
ポリマーフィルムの製造方法及び製造装置
【課題】搬送ローラにおいてポリマーフィルムにシワが発生してしまうのを防止するとともに光学特性が変動してしまうことを防止する。
【解決手段】延伸処理が施されたポリマーフィルム3をケーシング6a内部で該ケーシング6a内に設けられた複数の搬送ローラ41の搬送路に沿って搬送してノズル41から噴霧する過熱水蒸気を接触させる過熱水蒸気処理を有するポリマーフィルムの製造方法であって、過熱水蒸気処理を行うケーシング6a内の平均の相対湿度が60%以上のときには過熱水蒸気を搬送ローラ42に向かって当てないようにする。
【解決手段】延伸処理が施されたポリマーフィルム3をケーシング6a内部で該ケーシング6a内に設けられた複数の搬送ローラ41の搬送路に沿って搬送してノズル41から噴霧する過熱水蒸気を接触させる過熱水蒸気処理を有するポリマーフィルムの製造方法であって、過熱水蒸気処理を行うケーシング6a内の平均の相対湿度が60%以上のときには過熱水蒸気を搬送ローラ42に向かって当てないようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はポリマーフィルムの製造方法及び製造装置に関し、特に、延伸処理が施されたポリマーフィルムをケーシング内部で該ケーシング内に設けられた複数の搬送ローラの搬送路に沿って搬送して過熱水蒸気を接触させる処理を有するポリマーフィルムの製造方法及び装置に関する。
【背景技術】
【0002】
ポリマーフィルム(以下、フィルムと称する)は、優れた光透過性や柔軟性および軽量薄膜化が可能であるなどの特長から光学フィルムとして多岐に利用されている。中でも、セルロースアシレート、特に57.5%〜62.5%の平均酢化度を有するトリアセチルセルロース(以下、TACと称する)から形成されるTACフィルムは、その強靭性と難燃性とから写真感光材料のフィルム用の支持体として利用されている。また、TACフィルムは光学等方性に優れることから、市場が急激に拡大している液晶表示装置の偏光板の保護フィルム,位相差フィルム,視野角拡大フィルムなどの光学フィルムに用いられている。
【0003】
フィルムの主な製造方法として、溶液製膜方法や溶融製膜方法が知られている。溶液製膜方法は、ポリマーと溶剤とを含むポリマー溶液(以下、ドープと称する)を支持体上に流延し、流延膜を形成し、流延膜が自己支持性を有するものとなった後、これを支持体から剥がして湿潤フィルムとし、湿潤フィルムを乾燥しフィルムとして巻き取る方法である。溶液製膜方法は、溶解したポリマーを押出機で押し出してフィルムを製造する溶融押出方法と比べて、光学特性の等方性や膜厚の均一性に優れるとともに、含有異物の少ないフィルムを得ることができるため、フィルム、特に光学機能性フィルムの製造方法には、溶液製膜方法が採用されている。
【0004】
ところで、液晶表示装置に対して、所定の環境条件下で一定の特性、品質を確保できるか否かを調べる湿熱耐久試験が行われる。同様にして、液晶表示装置等に用いられる光学機能性フィルムに対しても、湿熱耐久試験が行われる。ところが、このフィルムに湿熱耐久試験を行うと、フィルムの光学特性が変動してしまうことがわかった。特に、高温高湿の条件(例えば、温度60℃以上湿度90%RH)下における湿熱耐久試験の前後において、厚み方向のレターデーションRthが大きく変動してしまう結果、フィルムのレターデーションRthが液晶表示装置に適した範囲から大きく外れてしまう現象が多発した。
【0005】
この湿熱耐久性の向上のための方法として、延伸処理を施されたポリマーフィルムと湿潤気体(水蒸気)とを接触させる過熱水蒸気処理が知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−158833号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1のような過熱水蒸気処理では、過熱水蒸気を噴霧するノズルの近傍に設置された搬送ローラ上でシワが発生してしまうという問題があった。
【0008】
本発明はこのような事情に鑑みてなされたもので、搬送ローラにおいてポリマーフィルムに折れシワが発生してしまうのを防止するとともに光学特性が変動してしまうことを防止することができるケーシング内に設けられた複数の搬送ローラの搬送路に沿って搬送してノズルから噴霧する過熱水蒸気を接触させる過熱水蒸気処理を有するポリマーフィルムの製造方法及び製造装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、前記目的を達成するために、延伸処理が施されたポリマーフィルムをケーシング内部で該ケーシング内に設けられた複数の搬送ローラの搬送路に沿って搬送してノズルから噴霧する過熱水蒸気を接触させる過熱水蒸気処理を有するポリマーフィルムの製造方法であって、前記過熱水蒸気処理を行うケーシング内の平均の相対湿度が60%以上のときには、前記過熱水蒸気を前記搬送ローラに向かって当てないようにする。
【0010】
そして、本発明は、前記目的を達成するために、延伸処理が施されたポリマーフィルムをケーシング内部で該ケーシング内に設けられた複数の搬送ローラの搬送路に沿って搬送してノズルから噴霧する過熱水蒸気を接触させる過熱水蒸気処理ゾーンを有するポリマーフィルムの製造装置であって、前記過熱水蒸気が前記搬送ローラに向かって直接に当たらない構成であるようにする。
【0011】
過熱水蒸気処理では過熱水蒸気を噴霧するが、この高い相対湿度の過熱水蒸気によりポリマーフィルムのガラス転移温度Tgが低下する。そして、ポリマーフィルムのガラス転移温度Tgが低下することで、ポリマーフィルムの弾性率が低下し、ポリマーフィルムにツレが発生し易くなる。また、ノズルから噴霧する過熱水蒸気により、ノズル近くにある搬送ローラが冷やされるので、ポリマーフィルムと搬送ローラとで温度差が生じる。したがって、ツレが搬送ローラ上に乗り上げることでポリマーフィルムにシワが発生してしまう。
【0012】
そこで、過熱水蒸気処理を行うケーシング内の平均の相対湿度が60%以上のときには、過熱水蒸気を搬送ローラに向かって当てないようにした。
【0013】
これにより、搬送ローラにおいてポリマーフィルムにシワが発生してしまうのを防ぐことができるようになった。
【0014】
なお、ポリマーフィルムと搬送ローラとで温度差が生じるのは、本発明において、過熱水蒸気処理の少なくとも上流側においてポリマーフィルムを加熱する熱処理を行っている場合、即ち、過熱水蒸気処理ゾーンの少なくとも上流側においてポリマーフィルムを加熱する熱処理ゾーンを備えている場合である。
【0015】
過熱水蒸気処理の上流側においてポリマーフィルムを熱処理していると、ポリマーフィルムが過熱水蒸気温度よりも高くなるため、本発明は特に有効である。
【0016】
本発明において、過熱水蒸気を搬送ローラに向かって当てないためには、例えば、搬送ローラとノズルの間にカバーを設けることが考えられる。
【0017】
そして、本発明において、前記ポリマーフィルムは、トリアセチルセルロース(TAC)フィルムであることが好ましい。
