%以下であることがより好ましく、0.6モル%以下であることがさらに好ましい。コモノマーとしては、プロピレン、1-ブテン、1-ペンテン、1-ヘキセン、4-メチル-1-ペンテン、1-オクテン、1-デセン、1-ドデセン、1-テトラデセン、1-ヘキサデセン、1-オクタデセン、及び1-エイコセンなどのα―オレフィンコモノマーや、シクロペンテン、シクロヘキセン、シクロヘプテン、ノルボルネン、5-メチル-2-ノルボルネン、テトラシクロドデセン、及び2-メチル-1.4,5.8-ジメタノ-1,2,3,4,4a,5,8,8a-オクタヒドロナフタレンなどの環状オレフィンコモノマーや、一般式CH2=CHR(式中Rは炭素数6〜20のアリール基である。)で表わされるスチレン、ビニルシクロヘキサン等の化合物や、1,3-ブタジエン、1,4-ペンタジエン、1,5-ヘキサジエン、1,4-ヘキサジエン、1,6-オクタジエン、1,7-オクタジエン及びシクロヘキサジエンなど炭素数4〜20の直鎖状、分岐状または環状のジエンなどが挙げられるが、α―オレフィンコモノマーであることが好ましい。
ポリエチレンの触媒としては、チーグラー・ナッタ系触媒、フィリップス系触媒、メタロセン触媒などが挙げられる。
【0011】
本発明では、溶融混練のための原料として用いるポリオレフィンの少なくとも一部に、可塑剤により膨潤したポリオレフィン(膨潤ポリオレフィン)を使用することを必須とする。膨潤ポリオレフィンを使用することにより、従来の可塑剤を使用したポリオレフィン製微多孔膜の製造方法にあるような、長時間の溶液調整工程は不要である。また、可塑剤を押出し機途中に供給するための設備も不要であり、さらに、膨潤処理により、すでに可塑剤はポリオレフィン中に微分散しているため、特別なスクリューパーツを用いた二軸押出し機などによる強練りは必要なく、例えばフルフライト型の一軸押出し機などによる弱練りでも十分に均一化が可能となる。
【0012】
膨潤させるポリオレフィンの形態としては、パウダーも可能であるが、ペレットを使用することで、パウダー飛散による設備周辺の汚れや体への吸い込みなど作業環境の悪化を防止することができる。
ポリオレフィンの膨潤は、ポリオレフィンを加熱した過剰量の可塑剤に浸漬することにより得られ、パウダー状やペレット状など粒状のポリオレフィンが、粒状を保持したまま、可塑剤を保持する状態を意味する。通常、膨潤によりポリオレフィンの粒径は大きくなる。過剰量とは膨潤に要する可塑剤量の2倍以上の量を意味する。
可塑剤としては、ポリオレフィンと親和性が高く、且つポリオレフィンと溶融混練する際に揮発することなく、ポリオレフィンの融点以上で均一溶液を形成できる溶媒が好ましい。具体例としては、流動パラフィンやパラフィンワックス等の炭化水素類、ジ-2-エチルヘキシルフタレート(DOP)、ジイソデシルフタレート、ジヘプチルフタレートなどが挙げられるが、膨潤性の観点より、流動パラフィンやパラフィンワックス等の炭化水素類が好ましく、流動パラフィンがより好ましい。
【0013】
加熱する可塑剤の温度としては、膨潤効率の観点より、100℃以上が好ましく、110℃以上がより好ましく、120℃以上がさらに好ましく、135℃以上が最も好ましい。また、ポリオレフィンが溶着するのを防止する観点より、200℃以下が好ましく、180℃以下がより好ましく、160℃以下がさらに好ましい。
加熱された可塑剤中に投入したポリオレフィンは、撹拌等により、可塑剤中で浮遊した状態を保つことがポリオレフィンの溶着を防止する観点より好ましい。
膨潤処理する時間は、十分な膨潤を行うために、10秒以上が好ましく、30秒以上がより好ましい。また、処理効率の観点より、10分以下であることが好ましく、5分以下であることがより好ましい。
【0014】
低融点のポリオレフィン、低分子量のポリオレフィン、パウダー状のポリオレフィンなど、可塑剤に溶解しやすいポリオレフィンを膨潤させる場合は、特に注意が必要である。その場合は、溶解を防止するために、膨潤処理時間を短くするなど上述の好ましい膨潤処理条件より外れても構わない。
膨潤処理後は、余剰の可塑剤を濾過することで、膨潤ポリオレフィンを採取する。この時、ポリオレフィンの溶着防止の観点より、膨潤処理系内の温度をポリオレフィンの融点以下となるように下げた後に濾過することが好ましく、室温の近くとした後に濾過することがより好ましい。膨潤ポリオレフィンの表面に付着する可塑剤は、必要に応じて除去しても良い。
【0015】
膨潤ポリオレフィン中の可塑剤含有率は、膜の透過性、製膜性、及び膨潤処理効率の観点より、10〜80wt%が好ましく、20〜70wt%がより好ましく、30〜60wt%がさらに好ましい。
膨潤処理時の劣化防止、溶融混練時の劣化防止、及びそれらによる品質悪化を防止するために、酸化防止剤が配合されていることが好ましい。酸化防止剤の濃度は、ポリオレフィン重量に対して、0.1wt%以上が好ましく、0.2wt%以上がさらに好ましい。また経済性の観点より、5.0wt%以下が好ましく、3.0wt%以下がさらに好ましい。
【0016】
酸化防止剤としては、1次酸化防止剤であるフェノール系酸化防止剤が好ましく、2,6-ジ-t-ブチル-4-メチルフェノール、ペンタエリスリチル-テトラキス-[3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート]、オクタデシル-3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート等が挙げられる。なお、2次酸化防止剤も併用して使用可能であり、トリス(2,4-ジ-t-ブチルフェニル)フォスファイト、テトラキス(2,4-ジ-t-ブチルフェニル)-4,4-ビフェニレン-ジフォスフォナイト等のリン系酸化防止剤、ジラウリル-チオ-ジプロピオネート等のイオウ系酸化防止剤などが挙げられる。
【0017】
ポリオレフィン以外のポリマーやその他の有機材料についても、製膜性を損なうことなく、そして本発明の効果を損なわない範囲で配合することが可能である。
さらに、必要に応じて、ステアリン酸カルシウムやステアリン酸亜鉛等の金属石鹸類、紫外線吸収剤、光安定剤、帯電防止剤、防曇剤、着色顔料などの公知の添加剤も、製膜性を損なうことなく、そして本発明の効果を損なわない範囲で配合して使用することが可能である。
【0018】
次に、溶融混練して押出す方法として、膨潤ポリオレフィンを含むポリオレフィンを、一軸押出機、二軸押出機等のスクリュー押出機、ニーダー、ミキサー等に投入し、溶融混練し均一化し、T型ダイや環状ダイ等より押出す。本発明では、可塑剤を添加するための設備は不要である。また、膨潤処理により可塑剤はすでにポリオレフィン中に微分散しているため、特別なスクリューパーツを用いた二軸押出し機などによる強練りの必要はなく、例えばフルフライト型の一軸押出し機などによる弱練りでも十分に均一化が可能である。溶融混練時の温度は、均一な溶融物を得るために140℃以上が好ましく、劣化抑制の観点より300℃以下が好ましい。また、溶融混練を窒素雰囲気で行うことにより、劣化を抑制することが可能である。
