
ポリ乳酸樹脂組成物
【課題】ポリ乳酸樹脂に十分な二次加工性を与えることができる添加剤を含有し、二次加工性、なかでも延伸性、熱成形性が改善されたポリ乳酸樹脂組成物、該組成物を用いて得られるシート、該シートを二次加工して得られる、延伸フィルム、熱成形品等の成形体、該シートの二次加工方法、及び、延伸フィルム又は成形体からなる包装材を提供すること。
【解決手段】ポリ乳酸樹脂、及び該ポリ乳酸樹脂100重量部に対して、式(I):

(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pはそれぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、m+n+pが3を超え12以下を満足する数である)
で表される化合物を0.1〜30重量部含有してなる、ポリ乳酸樹脂組成物。
【解決手段】ポリ乳酸樹脂、及び該ポリ乳酸樹脂100重量部に対して、式(I):
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pはそれぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、m+n+pが3を超え12以下を満足する数である)
で表される化合物を0.1〜30重量部含有してなる、ポリ乳酸樹脂組成物。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリ乳酸樹脂組成物に関する。さらに詳しくは、二次加工性、なかでも延伸性、熱成形性が改善されたポリ乳酸樹脂組成物、該組成物を用いて得られるシート、該シートを二次加工して得られる、延伸フィルム、熱成形品等の成形体、該シートの二次加工方法、及び、延伸フィルム又は成形体からなる包装材に関する。
【背景技術】
【0002】
食品包装をはじめ各種包装用途に利用されるフィルムにおいて、ポリエチレンテレフタレート(PET)に代表される結晶性ポリエステル樹脂の延伸フィルムは、透明性とともに強度等の優れた機械的性質を有することから、一般包装材をはじめ幅広い用途に応用されている。
【0003】
この結晶性ポリエステル樹脂の延伸フィルムの製造には、一般に押出成形等により製造した非晶状態又は半結晶状態のシートを、ガラス転移温度(Tg)から冷結晶化温度(Tc)までの温度領域中で目的の厚みまで二軸延伸させ、次いで熱処理を行うことで製造する方法が採用されている。前記延伸工程では、分子配向が進み、強度等の機械的性質の改善がなされている(非特許文献1参照)。
【0004】
近年、環境意識の高まりから、良好な生分解性を有する環境調和型樹脂フィルムの開発が進められており、中でもポリ乳酸樹脂は優れた生分解性を有する環境調和型樹脂として、多くの検討が進められている。
【0005】
しかしながら、ポリ乳酸樹脂は硬くて脆い物性を有するだけでなく、二次加工性が低く、シートやフィルム等に成形する場合は、柔軟性が不足したり、折り曲げたとき白化したりする等の問題がある。また、延伸しにくいために延伸配向による機械的性質の改善も難しいことが知られている(非特許文献2参照)。
【0006】
これらのことから、ポリ乳酸樹脂の成形品は主に硬質成形品分野での使用に限られているのが現状である。そこで、前記の欠点を補うために種々の可塑剤等を添加する方法が試みられている。
【0007】
例えば、ポリ乳酸樹脂との親和性やブリードアウト抑制の観点から、乳酸や乳酸オリゴマー、脂肪族多価カルボン酸エステル、又はポリ乳酸とポリアルキレンエーテル等との共重合体等を可塑剤として用いる試みがなされている。しかし、前記可塑剤は、成形時の熱安定性が低く、得られるフィルムの強度に劣り、二次加工性の改善が不十分でブリードアウトする等の問題があり、なかでも延伸フィルムへの適用は困難であった。
【0008】
一方、一般的な樹脂組成物において、主に滑剤、難燃剤として使用される種々のリン酸エステルをポリ乳酸樹脂組成物に添加し、該組成物の物性や加工性を改善する方法が開示されている。しかしながら、前記リン酸エステルのほとんどが芳香族系のリン酸エステルであり、したがってポリ乳酸樹脂との親和性が悪い為に、食品包装を含めた一般的な包装材、フィルムへの使用は難しい。
【0009】
そこで、脂肪族リン酸エステルを添加して、ポリ乳酸樹脂の成形性を改善できる試みがなされている。例えば、特許文献1では、炭素数が12〜28の脂肪鎖を有する脂肪族リン酸エステル化合物等を、ポリ乳酸系樹脂組成物の成形時の滑剤として利用する方法が開示されている。特許文献2では、可塑剤として脂肪族リン酸トリエステルを添加し、多孔性シートの製造における延伸加工性を改善できることが開示されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2002‐179899号公報
【特許文献2】特開2007−112868号公報
【非特許文献】
【0011】
【非特許文献1】高分子学会編 共立出版「フィルムをつくる」、1993年2月15日発行、第10章
【非特許文献2】DIC Technical Review No.10,2004、p.5
【発明の概要】
【発明が解決しようとする課題】
【0012】
特許文献1に開示の長鎖の脂肪族リン酸エステルは、ポリ乳酸樹脂との相溶性が低いため延伸等の成形時にポリ乳酸樹脂の結晶化が進むと、容易にブリードアウトすると考えられる。特許文献2の脂肪族リン酸トリエステルは、本発明における脂肪族リン酸エステルと異なる化合物であり、また、延伸加工性は、ポリ乳酸樹脂に無機塩(充填剤)を添加したシートを延伸によって樹脂と充填剤との界面剥離を生じさせて多孔質化していることから、ポリ乳酸樹脂自体の延伸性の向上ではなく、脂肪族リン酸トリエステルは主に前記無機塩の分散性を向上させる目的で添加されていると考えられ、延伸フィルム化における樹脂自体の延伸性は期待できない。このように、ポリ乳酸樹脂と容易に相溶し、かつ耐ブリード性も高く、さらには食品包装にも利用できるような、食品容器に使用する場合の二次加工性(延伸性)にも優れるポリ乳酸樹脂組成物を提供可能な添加剤は知られていない。
【0013】
よって、ポリ乳酸樹脂に延伸性等の十分な二次加工性を与え、二次加工用のシートや延伸フィルムとして利用できるポリ乳酸樹脂の改質技術の開発が望まれている。すなわち、効率的にポリ乳酸樹脂に柔軟性や延伸性を与え、延伸フィルム化できる可塑剤、及び成形時にブリードアウトが少ない可塑剤を含有するポリ乳酸樹脂組成物が望まれている。
【0014】
一方、食品容器や包装容器等の透明容器の素材にポリ乳酸のような生分解性樹脂を適用する場合、前記容器の成形には、延伸フィルム化同様に非晶状態のシートを用いて圧空成形や真空成形等の熱成形と呼ばれる二次加工を行う必要がある。この場合、シートが金型通りに延伸され、かつ耐熱性の向上の観点から結晶化が十分に進むためには、成形できる温度幅が広いことが望まれる。
【0015】
ところが、ポリ乳酸樹脂は、前記の二次加工性(延伸性)と結晶化を両立できる温度範囲、すなわち熱成形における成形可能温度幅が極めて狭く、熱成形が難しい樹脂である。従って、ポリ乳酸樹脂の熱成形における成形可能温度幅を広くでき、かつ、結晶化を向上できる可塑剤の開発が望まれている。
【0016】
本発明の課題は、ポリ乳酸樹脂に十分な二次加工性を与えることができる添加剤を含有し、二次加工性、なかでも延伸性、熱成形性が改善されたポリ乳酸樹脂組成物、該組成物を用いて得られるシート、該シートを二次加工して得られる、延伸フィルム、熱成形品等の成形体、該シートの二次加工方法、及び、延伸フィルム又は成形体からなる包装材を提供することにある。また、本発明の課題は、強度、透明性、耐熱性、耐ブリード性に優れるポリ乳酸樹脂組成物、該組成物を用いて得られるシート、該シートを二次加工して得られる延伸フィルム、熱成形品等の成形体、該シートの二次加工方法、及び、延伸フィルム又は成形体からなる包装材を提供することにある。
【課題を解決するための手段】
【0017】
本発明者らがこのような状況に鑑みて検討した結果、特定の構造を有するポリエーテル型リン酸トリエステルをポリ乳酸樹脂に添加することで、ポリ乳酸樹脂に十分な二次加工性、なかでも延伸性及び熱成形性を与え、該組成物がシート、さらには延伸フィルム、熱成形品等の二次加工品として極めて容易に成形できること、さらには、強度、透明性、耐熱性、耐ブリード性に優れることを見出し、本発明を完成するに至った。
【0018】
即ち、本発明は、
〔1〕 ポリ乳酸樹脂、及び該ポリ乳酸樹脂100重量部に対して、式(I):
【0019】
【化1】
【0020】
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pはそれぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、m+n+pが3を超え12以下を満足する数である)
で表される化合物を0.1〜30重量部含有してなる、ポリ乳酸樹脂組成物、
〔2〕 前記〔1〕記載のポリ乳酸樹脂組成物を含有してなる、相対結晶化度が80%以下のシート、
〔3〕 前記〔2〕記載のシートを二軸延伸してなるフィルム、
〔4〕 前記〔2〕記載のシートを真空成形又は圧空成形して得られるポリ乳酸樹脂成形体、
〔5〕 前記〔2〕記載のシートを二軸延伸することを特徴とする、シートの二次加工方法、
〔6〕 前記〔2〕記載のシートを真空成形又は圧空成形することを特徴とする、シートの二次加工方法、
〔7〕 前記〔3〕記載のフィルムからなる包装材、
〔8〕 前記〔4〕記載のポリ乳酸樹脂成形体からなる包装材、
〔9〕 前記〔2〕記載のシートを延伸してなる熱収縮フィルム、ならびに
〔10〕 前記〔9〕記載の熱収縮フィルムからなる包装材
に関する。
【発明の効果】
【0021】
本発明のポリ乳酸樹脂組成物は、二次加工性、なかでも延伸性及び熱成形性に優れることから、シートやフィルム、熱成形体として極めて容易に成形できるという効果を奏するものである。また、二次加工性、なかでも延伸性及び熱成形性に優れることから、本発明のポリ乳酸樹脂組成物は、強度、透明性、耐熱性、耐ブリード性に優れ、さらに目的に応じて優れた熱収縮特性、耐破断性を得ることができる。
【図面の簡単な説明】
【0022】
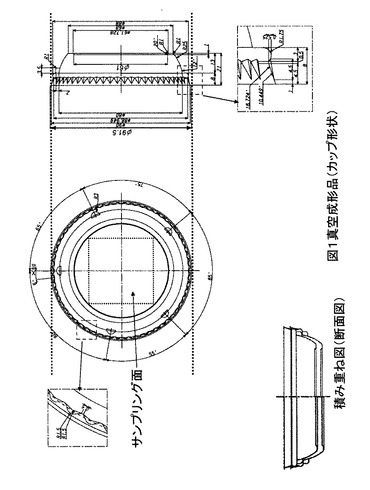
【図1】図1は、熱成形性評価の際に用いた金型を示す。
【発明を実施するための形態】
【0023】
本発明のポリ乳酸樹脂組成物は、ポリ乳酸樹脂に加えて、ポリ乳酸樹脂の可塑化向上の観点から、式(I):
【0024】
【化2】
【0025】
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pはそれぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、m+n+pが3を超え12以下を満足する数である)
で表される化合物を含有することに特徴を有する。
(可塑剤)
式(I)で表される化合物は、ポリ乳酸樹脂との親和性に優れるだけでなく、可塑剤としての可塑化効率が極めて高いことから、二次加工性、なかでも延伸加工における延伸配向性が向上し、破断点強度に代表される強度が優れるものとなり、また、熱成形における成形温度幅が広がり、かつ、結晶化速度が向上して、透明性、耐熱性、成形性、嵌合性に優れるものになると推定される。
【0026】
式(I)で表される化合物は、ポリエーテル型リン酸トリエステルであり、対称構造でも非対称構造でも構わないが、製造上の簡便さからは、対称構造のリン酸トリエステルが好ましい。
【0027】
R1、R2、R3は、それぞれ独立して炭素数1〜4のアルキル基を示し、直鎖であっても分岐鎖であってもよい。具体的には、メチル基、エチル基、プロピル基、イソプロピル基、ブチル基、イソブチル基が挙げられるが、エチル基、プロピル基、ブチル基が好ましい。また、耐ブリード性、2次加工性を向上させる観点から、炭素数2〜3のアルキル基、即ち、エチル基、プロピル基がより好ましい。
【0028】
A1、A2、A3は、それぞれ独立して炭素数2又は3のアルキレン基を示し、直鎖であっても分岐鎖であってもよい。具体的には、エチレン基、n−プロピレン基、イソプロピレン基が挙げられ、なかでも、耐ブリード性、2次加工性を向上させる観点から、エチレン基が好ましい。また、A1、A2、A3は、隣接する酸素原子とオキシアルキレン基(アルキレンオキサイド)を形成し、式(I)で表される化合物における繰り返し構造を形成する。
【0029】
m、n、pは、それぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、かつ、m+n+pが3を超え12以下を満足する数である。なかでも、ポリ乳酸樹脂に十分な二次加工性を付与し、かつ、得られる成形体におけるブリードを抑制する観点から、m、n、pは、正の数であって、かつ、m+n+pが3を超え12未満を満足する数が好ましく、4を超え12未満を満足する数がより好ましい。また、耐ブリード性、2次加工性を向上させる観点から、6以上で9以下を満足する数が更に好ましい。
【0030】
よって、式(I)で表される化合物としては、
(1)R1、R2、R3がそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3がそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pがそれぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、かつ、m+n+pが3を超え12以下を満足する数である化合物が好ましく、
(2)R1、R2、R3がそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3がそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pが正の数であって、かつ、m+n+pが3を超え12未満を満足する数である化合物がより好ましく、
(3)R1、R2、R3がそれぞれ独立して炭素数2〜3のアルキル基を示し、A1、A2、A3がいずれもエチレン基であり、m、n、pが正の数であって、かつ、m+n+pが4を超え12未満を満足する数である化合物がさらに好ましく、
(4)R1、R2、R3がそれぞれ独立して炭素数2〜3のアルキル基を示し、A1、A2、A3がいずれもエチレン基であり、m、n、pが正の数であって、かつ、m+n+pが6以上で9以下を満足する数である化合物がよりさらに好ましい。