【発明の効果】
【0018】
本発明に係るポリマーフィルムの製造方法及び製造装置によれば、搬送ローラにおいてポリマーフィルムにシワが発生してしまうのを防止するとともに光学特性が変動してしまうことを防止することができる。
【図面の簡単な説明】
【0019】
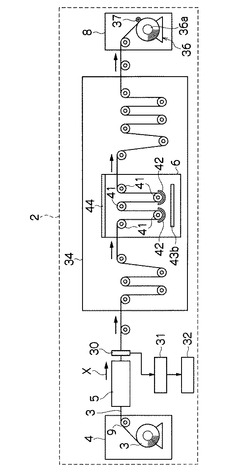
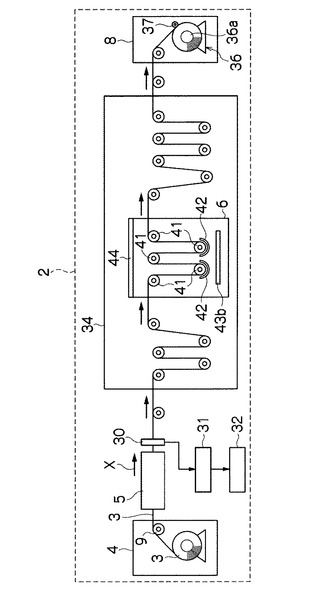
【図1】オフライン延伸設備の概要を示す説明図である。
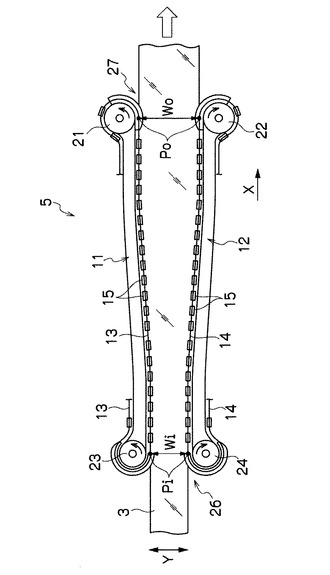
【図2】テンタ部の概要を示す平面図である。
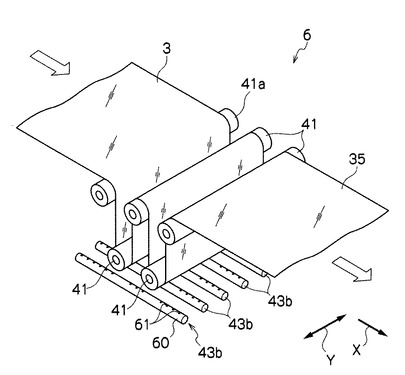
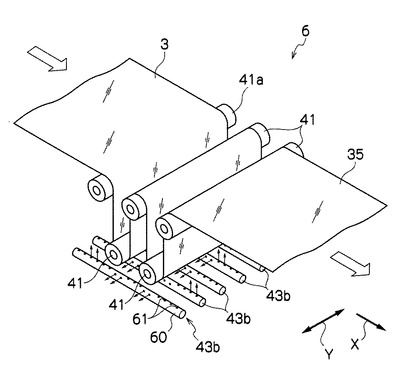
【図3】過熱水蒸気処理ゾーンの概要を示す斜視図である。
【図4】過熱水蒸気処理ゾーンの別形態の一例を示す説明図である。
【図5】実施例の条件及び結果を示す表である。
【発明を実施するための形態】
【0020】
図1に示すように、オフライン延伸設備2は、TACフィルム3を延伸するものであり、供給室4と、テンタ部5と、熱処理ゾーン34と、過熱水蒸気処理ゾーン6と、巻取室8とを備える。供給室4には、長尺状のTACフィルム3が巻き芯に巻き取られた状態で収納されている。TACフィルム3は、フィルム製造設備で製造される。供給ローラ9は、巻き芯からTACフィルム3を取り出して、テンタ部5に供給する。
【0021】
図2に示すように、テンタ部5は、TACフィルム3をX方向に搬送するフィルム搬送路を有し、このフィルム搬送路にあるTACフィルム3を、X方向と直交する方向(以下、Y方向と称する)に延伸する延伸処理を行うものであり、第1レール11と、第2レール12と、これらレール11,12に案内される1対のエンドレスチェーン(以下、第1、第2チェーンと称する)13,14とを備えている。第1、第2チェーン13,14には、クリップ15が一定の間隔で多数取り付けられている。
【0022】
レール11、12は、フィルム搬送路のY方向両端に沿うように設けられ、フィルム搬送路を介して互い対向するように配される。レール11,12のX方向上流側には、テンタ入口26が設けられ、レール11,12のX方向下流側には、テンタ出口27が設けられる。テンタ出口27のフィルム搬送路のY方向両側には、原動スプロケット21,22が設けられ、テンタ入口26のフィルム搬送路のY方向両側には、従動スプロケット23,24が設けられる。第1、第2チェーン13,14は、原動スプロケット21,22及び従動スプロケット23,24の間に掛け渡されており、これらスプロケット21〜24の間では、第1チェーン13は第1レール11によって、第2チェーン14は第2レール12によって案内される。各スプロケット21〜22が回転すると、第1、第2チェーン13、14はレール11、12に沿って走行する。
【0023】
テンタ入口26近傍のレール11,12には把持開始位置Piが設けられ、テンタ出口27近傍のレール11,12には把持解除位置Poが設けられる。第1、第2チェーン13、14の走行により、クリップ15が把持開始位置Piを通過すると、クリップ15はTACフィルム3の耳部を把持する状態となる。そして、クリップ15が把持解除位置Poを通過すると、クリップ15はTACフィルム3の耳部の把持を解除する状態となる。レール11,12は、把持解除位置PoにおけるTACフィルム3のY方向の幅Woが、把持開始位置PiにおけるTACフィルム3のY方向の幅Wiよりも大きくなるように配される。チェーン13、14の走行により、クリップ15は、把持開始位置PiにあるTACフィルム3を把持解除位置Poまで搬送しながら、TACフィルム3をY方向に延伸する。なお、X方向における位置Pi及び位置Poの間に位置Pkを設け、この位置PkにおけるTACフィルム3のY方向の幅Wkが、幅Wiより大きくなるようにレール11、12を配してもよい。なお、幅Wkは、幅Woよりも大きくてもよいし、幅Woと等しくてもよい。
【0024】
図示しない空調機により、テンタ部5の内部の雰囲気の条件を所定範囲内で一定となるように保持する。また、必要に応じて、テンタ部5を、X方向で複数のゾーンに分けて、ゾーン毎に、フィルム加熱条件を変えるようにしてもよい。例えば、X方向の上流側から順に、TACフィルム3を予熱するための予熱ゾーン、延伸可能な程度までTACフィルム3を加熱するための加熱ゾーン、及びTACフィルム3を延伸する延伸ゾーンを設けてもよいし、これらに加えて、TACフィルム3の延伸を停止し、TACフィルム3に残留する歪が緩和するようにTACフィルム3を加熱する熱緩和ゾーンを、延伸ゾーンよりもX方向下流側に設けてもよい。
【0025】
図1に示すように、テンタ部5と熱処理ゾーン34との間には、耳切装置30が設けられる。耳切装置30は、TACフィルム3のY方向(図2参照)の側縁部をスリット状の耳屑として切り離す。耳切装置30に接続するカットブロア31は、この耳屑を細かく切断する。図示しない風送装置は、カットブロア31を経た耳屑をクラッシャ32に送り、クラッシャ32は耳屑を更に細かく切断して、チップとする。このチップはドープ調製用に再利用されるので、この方法はコストの点において有効である。
【0026】
熱処理ゾーン34と過熱水蒸気処理ゾーン6とに送られたTACフィルム3には所定の処理が施される。熱処理ゾーン34と過熱水蒸気処理ゾーン6にて行われる所定の処理の詳細は後述する。光学フィルム35は、巻取室8に送られる。なお、図示しないが、熱処理ゾーン34と過熱水蒸気処理ゾーン6にて行われる所定の処理の後、冷却室に送り所定の温度になるまで冷却した後巻取室8に送っても良い。
【0027】
巻取室8には、巻取り軸を有する巻取機36とプレスローラ37とが設けられている。巻取り軸には巻き芯36aが取り付けられる。巻取室8に送られた光学フィルム35は、プレスローラ37によって押圧されながら、巻き芯36aに巻き取られる。
【0028】
図1では、過熱水蒸気処理ゾーン6は、熱処理ゾーン34の内部に設けられている。なお、図示しないが、熱処理ゾーン、過熱水蒸気処理ゾーン、熱処理ゾーンを別々に設けても良い。
【0029】
熱処理ゾーン34では、TACフィルム3を温度130〜150℃で処理するようにしている。
【0030】
そして、過熱水蒸気処理ゾーン6では、TACフィルム3を過熱水蒸気で処理するようにしている。なお、過熱水蒸気の温度は100〜101℃くらいであるが、熱処理ゾーン34の影響もあり、過熱水蒸気処理ゾーン6内は温度が100〜106℃である。
【0031】
図1に示したように、複数のローラ41が、X方向の上流側から下流側に向かって順次設けられる。複数のローラ41により、TACフィルム3を搬送する搬送路が形成される。フィルム搬送路の近傍には、給気ヘッド43bが設けられる。また、過熱水蒸気処理ゾーン6には、過熱水蒸気を排気する排気口44を備える。
【0032】