【0019】
溶融混練され均一化された溶融物は、膜品位向上のためスクリーンを通過させても良い。
押出された溶融物より延伸膜を得る方法として、例えば、一度冷却固化した後に少なくとも一軸方向に延伸を行う方法と、溶融状態で少なくとも一軸方向に延伸を行う方法を挙げることができる。
一度冷却固化した後に少なくとも一軸方向に延伸する方法としては、シート成形を行い、延伸機により延伸する方法が挙げられる。
シート成形する方法としては、T型ダイより押出された板状の溶融物を、圧縮冷却により固化させる方法が挙げられる。冷却方法として、冷風や冷却水等の冷却媒体に直接接触させる方法、冷媒で冷却したロールやプレス機に接触させる方法等が挙げられるが、冷媒で冷却したロールやプレス機に接触させる方法が、厚み制御が優れる点で好ましい。
【0020】
延伸機により延伸する方法としては、ロールを用いたロール延伸機によるMD一軸延伸(MDは機械方向を意味する)、TDテンター(TDは機械方向と垂直方向を意味する)によるTD一軸延伸、同時二軸テンターによる同時二軸延伸などが挙げられ、これらを1回以上組み合わせて行うことが可能である。延伸温度は、延伸性の観点より、100℃以上が好ましく、110℃以上がさらに好ましい。また、膜構造及び膜厚の均一性の観点より、膜を主に構成するポリオレフィンの融点以下が好ましく(ポリエチレンが主である場合は135℃以下が好ましい)、130℃以下がさらに好ましい。延伸倍率はトータルの面倍率で、膜構造及び膜厚の均一性の観点より、8倍以上が好ましく、15倍以上がより好ましく、40倍以上がさらに好ましい。また、生産効率の観点より、400倍以下が好ましく、200倍以下がより好ましく、100倍以下がさらに好ましい。
【0021】
次に、溶融状態で少なくとも一軸方向に延伸を行う方法としては、T型ダイより押出された板状の溶融物をそのまま、ロール延伸機によりMD一軸延伸する方法や、環状ダイより押出された筒状の溶融物内部に空気を吹き込んで膨張させることにより、同時二軸延伸する方法などが挙げられる。延伸開始時の該溶融物の温度は、膜を主に構成するポリオレフィンの融点以上であり、300℃以下が好ましく、250℃以下がより好ましく、200℃以下がさらに好ましい。この方法は、溶融混練時の熱を利用して延伸するため、熱効率の点で優れている。なお、延伸途中より、膜を構成するポリオレフィンの融点以下の温度で延伸することができる。延伸倍率はトータルの面倍率で、膜構造及び膜厚の均一性の観点より、8倍以上が好ましく、15倍以上がより好ましく、40倍以上がさらに好ましい。また、生産効率の観点より、400倍以下が好ましく、200倍以下がさらに好ましい。
【0022】
可塑剤抽出は、延伸した膜を抽出溶媒に浸漬することにより行うことができる。抽出溶媒としては、膜を構成するポリオレフィンに対して貧溶媒であり、且つ可塑剤に対しては良溶媒であり、沸点が膜を構成するポリオレフィンの融点よりも低いものが望ましい。このような抽出溶媒としては、n-ヘキサンやシクロヘキサン等の炭化水素類、メタノール、エタノール、イソプロパノール等のアルコール類、アセトン、メチルエチルケトン等のケトン類、テトラヒドロフラン等のエーテル類、塩化メチレン、1,1,1-トリクロロエタン等のハロゲン化炭化水素類等の有機溶媒が挙げられる。この中から適宜選択し、単独もしくは混合して用いられる。
そして、可塑剤抽出後、充分に乾燥させることで微多孔膜を得ることができる。
【0023】
また、可塑剤抽出し乾燥後或いは/及び延伸後に、熱固定を行ってもよい。熱固定とは、微多孔膜を寸法固定或いは緩和操作を行いながら高温に所定時間置くことで、膜の収縮を低減する操作のことである。緩和操作とは、膜のMD及び/或いはTDへの縮小操作のことである。熱固定は、テンターやロール延伸機により行うことができ、延伸工程後に熱固定を行う場合は延伸処理と同一の機械にて行うことも可能である。熱固定の温度としては、熱固定の効果の観点より90℃以上が好ましく、100℃以上がより好ましく、110℃以上がさらに好ましい。また、透過性悪化防止の観点より、得られる微多孔膜の融点以下が好ましく、ポリエチレンを主とする微多孔膜の場合は135℃以下が好ましい。
本発明の効果を損なわない範囲で、電子線照射、プラズマ照射、界面活性剤塗布、化学的改質などの表面処理を必要に応じ施すことが出来る。
【0024】
次に、本発明の製造法で得られるポリオレフィン製微多孔膜の好ましい物性について述べる。
本発明で得られる微多孔膜の粘度平均分子量は、耐熱性の観点より10万以上が好ましく、20万以上がさらに好ましい。また、生産性の観点より200万以下が好ましく、100万以下がさらに好ましい。
気孔率は、透過性の観点から20%以上が好ましく、30%以上がより好ましい。また、膜強度の観点から95%以下が好ましく、80%以下がより好ましく、60%以下がさらに好ましい。
【0025】
膜厚みは、膜強度の観点より3μm以上が好ましく、5μm以上がより好ましい。また、透気度の観点より100μm以下が好ましく、50μmがより好ましい。
透気度は、1sec以上が好ましく、50sec以上がさらに好ましい。また、電池に使用した際の電池性能の観点より2000sec以下が好ましく、1000sec以下がさらに好ましい。
突刺強度は、電池に使用する際の電池生産性及び電池安全性の観点より、0.5〜20.0N/20μmが好ましく、1.0〜20.0N/20μmがさらに好ましい。
引張強度は、電池に使用する際の電池生産性及び電池安全性の観点より、MD及びTD共に、10〜500MPaが好ましく、10〜300MPaがさらに好ましい。
孔閉塞温度は、電池昇温時の安全性確保の観点から、2℃/minの昇温条件下において、140℃以下が好ましい。熱破膜温度は、電池昇温時の安全性確保の観点から、2℃/minの昇温条件下において、150℃以上であることが好ましい。
【0026】
本発明で用いた各種物性は、以下の試験方法に基づいて測定した。
(1)粘度平均分子量Mv
ASTM−D4020に基づき、デカリン溶媒における135℃での極限粘度[η]を求める。ポリエチレンのMvは次式により算出した。
[η]=6.77×10−4Mv0.67
(2)メルトインデックスMI、MMI、HMI(g/10min)
JIS K7210により準拠する。MIは荷重2.16kgで、MMIは荷重5kgで、HMIは荷重21.6kgで、それぞれ測定した値である。
ポリエチレンについては温度190℃で測定し、ポリプロピレンについては温度230℃で測定した。
