
ポリカーボネート樹脂ペレットの製造方法
【課題】塩素化合物等の不純物含有量が極めて少なく、樹脂の劣化が少なくて黄変の発生がなく、ペレット外観が良好で、樹脂添加剤フリーで使用可能なポリカーボネート樹脂ペレットの提供。
【解決手段】1)特定の粉粒体形状のポリカーボネート樹脂を用い、2)酸素濃度が3容量%以下の不活性ガス雰囲気中を50cm以上落下移動させ、3)押出機の混練ゾーンにおいて、電気伝導度が30μS/cm以下の水を特定量注入し、4)ベント口を減圧状態にして吸引すると共に、樹脂中の水分濃度を10〜200ppmに調整し、5)ダイから押し出されたストランドを電気伝導度が30μS/cm以下の水中で冷却し、6)ストランドを70℃〜130℃でカッティングし、10〜200ppm含水するペレットを得、7)該ぺレットを湿潤雰囲気下で含水させ、元の含水率を超え、1300ppm以下に調整することを特徴とするポリカーボネート樹脂ペレットの製造方法。
【解決手段】1)特定の粉粒体形状のポリカーボネート樹脂を用い、2)酸素濃度が3容量%以下の不活性ガス雰囲気中を50cm以上落下移動させ、3)押出機の混練ゾーンにおいて、電気伝導度が30μS/cm以下の水を特定量注入し、4)ベント口を減圧状態にして吸引すると共に、樹脂中の水分濃度を10〜200ppmに調整し、5)ダイから押し出されたストランドを電気伝導度が30μS/cm以下の水中で冷却し、6)ストランドを70℃〜130℃でカッティングし、10〜200ppm含水するペレットを得、7)該ぺレットを湿潤雰囲気下で含水させ、元の含水率を超え、1300ppm以下に調整することを特徴とするポリカーボネート樹脂ペレットの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリカーボネート樹脂ペレットの製造方法に関し、さらに詳しくは、塩素化合物等の不純物含有量が極めて少なく、また樹脂の劣化が少なく黄変の発生がなく、ペレット外観が良好で、樹脂添加剤フリーで使用可能なポリカーボネート樹脂ペレットを製造する方法に関する。
【背景技術】
【0002】
ポリカーボネート樹脂は、汎用エンジニアリングプラスチックとして透明性、耐衝撃性、耐熱性、寸法安定性などに優れ、その優れた特性から、電気・電子・OA機器部品、機械部品、車輌用部品等の幅広い分野で使用されている。
電気電子機器には、シリコンウエハー、ディスク基板、データ記憶用ハードディスク、光記憶用ディスク、ICチップ、LCD用高機能基板ガラス等々の各種電気電子機器部品が部品として使用される。電気電子機器の製造においては、これら部品を組み立てラインに供するため、これら部品を運搬、移送する必要性があり、そのための搬送用ケースが用いられ、その材料としては、従来から、ポリカーボネート樹脂等の各種熱可塑性樹脂が用いられてきた。
【0003】
近年、電気電子機器部品は、その高性能化のための微細化、高密度化、高集積化にともない、製造環境、保管・移動中に発生、接触する汚染物質が、電気電子機器製品の歩留まり、品質、信頼性に大きな影響を及ぼすようになってきており、電気電子機器部品の微細化・高密度化・高集積化が進むにつれて、より高度な清浄度が必要になってきている。
【0004】
ポリカーボネート樹脂、特に芳香族ジヒドロキシ化合物とホスゲンをメチレンクロライド溶媒中で反応させる、いわゆる界面重合法によるものは、僅かながらではあるが、メチレンクロライドやその他の塩素化合物を含有しており、またこれらの塩素化合物は溶融時に分解して酸性物質を発生させる。ポリカーボネート樹脂材料からこれら汚染原因物質を除去することにより、これを用いた搬送用ケースの信頼性を向上させることが期待される。
【0005】
ポリカーボネート樹脂に関するこのような問題を解決するために、溶融押出時に水を添加して不純物を除去する方法(例えば特許文献1参照)が知られ、さらに、特許文献2では、水添加の水を発泡させる方法が提案されている。しかしながら、これらの方法によるだけでは、その清浄度は、高度なレベルが要求される搬送用ケース等においては、十分といえる清浄度ではなく、さらに高レベルの清浄度を有するポリカーボネート樹脂成形材料を効率良く製造する方法が望まれていた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公平5−48162号報
【特許文献2】特許第3776746号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、上記従来技術の問題点に鑑み、塩素化合物等の不純物含有量が極めて少なく、また樹脂の劣化が少なく黄変の発生がなく、ペレット外観が良好で、樹脂添加剤フリーで使用可能なポリカーボネート樹脂ペレットを製造する方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を達成すべく、鋭意検討を重ねた結果、特定の比表面積と粒径のポリカーボネート樹脂を用い、それぞれ特定の、不活性ガス処理工程、水注入工程、減圧吸引工程、冷却工程、カッティング工程、熟成工程を組み合わせることにより、今まで達成できなかった極めて低いレベルの不純物含有量のポリカーボネート樹脂ペレットを得ることができることを見出し、本発明を完成させるに至った。
【0009】
すなわち、本発明の第1の発明によれば、微量のメチレンクロライドを含有するポリカーボネート樹脂から、メチレンクロライド含有量が低減されたポリカーボネート樹脂ペレットを製造する方法であって、
1)微量のメチレンクロライドを含有するポリカーボネートとして比表面積が0.008m2/g以上で、50質量%以上が200〜2,000μmの粒径を有する粉粒体形状のポリカーボネート樹脂を用い、
2)粉粒体形状のポリカーボネート樹脂を、酸素濃度が3容量%以下の不活性ガス雰囲気中を50cm以上落下移動させる不活性ガス処理工程、
3)不活性ガス処理された粉粒体形状のポリカーボネート樹脂をベント式押出機に供給し、混練ゾーンにおいて、電気伝導度が30μS/cm以下である水を、ポリカーボネート樹脂100質量部に対し0.1〜2質量部注入する工程、
4)押出機の水注入部より下流側に設けられたベント口を減圧状態にして吸引することにより、溶融状態の樹脂から前記水と共にメチレンクロライドを吸引除去すると共に、樹脂中の水分濃度を10〜200ppmに調整する工程、
5)押出機のダイから押し出されたストランド状の溶融樹脂を電気伝導度が30μS/cm以下である水中に導入して冷却する工程、
6)ストランドを70℃〜130℃の範囲でカッティングし、水分を10〜200ppm含水するペレットを得る工程、
7)得られた、水分を10〜200ppm含有するペレットを湿潤雰囲気下に置くことにより更に含水させ、含水率を、ペレットの元の含水率を超え、1300ppm以下に調整する熟成工程
を含むことを特徴とするポリカーボネート樹脂ペレットの製造方法が提供される。
【0010】
また、本発明の第2の発明によれば、第1の発明において、熟成工程を経て得られた含水状態のペレットを乾燥する乾燥工程を更に行うことを特徴とするポリカーボネート樹脂ペレットの製造方法が提供される。
【0011】
また、本発明の第3の発明によれば、第1または2の発明において、粉粒体形状のポリカーボネート樹脂を不活性ガスで処理するに当たり、粉流体を落下状態で供給し、不活性ガスを下方から、粉粒体に対して向流となるように供給することを特徴とするポリカーボネート樹脂ペレットの製造方法が提供される。
【0012】
また、本発明の第4の発明によれば、第1〜3のいずれかの発明において、ベント式押出機のバレル中の酸素濃度を3容量%以下とすることを特徴とするポリカーボネート樹脂ペレットの製造方法が提供される。
【0013】
また、本発明の第5の発明によれば、第1〜4のいずれかの発明において、水を注入する混練ゾーンが、樹脂の充満領域であり、樹脂圧力が0.5〜10MPaの範囲であることを特徴とするポリカーボネート樹脂ペレットの製造方法が提供される。
【0014】
また、本発明の第6の発明によれば、第1〜5のいずれかの発明において、押出機の減圧部での樹脂充満率が5〜30容量%である領域の長さが、8.0D(Dは押出機のシリンダー内径)以上であることを特徴とするポリカーボネート樹脂ペレットの製造方法が提供される。
【0015】
また、本発明の第7の発明によれば、第1〜6のいずれかの発明において、ストランドを冷却する水の温度が30〜90℃であることを特徴とするポリカーボネート樹脂ペレットの製造方法が提供される。
【0016】
また、本発明の第8の発明によれば、第1〜7のいずれかの発明の製造方法で製造されたポリカーボネート樹脂ペレットが提供される。
【0017】
さらに、本発明の第9の発明によれば、第8の発明のポリカーボネート樹脂ペレットを用いたことを特徴とする電気電子機器部品搬送用ケースが提供される。
【発明の効果】
【0018】
本発明の熱可塑性樹脂組成物成形体の製造方法によれば、塩素化合物等の不純物含有量が極めて少なく、また樹脂の劣化が少なく黄変の発生がなく、ペレット外観が良好で、特に電気電子機器部品搬送用ケース等に好適な、樹脂添加剤フリーで使用可能なポリカーボネート樹脂ペレットを製造することができる。
【図面の簡単な説明】
【0019】
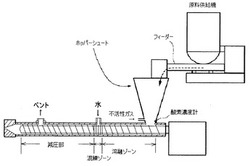
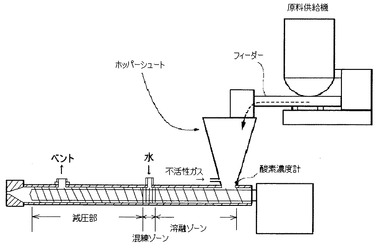
【図1】本発明に適用可能な供給機−ホッパー−押出機の構成例を示す図である。
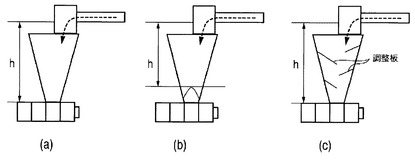
【図2】(a)及び(b)は本発明における落下距離の定義を説明する図、(c)はポリカーボネート樹脂を段階的に落下させるためにホッパーシュート内に設ける部材の例を示す図である。
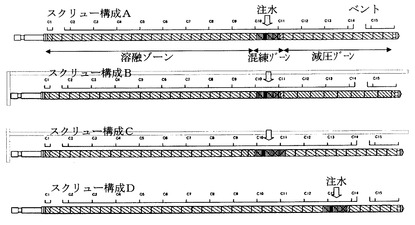
【図3】本発明の実施例において使用した押出機のスクリュー構成を示す図である。
【発明を実施するための形態】
【0020】
以下、本発明について実施形態および例示物を示して詳細に説明するが、本発明は当該実施形態及び例示物等に限定して解釈されるものではない。
なお、本願明細書において、「〜」とは、特に断りのない限り、その前後に記載される数値を下限値および上限値として含む意味で使用される。また、「ppm」は、質量ppmを意味する。
【0021】
本発明は、微量のメチレンクロライドを含有するポリカーボネート樹脂から、メチレンクロライド含有量が低減されたポリカーボネート樹脂ペレットを製造する方法であって、
1)微量のメチレンクロライドを含有するポリカーボネートとして比表面積が0.008m2/g以上で、50質量%以上が200〜2,000μmの粒径を有する粉粒体形状のポリカーボネート樹脂を用い、
2)粉粒体形状のポリカーボネート樹脂を、酸素濃度が3質量%以下の不活性ガス雰囲気中を50cm以上落下移動させる不活性ガス処理工程、
3)不活性ガス処理された粉粒体形状のポリカーボネート樹脂をベント式押出機に供給し、混練ゾーンにおいて、電気伝導度が30μS/cm以下である水を、ポリカーボネート樹脂100質量部に対し0.1〜2質量部注入する工程、
4)押出機の水注入部より下流側に設けられたベント口を減圧状態にして吸引することにより、溶融状態の樹脂から前記水と共にメチレンクロライドを吸引除去すると共に、樹脂中の水分濃度を10〜200ppmに調整する工程、
5)押出機のダイから押し出されたストランド状の溶融樹脂を電気伝導度が30μS/cm以下である水中に導入して冷却する工程、
6)ストランドを70℃〜130℃の範囲でカッティングし、水分を10〜200ppm含水するペレットを得る工程
7)得られた、水分を10〜200ppm含有するペレットを湿潤雰囲気下に置くことにより更に含水させ、含水率を、ペレットの元の含水率を超え、1300ppm以下に調整する熟成工程
を含むことを特徴とする。
【0022】
本発明に使用するポリカーボネート樹脂(A)としては、芳香族ポリカーボネート樹脂、脂肪族ポリカーボネート樹脂、芳香族−脂肪族ポリカーボネート樹脂が挙げられ、好ましくは、芳香族ポリカーボネート樹脂であり、具体的には、芳香族ジヒドロキシ化合物をホスゲン又は炭酸のジエステルと反応させることによって得られる熱可塑性芳香族ポリカーボネート重合体又は共重合体が用いられる。
【0023】
芳香族ジヒドロキシ化合物としては、2,2−ビス(4−ヒドロキシフェニル)プロパン(ビスフェノールA)、テトラメチルビスフェノールA、α,α´−ビス(4−ヒドロキシフェニル)−p−ジイソプロピルベンゼン、ハイドロキノン、レゾルシノール、4,4´−ジヒドロキシジフェニルなどが挙げられる。また、ジヒドロキシ化合物の一部として、上記の芳香族ジヒドロキシ化合物にスルホン酸テトラアルキルホスホニウムが1個以上結合した化合物、又はシロキサン構造を有する両末端フェノール性OH基含有のポリマーもしくはオリゴマー等を併用すると、難燃性の高いポリカーボネート樹脂を得ることができる。
本発明で用いるポリカーボネート樹脂の好ましい例としては、ジヒドロキシ化合物として2,2−ビス(4−ヒドロキシフェニル)プロパン、又は2,2−ビス(4−ヒドロキシフェニル)プロパンと他の芳香族ジヒドロキシ化合物とを併用したポリカーボネート樹脂が挙げられる。
【0024】
ポリカーボネート樹脂の製造方法は、特に制限はないが、通常、界面重合法(ホスゲン法)または溶融法(エステル交換法)の方法で製造される。
【0025】
界面重合法における重合反応は、反応に不活性な有機溶媒、アルカリ水溶液の存在下で、通常pHを9以上に保ち、芳香族ジヒドロキシ化合物、ならびに、必要に応じて分子量調整剤(末端停止剤)および芳香族ジヒドロキシ化合物の酸化防止のための酸化防止剤を用い、ホスゲンと反応させた後、第三級アミンまたは第四級アンモニウム塩等の重合触媒を添加し、界面重合を行うことによってポリカ−ボネ−ト樹脂を得る。分子量調節剤の添加は、ホスゲン化時から重合反応開始時までの間であれば特に限定されない。なお、反応温度は、例えば、0〜40℃で、反応時間は、例えば、数分(例えば、10分)〜数時間(例えば、6時間)である。
【0026】
ここで、反応に不活性な有機溶媒としては、ジクロロメタン、1,2−ジクロロエタン、クロロホルム、モノクロロベンゼン、ジクロロベンゼン等の塩素化炭化水素などが挙げられる。また、アルカリ水溶液に用いられるアルカリ化合物としては、水酸化ナトリウム、水酸化カリウム等のアルカリ金属の水酸化物が挙げられる。
【0027】
分子量調節剤としては、一価のフェノ−ル性水酸基を有する化合物が挙げられ、m−メチルフェノ−ル、p−メチルフェノ−ル、m−プロピルフェノ−ル、p−プロピルフェノ−ル、p−tert−ブチルフェノ−ルおよびp−長鎖アルキル置換フェノ−ルなどが好ましく挙げられる。分子量調節剤の使用量は、芳香族ジヒドロキシ化合物100モルに対して、好ましくは50〜0.5モル、より好ましくは30〜1モルである。
【0028】
重合触媒としては、トリメチルアミン、トリエチルアミン、トリブチルアミン、トリプロピルアミン、トリヘキシルアミン、ピリジン等の第三級アミン類、トリメチルベンジルアンモニウムクロライド、テトラメチルアンモニウムクロライド、トリエチルベンジルアンモニウムクロライド等の第四級アンモニウム塩などが挙げられる。
【0029】
溶融法について説明すると、この製造方法における重合反応は、例えば、炭酸ジエステルと芳香族ジヒドロキシ化合物とのエステル交換反応である。炭酸ジエステルとしては、ジメチルカ−ボネ−ト、ジエチルカ−ボネ−ト、ジ−tert−ブチルカ−ボネ−ト等の炭酸ジアルキル化合物、ジフェニルカ−ボネ−トおよびジトリルカ−ボネ−ト等の置換ジフェニルカ−ボネ−ト等が例示される。炭酸ジエステルは、好ましくはジフェニルカ−ボネ−トまたは置換ジフェニルカ−ボネ−トであり、より好ましくはジフェニルカ−ボネ−トである。
【0030】
溶融エステル交換反応においては、通常、炭酸ジエステルと芳香族ジヒドロキシ化合物との混合比率や、エステル交換反応時の減圧度を調整して、所望の分子量および末端水酸基量を調整した芳香族ポリカーボネート樹脂を得ることができる。通常、溶融エステル交換反応においては、芳香族ジヒドロキシ化合物1モルに対して、炭酸ジエステルを等モル量以上用い、中でも1.001〜1.3モル、特に1.01〜1.2モル用いることが好ましい。また、より積極的な調整方法としては、反応時に別途、末端停止剤を添加する方法が挙げられ、この際の末端停止剤としては、一価フェノール類、一価カルボン酸類、炭酸ジエステル類が挙げられる。
【0031】
本発明で使用するポリカーボネート樹脂は、上記界面重合法および溶融重合法のいずれで製造されたものでもよい。しかしながら、前記したように、界面重合法により製造されたポリカーボネート樹脂中には、重合溶媒、触媒、触媒失活剤および反応副生成物などに由来する塩化メチレンや未反応残基であるクロロホーメート基含有化合物等の塩素化合物を少なからず含有しており、本発明の対象とするに好ましい。そのため、本発明の方法は、界面重合法により製造されたポリカーボネート樹脂を使用するのに適している。
【0032】
ポリカーボネート樹脂の分子量は、溶媒としてメチレンクロライドを用い、25℃の温度で測定した溶液粘度より換算した粘度平均分子量で、通常10,000〜50,000の範囲であり、15,000〜30,000の範囲のものが好適であり、17,500〜27,000の範囲のものがより好適である。粘度平均分子量が10,000未満では機械的強度に劣り、50,000を越えると成形加工性に劣るので好ましくない。
【0033】