オフライン延伸設備2における本発明の作用について説明する。図1に示すように、供給ローラ9は、供給室4からTACフィルム3をテンタ部5に供給する。
【0033】
図2に示すように、図示しない空調機は、テンタ部5内の雰囲気の温度、湿度、ガス露点等を調節する。これにより、テンタ部5を通過するTACフィルム3の温度を所望の範囲内に調節することができる。図示しない駆動機構は、スプロケット21〜24を回転駆動し、第1、第2チェーン13、14は、第1、第2レール11、12に沿って無端走行する。第1、第2チェーン13、14に取り付けられるクリップ15は、把持開始位置Piにて、TACフィルム3の方向Yの両側縁部を把持し、把持解除位置Poにて両側縁部の把持を解除する。こうして、テンタ部5では、把持開始位置Piから把持解除位置Poまでの間で、方向Yへの延伸処理がTACフィルム3に施される。テンタ部5におけるTACフィルム3の延伸率Lx{=(Wo/Wi)×100}は、100.5%以上300%以下であることが好ましく、110%以上180%以下であることがより好ましい。
【0034】
図1に示すように、テンタ部5から送られたTACフィルム3は、耳切装置30により、両側縁部が切り離され、熱処理ゾーン34及び過熱水蒸気処理ゾーン6へ送られる。熱処理ゾーン34にてTACフィルム3を130〜150℃で加熱する処理、過熱水蒸気処理ゾーン6にてTACフィルム3に過熱水蒸気を接触させる処理が行われる。熱処理ゾーン34から送り出されたTACフィルム3は、巻取室8に送られ、プレスローラ37によって押圧されながら、巻取機36の巻き芯36aに巻き取られる。
【0035】
本処理によって、急激にTACフィルム3は水分子を吸収し、ガラス転移温度Tgが低下するとともに、一定以上の熱エネルギーを得るため、TACフィルム3における水分子の拡散が促進される。TACフィルム3における水分子の拡散の促進により、ポリマー分子の高次構造がより安定な構造に遷移しやすくなる結果、乾いたTACフィルム3を単に加熱する処理に比べ、ポリマー分子の構造の安定化を短時間で行うことができる。
【0036】
したがって、本発明によれば、湿熱耐久試験の前後におけるレターデーションRe、Rthの変動量△Re、△Rthが小さいTACフィルム3を製造することができる。具体的には、乾熱耐久性を△Re/△Rth=2nm/6nm以内、湿熱耐久性を△Re/△Rth=6nm/17nm以内にすることができる。なお、乾熱耐久性は、温度80℃、ドライ(湿度5%RH)の環境下で5日間ほぼ一定に保ったサンプルの△Re/△Rthであり、湿熱耐久性は、温度60℃、湿度90%RHの環境下で5日間ほぼ一定に保ったサンプルの△Re/△Rthである。
【0037】
しかしながら、過熱水蒸気処理ではTACフィルム3に過熱水蒸気を噴霧するが、この高い相対湿度の過熱水蒸気によりTACフィルム3のガラス転移温度Tgが低下してしまうので、ポリマーフィルムの弾性率が低下し、ポリマーフィルムにツレが発生し易くなる。また、ノズルから噴霧する過熱水蒸気により、ノズル近くにある搬送ローラが冷やされるので、ポリマーフィルムと搬送ローラとで温度差が生じる。したがって、ツレが搬送ローラ上に乗り上げることでポリマーフィルムにシワが発生してしまうという問題が生じる。特に、図1に示したように、過熱水蒸気処理の少なくとも上流側においてポリマーフィルムを加熱する熱処理を行っている場合、即ち、過熱水蒸気処理ゾーンの少なくとも上流側においてポリマーフィルムを加熱する熱処理ゾーンを備えている場合に、ポリマーフィルムの温度が過熱水蒸気温度よりも高くなる。
【0038】
そこで、本発明では、過熱水蒸気処理を行うケーシング内の平均の相対湿度が60%以上のときには、過熱水蒸気を搬送ローラに向かって当てないようにした。
【0039】
これにより、搬送ローラにおいてポリマーフィルムにシワが発生してしまうのを防ぐことができるようになった。
【0040】
過熱水蒸気を搬送ローラに向かって当てないためには、図1のように、例えば、搬送ローラ41と給気ヘッド43bの間にカバー42を設けることが考えられる。
【0041】
給気ヘッド43bは、図3及び図4に示すように、X方向に横たわるように複数配され、Y方向に離間して並べられる。給気ヘッド43bは、円柱状の給気ヘッド本体60と、複数の噴出孔61とを有する。複数の噴出孔61は、給気ヘッド本体60の周面に設けられる。給気ヘッド本体60の内部には流路が形成される。流路は過熱水蒸気供給設備(不図示)と複数の噴出孔61とを連通する。湿過熱水蒸気供給設備から流路へ送られた過熱水蒸気は、複数の噴出孔61から吹き出す。なお、図示しないが、複数の噴出孔61は、図1においては等間隔で設けられている。
【0042】
したがって、本発明において、過熱水蒸気を搬送ローラに向かって当てないためには、図1のようにカバー42を設けるのでなく、例えば、図3のように過熱水蒸気が搬送ローラ41に向かう噴出孔61がない給気ヘッド本体60を用いることが考えられるし、また、図4のように過熱水蒸気が搬送ローラ41に向かわないように噴出孔61の位置を工夫することも考えられる。
【0043】
なお、上記実施形態の延伸処理では、TACフィルム3をY方向に延伸したが、本発明はこれに限られず、TACフィルム3をX方向に延伸してもよいし、TACフィルム3をX方向及びY方向に延伸してもよい。また、本発明における延伸手段は、テンタ部5に限られず、TACフィルム3に所定のテンションを付与することができる等の公知の延伸手段を用いてもよい。
【0044】
また、本処理が施されるTACフィルム3は、十分乾燥された、すなわち溶剤がほとんど残っておらず、ポリマー分子の流動性がほとんど消失しているものを用いることが好ましく、乾量基準の残留溶剤量が5重量%以下であることが好ましく、2重量%以下であることがより好ましく、0.3重量%以下であることが特に好ましい。ここで、乾量基準の残留溶剤量とは、湿潤フィルムやTACフィルム3に残留する溶剤の量を示したものを指す。残留溶剤量は、対象となるフィルムからサンプルフィルムを採取し、採取時のサンプルフィルムの重量をx、サンプルフィルムを乾燥した後の重量をyとするとき、{(x−y)/y}×100で表される。
【0045】
TACフィルム3の幅は600mm以上であることが好ましく、1400mm以上2500mm以下であることがより好ましく、2500mmより大きい場合にも本発明の効果が発現する。また、TACフィルム3の厚みが20μm以上200μm以下であることが好ましく、40μm以上60μm以下であることがより好ましい。
【0046】
また、上記実施形態では、TACフィルムを用いたが、本発明はTACフィルムに限られず、セルロースアシレートや環状オレフィン等、他のポリマーからなり、溶液製膜方法によって得られるポリマーフィルムや、溶融製膜方法によって製造されたポリマーフィルムにも用いることができる。
【実施例】
【0047】
TACフィルムを用いて以下の実験を行った。
【0048】
TACフィルムの製造方法について説明する。
【0049】
(フィルムの製造)
フィルム製造に使用したポリマー溶液(ドープ)の調製に際しての配合を下記に示す。
【0050】