【0031】
式(I)で表される化合物の具体例としては、式(II):
【0032】
【化3】
【0033】
で表されるトリス(エトキシエトキシエチル)ホスフェート〔式(I)中、R1、R2、R3はいずれもエチル基、A1、A2、A3はいずれもエチレン基、m、n、pはいずれも2で、m+n+p=6〕の他に、トリス(メトキシエトキシエチル)ホスフェート(m+n+p=6)、トリス(プロポキシエトキシエチル)ホスフェート(m+n+p=6)、トリス(ブトキシエトキシエチル)ホスフェート(m+n+p=6)、トリス(メトキシエトキシエトキシエチル)ホスフェート(m+n+p=9)、トリス(エトキシエトキシエトキシエチル)ホスフェート(m+n+p=9)、トリス(プロポキシエトキシエトキシエチル)ホスフェート(m+n+p=9)等の対称ポリエーテル型リン酸トリエステルやビス(エトキシエトキシエチル)メトキシエトキシエトキシエチルホスフェート(m+n+p=7)、ビス(メトキシエトキシエトキシエチル)エトキシエトキシエチルホスフェート(m+n+p=8)、ビス(エトキシエトキシエチル){ブトキシエトキシエチル}ホスフェート(m+n+p=6)等の非対称ポリエーテル型リン酸トリエステル、あるいは炭素数1〜4のアルコールのポリオキシエチレン付加物又はポリオキシプロピレン付加物の混合物を式(I)を満たすようにリン酸トリエステル化した非対称ポリエーテル型リン酸エステルが挙げられるが、ポリ乳酸樹脂に十分な耐ブリード性、二次加工性を付与する観点から、トリス(エトキシエトキシエチル)ホスフェート、トリス(プロポキシエトキシエチル)ホスフェート、トリス(エトキシエトキシエトキシエチル)ホスフェート、トリス(プロポキシエトキシエトキシエチル)ホスフェートが好ましく、トリス(エトキシエトキシエチル)ホスフェートがより好ましい。
【0034】
式(I)で表される化合物は、市販品であっても公知の製造方法に従って合成したものを用いてもよい。以下に、公知の製造方法により合成する場合を説明する。
【0035】
ポリエーテル型リン酸トリエステルは、例えば特開平10−17581号公報で開示されている方法により合成することが可能である。すなわち、式(III):
R−O(AO)nH (III)
(式中、Rは炭素数1〜4のアルキル基を示し、Aは炭素数2又は3のアルキレン基を示し、n個のAは同一もしくは異なっていてもよく、nはアルキレンオキサイドの平均付加モル数を表す2〜4の数を示す)
で表される1種又は2種以上の有機ヒドロキシ化合物を、オキシハロゲン化リンと順次又は一括で反応させて、その際、副生するハロゲン化水素を反応系外に除去しながら反応を行うことで、極めて選択性良くリン酸トリエステルを製造することが可能である。副生するハロゲン化水素を反応系外に除去する方法としては、乾燥した窒素ガス等の不活性ガスを接触させる方法、あるいは減圧下で系外に除去する方法が有効である。
【0036】
式(I)で表される化合物の含有量は、ポリ乳酸樹脂100重量部に対して、0.1〜30重量部であり、0.5〜30重量部が好ましく、1.0〜10重量部がより好ましく、2.0〜8.0重量部がさらに好ましく、3.0〜7.0重量部がさらにより好ましい。0.1重量部以上であると式(I)で表される化合物の可塑化向上効果が良好に発揮され、30重量部以下であると樹脂組成物が柔らか過ぎることもなく、二次加工におけるハンドリング性が良好である。
【0037】
また、本発明のポリ乳酸樹脂組成物は、本発明の効果を損なわない範囲で、式(I)で表される化合物以外の他の可塑剤を含有することができる。
【0038】
他の可塑剤としては、具体的には、従来からの可塑剤であるフタル酸エステルやコハク酸エステル、アジピン酸エステルといった多価カルボン酸エステル、グリセリン等脂肪族ポリオールの脂肪酸エステル等が挙げられる。なかでも、可塑剤の添加効果や耐ブリード性の向上という観点から、特開2006−176748号公報に開示されているコハク酸エステルを用いるのが好ましい。これらの含有量としては、本発明の効果を阻害しない観点から、ポリ乳酸樹脂100重量部に対して、10重量部以下が好ましく、5重量部以下がより好ましく、1重量部以下がさらに好ましい。また、式(I)で表される化合物の全可塑剤中の含有量としては、延伸性の二次加工性の向上の観点から、30重量%以上が好ましく、60重量%以上がより好ましく、70重量%以上がさらに好ましく、80重量%以上がさらに好ましく、90重量%以上がさらに好ましく、実質的に100重量%であることがさらにより好ましい。なお、全可塑剤とは、組成物に含有される式(I)で表される化合物と他の可塑剤を合わせたものを意味する。
(ポリ乳酸樹脂)
ポリ乳酸樹脂としては、市販されているポリ乳酸樹脂(例えば、三井化学社製:商品名 レイシアH−100、H−280、H−400、H−440等や、Nature Works社製:商品名 Nature Works PLA/NW3001D、NW4032D等)の他、乳酸やラクチドから合成したポリ乳酸樹脂が挙げられる。強度や耐熱性の向上の観点から、光学純度90%以上のポリ乳酸樹脂が好ましく、例えば、比較的分子量が高く、また光学純度の高いNature Works社製ポリ乳酸樹脂(NW4032D等)が好ましい。
【0039】
また、本発明において、ポリ乳酸樹脂として、ポリ乳酸樹脂組成物の強度と可撓性の両立、耐熱性及び透明性の向上の観点から、異なる異性体を主成分とする乳酸成分を用いて得られた2種類のポリ乳酸からなるステレオコンプレックスポリ乳酸を用いてもよい。
【0040】
ステレオコンプレックスポリ乳酸を構成する一方のポリ乳酸〔以降、ポリ乳酸(A)と記載する〕は、L体90〜100モル%、D体を含むその他の成分0〜10モル%を含有する。他方のポリ乳酸〔以降、ポリ乳酸(B)と記載する〕は、D体90〜100モル%、L体を含むその他の成分0〜10モル%を含有する。なお、L体及びD体以外のその他の成分としては、2個以上のエステル結合を形成可能な官能基を持つジカルボン酸、多価アルコール、ヒドロキシカルボン酸、ラクトン等が挙げられ、また、未反応の前記官能基を分子内に2つ以上有するポリエステル、ポリエーテル、ポリカーボネート等であってもよい。
【0041】
ステレオコンプレックスポリ乳酸における、ポリ乳酸(A)とポリ乳酸(B)の重量比〔ポリ乳酸(A)/ポリ乳酸(B)〕は、10/90〜90/10が好ましく、20/80〜80/20がより好ましく、40/60〜60/40がさらに好ましい。
【0042】
また、本発明のポリ乳酸樹脂組成物は、ポリ乳酸樹脂及び式(I)で表される化合物を含む可塑剤以外に、さらに、結晶核剤、加水分解抑制剤を含有することができる。即ち、本発明のポリ乳酸樹脂組成物の一態様としては、ポリ乳酸樹脂、式(I)で表される化合物を含む可塑剤、結晶核剤、及び加水分解抑制剤を含有するものが挙げられる。
【0043】
結晶核剤としては、天然又は合成珪酸塩化合物、酸化チタン、硫酸バリウム、リン酸三カルシウム、炭酸カルシウム、リン酸ソーダ等の金属塩やカオリナイト、ハロイサイト、タルク、スメクタイト、バーミュライト、マイカ等の無機系結晶核剤の他、エチレンビス脂肪酸アミドやプロピレンビス脂肪酸アミド、ブチレンビス脂肪酸アミド等や、フェニルホスホン酸金属塩等の有機系結晶核剤が挙げられるが、透明性向上の観点から、有機系結晶核剤が好ましく、エチレンビスステアリン酸アミドやエチレンビスオレイン酸アミド等のエチレンビス脂肪酸アミド、プロピレンビス脂肪酸アミド、ブチレンビス脂肪酸アミド等のアルキレンビス脂肪酸アミドがより好ましく、エチレンビス12-ヒドロキシステアリン酸アミド等のアルキレンビスヒドロキシ脂肪酸アミドが更に好ましい。
【0044】
結晶核剤の含有量は、ポリ乳酸樹脂組成物や、ポリ乳酸樹脂組成物から得られる成形物(シートやフィルム、熱成形物)の透明性向上の観点から、ポリ乳酸樹脂100重量部に対して、0.1〜1.0重量部が好ましく、0.1〜0.5重量部がより好ましい。
【0045】
加水分解抑制剤としては、ポリカルボジイミド化合物やモノカルボジイミド化合物等のカルボジイミド化合物が挙げられ、ポリ乳酸樹脂組成物の耐久性、耐衝撃性を向上させる観点からポリカルボジイミド化合物が好ましく、ポリ乳酸樹脂組成物の耐久性、成形性を向上させる観点から、モノカルボジイミド化合物が好ましい。また、ポリ乳酸樹脂組成物からなる成形体の耐久性、耐衝撃性、成形性をより向上させる観点から、モノカルボジイミドとポリカルボジイミドを併用することが好ましい。
【0046】
ポリカルボジイミド化合物としては、ポリ(4,4’−ジフェニルメタンカルボジイミド)、ポリ(4,4’−ジシクロヘキシルメタンカルボジイミド)、ポリ(1,3,5−トリイソプロピルベンゼン)ポリカルボジイミド、ポリ(1,3,5−トリイソプロピルベンゼン及び1,5−ジイソプロピルベンゼン)ポリカルボジイミド等が挙げられ、モノカルボジイミド化合物としては、N,N’−ジ−2,6−ジイソプロピルフェニルカルボジイミド等が挙げられる。
【0047】
前記カルボジイミド化合物は、ポリ乳酸樹脂組成物からなる成形体の耐久性、耐衝撃性及び成形性を満たすために、単独で又は2種以上組み合わせて用いてもよい。また、ポリ(4,4’−ジシクロヘキシルメタンカルボジイミド)はカルボジライトLA−1(日清紡ケミカル社製)を、ポリ(1,3,5−トリイソプロピルベンゼン)ポリカルボジイミド及びポリ(1,3,5−トリイソプロピルベンゼン及び1,5−ジイソプロピルベンゼン)ポリカルボジイミドは、スタバクゾールP及びスタバクゾールP−100(Rhein Chemie社製)を、N,N’−ジ−2,6−ジイソプロピルフェニルカルボジイミドはスタバクゾールI(Rhein Chemie社製)を使用することができる。これらの中でもポリ乳酸樹脂組成物や、ポリ乳酸樹脂組成物から得られる成形物(シートやフィルム、熱成形物)の透明性向上の観点から、ポリ(4,4’−ジシクロヘキシルメタンカルボジイミド)(製品名:カルボジライトLA−1、日清紡ケミカル社製)が好ましい。
【0048】
加水分解抑制剤の含有量は、ポリ乳酸樹脂組成物からなる成形体の透明性、成形性を向上させる観点から、ポリ乳酸樹脂100重量部に対して、0.05〜3重量部が好ましく、0.10〜2重量部がより好ましく、0.2〜1重量部がさらに好ましい。
【0049】
本発明のポリ乳酸樹脂組成物は、前記以外の他の成分として、ポリ乳酸樹脂以外の樹脂、充填剤(無機充填剤、有機充填剤)、難燃剤、酸化防止剤、炭化水素系ワックス類やアニオン型界面活性剤である滑剤、紫外線吸収剤、帯電防止剤、防曇剤、光安定剤、顔料、防カビ剤、抗菌剤、発泡剤等を、本発明の目的達成を妨げない範囲、すなわち延伸性、熱成形性等の二次加工性や延伸フィルムとしての透明性を阻害しない範囲で含有することができる。また同様に、本発明の効果を阻害しない範囲内で他の高分子材料や他の樹脂組成物を添加することも可能である。
【0050】
ポリ乳酸樹脂以外の樹脂としては、ポリブチレンサクシネート等の生分解性を有するポリエステル樹脂、ポリヒドロキシアルカン酸等が挙げられる。また、前記ポリ乳酸樹脂は、前記他の生分解性樹脂やポリプロピレン等の非生分解性樹脂とポリ乳酸樹脂とのブレンドによるポリマーアロイとして含有されていてもよい。なお、本明細書において「生分解性」とは、自然界において微生物によって低分子化合物に分解され得る性質のことであり、具体的には、JIS K6953(ISO14855)「制御された好気的コンポスト条件の好気的かつ究極的な生分解度及び崩壊度試験」に基づいた生分解性のことを意味する。
【0051】
本発明のポリ乳酸樹脂組成物は、ポリ乳酸樹脂及び式(I)で表される化合物を含有するものであれば特に限定なく調製することができ、例えば、ポリ乳酸樹脂及び式(I)で表される化合物、さらに必要により各種添加剤を含有する原料を、密閉式ニーダー、1軸もしくは2軸の押出機、オープンロール型混練機等の公知の混練機を用いて溶融混練して調製することができる。なお、原料は、予めヘンシェルミキサー、スーパーミキサー等を用いて均一に混合した後に、溶融混練に供することも可能である。前記溶融混練により、式(I)で表される化合物がポリ乳酸樹脂の良好な可塑剤として働くため、溶融混錬時の溶融粘度が顕著に低下するという効果が奏される。
【0052】
溶融混練温度は、ポリ乳酸樹脂組成物の成形性及び劣化防止を向上する観点から、160〜220℃が好ましく、170〜200℃がより好ましく、170〜190℃がさらに好ましい。溶融混練時間は、溶融混練温度、混練機の種類によって一概には決定できないが、15〜900秒間が好ましい。
【0053】
得られた溶融混練物のガラス転移温度(Tg)は、式(I)で表される化合物が可塑剤として効果的に働くことから、好ましくは30〜60℃、より好ましくは30〜55℃、さらに好ましくは35〜55℃である。
【0054】
また、冷結晶化温度(Tc)は、式(I)で表される化合物が可塑剤として効果的に働くことから、好ましくは50〜110℃、より好ましくは50〜100℃、さらに好ましくは60〜90℃である。なお、本明細書において、ポリ乳酸樹脂組成物のガラス転移温度(Tg)及び冷結晶化温度(Tc)は、後述の実施例に記載の方法に従って、測定することができる。
【0055】
かくして得られた溶融混練物は、延伸性、熱成形性等の二次加工性に優れることから、本発明はまた、延伸フィルムや耐熱性に優れる成形品等に加工され得る、非晶状態又は半結晶状態の成形体(例えば、シート状成形体)を提供する。なお、本明細書において、非晶状態及び半結晶状態とは、後述の試験例8の方法により求めた相対結晶化度が60%未満となる場合を非晶状態、相対結晶化度が60〜80%となる場合を半結晶状態とする。よって、非晶状態又は半結晶状態の成形体とは、相対結晶化度が80%以下の成形体を意味する。
【0056】
非晶状態又は半結晶状態の成形体は、例えばシート状成形体を成形する場合、本発明のポリ乳酸樹脂組成物を押出成形やプレス成形することによって調製することができる。
【0057】
押出成形は、加熱した押出機に充填された本発明のポリ乳酸樹脂組成物を溶融させた後にTダイから押出し、シート状成形物を得る。このシート状成形物を直ぐに冷却ロールに接触させ、シートをポリ乳酸樹脂組成物のTg以下に冷却することで非晶状態又は半結晶状態にし、その後、冷却ロールから引き離し、それらを巻き取りロールにて巻き取り、シート状成形体を得ることができる。なお、押出機に充填する際に、本発明のポリ乳酸樹脂を構成する原料、例えば、ポリ乳酸樹脂及び式(I)で表される化合物、さらに必要により各種添加剤を含有する原料を充填して溶融混練後、押出し成形してもよい。