本発明で用いるポリカーボネート樹脂は、微量のメチレンクロライドを含有するものを対象にするが、ここで微量とは、塩素原子量に換算して、200ppm以下の塩素含有化合物を含有することをいう。界面重合法によるポリカーボネート樹脂は、重合系から取り出された際には、通常20ppm以上の塩素含有化合物を含有している。原料ポリカーボネート樹脂中のメチレンクロライドの通常の含有量は、10〜100ppmである。また塩素原子量に換算して200ppmを著しく超えて塩素含有化合物を含有するポリカーボネート樹脂では、本発明の方法を適用しても、それを本発明の目的に適う3ppm程度以下にするのは、難しくなる。
【0034】
本発明において、ポリカーボネート樹脂は粉粒体形状を有するものとして、使用する。
具体的には、ポリカーボネート樹脂は、その50質量%以上が、JIS K0069(ふるい分け試験方法)に準拠した方法で測定した粒径分布で200〜2,000μm、好ましくは300〜2,000μm、さらに好ましくは400〜2,000μmの範囲内である粉粒体である。200μm未満や2,000μmを超える粒径を有する樹脂が50質量%を超えて含まれると、200μm未満の粒径を有する成分が舞い上がりやすく、フィーダーから押出機に定量的に供給することが困難になる。また、2,000μmを超える粒径を有する成分については、次の不活性ガスによる処理の効果が乏しくなる。
【0035】
また、ポリカーボネート樹脂は、さらに、BET多点法により求めた比表面積が0.008m2/g以上であり、好ましくは0.01m2/g以上、更に好ましくは0.012m2/g以上である。比表面積が0.008m2/g未満と小さい場合、次の不活性ガスによる処理の効果が発現しにくい。
【0036】
なお、本発明における粉粒体形状とは、上記のような微細な粒径分布を有する微粒であれば特に制限はなく、いわゆる粉体や、微細なペレット等の粒状物、顆粒状物、フレーク状物等をいう。
【0037】
また、ポリカーボネート樹脂は、半導体基板用容器等の、特に塩素等の半導体汚染物質の少ないことが要求される用途に用いられる場合は、汚染物質となる可能性のある添加剤等もなるべく添加せずに、所謂「添加剤フリー」で使用されるが、用途により、熱安定剤、酸化防止剤、離型剤、紫外線吸収剤、蛍光増白剤、顔料、染料、他のポリマー、難燃剤、耐衝撃改良剤、帯電防止剤、可塑剤、相溶化剤などの添加剤を含有することができる。これらの添加剤は一種または二種以上を配合してもよい。これらのうち、特に、熱安定剤と酸化防止剤を用いることが好ましい。
【0038】
熱安定剤としては、特に制限はないが、例えばリン系化合物が好ましく挙げられる。リン系化合物としては、公知の任意のものを使用できる。具体例を挙げると、リン酸、ホスホン酸、亜燐酸、ホスフィン酸、ポリリン酸などのリンのオキソ酸、酸性ピロリン酸ナトリウム、酸性ピロリン酸カリウム、酸性ピロリン酸カルシウムなどの酸性ピロリン酸金属塩、リン酸カリウム、リン酸ナトリウム、リン酸セシウム、リン酸亜鉛など第1族または第10族金属のリン酸塩、有機ホスフェート化合物、有機ホスファイト化合物、有機ホスホナイト化合物などが挙げられる。
【0039】
なかでも、トリフェニルホスファイト、トリス(モノノニルフェニル)ホスファイト、トリス(モノノニル/ジノニル・フェニル)ホスファイト、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、モノオクチルジフェニルホスファイト、ジオクチルモノフェニルホスファイト、モノデシルジフェニルホスファイト、ジデシルモノフェニルホスファイト、トリデシルホスファイト、トリラウリルホスファイト、トリステアリルホスファイト、2,2−メチレンビス(4,6−ジ−tert−ブチルフェニル)オクチルホスファイト等の有機ホスファイトが好ましい。
【0040】
熱安定剤の含有量は、ポリカーボネート樹脂100質量部に対して、通常0.001質量部以上、好ましくは0.01質量部以上、より好ましくは0.03質量部以上であり、また、通常1質量部以下、好ましくは0.7質量部以下、より好ましくは0.5質量部以下である。熱安定剤が少なすぎると熱安定効果が不十分となる可能性があり、熱安定剤が多すぎると効果が頭打ちとなり経済的でなくなる可能性がある。
【0041】
また、酸化防止剤としては、例えばヒンダードフェノール系酸化防止剤が好ましく挙げられる。その具体例としては、ペンタエリスリトールテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート、チオジエチレンビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、N,N´−ヘキサン−1,6−ジイルビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニルプロピオナミド)、2,4−ジメチル−6−(1−メチルペンタデシル)フェノール、ジエチル[[3,5−ビス(1,1−ジメチルエチル)−4−ヒドロキシフェニル]メチル]ホスフォエート、3,3´,3´´,5,5´,5´´−ヘキサ−tert−ブチル−a,a´,a´´−(メシチレン−2,4,6−トリイル)トリ−p−クレゾール、4,6−ビス(オクチルチオメチル)−o−クレゾール、エチレンビス(オキシエチレン)ビス[3−(5−tert−ブチル−4−ヒドロキシ−m−トリル)プロピオネート]、ヘキサメチレンビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、1,3,5−トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)−1,3,5−トリアジン−2,4,6(1H,3H,5H)−トリオン,2,6−ジ−tert−ブチル−4−(4,6−ビス(オクチルチオ)−1,3,5−トリアジン−2−イルアミノ)フェノール等が挙げられる。
【0042】
なかでも、ペンタエリスリトールテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネートが好ましい。このようなフェノール系酸化防止剤としては、具体的には、例えば、チバ・スペシャルテイ・ケミカルズ社製「イルガノックス1010」(登録商標、以下同じ)、「イルガノックス1076」、アデカ社製「アデカスタブAO−50」、「アデカスタブAO−60」等が挙げられる。
なお、酸化防止剤は、1種が含有されていてもよく、2種以上が任意の組み合わせ及び比率で含有されていても良い。
【0043】
酸化防止剤の含有量は、ポリカーボネート樹脂100質量部に対して、通常0.001質量部以上、好ましくは0.01質量部以上であり、また、通常1質量部以下、好ましくは0.5質量部以下である。酸化防止剤の含有量が前記範囲の下限値以下の場合は、酸化防止剤としての効果が不十分となる可能性があり、酸化防止剤の含有量が前記範囲の上限値を超える場合は、効果が頭打ちとなり経済的でなくなる可能性がある。
【0044】
さらに、本発明におけるポリカーボネート樹脂は、バージン原料だけでなく、使用済みの製品から再生されたポリカーボネート樹脂、いわゆるマテリアルリサイクルされたポリカーボネート樹脂を使用してもよく、また、製品の不適合品、スプルー、ランナー等から得られた粉砕品またはそれらを溶融して得た粉粒体等も使用可能である。再生されたポリカーボネート樹脂は、再生品ではない分粒体形状のポリカーボネート樹脂に混合して用いられ、混合量としては、全ポリカーボネート樹脂成分の80質量%以下であることが好ましく、より好ましくは50質量%以下、特には30質量%である。
【0045】
粉粒体形状のポリカーボネート樹脂は先ず、不活性ガスで処理される。
不活性ガスによる処理はポリカーボネート樹脂を特定の形状として、かつ特定の状態で行われる。
具体的には、微量のメチレンクロライドを含有するポリカーボネートとして比表面積が0.008m2/g以上で、50質量%以上が200〜2,000μmの粒径とした粉粒体形状のポリカーボネート樹脂を用意し、このような粉粒体形状のポリカーボネート樹脂を、酸素濃度が3容量%以下の不活性ガス雰囲気中を50cm以上落下移動させることによって行う。
【0046】
ポリカーボネート樹脂をこのような特殊な形状とする理由は不活性ガスに接触する面積(表面)を大きくし、不活性ガスにより粉粒体の表面に残存する酸素を効率的に除去するためであり、また、落下移動させるのは、粉粒体を流動状態として不活性ガス中を移動させることにより処理効率を上げるためである。
ちなみに、容器中に粉粒体形状のポリカーボネート樹脂を収容し、容器中の雰囲気を不活性ガスで置換する方式では十分な処理が難しいとの結果が得られている。
落下移動は粉粒体形状のポリカーボネート樹脂を縦に載置した管状部材に下方から不活性ガスを流し、上方から定量供給機等で粉粒体形状のポリカーボネート樹脂を供給し、不活性ガス中を落下状態で移動させることによって行えば良い。
具体的には、50cm以上の高さのホッパー(押出し機のホッパー)の上から粉粒体形状のポリカーボネート樹脂を供給し落下させ、ホッパーの根元から不活性ガスを供給する方式が簡便な方式として挙げられる。
【0047】
以下、図面を用いて具体的な例につき説明する。
このような粉粒体形状のポリカーボネート樹脂は、原料供給機に貯蔵され、そこからフィーダー(定量供給機)によって、押出機上に設置されたホッパーシュートに供給される。
図1は、本発明に適用可能な供給機−ホッパー−押出機の構成例を示す図である。ホッパーシュートの底部は押出機の供給口に接続されており、ポリカーボネート樹脂はホッパーシュートを介して押出機に順次供給され、押出機内で溶融混練されてペレットなどの樹脂成形材料となる。
【0048】
ポリカーボネート樹脂以外の他の成分を配合する場合には、その混合は押出機に投入される前の任意の段階で配合することができる。例えば、タンブラー、ヘンシェルミキサー、ブレンダーによって全成分を配合したのち、必要に応じてフィーダーを介してホッパーシュートに投入し、押出機に供給してもよい。押出機には一軸押出機、二軸押出機などが使用出来る。また、ポリカーボネート樹脂とは別経路でホッパーシュートに供給してもよい。
【0049】
まず、本発明においては、押出機に材料を供給するホッパーシュート内部の雰囲気を、不活性ガスで置換する。本発明において、不活性ガスとは、希ガスに限らず、使用するポリカーボネート樹脂の粉粒体に対して不活性なガスを意味する。不活性ガスとしては、例えば窒素ガス、炭酸ガス、希ガス等が用いられ、特に窒素ガスが好ましく用いられる。
【0050】
本発明において、ホッパーシュート内の雰囲気を置換するためにホッパーシュートへ供給される不活性ガスは乾燥状態で、純度は99容量%以上であることが好ましい。また、図1に点線で示すように、不活性ガスはホッパーシュートの押出機の供給口近くから、あるいはホッパーシュートの上部から供給することが可能であるが、供給口近く(最下部)から供給することが好ましい。これは、ポリカーボネート樹脂を落下させながら樹脂中の空気を雰囲気の不活性ガスと置換する上で、ホッパーシュート下部の雰囲気中に占める不活性ガス濃度が高く維持されることが望ましいからである。
【0051】
ホッパーシュートは、その内部雰囲気の不活性ガス濃度を高く維持しつつ、置換された空気を外部に排出できる程度の気密性を有することが好ましい。不活性ガスは、ホッパーシュート内で置換された空気を排出させつつ、内部雰囲気の酸素濃度が低い状態が維持されるような流量で継続的に供給させる。具体的な流量は、ホッパーシュートの大きさや気密性に応じて適宜決定することができる。
また、本発明においては、粉粒体形状のポリカーボネート樹脂を不活性ガスで処理するに当たり、粉流体を落下状態で供給し、不活性ガスを下方から、粉粒体に対して向流となるように供給することが好ましい。
【0052】
本発明においては、ホッパーシュート内雰囲気における酸素濃度は3容量%以下、好ましくは1容量%以下、より好ましくは0.5容量%以下、最も好ましくは0.1容量%以下となるように不活性ガスを供給することが好ましい。酸素濃度は、例えばホッパーシュート下部、押出機の供給口近傍で測定することができる。酸素濃度が3容量%を超えると、酸化劣化等による黄変の抑制効果、塩素化合物等の除去効果が十分得られない。
なお、不活性ガスは、ホッパーシュート内のみならず、押出機のバレル内にも供給することができる。
なお、前記したように、ポリカーボネート樹脂に他の成分を配合する場合には、ポリカーボネート樹脂については、分散した状態で不活性ガス雰囲気中を通過させてから押出機に供給する。具体的には、内部雰囲気が不活性ガスで置換されたホッパーシュート内を落下させて押出機に供給する。
【0053】
上述のように、本発明では、粉粒体形状のポリカーボネート樹脂を、分散した状態でホッパーシュート内を落下するように供給することが好ましい。ここで、「分散した状態」とは、個々の樹脂粒子の表面が十分に雰囲気と接することが可能な状態を意味するが、特別な供給方法は不要であり、本発明の粉粒体形状のポリカーボネート樹脂を、ホッパー上部からスクリュー式の定量供給装置等を用いて連続的に(又は間歇的に)供給することで分散状態で落下することができる。分散状態ではなく、密集して或いは塊りとなって落下するような場合は好ましくない。
【0054】
ただし、ポリカーボネート樹脂の表面の窪みなどに抱える空気を不活性ガスで十分に置換するため、粉粒体形状のポリカーボネート樹脂が、不活性ガス雰囲気中を鉛直距離で50cm以上、好ましくは80cm以上落下してから押出機の供給口に達するように供給する。
例えば、図1に示すように、フィーダーを用いてポリカーボネート樹脂をホッパーシュートに供給する場合、図2(a)に示すように、フィーダー出口の高さと、押出機の材料供給口(ホッパーシュート底部)との鉛直距離hを50cm以上とする。ただし、図2(b)に示すように、溶融混練する材料がホッパーシュート内に堆積する場合には、フィーダー出口の高さと、堆積した材料の頂点との鉛直距離hを50cm以上とする。
【0055】
例えば、押出機として二軸押出機を用いる場合など、材料を少量ずつ押出機のシリンダー内に供給していく飢餓的材料供給法と呼ばれる飢餓供給(飢餓フィード)を行う場合には、図2(a)の状態となる。また、単軸押出機を用いる場合など、飢餓供給を行わない場合には、図2(b)の状態となる。従って、粉粒体形状のポリカーボネート樹脂がホッパーシュート内で50cm以上落下するように、押出機の種類や飢餓フィードの採用有無、押出速度、材料の供給量を決定する。飢餓フィードとすることにより、安定した押出しが行えることは確認されている。
【0056】
なお、本発明において、粉粒体形状のポリカーボネート樹脂は、不活性ガス雰囲気中を実質的な鉛直距離で50cm以上落下すればよく、落下の過程は特に限定されない。1回で50cm以上落下しなくてもよい。また、例えば図2(c)に示すように、粉粒体形状のポリカーボネート樹脂が段階的(ジグザグ)に落下して押出機の材料供給口に到達するよう、ホッパーシュートの内面に、先端が下方へ傾斜した板状の部材(邪魔板)を1つ以上、何段か設けても良い。ホッパーシュート内に邪魔板が設けられている場合など、複数回段階的に落下した合計距離(ジグザグ距離)が50cm以上であってもよい。なお、落下とは自由落下に限定されず、下方への移動であればよい。従って、邪魔板の上を滑りながら下降した距離も落下距離に含まれる。
【0057】
粉粒体が堆積した状態ではなく、分散した状態で雰囲気(不活性ガス)と接する時間が長い方が、樹脂が含む空気と不活性ガスとの置換が進行するものと考えられる。邪魔板を設けた場合、1回の自由落下で50cm以上落下する場合よりもゆっくりとホッパーシュート内を落下するため、空気と不活性ガスとの置換効率が高くなる。
しかし、本発明が対象とするポリカーボネート樹脂は粒径の小さい粉粒体形状であるため、ペレットのような形状と比較すると空気抵抗が大きく、自由落下のスピードが小さいため、自由落下のみによっても空気が不活性ガスと置換される。
【0058】
このように不活性ガス処理された粉粒体形状のポリカーボネート樹脂は、ベント式の押出機に供給される。そして、その混練ゾーンにおいて水を注入添加すると共にベントで脱気しながらポリカーボネート樹脂を溶融押出しする。
注入する水としては、電気伝導度が30μS/cm以下である水を使用する。電気伝導度が30μS/cmを超えると、得られるポリカーボネート樹脂ペレットの清浄度が悪化する。電気伝導度が得られるポリカーボネート樹脂ペレットの清浄度に影響する機構はまだ明らかではないが、イオン成分とポリカーボネートや不純物との相互作用によるのではと推察している。
水の好ましい電気伝導度は20μS/cm以下、より好ましくは10μS/cm以下、さらに好ましくは5μS/cm以下、特に好ましくは3μS/cm以下、最も好ましくは1μS/cm以下である。
なお、電気伝導度の測定は、導電率計を用い、測定温度25℃で行われる。
【0059】
また、水の注入量は、ポリカーボネート樹脂100質量部に対し0.1〜2質量部である。注入する。水の注入量は、0.1質量部より少ないと水注入添加の効果が発現せず、ポリカーボネート樹脂中の塩素化合物が、塩素原子に換算して3ppm以下になり難く、また2質量部より多くなるとベント部における脱気が不十分になりポリカーボネート樹脂に対し加水分解等の悪影響を及ぼすようになる。また、多量の発生蒸気のために樹脂のベントアップを引き起こす。水の好ましい注入量は、ポリカーボネート樹脂100質量部に対し、0.15〜1.8質量部、より好ましくは0.2〜1.5質量部、さらには0.3〜1.2質量部、特には0.4〜1.0質量部である。
【0060】
本発明で用いるベント付き押出機としては、一軸押出機でも二軸押出機でよいが、二軸押出機が好ましい。また、ベントの数は1箇所でも2箇所以上であってもよく、好ましくは2〜6箇所である。また水を注入添加する箇所は2箇所以上あってもよい。