原料ドープの調製に用いた化合物の処方を下記に示す。
セルローストリアセテート(置換度2.86) 89.3重量%
可塑剤A(トリフェニルフォスフェート) 7.1重量%
可塑剤B(ビフェニルジフェニルフォスフェート) 3.6重量%
の組成比からなる固形分(溶質)を
ジクロロメタン 80重量%
メタノール 13.5重量%
n−ブタノール 6.5重量%
からなる混合溶剤に適宜添加し、攪拌溶解して原料ドープを調製した。なお、原料ドープのTAC濃度は略23重量%になるように調整した。原料ドープを濾紙(東洋濾紙(株)製,#63LB)にて濾過後さらに焼結金属フィルタ(日本精線(株)製06N,公称孔径10μm)で濾過し、さらにメッシュフイルタで濾過した後にストックタンクに入れた。
【0051】
[セルローストリアセテート]
なお、ここで使用したセルローストリアセテートは、残存酢酸量が0.1重量%以下であり、Ca含有率が57ppm、Mg含有率が41ppm、Fe含有率が0.4ppmであり、遊離酢酸38ppm、さらに硫酸イオンを13ppm含むものであった。また6位水酸基の水素に対するアセチル基の置換度は0.91であった。また、全アセチル基中の32.5%が6位の水酸基の水素が置換されたアセチル基であった。また、このTACをアセトンで抽出したアセトン抽出分は8重量%であり、その重量平均分子量/数平均分子量比は2.5であった。また、得られたTACのイエローインデックスは1.7であり、ヘイズは0.08、透明度は93.5%であった。このTACは、綿から採取したセルロースを原料として合成されたものである。以下の説明において、これを綿原料TACと称する。
【0052】
[マット剤液の調製]
下記の処方からマット剤液を調製した。
シリカ(日本アエロジル(株)製アエロジルR972) 0.67重量%
セルローストリアセテート 2.93重量%
トリフェニルフォスフェート 0.23重量%
ビフェニルジフェニルフォスフェート 0.12重量%
ジクロロメタン 88.37重量%
メタノール 7.68重量%
上記処方からマット剤液を調製して、アトライターにて体積平均粒径0.7μmになるように分散を行った後、富士フイルム(株)製アストロポアフィルタにてろ過した。そして、マット剤液用タンクに入れた。
【0053】
[紫外線吸収剤溶液の調製]
下記の処方から紫外線吸収剤溶液を調製した。
2(2´−ヒドロキシ−3´,5´−ジ−tert―ブチルフェニル)−5−クロルベンゾトリアゾール 5.83重量%
2(2´−ヒドロキシ3´,5´−ジ−tert−アミルフェニル)ベンゾトリアゾール 11.66重量%
セルローストリアセテート 1.48重量%
トリフェニルフォスフェート 0.12重量%
ビフェニルジフェニルフォスフェート 0.06重量%
ジクロロメタン 74.38重量%
メタノール 6.47重量%
上記処方から紫外線吸収剤溶液を調製し、富士フイルム(株)製のアストロポアフィルタにてろ過した後に紫外線吸収剤液法用タンクに入れた。
【0054】
フィルム製造設備を用いてTACフィルム3を製造した。紫外線吸収剤溶液に、マット剤液や後述するレターデーション制御剤を含む液を添加し、インラインミキサで混合攪拌して混合添加剤を得た。添加剤供給ラインは、混合添加剤を配管内に送液した。インラインミキサは原料ドープと混合添加剤とを混合攪拌して流延ドープを得た。流延ドラムは、制御部の制御の下、軸を中心に回転し、走行方向における周面の速度を50m/分以上200m/分以下の範囲内でほぼ一定となるように保持した。流延ドラムの周面の温度を、−10℃以上10℃以下の範囲内でほぼ一定となるように保持した。流延ダイは、流延ドープを周面上に流延し、周面に流延膜を形成した。冷却により、流延膜が自己支持性を有するものとなった後、剥取ローラを用いて、流延ドラムから流延膜を湿潤フィルムとして剥ぎ取った。剥取不良を抑制するために流延ドラムの速度に対する剥取速度(剥取ローラドロー)を、100.1%〜110%の範囲で適切に調整した。湿潤フィルムは、渡り部、ピンテンタ、及び乾燥室へ順次案内された。渡り部、ピンテンタ、及び乾燥室は、湿潤フィルムに乾燥空気をあてて、所定の乾燥処理を行った。この乾燥処理によって得られるTACフィルム3を冷却室に送った。冷却室では、TACフィルム3を30℃以下になるまで冷却した。その後、TACフィルム3に、除電処理、ナーリング付与処理などを行った後、巻取室に搬送した。巻取室8では、プレスローラで所望のテンションを付与しつつ、TACフィルム3を巻取機の巻き芯に巻き取った。フィルム製造設備により製造されたTACフィルム3は、幅が1600m〜2500mであり、膜厚が110μmであった。
【0055】
TACフィルム3は、図1のオフライン延伸設備によりY方向(フィルム幅方向)に延伸した。延伸によりフィルム厚みを60μmとした。
【0056】
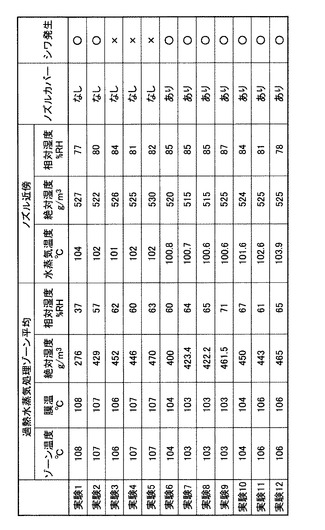
過熱水蒸気処理ゾーン6で過熱水蒸気を接触させる処理を行った。なお、熱処理ゾーン34の温度は150℃とした。過熱水蒸気処理ゾーン6でのゾーン温度、フィルム温度、絶対湿度、相対湿度を、図5の表の実験1〜12に記載の値とした。また、給気ヘッド(ノズル)43bの近傍での水蒸気温度、絶対温度、相対温度を測定し、図5の表に記載した。
【0057】
ここで、実験1〜5ではカバー42を設けず、実験6〜12ではカバー42を設けて、TACフィルムのシワの発生の有無を調べた。
【0058】
実験1〜12から分かるように、過熱水蒸気処理を行うケーシング内の平均の相対湿度が60%以上のときには過熱水蒸気を搬送ローラに向かって当てないことで、ポリマーフィルムにシワが発生してしまうのを防止することができる。
【符号の説明】
【0059】
2…オフライン延伸設備、3…TACフィルム(ポリマーフィルム)、5…テンタ部、6…過熱水蒸気処理ゾーン、6a…ケーシング、34…熱処理ゾーン、41…搬送ローラ、42…カバー、43b…給気ヘッド(ノズル)、44…排気口、60…給気ヘッド本体、61…噴出孔
【技術分野】
【0001】
本発明はポリマーフィルムの製造方法及び製造装置に関し、特に、延伸処理が施されたポリマーフィルムをケーシング内部で該ケーシング内に設けられた複数の搬送ローラの搬送路に沿って搬送して過熱水蒸気を接触させる処理を有するポリマーフィルムの製造方法及び装置に関する。
【背景技術】
【0002】
ポリマーフィルム(以下、フィルムと称する)は、優れた光透過性や柔軟性および軽量薄膜化が可能であるなどの特長から光学フィルムとして多岐に利用されている。中でも、セルロースアシレート、特に57.5%〜62.5%の平均酢化度を有するトリアセチルセルロース(以下、TACと称する)から形成されるTACフィルムは、その強靭性と難燃性とから写真感光材料のフィルム用の支持体として利用されている。また、TACフィルムは光学等方性に優れることから、市場が急激に拡大している液晶表示装置の偏光板の保護フィルム,位相差フィルム,視野角拡大フィルムなどの光学フィルムに用いられている。
【0003】