【0058】
押出機の温度は、ポリ乳酸樹脂組成物を均一に混合し、且つポリ乳酸樹脂の劣化を防止する観点から、170〜240℃が好ましく、175〜220℃がより好ましく、180〜210℃がさらに好ましい。また冷却ロールの温度は、非晶状態又は半結晶状態の成形体を得る観点から、40℃以下が好ましく、30℃以下がより好ましく、10℃以下がさらに好ましい。なお、本発明において、押出機の温度とは押出し機のバレル設定温度を意味する。
【0059】
また押出速度は、非晶状態又は半結晶状態の成形体を得る観点から、1〜200m/分が好ましく、5〜150m/分がより好ましく、10〜100m/分がさらに好ましい。
【0060】
プレス成形でシート状成形体を成形する場合は、シート形状を有する枠で本発明のポリ乳酸樹脂組成物を囲みプレス成形して調製することができる。
【0061】
プレス成形の温度と圧力としては、例えば、非晶状態又は半結晶状態の成形体を調製する場合、好ましくは170〜240℃の温度、5〜30MPaの圧力の条件下、より好ましくは175〜220℃の温度、10〜25MPaの圧力の条件下、さらに好ましくは180〜210℃の温度、10〜20MPaの圧力の条件下でプレスすることが好ましい。プレス時間は、プレスの温度と圧力によって一概には決定することができないが、1〜10分が好ましく、1〜7分がより好ましく、1〜5分がさらに好ましい。
【0062】
また前記条件でプレスした後直ぐに、好ましくは0〜40℃の温度、5〜30MPaの圧力の条件下、より好ましくは10〜30℃の温度、10〜25MPaの圧力の条件下、さらに好ましくは10〜20℃の温度、10〜20MPaの圧力の条件下でプレスして冷却することが好ましい。この温度条件によるプレスにより、本発明のポリ乳酸樹脂組成物をそのTg以下に冷却して非晶状態又は半結晶状態にするため、プレス時間は、プレスの温度と圧力によって一概には決定することができないが、1〜10分が好ましく、1〜7分がより好ましく、1〜5分がさらに好ましい。
【0063】
非晶状態又は半結晶状態のシート状成形体を調製する場合、その厚さは均一な成形体(二次加工品)を得る観点から、0.1〜1.5mmが好ましく、0.2〜1.4mmがより好ましく、0.3〜1.2mmがさらに好ましい。
【0064】
かくして得られた非晶状態又は半結晶状態のシートは、延伸や熱成形等の二次加工に供しても、式(I)で表される化合物がポリ乳酸樹脂を可塑化する効果が高く、かつポリ乳酸樹脂との親和性も高いことから、結晶核剤や加水分解抑制剤等の添加剤が配合されている場合にでも、耐ブリード性に優れるものである。よって、本発明の非晶状態又は半結晶状態のシートは、延伸や熱成形等の二次加工用途に好適に用いられる。
【0065】
また、本発明においては、本発明の非晶状態又は半結晶状態のシートを成形することにより、成形体(二次加工品)としてもよい。従って、本発明はまた、本発明の非晶状態又は半結晶状態のシートを二次加工して得られる成形体(二次加工品)及び本発明の非晶状態又は半結晶状態のシートの二次加工方法を提供する。
【0066】
二次加工品の態様としては、本発明のポリ乳酸樹脂組成物を用いて得られたシートを一軸又は二軸延伸してなるフィルム(まとめて本発明の延伸フィルムという)、及び本発明のポリ乳酸樹脂組成物を用いて得られたシートを真空成形又は圧空成形してなる成形体(熱成形体ともいう)が挙げられる。
【0067】
延伸フィルムは、特に限定なく公知の方法に従って成形することができるが、例えば、前記方法により調製した非晶状態のシートをガラス転移温度(Tg)から冷結晶化温度(Tc)までの温度領域中で、所望の厚みまで二軸延伸させ、次いで熱処理(熱固定)することにより得られる。二軸延伸では、同時延伸でも逐次延伸によっても延伸フィルム化することが可能である。
【0068】
本発明の延伸フィルムは、二軸延伸により機械的強度が増加して、延伸フィルムとしての良好な物性を示す。また、式(I)で表される化合物による可塑化効果に優れ且つポリ乳酸樹脂との親和性が高いことから、耐ブリード性にも優れ、結晶性の高いものである。
【0069】
延伸フィルムの一態様としては熱収縮フィルムとすることができる。熱収縮フィルムは、特に限定なく公知の方法に従って製造することができる。例えば、少なくとも一方向に、所望の厚みまで延伸した後に、実質、熱固定を行わないことにより得られる。延伸する方法としては、一軸又は二軸延伸を行うことができるが、二軸延伸する場合には同時延伸でも逐次延伸でもどちらでも良い。なかでも、逐次延伸の場合には、縦横の延伸倍率が大きく異なる熱収縮フィルム作成することが可能であることより、シュリンクラベルとしてより良好な物性を示す延伸フィルムを得ることができる。
【0070】
また、真空成形又は圧空成形した成形体は、特に限定なく公知の方法に従って成形することができ、例えば、本発明の非晶状態又は半結晶状態のシートを真空圧空成形機中の金型内に設置して、金型内を加熱し、加圧又は無加圧状態に保ち成形することにより得られる。
【0071】
金型温度としては、ポリ乳酸樹脂組成物の結晶化速度向上及び作業性向上の観点から、120℃以下が好ましく、115℃以下がより好ましく、110℃以下がさらに好ましい。また、70℃以上が好ましく、75℃以上がより好ましく、80℃以上がさらに好ましい。かかる観点から、金型温度は70〜120℃が好ましく、75〜115℃がより好ましく、80〜110℃がさらに好ましい。
【0072】
金型内での保持時間は、ポリ乳酸樹脂組成物からなる成形体の耐熱性及び生産性の向上の観点から、例えば90℃の金型において、2〜60秒が好ましく、3〜30秒がより好ましく、5〜20秒がさらに好ましい。本発明のポリ乳酸樹脂組成物は、結晶化速度が速いために、前記のような短い時間の保持時間でも十分な耐熱性を有する成形体が得られる。
【0073】
得られた成形体は、本発明の非晶状態又は半結晶状態のシートが熱成形性が良好であることから、嵌合性に優れるものである。また、式(I)で表される化合物による可塑化効果に優れることから、得られた成形体は結晶性の高いものであり、耐熱性、透明性に優れるものでもある。
【0074】
なお、本発明においては、前記で得られた非晶状態又は半結晶状態のシートを、好ましくは60〜120℃、より好ましくは70〜110℃の温度下で維持することにより結晶化を行って結晶シートとしてもよい。
【0075】
本発明の非晶状態又は半結晶状態のシートの二次加工方法としては、該シートを成形して本発明の延伸フィルムや熱成形体を調製する方法であれば特に限定はなく、前記の通りである。
【0076】
かくして得られた本発明の延伸フィルムや熱成形体は、結晶性が高く、かつ耐ブリード性や耐熱性、透明性に優れ、さらには機械的強度や嵌合性も高いことから、日用雑貨品、家電部品、家電部品用梱包資材、自動車部品等の様々な工業用途に使用することができ、なかでも、食品包装をはじめとした各種包装材として好適に用いられる。
【実施例】
【0077】
以下、実施例及び比較例を示して本発明を具体的に説明するが、本発明は下記実施例に制限されるものではない。
可塑剤の製造例1(トリス(エトキシエトキシエチル)ホスフェート)
1リットル四つ口フラスコに、ジエチレングリコールモノエチルエーテル600g(4.47モル)を加え、乾燥窒素ガスを毎分50mLの流量で吹き込みながら、減圧下(20kPa)で攪拌した。次いで反応系内を室温(15℃)に保ちながらオキシ塩化リン114g(0.745モル)をゆっくりと滴下し、その後、40〜60℃で5時間熟成した。その後、16重量%の水酸化ナトリウム水溶液149gを添加して中和し、過剰の未反応ジエチレングリコールモノエチルエーテルを70〜120℃の温度条件で減圧留去し、さらに水蒸気と接触させて粗リン酸トリエステル367gを得た。さらに、この粗リン酸トリエステルに16重量%の塩化ナトリウム水溶液300gを加えて洗浄した。その後、分相した下相を廃水し、残りの上相を75℃の減圧下で脱水した後、さらにろ過で固形分を除去し、目的とするトリス(エトキシエトキシエチル)ホスフェート266gを得た(収率80%)。このトリス(エトキシエトキシエチル)ホスフェートは無色透明の均一液体であり、クロルイオン分析を行った結果、クロルイオン含量は10mg/kg以下であった。
可塑剤の製造例2(コハク酸とトリエチレングリコールモノメチルエーテルとのジエステル)
攪拌機、温度計、脱水管を備えた3Lフラスコに、無水コハク酸500g、トリエチレングリコールモノメチルエーテル2463g、パラトルエンスルホン酸一水和物9.5gを仕込み、空間部に窒素(500mL/分)を吹き込みながら、減圧下(4〜10.7kPa)、110℃で15時間反応させた。反応液の酸価は1.6(KOHmg/g)であった。反応液に吸着剤キョーワード500SH(協和化学工業社製)27gを添加して80℃、2.7kPaで45分間攪拌してろ過した後、液温115〜200℃、圧力0.03kPaでトリエチレングリコールモノメチルエーテルを留去し、80℃に冷却後、残液を減圧ろ過して、ろ液として、コハク酸とトリエチレングリコールモノメチルエーテルとのジエステル〔(MeEO3)2SA〕を得た。得られたジエステルは、重量平均分子量410、粘度(23℃)27mPa・s、酸価0.2KOHmg/g、鹸化価274KOHmg/g、水酸基価1KOHmg/g以下、色相APHA200であった。
可塑剤の製造例3(ジラウリルブチルホスフェート)
特開平8−231565号公報に記載の方法に従って下記構造を有する化合物を合成した。
【0078】
【化4】
【0079】
可塑剤の製造例4(トリス(メトキシエトキシエチル)ホスフェート)
製造例1記載の方法を参照して、下記構造を有する化合物を合成した。
【0080】
【化5】
【0081】
可塑剤の製造例5(トリス(エトキシエトキシエトキシエチル)ホスフェート)
製造例1記載の方法を参照して、下記構造を有する化合物を合成した。
【0082】
【化6】
【0083】
可塑剤の製造例6(トリス(プロポキシエトキシエチル)ホスフェート)
製造例1記載の方法を参照して、下記構造を有する化合物を合成した。
【0084】
【化7】
【0085】
可塑剤の製造例7(トリス(ブトキシエトキシエチル)ホスフェート)
製造例1記載の方法を参照して、下記構造を有する化合物を合成した。
【0086】
【化8】
【0087】
可塑剤の製造例8({ビス(エトキシエトキシエチル)}{ブトキシエトキシエチル}ホスフェート)
製造例3と同様に特開平8−231565号公報に記載の方法で、下記構造を有する化合物を合成した。
【0088】
【化9】
【0089】
〔その他の原料〕
結晶核剤:エチレンビス12−ヒドロキシステアリン酸アミド(日本化成社製、商品名:スリパックスH)
加水分解抑制剤:ポリカルボジイミド(日清紡ケミカル社製、商品名:カルボジライトLA−1)
可塑剤:下記に示す化学式で表されるトリス(ブトキシエチル)ホスフェート(和光純薬社製、試薬、式(I)で表される化合物において、R1、R2、R3はいずれもブチル基、A1、A2、A3はいずれもエチレン基、m、n、pはいずれも1で、m+n+p=3である化合物)
【0090】
【化10】
【0091】
実施例1及び比較例1〜2
Nature Works社製のポリ乳酸(NW4032D)を50g用い、これに表1に示す可塑剤5gを添加し、小型混練機(東洋精機社製 ラボプラストミル、30C150)を用いて実施例1及び比較例1の組成物を調製し、混練時の溶融粘度を測定し、混練時の柔軟性を評価した。具体的には、混練は、混練温度180℃、回転速度90回転/分で10分間行い、混練開始30秒後と混練開始10分後の混練機のトルクを測定した。結果を表1に示す。
【0092】
【表1】
【0093】
表1より、合成したポリエーテル型リン酸エステルを添加した場合(実施例1)は、可塑剤未添加の場合(比較例2)や、コハク酸エステルを添加した場合(比較例1)と比較して、トルクが約2分の1に低下している。混練機のトルクが低下したのは、組成物の溶融粘度が低下したためと考えられ、トルクの差、すなわち、溶融粘度の差は混練機が大きくなるほどその絶対値は大きくなり、スケールメリットが出てくるため、可塑剤として極めて優れていることが分った。
実施例2〜3及び比較例3〜4
ポリ乳酸樹脂として、Nature Works社製のポリ乳酸(NW4032D)100重量部に対して、表2に示す原料を表2に示す量添加し、PARKER社製二軸押出混練機(HK−25D)を用いて、混練温度180℃、回転速度90回転/分、吐出量10kg/hでポリ乳酸樹脂組成物を調製した。
(1)非晶状態のシートの調製
得られたポリ乳酸樹脂組成物について、2枚のクロムメッキしたステンレス製の金属板(フェロ板)と、厚さ0.2mm、枠内寸法が20cm四方の金属製スペーサー枠(幅1cm)を使用し、枠内の中央に所定量(約9.3g)のポリ乳酸樹脂組成物を挟み、東洋精機社製のオートプレス成形機(ラボプレス社製 P2−30T)を用いて、まず180℃/4MPaの温度/圧力で2分間プレスした後、さらに続けて180℃/20MPaの温度/圧力で2分間プレスし、その後、直ちにオートプレス成形機の冷却装置により室温(25℃)まで急冷(15.5℃/秒)してシートを得た(厚さ0.2mm)。なお、二次加工性(嵌合性)の評価に用いるシートは、ポリ乳酸樹脂組成物の量を22gに変更し、厚さ0.4mm、枠内寸法が20cm四方の金属製スペーサー枠(幅1cm)を用いる以外は、同様にして調製した(厚さ0.4mm)。
(2)結晶状態のシートの調製
得られたポリ乳酸樹脂組成物について、2枚のクロムメッキしたステンレス製の金属板(フェロ板)と、厚さ0.4mm、枠内寸法が20cm四方の金属製スペーサー枠(幅1cm)を使用し、枠内の中央に所定量(約20g)のポリ乳酸樹脂組成物を挟み、東洋精機社製のオートプレス成形機を用いて、まず180℃/4MPaの温度/圧力で2分間プレスした後、さらに続けて180℃/20MPaの温度/圧力で2分間プレスし、その後、直ちにオートプレス成形機の冷却装置(ラボプレス社製 P2−30T)の冷却装置により室温(25℃)まで急冷(15.5℃/秒)してシート状成形体を得た。得られたシート状成形体を、さらに80℃/10MPaの温度/圧力で3分間プレスした後、室温まで放冷しスペーサー枠から取り出し、20cm四方のシートを得た(厚さ0.4mm)。