押出機のスクリューのL/Dとしては、10〜80が好ましく、より好ましくは15〜70、より好ましくは20〜60である。短すぎると脱気が不足しやすく、長すぎると色調が悪化しやすい。
【0061】
水を注入する混練ゾーンは、溶融したポリカーボネート樹脂が一杯に充満したところ(充満域)で行うのが好ましい。充満域とは、混練ゾーンのスクリューの、1ピッチ当たりの空間容量に対する樹脂の量(真密度による容量)の割合(充満率という。単位:容量%)で表すと、95容量%以上、好ましくは98容量%以上、より好ましくは99容量%以上をいい、特には100容量%の完全充満であることが好ましい。
【0062】
水の注入部分の樹脂圧力(混練部のシリンダー内圧力)は、0.5〜10MPaとすることが好ましく、より好ましくは1〜8MPa、より好ましくは2〜7MPaである。ポリカーボネート樹脂の圧力を高めて水を溶融ポリカーボネート樹脂中に分散させる。樹脂圧力が小さすぎるとメチレンクロライドの除去効果が小さく、大きすぎると樹脂が劣化し色調が悪化しやすい。
【0063】
混練ゾーンにおける注水点の上流側には、樹脂圧力が高い域を設け、この下流側に注水点を設けることが好ましい。具体的には、押出機のスクリュー構成を、1)上流側にシールリングを設けた箇所の直後に注水点を設ける、あるいは2)上流方から順送りニーディングエレメントを設け、続いて逆送りニーディングエレメントを設け、この後に注水することが推奨される。
1)の方法は、シールリングとは、スクリューに嵌合されるリング状のものであって、流路の70〜90%程度を閉塞し樹脂の流れを滞留させ、これにより樹脂圧力を高めることができ、この直後の下流側に注水点を設ける。
また、2)の方法は、回転させると樹脂を下流側に送り出す順送りニーディングエレメントを設け、続いてその下流に、回転させると樹脂を上流側に戻そうとする逆送りニーディングエレメントを設けて、樹脂圧を高め、この後に注水する方法である。
【0064】
また、ベント式押出機のバレル(シリンダー)中の酸素濃度は、3容量%以下とすることが好ましい。3容量%以下とすることで、得られるポリカーボネート樹脂ペレットの黄変を防止しやすくなる。
バレル中の酸素濃度を3容量%以下とするには不活性ガスを押出し機のホッパー側(スクリューの根元)から注入すればよい。バレル中の酸素濃度は直接測定するのが困難であれば、大幅な相違は考えられないので、ホッパー下部の酸素濃度で代用する。
【0065】
上記の混練ゾーンにおける水注入の後、押出機の下流側、すなわち押出機の先端部近傍に設けられたベント口を減圧状態にして吸引することにより、溶融状態の樹脂から水と共にメチレンクロライド等の揮発成分を吸引除去する。この吸引により樹脂が充満した混練部分の後から、スクリュー先端の充満域の間の非充満領域が減圧状態(減圧部)となる。
ベント口は、図示しない真空排気装置に連結され、減圧排気が行われる。前工程で水が分散された高温高圧状態のポリカーボネート樹脂は、ベント部では分散された水が急激な減圧により気化膨張し、発泡してポリカーボネート樹脂の表面積を拡大し、表面から水とともにメチレンクロライド等の揮発成分を揮発させる。
ベント口の減圧度は−0.05MPa以下、より好ましくは−0.07MPa以下、更に好ましくは−0.09MPa以下である。
溶融状態のポリカーボネート樹脂中の水分濃度は、押出機中の溶融樹脂を直接測定することは出来ないので、後述するペレット中の水分濃度で代用することとする。ダイ中における溶融樹脂中の水分濃度とペレット中の水分濃度との間に大幅な差が生じることは少ないと考えられる。
【0066】
減圧部の長さは、スクリュー方向に8.0D(Dは押出機のシリンダー内径)以上の長さであることが好ましく、更に12D以上であることが好ましい。また、この減圧部の樹脂充満率は5〜30容量%であることが好ましい。溶融ポリカーボネート樹脂の充填率を充分に低くし、脱気を充分に行うことが好ましいためである。より好ましい樹脂充満率は8〜25容量%、より好ましくは10〜20容量%である。樹脂充満率が5容量%より低くなると処理できる樹脂量が少なくなるために生産性が落ちてしまう。
【0067】
そして、押出し後(直後)のポリカーボネート樹脂中の水分濃度を10〜200ppmに調整する。水分濃度をこのような範囲にするのは、ポリカーボネート樹脂を劣化させることなくメチレンクロライド等を良好に除去するためであり、水分濃度を10ppm未満まで少なくように混練・ベントするとポリカーボネート樹脂が劣化しやすく、200ppmを超えた量とするとメチレンクロライド等も残存してしまう。また、このような範囲の水分含有量とすることで、水の可塑化効果によりストランドカットが安定するという効果も期待できる。
ポリカーボネート樹脂中の水分濃度は、好ましくは15〜150ppmであり、より好ましくは20〜100ppmである。押出し直後のポリカーボネート中の水分率の測定は、ストランドが冷却、カッティングされた後、3分以内に、真空乾燥機に入れ、室温で5分程度乾燥することにより、表面の吸着水のみ乾燥し、微量水分測定装置で測定することができる。
【0068】
次に、ポリカーボネート樹脂は、押出機のダイからストランド状に押出され、水中に導入して冷却される。押出ダイの形状は特に制限はなく、公知のものが使用される。吐出ノズルのダイの直径は、押出し圧、所望するペレットの寸法にもよるが、通常2〜5mm程度である。押出された直後のポリカーボネート樹脂の温度は、通常300℃程度である。
ストランドは、引き取りローラーによって引き取られ、冷却槽に溜められた水中を搬送されるようにして、冷却される。樹脂の劣化を少なくするために、ストランドがダイから押し出されてから水に入るまでの時間は短い方が良い。通常は、ダイから押し出されてから1秒以内に水中に入るのが良い。
【0069】
本発明では、この際、電気伝導度が30μS/cm以下である水中に導入する。使用する水の電気伝導度が30μS/cmを超えると、得られるポリカーボネート樹脂ペレットの清浄度が悪化する。水の好ましい電気伝導度は20μS/cm以下、より好ましくは10μS/cm以下、さらに好ましくは5μS/cm以下、特に好ましくは3μS/cm以下、最も好ましくは1μS/cm以下である。
冷却槽に溜められた水は経時的に劣化し、電気伝導度が上がるが、冷却水を常時供給し、槽から水をオーバーフローさせることにより、電気伝導度を所定の範囲(30μS/cm以下)に保つことができる。また、水槽の温度は位置により変わり、通常ストランドが水槽に入ったところが最も温度が高く、冷却されるに従い水槽の温度も下がる。水槽の温度が低すぎればストランドが過冷却され、水槽の温度が高ければストランドの温度が上がりすぎる。水槽の温度の好ましい範囲は、30℃から90℃、更に好ましい範囲は40℃〜70℃である。
【0070】
このように冷却されたストランドは、引き取りローラーによりペレタイザーに送られ、カッティングされて、ペレットとされる。カッティングは、ストランド温度が70〜130℃、好ましくは75〜125℃の範囲にある時に切断する。そして、水分を10〜200ppm、好ましくは15〜150ppm含有する含水ペレットを得る。得られた含水ペレットは押出機による過剰なせん断履歴を経ていないので、大幅な分子量低下や加水分解を起こすことなく、清浄度の高いペレットとなる。
ストランド温度が70℃を下回るとストランドが硬くなりすぎ、ペレタイザーで切断時に割れ、欠けが発生し易い、130℃を超えるとストランドが柔らかくなり、切断面にひげが発生したり、ペレットが変形しやすくなる。
なお、この際のストランド温度は非接触式の温度計によって測定すればよいが、簡便にはカッターによって切断されたペレットを収容する袋や容器中のペレットに温度計を差し込んで測定することによって代用すれば良い。
【0071】
更にカッターにより切断されたペレットを紙袋、紙製ドラム缶、金属容器等に入れ、湿潤した空気と接触させ熟成するのが好ましい。カッターにより切断されたペレットはそのままでは静電気が帯電し、空気中の粉塵や床のゴミを吸着し易い。この静電気を低減するには、除電器(例えば、イオナイザーSJ−M02:株式会社キーエンス製)で積極的に除電する方法もあるが、簡単にはペレットを金属容器等に入れ、湿潤空気と接触させることにより低減することができる。湿潤空気と触れることにより、ペレットの吸着水分量が増し、ペレット表面の電気伝導性が向上し、電荷漏洩の速度が早まること、あるいはペレットの体積的な吸湿により、ペレット全体の電気伝導性が向上することが理由と考えられる。ペレットの容器を金属とすることにより除電効果はより奏功すると考えられる。
いずれにしてもこの熟成工程により、粉塵やゴミの付着の少ない、ペレットを得ることができる。
【0072】
この熟成工程を長時間することにより、含水率が増え、電荷漏洩が進み、ペレットの帯電量が減り、粉塵やゴミの付着の少ないペレットを得ることができる。
その長時間の熟成方法としては、カッターで切断されたペレットが粉塵等で汚染されないうちに水蒸気透過率の比較的大きいポリエチレンの袋等に収容し、日単位、月単位で室内に置いて熟成させる方法である。この長時間処理の場合の温度、湿度は常温、常湿で良いが、勿論調温・調湿された環境で日にち、時間を調整し、含水率をコントロールするのが好ましい。
しかしながら、熟成工程の長さや、含水させる水分量にも限度があり、熟成後の含水率は1300ppm以下であることが望ましい。それを超え含水させると、当該含水したペレットを用いて所望の成形品を成形する時に樹脂が加水分解しやすくなり、成形品強度が低下する問題を生起する。またペレットの成形前に乾燥しても、乾燥に時間を要し生産性が低下する。好ましい含水率は1000ppm以下である。更に好ましくは700ppm以下である。ペレットに含水させることによって帯電防止するが、目標とする帯電量は10kV以下が好ましく、更に好ましくは8kV以下である。
【0073】
ついで、熟成工程を経て得られた含水状態のペレットを乾燥する乾燥工程を更に行う。含水工程は除電して埃の吸着を押さえるのが目的であるが、ペレットを成形して成形品とする場合には含水量が多いとポリカーボネートが加水分解して、黄変等の原因となる。このため、成形品を成形する前に再びペレット中の含水量を調節する。
上記含水させたペレットは、乾燥処理が施され、含水率を50〜200ppmに調節される。乾燥処理は、熱風乾燥器で温度100〜130℃程度、好ましくは105〜125℃の範囲で、通常2〜10時間、好ましくは3〜7時間の範囲で行われる。
【0074】
本発明によって得られたポリカーボネート樹脂ペレット(乾燥処理後のペレット)は、任意の形状に成形して成形体として用いられる。成形体の形状、模様、色彩、寸法などに制限はなく、その成形体の用途に応じて任意に設定すればよい。
成形体の製造方法は、特に限定されず、ポリカーボネート樹脂組成物について一般に採用されている成形法を任意に採用できる。その例を挙げると、射出成形法、超高速射出成形法、射出圧縮成形法、二色成形法、ガスアシスト等の中空成形法、断熱金型を使用した成形法、急速加熱金型を使用した成形法、発泡成形(超臨界流体も含む)、インサート成形、IMC(インモールドコーティング成形)成形法、押出成形法、シート成形法、熱成形法、回転成形法、積層成形法、プレス成形法などが挙げられる。また、ホットランナー方式を使用した成形法を用いることも出来る。
【0075】
特に、本発明のポリカーボネート樹脂ペレットは、塩素化合物等の不純物含有量が極めて少なく、また樹脂の劣化が少なく黄変の発生がなく、樹脂添加剤フリーで使用可能なため、これらの特長を生かして、成形体の高いクリーン度が要求される電気電子機器等において幅広く使用することができ、特に電気電子機器部品搬送用ケースに有用である。
【0076】
電気電子機器部品搬送用ケースを製造するには、樹脂ペレットを、公知の方法で射出成形等により所望形状のケースに成形する。搬送用ケースとは、各種マガジン、トレイ、ボックス、容器等を含む。
なお、ここで電気電子機器部品とは、特に限定されないが、例えば、シリコンウエハー、ハードディスク、各種ディスク基板、ICチップ、LCD用高機能基板ガラス等の各種電気電子機器用の部品をいう。
【実施例】
【0077】
以下、実施例を示して本発明について更に具体的に説明する。ただし、本発明は以下の実施例に限定して解釈されるものではない。
【0078】
以下の実施例および比較例において、ポリカーボネート樹脂として、以下のポリカーボネート樹脂(PC−1)〜(PC−3)を使用した。
【0079】
PC−1:
(ポリカーボネート樹脂(PC−1)の製造)
ハイドロサルファイトが溶解している苛性ソーダ水溶液にビスフェノール−Aを35℃で溶解したのち25℃まで冷却した水溶液と、5℃に冷却した塩化メチレンとを、内径6mmのステンレススチール製のパイプに連続的に供給して混合し、混合液をホモミキサーに通して乳化し、乳濁液を調製した。パイプへの供給量はビスフェノール−A16.31kg/hr、苛性ソーダ5.93kg/hr、水101.1kg/hr、ハイドロサルファイト0.018kg/hr、及び塩化メチレン68.0kg/hrである。
生成した乳濁液を内径6mmのパイプを経て、内径6mm、長さ34mのポリテトラフルオロエチレン樹脂製パイプリアクターに流入させた。パイプリアクターには同時に0℃に冷却した液化ホスゲンを7.5kg/hrで供給して反応させ、オリゴマーを生成させた。パイプリアクターの流速は1.7m/秒である。
なお、パイプリアクターでは温度は60℃まで上昇するが、外部冷却により出口では35℃であった。反応混合物は静置分離して水相と油相とに分離した。得られたオリゴマーのクロロホーメート濃度は0.47N、OH末端濃度は0.23N、オリゴマー濃度は27.7%であった。得られた油相から40kgを分取して、内容積200リットルのファウドラー翼付き反応槽に仕込んだ。次いで、これに塩化メチレン25kg、25%苛性ソーダ水溶液5.75kg、水41kg及びピリジン塩酸塩0.87g(0.020mol%対ビスフェノール−A)の触媒を加え、窒素雰囲気下、10℃で60分間360rpmで撹拌して重合反応を行い、全OH末端(OH末端基濃度:60μeq/g)ポリカーボネート樹脂を生成させた。
【0080】
次いでこの反応混合液に(末端封止剤)のp−t−ブチルフェノール175g(3.92モル%対ビスフェノール−A)、25重量%苛性ソーダ水溶液105g、2重量%トリエチルアミン水溶液218g(0.10モル%対ビスフェノール−A)を添加し、更に1時間、360rpmの撹拌下に反応し続けた。その後、塩化メチレン30kg及び水7kgを加え、室温で20分間撹拌した後静置して、水相と有機相を分離した。この有機相に0.1規定の水酸化ナトリウム水溶液20kgを加えて15分間攪拌した後、静置して水相と有機相とに分離する洗浄操作を3回反復した。アルカリ洗浄後の有機相に0.1規定の塩酸20kgを加えて15分間撹拌した後、静置して水相と有機相とを分離した。この有機相に、純水20kgを加えて15分間撹拌した後、静置して水相と油相とに分離する洗浄操作を3回反復した結果、水相中に塩素イオンが検出されなくなったので、洗浄操作を中止した。有機相からニーダーで塩化メチレンを蒸発させて除き、得られた粉末を乾燥して、ポリカーボネート樹脂(PC−1)を得た。
【0081】
PC−2:
上記PC−1を古川大塚鉄鋼社製のグラニュレーターHB189で、650rpmで粉砕したもの。
PC−3:
上記PC−1を日本製鋼所製TEX30αで、吐出量50kg/hr、スクリュー回転数200rpmで押出し、水槽で冷却し、ストランドカットして得られた粒状物。
【0082】
なお、ポリカーボネート樹脂の比表面積は、試料を110℃、真空下(約1.3Pa以下)で3時間減圧加熱処理を行った後、カンタークローム社製粉体計測計オートソーブ1MPにて、液体窒素温度下で吸着等温線(吸着ガス:クリプトン)を測定し、得られた吸着等温線を用いてBET多点法にて求めた。
また、粒子径は、以下の様にして求めた。
1mm以上のメッシュを用い1mm以上の粒度分布、1mm以下は、レーザー回折散乱式粒度分布測定器(セイシン企業社製LMS−2000e)により粒度分布(湿式法)を求め、そこから体積平均粒子系を求めた。
また、粘度平均分子量は、ウベローデ粘度計を用いて、20℃における極限粘度[η]を測定し、
[η]=1.23×10−4×(Mv)0.83 の式より求めた。
さらに、メチレンクロライド量の測定を、後述の方法により、行った。
ポリカーボネート樹脂PC−1〜PC−3のメチレンクロライド量、粒径、粘度平均分子量を表1に示す。
【0083】
【表1】

【0084】
(実施例1)
噛み合い型同方向二軸スクリューベント式押出機(日本製鋼所製TEX30α、シリンダー長さ52.5D(Dはシリンダー内径))を使用し、図3のスクリュー構成Aを用いた。
図3に示す様に説明上、押出機のホッパー側からダイに向かってC1〜C15まで同一長さで区分けしている。
スクリュー構成Aは、図3に示す各ゾーンごとに、以下のように構成されている。
a)溶融ゾーン:長さ31.5D、リード1.5Dの順送りスクリューを連結した。
b)混練ゾーン:長さ4.0D
送り方向に向かって、順送りニーディングエレメント1D、逆送りニーディングエレメント0.5D及び順送りニーディングエレメント1.0D、直交ニーディングエレメント1.0D、逆送りスクリュー0.5Dからなる。尚、C10シリンダーには液注プラグを取り付け、プランジャーポンプで水を添加した。
c)減圧ゾーン:長さ17.0D、リード1.5Dの順送りスクリューを連結した。この17.0Dを減圧部の長さとした。
C14シリンダーには、減圧ベントを設置し、減圧度は−0.090MPaとした。
【0085】