フィルムの主な製造方法として、溶液製膜方法や溶融製膜方法が知られている。溶液製膜方法は、ポリマーと溶剤とを含むポリマー溶液(以下、ドープと称する)を支持体上に流延し、流延膜を形成し、流延膜が自己支持性を有するものとなった後、これを支持体から剥がして湿潤フィルムとし、湿潤フィルムを乾燥しフィルムとして巻き取る方法である。溶液製膜方法は、溶解したポリマーを押出機で押し出してフィルムを製造する溶融押出方法と比べて、光学特性の等方性や膜厚の均一性に優れるとともに、含有異物の少ないフィルムを得ることができるため、フィルム、特に光学機能性フィルムの製造方法には、溶液製膜方法が採用されている。
【0004】
ところで、液晶表示装置に対して、所定の環境条件下で一定の特性、品質を確保できるか否かを調べる湿熱耐久試験が行われる。同様にして、液晶表示装置等に用いられる光学機能性フィルムに対しても、湿熱耐久試験が行われる。ところが、このフィルムに湿熱耐久試験を行うと、フィルムの光学特性が変動してしまうことがわかった。特に、高温高湿の条件(例えば、温度60℃以上湿度90%RH)下における湿熱耐久試験の前後において、厚み方向のレターデーションRthが大きく変動してしまう結果、フィルムのレターデーションRthが液晶表示装置に適した範囲から大きく外れてしまう現象が多発した。
【0005】
この湿熱耐久性の向上のための方法として、延伸処理を施されたポリマーフィルムと湿潤気体(水蒸気)とを接触させる過熱水蒸気処理が知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−158833号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1のような過熱水蒸気処理では、過熱水蒸気を噴霧するノズルの近傍に設置された搬送ローラ上でシワが発生してしまうという問題があった。
【0008】
本発明はこのような事情に鑑みてなされたもので、搬送ローラにおいてポリマーフィルムに折れシワが発生してしまうのを防止するとともに光学特性が変動してしまうことを防止することができるケーシング内に設けられた複数の搬送ローラの搬送路に沿って搬送してノズルから噴霧する過熱水蒸気を接触させる過熱水蒸気処理を有するポリマーフィルムの製造方法及び製造装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、前記目的を達成するために、延伸処理が施されたポリマーフィルムをケーシング内部で該ケーシング内に設けられた複数の搬送ローラの搬送路に沿って搬送してノズルから噴霧する過熱水蒸気を接触させる過熱水蒸気処理を有するポリマーフィルムの製造方法であって、前記過熱水蒸気処理を行うケーシング内の平均の相対湿度が60%以上のときには、前記過熱水蒸気を前記搬送ローラに向かって当てないようにする。
【0010】
そして、本発明は、前記目的を達成するために、延伸処理が施されたポリマーフィルムをケーシング内部で該ケーシング内に設けられた複数の搬送ローラの搬送路に沿って搬送してノズルから噴霧する過熱水蒸気を接触させる過熱水蒸気処理ゾーンを有するポリマーフィルムの製造装置であって、前記過熱水蒸気が前記搬送ローラに向かって直接に当たらない構成であるようにする。
【0011】
過熱水蒸気処理では過熱水蒸気を噴霧するが、この高い相対湿度の過熱水蒸気によりポリマーフィルムのガラス転移温度Tgが低下する。そして、ポリマーフィルムのガラス転移温度Tgが低下することで、ポリマーフィルムの弾性率が低下し、ポリマーフィルムにツレが発生し易くなる。また、ノズルから噴霧する過熱水蒸気により、ノズル近くにある搬送ローラが冷やされるので、ポリマーフィルムと搬送ローラとで温度差が生じる。したがって、ツレが搬送ローラ上に乗り上げることでポリマーフィルムにシワが発生してしまう。
【0012】
そこで、過熱水蒸気処理を行うケーシング内の平均の相対湿度が60%以上のときには、過熱水蒸気を搬送ローラに向かって当てないようにした。
【0013】
これにより、搬送ローラにおいてポリマーフィルムにシワが発生してしまうのを防ぐことができるようになった。
【0014】
なお、ポリマーフィルムと搬送ローラとで温度差が生じるのは、本発明において、過熱水蒸気処理の少なくとも上流側においてポリマーフィルムを加熱する熱処理を行っている場合、即ち、過熱水蒸気処理ゾーンの少なくとも上流側においてポリマーフィルムを加熱する熱処理ゾーンを備えている場合である。
【0015】
過熱水蒸気処理の上流側においてポリマーフィルムを熱処理していると、ポリマーフィルムが過熱水蒸気温度よりも高くなるため、本発明は特に有効である。
【0016】
本発明において、過熱水蒸気を搬送ローラに向かって当てないためには、例えば、搬送ローラとノズルの間にカバーを設けることが考えられる。
【0017】
そして、本発明において、前記ポリマーフィルムは、トリアセチルセルロース(TAC)フィルムであることが好ましい。
【発明の効果】
【0018】
本発明に係るポリマーフィルムの製造方法及び製造装置によれば、搬送ローラにおいてポリマーフィルムにシワが発生してしまうのを防止するとともに光学特性が変動してしまうことを防止することができる。
【図面の簡単な説明】
【0019】
【図1】オフライン延伸設備の概要を示す説明図である。
【図2】テンタ部の概要を示す平面図である。
【図3】過熱水蒸気処理ゾーンの概要を示す斜視図である。
【図4】過熱水蒸気処理ゾーンの別形態の一例を示す説明図である。
【図5】実施例の条件及び結果を示す表である。
【発明を実施するための形態】
【0020】
図1に示すように、オフライン延伸設備2は、TACフィルム3を延伸するものであり、供給室4と、テンタ部5と、熱処理ゾーン34と、過熱水蒸気処理ゾーン6と、巻取室8とを備える。供給室4には、長尺状のTACフィルム3が巻き芯に巻き取られた状態で収納されている。TACフィルム3は、フィルム製造設備で製造される。供給ローラ9は、巻き芯からTACフィルム3を取り出して、テンタ部5に供給する。
【0021】
図2に示すように、テンタ部5は、TACフィルム3をX方向に搬送するフィルム搬送路を有し、このフィルム搬送路にあるTACフィルム3を、X方向と直交する方向(以下、Y方向と称する)に延伸する延伸処理を行うものであり、第1レール11と、第2レール12と、これらレール11,12に案内される1対のエンドレスチェーン(以下、第1、第2チェーンと称する)13,14とを備えている。第1、第2チェーン13,14には、クリップ15が一定の間隔で多数取り付けられている。
【0022】
レール11、12は、フィルム搬送路のY方向両端に沿うように設けられ、フィルム搬送路を介して互い対向するように配される。レール11,12のX方向上流側には、テンタ入口26が設けられ、レール11,12のX方向下流側には、テンタ出口27が設けられる。テンタ出口27のフィルム搬送路のY方向両側には、原動スプロケット21,22が設けられ、テンタ入口26のフィルム搬送路のY方向両側には、従動スプロケット23,24が設けられる。第1、第2チェーン13,14は、原動スプロケット21,22及び従動スプロケット23,24の間に掛け渡されており、これらスプロケット21〜24の間では、第1チェーン13は第1レール11によって、第2チェーン14は第2レール12によって案内される。各スプロケット21〜22が回転すると、第1、第2チェーン13、14はレール11、12に沿って走行する。