【0094】
得られた組成物及びシートについて、以下の試験例1〜8に従って特性を評価した。結果を表2に示す。
試験例1<ガラス転移温度及び冷結晶化温度の測定>
シート化に用いる各組成物について、JIS K 7121に従ってガラス転移温度(℃)及び冷結晶化温度(℃)を測定した。ただし、昇温条件は25℃から200℃まで毎分15℃で行い、また、測定サンプル量を7.5mgとした。冷結晶化温度(℃)が低いほど、結晶化速度が高いことを示す。
試験例2<二次加工性(延伸性)の評価>
各組成物の非晶状態のシートについて、12cm×10cm(厚さ0.2mm)の長方形に切り出し、テーブルテンター試験機(岩本製作所社製)を用い、長辺側をそれぞれ1cmずつ挟み、延伸温度58℃、延伸速度5mm/sで一軸自由幅延伸を行い、白化及び破断する延伸倍率〔白化伸度(%)、破断伸度(%)〕を観察した。なお、可塑剤を含有していない比較例4のみ、延伸温度80℃で延伸を行った。破断伸度が450%でも破断しなかった場合は「>450%」とした。この延伸性は二次成形性を評価する上で、重要な指標の一つであり、伸度の数値が高いほど良好な二次成形性を有すると判断される。
試験例3<耐ブリード性の評価>
各組成物の結晶シートについて、シート表面を目視により観察し、ブリードの有無を確認した。ブリードが全く確認されなかった場合を「A」、ブリードが僅かに確認された場合を「B」、ブリードが多く確認された場合を「C」とした。なお、比較例4については、ポリ乳酸樹脂以外の原料が用いられておらず、ブリードアウトしないため、評価を行わなかった。
試験例4<二次加工性(延伸配向性)の評価>
各組成物の非晶状態のシートについて、12cm×10cm(厚さ0.2mm)の長方形に切り出し、テーブルテンター試験機(岩本製作所社製)を用いて、延伸温度55〜60℃(比較例4のみ 80℃)、余熱時間45秒、延伸速度5mm/s、保持時間3分の条件で、延伸倍率10.2倍まで二軸同時延伸を行い(延伸範囲10cm四方)、厚さ22μmの二軸延伸フィルムを作成した。得られた二軸延伸フィルムを用いて、引っ張り試験を行い、初期弾性率(GPa)、破断強度(破断点応力、MPa)を調べた。引っ張り試験には、島津製作所社製のオートグラフ(AGS−X 1kN)を用い、JIS K 7127に従って試験を行った。なお、破断点応力の数値が高いほど延伸配向性に優れると判断される。
試験例5<二次加工性(嵌合性)の評価>
市販品の容器(商品名 湯呑み90 志野 シーピー化成社製)の蓋部分(図1)の金型を作製し、単発真空圧空成形機(脇坂製作所社製、FVS-500P WAKITEC)に取り付けた。
【0095】
各組成物の非晶状態のシートについて、15cm×15cm(厚さ0.4mm)の正方形に切り出し、単発真空圧空成形機(脇坂製作所社製、FVS−500P WAKITEC)を用いて、前記切り出したシートをガイドに取り付け、ヒーター温度を400℃に設定したヒーター部中での保持時間を変えることで、シート表面の温度が表2に示す温度となるまでシートを加熱した。各温度に加熱したシートを90℃に設定した上下金型を用いて真空成形を行い、金型内で10秒間保持して真空成形体を取り出した。
【0096】
上記で得られた蓋を市販品の容器(商品名 湯呑み90 志野 シーピー化成社製)の本体部分(φ81mm 高さ51mm 材質 PP入り低発泡PS製)に嵌合させ、容易に嵌合できた場合を「A」とし、嵌合できなかった場合を「B」とした。シート表面の温度は、加熱後のシート表面温度を直接表面温度計にて測定した。なお、使用した金型を図1に示す。
試験例6<耐熱性の評価>
前記嵌合性の評価で、容易に嵌合できた成形体を80℃の熱水の中に30秒浸漬した後、嵌合性に変化が生じない場合は「A」、嵌合性が大きく変化する場合は「B」とした。
試験例7<透明性の評価>
前記嵌合性の評価で、容易に嵌合できた成形体の一部を切り取り、ヘイズメーター(HM−150型 村上色彩技術研究所社製)を用いて、Haze値を測定し、これを透明度の指標とした。なお、比較例4については、容易に嵌合できた成形体が得られなかったので測定を行なわなかった。
試験例8<結晶性の評価>
前記延伸性の評価に使用したシート(成形前)及び一軸延伸後のサンプル(成形後)、前記延伸配向性の評価に使用したシート(成形前)及び二軸延伸フィルム(成形後)、ならびに前記嵌合性の評価に使用したシート(成形前)及びシート表面温度76℃で成形した真空成形体(成形後)の一部を切り取り、相対結晶化度を求めた。具体的には、PerkinElmer社製 DSCを用いて、25℃から200℃まで15℃/minで昇温させ、観察された冷結晶化発熱ピークの絶対値ΔHcと結晶溶融ピークの絶対値ΔHmから下式より相対結晶化度を求めた。
【0097】
相対結晶化度(%)=((ΔHm−ΔHc)/ΔHm)×100
【0098】
【表2】
【0099】
表2より、ポリエーテル型リン酸エステルを含有する樹脂組成物(実施例2、3)は、既存の可塑剤であるコハク酸エステルのみを含有する樹脂組成物(比較例3)と同様に、厚さ0.4mmの(無延伸)結晶状態のシートでは全くブリードは見られず、耐ブリード性は良好であった。また、実施例2の樹脂組成物は、白化が起こる延伸倍率が高く、また延伸装置の測定限界でも破断が起こらず、高い延伸性を示した。これは既存の可塑剤(コハク酸エステル)と併用した実施例3でも同様であり、ポリエーテル型リン酸エステルを添加することで延伸性を付与できることが示唆された。また延伸による結晶化も十分なものであった。
【0100】
また、ポリエーテル型リン酸エステルを含有するポリ乳酸樹脂組成物(実施例2、3)は二軸延伸が容易であり、かつ、高い機械的物性(初期弾性率、破断点応力)を示し、延伸フィルムとして良好な物性を示した。また延伸による結晶化も十分なものであった。
【0101】
またさらに、ポリエーテル型リン酸エステルを含有するポリ乳酸樹脂組成物(実施例2、3)の場合、加熱ゾーンでの保持時間が異なってシート表面の温度が変化しても、十分な賦形性が得られる温度領域(成形温度幅)が広く、且つその範囲で得られた成形体の耐熱性、透明性、結晶性も良好なものであった。
実施例4及び比較例5〜6
Nature Works社製のポリ乳酸(NW4032D)100重量部に対して、ポリエーテル型リン酸エステルのトリス(エトキシエトキシエチル)ホスフェート、リン酸トリエステルであるトリス(ブトキシエチル)ホスフェート、又は長鎖ラウリル基を有するジラウリルブチルホスフェートを表3に示す量添加し、実施例2と同様の装置を用いて、混練温度180℃、回転速度90回転/分、吐出量10kg/hでポリ乳酸樹脂組成物を調製した。
【0102】
得られた組成物を用いて、実施例2と同様にして結晶状態のシートを調製し、試験例3と同様にして耐ブリード性の評価を行った。また、結晶状態のシートの結晶性は、試験例8と同様の方法で確認した。結果を表3に示す。
【0103】
【表3】
【0104】
結果、トリス(ブトキシエチル)ホスフェート及びジラウリルブチルホスフェートを用いた比較例5、6では、十分な耐ブリード性は見られなかった。
実施例5〜9
ポリ乳酸樹脂として、Nature Works社製のポリ乳酸(NW4032D)100重量部に対して、表4に示す原料を表4に示す量添加し、実施例2と同様にしてポリ乳酸樹脂組成物を調製した。得られたポリ乳酸樹脂組成物を用い、実施例2〜3及び比較例3〜4と同様の評価(試験例1〜8)を行った。結果を表4に示す。
【0105】
【表4】
【0106】
表4より、本発明のポリエーテル型リン酸エステルを含有する樹脂組成物(実施例5〜9)は、表2に示す実施例2のトリス(エトキシエトキシエチル)ホスフェートと同様に、アルキル基(式(I)中のR1、R2、R3)をメチル基(実施例5)、プロピル基(実施例7)、ブチル基(実施例8)と変えた化合物、及びEO付加モル数を実施例2のm+n+p=6から9に変更した化合物(実施例6)においても耐ブリード性は良好で、白化が起こる延伸倍率が高く、また延伸装置の測定限界でも破断が起こらず、高い延伸性を示した。
【0107】
また、実施例5〜9の化合物は、二軸延伸が容易であり、かつ、高い機械的物性(初期弾性率、破断点応力)を示し、延伸フィルムとして良好な物性を示した。また延伸による結晶化も十分なものであった。
【0108】
またさらに、また、実施例5〜9の化合物は、加熱ゾーンでの保持時間が異なってシート表面の温度が変化しても、十分な賦形性が得られる温度領域(成形温度幅)が広く、且つその範囲で得られた成形体の耐熱性、透明性、結晶性も良好なものであった。
【0109】
表2と表4の結果から、本発明の化合物の中でも式(I)中のR1、R2、R3がエチル基又はプロピル基である化合物が、より2次加工性が優れる結果となった。
実施例10〜15
Nature Works社製のポリ乳酸(NW4032D)100重量部に対して、表5に示す本発明の化合物を15重量部添加し、実施例2と同様の装置を用いて、混練温度180℃、回転速度90回転/分、吐出量10kg/hでポリ乳酸樹脂組成物を調製した。
【0110】
得られた組成物を用いて、実施例2と同様にして結晶状態のシートを調製し、試験例3と同様にして耐ブリード性の評価を行った。また、結晶状態のシートの結晶性は、試験例8と同様の方法で確認した。結果を表5に示す。
【0111】
【表5】
【0112】
表5の結果から、本発明の化合物の中でも式(I)中のR1、R2、R3がエチル基又はプロピル基である化合物(実施例11〜13)が、耐ブリード性が添加量によらず良好な結果となった。
実施例16
ポリ乳酸樹脂として、Nature Works社製のポリ乳酸(NW4032D)100重量部に対して、表6に示す原料を表6に示す量添加し、PARKER社製二軸押出混練機(HK−25D)を用いて、混練温度180℃、回転速度90回転/分、吐出量10kg/hでポリ乳酸樹脂組成物を調製した。
【0113】
得られたポリ乳酸樹脂組成物を用いて、実施例2と同様にして非晶状態のシートを調製し、該ポリ乳酸樹脂組成物及びシートについて、以下の試験例9〜12に従って特性を評価した。結果を表6に示す。
試験例9<結晶性の評価>
後記2次加工性の評価に使用する非晶シート(延伸前)の一部を切り取り、試験例8と同様にして、相対結晶化度を求めた。
試験例10<二次加工性(熱収縮特性)の評価>
非晶状態のシートについて、12cm×12cm(厚さ0.2mm)の正方形に切り出し、テーブルテンター試験機(岩本製作所社製)を用いて、延伸温度55〜60℃、余熱時間45秒、延伸速度5mm/sの条件で延伸倍率4倍まで10cm一定幅で一軸延伸を行い(延伸範囲10cm四方)、直ちに冷却して実質熱固定を行わない厚さ50μmの熱収縮フィルムを作成した。得られた熱収縮フィルムを用いて、試験方向を長手として長さ140mm、幅80mmに切り出し、その試験方向に長さ100mm間の標線を入れ、50℃及び80℃の温水浴に10秒間浸漬し、次いで25℃の水浴で5秒間冷却した後、その標線間の寸法を計り、下式に従って各温度における収縮率を算出し、熱収縮特性を評価した。
【0114】
収縮率(%)=100×{収縮前の寸法(mm)―収縮後の寸法(mm)}/収縮前の寸法(mm)
試験例11<透明性の評価>
前記二次加工性の評価で使用した熱収縮フィルムの一部を切り取り、試験例7と同様にして、Haze値を測定し、これを透明度の指標とした。
試験例12<耐破断性の評価>
JIS K 7127に従って、島津製作所社製のオートグラフ(AGS−X 1kN)を用いて引張試験を行い、破断点伸び(%)を測定し、耐破断性の代用評価とした。収縮フィルムの伸びが低いものは耐破断性が低く、伸びが高ければ耐破断性が高いことを示す。破断点伸びが50%以上のものは耐破断性が良好で、10%以上50%未満を耐破断性がやや良好で、10%未満のものは不適である。
【0115】
【表6】
【0116】
表6の結果から、本発明の化合物を含有するポリ乳酸樹脂組成物は、延伸が容易であり、かつ、50℃ではほとんど収縮せず80℃で十分な収縮率が得られる良好な熱収縮特性を示し、透明性、耐破断性にも優れ、熱収縮フィルムとして良好な物性を示した。
【0117】
本発明のポリ乳酸樹脂組成物は、日用雑貨品、家電部品、家電部品用梱包資材、自動車部品等の様々な工業用途に好適に使用することができる。
【0118】
本発明は、下記のいずれかに関し得る;
<1>
ポリ乳酸樹脂、及び該ポリ乳酸樹脂100重量部に対して、式(I):
【0119】
【化11】
【0120】
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pはそれぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、m+n+pが3を超え12以下を満足する数である)
で表される化合物を0.1〜30重量部含有してなる、ポリ乳酸樹脂組成物。
<2>
式(I)中のR1、R2、R3が、それぞれ独立して炭素数2〜3のアルキル基である、<1>記載のポリ乳酸樹脂組成物。
<3>
式(I)中のR1、R2、R3が、好ましくはそれぞれ独立してメチル基、エチル基、プロピル基、イソプロピル基、ブチル基、又はイソブチル基であり、より好ましくはそれぞれ独立してエチル基、プロピル基、又はブチル基であり、さらに好ましくはそれぞれ独立してエチル基又はプロピル基であり、よりさらに好ましくはいずれもがエチル基又はプロピル基である、<1>記載のポリ乳酸樹脂組成物。
<4>
式(I)中のm+n+pが、好ましくは3を超え12未満を満足する数であり、より好ましくは4を超え12未満を満足する数であり、さらに好ましくは6以上で9以下を満足する数である、<1>〜<3>いずれか記載のポリ乳酸樹脂組成物。
<5>
式(I)中のA1、A2、A3が、好ましくはそれぞれ独立してエチレン基、n−プロピレン基、又はイソプロピレン基であり、より好ましくはいずれもがエチレン基、n−プロピレン基、又はイソプロピレン基であり、さらに好ましくはいずれもがエチレン基である、<1>〜<4>いずれか記載のポリ乳酸樹脂組成物。
<6>
式(I)で表される化合物が、好ましくは対称ポリエーテル型リン酸トリエステル又は非対称ポリエーテル型リン酸トリエステルであり、より好ましくは対称ポリエーテル型リン酸トリエステルである、<1>〜<5>いずれか記載のポリ乳酸樹脂組成物。