(3)密度(g/cm3 )
JIS K7112に従って測定した値である。
【0027】
(4)膜厚(μm)
東洋精機製の微小測厚器、KBM(商標)を用いて室温23℃で測定した。
(5)気孔率(%)
10cm×10cm角の試料を微多孔膜から切り取り、その体積(cm3 )と質量(g)を求め、それらと膜密度(g/cm3 )より、次式を用いて計算した。
気孔率=(体積−質量/膜密度)/体積×100
なお、膜密度は0.95と一定にして計算した。
(6)透気度(sec)
JIS P−8117に準拠し、東洋精器(株)製のガーレー式透気度計、G−B2(商標)により測定した。
【0028】
(7)突刺強度(N/20μm)
カトーテック製のハンディー圧縮試験器、KES−G5(商標)を用いて、針先端の曲率半径0.5mm、突刺速度2mm/secで、25℃雰囲気下にて突刺試験を行うことにより、最大突刺荷重として生の突刺強度(N)を得た。これに20(μm)/膜厚(μm)を乗じることにより20μm膜厚換算突刺強度(N/20μm)を算出した。
(8)MD及びTDの引張強度(MPa)
島津製作所製の引張試験機、オートグラフAG−A型(商標)を用いて測定し、破断時の強度を、試験前のサンプル断面積で除すことでMD及びTDの引張破断強度を求めた。測定条件は、温度;23±2℃、サンプル形状;幅10mm×長さ100mm、チャック間距離;50mm、引張速度;200mm/minである。
【0029】
(9)孔閉塞温度(℃)及び熱破膜温度(℃)
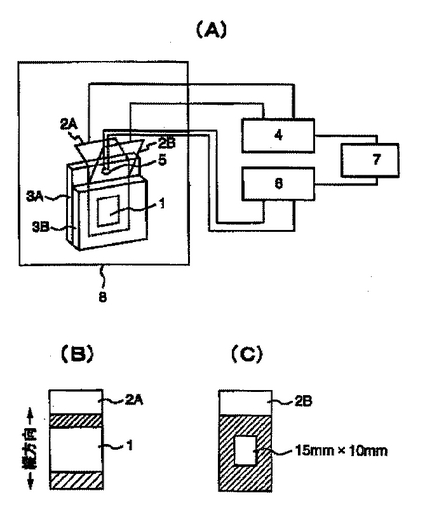
図1(A)に測定装置の概略図を示す。1は微多孔膜であり、2A及び2Bは厚さ10μmのニッケル箔、3A及び3Bはガラス板である。4は電気抵抗測定装置(安藤電気製LCRメーター「AG−4311」(商標))でありニッケル箔2A、2Bと接続されている。5は熱電対であり温度計6と接続されている。7はデーターコレクターであり、電気抵抗装置4及び温度計6と接続されている。8はオーブンであり、微多孔膜を加熱する。
【0030】
さらに詳細に説明すると、図1(B)に示すようにニッケル箔2A上に微多孔膜1を重ねて、縦方向に「テフロン(登録商標)」テープ(図の斜線部)でニッケル箔2Aに固定する。微多孔膜1には電解液として1mol/リットルのホウフッ化リチウム溶液(溶媒:プロピレンカーボネート/エチレンカーボネート/γ−ブチルラクトン=1/1/2)が含浸されている。ニッケル箔2B上には図1(C)に示すように「テフロン(登録商標)」テープ(図の斜線部)を貼り合わせ、箔2Bの中央部分に15mm×10mmの窓の部分を残してマスキングしてある。
ニッケル箔2Aとニッケル箔2Bを微多孔膜1をはさむような形で重ね合わせ、さらにその両側からガラス板3A、3Bによって2枚のニッケル箔をはさみこむ。このとき、箔2Bの窓の部分と、多孔膜1が相対する位置に来るようになっている。
【0031】
2枚のガラス板は市販のダブルクリップではさむことにより固定する。熱電対5は「テフロン(登録商標)」テープでガラス板に固定する。
このような装置で連続的に温度と電気抵抗を測定する。なお、温度は25℃から200℃まで2℃/minの速度にて昇温させ、電気抵抗値は1kHzの交流にて測定する。孔閉塞温度とは微多孔膜の電気抵抗値が103Ωに達するときの温度と定義する。また、孔閉塞の後、電気抵抗値が再び103Ωを下回るときの温度を熱破膜温度とした。
【実施例】
【0032】
本発明を実施例に基づいて説明する。
[実施例1]
撹拌機付きのオートクレーブ内であらかじめ140℃まで加熱した流動パラフィン(37.78℃における動粘度7.59×10−5m2/s)100重量部に、ペンタエリスリチル−テトラキス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]を0.3wt%含有する、MMI0.15、HMI12、粘度平均分子量30万、密度0.960のペレット状のポリエチレン5重量部を投入し、3分間撹拌した。次に、オートクレーブ内の温度をポリエチレンの融点(135℃)より低くするため、室温の流動パラフィン(37.78℃における動粘度7.59×10−5m2/s)100重量部を追添した。次に、内容物を30メッシュの金網で濾取し、室温まで放置冷却後、表面の過剰の流動パラフィンを拭き取ることで膨潤したポリエチレン(膨潤ポリエチレン)を採取した。膨潤処理前後でのポリエチレンの重量変化より、膨潤率(膨潤ポリエチレンにおける流動パラフィンの重量割合)は40wt%と算出された。
【0033】
得られた膨潤ポリエチレンをフルフライトタイプのスクリューを備えた20mmφの一軸押出機に供給した。設定温度200℃、スクリュー回転数80rpm、吐出量7kg/hとした。
溶融混練物をT型ダイより押出した後、直ちに25℃に冷却したプレス成形機で冷却固化させることで、500μmのシートを得た。
次に、小型二軸延伸機を用いて、115℃でMD倍率8.5倍、TD倍率8.5倍に延伸した。
その後、塩化メチレン中に浸漬し流動パラフィンを抽出除去し、塩化メチレンを乾燥除去することで微多孔膜を得た。得られた微多孔膜の物性を表1に示した。
【0034】
[実施例2]
160℃まで加熱した流動パラフィン(37.78℃における動粘度7.59×10−5m2/s)を用いること以外は、実施例1と同様の操作により、膨潤ポリエチレンを得た。膨潤処理前後でのポリエチレンの重量変化より、膨潤率は50wt%と算出された。
得られた膨潤ポリエチレン96wt%とMI0.5、密度0.90のペレット状のポリプロピレン4wt%をブレンダーでブレンドした。得られたブレンド物を実施例1と同様に溶融混練し、T型ダイより押出した後、直ちに25℃に冷却したプレス成形機で冷却固化させることで、1000μmのシートを得た。
次に、小型二軸延伸機を用いて、120℃でMD倍率7.0倍、TD倍率7.0倍に延伸した。
その後、塩化メチレン中に浸漬し流動パラフィンを抽出除去し、塩化メチレンを乾燥除去することで微多孔膜を得た。得られた微多孔膜の物性を表1に示した。
【0035】
[実施例3]
ペンタエリスリチル−テトラキス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]を1wt%含有する、MMI0.05、HMI5、粘度平均分子量50万、密度0.958のペレット状のポリエチレンを用いた以外は実施例2と同様の操作により、膨潤ポリエチレンを得た。膨潤処理前後でのポリエチレンの重量変化より、膨潤率は50wt%と算出された。
得られた膨潤ポリエチレンを実施例1と同様に溶融混練し、環状ダイ(隙間大きさ1350μm)より押出した。そして、溶融物(温度200℃)にエアを吹き込むことにより、膨張延伸を行い、厚さ33μmの延伸膜を得た。