図1に示した構成において、定量フィーダー(クボタ社製ベルトウェイングフィーダ ワイドレンジ B−WF)の材料供給口から二軸押出機の材料供給口までの距離(高さ)を85cmに設定した。略気密性を有するホッパーシュートを用い、二軸押出機の材料供給口近傍から上向きに、ポリカーボネート樹脂粉粒体と向流となるようにして、窒素ガス(純度99.9容量%)を35リットル/分の流量で供給した。二軸押出機の材料供給口近傍で、窒素ガスの供給口と対応する位置に設けた酸素濃度計(東レ(株)製 ジルコニア式酸素濃度計 LC−750L)により、ホッパーシュート内(ホッパー下部)の酸素濃度を測定し、酸素濃度が0.3容量%であることを確認した。
前記ポリカーボネート樹脂粉粒体(PC−1)を、定量フィーダーにより、窒素置換されたホッパーシュートに供給した。ポリカーボネート樹脂は、ホッパー下部に設けた計量フィーダーがあり、押出機に50kg/hrにて飢餓状態で供給されるようにした。
【0086】
押出機のバレル設定温度を270℃、スクリュー回転数を400rpmとし、混練ゾーンにおいて、図3のスクリュー構成AのC10シリンダーに設置した液注プラグから、プランジャーポンプを用いて、電気伝導度が1.5μS/cmの2床3塔式純水装置で製造したイオン交換水を、ポリカーボネート樹脂100質量部に対し、0.5質量部注入した。なお、電気伝導度は、電気化学計器社製の導電率計を用いて、25℃で測定した。
減圧部ゾーンの樹脂充満率は13容量%で、混練ゾーンの樹脂充満率は99容量%であった。
なお、樹脂の充満率は、以下の式により、求めた。
吐出量(kg/時間)÷{樹脂の比重×(シリンダーの断面積−2つのスクリューの断面積)×リードの長さ×スクリュー回転数(/時間)}
また、樹脂圧センサーで、この注水部分の樹脂圧を測定すると、2.0MPaであった。
【0087】
次いで、C14シリンダーのベント口から、減圧度が−0.09MPaとなるように、真空ポンプで吸引して、水と揮発成分を吸引除去することにより、樹脂中の水分濃度を38ppmになるように調整した。
次に、押出機の先端の押出ノズルから、直径4mmの円形断面のストランドとして押し出した。押出された直後のストランド温度は、310℃であった。
押出されたストランドを、電気伝導度が1.5μS/cmの2床3塔式純水装置で製造したイオン交換水を収容した水槽に導入して冷却した。水槽は水をオーバフローすることにより、温度を40℃〜70℃の範囲に調整した。
ストランドは103℃まで冷却され、ペレタイザーに挿入してカッティングした。ストランド温度が130℃を超えるとカッターに巻きつき良好なペットは得られなかった。切断面にもヒゲが見られた。また、70℃より低いとカッティング時にペレットが割れるなどの不都合を生じ、意匠が低下した。103℃カッティングされたペレットは切断面も美しく良好な形状であった。カッティング後3分以内にペレットを室温の真空乾燥機に室温で5分入れペレット表面に付着した水を取り除きペレットの水分率を測定した。
【0088】
次いで、このペレットをステンレス丸型タンク(10L容積、型式ST−24:湘南科学株から購入)に3kg入れ蓋を開放し、湿潤空気に3時間触れさせ熟成させた。3時間後に取り出したペレットの水分率と帯電量を測定した。結果を表3に示す。
なお、水分率測定は微量水分測定装置(三菱化学社製 CA−100)を用いて測定した。
帯電量はハンディーセンサーSK−030(キーエンス社製)で測定した。
【0089】
また、得られたペレットのメチレンクロライド含有量と溶出塩素濃度は、以下の方法で測定した。
(メチレンクロライドの測定方法)
窒素ガスの70ml/分の流通下で、300℃に設定した気化装置(MCI社製UA−21)の加熱炉に、ペレット4g以上をセットし、発生したガス及び窒素ガスをジオキサン20ml及び内部標準(クロロホルム0.08mg/mlジオキサン溶液)5mlを入れた吸収管(13±1℃に冷却)に60分間導入。得られた吸収液をFlame Ionization Detector付きガスクロマトグラフィ(島津製作所社製GC−14A)にて測定(内部標準法)した。
測定条件は以下の通りである。
カラム
・SUSカラム 3mmφ×2m
・充填剤 silicone DC−550 25%
80/100mesh
Celite545 sk DMCS
・カラム温度 60℃
インジェクション温度 250℃
ディテクター温度 250℃
・ガス 空気 0.60kg/cm2
水素 0.60kg/cm2
キャリアガス(ヘリウム) 1.15kg/cm2
・試料注入量 3μL
【0090】
(溶出塩素濃度の測定方法)
純水で洗浄済みの蓋付きポリプロピレン製容器にペレット50gと純水100gを仕込み、50℃のクリーンオーブン内に3時間保持後、ペレットと水相を分離し、得られた水相を濃縮モジュール(日本ダイオネクス社製試料濃縮モジュールSPU−300)を具備したイオンクロマトグラフ(日本ダイオネクス社製イオンクロマトグラフDX−AQ)を用い、液相中の塩素イオン成分を測定(絶対検量線法)した。測定条件は以下の通りである。
・カラム 日本ダイオネクス社製分析カラム AS12A
日本ダイオネクス社製ガードカラム AG12A
日本ダイオネクス社製濃縮カラム AG4A−SC
・サプレッサー 日本ダイオネクス社製サプレッサーASRS300 4mm
・溶離液 2.7mM炭酸ナトリウム+0.3mM炭酸水素ナトリウム
・溶離液流量 1.5ml/分
・試料注入量(濃縮装置設定条件) 1.5ml/分にて4分間、濃縮カラムに流通・濃縮
・検出感度 RANGE:3μS 温度補正:1.7/℃
・サプレッサー電流値 50mA
【0091】
さらに、得られたペレットを、120℃で5時間加熱乾燥し、住友重機社製射出成形機SH100を用い、シリンダー温度290℃、金型温度80℃の条件で、100mm×100mm×3mmの平板状の成形品を成形した。シルバー(銀条)や気泡の発生がない良好な成形品が得られた。
【0092】
得られた平板状成形品を用いて、色調(イエローインデックス(YI値))の測定を行った。
イエローインデックス(YI値)は、JIS K−7105に準じ、上記3mm厚の平板を試験片とし、日本電色工業社製のSE2000型分光式色彩計で測定した。
以上の評価結果を表3に示した。
【0093】
(実施例2)
PC−1の代わりにPC−2を使用した以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
(実施例3)
窒素ガスの供給量を増やし、ホッパーシュート内の酸素濃度を0.1容量%以下とした以外は実施例1と同様にして、ぺレットの製造を行った。結果を表3に示す。
(実施例4)
窒素ガスの供給量を減らし、ホッパーシュート内の酸素濃度を2.1容量%とした以外は実施例1と同様にして、ぺレットの製造を行った。結果を表3に示す。
【0094】
(実施例5)
定量フィーダー(クボタ社製 ベルトウェイングフィーダ ワイドレンジ B−WF)の材料供給口から二軸押出機の材料供給口までの距離(高さ)を60cmに設定した以外は実施例1と同様にして、ぺレットの製造を行った。結果を表3に示す。
【0095】
(実施例6)
注水量を0.2質量部にした以外は実施例1と同様にして、ぺレットの製造を行った。結果を表3に示す。
(実施例7)
注水量を1.5質量部とした以外は実施例1と同様にして、ぺレットの製造を行った。結果を表3に示す。
【0096】
(実施例8)
混床式純水装置で作られた電気伝導度0.5μS/cmの純水を注水した以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
【0097】
(実施例9)
二床三塔型純水装置による純水と水道水とを混ぜて、電気伝導度9μS/cmの水を注水した以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
(実施例10)
二床三塔型純水装置による純水と水道水とを混ぜて、電気伝導度17μS/cmの水を注水した以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
【0098】
(実施例11)
水槽に混床式純水装置で作られた電気伝導度0.5μS/cmの純水を満たし、ストランドを冷却した以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
(実施例12)
水槽に二床三塔型純水装置による純水と水道水とを混ぜて、電気伝導度9μS/cmの水を満たし、ストランドを冷却した以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
(実施例13)
水槽に二床三塔型純水装置による純水と水道水とを混ぜて、電気伝導度17μS/cmの水を満たし、ストランドを冷却した以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
【0099】
(実施例14)
水槽冷却距離を短くし、カッティング時のストランド温度を118℃に上げた以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
(実施例15)
水槽冷却距離を長くし、カッティング時のストランド温度を79℃に下げた他は実施例1と同様にしてペレットの製造を行った。結果を表3に示す。
(実施例16)
熟成工程を7時間にした以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
【0100】
なお、表3以下において、「ペレット形状」および「総合評価」の欄の○×は、下記表2の基準で判定した。
【表2】
【0101】
【表3】
【0102】
(比較例1)
PC−1の代わりにPC−3を用いた以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
【0103】
(比較例2)
窒素ガスの供給量を減らし、ホッパーシュート内の酸素濃度を4.0容量%とした以外は実施例1と同様にして、ぺレットの製造を行った。結果を表4に示す。
(比較例3)
窒素の供給をやめ、ホッパーシュート内の酸素濃度を21容量%とした他は実施例1と同様にして、ぺレットの製造を行った。結果を表4に示す。
【0104】
(比較例4)
定量フィーダー(クボタ社製 ベルトウェイングフィーダ ワイドレンジ B−WF)の材料供給口から二軸押出機の材料供給口までの距離(垂直高さ)を40cmに設定した以外は実施例1と同様にして、ぺレットの製造を行った。結果を表4に示す。
【0105】
(比較例5)
二床三塔型純水装置による純水と水道水とを混ぜて、電気伝導度33μS/cmの水を注水した以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
(比較例6)
水槽に二床三塔型純水装置による純水と水道水とを混ぜて、電気伝導度33μS/cmの水を満たし、ストランドを冷却した他は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
【0106】
(比較例7)
注水をやめた以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
(比較例8)
注水量を0.05質量部とした以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
【0107】
(比較例9)
注水量を2.5質量部とした以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
押出し終了時にベントを空けると樹脂が上がって来ていた(ベントアップ。長時間の連続生産では真空系が樹脂により閉塞する可能性があり、安定生産は無理と判断された)。
【0108】
(比較例10)スクリュー回転数を900rpmにした以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
【0109】
(比較例11)
水槽冷却距離を短くし、カッティング時のストランド温度を132℃まで上げた以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
(比較例12)
水槽冷却距離を長くし、カッティング時のストランド温度を65℃まで下げた以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
(比較例13)
実施例1において、熟成工程を経ずペレットの帯電量を測定した。帯電量は10.2kVであり、空気中の塵が吸着し易かった。結果を表4に示す。
【0110】
【表4】
【0111】
(実施例17)
スクリュー回転数を700rpmにした以外は実施例1と同様にして、ペレットの製造を行った。
結果を表5に示す。
(実施例18)
吐出量を70kg/hr、スクリュー回転数を300rpmにした他は実施例1と同様にしてペレットの製造を行った。結果を表5に示す。
【0112】
(実施例19)
スクリュー構成を、図3のスクリュー構成Bとした以外は実施例18と同様にして、ペレットを製造した。スクリュー構成Bとは、スクリュー構成Aの減圧ゾーンのスクリューのリードを1.0Dとした構成である。結果を表5に示す。
【0113】
(実施例20)
スクリュー構成を、図3のスクリュー構成Cとした以外は実施例1と同様にして、ペレットを製造した。
スクリュー構成Cとは、以下の構成を有する。
a)溶融ゾーン:長さ31.5D、リード1.5Dの順送りスクリューを連結した。
b)混練ゾーン:長さ4.5D
送り方向に向かって、順送りニーディングエレメント1.0D、逆送りニーディングエレメント0.5D及び順送りニーディングエレメント1.0D、直交ニーディングエレメント1.0D、逆送りニーディング1.0からなる。
c)減圧ゾーン:長さ16.5D、リード1.5Dの順送りスクリューを連結した。
結果を表5に示す。
【0114】
(実施例21)
スクリュー構成を、図3のスクリュー構成Dとした以外は実施例1と同様にして、ペレットを製造した。
a)溶融ゾーン:長さ41.5D、リード1.5Dの順送りスクリューを連結した。
b)混練ゾーン:長さ4.0D
送り方向に向かって、順送りニーディングエレメント1D、逆送りニーディングエレメント0.5D及び順送りニーディングエレメント1.0D、直交ニーディングエレメント1.0D、逆送りスクリュー0.5Dからなる。なお、C13シリンダーには液注プラグを取り付け、プランジャーポンプで水を添加した。
c)減圧ゾーン:長さ7.0D、リード1.5Dの順送りスクリューを連結した。この樹脂送りゾーンを減圧部の長さとした。
結果を表5に示す。
【0115】
【表5】
【0116】
(実施例22)
実施例1において、ペレットを乾燥すること無しに、住友重機社製射出成形機SH100を用い、シリンダー温度290℃、金型温度80℃の条件で、100mm×100mm×3mmの平板状の成形品を成形した。極めて僅かながらシルバー(銀条)見られたが問題の無い範囲であった。
【産業上の利用可能性】
【0117】
本発明の製造方法によれば、塩素化合物等の不純物含有量が極めて少なく、また樹脂の劣化が少なくて黄変の発生がなく、ペレット外観が良好で、樹脂添加剤フリーで使用可能なポリカーボネート樹脂ペレットを製造することができ、極めて清浄度の高い高品質の成形品が得られるので、電気電子部品分野等での広い分野に適用でき、産業上の利用性は非常に高い。
【技術分野】
【0001】
本発明は、ポリカーボネート樹脂ペレットの製造方法に関し、さらに詳しくは、塩素化合物等の不純物含有量が極めて少なく、また樹脂の劣化が少なく黄変の発生がなく、ペレット外観が良好で、樹脂添加剤フリーで使用可能なポリカーボネート樹脂ペレットを製造する方法に関する。
【背景技術】
【0002】
ポリカーボネート樹脂は、汎用エンジニアリングプラスチックとして透明性、耐衝撃性、耐熱性、寸法安定性などに優れ、その優れた特性から、電気・電子・OA機器部品、機械部品、車輌用部品等の幅広い分野で使用されている。
電気電子機器には、シリコンウエハー、ディスク基板、データ記憶用ハードディスク、光記憶用ディスク、ICチップ、LCD用高機能基板ガラス等々の各種電気電子機器部品が部品として使用される。電気電子機器の製造においては、これら部品を組み立てラインに供するため、これら部品を運搬、移送する必要性があり、そのための搬送用ケースが用いられ、その材料としては、従来から、ポリカーボネート樹脂等の各種熱可塑性樹脂が用いられてきた。
【0003】
近年、電気電子機器部品は、その高性能化のための微細化、高密度化、高集積化にともない、製造環境、保管・移動中に発生、接触する汚染物質が、電気電子機器製品の歩留まり、品質、信頼性に大きな影響を及ぼすようになってきており、電気電子機器部品の微細化・高密度化・高集積化が進むにつれて、より高度な清浄度が必要になってきている。
【0004】
ポリカーボネート樹脂、特に芳香族ジヒドロキシ化合物とホスゲンをメチレンクロライド溶媒中で反応させる、いわゆる界面重合法によるものは、僅かながらではあるが、メチレンクロライドやその他の塩素化合物を含有しており、またこれらの塩素化合物は溶融時に分解して酸性物質を発生させる。ポリカーボネート樹脂材料からこれら汚染原因物質を除去することにより、これを用いた搬送用ケースの信頼性を向上させることが期待される。
【0005】
ポリカーボネート樹脂に関するこのような問題を解決するために、溶融押出時に水を添加して不純物を除去する方法(例えば特許文献1参照)が知られ、さらに、特許文献2では、水添加の水を発泡させる方法が提案されている。しかしながら、これらの方法によるだけでは、その清浄度は、高度なレベルが要求される搬送用ケース等においては、十分といえる清浄度ではなく、さらに高レベルの清浄度を有するポリカーボネート樹脂成形材料を効率良く製造する方法が望まれていた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公平5−48162号報