<7>
式(I)で表される化合物が、好ましくはトリス(エトキシエトキシエチル)ホスフェート、トリス(メトキシエトキシエチル)ホスフェート、トリス(プロポキシエトキシエチル)ホスフェート、トリス(ブトキシエトキシエチル)ホスフェート、トリス(メトキシエトキシエトキシエチル)ホスフェート、トリス(エトキシエトキシエトキシエチル)ホスフェート、トリス(プロポキシエトキシエトキシエチル)ホスフェート、ビス(エトキシエトキシエチル)メトキシエトキシエトキシエチルホスフェート、ビス(メトキシエトキシエトキシエチル)エトキシエトキシエチルホスフェート、ビス(エトキシエトキシエチル){ブトキシエトキシエチル}ホスフェート、あるいは炭素数1〜4のアルコールのポリオキシエチレン付加物又はポリオキシプロピレン付加物の混合物を式(I)を満たすようにリン酸トリエステル化した非対称ポリエーテル型リン酸エステルであり、より好ましくは、トリス(エトキシエトキシエチル)ホスフェート、トリス(プロポキシエトキシエチル)ホスフェート、トリス(エトキシエトキシエトキシエチル)ホスフェート、トリス(プロポキシエトキシエトキシエチル)ホスフェートであり、さらに好ましくはトリス(エトキシエトキシエチル)ホスフェートである、<1>〜<5>いずれか記載のポリ乳酸樹脂組成物。
<8>
式(I)で表される化合物をポリ乳酸樹脂100重量部に対して、好ましくは0.5〜30重量部、より好ましくは1.0〜10重量部、さらに好ましくは2.0〜8.0重量部、よりさらに好ましくは3.0〜7.0重量部含有してなる、<1>〜<7>いずれか記載のポリ乳酸樹脂組成物。
<9>
さらに、結晶核剤を含有してなる、<1>〜<8>いずれか記載のポリ乳酸樹脂組成物。
<10>
結晶核剤が、好ましくは有機系結晶核剤であり、より好ましくはアルキレンビス脂肪酸アミドであり、さらに好ましくはアルキレンビスヒドロキシ脂肪酸アミドである、<9>記載のポリ乳酸樹脂組成物。
<11>
結晶核剤が、好ましくは有機系結晶核剤であり、より好ましくはエチレンビスステアリン酸アミド、エチレンビスオレイン酸アミド、プロピレンビス脂肪酸アミド、ブチレンビス脂肪酸アミドであり、さらに好ましくはエチレンビス12-ヒドロキシステアリン酸アミドである、<9>記載のポリ乳酸樹脂組成物。
<12>
<1>〜<11>いずれか記載のポリ乳酸樹脂組成物を含有してなる、相対結晶化度が80%以下のシート。
<13>
<1>〜<11>いずれか記載のポリ乳酸樹脂組成物を押出成形又はプレス成形してなる、<12>記載のシート。
<14>
厚さが、好ましくは0.1〜1.5mm、より好ましくは0.2〜1.4mm、さらに好ましくは0.3〜1.2mmである、<12>又は<13>記載のシート。
<15>
<12>〜<14>いずれか記載のシートを二軸延伸してなるフィルム。
<16>
<12>〜<14>いずれか記載のシートを真空成形又は圧空成形して得られるポリ乳酸樹脂成形体。
<17>
<12>〜<14>いずれか記載のシートを延伸してなる熱収縮フィルム。
<18>
<12>〜<14>いずれか記載のシートを二軸延伸することを特徴とする、シートの二次加工方法。
<19>
<12>〜<14>いずれか記載のシートを真空成形又は圧空成形することを特徴とする、シートの二次加工方法。
<20>
<12>〜<14>いずれか記載のシートを一軸延伸することを特徴とする、シートの二次加工方法。
<21>
<15>記載のフィルムからなる包装材。
<22>
<16>記載のポリ乳酸樹脂成形体からなる包装材。
<23>
<17>記載の熱収縮フィルムからなる包装材。
【技術分野】
【0001】
本発明は、ポリ乳酸樹脂組成物に関する。さらに詳しくは、二次加工性、なかでも延伸性、熱成形性が改善されたポリ乳酸樹脂組成物、該組成物を用いて得られるシート、該シートを二次加工して得られる、延伸フィルム、熱成形品等の成形体、該シートの二次加工方法、及び、延伸フィルム又は成形体からなる包装材に関する。
【背景技術】
【0002】
食品包装をはじめ各種包装用途に利用されるフィルムにおいて、ポリエチレンテレフタレート(PET)に代表される結晶性ポリエステル樹脂の延伸フィルムは、透明性とともに強度等の優れた機械的性質を有することから、一般包装材をはじめ幅広い用途に応用されている。
【0003】
この結晶性ポリエステル樹脂の延伸フィルムの製造には、一般に押出成形等により製造した非晶状態又は半結晶状態のシートを、ガラス転移温度(Tg)から冷結晶化温度(Tc)までの温度領域中で目的の厚みまで二軸延伸させ、次いで熱処理を行うことで製造する方法が採用されている。前記延伸工程では、分子配向が進み、強度等の機械的性質の改善がなされている(非特許文献1参照)。
【0004】
近年、環境意識の高まりから、良好な生分解性を有する環境調和型樹脂フィルムの開発が進められており、中でもポリ乳酸樹脂は優れた生分解性を有する環境調和型樹脂として、多くの検討が進められている。
【0005】
しかしながら、ポリ乳酸樹脂は硬くて脆い物性を有するだけでなく、二次加工性が低く、シートやフィルム等に成形する場合は、柔軟性が不足したり、折り曲げたとき白化したりする等の問題がある。また、延伸しにくいために延伸配向による機械的性質の改善も難しいことが知られている(非特許文献2参照)。
【0006】
これらのことから、ポリ乳酸樹脂の成形品は主に硬質成形品分野での使用に限られているのが現状である。そこで、前記の欠点を補うために種々の可塑剤等を添加する方法が試みられている。
【0007】
例えば、ポリ乳酸樹脂との親和性やブリードアウト抑制の観点から、乳酸や乳酸オリゴマー、脂肪族多価カルボン酸エステル、又はポリ乳酸とポリアルキレンエーテル等との共重合体等を可塑剤として用いる試みがなされている。しかし、前記可塑剤は、成形時の熱安定性が低く、得られるフィルムの強度に劣り、二次加工性の改善が不十分でブリードアウトする等の問題があり、なかでも延伸フィルムへの適用は困難であった。
【0008】
一方、一般的な樹脂組成物において、主に滑剤、難燃剤として使用される種々のリン酸エステルをポリ乳酸樹脂組成物に添加し、該組成物の物性や加工性を改善する方法が開示されている。しかしながら、前記リン酸エステルのほとんどが芳香族系のリン酸エステルであり、したがってポリ乳酸樹脂との親和性が悪い為に、食品包装を含めた一般的な包装材、フィルムへの使用は難しい。
【0009】
そこで、脂肪族リン酸エステルを添加して、ポリ乳酸樹脂の成形性を改善できる試みがなされている。例えば、特許文献1では、炭素数が12〜28の脂肪鎖を有する脂肪族リン酸エステル化合物等を、ポリ乳酸系樹脂組成物の成形時の滑剤として利用する方法が開示されている。特許文献2では、可塑剤として脂肪族リン酸トリエステルを添加し、多孔性シートの製造における延伸加工性を改善できることが開示されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2002‐179899号公報
【特許文献2】特開2007−112868号公報
【非特許文献】
【0011】
【非特許文献1】高分子学会編 共立出版「フィルムをつくる」、1993年2月15日発行、第10章
【非特許文献2】DIC Technical Review No.10,2004、p.5
【発明の概要】
【発明が解決しようとする課題】
【0012】
特許文献1に開示の長鎖の脂肪族リン酸エステルは、ポリ乳酸樹脂との相溶性が低いため延伸等の成形時にポリ乳酸樹脂の結晶化が進むと、容易にブリードアウトすると考えられる。特許文献2の脂肪族リン酸トリエステルは、本発明における脂肪族リン酸エステルと異なる化合物であり、また、延伸加工性は、ポリ乳酸樹脂に無機塩(充填剤)を添加したシートを延伸によって樹脂と充填剤との界面剥離を生じさせて多孔質化していることから、ポリ乳酸樹脂自体の延伸性の向上ではなく、脂肪族リン酸トリエステルは主に前記無機塩の分散性を向上させる目的で添加されていると考えられ、延伸フィルム化における樹脂自体の延伸性は期待できない。このように、ポリ乳酸樹脂と容易に相溶し、かつ耐ブリード性も高く、さらには食品包装にも利用できるような、食品容器に使用する場合の二次加工性(延伸性)にも優れるポリ乳酸樹脂組成物を提供可能な添加剤は知られていない。
【0013】
よって、ポリ乳酸樹脂に延伸性等の十分な二次加工性を与え、二次加工用のシートや延伸フィルムとして利用できるポリ乳酸樹脂の改質技術の開発が望まれている。すなわち、効率的にポリ乳酸樹脂に柔軟性や延伸性を与え、延伸フィルム化できる可塑剤、及び成形時にブリードアウトが少ない可塑剤を含有するポリ乳酸樹脂組成物が望まれている。
【0014】
一方、食品容器や包装容器等の透明容器の素材にポリ乳酸のような生分解性樹脂を適用する場合、前記容器の成形には、延伸フィルム化同様に非晶状態のシートを用いて圧空成形や真空成形等の熱成形と呼ばれる二次加工を行う必要がある。この場合、シートが金型通りに延伸され、かつ耐熱性の向上の観点から結晶化が十分に進むためには、成形できる温度幅が広いことが望まれる。
【0015】
ところが、ポリ乳酸樹脂は、前記の二次加工性(延伸性)と結晶化を両立できる温度範囲、すなわち熱成形における成形可能温度幅が極めて狭く、熱成形が難しい樹脂である。従って、ポリ乳酸樹脂の熱成形における成形可能温度幅を広くでき、かつ、結晶化を向上できる可塑剤の開発が望まれている。
【0016】
本発明の課題は、ポリ乳酸樹脂に十分な二次加工性を与えることができる添加剤を含有し、二次加工性、なかでも延伸性、熱成形性が改善されたポリ乳酸樹脂組成物、該組成物を用いて得られるシート、該シートを二次加工して得られる、延伸フィルム、熱成形品等の成形体、該シートの二次加工方法、及び、延伸フィルム又は成形体からなる包装材を提供することにある。また、本発明の課題は、強度、透明性、耐熱性、耐ブリード性に優れるポリ乳酸樹脂組成物、該組成物を用いて得られるシート、該シートを二次加工して得られる延伸フィルム、熱成形品等の成形体、該シートの二次加工方法、及び、延伸フィルム又は成形体からなる包装材を提供することにある。
【課題を解決するための手段】
【0017】
本発明者らがこのような状況に鑑みて検討した結果、特定の構造を有するポリエーテル型リン酸トリエステルをポリ乳酸樹脂に添加することで、ポリ乳酸樹脂に十分な二次加工性、なかでも延伸性及び熱成形性を与え、該組成物がシート、さらには延伸フィルム、熱成形品等の二次加工品として極めて容易に成形できること、さらには、強度、透明性、耐熱性、耐ブリード性に優れることを見出し、本発明を完成するに至った。
【0018】
即ち、本発明は、
〔1〕 ポリ乳酸樹脂、及び該ポリ乳酸樹脂100重量部に対して、式(I):
【0019】
【化1】
【0020】
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pはそれぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、m+n+pが3を超え12以下を満足する数である)
で表される化合物を0.1〜30重量部含有してなる、ポリ乳酸樹脂組成物、
〔2〕 前記〔1〕記載のポリ乳酸樹脂組成物を含有してなる、相対結晶化度が80%以下のシート、
〔3〕 前記〔2〕記載のシートを二軸延伸してなるフィルム、
〔4〕 前記〔2〕記載のシートを真空成形又は圧空成形して得られるポリ乳酸樹脂成形体、
〔5〕 前記〔2〕記載のシートを二軸延伸することを特徴とする、シートの二次加工方法、
〔6〕 前記〔2〕記載のシートを真空成形又は圧空成形することを特徴とする、シートの二次加工方法、
〔7〕 前記〔3〕記載のフィルムからなる包装材、
〔8〕 前記〔4〕記載のポリ乳酸樹脂成形体からなる包装材、
〔9〕 前記〔2〕記載のシートを延伸してなる熱収縮フィルム、ならびに
〔10〕 前記〔9〕記載の熱収縮フィルムからなる包装材
に関する。
【発明の効果】
【0021】
本発明のポリ乳酸樹脂組成物は、二次加工性、なかでも延伸性及び熱成形性に優れることから、シートやフィルム、熱成形体として極めて容易に成形できるという効果を奏するものである。また、二次加工性、なかでも延伸性及び熱成形性に優れることから、本発明のポリ乳酸樹脂組成物は、強度、透明性、耐熱性、耐ブリード性に優れ、さらに目的に応じて優れた熱収縮特性、耐破断性を得ることができる。
【図面の簡単な説明】
【0022】
【図1】図1は、熱成形性評価の際に用いた金型を示す。
【発明を実施するための形態】
【0023】
本発明のポリ乳酸樹脂組成物は、ポリ乳酸樹脂に加えて、ポリ乳酸樹脂の可塑化向上の観点から、式(I):
【0024】
【化2】
【0025】
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pはそれぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、m+n+pが3を超え12以下を満足する数である)
で表される化合物を含有することに特徴を有する。
(可塑剤)
式(I)で表される化合物は、ポリ乳酸樹脂との親和性に優れるだけでなく、可塑剤としての可塑化効率が極めて高いことから、二次加工性、なかでも延伸加工における延伸配向性が向上し、破断点強度に代表される強度が優れるものとなり、また、熱成形における成形温度幅が広がり、かつ、結晶化速度が向上して、透明性、耐熱性、成形性、嵌合性に優れるものになると推定される。
【0026】
式(I)で表される化合物は、ポリエーテル型リン酸トリエステルであり、対称構造でも非対称構造でも構わないが、製造上の簡便さからは、対称構造のリン酸トリエステルが好ましい。
【0027】
R1、R2、R3は、それぞれ独立して炭素数1〜4のアルキル基を示し、直鎖であっても分岐鎖であってもよい。具体的には、メチル基、エチル基、プロピル基、イソプロピル基、ブチル基、イソブチル基が挙げられるが、エチル基、プロピル基、ブチル基が好ましい。また、耐ブリード性、2次加工性を向上させる観点から、炭素数2〜3のアルキル基、即ち、エチル基、プロピル基がより好ましい。
【0028】
A1、A2、A3は、それぞれ独立して炭素数2又は3のアルキレン基を示し、直鎖であっても分岐鎖であってもよい。具体的には、エチレン基、n−プロピレン基、イソプロピレン基が挙げられ、なかでも、耐ブリード性、2次加工性を向上させる観点から、エチレン基が好ましい。また、A1、A2、A3は、隣接する酸素原子とオキシアルキレン基(アルキレンオキサイド)を形成し、式(I)で表される化合物における繰り返し構造を形成する。