その後、塩化メチレン中に浸漬し流動パラフィンを抽出除去し、塩化メチレンを乾燥除去することで微多孔膜を得た。得られた微多孔膜の物性を表1に示した。
【0036】
[比較例1]
撹拌機付きのオートクレーブ内に、MMI0.15、HMI12、粘度平均分子量30万、密度0.960のパウダー状のポリエチレン60wt%とペンタエリスリチル−テトラキス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]0.3wt%と流動パラフィン(37.78℃における動粘度7.59×10−5m2/s)39.7wt%を投入し、室温で3分間撹拌した。作業時に、パウダー状のポリエチレンは一部舞い、周囲に散乱したため、混合作業後に清掃を行った。
得られたポリエチレンのスラリー状の混合物を、実施例1と同様の押出機に供給した。設定温度200℃、スクリュー回転数80rpm、吐出量7kg/hとした。
溶融混練物をT型ダイより押出した後、直ちに25℃に冷却したプレス成形機で冷却固化させることで、500μmのシートを得た。
次に、小型二軸延伸機を用いて、115℃でMD倍率8.5倍、TD倍率8.5倍に延伸を試みたが、溶融混練による均一化が不充分なため、破膜した。
【0037】
【表1】

【産業上の利用可能性】
【0038】
本発明は、物質の分離や選択透過及び隔離材等に用いられ、特にリチウムイオン電池などのセパレーターとして好適に用いられる、ポリオレフィン製微多孔膜の製造方法として利用される。
【図面の簡単な説明】
【0039】
【図1】孔閉塞温度(℃)及び熱破膜温度(℃)を測定する装置を示す図であり、(A)はその概略図、(B)は微多孔膜をニッケル箔に貼り付けた試料を示す平面図、(C)は窓の部分を残してマスキングされたニッケル箔を示す平面図である。
【符号の説明】
【0040】
1 微多孔膜
2A ニッケル箔
2B ニッケル箔
3A ガラス板
3B ガラス板
4 電気抵抗測定装置
5 熱電対
6 温度計
7 データーコレクター
8 オーブン
【技術分野】
【0001】
本発明は、物質の分離、選択透過、及び電池やコンデンサーなど電気化学反応装置の隔離材等として広く使用され、特にリチウムイオン電池用セパレータとして好適に使用されている、ポリオレフィン製微多孔膜の製造方法に関する。
【背景技術】
【0002】
ポリオレフィン製微多孔膜は、種々の物質の分離や選択透過及び隔離材等として広く用いられており、例えば、精密ろ過膜、コンデンサー用セパレータ、電池用セパレータなどがその用途として挙げられる。なかでも、ノート型パーソナルコンピュータや携帯電話、デジタルカメラなどに搭載されるリチウムイオン電池用のセパレータとして、特に好適に使用されている。その理由としては、機械強度、透過性、孔閉塞性及び耐熱性に優れていることが挙げられる。
【0003】
これらの用途に向けたポリオレフィン製微多孔膜の製造方法として、特許文献1では、ポリエチレンを溶融押出して押出成形前駆体フィルムを形成し、結晶融点より10〜25℃低い温度で焼きなまし、−20〜70℃で120〜160%の長さまで一軸冷延伸を行い、次に結晶融点より10〜25℃低い温度で235から310%の長さまで冷延伸と同一の一軸方向に熱延伸を行う方法が開示されている。この方法では、無孔フィルムを得るために特殊な押出機は不要であるが、高分子量のポリオレフィンの使用が難しく、膜融点以上の高温では、流動し破膜しやすい。また、無孔フィルムを局部的に引裂いて多孔化を行うため、本質的に膜構造や膜厚の均一化が難しい。また、膜の強度の異方性が大きいため、裂けやすい傾向にある。
特許文献2では、ポリエチレンを溶媒中で加熱溶解した溶液からゲル状シートを成形し、該ゲル状シート中の溶媒量を10〜80重量%に脱溶媒処理し、次いで加熱延伸した後、残留溶媒を除去する方法が開示されている。この方法では、ポリエチレンの均一な希薄溶液を調製するために長時間を必要とし、さらに、過剰の溶媒を延伸前に除去する必要がある。
【0004】
特許文献3では、ポリオレフィンを押出機中で溶融し、該押出機の途中から液状の溶媒を供給して溶融混練し、押出し、シートを成形し、次いで加熱延伸した後、残存溶媒を除去する方法が開示されている。この方法では、長時間の希薄溶液作成工程は必要としないが、溶媒を押出機の途中へ供給するための設備が必要である。また、ポリオレフィンと溶媒を均一に溶融混練するために、強練りの可能な特殊な押出機を必要とする。
特許文献4では、高分子量ポリオレフィンのインフレーションフィルム成形を行い、得られたポリオレフィン不透気性フィルムを熱処理を行って多孔化する方法が開示されている。この方法では、高分子量ポリオレフィンフィルムを得るために特殊な押出機を備えた特殊なインフレーション成形機を必要とする。さらに、無孔フィルムより多孔化するため、本質的に膜構造や膜厚の均一化が難しい。
【特許文献1】特公平6−18915号公報
【特許文献2】特公平5−54495号公報
【特許文献3】特許第3347835号公報
【特許文献4】特開平10−258462号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、従来のポリオレフィン製微多孔膜と同等以上の性能を有する微多孔膜を、可塑剤を使用しながら容易に溶融混練が出来る製造方法を提案することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、前記課題を解決したものである。即ち、本発明は、下記の通りである。
1.ポリオレフィンを加熱した過剰量の可塑剤に浸漬し、少なくともポリオレフィンの一部を可塑剤により膨潤させた後、余剰の可塑剤を濾過し、得られた膨潤ポリオレフィンを含むポリオレフィンを溶融混練したのち押出し、延伸と可塑剤抽出を行うことを特徴とする、ポリオレフィン製微多孔膜の製造方法。
2.ポリオレフィンを加熱した過剰量の可塑剤に浸漬し、少なくともポリオレフィンの一部を可塑剤により膨潤させた後、余剰の可塑剤を濾過し、得られた膨潤ポリオレフィンを含むポリオレフィンを溶融混練したのち押出し、冷却固化し、少なくとも一軸方向に延伸を行い、可塑剤抽出を行うことを特徴とする、ポリオレフィン製微多孔膜の製造方法。
【0007】
3.ポリオレフィンを加熱した過剰量の可塑剤に浸漬し、少なくともポリオレフィンの一部を可塑剤により膨潤させた後、余剰の可塑剤を濾過し、得られた膨潤ポリオレフィンを含む原料ポリオレフィンを溶融混練したのち押出し、溶融状態で少なくとも一軸方向に延伸を行い、可塑剤抽出を行うことを特徴とする、ポリオレフィン製微多孔膜の製造方法。
4.膨潤させるポリオレフィンが、ペレット状であることを特徴とする1.〜3.のいずれかに記載のポリオレフィン製微多孔膜の製造方法。
【発明の効果】
【0008】