【特許文献2】特許第3776746号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、上記従来技術の問題点に鑑み、塩素化合物等の不純物含有量が極めて少なく、また樹脂の劣化が少なく黄変の発生がなく、ペレット外観が良好で、樹脂添加剤フリーで使用可能なポリカーボネート樹脂ペレットを製造する方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を達成すべく、鋭意検討を重ねた結果、特定の比表面積と粒径のポリカーボネート樹脂を用い、それぞれ特定の、不活性ガス処理工程、水注入工程、減圧吸引工程、冷却工程、カッティング工程、熟成工程を組み合わせることにより、今まで達成できなかった極めて低いレベルの不純物含有量のポリカーボネート樹脂ペレットを得ることができることを見出し、本発明を完成させるに至った。
【0009】
すなわち、本発明の第1の発明によれば、微量のメチレンクロライドを含有するポリカーボネート樹脂から、メチレンクロライド含有量が低減されたポリカーボネート樹脂ペレットを製造する方法であって、
1)微量のメチレンクロライドを含有するポリカーボネートとして比表面積が0.008m2/g以上で、50質量%以上が200〜2,000μmの粒径を有する粉粒体形状のポリカーボネート樹脂を用い、
2)粉粒体形状のポリカーボネート樹脂を、酸素濃度が3容量%以下の不活性ガス雰囲気中を50cm以上落下移動させる不活性ガス処理工程、
3)不活性ガス処理された粉粒体形状のポリカーボネート樹脂をベント式押出機に供給し、混練ゾーンにおいて、電気伝導度が30μS/cm以下である水を、ポリカーボネート樹脂100質量部に対し0.1〜2質量部注入する工程、
4)押出機の水注入部より下流側に設けられたベント口を減圧状態にして吸引することにより、溶融状態の樹脂から前記水と共にメチレンクロライドを吸引除去すると共に、樹脂中の水分濃度を10〜200ppmに調整する工程、
5)押出機のダイから押し出されたストランド状の溶融樹脂を電気伝導度が30μS/cm以下である水中に導入して冷却する工程、
6)ストランドを70℃〜130℃の範囲でカッティングし、水分を10〜200ppm含水するペレットを得る工程、
7)得られた、水分を10〜200ppm含有するペレットを湿潤雰囲気下に置くことにより更に含水させ、含水率を、ペレットの元の含水率を超え、1300ppm以下に調整する熟成工程
を含むことを特徴とするポリカーボネート樹脂ペレットの製造方法が提供される。
【0010】
また、本発明の第2の発明によれば、第1の発明において、熟成工程を経て得られた含水状態のペレットを乾燥する乾燥工程を更に行うことを特徴とするポリカーボネート樹脂ペレットの製造方法が提供される。
【0011】
また、本発明の第3の発明によれば、第1または2の発明において、粉粒体形状のポリカーボネート樹脂を不活性ガスで処理するに当たり、粉流体を落下状態で供給し、不活性ガスを下方から、粉粒体に対して向流となるように供給することを特徴とするポリカーボネート樹脂ペレットの製造方法が提供される。
【0012】
また、本発明の第4の発明によれば、第1〜3のいずれかの発明において、ベント式押出機のバレル中の酸素濃度を3容量%以下とすることを特徴とするポリカーボネート樹脂ペレットの製造方法が提供される。
【0013】
また、本発明の第5の発明によれば、第1〜4のいずれかの発明において、水を注入する混練ゾーンが、樹脂の充満領域であり、樹脂圧力が0.5〜10MPaの範囲であることを特徴とするポリカーボネート樹脂ペレットの製造方法が提供される。
【0014】
また、本発明の第6の発明によれば、第1〜5のいずれかの発明において、押出機の減圧部での樹脂充満率が5〜30容量%である領域の長さが、8.0D(Dは押出機のシリンダー内径)以上であることを特徴とするポリカーボネート樹脂ペレットの製造方法が提供される。
【0015】
また、本発明の第7の発明によれば、第1〜6のいずれかの発明において、ストランドを冷却する水の温度が30〜90℃であることを特徴とするポリカーボネート樹脂ペレットの製造方法が提供される。
【0016】
また、本発明の第8の発明によれば、第1〜7のいずれかの発明の製造方法で製造されたポリカーボネート樹脂ペレットが提供される。
【0017】
さらに、本発明の第9の発明によれば、第8の発明のポリカーボネート樹脂ペレットを用いたことを特徴とする電気電子機器部品搬送用ケースが提供される。
【発明の効果】
【0018】
本発明の熱可塑性樹脂組成物成形体の製造方法によれば、塩素化合物等の不純物含有量が極めて少なく、また樹脂の劣化が少なく黄変の発生がなく、ペレット外観が良好で、特に電気電子機器部品搬送用ケース等に好適な、樹脂添加剤フリーで使用可能なポリカーボネート樹脂ペレットを製造することができる。
【図面の簡単な説明】
【0019】
【図1】本発明に適用可能な供給機−ホッパー−押出機の構成例を示す図である。
【図2】(a)及び(b)は本発明における落下距離の定義を説明する図、(c)はポリカーボネート樹脂を段階的に落下させるためにホッパーシュート内に設ける部材の例を示す図である。
【図3】本発明の実施例において使用した押出機のスクリュー構成を示す図である。
【発明を実施するための形態】
【0020】
以下、本発明について実施形態および例示物を示して詳細に説明するが、本発明は当該実施形態及び例示物等に限定して解釈されるものではない。
なお、本願明細書において、「〜」とは、特に断りのない限り、その前後に記載される数値を下限値および上限値として含む意味で使用される。また、「ppm」は、質量ppmを意味する。
【0021】
本発明は、微量のメチレンクロライドを含有するポリカーボネート樹脂から、メチレンクロライド含有量が低減されたポリカーボネート樹脂ペレットを製造する方法であって、
1)微量のメチレンクロライドを含有するポリカーボネートとして比表面積が0.008m2/g以上で、50質量%以上が200〜2,000μmの粒径を有する粉粒体形状のポリカーボネート樹脂を用い、
2)粉粒体形状のポリカーボネート樹脂を、酸素濃度が3質量%以下の不活性ガス雰囲気中を50cm以上落下移動させる不活性ガス処理工程、
3)不活性ガス処理された粉粒体形状のポリカーボネート樹脂をベント式押出機に供給し、混練ゾーンにおいて、電気伝導度が30μS/cm以下である水を、ポリカーボネート樹脂100質量部に対し0.1〜2質量部注入する工程、
4)押出機の水注入部より下流側に設けられたベント口を減圧状態にして吸引することにより、溶融状態の樹脂から前記水と共にメチレンクロライドを吸引除去すると共に、樹脂中の水分濃度を10〜200ppmに調整する工程、
5)押出機のダイから押し出されたストランド状の溶融樹脂を電気伝導度が30μS/cm以下である水中に導入して冷却する工程、
6)ストランドを70℃〜130℃の範囲でカッティングし、水分を10〜200ppm含水するペレットを得る工程
7)得られた、水分を10〜200ppm含有するペレットを湿潤雰囲気下に置くことにより更に含水させ、含水率を、ペレットの元の含水率を超え、1300ppm以下に調整する熟成工程
を含むことを特徴とする。
【0022】
本発明に使用するポリカーボネート樹脂(A)としては、芳香族ポリカーボネート樹脂、脂肪族ポリカーボネート樹脂、芳香族−脂肪族ポリカーボネート樹脂が挙げられ、好ましくは、芳香族ポリカーボネート樹脂であり、具体的には、芳香族ジヒドロキシ化合物をホスゲン又は炭酸のジエステルと反応させることによって得られる熱可塑性芳香族ポリカーボネート重合体又は共重合体が用いられる。
【0023】
芳香族ジヒドロキシ化合物としては、2,2−ビス(4−ヒドロキシフェニル)プロパン(ビスフェノールA)、テトラメチルビスフェノールA、α,α´−ビス(4−ヒドロキシフェニル)−p−ジイソプロピルベンゼン、ハイドロキノン、レゾルシノール、4,4´−ジヒドロキシジフェニルなどが挙げられる。また、ジヒドロキシ化合物の一部として、上記の芳香族ジヒドロキシ化合物にスルホン酸テトラアルキルホスホニウムが1個以上結合した化合物、又はシロキサン構造を有する両末端フェノール性OH基含有のポリマーもしくはオリゴマー等を併用すると、難燃性の高いポリカーボネート樹脂を得ることができる。
本発明で用いるポリカーボネート樹脂の好ましい例としては、ジヒドロキシ化合物として2,2−ビス(4−ヒドロキシフェニル)プロパン、又は2,2−ビス(4−ヒドロキシフェニル)プロパンと他の芳香族ジヒドロキシ化合物とを併用したポリカーボネート樹脂が挙げられる。
【0024】
ポリカーボネート樹脂の製造方法は、特に制限はないが、通常、界面重合法(ホスゲン法)または溶融法(エステル交換法)の方法で製造される。
【0025】
界面重合法における重合反応は、反応に不活性な有機溶媒、アルカリ水溶液の存在下で、通常pHを9以上に保ち、芳香族ジヒドロキシ化合物、ならびに、必要に応じて分子量調整剤(末端停止剤)および芳香族ジヒドロキシ化合物の酸化防止のための酸化防止剤を用い、ホスゲンと反応させた後、第三級アミンまたは第四級アンモニウム塩等の重合触媒を添加し、界面重合を行うことによってポリカ−ボネ−ト樹脂を得る。分子量調節剤の添加は、ホスゲン化時から重合反応開始時までの間であれば特に限定されない。なお、反応温度は、例えば、0〜40℃で、反応時間は、例えば、数分(例えば、10分)〜数時間(例えば、6時間)である。
【0026】
ここで、反応に不活性な有機溶媒としては、ジクロロメタン、1,2−ジクロロエタン、クロロホルム、モノクロロベンゼン、ジクロロベンゼン等の塩素化炭化水素などが挙げられる。また、アルカリ水溶液に用いられるアルカリ化合物としては、水酸化ナトリウム、水酸化カリウム等のアルカリ金属の水酸化物が挙げられる。
【0027】
分子量調節剤としては、一価のフェノ−ル性水酸基を有する化合物が挙げられ、m−メチルフェノ−ル、p−メチルフェノ−ル、m−プロピルフェノ−ル、p−プロピルフェノ−ル、p−tert−ブチルフェノ−ルおよびp−長鎖アルキル置換フェノ−ルなどが好ましく挙げられる。分子量調節剤の使用量は、芳香族ジヒドロキシ化合物100モルに対して、好ましくは50〜0.5モル、より好ましくは30〜1モルである。
【0028】
重合触媒としては、トリメチルアミン、トリエチルアミン、トリブチルアミン、トリプロピルアミン、トリヘキシルアミン、ピリジン等の第三級アミン類、トリメチルベンジルアンモニウムクロライド、テトラメチルアンモニウムクロライド、トリエチルベンジルアンモニウムクロライド等の第四級アンモニウム塩などが挙げられる。
【0029】
溶融法について説明すると、この製造方法における重合反応は、例えば、炭酸ジエステルと芳香族ジヒドロキシ化合物とのエステル交換反応である。炭酸ジエステルとしては、ジメチルカ−ボネ−ト、ジエチルカ−ボネ−ト、ジ−tert−ブチルカ−ボネ−ト等の炭酸ジアルキル化合物、ジフェニルカ−ボネ−トおよびジトリルカ−ボネ−ト等の置換ジフェニルカ−ボネ−ト等が例示される。炭酸ジエステルは、好ましくはジフェニルカ−ボネ−トまたは置換ジフェニルカ−ボネ−トであり、より好ましくはジフェニルカ−ボネ−トである。
【0030】
溶融エステル交換反応においては、通常、炭酸ジエステルと芳香族ジヒドロキシ化合物との混合比率や、エステル交換反応時の減圧度を調整して、所望の分子量および末端水酸基量を調整した芳香族ポリカーボネート樹脂を得ることができる。通常、溶融エステル交換反応においては、芳香族ジヒドロキシ化合物1モルに対して、炭酸ジエステルを等モル量以上用い、中でも1.001〜1.3モル、特に1.01〜1.2モル用いることが好ましい。また、より積極的な調整方法としては、反応時に別途、末端停止剤を添加する方法が挙げられ、この際の末端停止剤としては、一価フェノール類、一価カルボン酸類、炭酸ジエステル類が挙げられる。
【0031】
本発明で使用するポリカーボネート樹脂は、上記界面重合法および溶融重合法のいずれで製造されたものでもよい。しかしながら、前記したように、界面重合法により製造されたポリカーボネート樹脂中には、重合溶媒、触媒、触媒失活剤および反応副生成物などに由来する塩化メチレンや未反応残基であるクロロホーメート基含有化合物等の塩素化合物を少なからず含有しており、本発明の対象とするに好ましい。そのため、本発明の方法は、界面重合法により製造されたポリカーボネート樹脂を使用するのに適している。
【0032】
ポリカーボネート樹脂の分子量は、溶媒としてメチレンクロライドを用い、25℃の温度で測定した溶液粘度より換算した粘度平均分子量で、通常10,000〜50,000の範囲であり、15,000〜30,000の範囲のものが好適であり、17,500〜27,000の範囲のものがより好適である。粘度平均分子量が10,000未満では機械的強度に劣り、50,000を越えると成形加工性に劣るので好ましくない。
【0033】
本発明で用いるポリカーボネート樹脂は、微量のメチレンクロライドを含有するものを対象にするが、ここで微量とは、塩素原子量に換算して、200ppm以下の塩素含有化合物を含有することをいう。界面重合法によるポリカーボネート樹脂は、重合系から取り出された際には、通常20ppm以上の塩素含有化合物を含有している。原料ポリカーボネート樹脂中のメチレンクロライドの通常の含有量は、10〜100ppmである。また塩素原子量に換算して200ppmを著しく超えて塩素含有化合物を含有するポリカーボネート樹脂では、本発明の方法を適用しても、それを本発明の目的に適う3ppm程度以下にするのは、難しくなる。
【0034】
本発明において、ポリカーボネート樹脂は粉粒体形状を有するものとして、使用する。
具体的には、ポリカーボネート樹脂は、その50質量%以上が、JIS K0069(ふるい分け試験方法)に準拠した方法で測定した粒径分布で200〜2,000μm、好ましくは300〜2,000μm、さらに好ましくは400〜2,000μmの範囲内である粉粒体である。200μm未満や2,000μmを超える粒径を有する樹脂が50質量%を超えて含まれると、200μm未満の粒径を有する成分が舞い上がりやすく、フィーダーから押出機に定量的に供給することが困難になる。また、2,000μmを超える粒径を有する成分については、次の不活性ガスによる処理の効果が乏しくなる。
【0035】
また、ポリカーボネート樹脂は、さらに、BET多点法により求めた比表面積が0.008m2/g以上であり、好ましくは0.01m2/g以上、更に好ましくは0.012m2/g以上である。比表面積が0.008m2/g未満と小さい場合、次の不活性ガスによる処理の効果が発現しにくい。
【0036】
なお、本発明における粉粒体形状とは、上記のような微細な粒径分布を有する微粒であれば特に制限はなく、いわゆる粉体や、微細なペレット等の粒状物、顆粒状物、フレーク状物等をいう。
【0037】
また、ポリカーボネート樹脂は、半導体基板用容器等の、特に塩素等の半導体汚染物質の少ないことが要求される用途に用いられる場合は、汚染物質となる可能性のある添加剤等もなるべく添加せずに、所謂「添加剤フリー」で使用されるが、用途により、熱安定剤、酸化防止剤、離型剤、紫外線吸収剤、蛍光増白剤、顔料、染料、他のポリマー、難燃剤、耐衝撃改良剤、帯電防止剤、可塑剤、相溶化剤などの添加剤を含有することができる。これらの添加剤は一種または二種以上を配合してもよい。これらのうち、特に、熱安定剤と酸化防止剤を用いることが好ましい。
【0038】
熱安定剤としては、特に制限はないが、例えばリン系化合物が好ましく挙げられる。リン系化合物としては、公知の任意のものを使用できる。具体例を挙げると、リン酸、ホスホン酸、亜燐酸、ホスフィン酸、ポリリン酸などのリンのオキソ酸、酸性ピロリン酸ナトリウム、酸性ピロリン酸カリウム、酸性ピロリン酸カルシウムなどの酸性ピロリン酸金属塩、リン酸カリウム、リン酸ナトリウム、リン酸セシウム、リン酸亜鉛など第1族または第10族金属のリン酸塩、有機ホスフェート化合物、有機ホスファイト化合物、有機ホスホナイト化合物などが挙げられる。
【0039】
なかでも、トリフェニルホスファイト、トリス(モノノニルフェニル)ホスファイト、トリス(モノノニル/ジノニル・フェニル)ホスファイト、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、モノオクチルジフェニルホスファイト、ジオクチルモノフェニルホスファイト、モノデシルジフェニルホスファイト、ジデシルモノフェニルホスファイト、トリデシルホスファイト、トリラウリルホスファイト、トリステアリルホスファイト、2,2−メチレンビス(4,6−ジ−tert−ブチルフェニル)オクチルホスファイト等の有機ホスファイトが好ましい。
【0040】
熱安定剤の含有量は、ポリカーボネート樹脂100質量部に対して、通常0.001質量部以上、好ましくは0.01質量部以上、より好ましくは0.03質量部以上であり、また、通常1質量部以下、好ましくは0.7質量部以下、より好ましくは0.5質量部以下である。熱安定剤が少なすぎると熱安定効果が不十分となる可能性があり、熱安定剤が多すぎると効果が頭打ちとなり経済的でなくなる可能性がある。
【0041】