【0029】
m、n、pは、それぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、かつ、m+n+pが3を超え12以下を満足する数である。なかでも、ポリ乳酸樹脂に十分な二次加工性を付与し、かつ、得られる成形体におけるブリードを抑制する観点から、m、n、pは、正の数であって、かつ、m+n+pが3を超え12未満を満足する数が好ましく、4を超え12未満を満足する数がより好ましい。また、耐ブリード性、2次加工性を向上させる観点から、6以上で9以下を満足する数が更に好ましい。
【0030】
よって、式(I)で表される化合物としては、
(1)R1、R2、R3がそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3がそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pがそれぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、かつ、m+n+pが3を超え12以下を満足する数である化合物が好ましく、
(2)R1、R2、R3がそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3がそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pが正の数であって、かつ、m+n+pが3を超え12未満を満足する数である化合物がより好ましく、
(3)R1、R2、R3がそれぞれ独立して炭素数2〜3のアルキル基を示し、A1、A2、A3がいずれもエチレン基であり、m、n、pが正の数であって、かつ、m+n+pが4を超え12未満を満足する数である化合物がさらに好ましく、
(4)R1、R2、R3がそれぞれ独立して炭素数2〜3のアルキル基を示し、A1、A2、A3がいずれもエチレン基であり、m、n、pが正の数であって、かつ、m+n+pが6以上で9以下を満足する数である化合物がよりさらに好ましい。
【0031】
式(I)で表される化合物の具体例としては、式(II):
【0032】
【化3】
【0033】
で表されるトリス(エトキシエトキシエチル)ホスフェート〔式(I)中、R1、R2、R3はいずれもエチル基、A1、A2、A3はいずれもエチレン基、m、n、pはいずれも2で、m+n+p=6〕の他に、トリス(メトキシエトキシエチル)ホスフェート(m+n+p=6)、トリス(プロポキシエトキシエチル)ホスフェート(m+n+p=6)、トリス(ブトキシエトキシエチル)ホスフェート(m+n+p=6)、トリス(メトキシエトキシエトキシエチル)ホスフェート(m+n+p=9)、トリス(エトキシエトキシエトキシエチル)ホスフェート(m+n+p=9)、トリス(プロポキシエトキシエトキシエチル)ホスフェート(m+n+p=9)等の対称ポリエーテル型リン酸トリエステルやビス(エトキシエトキシエチル)メトキシエトキシエトキシエチルホスフェート(m+n+p=7)、ビス(メトキシエトキシエトキシエチル)エトキシエトキシエチルホスフェート(m+n+p=8)、ビス(エトキシエトキシエチル){ブトキシエトキシエチル}ホスフェート(m+n+p=6)等の非対称ポリエーテル型リン酸トリエステル、あるいは炭素数1〜4のアルコールのポリオキシエチレン付加物又はポリオキシプロピレン付加物の混合物を式(I)を満たすようにリン酸トリエステル化した非対称ポリエーテル型リン酸エステルが挙げられるが、ポリ乳酸樹脂に十分な耐ブリード性、二次加工性を付与する観点から、トリス(エトキシエトキシエチル)ホスフェート、トリス(プロポキシエトキシエチル)ホスフェート、トリス(エトキシエトキシエトキシエチル)ホスフェート、トリス(プロポキシエトキシエトキシエチル)ホスフェートが好ましく、トリス(エトキシエトキシエチル)ホスフェートがより好ましい。
【0034】
式(I)で表される化合物は、市販品であっても公知の製造方法に従って合成したものを用いてもよい。以下に、公知の製造方法により合成する場合を説明する。
【0035】
ポリエーテル型リン酸トリエステルは、例えば特開平10−17581号公報で開示されている方法により合成することが可能である。すなわち、式(III):
R−O(AO)nH (III)
(式中、Rは炭素数1〜4のアルキル基を示し、Aは炭素数2又は3のアルキレン基を示し、n個のAは同一もしくは異なっていてもよく、nはアルキレンオキサイドの平均付加モル数を表す2〜4の数を示す)
で表される1種又は2種以上の有機ヒドロキシ化合物を、オキシハロゲン化リンと順次又は一括で反応させて、その際、副生するハロゲン化水素を反応系外に除去しながら反応を行うことで、極めて選択性良くリン酸トリエステルを製造することが可能である。副生するハロゲン化水素を反応系外に除去する方法としては、乾燥した窒素ガス等の不活性ガスを接触させる方法、あるいは減圧下で系外に除去する方法が有効である。
【0036】
式(I)で表される化合物の含有量は、ポリ乳酸樹脂100重量部に対して、0.1〜30重量部であり、0.5〜30重量部が好ましく、1.0〜10重量部がより好ましく、2.0〜8.0重量部がさらに好ましく、3.0〜7.0重量部がさらにより好ましい。0.1重量部以上であると式(I)で表される化合物の可塑化向上効果が良好に発揮され、30重量部以下であると樹脂組成物が柔らか過ぎることもなく、二次加工におけるハンドリング性が良好である。
【0037】
また、本発明のポリ乳酸樹脂組成物は、本発明の効果を損なわない範囲で、式(I)で表される化合物以外の他の可塑剤を含有することができる。
【0038】
他の可塑剤としては、具体的には、従来からの可塑剤であるフタル酸エステルやコハク酸エステル、アジピン酸エステルといった多価カルボン酸エステル、グリセリン等脂肪族ポリオールの脂肪酸エステル等が挙げられる。なかでも、可塑剤の添加効果や耐ブリード性の向上という観点から、特開2006−176748号公報に開示されているコハク酸エステルを用いるのが好ましい。これらの含有量としては、本発明の効果を阻害しない観点から、ポリ乳酸樹脂100重量部に対して、10重量部以下が好ましく、5重量部以下がより好ましく、1重量部以下がさらに好ましい。また、式(I)で表される化合物の全可塑剤中の含有量としては、延伸性の二次加工性の向上の観点から、30重量%以上が好ましく、60重量%以上がより好ましく、70重量%以上がさらに好ましく、80重量%以上がさらに好ましく、90重量%以上がさらに好ましく、実質的に100重量%であることがさらにより好ましい。なお、全可塑剤とは、組成物に含有される式(I)で表される化合物と他の可塑剤を合わせたものを意味する。
(ポリ乳酸樹脂)
ポリ乳酸樹脂としては、市販されているポリ乳酸樹脂(例えば、三井化学社製:商品名 レイシアH−100、H−280、H−400、H−440等や、Nature Works社製:商品名 Nature Works PLA/NW3001D、NW4032D等)の他、乳酸やラクチドから合成したポリ乳酸樹脂が挙げられる。強度や耐熱性の向上の観点から、光学純度90%以上のポリ乳酸樹脂が好ましく、例えば、比較的分子量が高く、また光学純度の高いNature Works社製ポリ乳酸樹脂(NW4032D等)が好ましい。
【0039】
また、本発明において、ポリ乳酸樹脂として、ポリ乳酸樹脂組成物の強度と可撓性の両立、耐熱性及び透明性の向上の観点から、異なる異性体を主成分とする乳酸成分を用いて得られた2種類のポリ乳酸からなるステレオコンプレックスポリ乳酸を用いてもよい。
【0040】
ステレオコンプレックスポリ乳酸を構成する一方のポリ乳酸〔以降、ポリ乳酸(A)と記載する〕は、L体90〜100モル%、D体を含むその他の成分0〜10モル%を含有する。他方のポリ乳酸〔以降、ポリ乳酸(B)と記載する〕は、D体90〜100モル%、L体を含むその他の成分0〜10モル%を含有する。なお、L体及びD体以外のその他の成分としては、2個以上のエステル結合を形成可能な官能基を持つジカルボン酸、多価アルコール、ヒドロキシカルボン酸、ラクトン等が挙げられ、また、未反応の前記官能基を分子内に2つ以上有するポリエステル、ポリエーテル、ポリカーボネート等であってもよい。
【0041】
ステレオコンプレックスポリ乳酸における、ポリ乳酸(A)とポリ乳酸(B)の重量比〔ポリ乳酸(A)/ポリ乳酸(B)〕は、10/90〜90/10が好ましく、20/80〜80/20がより好ましく、40/60〜60/40がさらに好ましい。
【0042】
また、本発明のポリ乳酸樹脂組成物は、ポリ乳酸樹脂及び式(I)で表される化合物を含む可塑剤以外に、さらに、結晶核剤、加水分解抑制剤を含有することができる。即ち、本発明のポリ乳酸樹脂組成物の一態様としては、ポリ乳酸樹脂、式(I)で表される化合物を含む可塑剤、結晶核剤、及び加水分解抑制剤を含有するものが挙げられる。
【0043】
結晶核剤としては、天然又は合成珪酸塩化合物、酸化チタン、硫酸バリウム、リン酸三カルシウム、炭酸カルシウム、リン酸ソーダ等の金属塩やカオリナイト、ハロイサイト、タルク、スメクタイト、バーミュライト、マイカ等の無機系結晶核剤の他、エチレンビス脂肪酸アミドやプロピレンビス脂肪酸アミド、ブチレンビス脂肪酸アミド等や、フェニルホスホン酸金属塩等の有機系結晶核剤が挙げられるが、透明性向上の観点から、有機系結晶核剤が好ましく、エチレンビスステアリン酸アミドやエチレンビスオレイン酸アミド等のエチレンビス脂肪酸アミド、プロピレンビス脂肪酸アミド、ブチレンビス脂肪酸アミド等のアルキレンビス脂肪酸アミドがより好ましく、エチレンビス12-ヒドロキシステアリン酸アミド等のアルキレンビスヒドロキシ脂肪酸アミドが更に好ましい。
【0044】
結晶核剤の含有量は、ポリ乳酸樹脂組成物や、ポリ乳酸樹脂組成物から得られる成形物(シートやフィルム、熱成形物)の透明性向上の観点から、ポリ乳酸樹脂100重量部に対して、0.1〜1.0重量部が好ましく、0.1〜0.5重量部がより好ましい。
【0045】
加水分解抑制剤としては、ポリカルボジイミド化合物やモノカルボジイミド化合物等のカルボジイミド化合物が挙げられ、ポリ乳酸樹脂組成物の耐久性、耐衝撃性を向上させる観点からポリカルボジイミド化合物が好ましく、ポリ乳酸樹脂組成物の耐久性、成形性を向上させる観点から、モノカルボジイミド化合物が好ましい。また、ポリ乳酸樹脂組成物からなる成形体の耐久性、耐衝撃性、成形性をより向上させる観点から、モノカルボジイミドとポリカルボジイミドを併用することが好ましい。
【0046】
ポリカルボジイミド化合物としては、ポリ(4,4’−ジフェニルメタンカルボジイミド)、ポリ(4,4’−ジシクロヘキシルメタンカルボジイミド)、ポリ(1,3,5−トリイソプロピルベンゼン)ポリカルボジイミド、ポリ(1,3,5−トリイソプロピルベンゼン及び1,5−ジイソプロピルベンゼン)ポリカルボジイミド等が挙げられ、モノカルボジイミド化合物としては、N,N’−ジ−2,6−ジイソプロピルフェニルカルボジイミド等が挙げられる。
【0047】
前記カルボジイミド化合物は、ポリ乳酸樹脂組成物からなる成形体の耐久性、耐衝撃性及び成形性を満たすために、単独で又は2種以上組み合わせて用いてもよい。また、ポリ(4,4’−ジシクロヘキシルメタンカルボジイミド)はカルボジライトLA−1(日清紡ケミカル社製)を、ポリ(1,3,5−トリイソプロピルベンゼン)ポリカルボジイミド及びポリ(1,3,5−トリイソプロピルベンゼン及び1,5−ジイソプロピルベンゼン)ポリカルボジイミドは、スタバクゾールP及びスタバクゾールP−100(Rhein Chemie社製)を、N,N’−ジ−2,6−ジイソプロピルフェニルカルボジイミドはスタバクゾールI(Rhein Chemie社製)を使用することができる。これらの中でもポリ乳酸樹脂組成物や、ポリ乳酸樹脂組成物から得られる成形物(シートやフィルム、熱成形物)の透明性向上の観点から、ポリ(4,4’−ジシクロヘキシルメタンカルボジイミド)(製品名:カルボジライトLA−1、日清紡ケミカル社製)が好ましい。
【0048】
加水分解抑制剤の含有量は、ポリ乳酸樹脂組成物からなる成形体の透明性、成形性を向上させる観点から、ポリ乳酸樹脂100重量部に対して、0.05〜3重量部が好ましく、0.10〜2重量部がより好ましく、0.2〜1重量部がさらに好ましい。
【0049】
本発明のポリ乳酸樹脂組成物は、前記以外の他の成分として、ポリ乳酸樹脂以外の樹脂、充填剤(無機充填剤、有機充填剤)、難燃剤、酸化防止剤、炭化水素系ワックス類やアニオン型界面活性剤である滑剤、紫外線吸収剤、帯電防止剤、防曇剤、光安定剤、顔料、防カビ剤、抗菌剤、発泡剤等を、本発明の目的達成を妨げない範囲、すなわち延伸性、熱成形性等の二次加工性や延伸フィルムとしての透明性を阻害しない範囲で含有することができる。また同様に、本発明の効果を阻害しない範囲内で他の高分子材料や他の樹脂組成物を添加することも可能である。
【0050】
ポリ乳酸樹脂以外の樹脂としては、ポリブチレンサクシネート等の生分解性を有するポリエステル樹脂、ポリヒドロキシアルカン酸等が挙げられる。また、前記ポリ乳酸樹脂は、前記他の生分解性樹脂やポリプロピレン等の非生分解性樹脂とポリ乳酸樹脂とのブレンドによるポリマーアロイとして含有されていてもよい。なお、本明細書において「生分解性」とは、自然界において微生物によって低分子化合物に分解され得る性質のことであり、具体的には、JIS K6953(ISO14855)「制御された好気的コンポスト条件の好気的かつ究極的な生分解度及び崩壊度試験」に基づいた生分解性のことを意味する。
【0051】
本発明のポリ乳酸樹脂組成物は、ポリ乳酸樹脂及び式(I)で表される化合物を含有するものであれば特に限定なく調製することができ、例えば、ポリ乳酸樹脂及び式(I)で表される化合物、さらに必要により各種添加剤を含有する原料を、密閉式ニーダー、1軸もしくは2軸の押出機、オープンロール型混練機等の公知の混練機を用いて溶融混練して調製することができる。なお、原料は、予めヘンシェルミキサー、スーパーミキサー等を用いて均一に混合した後に、溶融混練に供することも可能である。前記溶融混練により、式(I)で表される化合物がポリ乳酸樹脂の良好な可塑剤として働くため、溶融混錬時の溶融粘度が顕著に低下するという効果が奏される。
【0052】