本発明では、可塑剤を使用しながら溶融混練による均一化が容易であるため、従来のような長時間の溶液調整工程や特殊な押出し機を必要としない。また、従来と同等以上の性能を有するポリオレフィン製微多孔膜を得ることが出来、それにより、高安全で高性能な二次電池を得ることが可能となる。
【発明を実施するための最良の形態】
【0009】
以下、本発明について、特にその好ましい形態を中心に詳述する。
本発明に使用されるポリオレフィンとしては、例えば、ポリエチレン、ポリプロピレン、メチルペンテンコポリマー、エチレン・テトラシクロドデセン共重合体やエチレン・ノルボルネン共重合体などの環状オレフィンコポリマーが挙げられるが、製膜時の延伸性の観点より、ポリエチレンを主として用いることが好ましい。主として用いるとは、使用する全ポリオレフィンの5割以上用いることを意味し、1種以上を使用することができる。
主として好ましく用いられるポリエチレンの粘度平均分子量は、製膜安定性及び膜強度の観点より10万以上が好ましく、20万以上がさらに好ましい。また、生産性の観点より200万以下が好ましく、100万以下がさらに好ましい。主として好ましく用いられるポリエチレンの重合形態としては、単段重合、多段重合などが挙げられるが、膜特性及び生産性の観点より多段重合であることが好ましく、入手の容易さとポリエチレンの性能の安定性の観点より、二段重合であることが好ましい。
【0010】
また、主として好ましく用いられるポリエチレンとして、ホモポリマー、コポリマーのいずれも使用可能であるが、コポリマーのポリエチレンを選択する場合、透過性の観点より、コモノマーの含量は2モル%以下であることが好ましく、1モル%以下であることがより好ましく、0.6モル%以下であることがさらに好ましい。コモノマーとしては、プロピレン、1-ブテン、1-ペンテン、1-ヘキセン、4-メチル-1-ペンテン、1-オクテン、1-デセン、1-ドデセン、1-テトラデセン、1-ヘキサデセン、1-オクタデセン、及び1-エイコセンなどのα―オレフィンコモノマーや、シクロペンテン、シクロヘキセン、シクロヘプテン、ノルボルネン、5-メチル-2-ノルボルネン、テトラシクロドデセン、及び2-メチル-1.4,5.8-ジメタノ-1,2,3,4,4a,5,8,8a-オクタヒドロナフタレンなどの環状オレフィンコモノマーや、一般式CH2=CHR(式中Rは炭素数6〜20のアリール基である。)で表わされるスチレン、ビニルシクロヘキサン等の化合物や、1,3-ブタジエン、1,4-ペンタジエン、1,5-ヘキサジエン、1,4-ヘキサジエン、1,6-オクタジエン、1,7-オクタジエン及びシクロヘキサジエンなど炭素数4〜20の直鎖状、分岐状または環状のジエンなどが挙げられるが、α―オレフィンコモノマーであることが好ましい。
ポリエチレンの触媒としては、チーグラー・ナッタ系触媒、フィリップス系触媒、メタロセン触媒などが挙げられる。
【0011】
本発明では、溶融混練のための原料として用いるポリオレフィンの少なくとも一部に、可塑剤により膨潤したポリオレフィン(膨潤ポリオレフィン)を使用することを必須とする。膨潤ポリオレフィンを使用することにより、従来の可塑剤を使用したポリオレフィン製微多孔膜の製造方法にあるような、長時間の溶液調整工程は不要である。また、可塑剤を押出し機途中に供給するための設備も不要であり、さらに、膨潤処理により、すでに可塑剤はポリオレフィン中に微分散しているため、特別なスクリューパーツを用いた二軸押出し機などによる強練りは必要なく、例えばフルフライト型の一軸押出し機などによる弱練りでも十分に均一化が可能となる。
【0012】
膨潤させるポリオレフィンの形態としては、パウダーも可能であるが、ペレットを使用することで、パウダー飛散による設備周辺の汚れや体への吸い込みなど作業環境の悪化を防止することができる。
ポリオレフィンの膨潤は、ポリオレフィンを加熱した過剰量の可塑剤に浸漬することにより得られ、パウダー状やペレット状など粒状のポリオレフィンが、粒状を保持したまま、可塑剤を保持する状態を意味する。通常、膨潤によりポリオレフィンの粒径は大きくなる。過剰量とは膨潤に要する可塑剤量の2倍以上の量を意味する。
可塑剤としては、ポリオレフィンと親和性が高く、且つポリオレフィンと溶融混練する際に揮発することなく、ポリオレフィンの融点以上で均一溶液を形成できる溶媒が好ましい。具体例としては、流動パラフィンやパラフィンワックス等の炭化水素類、ジ-2-エチルヘキシルフタレート(DOP)、ジイソデシルフタレート、ジヘプチルフタレートなどが挙げられるが、膨潤性の観点より、流動パラフィンやパラフィンワックス等の炭化水素類が好ましく、流動パラフィンがより好ましい。
【0013】
加熱する可塑剤の温度としては、膨潤効率の観点より、100℃以上が好ましく、110℃以上がより好ましく、120℃以上がさらに好ましく、135℃以上が最も好ましい。また、ポリオレフィンが溶着するのを防止する観点より、200℃以下が好ましく、180℃以下がより好ましく、160℃以下がさらに好ましい。
加熱された可塑剤中に投入したポリオレフィンは、撹拌等により、可塑剤中で浮遊した状態を保つことがポリオレフィンの溶着を防止する観点より好ましい。
膨潤処理する時間は、十分な膨潤を行うために、10秒以上が好ましく、30秒以上がより好ましい。また、処理効率の観点より、10分以下であることが好ましく、5分以下であることがより好ましい。
【0014】
低融点のポリオレフィン、低分子量のポリオレフィン、パウダー状のポリオレフィンなど、可塑剤に溶解しやすいポリオレフィンを膨潤させる場合は、特に注意が必要である。その場合は、溶解を防止するために、膨潤処理時間を短くするなど上述の好ましい膨潤処理条件より外れても構わない。
膨潤処理後は、余剰の可塑剤を濾過することで、膨潤ポリオレフィンを採取する。この時、ポリオレフィンの溶着防止の観点より、膨潤処理系内の温度をポリオレフィンの融点以下となるように下げた後に濾過することが好ましく、室温の近くとした後に濾過することがより好ましい。膨潤ポリオレフィンの表面に付着する可塑剤は、必要に応じて除去しても良い。
【0015】
膨潤ポリオレフィン中の可塑剤含有率は、膜の透過性、製膜性、及び膨潤処理効率の観点より、10〜80wt%が好ましく、20〜70wt%がより好ましく、30〜60wt%がさらに好ましい。
膨潤処理時の劣化防止、溶融混練時の劣化防止、及びそれらによる品質悪化を防止するために、酸化防止剤が配合されていることが好ましい。酸化防止剤の濃度は、ポリオレフィン重量に対して、0.1wt%以上が好ましく、0.2wt%以上がさらに好ましい。また経済性の観点より、5.0wt%以下が好ましく、3.0wt%以下がさらに好ましい。
【0016】