また、酸化防止剤としては、例えばヒンダードフェノール系酸化防止剤が好ましく挙げられる。その具体例としては、ペンタエリスリトールテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート、チオジエチレンビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、N,N´−ヘキサン−1,6−ジイルビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニルプロピオナミド)、2,4−ジメチル−6−(1−メチルペンタデシル)フェノール、ジエチル[[3,5−ビス(1,1−ジメチルエチル)−4−ヒドロキシフェニル]メチル]ホスフォエート、3,3´,3´´,5,5´,5´´−ヘキサ−tert−ブチル−a,a´,a´´−(メシチレン−2,4,6−トリイル)トリ−p−クレゾール、4,6−ビス(オクチルチオメチル)−o−クレゾール、エチレンビス(オキシエチレン)ビス[3−(5−tert−ブチル−4−ヒドロキシ−m−トリル)プロピオネート]、ヘキサメチレンビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、1,3,5−トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)−1,3,5−トリアジン−2,4,6(1H,3H,5H)−トリオン,2,6−ジ−tert−ブチル−4−(4,6−ビス(オクチルチオ)−1,3,5−トリアジン−2−イルアミノ)フェノール等が挙げられる。
【0042】
なかでも、ペンタエリスリトールテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネートが好ましい。このようなフェノール系酸化防止剤としては、具体的には、例えば、チバ・スペシャルテイ・ケミカルズ社製「イルガノックス1010」(登録商標、以下同じ)、「イルガノックス1076」、アデカ社製「アデカスタブAO−50」、「アデカスタブAO−60」等が挙げられる。
なお、酸化防止剤は、1種が含有されていてもよく、2種以上が任意の組み合わせ及び比率で含有されていても良い。
【0043】
酸化防止剤の含有量は、ポリカーボネート樹脂100質量部に対して、通常0.001質量部以上、好ましくは0.01質量部以上であり、また、通常1質量部以下、好ましくは0.5質量部以下である。酸化防止剤の含有量が前記範囲の下限値以下の場合は、酸化防止剤としての効果が不十分となる可能性があり、酸化防止剤の含有量が前記範囲の上限値を超える場合は、効果が頭打ちとなり経済的でなくなる可能性がある。
【0044】
さらに、本発明におけるポリカーボネート樹脂は、バージン原料だけでなく、使用済みの製品から再生されたポリカーボネート樹脂、いわゆるマテリアルリサイクルされたポリカーボネート樹脂を使用してもよく、また、製品の不適合品、スプルー、ランナー等から得られた粉砕品またはそれらを溶融して得た粉粒体等も使用可能である。再生されたポリカーボネート樹脂は、再生品ではない分粒体形状のポリカーボネート樹脂に混合して用いられ、混合量としては、全ポリカーボネート樹脂成分の80質量%以下であることが好ましく、より好ましくは50質量%以下、特には30質量%である。
【0045】
粉粒体形状のポリカーボネート樹脂は先ず、不活性ガスで処理される。
不活性ガスによる処理はポリカーボネート樹脂を特定の形状として、かつ特定の状態で行われる。
具体的には、微量のメチレンクロライドを含有するポリカーボネートとして比表面積が0.008m2/g以上で、50質量%以上が200〜2,000μmの粒径とした粉粒体形状のポリカーボネート樹脂を用意し、このような粉粒体形状のポリカーボネート樹脂を、酸素濃度が3容量%以下の不活性ガス雰囲気中を50cm以上落下移動させることによって行う。
【0046】
ポリカーボネート樹脂をこのような特殊な形状とする理由は不活性ガスに接触する面積(表面)を大きくし、不活性ガスにより粉粒体の表面に残存する酸素を効率的に除去するためであり、また、落下移動させるのは、粉粒体を流動状態として不活性ガス中を移動させることにより処理効率を上げるためである。
ちなみに、容器中に粉粒体形状のポリカーボネート樹脂を収容し、容器中の雰囲気を不活性ガスで置換する方式では十分な処理が難しいとの結果が得られている。
落下移動は粉粒体形状のポリカーボネート樹脂を縦に載置した管状部材に下方から不活性ガスを流し、上方から定量供給機等で粉粒体形状のポリカーボネート樹脂を供給し、不活性ガス中を落下状態で移動させることによって行えば良い。
具体的には、50cm以上の高さのホッパー(押出し機のホッパー)の上から粉粒体形状のポリカーボネート樹脂を供給し落下させ、ホッパーの根元から不活性ガスを供給する方式が簡便な方式として挙げられる。
【0047】
以下、図面を用いて具体的な例につき説明する。
このような粉粒体形状のポリカーボネート樹脂は、原料供給機に貯蔵され、そこからフィーダー(定量供給機)によって、押出機上に設置されたホッパーシュートに供給される。
図1は、本発明に適用可能な供給機−ホッパー−押出機の構成例を示す図である。ホッパーシュートの底部は押出機の供給口に接続されており、ポリカーボネート樹脂はホッパーシュートを介して押出機に順次供給され、押出機内で溶融混練されてペレットなどの樹脂成形材料となる。
【0048】
ポリカーボネート樹脂以外の他の成分を配合する場合には、その混合は押出機に投入される前の任意の段階で配合することができる。例えば、タンブラー、ヘンシェルミキサー、ブレンダーによって全成分を配合したのち、必要に応じてフィーダーを介してホッパーシュートに投入し、押出機に供給してもよい。押出機には一軸押出機、二軸押出機などが使用出来る。また、ポリカーボネート樹脂とは別経路でホッパーシュートに供給してもよい。
【0049】
まず、本発明においては、押出機に材料を供給するホッパーシュート内部の雰囲気を、不活性ガスで置換する。本発明において、不活性ガスとは、希ガスに限らず、使用するポリカーボネート樹脂の粉粒体に対して不活性なガスを意味する。不活性ガスとしては、例えば窒素ガス、炭酸ガス、希ガス等が用いられ、特に窒素ガスが好ましく用いられる。
【0050】
本発明において、ホッパーシュート内の雰囲気を置換するためにホッパーシュートへ供給される不活性ガスは乾燥状態で、純度は99容量%以上であることが好ましい。また、図1に点線で示すように、不活性ガスはホッパーシュートの押出機の供給口近くから、あるいはホッパーシュートの上部から供給することが可能であるが、供給口近く(最下部)から供給することが好ましい。これは、ポリカーボネート樹脂を落下させながら樹脂中の空気を雰囲気の不活性ガスと置換する上で、ホッパーシュート下部の雰囲気中に占める不活性ガス濃度が高く維持されることが望ましいからである。
【0051】
ホッパーシュートは、その内部雰囲気の不活性ガス濃度を高く維持しつつ、置換された空気を外部に排出できる程度の気密性を有することが好ましい。不活性ガスは、ホッパーシュート内で置換された空気を排出させつつ、内部雰囲気の酸素濃度が低い状態が維持されるような流量で継続的に供給させる。具体的な流量は、ホッパーシュートの大きさや気密性に応じて適宜決定することができる。
また、本発明においては、粉粒体形状のポリカーボネート樹脂を不活性ガスで処理するに当たり、粉流体を落下状態で供給し、不活性ガスを下方から、粉粒体に対して向流となるように供給することが好ましい。
【0052】
本発明においては、ホッパーシュート内雰囲気における酸素濃度は3容量%以下、好ましくは1容量%以下、より好ましくは0.5容量%以下、最も好ましくは0.1容量%以下となるように不活性ガスを供給することが好ましい。酸素濃度は、例えばホッパーシュート下部、押出機の供給口近傍で測定することができる。酸素濃度が3容量%を超えると、酸化劣化等による黄変の抑制効果、塩素化合物等の除去効果が十分得られない。
なお、不活性ガスは、ホッパーシュート内のみならず、押出機のバレル内にも供給することができる。
なお、前記したように、ポリカーボネート樹脂に他の成分を配合する場合には、ポリカーボネート樹脂については、分散した状態で不活性ガス雰囲気中を通過させてから押出機に供給する。具体的には、内部雰囲気が不活性ガスで置換されたホッパーシュート内を落下させて押出機に供給する。
【0053】
上述のように、本発明では、粉粒体形状のポリカーボネート樹脂を、分散した状態でホッパーシュート内を落下するように供給することが好ましい。ここで、「分散した状態」とは、個々の樹脂粒子の表面が十分に雰囲気と接することが可能な状態を意味するが、特別な供給方法は不要であり、本発明の粉粒体形状のポリカーボネート樹脂を、ホッパー上部からスクリュー式の定量供給装置等を用いて連続的に(又は間歇的に)供給することで分散状態で落下することができる。分散状態ではなく、密集して或いは塊りとなって落下するような場合は好ましくない。
【0054】
ただし、ポリカーボネート樹脂の表面の窪みなどに抱える空気を不活性ガスで十分に置換するため、粉粒体形状のポリカーボネート樹脂が、不活性ガス雰囲気中を鉛直距離で50cm以上、好ましくは80cm以上落下してから押出機の供給口に達するように供給する。
例えば、図1に示すように、フィーダーを用いてポリカーボネート樹脂をホッパーシュートに供給する場合、図2(a)に示すように、フィーダー出口の高さと、押出機の材料供給口(ホッパーシュート底部)との鉛直距離hを50cm以上とする。ただし、図2(b)に示すように、溶融混練する材料がホッパーシュート内に堆積する場合には、フィーダー出口の高さと、堆積した材料の頂点との鉛直距離hを50cm以上とする。
【0055】
例えば、押出機として二軸押出機を用いる場合など、材料を少量ずつ押出機のシリンダー内に供給していく飢餓的材料供給法と呼ばれる飢餓供給(飢餓フィード)を行う場合には、図2(a)の状態となる。また、単軸押出機を用いる場合など、飢餓供給を行わない場合には、図2(b)の状態となる。従って、粉粒体形状のポリカーボネート樹脂がホッパーシュート内で50cm以上落下するように、押出機の種類や飢餓フィードの採用有無、押出速度、材料の供給量を決定する。飢餓フィードとすることにより、安定した押出しが行えることは確認されている。
【0056】
なお、本発明において、粉粒体形状のポリカーボネート樹脂は、不活性ガス雰囲気中を実質的な鉛直距離で50cm以上落下すればよく、落下の過程は特に限定されない。1回で50cm以上落下しなくてもよい。また、例えば図2(c)に示すように、粉粒体形状のポリカーボネート樹脂が段階的(ジグザグ)に落下して押出機の材料供給口に到達するよう、ホッパーシュートの内面に、先端が下方へ傾斜した板状の部材(邪魔板)を1つ以上、何段か設けても良い。ホッパーシュート内に邪魔板が設けられている場合など、複数回段階的に落下した合計距離(ジグザグ距離)が50cm以上であってもよい。なお、落下とは自由落下に限定されず、下方への移動であればよい。従って、邪魔板の上を滑りながら下降した距離も落下距離に含まれる。
【0057】
粉粒体が堆積した状態ではなく、分散した状態で雰囲気(不活性ガス)と接する時間が長い方が、樹脂が含む空気と不活性ガスとの置換が進行するものと考えられる。邪魔板を設けた場合、1回の自由落下で50cm以上落下する場合よりもゆっくりとホッパーシュート内を落下するため、空気と不活性ガスとの置換効率が高くなる。
しかし、本発明が対象とするポリカーボネート樹脂は粒径の小さい粉粒体形状であるため、ペレットのような形状と比較すると空気抵抗が大きく、自由落下のスピードが小さいため、自由落下のみによっても空気が不活性ガスと置換される。
【0058】
このように不活性ガス処理された粉粒体形状のポリカーボネート樹脂は、ベント式の押出機に供給される。そして、その混練ゾーンにおいて水を注入添加すると共にベントで脱気しながらポリカーボネート樹脂を溶融押出しする。
注入する水としては、電気伝導度が30μS/cm以下である水を使用する。電気伝導度が30μS/cmを超えると、得られるポリカーボネート樹脂ペレットの清浄度が悪化する。電気伝導度が得られるポリカーボネート樹脂ペレットの清浄度に影響する機構はまだ明らかではないが、イオン成分とポリカーボネートや不純物との相互作用によるのではと推察している。
水の好ましい電気伝導度は20μS/cm以下、より好ましくは10μS/cm以下、さらに好ましくは5μS/cm以下、特に好ましくは3μS/cm以下、最も好ましくは1μS/cm以下である。
なお、電気伝導度の測定は、導電率計を用い、測定温度25℃で行われる。
【0059】
また、水の注入量は、ポリカーボネート樹脂100質量部に対し0.1〜2質量部である。注入する。水の注入量は、0.1質量部より少ないと水注入添加の効果が発現せず、ポリカーボネート樹脂中の塩素化合物が、塩素原子に換算して3ppm以下になり難く、また2質量部より多くなるとベント部における脱気が不十分になりポリカーボネート樹脂に対し加水分解等の悪影響を及ぼすようになる。また、多量の発生蒸気のために樹脂のベントアップを引き起こす。水の好ましい注入量は、ポリカーボネート樹脂100質量部に対し、0.15〜1.8質量部、より好ましくは0.2〜1.5質量部、さらには0.3〜1.2質量部、特には0.4〜1.0質量部である。
【0060】
本発明で用いるベント付き押出機としては、一軸押出機でも二軸押出機でよいが、二軸押出機が好ましい。また、ベントの数は1箇所でも2箇所以上であってもよく、好ましくは2〜6箇所である。また水を注入添加する箇所は2箇所以上あってもよい。
押出機のスクリューのL/Dとしては、10〜80が好ましく、より好ましくは15〜70、より好ましくは20〜60である。短すぎると脱気が不足しやすく、長すぎると色調が悪化しやすい。
【0061】
水を注入する混練ゾーンは、溶融したポリカーボネート樹脂が一杯に充満したところ(充満域)で行うのが好ましい。充満域とは、混練ゾーンのスクリューの、1ピッチ当たりの空間容量に対する樹脂の量(真密度による容量)の割合(充満率という。単位:容量%)で表すと、95容量%以上、好ましくは98容量%以上、より好ましくは99容量%以上をいい、特には100容量%の完全充満であることが好ましい。
【0062】
水の注入部分の樹脂圧力(混練部のシリンダー内圧力)は、0.5〜10MPaとすることが好ましく、より好ましくは1〜8MPa、より好ましくは2〜7MPaである。ポリカーボネート樹脂の圧力を高めて水を溶融ポリカーボネート樹脂中に分散させる。樹脂圧力が小さすぎるとメチレンクロライドの除去効果が小さく、大きすぎると樹脂が劣化し色調が悪化しやすい。
【0063】
混練ゾーンにおける注水点の上流側には、樹脂圧力が高い域を設け、この下流側に注水点を設けることが好ましい。具体的には、押出機のスクリュー構成を、1)上流側にシールリングを設けた箇所の直後に注水点を設ける、あるいは2)上流方から順送りニーディングエレメントを設け、続いて逆送りニーディングエレメントを設け、この後に注水することが推奨される。
1)の方法は、シールリングとは、スクリューに嵌合されるリング状のものであって、流路の70〜90%程度を閉塞し樹脂の流れを滞留させ、これにより樹脂圧力を高めることができ、この直後の下流側に注水点を設ける。
また、2)の方法は、回転させると樹脂を下流側に送り出す順送りニーディングエレメントを設け、続いてその下流に、回転させると樹脂を上流側に戻そうとする逆送りニーディングエレメントを設けて、樹脂圧を高め、この後に注水する方法である。
【0064】
また、ベント式押出機のバレル(シリンダー)中の酸素濃度は、3容量%以下とすることが好ましい。3容量%以下とすることで、得られるポリカーボネート樹脂ペレットの黄変を防止しやすくなる。
バレル中の酸素濃度を3容量%以下とするには不活性ガスを押出し機のホッパー側(スクリューの根元)から注入すればよい。バレル中の酸素濃度は直接測定するのが困難であれば、大幅な相違は考えられないので、ホッパー下部の酸素濃度で代用する。
【0065】
上記の混練ゾーンにおける水注入の後、押出機の下流側、すなわち押出機の先端部近傍に設けられたベント口を減圧状態にして吸引することにより、溶融状態の樹脂から水と共にメチレンクロライド等の揮発成分を吸引除去する。この吸引により樹脂が充満した混練部分の後から、スクリュー先端の充満域の間の非充満領域が減圧状態(減圧部)となる。
ベント口は、図示しない真空排気装置に連結され、減圧排気が行われる。前工程で水が分散された高温高圧状態のポリカーボネート樹脂は、ベント部では分散された水が急激な減圧により気化膨張し、発泡してポリカーボネート樹脂の表面積を拡大し、表面から水とともにメチレンクロライド等の揮発成分を揮発させる。
ベント口の減圧度は−0.05MPa以下、より好ましくは−0.07MPa以下、更に好ましくは−0.09MPa以下である。
溶融状態のポリカーボネート樹脂中の水分濃度は、押出機中の溶融樹脂を直接測定することは出来ないので、後述するペレット中の水分濃度で代用することとする。ダイ中における溶融樹脂中の水分濃度とペレット中の水分濃度との間に大幅な差が生じることは少ないと考えられる。
【0066】
減圧部の長さは、スクリュー方向に8.0D(Dは押出機のシリンダー内径)以上の長さであることが好ましく、更に12D以上であることが好ましい。また、この減圧部の樹脂充満率は5〜30容量%であることが好ましい。溶融ポリカーボネート樹脂の充填率を充分に低くし、脱気を充分に行うことが好ましいためである。より好ましい樹脂充満率は8〜25容量%、より好ましくは10〜20容量%である。樹脂充満率が5容量%より低くなると処理できる樹脂量が少なくなるために生産性が落ちてしまう。
【0067】
そして、押出し後(直後)のポリカーボネート樹脂中の水分濃度を10〜200ppmに調整する。水分濃度をこのような範囲にするのは、ポリカーボネート樹脂を劣化させることなくメチレンクロライド等を良好に除去するためであり、水分濃度を10ppm未満まで少なくように混練・ベントするとポリカーボネート樹脂が劣化しやすく、200ppmを超えた量とするとメチレンクロライド等も残存してしまう。また、このような範囲の水分含有量とすることで、水の可塑化効果によりストランドカットが安定するという効果も期待できる。