溶融混練温度は、ポリ乳酸樹脂組成物の成形性及び劣化防止を向上する観点から、160〜220℃が好ましく、170〜200℃がより好ましく、170〜190℃がさらに好ましい。溶融混練時間は、溶融混練温度、混練機の種類によって一概には決定できないが、15〜900秒間が好ましい。
【0053】
得られた溶融混練物のガラス転移温度(Tg)は、式(I)で表される化合物が可塑剤として効果的に働くことから、好ましくは30〜60℃、より好ましくは30〜55℃、さらに好ましくは35〜55℃である。
【0054】
また、冷結晶化温度(Tc)は、式(I)で表される化合物が可塑剤として効果的に働くことから、好ましくは50〜110℃、より好ましくは50〜100℃、さらに好ましくは60〜90℃である。なお、本明細書において、ポリ乳酸樹脂組成物のガラス転移温度(Tg)及び冷結晶化温度(Tc)は、後述の実施例に記載の方法に従って、測定することができる。
【0055】
かくして得られた溶融混練物は、延伸性、熱成形性等の二次加工性に優れることから、本発明はまた、延伸フィルムや耐熱性に優れる成形品等に加工され得る、非晶状態又は半結晶状態の成形体(例えば、シート状成形体)を提供する。なお、本明細書において、非晶状態及び半結晶状態とは、後述の試験例8の方法により求めた相対結晶化度が60%未満となる場合を非晶状態、相対結晶化度が60〜80%となる場合を半結晶状態とする。よって、非晶状態又は半結晶状態の成形体とは、相対結晶化度が80%以下の成形体を意味する。
【0056】
非晶状態又は半結晶状態の成形体は、例えばシート状成形体を成形する場合、本発明のポリ乳酸樹脂組成物を押出成形やプレス成形することによって調製することができる。
【0057】
押出成形は、加熱した押出機に充填された本発明のポリ乳酸樹脂組成物を溶融させた後にTダイから押出し、シート状成形物を得る。このシート状成形物を直ぐに冷却ロールに接触させ、シートをポリ乳酸樹脂組成物のTg以下に冷却することで非晶状態又は半結晶状態にし、その後、冷却ロールから引き離し、それらを巻き取りロールにて巻き取り、シート状成形体を得ることができる。なお、押出機に充填する際に、本発明のポリ乳酸樹脂を構成する原料、例えば、ポリ乳酸樹脂及び式(I)で表される化合物、さらに必要により各種添加剤を含有する原料を充填して溶融混練後、押出し成形してもよい。
【0058】
押出機の温度は、ポリ乳酸樹脂組成物を均一に混合し、且つポリ乳酸樹脂の劣化を防止する観点から、170〜240℃が好ましく、175〜220℃がより好ましく、180〜210℃がさらに好ましい。また冷却ロールの温度は、非晶状態又は半結晶状態の成形体を得る観点から、40℃以下が好ましく、30℃以下がより好ましく、10℃以下がさらに好ましい。なお、本発明において、押出機の温度とは押出し機のバレル設定温度を意味する。
【0059】
また押出速度は、非晶状態又は半結晶状態の成形体を得る観点から、1〜200m/分が好ましく、5〜150m/分がより好ましく、10〜100m/分がさらに好ましい。
【0060】
プレス成形でシート状成形体を成形する場合は、シート形状を有する枠で本発明のポリ乳酸樹脂組成物を囲みプレス成形して調製することができる。
【0061】
プレス成形の温度と圧力としては、例えば、非晶状態又は半結晶状態の成形体を調製する場合、好ましくは170〜240℃の温度、5〜30MPaの圧力の条件下、より好ましくは175〜220℃の温度、10〜25MPaの圧力の条件下、さらに好ましくは180〜210℃の温度、10〜20MPaの圧力の条件下でプレスすることが好ましい。プレス時間は、プレスの温度と圧力によって一概には決定することができないが、1〜10分が好ましく、1〜7分がより好ましく、1〜5分がさらに好ましい。
【0062】
また前記条件でプレスした後直ぐに、好ましくは0〜40℃の温度、5〜30MPaの圧力の条件下、より好ましくは10〜30℃の温度、10〜25MPaの圧力の条件下、さらに好ましくは10〜20℃の温度、10〜20MPaの圧力の条件下でプレスして冷却することが好ましい。この温度条件によるプレスにより、本発明のポリ乳酸樹脂組成物をそのTg以下に冷却して非晶状態又は半結晶状態にするため、プレス時間は、プレスの温度と圧力によって一概には決定することができないが、1〜10分が好ましく、1〜7分がより好ましく、1〜5分がさらに好ましい。
【0063】
非晶状態又は半結晶状態のシート状成形体を調製する場合、その厚さは均一な成形体(二次加工品)を得る観点から、0.1〜1.5mmが好ましく、0.2〜1.4mmがより好ましく、0.3〜1.2mmがさらに好ましい。
【0064】
かくして得られた非晶状態又は半結晶状態のシートは、延伸や熱成形等の二次加工に供しても、式(I)で表される化合物がポリ乳酸樹脂を可塑化する効果が高く、かつポリ乳酸樹脂との親和性も高いことから、結晶核剤や加水分解抑制剤等の添加剤が配合されている場合にでも、耐ブリード性に優れるものである。よって、本発明の非晶状態又は半結晶状態のシートは、延伸や熱成形等の二次加工用途に好適に用いられる。
【0065】
また、本発明においては、本発明の非晶状態又は半結晶状態のシートを成形することにより、成形体(二次加工品)としてもよい。従って、本発明はまた、本発明の非晶状態又は半結晶状態のシートを二次加工して得られる成形体(二次加工品)及び本発明の非晶状態又は半結晶状態のシートの二次加工方法を提供する。
【0066】
二次加工品の態様としては、本発明のポリ乳酸樹脂組成物を用いて得られたシートを一軸又は二軸延伸してなるフィルム(まとめて本発明の延伸フィルムという)、及び本発明のポリ乳酸樹脂組成物を用いて得られたシートを真空成形又は圧空成形してなる成形体(熱成形体ともいう)が挙げられる。
【0067】
延伸フィルムは、特に限定なく公知の方法に従って成形することができるが、例えば、前記方法により調製した非晶状態のシートをガラス転移温度(Tg)から冷結晶化温度(Tc)までの温度領域中で、所望の厚みまで二軸延伸させ、次いで熱処理(熱固定)することにより得られる。二軸延伸では、同時延伸でも逐次延伸によっても延伸フィルム化することが可能である。
【0068】
本発明の延伸フィルムは、二軸延伸により機械的強度が増加して、延伸フィルムとしての良好な物性を示す。また、式(I)で表される化合物による可塑化効果に優れ且つポリ乳酸樹脂との親和性が高いことから、耐ブリード性にも優れ、結晶性の高いものである。
【0069】
延伸フィルムの一態様としては熱収縮フィルムとすることができる。熱収縮フィルムは、特に限定なく公知の方法に従って製造することができる。例えば、少なくとも一方向に、所望の厚みまで延伸した後に、実質、熱固定を行わないことにより得られる。延伸する方法としては、一軸又は二軸延伸を行うことができるが、二軸延伸する場合には同時延伸でも逐次延伸でもどちらでも良い。なかでも、逐次延伸の場合には、縦横の延伸倍率が大きく異なる熱収縮フィルム作成することが可能であることより、シュリンクラベルとしてより良好な物性を示す延伸フィルムを得ることができる。
【0070】
また、真空成形又は圧空成形した成形体は、特に限定なく公知の方法に従って成形することができ、例えば、本発明の非晶状態又は半結晶状態のシートを真空圧空成形機中の金型内に設置して、金型内を加熱し、加圧又は無加圧状態に保ち成形することにより得られる。
【0071】
金型温度としては、ポリ乳酸樹脂組成物の結晶化速度向上及び作業性向上の観点から、120℃以下が好ましく、115℃以下がより好ましく、110℃以下がさらに好ましい。また、70℃以上が好ましく、75℃以上がより好ましく、80℃以上がさらに好ましい。かかる観点から、金型温度は70〜120℃が好ましく、75〜115℃がより好ましく、80〜110℃がさらに好ましい。
【0072】
金型内での保持時間は、ポリ乳酸樹脂組成物からなる成形体の耐熱性及び生産性の向上の観点から、例えば90℃の金型において、2〜60秒が好ましく、3〜30秒がより好ましく、5〜20秒がさらに好ましい。本発明のポリ乳酸樹脂組成物は、結晶化速度が速いために、前記のような短い時間の保持時間でも十分な耐熱性を有する成形体が得られる。
【0073】
得られた成形体は、本発明の非晶状態又は半結晶状態のシートが熱成形性が良好であることから、嵌合性に優れるものである。また、式(I)で表される化合物による可塑化効果に優れることから、得られた成形体は結晶性の高いものであり、耐熱性、透明性に優れるものでもある。
【0074】
なお、本発明においては、前記で得られた非晶状態又は半結晶状態のシートを、好ましくは60〜120℃、より好ましくは70〜110℃の温度下で維持することにより結晶化を行って結晶シートとしてもよい。
【0075】
本発明の非晶状態又は半結晶状態のシートの二次加工方法としては、該シートを成形して本発明の延伸フィルムや熱成形体を調製する方法であれば特に限定はなく、前記の通りである。
【0076】
かくして得られた本発明の延伸フィルムや熱成形体は、結晶性が高く、かつ耐ブリード性や耐熱性、透明性に優れ、さらには機械的強度や嵌合性も高いことから、日用雑貨品、家電部品、家電部品用梱包資材、自動車部品等の様々な工業用途に使用することができ、なかでも、食品包装をはじめとした各種包装材として好適に用いられる。
【実施例】
【0077】
以下、実施例及び比較例を示して本発明を具体的に説明するが、本発明は下記実施例に制限されるものではない。
可塑剤の製造例1(トリス(エトキシエトキシエチル)ホスフェート)
1リットル四つ口フラスコに、ジエチレングリコールモノエチルエーテル600g(4.47モル)を加え、乾燥窒素ガスを毎分50mLの流量で吹き込みながら、減圧下(20kPa)で攪拌した。次いで反応系内を室温(15℃)に保ちながらオキシ塩化リン114g(0.745モル)をゆっくりと滴下し、その後、40〜60℃で5時間熟成した。その後、16重量%の水酸化ナトリウム水溶液149gを添加して中和し、過剰の未反応ジエチレングリコールモノエチルエーテルを70〜120℃の温度条件で減圧留去し、さらに水蒸気と接触させて粗リン酸トリエステル367gを得た。さらに、この粗リン酸トリエステルに16重量%の塩化ナトリウム水溶液300gを加えて洗浄した。その後、分相した下相を廃水し、残りの上相を75℃の減圧下で脱水した後、さらにろ過で固形分を除去し、目的とするトリス(エトキシエトキシエチル)ホスフェート266gを得た(収率80%)。このトリス(エトキシエトキシエチル)ホスフェートは無色透明の均一液体であり、クロルイオン分析を行った結果、クロルイオン含量は10mg/kg以下であった。
可塑剤の製造例2(コハク酸とトリエチレングリコールモノメチルエーテルとのジエステル)
攪拌機、温度計、脱水管を備えた3Lフラスコに、無水コハク酸500g、トリエチレングリコールモノメチルエーテル2463g、パラトルエンスルホン酸一水和物9.5gを仕込み、空間部に窒素(500mL/分)を吹き込みながら、減圧下(4〜10.7kPa)、110℃で15時間反応させた。反応液の酸価は1.6(KOHmg/g)であった。反応液に吸着剤キョーワード500SH(協和化学工業社製)27gを添加して80℃、2.7kPaで45分間攪拌してろ過した後、液温115〜200℃、圧力0.03kPaでトリエチレングリコールモノメチルエーテルを留去し、80℃に冷却後、残液を減圧ろ過して、ろ液として、コハク酸とトリエチレングリコールモノメチルエーテルとのジエステル〔(MeEO3)2SA〕を得た。得られたジエステルは、重量平均分子量410、粘度(23℃)27mPa・s、酸価0.2KOHmg/g、鹸化価274KOHmg/g、水酸基価1KOHmg/g以下、色相APHA200であった。
可塑剤の製造例3(ジラウリルブチルホスフェート)
特開平8−231565号公報に記載の方法に従って下記構造を有する化合物を合成した。
【0078】
【化4】
【0079】
可塑剤の製造例4(トリス(メトキシエトキシエチル)ホスフェート)
製造例1記載の方法を参照して、下記構造を有する化合物を合成した。
【0080】
【化5】
【0081】
可塑剤の製造例5(トリス(エトキシエトキシエトキシエチル)ホスフェート)
製造例1記載の方法を参照して、下記構造を有する化合物を合成した。
【0082】
【化6】
【0083】
可塑剤の製造例6(トリス(プロポキシエトキシエチル)ホスフェート)
製造例1記載の方法を参照して、下記構造を有する化合物を合成した。
【0084】
【化7】
【0085】
可塑剤の製造例7(トリス(ブトキシエトキシエチル)ホスフェート)
製造例1記載の方法を参照して、下記構造を有する化合物を合成した。
【0086】
【化8】
【0087】
可塑剤の製造例8({ビス(エトキシエトキシエチル)}{ブトキシエトキシエチル}ホスフェート)
製造例3と同様に特開平8−231565号公報に記載の方法で、下記構造を有する化合物を合成した。
【0088】
【化9】
【0089】
〔その他の原料〕
結晶核剤:エチレンビス12−ヒドロキシステアリン酸アミド(日本化成社製、商品名:スリパックスH)
加水分解抑制剤:ポリカルボジイミド(日清紡ケミカル社製、商品名:カルボジライトLA−1)
可塑剤:下記に示す化学式で表されるトリス(ブトキシエチル)ホスフェート(和光純薬社製、試薬、式(I)で表される化合物において、R1、R2、R3はいずれもブチル基、A1、A2、A3はいずれもエチレン基、m、n、pはいずれも1で、m+n+p=3である化合物)
【0090】
【化10】
【0091】
実施例1及び比較例1〜2
Nature Works社製のポリ乳酸(NW4032D)を50g用い、これに表1に示す可塑剤5gを添加し、小型混練機(東洋精機社製 ラボプラストミル、30C150)を用いて実施例1及び比較例1の組成物を調製し、混練時の溶融粘度を測定し、混練時の柔軟性を評価した。具体的には、混練は、混練温度180℃、回転速度90回転/分で10分間行い、混練開始30秒後と混練開始10分後の混練機のトルクを測定した。結果を表1に示す。
【0092】
【表1】
【0093】
表1より、合成したポリエーテル型リン酸エステルを添加した場合(実施例1)は、可塑剤未添加の場合(比較例2)や、コハク酸エステルを添加した場合(比較例1)と比較して、トルクが約2分の1に低下している。混練機のトルクが低下したのは、組成物の溶融粘度が低下したためと考えられ、トルクの差、すなわち、溶融粘度の差は混練機が大きくなるほどその絶対値は大きくなり、スケールメリットが出てくるため、可塑剤として極めて優れていることが分った。