酸化防止剤としては、1次酸化防止剤であるフェノール系酸化防止剤が好ましく、2,6-ジ-t-ブチル-4-メチルフェノール、ペンタエリスリチル-テトラキス-[3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート]、オクタデシル-3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート等が挙げられる。なお、2次酸化防止剤も併用して使用可能であり、トリス(2,4-ジ-t-ブチルフェニル)フォスファイト、テトラキス(2,4-ジ-t-ブチルフェニル)-4,4-ビフェニレン-ジフォスフォナイト等のリン系酸化防止剤、ジラウリル-チオ-ジプロピオネート等のイオウ系酸化防止剤などが挙げられる。
【0017】
ポリオレフィン以外のポリマーやその他の有機材料についても、製膜性を損なうことなく、そして本発明の効果を損なわない範囲で配合することが可能である。
さらに、必要に応じて、ステアリン酸カルシウムやステアリン酸亜鉛等の金属石鹸類、紫外線吸収剤、光安定剤、帯電防止剤、防曇剤、着色顔料などの公知の添加剤も、製膜性を損なうことなく、そして本発明の効果を損なわない範囲で配合して使用することが可能である。
【0018】
次に、溶融混練して押出す方法として、膨潤ポリオレフィンを含むポリオレフィンを、一軸押出機、二軸押出機等のスクリュー押出機、ニーダー、ミキサー等に投入し、溶融混練し均一化し、T型ダイや環状ダイ等より押出す。本発明では、可塑剤を添加するための設備は不要である。また、膨潤処理により可塑剤はすでにポリオレフィン中に微分散しているため、特別なスクリューパーツを用いた二軸押出し機などによる強練りの必要はなく、例えばフルフライト型の一軸押出し機などによる弱練りでも十分に均一化が可能である。溶融混練時の温度は、均一な溶融物を得るために140℃以上が好ましく、劣化抑制の観点より300℃以下が好ましい。また、溶融混練を窒素雰囲気で行うことにより、劣化を抑制することが可能である。
【0019】
溶融混練され均一化された溶融物は、膜品位向上のためスクリーンを通過させても良い。
押出された溶融物より延伸膜を得る方法として、例えば、一度冷却固化した後に少なくとも一軸方向に延伸を行う方法と、溶融状態で少なくとも一軸方向に延伸を行う方法を挙げることができる。
一度冷却固化した後に少なくとも一軸方向に延伸する方法としては、シート成形を行い、延伸機により延伸する方法が挙げられる。
シート成形する方法としては、T型ダイより押出された板状の溶融物を、圧縮冷却により固化させる方法が挙げられる。冷却方法として、冷風や冷却水等の冷却媒体に直接接触させる方法、冷媒で冷却したロールやプレス機に接触させる方法等が挙げられるが、冷媒で冷却したロールやプレス機に接触させる方法が、厚み制御が優れる点で好ましい。
【0020】
延伸機により延伸する方法としては、ロールを用いたロール延伸機によるMD一軸延伸(MDは機械方向を意味する)、TDテンター(TDは機械方向と垂直方向を意味する)によるTD一軸延伸、同時二軸テンターによる同時二軸延伸などが挙げられ、これらを1回以上組み合わせて行うことが可能である。延伸温度は、延伸性の観点より、100℃以上が好ましく、110℃以上がさらに好ましい。また、膜構造及び膜厚の均一性の観点より、膜を主に構成するポリオレフィンの融点以下が好ましく(ポリエチレンが主である場合は135℃以下が好ましい)、130℃以下がさらに好ましい。延伸倍率はトータルの面倍率で、膜構造及び膜厚の均一性の観点より、8倍以上が好ましく、15倍以上がより好ましく、40倍以上がさらに好ましい。また、生産効率の観点より、400倍以下が好ましく、200倍以下がより好ましく、100倍以下がさらに好ましい。
【0021】
次に、溶融状態で少なくとも一軸方向に延伸を行う方法としては、T型ダイより押出された板状の溶融物をそのまま、ロール延伸機によりMD一軸延伸する方法や、環状ダイより押出された筒状の溶融物内部に空気を吹き込んで膨張させることにより、同時二軸延伸する方法などが挙げられる。延伸開始時の該溶融物の温度は、膜を主に構成するポリオレフィンの融点以上であり、300℃以下が好ましく、250℃以下がより好ましく、200℃以下がさらに好ましい。この方法は、溶融混練時の熱を利用して延伸するため、熱効率の点で優れている。なお、延伸途中より、膜を構成するポリオレフィンの融点以下の温度で延伸することができる。延伸倍率はトータルの面倍率で、膜構造及び膜厚の均一性の観点より、8倍以上が好ましく、15倍以上がより好ましく、40倍以上がさらに好ましい。また、生産効率の観点より、400倍以下が好ましく、200倍以下がさらに好ましい。
【0022】
可塑剤抽出は、延伸した膜を抽出溶媒に浸漬することにより行うことができる。抽出溶媒としては、膜を構成するポリオレフィンに対して貧溶媒であり、且つ可塑剤に対しては良溶媒であり、沸点が膜を構成するポリオレフィンの融点よりも低いものが望ましい。このような抽出溶媒としては、n-ヘキサンやシクロヘキサン等の炭化水素類、メタノール、エタノール、イソプロパノール等のアルコール類、アセトン、メチルエチルケトン等のケトン類、テトラヒドロフラン等のエーテル類、塩化メチレン、1,1,1-トリクロロエタン等のハロゲン化炭化水素類等の有機溶媒が挙げられる。この中から適宜選択し、単独もしくは混合して用いられる。
そして、可塑剤抽出後、充分に乾燥させることで微多孔膜を得ることができる。
【0023】
また、可塑剤抽出し乾燥後或いは/及び延伸後に、熱固定を行ってもよい。熱固定とは、微多孔膜を寸法固定或いは緩和操作を行いながら高温に所定時間置くことで、膜の収縮を低減する操作のことである。緩和操作とは、膜のMD及び/或いはTDへの縮小操作のことである。熱固定は、テンターやロール延伸機により行うことができ、延伸工程後に熱固定を行う場合は延伸処理と同一の機械にて行うことも可能である。熱固定の温度としては、熱固定の効果の観点より90℃以上が好ましく、100℃以上がより好ましく、110℃以上がさらに好ましい。また、透過性悪化防止の観点より、得られる微多孔膜の融点以下が好ましく、ポリエチレンを主とする微多孔膜の場合は135℃以下が好ましい。
本発明の効果を損なわない範囲で、電子線照射、プラズマ照射、界面活性剤塗布、化学的改質などの表面処理を必要に応じ施すことが出来る。
【0024】
次に、本発明の製造法で得られるポリオレフィン製微多孔膜の好ましい物性について述べる。
本発明で得られる微多孔膜の粘度平均分子量は、耐熱性の観点より10万以上が好ましく、20万以上がさらに好ましい。また、生産性の観点より200万以下が好ましく、100万以下がさらに好ましい。
気孔率は、透過性の観点から20%以上が好ましく、30%以上がより好ましい。また、膜強度の観点から95%以下が好ましく、80%以下がより好ましく、60%以下がさらに好ましい。