ポリカーボネート樹脂中の水分濃度は、好ましくは15〜150ppmであり、より好ましくは20〜100ppmである。押出し直後のポリカーボネート中の水分率の測定は、ストランドが冷却、カッティングされた後、3分以内に、真空乾燥機に入れ、室温で5分程度乾燥することにより、表面の吸着水のみ乾燥し、微量水分測定装置で測定することができる。
【0068】
次に、ポリカーボネート樹脂は、押出機のダイからストランド状に押出され、水中に導入して冷却される。押出ダイの形状は特に制限はなく、公知のものが使用される。吐出ノズルのダイの直径は、押出し圧、所望するペレットの寸法にもよるが、通常2〜5mm程度である。押出された直後のポリカーボネート樹脂の温度は、通常300℃程度である。
ストランドは、引き取りローラーによって引き取られ、冷却槽に溜められた水中を搬送されるようにして、冷却される。樹脂の劣化を少なくするために、ストランドがダイから押し出されてから水に入るまでの時間は短い方が良い。通常は、ダイから押し出されてから1秒以内に水中に入るのが良い。
【0069】
本発明では、この際、電気伝導度が30μS/cm以下である水中に導入する。使用する水の電気伝導度が30μS/cmを超えると、得られるポリカーボネート樹脂ペレットの清浄度が悪化する。水の好ましい電気伝導度は20μS/cm以下、より好ましくは10μS/cm以下、さらに好ましくは5μS/cm以下、特に好ましくは3μS/cm以下、最も好ましくは1μS/cm以下である。
冷却槽に溜められた水は経時的に劣化し、電気伝導度が上がるが、冷却水を常時供給し、槽から水をオーバーフローさせることにより、電気伝導度を所定の範囲(30μS/cm以下)に保つことができる。また、水槽の温度は位置により変わり、通常ストランドが水槽に入ったところが最も温度が高く、冷却されるに従い水槽の温度も下がる。水槽の温度が低すぎればストランドが過冷却され、水槽の温度が高ければストランドの温度が上がりすぎる。水槽の温度の好ましい範囲は、30℃から90℃、更に好ましい範囲は40℃〜70℃である。
【0070】
このように冷却されたストランドは、引き取りローラーによりペレタイザーに送られ、カッティングされて、ペレットとされる。カッティングは、ストランド温度が70〜130℃、好ましくは75〜125℃の範囲にある時に切断する。そして、水分を10〜200ppm、好ましくは15〜150ppm含有する含水ペレットを得る。得られた含水ペレットは押出機による過剰なせん断履歴を経ていないので、大幅な分子量低下や加水分解を起こすことなく、清浄度の高いペレットとなる。
ストランド温度が70℃を下回るとストランドが硬くなりすぎ、ペレタイザーで切断時に割れ、欠けが発生し易い、130℃を超えるとストランドが柔らかくなり、切断面にひげが発生したり、ペレットが変形しやすくなる。
なお、この際のストランド温度は非接触式の温度計によって測定すればよいが、簡便にはカッターによって切断されたペレットを収容する袋や容器中のペレットに温度計を差し込んで測定することによって代用すれば良い。
【0071】
更にカッターにより切断されたペレットを紙袋、紙製ドラム缶、金属容器等に入れ、湿潤した空気と接触させ熟成するのが好ましい。カッターにより切断されたペレットはそのままでは静電気が帯電し、空気中の粉塵や床のゴミを吸着し易い。この静電気を低減するには、除電器(例えば、イオナイザーSJ−M02:株式会社キーエンス製)で積極的に除電する方法もあるが、簡単にはペレットを金属容器等に入れ、湿潤空気と接触させることにより低減することができる。湿潤空気と触れることにより、ペレットの吸着水分量が増し、ペレット表面の電気伝導性が向上し、電荷漏洩の速度が早まること、あるいはペレットの体積的な吸湿により、ペレット全体の電気伝導性が向上することが理由と考えられる。ペレットの容器を金属とすることにより除電効果はより奏功すると考えられる。
いずれにしてもこの熟成工程により、粉塵やゴミの付着の少ない、ペレットを得ることができる。
【0072】
この熟成工程を長時間することにより、含水率が増え、電荷漏洩が進み、ペレットの帯電量が減り、粉塵やゴミの付着の少ないペレットを得ることができる。
その長時間の熟成方法としては、カッターで切断されたペレットが粉塵等で汚染されないうちに水蒸気透過率の比較的大きいポリエチレンの袋等に収容し、日単位、月単位で室内に置いて熟成させる方法である。この長時間処理の場合の温度、湿度は常温、常湿で良いが、勿論調温・調湿された環境で日にち、時間を調整し、含水率をコントロールするのが好ましい。
しかしながら、熟成工程の長さや、含水させる水分量にも限度があり、熟成後の含水率は1300ppm以下であることが望ましい。それを超え含水させると、当該含水したペレットを用いて所望の成形品を成形する時に樹脂が加水分解しやすくなり、成形品強度が低下する問題を生起する。またペレットの成形前に乾燥しても、乾燥に時間を要し生産性が低下する。好ましい含水率は1000ppm以下である。更に好ましくは700ppm以下である。ペレットに含水させることによって帯電防止するが、目標とする帯電量は10kV以下が好ましく、更に好ましくは8kV以下である。
【0073】
ついで、熟成工程を経て得られた含水状態のペレットを乾燥する乾燥工程を更に行う。含水工程は除電して埃の吸着を押さえるのが目的であるが、ペレットを成形して成形品とする場合には含水量が多いとポリカーボネートが加水分解して、黄変等の原因となる。このため、成形品を成形する前に再びペレット中の含水量を調節する。
上記含水させたペレットは、乾燥処理が施され、含水率を50〜200ppmに調節される。乾燥処理は、熱風乾燥器で温度100〜130℃程度、好ましくは105〜125℃の範囲で、通常2〜10時間、好ましくは3〜7時間の範囲で行われる。
【0074】
本発明によって得られたポリカーボネート樹脂ペレット(乾燥処理後のペレット)は、任意の形状に成形して成形体として用いられる。成形体の形状、模様、色彩、寸法などに制限はなく、その成形体の用途に応じて任意に設定すればよい。
成形体の製造方法は、特に限定されず、ポリカーボネート樹脂組成物について一般に採用されている成形法を任意に採用できる。その例を挙げると、射出成形法、超高速射出成形法、射出圧縮成形法、二色成形法、ガスアシスト等の中空成形法、断熱金型を使用した成形法、急速加熱金型を使用した成形法、発泡成形(超臨界流体も含む)、インサート成形、IMC(インモールドコーティング成形)成形法、押出成形法、シート成形法、熱成形法、回転成形法、積層成形法、プレス成形法などが挙げられる。また、ホットランナー方式を使用した成形法を用いることも出来る。
【0075】
特に、本発明のポリカーボネート樹脂ペレットは、塩素化合物等の不純物含有量が極めて少なく、また樹脂の劣化が少なく黄変の発生がなく、樹脂添加剤フリーで使用可能なため、これらの特長を生かして、成形体の高いクリーン度が要求される電気電子機器等において幅広く使用することができ、特に電気電子機器部品搬送用ケースに有用である。
【0076】
電気電子機器部品搬送用ケースを製造するには、樹脂ペレットを、公知の方法で射出成形等により所望形状のケースに成形する。搬送用ケースとは、各種マガジン、トレイ、ボックス、容器等を含む。
なお、ここで電気電子機器部品とは、特に限定されないが、例えば、シリコンウエハー、ハードディスク、各種ディスク基板、ICチップ、LCD用高機能基板ガラス等の各種電気電子機器用の部品をいう。
【実施例】
【0077】
以下、実施例を示して本発明について更に具体的に説明する。ただし、本発明は以下の実施例に限定して解釈されるものではない。
【0078】
以下の実施例および比較例において、ポリカーボネート樹脂として、以下のポリカーボネート樹脂(PC−1)〜(PC−3)を使用した。
【0079】
PC−1:
(ポリカーボネート樹脂(PC−1)の製造)
ハイドロサルファイトが溶解している苛性ソーダ水溶液にビスフェノール−Aを35℃で溶解したのち25℃まで冷却した水溶液と、5℃に冷却した塩化メチレンとを、内径6mmのステンレススチール製のパイプに連続的に供給して混合し、混合液をホモミキサーに通して乳化し、乳濁液を調製した。パイプへの供給量はビスフェノール−A16.31kg/hr、苛性ソーダ5.93kg/hr、水101.1kg/hr、ハイドロサルファイト0.018kg/hr、及び塩化メチレン68.0kg/hrである。
生成した乳濁液を内径6mmのパイプを経て、内径6mm、長さ34mのポリテトラフルオロエチレン樹脂製パイプリアクターに流入させた。パイプリアクターには同時に0℃に冷却した液化ホスゲンを7.5kg/hrで供給して反応させ、オリゴマーを生成させた。パイプリアクターの流速は1.7m/秒である。
なお、パイプリアクターでは温度は60℃まで上昇するが、外部冷却により出口では35℃であった。反応混合物は静置分離して水相と油相とに分離した。得られたオリゴマーのクロロホーメート濃度は0.47N、OH末端濃度は0.23N、オリゴマー濃度は27.7%であった。得られた油相から40kgを分取して、内容積200リットルのファウドラー翼付き反応槽に仕込んだ。次いで、これに塩化メチレン25kg、25%苛性ソーダ水溶液5.75kg、水41kg及びピリジン塩酸塩0.87g(0.020mol%対ビスフェノール−A)の触媒を加え、窒素雰囲気下、10℃で60分間360rpmで撹拌して重合反応を行い、全OH末端(OH末端基濃度:60μeq/g)ポリカーボネート樹脂を生成させた。
【0080】
次いでこの反応混合液に(末端封止剤)のp−t−ブチルフェノール175g(3.92モル%対ビスフェノール−A)、25重量%苛性ソーダ水溶液105g、2重量%トリエチルアミン水溶液218g(0.10モル%対ビスフェノール−A)を添加し、更に1時間、360rpmの撹拌下に反応し続けた。その後、塩化メチレン30kg及び水7kgを加え、室温で20分間撹拌した後静置して、水相と有機相を分離した。この有機相に0.1規定の水酸化ナトリウム水溶液20kgを加えて15分間攪拌した後、静置して水相と有機相とに分離する洗浄操作を3回反復した。アルカリ洗浄後の有機相に0.1規定の塩酸20kgを加えて15分間撹拌した後、静置して水相と有機相とを分離した。この有機相に、純水20kgを加えて15分間撹拌した後、静置して水相と油相とに分離する洗浄操作を3回反復した結果、水相中に塩素イオンが検出されなくなったので、洗浄操作を中止した。有機相からニーダーで塩化メチレンを蒸発させて除き、得られた粉末を乾燥して、ポリカーボネート樹脂(PC−1)を得た。
【0081】
PC−2:
上記PC−1を古川大塚鉄鋼社製のグラニュレーターHB189で、650rpmで粉砕したもの。
PC−3:
上記PC−1を日本製鋼所製TEX30αで、吐出量50kg/hr、スクリュー回転数200rpmで押出し、水槽で冷却し、ストランドカットして得られた粒状物。
【0082】
なお、ポリカーボネート樹脂の比表面積は、試料を110℃、真空下(約1.3Pa以下)で3時間減圧加熱処理を行った後、カンタークローム社製粉体計測計オートソーブ1MPにて、液体窒素温度下で吸着等温線(吸着ガス:クリプトン)を測定し、得られた吸着等温線を用いてBET多点法にて求めた。
また、粒子径は、以下の様にして求めた。
1mm以上のメッシュを用い1mm以上の粒度分布、1mm以下は、レーザー回折散乱式粒度分布測定器(セイシン企業社製LMS−2000e)により粒度分布(湿式法)を求め、そこから体積平均粒子系を求めた。
また、粘度平均分子量は、ウベローデ粘度計を用いて、20℃における極限粘度[η]を測定し、
[η]=1.23×10−4×(Mv)0.83 の式より求めた。
さらに、メチレンクロライド量の測定を、後述の方法により、行った。
ポリカーボネート樹脂PC−1〜PC−3のメチレンクロライド量、粒径、粘度平均分子量を表1に示す。
【0083】
【表1】
【0084】
(実施例1)
噛み合い型同方向二軸スクリューベント式押出機(日本製鋼所製TEX30α、シリンダー長さ52.5D(Dはシリンダー内径))を使用し、図3のスクリュー構成Aを用いた。
図3に示す様に説明上、押出機のホッパー側からダイに向かってC1〜C15まで同一長さで区分けしている。
スクリュー構成Aは、図3に示す各ゾーンごとに、以下のように構成されている。
a)溶融ゾーン:長さ31.5D、リード1.5Dの順送りスクリューを連結した。
b)混練ゾーン:長さ4.0D
送り方向に向かって、順送りニーディングエレメント1D、逆送りニーディングエレメント0.5D及び順送りニーディングエレメント1.0D、直交ニーディングエレメント1.0D、逆送りスクリュー0.5Dからなる。尚、C10シリンダーには液注プラグを取り付け、プランジャーポンプで水を添加した。
c)減圧ゾーン:長さ17.0D、リード1.5Dの順送りスクリューを連結した。この17.0Dを減圧部の長さとした。
C14シリンダーには、減圧ベントを設置し、減圧度は−0.090MPaとした。
【0085】
図1に示した構成において、定量フィーダー(クボタ社製ベルトウェイングフィーダ ワイドレンジ B−WF)の材料供給口から二軸押出機の材料供給口までの距離(高さ)を85cmに設定した。略気密性を有するホッパーシュートを用い、二軸押出機の材料供給口近傍から上向きに、ポリカーボネート樹脂粉粒体と向流となるようにして、窒素ガス(純度99.9容量%)を35リットル/分の流量で供給した。二軸押出機の材料供給口近傍で、窒素ガスの供給口と対応する位置に設けた酸素濃度計(東レ(株)製 ジルコニア式酸素濃度計 LC−750L)により、ホッパーシュート内(ホッパー下部)の酸素濃度を測定し、酸素濃度が0.3容量%であることを確認した。
前記ポリカーボネート樹脂粉粒体(PC−1)を、定量フィーダーにより、窒素置換されたホッパーシュートに供給した。ポリカーボネート樹脂は、ホッパー下部に設けた計量フィーダーがあり、押出機に50kg/hrにて飢餓状態で供給されるようにした。
【0086】
押出機のバレル設定温度を270℃、スクリュー回転数を400rpmとし、混練ゾーンにおいて、図3のスクリュー構成AのC10シリンダーに設置した液注プラグから、プランジャーポンプを用いて、電気伝導度が1.5μS/cmの2床3塔式純水装置で製造したイオン交換水を、ポリカーボネート樹脂100質量部に対し、0.5質量部注入した。なお、電気伝導度は、電気化学計器社製の導電率計を用いて、25℃で測定した。
減圧部ゾーンの樹脂充満率は13容量%で、混練ゾーンの樹脂充満率は99容量%であった。
なお、樹脂の充満率は、以下の式により、求めた。
吐出量(kg/時間)÷{樹脂の比重×(シリンダーの断面積−2つのスクリューの断面積)×リードの長さ×スクリュー回転数(/時間)}
また、樹脂圧センサーで、この注水部分の樹脂圧を測定すると、2.0MPaであった。
【0087】
次いで、C14シリンダーのベント口から、減圧度が−0.09MPaとなるように、真空ポンプで吸引して、水と揮発成分を吸引除去することにより、樹脂中の水分濃度を38ppmになるように調整した。
次に、押出機の先端の押出ノズルから、直径4mmの円形断面のストランドとして押し出した。押出された直後のストランド温度は、310℃であった。
押出されたストランドを、電気伝導度が1.5μS/cmの2床3塔式純水装置で製造したイオン交換水を収容した水槽に導入して冷却した。水槽は水をオーバフローすることにより、温度を40℃〜70℃の範囲に調整した。
ストランドは103℃まで冷却され、ペレタイザーに挿入してカッティングした。ストランド温度が130℃を超えるとカッターに巻きつき良好なペットは得られなかった。切断面にもヒゲが見られた。また、70℃より低いとカッティング時にペレットが割れるなどの不都合を生じ、意匠が低下した。103℃カッティングされたペレットは切断面も美しく良好な形状であった。カッティング後3分以内にペレットを室温の真空乾燥機に室温で5分入れペレット表面に付着した水を取り除きペレットの水分率を測定した。
【0088】
次いで、このペレットをステンレス丸型タンク(10L容積、型式ST−24:湘南科学株から購入)に3kg入れ蓋を開放し、湿潤空気に3時間触れさせ熟成させた。3時間後に取り出したペレットの水分率と帯電量を測定した。結果を表3に示す。
なお、水分率測定は微量水分測定装置(三菱化学社製 CA−100)を用いて測定した。
帯電量はハンディーセンサーSK−030(キーエンス社製)で測定した。
【0089】
また、得られたペレットのメチレンクロライド含有量と溶出塩素濃度は、以下の方法で測定した。
(メチレンクロライドの測定方法)
窒素ガスの70ml/分の流通下で、300℃に設定した気化装置(MCI社製UA−21)の加熱炉に、ペレット4g以上をセットし、発生したガス及び窒素ガスをジオキサン20ml及び内部標準(クロロホルム0.08mg/mlジオキサン溶液)5mlを入れた吸収管(13±1℃に冷却)に60分間導入。得られた吸収液をFlame Ionization Detector付きガスクロマトグラフィ(島津製作所社製GC−14A)にて測定(内部標準法)した。
測定条件は以下の通りである。
カラム
・SUSカラム 3mmφ×2m
・充填剤 silicone DC−550 25%
80/100mesh
Celite545 sk DMCS
・カラム温度 60℃
インジェクション温度 250℃
ディテクター温度 250℃
・ガス 空気 0.60kg/cm2
水素 0.60kg/cm2
キャリアガス(ヘリウム) 1.15kg/cm2
・試料注入量 3μL
【0090】
(溶出塩素濃度の測定方法)
純水で洗浄済みの蓋付きポリプロピレン製容器にペレット50gと純水100gを仕込み、50℃のクリーンオーブン内に3時間保持後、ペレットと水相を分離し、得られた水相を濃縮モジュール(日本ダイオネクス社製試料濃縮モジュールSPU−300)を具備したイオンクロマトグラフ(日本ダイオネクス社製イオンクロマトグラフDX−AQ)を用い、液相中の塩素イオン成分を測定(絶対検量線法)した。測定条件は以下の通りである。