【0023】
テンタ入口26近傍のレール11,12には把持開始位置Piが設けられ、テンタ出口27近傍のレール11,12には把持解除位置Poが設けられる。第1、第2チェーン13、14の走行により、クリップ15が把持開始位置Piを通過すると、クリップ15はTACフィルム3の耳部を把持する状態となる。そして、クリップ15が把持解除位置Poを通過すると、クリップ15はTACフィルム3の耳部の把持を解除する状態となる。レール11,12は、把持解除位置PoにおけるTACフィルム3のY方向の幅Woが、把持開始位置PiにおけるTACフィルム3のY方向の幅Wiよりも大きくなるように配される。チェーン13、14の走行により、クリップ15は、把持開始位置PiにあるTACフィルム3を把持解除位置Poまで搬送しながら、TACフィルム3をY方向に延伸する。なお、X方向における位置Pi及び位置Poの間に位置Pkを設け、この位置PkにおけるTACフィルム3のY方向の幅Wkが、幅Wiより大きくなるようにレール11、12を配してもよい。なお、幅Wkは、幅Woよりも大きくてもよいし、幅Woと等しくてもよい。
【0024】
図示しない空調機により、テンタ部5の内部の雰囲気の条件を所定範囲内で一定となるように保持する。また、必要に応じて、テンタ部5を、X方向で複数のゾーンに分けて、ゾーン毎に、フィルム加熱条件を変えるようにしてもよい。例えば、X方向の上流側から順に、TACフィルム3を予熱するための予熱ゾーン、延伸可能な程度までTACフィルム3を加熱するための加熱ゾーン、及びTACフィルム3を延伸する延伸ゾーンを設けてもよいし、これらに加えて、TACフィルム3の延伸を停止し、TACフィルム3に残留する歪が緩和するようにTACフィルム3を加熱する熱緩和ゾーンを、延伸ゾーンよりもX方向下流側に設けてもよい。
【0025】
図1に示すように、テンタ部5と熱処理ゾーン34との間には、耳切装置30が設けられる。耳切装置30は、TACフィルム3のY方向(図2参照)の側縁部をスリット状の耳屑として切り離す。耳切装置30に接続するカットブロア31は、この耳屑を細かく切断する。図示しない風送装置は、カットブロア31を経た耳屑をクラッシャ32に送り、クラッシャ32は耳屑を更に細かく切断して、チップとする。このチップはドープ調製用に再利用されるので、この方法はコストの点において有効である。
【0026】
熱処理ゾーン34と過熱水蒸気処理ゾーン6とに送られたTACフィルム3には所定の処理が施される。熱処理ゾーン34と過熱水蒸気処理ゾーン6にて行われる所定の処理の詳細は後述する。光学フィルム35は、巻取室8に送られる。なお、図示しないが、熱処理ゾーン34と過熱水蒸気処理ゾーン6にて行われる所定の処理の後、冷却室に送り所定の温度になるまで冷却した後巻取室8に送っても良い。
【0027】
巻取室8には、巻取り軸を有する巻取機36とプレスローラ37とが設けられている。巻取り軸には巻き芯36aが取り付けられる。巻取室8に送られた光学フィルム35は、プレスローラ37によって押圧されながら、巻き芯36aに巻き取られる。
【0028】
図1では、過熱水蒸気処理ゾーン6は、熱処理ゾーン34の内部に設けられている。なお、図示しないが、熱処理ゾーン、過熱水蒸気処理ゾーン、熱処理ゾーンを別々に設けても良い。
【0029】
熱処理ゾーン34では、TACフィルム3を温度130〜150℃で処理するようにしている。
【0030】
そして、過熱水蒸気処理ゾーン6では、TACフィルム3を過熱水蒸気で処理するようにしている。なお、過熱水蒸気の温度は100〜101℃くらいであるが、熱処理ゾーン34の影響もあり、過熱水蒸気処理ゾーン6内は温度が100〜106℃である。
【0031】
図1に示したように、複数のローラ41が、X方向の上流側から下流側に向かって順次設けられる。複数のローラ41により、TACフィルム3を搬送する搬送路が形成される。フィルム搬送路の近傍には、給気ヘッド43bが設けられる。また、過熱水蒸気処理ゾーン6には、過熱水蒸気を排気する排気口44を備える。
【0032】
オフライン延伸設備2における本発明の作用について説明する。図1に示すように、供給ローラ9は、供給室4からTACフィルム3をテンタ部5に供給する。
【0033】
図2に示すように、図示しない空調機は、テンタ部5内の雰囲気の温度、湿度、ガス露点等を調節する。これにより、テンタ部5を通過するTACフィルム3の温度を所望の範囲内に調節することができる。図示しない駆動機構は、スプロケット21〜24を回転駆動し、第1、第2チェーン13、14は、第1、第2レール11、12に沿って無端走行する。第1、第2チェーン13、14に取り付けられるクリップ15は、把持開始位置Piにて、TACフィルム3の方向Yの両側縁部を把持し、把持解除位置Poにて両側縁部の把持を解除する。こうして、テンタ部5では、把持開始位置Piから把持解除位置Poまでの間で、方向Yへの延伸処理がTACフィルム3に施される。テンタ部5におけるTACフィルム3の延伸率Lx{=(Wo/Wi)×100}は、100.5%以上300%以下であることが好ましく、110%以上180%以下であることがより好ましい。
【0034】
図1に示すように、テンタ部5から送られたTACフィルム3は、耳切装置30により、両側縁部が切り離され、熱処理ゾーン34及び過熱水蒸気処理ゾーン6へ送られる。熱処理ゾーン34にてTACフィルム3を130〜150℃で加熱する処理、過熱水蒸気処理ゾーン6にてTACフィルム3に過熱水蒸気を接触させる処理が行われる。熱処理ゾーン34から送り出されたTACフィルム3は、巻取室8に送られ、プレスローラ37によって押圧されながら、巻取機36の巻き芯36aに巻き取られる。
【0035】
本処理によって、急激にTACフィルム3は水分子を吸収し、ガラス転移温度Tgが低下するとともに、一定以上の熱エネルギーを得るため、TACフィルム3における水分子の拡散が促進される。TACフィルム3における水分子の拡散の促進により、ポリマー分子の高次構造がより安定な構造に遷移しやすくなる結果、乾いたTACフィルム3を単に加熱する処理に比べ、ポリマー分子の構造の安定化を短時間で行うことができる。
【0036】
したがって、本発明によれば、湿熱耐久試験の前後におけるレターデーションRe、Rthの変動量△Re、△Rthが小さいTACフィルム3を製造することができる。具体的には、乾熱耐久性を△Re/△Rth=2nm/6nm以内、湿熱耐久性を△Re/△Rth=6nm/17nm以内にすることができる。なお、乾熱耐久性は、温度80℃、ドライ(湿度5%RH)の環境下で5日間ほぼ一定に保ったサンプルの△Re/△Rthであり、湿熱耐久性は、温度60℃、湿度90%RHの環境下で5日間ほぼ一定に保ったサンプルの△Re/△Rthである。
【0037】