【0025】
膜厚みは、膜強度の観点より3μm以上が好ましく、5μm以上がより好ましい。また、透気度の観点より100μm以下が好ましく、50μmがより好ましい。
透気度は、1sec以上が好ましく、50sec以上がさらに好ましい。また、電池に使用した際の電池性能の観点より2000sec以下が好ましく、1000sec以下がさらに好ましい。
突刺強度は、電池に使用する際の電池生産性及び電池安全性の観点より、0.5〜20.0N/20μmが好ましく、1.0〜20.0N/20μmがさらに好ましい。
引張強度は、電池に使用する際の電池生産性及び電池安全性の観点より、MD及びTD共に、10〜500MPaが好ましく、10〜300MPaがさらに好ましい。
孔閉塞温度は、電池昇温時の安全性確保の観点から、2℃/minの昇温条件下において、140℃以下が好ましい。熱破膜温度は、電池昇温時の安全性確保の観点から、2℃/minの昇温条件下において、150℃以上であることが好ましい。
【0026】
本発明で用いた各種物性は、以下の試験方法に基づいて測定した。
(1)粘度平均分子量Mv
ASTM−D4020に基づき、デカリン溶媒における135℃での極限粘度[η]を求める。ポリエチレンのMvは次式により算出した。
[η]=6.77×10−4Mv0.67
(2)メルトインデックスMI、MMI、HMI(g/10min)
JIS K7210により準拠する。MIは荷重2.16kgで、MMIは荷重5kgで、HMIは荷重21.6kgで、それぞれ測定した値である。
ポリエチレンについては温度190℃で測定し、ポリプロピレンについては温度230℃で測定した。
(3)密度(g/cm3 )
JIS K7112に従って測定した値である。
【0027】
(4)膜厚(μm)
東洋精機製の微小測厚器、KBM(商標)を用いて室温23℃で測定した。
(5)気孔率(%)
10cm×10cm角の試料を微多孔膜から切り取り、その体積(cm3 )と質量(g)を求め、それらと膜密度(g/cm3 )より、次式を用いて計算した。
気孔率=(体積−質量/膜密度)/体積×100
なお、膜密度は0.95と一定にして計算した。
(6)透気度(sec)
JIS P−8117に準拠し、東洋精器(株)製のガーレー式透気度計、G−B2(商標)により測定した。
【0028】
(7)突刺強度(N/20μm)
カトーテック製のハンディー圧縮試験器、KES−G5(商標)を用いて、針先端の曲率半径0.5mm、突刺速度2mm/secで、25℃雰囲気下にて突刺試験を行うことにより、最大突刺荷重として生の突刺強度(N)を得た。これに20(μm)/膜厚(μm)を乗じることにより20μm膜厚換算突刺強度(N/20μm)を算出した。
(8)MD及びTDの引張強度(MPa)
島津製作所製の引張試験機、オートグラフAG−A型(商標)を用いて測定し、破断時の強度を、試験前のサンプル断面積で除すことでMD及びTDの引張破断強度を求めた。測定条件は、温度;23±2℃、サンプル形状;幅10mm×長さ100mm、チャック間距離;50mm、引張速度;200mm/minである。
【0029】
(9)孔閉塞温度(℃)及び熱破膜温度(℃)
図1(A)に測定装置の概略図を示す。1は微多孔膜であり、2A及び2Bは厚さ10μmのニッケル箔、3A及び3Bはガラス板である。4は電気抵抗測定装置(安藤電気製LCRメーター「AG−4311」(商標))でありニッケル箔2A、2Bと接続されている。5は熱電対であり温度計6と接続されている。7はデーターコレクターであり、電気抵抗装置4及び温度計6と接続されている。8はオーブンであり、微多孔膜を加熱する。
【0030】
さらに詳細に説明すると、図1(B)に示すようにニッケル箔2A上に微多孔膜1を重ねて、縦方向に「テフロン(登録商標)」テープ(図の斜線部)でニッケル箔2Aに固定する。微多孔膜1には電解液として1mol/リットルのホウフッ化リチウム溶液(溶媒:プロピレンカーボネート/エチレンカーボネート/γ−ブチルラクトン=1/1/2)が含浸されている。ニッケル箔2B上には図1(C)に示すように「テフロン(登録商標)」テープ(図の斜線部)を貼り合わせ、箔2Bの中央部分に15mm×10mmの窓の部分を残してマスキングしてある。
ニッケル箔2Aとニッケル箔2Bを微多孔膜1をはさむような形で重ね合わせ、さらにその両側からガラス板3A、3Bによって2枚のニッケル箔をはさみこむ。このとき、箔2Bの窓の部分と、多孔膜1が相対する位置に来るようになっている。
【0031】
2枚のガラス板は市販のダブルクリップではさむことにより固定する。熱電対5は「テフロン(登録商標)」テープでガラス板に固定する。
このような装置で連続的に温度と電気抵抗を測定する。なお、温度は25℃から200℃まで2℃/minの速度にて昇温させ、電気抵抗値は1kHzの交流にて測定する。孔閉塞温度とは微多孔膜の電気抵抗値が103Ωに達するときの温度と定義する。また、孔閉塞の後、電気抵抗値が再び103Ωを下回るときの温度を熱破膜温度とした。
【実施例】
【0032】
本発明を実施例に基づいて説明する。
[実施例1]
撹拌機付きのオートクレーブ内であらかじめ140℃まで加熱した流動パラフィン(37.78℃における動粘度7.59×10−5m2/s)100重量部に、ペンタエリスリチル−テトラキス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]を0.3wt%含有する、MMI0.15、HMI12、粘度平均分子量30万、密度0.960のペレット状のポリエチレン5重量部を投入し、3分間撹拌した。次に、オートクレーブ内の温度をポリエチレンの融点(135℃)より低くするため、室温の流動パラフィン(37.78℃における動粘度7.59×10−5m2/s)100重量部を追添した。次に、内容物を30メッシュの金網で濾取し、室温まで放置冷却後、表面の過剰の流動パラフィンを拭き取ることで膨潤したポリエチレン(膨潤ポリエチレン)を採取した。膨潤処理前後でのポリエチレンの重量変化より、膨潤率(膨潤ポリエチレンにおける流動パラフィンの重量割合)は40wt%と算出された。
【0033】
得られた膨潤ポリエチレンをフルフライトタイプのスクリューを備えた20mmφの一軸押出機に供給した。設定温度200℃、スクリュー回転数80rpm、吐出量7kg/hとした。
溶融混練物をT型ダイより押出した後、直ちに25℃に冷却したプレス成形機で冷却固化させることで、500μmのシートを得た。
次に、小型二軸延伸機を用いて、115℃でMD倍率8.5倍、TD倍率8.5倍に延伸した。
その後、塩化メチレン中に浸漬し流動パラフィンを抽出除去し、塩化メチレンを乾燥除去することで微多孔膜を得た。得られた微多孔膜の物性を表1に示した。
【0034】
[実施例2]