・カラム 日本ダイオネクス社製分析カラム AS12A
日本ダイオネクス社製ガードカラム AG12A
日本ダイオネクス社製濃縮カラム AG4A−SC
・サプレッサー 日本ダイオネクス社製サプレッサーASRS300 4mm
・溶離液 2.7mM炭酸ナトリウム+0.3mM炭酸水素ナトリウム
・溶離液流量 1.5ml/分
・試料注入量(濃縮装置設定条件) 1.5ml/分にて4分間、濃縮カラムに流通・濃縮
・検出感度 RANGE:3μS 温度補正:1.7/℃
・サプレッサー電流値 50mA
【0091】
さらに、得られたペレットを、120℃で5時間加熱乾燥し、住友重機社製射出成形機SH100を用い、シリンダー温度290℃、金型温度80℃の条件で、100mm×100mm×3mmの平板状の成形品を成形した。シルバー(銀条)や気泡の発生がない良好な成形品が得られた。
【0092】
得られた平板状成形品を用いて、色調(イエローインデックス(YI値))の測定を行った。
イエローインデックス(YI値)は、JIS K−7105に準じ、上記3mm厚の平板を試験片とし、日本電色工業社製のSE2000型分光式色彩計で測定した。
以上の評価結果を表3に示した。
【0093】
(実施例2)
PC−1の代わりにPC−2を使用した以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
(実施例3)
窒素ガスの供給量を増やし、ホッパーシュート内の酸素濃度を0.1容量%以下とした以外は実施例1と同様にして、ぺレットの製造を行った。結果を表3に示す。
(実施例4)
窒素ガスの供給量を減らし、ホッパーシュート内の酸素濃度を2.1容量%とした以外は実施例1と同様にして、ぺレットの製造を行った。結果を表3に示す。
【0094】
(実施例5)
定量フィーダー(クボタ社製 ベルトウェイングフィーダ ワイドレンジ B−WF)の材料供給口から二軸押出機の材料供給口までの距離(高さ)を60cmに設定した以外は実施例1と同様にして、ぺレットの製造を行った。結果を表3に示す。
【0095】
(実施例6)
注水量を0.2質量部にした以外は実施例1と同様にして、ぺレットの製造を行った。結果を表3に示す。
(実施例7)
注水量を1.5質量部とした以外は実施例1と同様にして、ぺレットの製造を行った。結果を表3に示す。
【0096】
(実施例8)
混床式純水装置で作られた電気伝導度0.5μS/cmの純水を注水した以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
【0097】
(実施例9)
二床三塔型純水装置による純水と水道水とを混ぜて、電気伝導度9μS/cmの水を注水した以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
(実施例10)
二床三塔型純水装置による純水と水道水とを混ぜて、電気伝導度17μS/cmの水を注水した以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
【0098】
(実施例11)
水槽に混床式純水装置で作られた電気伝導度0.5μS/cmの純水を満たし、ストランドを冷却した以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
(実施例12)
水槽に二床三塔型純水装置による純水と水道水とを混ぜて、電気伝導度9μS/cmの水を満たし、ストランドを冷却した以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
(実施例13)
水槽に二床三塔型純水装置による純水と水道水とを混ぜて、電気伝導度17μS/cmの水を満たし、ストランドを冷却した以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
【0099】
(実施例14)
水槽冷却距離を短くし、カッティング時のストランド温度を118℃に上げた以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
(実施例15)
水槽冷却距離を長くし、カッティング時のストランド温度を79℃に下げた他は実施例1と同様にしてペレットの製造を行った。結果を表3に示す。
(実施例16)
熟成工程を7時間にした以外は実施例1と同様にして、ペレットの製造を行った。結果を表3に示す。
【0100】
なお、表3以下において、「ペレット形状」および「総合評価」の欄の○×は、下記表2の基準で判定した。
【表2】
【0101】
【表3】
【0102】
(比較例1)
PC−1の代わりにPC−3を用いた以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
【0103】
(比較例2)
窒素ガスの供給量を減らし、ホッパーシュート内の酸素濃度を4.0容量%とした以外は実施例1と同様にして、ぺレットの製造を行った。結果を表4に示す。
(比較例3)
窒素の供給をやめ、ホッパーシュート内の酸素濃度を21容量%とした他は実施例1と同様にして、ぺレットの製造を行った。結果を表4に示す。
【0104】
(比較例4)
定量フィーダー(クボタ社製 ベルトウェイングフィーダ ワイドレンジ B−WF)の材料供給口から二軸押出機の材料供給口までの距離(垂直高さ)を40cmに設定した以外は実施例1と同様にして、ぺレットの製造を行った。結果を表4に示す。
【0105】
(比較例5)
二床三塔型純水装置による純水と水道水とを混ぜて、電気伝導度33μS/cmの水を注水した以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
(比較例6)
水槽に二床三塔型純水装置による純水と水道水とを混ぜて、電気伝導度33μS/cmの水を満たし、ストランドを冷却した他は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
【0106】
(比較例7)
注水をやめた以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
(比較例8)
注水量を0.05質量部とした以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
【0107】
(比較例9)
注水量を2.5質量部とした以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
押出し終了時にベントを空けると樹脂が上がって来ていた(ベントアップ。長時間の連続生産では真空系が樹脂により閉塞する可能性があり、安定生産は無理と判断された)。
【0108】
(比較例10)スクリュー回転数を900rpmにした以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
【0109】
(比較例11)
水槽冷却距離を短くし、カッティング時のストランド温度を132℃まで上げた以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
(比較例12)
水槽冷却距離を長くし、カッティング時のストランド温度を65℃まで下げた以外は実施例1と同様にして、ペレットの製造を行った。結果を表4に示す。
(比較例13)
実施例1において、熟成工程を経ずペレットの帯電量を測定した。帯電量は10.2kVであり、空気中の塵が吸着し易かった。結果を表4に示す。
【0110】
【表4】
【0111】
(実施例17)
スクリュー回転数を700rpmにした以外は実施例1と同様にして、ペレットの製造を行った。
結果を表5に示す。
(実施例18)
吐出量を70kg/hr、スクリュー回転数を300rpmにした他は実施例1と同様にしてペレットの製造を行った。結果を表5に示す。
【0112】
(実施例19)
スクリュー構成を、図3のスクリュー構成Bとした以外は実施例18と同様にして、ペレットを製造した。スクリュー構成Bとは、スクリュー構成Aの減圧ゾーンのスクリューのリードを1.0Dとした構成である。結果を表5に示す。
【0113】
(実施例20)
スクリュー構成を、図3のスクリュー構成Cとした以外は実施例1と同様にして、ペレットを製造した。
スクリュー構成Cとは、以下の構成を有する。
a)溶融ゾーン:長さ31.5D、リード1.5Dの順送りスクリューを連結した。
b)混練ゾーン:長さ4.5D
送り方向に向かって、順送りニーディングエレメント1.0D、逆送りニーディングエレメント0.5D及び順送りニーディングエレメント1.0D、直交ニーディングエレメント1.0D、逆送りニーディング1.0からなる。
c)減圧ゾーン:長さ16.5D、リード1.5Dの順送りスクリューを連結した。
結果を表5に示す。
【0114】
(実施例21)
スクリュー構成を、図3のスクリュー構成Dとした以外は実施例1と同様にして、ペレットを製造した。
a)溶融ゾーン:長さ41.5D、リード1.5Dの順送りスクリューを連結した。
b)混練ゾーン:長さ4.0D
送り方向に向かって、順送りニーディングエレメント1D、逆送りニーディングエレメント0.5D及び順送りニーディングエレメント1.0D、直交ニーディングエレメント1.0D、逆送りスクリュー0.5Dからなる。なお、C13シリンダーには液注プラグを取り付け、プランジャーポンプで水を添加した。
c)減圧ゾーン:長さ7.0D、リード1.5Dの順送りスクリューを連結した。この樹脂送りゾーンを減圧部の長さとした。
結果を表5に示す。
【0115】
【表5】
【0116】
(実施例22)
実施例1において、ペレットを乾燥すること無しに、住友重機社製射出成形機SH100を用い、シリンダー温度290℃、金型温度80℃の条件で、100mm×100mm×3mmの平板状の成形品を成形した。極めて僅かながらシルバー(銀条)見られたが問題の無い範囲であった。
【産業上の利用可能性】
【0117】
本発明の製造方法によれば、塩素化合物等の不純物含有量が極めて少なく、また樹脂の劣化が少なくて黄変の発生がなく、ペレット外観が良好で、樹脂添加剤フリーで使用可能なポリカーボネート樹脂ペレットを製造することができ、極めて清浄度の高い高品質の成形品が得られるので、電気電子部品分野等での広い分野に適用でき、産業上の利用性は非常に高い。
【特許請求の範囲】
【請求項1】
微量のメチレンクロライドを含有するポリカーボネート樹脂から、メチレンクロライド含有量が低減されたポリカーボネート樹脂ペレットを製造する方法であって、
1)微量のメチレンクロライドを含有するポリカーボネートとして比表面積が0.008m2/g以上で、50質量%以上が200〜2,000μmの粒径を有する粉粒体形状のポリカーボネート樹脂を用い、
2)粉粒体形状のポリカーボネート樹脂を、酸素濃度が3容量%以下の不活性ガス雰囲気中を50cm以上落下移動させる不活性ガス処理工程、
3)不活性ガス処理された粉粒体形状のポリカーボネート樹脂をベント式押出機に供給し、混練ゾーンにおいて、電気伝導度が30μS/cm以下である水を、ポリカーボネート樹脂100質量部に対し0.1〜2質量部注入する工程、
4)押出機の水注入部より下流側に設けられたベント口を減圧状態にして吸引することにより、溶融状態の樹脂から前記水と共にメチレンクロライドを吸引除去すると共に、樹脂中の水分濃度を10〜200ppmに調整する工程、
5)押出機のダイから押し出されたストランド状の溶融樹脂を電気伝導度が30μS/cm以下である水中に導入して冷却する工程、
6)ストランドを70℃〜130℃の範囲でカッティングし、水分を10〜200ppm含水するペレットを得る工程、
7)得られた、水分を10〜200ppm含有するペレットを湿潤雰囲気下に置くことにより更に含水させ、含水率を、ペレットの元の含水率を超え、1300ppm以下に調整する熟成工程
を含むことを特徴とするポリカーボネート樹脂ペレットの製造方法。
【請求項2】
熟成工程を経て得られた含水状態のペレットを乾燥する乾燥工程を更に行うことを特徴とする請求項1に記載のポリカーボネート樹脂ペレットの製造方法。
【請求項3】
粉粒体形状のポリカーボネート樹脂を不活性ガスで処理するに当たり、粉流体を落下状態で供給し、不活性ガスを下方から、粉粒体に対して向流となるように供給することを特徴とする請求項1または2に記載のポリカーボネート樹脂ペレットの製造方法。
【請求項4】
ベント式押出機のバレル中の酸素濃度を3容量%以下とすることを特徴とする請求項1乃至3のいずれかに記載のポリカーボネート樹脂ペレットの製造方法。
【請求項5】
水を注入する混練ゾーンが、樹脂の充満領域であり、樹脂圧力が0.5〜10MPaの範囲であることを特徴とする請求項1乃至4のいずれかに記載のポリカーボネート樹脂ペレットの製造方法。
【請求項6】
押出機の減圧部での樹脂充満率が5〜30容量%である領域の長さが、8.0D(Dは押出機のシリンダー内径)以上であることを特徴とする請求項1乃至5のいずれかに記載のポリカーボネート樹脂ペレットの製造方法。
【請求項7】
ストランドを冷却する水の温度が30〜90℃であることを特徴とする請求項1乃至6のいずれかに記載のポリカーボネート樹脂ペレットの製造方法。
【請求項8】
請求項1乃至7のいずれか1項に記載の製造方法で製造されたポリカーボネート樹脂ペレット。
【請求項9】
請求項8に記載のポリカーボネート樹脂ペレットを用いたことを特徴とする電気電子機器部品搬送用ケース。
【請求項1】
微量のメチレンクロライドを含有するポリカーボネート樹脂から、メチレンクロライド含有量が低減されたポリカーボネート樹脂ペレットを製造する方法であって、
1)微量のメチレンクロライドを含有するポリカーボネートとして比表面積が0.008m2/g以上で、50質量%以上が200〜2,000μmの粒径を有する粉粒体形状のポリカーボネート樹脂を用い、
2)粉粒体形状のポリカーボネート樹脂を、酸素濃度が3容量%以下の不活性ガス雰囲気中を50cm以上落下移動させる不活性ガス処理工程、
3)不活性ガス処理された粉粒体形状のポリカーボネート樹脂をベント式押出機に供給し、混練ゾーンにおいて、電気伝導度が30μS/cm以下である水を、ポリカーボネート樹脂100質量部に対し0.1〜2質量部注入する工程、
4)押出機の水注入部より下流側に設けられたベント口を減圧状態にして吸引することにより、溶融状態の樹脂から前記水と共にメチレンクロライドを吸引除去すると共に、樹脂中の水分濃度を10〜200ppmに調整する工程、
5)押出機のダイから押し出されたストランド状の溶融樹脂を電気伝導度が30μS/cm以下である水中に導入して冷却する工程、
6)ストランドを70℃〜130℃の範囲でカッティングし、水分を10〜200ppm含水するペレットを得る工程、
7)得られた、水分を10〜200ppm含有するペレットを湿潤雰囲気下に置くことにより更に含水させ、含水率を、ペレットの元の含水率を超え、1300ppm以下に調整する熟成工程
を含むことを特徴とするポリカーボネート樹脂ペレットの製造方法。
【請求項2】
熟成工程を経て得られた含水状態のペレットを乾燥する乾燥工程を更に行うことを特徴とする請求項1に記載のポリカーボネート樹脂ペレットの製造方法。
【請求項3】
粉粒体形状のポリカーボネート樹脂を不活性ガスで処理するに当たり、粉流体を落下状態で供給し、不活性ガスを下方から、粉粒体に対して向流となるように供給することを特徴とする請求項1または2に記載のポリカーボネート樹脂ペレットの製造方法。
【請求項4】
ベント式押出機のバレル中の酸素濃度を3容量%以下とすることを特徴とする請求項1乃至3のいずれかに記載のポリカーボネート樹脂ペレットの製造方法。
【請求項5】
水を注入する混練ゾーンが、樹脂の充満領域であり、樹脂圧力が0.5〜10MPaの範囲であることを特徴とする請求項1乃至4のいずれかに記載のポリカーボネート樹脂ペレットの製造方法。
【請求項6】
押出機の減圧部での樹脂充満率が5〜30容量%である領域の長さが、8.0D(Dは押出機のシリンダー内径)以上であることを特徴とする請求項1乃至5のいずれかに記載のポリカーボネート樹脂ペレットの製造方法。
【請求項7】
ストランドを冷却する水の温度が30〜90℃であることを特徴とする請求項1乃至6のいずれかに記載のポリカーボネート樹脂ペレットの製造方法。
【請求項8】
請求項1乃至7のいずれか1項に記載の製造方法で製造されたポリカーボネート樹脂ペレット。
【請求項9】
請求項8に記載のポリカーボネート樹脂ペレットを用いたことを特徴とする電気電子機器部品搬送用ケース。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−162048(P2012−162048A)
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願番号】特願2011−25860(P2011−25860)
【出願日】平成23年2月9日(2011.2.9)
【特許番号】特許第4977786号(P4977786)
【特許公報発行日】平成24年7月18日(2012.7.18)
【出願人】(594137579)三菱エンジニアリングプラスチックス株式会社 (609)
【Fターム(参考)】
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願日】平成23年2月9日(2011.2.9)
【特許番号】特許第4977786号(P4977786)
【特許公報発行日】平成24年7月18日(2012.7.18)
【出願人】(594137579)三菱エンジニアリングプラスチックス株式会社 (609)
【Fターム(参考)】
[ Back to top ]