しかしながら、過熱水蒸気処理ではTACフィルム3に過熱水蒸気を噴霧するが、この高い相対湿度の過熱水蒸気によりTACフィルム3のガラス転移温度Tgが低下してしまうので、ポリマーフィルムの弾性率が低下し、ポリマーフィルムにツレが発生し易くなる。また、ノズルから噴霧する過熱水蒸気により、ノズル近くにある搬送ローラが冷やされるので、ポリマーフィルムと搬送ローラとで温度差が生じる。したがって、ツレが搬送ローラ上に乗り上げることでポリマーフィルムにシワが発生してしまうという問題が生じる。特に、図1に示したように、過熱水蒸気処理の少なくとも上流側においてポリマーフィルムを加熱する熱処理を行っている場合、即ち、過熱水蒸気処理ゾーンの少なくとも上流側においてポリマーフィルムを加熱する熱処理ゾーンを備えている場合に、ポリマーフィルムの温度が過熱水蒸気温度よりも高くなる。
【0038】
そこで、本発明では、過熱水蒸気処理を行うケーシング内の平均の相対湿度が60%以上のときには、過熱水蒸気を搬送ローラに向かって当てないようにした。
【0039】
これにより、搬送ローラにおいてポリマーフィルムにシワが発生してしまうのを防ぐことができるようになった。
【0040】
過熱水蒸気を搬送ローラに向かって当てないためには、図1のように、例えば、搬送ローラ41と給気ヘッド43bの間にカバー42を設けることが考えられる。
【0041】
給気ヘッド43bは、図3及び図4に示すように、X方向に横たわるように複数配され、Y方向に離間して並べられる。給気ヘッド43bは、円柱状の給気ヘッド本体60と、複数の噴出孔61とを有する。複数の噴出孔61は、給気ヘッド本体60の周面に設けられる。給気ヘッド本体60の内部には流路が形成される。流路は過熱水蒸気供給設備(不図示)と複数の噴出孔61とを連通する。湿過熱水蒸気供給設備から流路へ送られた過熱水蒸気は、複数の噴出孔61から吹き出す。なお、図示しないが、複数の噴出孔61は、図1においては等間隔で設けられている。
【0042】
したがって、本発明において、過熱水蒸気を搬送ローラに向かって当てないためには、図1のようにカバー42を設けるのでなく、例えば、図3のように過熱水蒸気が搬送ローラ41に向かう噴出孔61がない給気ヘッド本体60を用いることが考えられるし、また、図4のように過熱水蒸気が搬送ローラ41に向かわないように噴出孔61の位置を工夫することも考えられる。
【0043】
なお、上記実施形態の延伸処理では、TACフィルム3をY方向に延伸したが、本発明はこれに限られず、TACフィルム3をX方向に延伸してもよいし、TACフィルム3をX方向及びY方向に延伸してもよい。また、本発明における延伸手段は、テンタ部5に限られず、TACフィルム3に所定のテンションを付与することができる等の公知の延伸手段を用いてもよい。
【0044】
また、本処理が施されるTACフィルム3は、十分乾燥された、すなわち溶剤がほとんど残っておらず、ポリマー分子の流動性がほとんど消失しているものを用いることが好ましく、乾量基準の残留溶剤量が5重量%以下であることが好ましく、2重量%以下であることがより好ましく、0.3重量%以下であることが特に好ましい。ここで、乾量基準の残留溶剤量とは、湿潤フィルムやTACフィルム3に残留する溶剤の量を示したものを指す。残留溶剤量は、対象となるフィルムからサンプルフィルムを採取し、採取時のサンプルフィルムの重量をx、サンプルフィルムを乾燥した後の重量をyとするとき、{(x−y)/y}×100で表される。
【0045】
TACフィルム3の幅は600mm以上であることが好ましく、1400mm以上2500mm以下であることがより好ましく、2500mmより大きい場合にも本発明の効果が発現する。また、TACフィルム3の厚みが20μm以上200μm以下であることが好ましく、40μm以上60μm以下であることがより好ましい。
【0046】
また、上記実施形態では、TACフィルムを用いたが、本発明はTACフィルムに限られず、セルロースアシレートや環状オレフィン等、他のポリマーからなり、溶液製膜方法によって得られるポリマーフィルムや、溶融製膜方法によって製造されたポリマーフィルムにも用いることができる。
【実施例】
【0047】
TACフィルムを用いて以下の実験を行った。
【0048】
TACフィルムの製造方法について説明する。
【0049】
(フィルムの製造)
フィルム製造に使用したポリマー溶液(ドープ)の調製に際しての配合を下記に示す。
【0050】
原料ドープの調製に用いた化合物の処方を下記に示す。
セルローストリアセテート(置換度2.86) 89.3重量%
可塑剤A(トリフェニルフォスフェート) 7.1重量%
可塑剤B(ビフェニルジフェニルフォスフェート) 3.6重量%
の組成比からなる固形分(溶質)を
ジクロロメタン 80重量%
メタノール 13.5重量%
n−ブタノール 6.5重量%
からなる混合溶剤に適宜添加し、攪拌溶解して原料ドープを調製した。なお、原料ドープのTAC濃度は略23重量%になるように調整した。原料ドープを濾紙(東洋濾紙(株)製,#63LB)にて濾過後さらに焼結金属フィルタ(日本精線(株)製06N,公称孔径10μm)で濾過し、さらにメッシュフイルタで濾過した後にストックタンクに入れた。
【0051】
[セルローストリアセテート]
なお、ここで使用したセルローストリアセテートは、残存酢酸量が0.1重量%以下であり、Ca含有率が57ppm、Mg含有率が41ppm、Fe含有率が0.4ppmであり、遊離酢酸38ppm、さらに硫酸イオンを13ppm含むものであった。また6位水酸基の水素に対するアセチル基の置換度は0.91であった。また、全アセチル基中の32.5%が6位の水酸基の水素が置換されたアセチル基であった。また、このTACをアセトンで抽出したアセトン抽出分は8重量%であり、その重量平均分子量/数平均分子量比は2.5であった。また、得られたTACのイエローインデックスは1.7であり、ヘイズは0.08、透明度は93.5%であった。このTACは、綿から採取したセルロースを原料として合成されたものである。以下の説明において、これを綿原料TACと称する。
【0052】
[マット剤液の調製]
下記の処方からマット剤液を調製した。
シリカ(日本アエロジル(株)製アエロジルR972) 0.67重量%
セルローストリアセテート 2.93重量%
トリフェニルフォスフェート 0.23重量%
ビフェニルジフェニルフォスフェート 0.12重量%
ジクロロメタン 88.37重量%
メタノール 7.68重量%
上記処方からマット剤液を調製して、アトライターにて体積平均粒径0.7μmになるように分散を行った後、富士フイルム(株)製アストロポアフィルタにてろ過した。そして、マット剤液用タンクに入れた。
【0053】
[紫外線吸収剤溶液の調製]
下記の処方から紫外線吸収剤溶液を調製した。
2(2´−ヒドロキシ−3´,5´−ジ−tert―ブチルフェニル)−5−クロルベンゾトリアゾール 5.83重量%
2(2´−ヒドロキシ3´,5´−ジ−tert−アミルフェニル)ベンゾトリアゾール 11.66重量%
セルローストリアセテート 1.48重量%