160℃まで加熱した流動パラフィン(37.78℃における動粘度7.59×10−5m2/s)を用いること以外は、実施例1と同様の操作により、膨潤ポリエチレンを得た。膨潤処理前後でのポリエチレンの重量変化より、膨潤率は50wt%と算出された。
得られた膨潤ポリエチレン96wt%とMI0.5、密度0.90のペレット状のポリプロピレン4wt%をブレンダーでブレンドした。得られたブレンド物を実施例1と同様に溶融混練し、T型ダイより押出した後、直ちに25℃に冷却したプレス成形機で冷却固化させることで、1000μmのシートを得た。
次に、小型二軸延伸機を用いて、120℃でMD倍率7.0倍、TD倍率7.0倍に延伸した。
その後、塩化メチレン中に浸漬し流動パラフィンを抽出除去し、塩化メチレンを乾燥除去することで微多孔膜を得た。得られた微多孔膜の物性を表1に示した。
【0035】
[実施例3]
ペンタエリスリチル−テトラキス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]を1wt%含有する、MMI0.05、HMI5、粘度平均分子量50万、密度0.958のペレット状のポリエチレンを用いた以外は実施例2と同様の操作により、膨潤ポリエチレンを得た。膨潤処理前後でのポリエチレンの重量変化より、膨潤率は50wt%と算出された。
得られた膨潤ポリエチレンを実施例1と同様に溶融混練し、環状ダイ(隙間大きさ1350μm)より押出した。そして、溶融物(温度200℃)にエアを吹き込むことにより、膨張延伸を行い、厚さ33μmの延伸膜を得た。
その後、塩化メチレン中に浸漬し流動パラフィンを抽出除去し、塩化メチレンを乾燥除去することで微多孔膜を得た。得られた微多孔膜の物性を表1に示した。
【0036】
[比較例1]
撹拌機付きのオートクレーブ内に、MMI0.15、HMI12、粘度平均分子量30万、密度0.960のパウダー状のポリエチレン60wt%とペンタエリスリチル−テトラキス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]0.3wt%と流動パラフィン(37.78℃における動粘度7.59×10−5m2/s)39.7wt%を投入し、室温で3分間撹拌した。作業時に、パウダー状のポリエチレンは一部舞い、周囲に散乱したため、混合作業後に清掃を行った。
得られたポリエチレンのスラリー状の混合物を、実施例1と同様の押出機に供給した。設定温度200℃、スクリュー回転数80rpm、吐出量7kg/hとした。
溶融混練物をT型ダイより押出した後、直ちに25℃に冷却したプレス成形機で冷却固化させることで、500μmのシートを得た。
次に、小型二軸延伸機を用いて、115℃でMD倍率8.5倍、TD倍率8.5倍に延伸を試みたが、溶融混練による均一化が不充分なため、破膜した。
【0037】
【表1】
【産業上の利用可能性】
【0038】
本発明は、物質の分離や選択透過及び隔離材等に用いられ、特にリチウムイオン電池などのセパレーターとして好適に用いられる、ポリオレフィン製微多孔膜の製造方法として利用される。
【図面の簡単な説明】
【0039】
【図1】孔閉塞温度(℃)及び熱破膜温度(℃)を測定する装置を示す図であり、(A)はその概略図、(B)は微多孔膜をニッケル箔に貼り付けた試料を示す平面図、(C)は窓の部分を残してマスキングされたニッケル箔を示す平面図である。
【符号の説明】
【0040】
1 微多孔膜
2A ニッケル箔
2B ニッケル箔
3A ガラス板
3B ガラス板
4 電気抵抗測定装置
5 熱電対
6 温度計
7 データーコレクター
8 オーブン
【特許請求の範囲】
【請求項1】
ポリオレフィンを加熱した過剰量の可塑剤に浸漬し、少なくともポリオレフィンの一部を可塑剤により膨潤させた後、余剰の可塑剤を濾過し、得られた膨潤ポリオレフィンを含むポリオレフィンを溶融混練したのち押出し、延伸と可塑剤抽出を行うことを特徴とする、ポリオレフィン製微多孔膜の製造方法。
【請求項2】
ポリオレフィンを加熱した過剰量の可塑剤に浸漬し、少なくともポリオレフィンの一部を可塑剤により膨潤させた後、余剰の可塑剤を濾過し、得られた膨潤ポリオレフィンを含むポリオレフィンを溶融混練したのち押出し、冷却固化し、少なくとも一軸方向に延伸を行い、可塑剤抽出を行うことを特徴とする、ポリオレフィン製微多孔膜の製造方法。
【請求項3】
ポリオレフィンを加熱した過剰量の可塑剤に浸漬し、少なくともポリオレフィンの一部を可塑剤により膨潤させた後、余剰の可塑剤を濾過し、得られた膨潤ポリオレフィンを含むポリオレフィンを溶融混練したのち押出し、溶融状態で少なくとも一軸方向に延伸を行い、可塑剤抽出を行うことを特徴とする、ポリオレフィン製微多孔膜の製造方法。
【請求項4】
膨潤させるポリオレフィンが、ペレット状であることを特徴とする請求項1〜3のいずれかに記載のポリオレフィン製微多孔膜の製造方法。
【請求項1】
ポリオレフィンを加熱した過剰量の可塑剤に浸漬し、少なくともポリオレフィンの一部を可塑剤により膨潤させた後、余剰の可塑剤を濾過し、得られた膨潤ポリオレフィンを含むポリオレフィンを溶融混練したのち押出し、延伸と可塑剤抽出を行うことを特徴とする、ポリオレフィン製微多孔膜の製造方法。
【請求項2】
ポリオレフィンを加熱した過剰量の可塑剤に浸漬し、少なくともポリオレフィンの一部を可塑剤により膨潤させた後、余剰の可塑剤を濾過し、得られた膨潤ポリオレフィンを含むポリオレフィンを溶融混練したのち押出し、冷却固化し、少なくとも一軸方向に延伸を行い、可塑剤抽出を行うことを特徴とする、ポリオレフィン製微多孔膜の製造方法。
【請求項3】
ポリオレフィンを加熱した過剰量の可塑剤に浸漬し、少なくともポリオレフィンの一部を可塑剤により膨潤させた後、余剰の可塑剤を濾過し、得られた膨潤ポリオレフィンを含むポリオレフィンを溶融混練したのち押出し、溶融状態で少なくとも一軸方向に延伸を行い、可塑剤抽出を行うことを特徴とする、ポリオレフィン製微多孔膜の製造方法。
【請求項4】
膨潤させるポリオレフィンが、ペレット状であることを特徴とする請求項1〜3のいずれかに記載のポリオレフィン製微多孔膜の製造方法。
【図1】

【公開番号】特開2006−45328(P2006−45328A)
【公開日】平成18年2月16日(2006.2.16)
【国際特許分類】
【出願番号】特願2004−227524(P2004−227524)
【出願日】平成16年8月4日(2004.8.4)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成18年2月16日(2006.2.16)
【国際特許分類】
【出願日】平成16年8月4日(2004.8.4)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]