トリフェニルフォスフェート 0.12重量%
ビフェニルジフェニルフォスフェート 0.06重量%
ジクロロメタン 74.38重量%
メタノール 6.47重量%
上記処方から紫外線吸収剤溶液を調製し、富士フイルム(株)製のアストロポアフィルタにてろ過した後に紫外線吸収剤液法用タンクに入れた。
【0054】
フィルム製造設備を用いてTACフィルム3を製造した。紫外線吸収剤溶液に、マット剤液や後述するレターデーション制御剤を含む液を添加し、インラインミキサで混合攪拌して混合添加剤を得た。添加剤供給ラインは、混合添加剤を配管内に送液した。インラインミキサは原料ドープと混合添加剤とを混合攪拌して流延ドープを得た。流延ドラムは、制御部の制御の下、軸を中心に回転し、走行方向における周面の速度を50m/分以上200m/分以下の範囲内でほぼ一定となるように保持した。流延ドラムの周面の温度を、−10℃以上10℃以下の範囲内でほぼ一定となるように保持した。流延ダイは、流延ドープを周面上に流延し、周面に流延膜を形成した。冷却により、流延膜が自己支持性を有するものとなった後、剥取ローラを用いて、流延ドラムから流延膜を湿潤フィルムとして剥ぎ取った。剥取不良を抑制するために流延ドラムの速度に対する剥取速度(剥取ローラドロー)を、100.1%〜110%の範囲で適切に調整した。湿潤フィルムは、渡り部、ピンテンタ、及び乾燥室へ順次案内された。渡り部、ピンテンタ、及び乾燥室は、湿潤フィルムに乾燥空気をあてて、所定の乾燥処理を行った。この乾燥処理によって得られるTACフィルム3を冷却室に送った。冷却室では、TACフィルム3を30℃以下になるまで冷却した。その後、TACフィルム3に、除電処理、ナーリング付与処理などを行った後、巻取室に搬送した。巻取室8では、プレスローラで所望のテンションを付与しつつ、TACフィルム3を巻取機の巻き芯に巻き取った。フィルム製造設備により製造されたTACフィルム3は、幅が1600m〜2500mであり、膜厚が110μmであった。
【0055】
TACフィルム3は、図1のオフライン延伸設備によりY方向(フィルム幅方向)に延伸した。延伸によりフィルム厚みを60μmとした。
【0056】
過熱水蒸気処理ゾーン6で過熱水蒸気を接触させる処理を行った。なお、熱処理ゾーン34の温度は150℃とした。過熱水蒸気処理ゾーン6でのゾーン温度、フィルム温度、絶対湿度、相対湿度を、図5の表の実験1〜12に記載の値とした。また、給気ヘッド(ノズル)43bの近傍での水蒸気温度、絶対温度、相対温度を測定し、図5の表に記載した。
【0057】
ここで、実験1〜5ではカバー42を設けず、実験6〜12ではカバー42を設けて、TACフィルムのシワの発生の有無を調べた。
【0058】
実験1〜12から分かるように、過熱水蒸気処理を行うケーシング内の平均の相対湿度が60%以上のときには過熱水蒸気を搬送ローラに向かって当てないことで、ポリマーフィルムにシワが発生してしまうのを防止することができる。
【符号の説明】
【0059】
2…オフライン延伸設備、3…TACフィルム(ポリマーフィルム)、5…テンタ部、6…過熱水蒸気処理ゾーン、6a…ケーシング、34…熱処理ゾーン、41…搬送ローラ、42…カバー、43b…給気ヘッド(ノズル)、44…排気口、60…給気ヘッド本体、61…噴出孔
【特許請求の範囲】
【請求項1】
延伸処理が施されたポリマーフィルムをケーシング内部で該ケーシング内に設けられた複数の搬送ローラの搬送路に沿って搬送してノズルから噴霧する過熱水蒸気を接触させる過熱水蒸気処理を有するポリマーフィルムの製造方法であって、
前記過熱水蒸気処理を行うケーシング内の平均の相対湿度が60%以上のときには、前記過熱水蒸気を前記搬送ローラに向かって当てないポリマーフィルムの製造方法。
【請求項2】
前記過熱水蒸気を前記搬送ローラに向かって当てないために、該搬送ローラと前記ノズルの間にカバーを設ける請求項1に記載のポリマーフィルムの製造方法。
【請求項3】
前記過熱水蒸気処理の少なくとも上流側においてポリマーフィルムを加熱する熱処理を行っている請求項1又は2に記載のポリマーフィルムの製造方法。
【請求項4】
前記ポリマーフィルムは、トリアセチルセルロース(TAC)フィルムである請求項1〜3の何れか1に記載のポリマーフィルムの製造方法。
【請求項5】
延伸処理が施されたポリマーフィルムをケーシング内部で該ケーシング内に設けられた複数の搬送ローラの搬送路に沿って搬送してノズルから噴霧する過熱水蒸気を接触させる過熱水蒸気処理ゾーンを有するポリマーフィルムの製造装置であって、
前記過熱水蒸気が前記搬送ローラに向かって直接に当たらない構成であるポリマーフィルムの製造装置。
【請求項6】
前記直接に当たらない構成は、該搬送ローラと前記ノズルの間に設けたカバーである請求項5に記載のポリマーフィルムの製造装置。
【請求項7】
前記過熱水蒸気処理ゾーンの少なくとも上流側においてポリマーフィルムを加熱する熱処理ゾーンを備える請求項5又は6に記載のポリマーフィルムの製造装置。
【請求項1】
延伸処理が施されたポリマーフィルムをケーシング内部で該ケーシング内に設けられた複数の搬送ローラの搬送路に沿って搬送してノズルから噴霧する過熱水蒸気を接触させる過熱水蒸気処理を有するポリマーフィルムの製造方法であって、
前記過熱水蒸気処理を行うケーシング内の平均の相対湿度が60%以上のときには、前記過熱水蒸気を前記搬送ローラに向かって当てないポリマーフィルムの製造方法。
【請求項2】
前記過熱水蒸気を前記搬送ローラに向かって当てないために、該搬送ローラと前記ノズルの間にカバーを設ける請求項1に記載のポリマーフィルムの製造方法。
【請求項3】
前記過熱水蒸気処理の少なくとも上流側においてポリマーフィルムを加熱する熱処理を行っている請求項1又は2に記載のポリマーフィルムの製造方法。
【請求項4】
前記ポリマーフィルムは、トリアセチルセルロース(TAC)フィルムである請求項1〜3の何れか1に記載のポリマーフィルムの製造方法。
【請求項5】
延伸処理が施されたポリマーフィルムをケーシング内部で該ケーシング内に設けられた複数の搬送ローラの搬送路に沿って搬送してノズルから噴霧する過熱水蒸気を接触させる過熱水蒸気処理ゾーンを有するポリマーフィルムの製造装置であって、
前記過熱水蒸気が前記搬送ローラに向かって直接に当たらない構成であるポリマーフィルムの製造装置。
【請求項6】
前記直接に当たらない構成は、該搬送ローラと前記ノズルの間に設けたカバーである請求項5に記載のポリマーフィルムの製造装置。
【請求項7】
前記過熱水蒸気処理ゾーンの少なくとも上流側においてポリマーフィルムを加熱する熱処理ゾーンを備える請求項5又は6に記載のポリマーフィルムの製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−71358(P2013−71358A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−212935(P2011−212935)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]