実施例2〜3及び比較例3〜4
ポリ乳酸樹脂として、Nature Works社製のポリ乳酸(NW4032D)100重量部に対して、表2に示す原料を表2に示す量添加し、PARKER社製二軸押出混練機(HK−25D)を用いて、混練温度180℃、回転速度90回転/分、吐出量10kg/hでポリ乳酸樹脂組成物を調製した。
(1)非晶状態のシートの調製
得られたポリ乳酸樹脂組成物について、2枚のクロムメッキしたステンレス製の金属板(フェロ板)と、厚さ0.2mm、枠内寸法が20cm四方の金属製スペーサー枠(幅1cm)を使用し、枠内の中央に所定量(約9.3g)のポリ乳酸樹脂組成物を挟み、東洋精機社製のオートプレス成形機(ラボプレス社製 P2−30T)を用いて、まず180℃/4MPaの温度/圧力で2分間プレスした後、さらに続けて180℃/20MPaの温度/圧力で2分間プレスし、その後、直ちにオートプレス成形機の冷却装置により室温(25℃)まで急冷(15.5℃/秒)してシートを得た(厚さ0.2mm)。なお、二次加工性(嵌合性)の評価に用いるシートは、ポリ乳酸樹脂組成物の量を22gに変更し、厚さ0.4mm、枠内寸法が20cm四方の金属製スペーサー枠(幅1cm)を用いる以外は、同様にして調製した(厚さ0.4mm)。
(2)結晶状態のシートの調製
得られたポリ乳酸樹脂組成物について、2枚のクロムメッキしたステンレス製の金属板(フェロ板)と、厚さ0.4mm、枠内寸法が20cm四方の金属製スペーサー枠(幅1cm)を使用し、枠内の中央に所定量(約20g)のポリ乳酸樹脂組成物を挟み、東洋精機社製のオートプレス成形機を用いて、まず180℃/4MPaの温度/圧力で2分間プレスした後、さらに続けて180℃/20MPaの温度/圧力で2分間プレスし、その後、直ちにオートプレス成形機の冷却装置(ラボプレス社製 P2−30T)の冷却装置により室温(25℃)まで急冷(15.5℃/秒)してシート状成形体を得た。得られたシート状成形体を、さらに80℃/10MPaの温度/圧力で3分間プレスした後、室温まで放冷しスペーサー枠から取り出し、20cm四方のシートを得た(厚さ0.4mm)。
【0094】
得られた組成物及びシートについて、以下の試験例1〜8に従って特性を評価した。結果を表2に示す。
試験例1<ガラス転移温度及び冷結晶化温度の測定>
シート化に用いる各組成物について、JIS K 7121に従ってガラス転移温度(℃)及び冷結晶化温度(℃)を測定した。ただし、昇温条件は25℃から200℃まで毎分15℃で行い、また、測定サンプル量を7.5mgとした。冷結晶化温度(℃)が低いほど、結晶化速度が高いことを示す。
試験例2<二次加工性(延伸性)の評価>
各組成物の非晶状態のシートについて、12cm×10cm(厚さ0.2mm)の長方形に切り出し、テーブルテンター試験機(岩本製作所社製)を用い、長辺側をそれぞれ1cmずつ挟み、延伸温度58℃、延伸速度5mm/sで一軸自由幅延伸を行い、白化及び破断する延伸倍率〔白化伸度(%)、破断伸度(%)〕を観察した。なお、可塑剤を含有していない比較例4のみ、延伸温度80℃で延伸を行った。破断伸度が450%でも破断しなかった場合は「>450%」とした。この延伸性は二次成形性を評価する上で、重要な指標の一つであり、伸度の数値が高いほど良好な二次成形性を有すると判断される。
試験例3<耐ブリード性の評価>
各組成物の結晶シートについて、シート表面を目視により観察し、ブリードの有無を確認した。ブリードが全く確認されなかった場合を「A」、ブリードが僅かに確認された場合を「B」、ブリードが多く確認された場合を「C」とした。なお、比較例4については、ポリ乳酸樹脂以外の原料が用いられておらず、ブリードアウトしないため、評価を行わなかった。
試験例4<二次加工性(延伸配向性)の評価>
各組成物の非晶状態のシートについて、12cm×10cm(厚さ0.2mm)の長方形に切り出し、テーブルテンター試験機(岩本製作所社製)を用いて、延伸温度55〜60℃(比較例4のみ 80℃)、余熱時間45秒、延伸速度5mm/s、保持時間3分の条件で、延伸倍率10.2倍まで二軸同時延伸を行い(延伸範囲10cm四方)、厚さ22μmの二軸延伸フィルムを作成した。得られた二軸延伸フィルムを用いて、引っ張り試験を行い、初期弾性率(GPa)、破断強度(破断点応力、MPa)を調べた。引っ張り試験には、島津製作所社製のオートグラフ(AGS−X 1kN)を用い、JIS K 7127に従って試験を行った。なお、破断点応力の数値が高いほど延伸配向性に優れると判断される。
試験例5<二次加工性(嵌合性)の評価>
市販品の容器(商品名 湯呑み90 志野 シーピー化成社製)の蓋部分(図1)の金型を作製し、単発真空圧空成形機(脇坂製作所社製、FVS-500P WAKITEC)に取り付けた。
【0095】
各組成物の非晶状態のシートについて、15cm×15cm(厚さ0.4mm)の正方形に切り出し、単発真空圧空成形機(脇坂製作所社製、FVS−500P WAKITEC)を用いて、前記切り出したシートをガイドに取り付け、ヒーター温度を400℃に設定したヒーター部中での保持時間を変えることで、シート表面の温度が表2に示す温度となるまでシートを加熱した。各温度に加熱したシートを90℃に設定した上下金型を用いて真空成形を行い、金型内で10秒間保持して真空成形体を取り出した。
【0096】
上記で得られた蓋を市販品の容器(商品名 湯呑み90 志野 シーピー化成社製)の本体部分(φ81mm 高さ51mm 材質 PP入り低発泡PS製)に嵌合させ、容易に嵌合できた場合を「A」とし、嵌合できなかった場合を「B」とした。シート表面の温度は、加熱後のシート表面温度を直接表面温度計にて測定した。なお、使用した金型を図1に示す。
試験例6<耐熱性の評価>
前記嵌合性の評価で、容易に嵌合できた成形体を80℃の熱水の中に30秒浸漬した後、嵌合性に変化が生じない場合は「A」、嵌合性が大きく変化する場合は「B」とした。
試験例7<透明性の評価>
前記嵌合性の評価で、容易に嵌合できた成形体の一部を切り取り、ヘイズメーター(HM−150型 村上色彩技術研究所社製)を用いて、Haze値を測定し、これを透明度の指標とした。なお、比較例4については、容易に嵌合できた成形体が得られなかったので測定を行なわなかった。
試験例8<結晶性の評価>
前記延伸性の評価に使用したシート(成形前)及び一軸延伸後のサンプル(成形後)、前記延伸配向性の評価に使用したシート(成形前)及び二軸延伸フィルム(成形後)、ならびに前記嵌合性の評価に使用したシート(成形前)及びシート表面温度76℃で成形した真空成形体(成形後)の一部を切り取り、相対結晶化度を求めた。具体的には、PerkinElmer社製 DSCを用いて、25℃から200℃まで15℃/minで昇温させ、観察された冷結晶化発熱ピークの絶対値ΔHcと結晶溶融ピークの絶対値ΔHmから下式より相対結晶化度を求めた。
【0097】
相対結晶化度(%)=((ΔHm−ΔHc)/ΔHm)×100
【0098】
【表2】
【0099】
表2より、ポリエーテル型リン酸エステルを含有する樹脂組成物(実施例2、3)は、既存の可塑剤であるコハク酸エステルのみを含有する樹脂組成物(比較例3)と同様に、厚さ0.4mmの(無延伸)結晶状態のシートでは全くブリードは見られず、耐ブリード性は良好であった。また、実施例2の樹脂組成物は、白化が起こる延伸倍率が高く、また延伸装置の測定限界でも破断が起こらず、高い延伸性を示した。これは既存の可塑剤(コハク酸エステル)と併用した実施例3でも同様であり、ポリエーテル型リン酸エステルを添加することで延伸性を付与できることが示唆された。また延伸による結晶化も十分なものであった。
【0100】
また、ポリエーテル型リン酸エステルを含有するポリ乳酸樹脂組成物(実施例2、3)は二軸延伸が容易であり、かつ、高い機械的物性(初期弾性率、破断点応力)を示し、延伸フィルムとして良好な物性を示した。また延伸による結晶化も十分なものであった。
【0101】
またさらに、ポリエーテル型リン酸エステルを含有するポリ乳酸樹脂組成物(実施例2、3)の場合、加熱ゾーンでの保持時間が異なってシート表面の温度が変化しても、十分な賦形性が得られる温度領域(成形温度幅)が広く、且つその範囲で得られた成形体の耐熱性、透明性、結晶性も良好なものであった。
実施例4及び比較例5〜6
Nature Works社製のポリ乳酸(NW4032D)100重量部に対して、ポリエーテル型リン酸エステルのトリス(エトキシエトキシエチル)ホスフェート、リン酸トリエステルであるトリス(ブトキシエチル)ホスフェート、又は長鎖ラウリル基を有するジラウリルブチルホスフェートを表3に示す量添加し、実施例2と同様の装置を用いて、混練温度180℃、回転速度90回転/分、吐出量10kg/hでポリ乳酸樹脂組成物を調製した。
【0102】
得られた組成物を用いて、実施例2と同様にして結晶状態のシートを調製し、試験例3と同様にして耐ブリード性の評価を行った。また、結晶状態のシートの結晶性は、試験例8と同様の方法で確認した。結果を表3に示す。
【0103】
【表3】
【0104】
結果、トリス(ブトキシエチル)ホスフェート及びジラウリルブチルホスフェートを用いた比較例5、6では、十分な耐ブリード性は見られなかった。
実施例5〜9
ポリ乳酸樹脂として、Nature Works社製のポリ乳酸(NW4032D)100重量部に対して、表4に示す原料を表4に示す量添加し、実施例2と同様にしてポリ乳酸樹脂組成物を調製した。得られたポリ乳酸樹脂組成物を用い、実施例2〜3及び比較例3〜4と同様の評価(試験例1〜8)を行った。結果を表4に示す。
【0105】
【表4】
【0106】
表4より、本発明のポリエーテル型リン酸エステルを含有する樹脂組成物(実施例5〜9)は、表2に示す実施例2のトリス(エトキシエトキシエチル)ホスフェートと同様に、アルキル基(式(I)中のR1、R2、R3)をメチル基(実施例5)、プロピル基(実施例7)、ブチル基(実施例8)と変えた化合物、及びEO付加モル数を実施例2のm+n+p=6から9に変更した化合物(実施例6)においても耐ブリード性は良好で、白化が起こる延伸倍率が高く、また延伸装置の測定限界でも破断が起こらず、高い延伸性を示した。
【0107】
また、実施例5〜9の化合物は、二軸延伸が容易であり、かつ、高い機械的物性(初期弾性率、破断点応力)を示し、延伸フィルムとして良好な物性を示した。また延伸による結晶化も十分なものであった。
【0108】
またさらに、また、実施例5〜9の化合物は、加熱ゾーンでの保持時間が異なってシート表面の温度が変化しても、十分な賦形性が得られる温度領域(成形温度幅)が広く、且つその範囲で得られた成形体の耐熱性、透明性、結晶性も良好なものであった。
【0109】
表2と表4の結果から、本発明の化合物の中でも式(I)中のR1、R2、R3がエチル基又はプロピル基である化合物が、より2次加工性が優れる結果となった。
実施例10〜15
Nature Works社製のポリ乳酸(NW4032D)100重量部に対して、表5に示す本発明の化合物を15重量部添加し、実施例2と同様の装置を用いて、混練温度180℃、回転速度90回転/分、吐出量10kg/hでポリ乳酸樹脂組成物を調製した。
【0110】
得られた組成物を用いて、実施例2と同様にして結晶状態のシートを調製し、試験例3と同様にして耐ブリード性の評価を行った。また、結晶状態のシートの結晶性は、試験例8と同様の方法で確認した。結果を表5に示す。
【0111】
【表5】
【0112】
表5の結果から、本発明の化合物の中でも式(I)中のR1、R2、R3がエチル基又はプロピル基である化合物(実施例11〜13)が、耐ブリード性が添加量によらず良好な結果となった。
実施例16
ポリ乳酸樹脂として、Nature Works社製のポリ乳酸(NW4032D)100重量部に対して、表6に示す原料を表6に示す量添加し、PARKER社製二軸押出混練機(HK−25D)を用いて、混練温度180℃、回転速度90回転/分、吐出量10kg/hでポリ乳酸樹脂組成物を調製した。
【0113】
得られたポリ乳酸樹脂組成物を用いて、実施例2と同様にして非晶状態のシートを調製し、該ポリ乳酸樹脂組成物及びシートについて、以下の試験例9〜12に従って特性を評価した。結果を表6に示す。
試験例9<結晶性の評価>
後記2次加工性の評価に使用する非晶シート(延伸前)の一部を切り取り、試験例8と同様にして、相対結晶化度を求めた。
試験例10<二次加工性(熱収縮特性)の評価>
非晶状態のシートについて、12cm×12cm(厚さ0.2mm)の正方形に切り出し、テーブルテンター試験機(岩本製作所社製)を用いて、延伸温度55〜60℃、余熱時間45秒、延伸速度5mm/sの条件で延伸倍率4倍まで10cm一定幅で一軸延伸を行い(延伸範囲10cm四方)、直ちに冷却して実質熱固定を行わない厚さ50μmの熱収縮フィルムを作成した。得られた熱収縮フィルムを用いて、試験方向を長手として長さ140mm、幅80mmに切り出し、その試験方向に長さ100mm間の標線を入れ、50℃及び80℃の温水浴に10秒間浸漬し、次いで25℃の水浴で5秒間冷却した後、その標線間の寸法を計り、下式に従って各温度における収縮率を算出し、熱収縮特性を評価した。
【0114】
収縮率(%)=100×{収縮前の寸法(mm)―収縮後の寸法(mm)}/収縮前の寸法(mm)
試験例11<透明性の評価>
前記二次加工性の評価で使用した熱収縮フィルムの一部を切り取り、試験例7と同様にして、Haze値を測定し、これを透明度の指標とした。
試験例12<耐破断性の評価>
JIS K 7127に従って、島津製作所社製のオートグラフ(AGS−X 1kN)を用いて引張試験を行い、破断点伸び(%)を測定し、耐破断性の代用評価とした。収縮フィルムの伸びが低いものは耐破断性が低く、伸びが高ければ耐破断性が高いことを示す。破断点伸びが50%以上のものは耐破断性が良好で、10%以上50%未満を耐破断性がやや良好で、10%未満のものは不適である。
【0115】
【表6】
【0116】
表6の結果から、本発明の化合物を含有するポリ乳酸樹脂組成物は、延伸が容易であり、かつ、50℃ではほとんど収縮せず80℃で十分な収縮率が得られる良好な熱収縮特性を示し、透明性、耐破断性にも優れ、熱収縮フィルムとして良好な物性を示した。
【0117】
本発明のポリ乳酸樹脂組成物は、日用雑貨品、家電部品、家電部品用梱包資材、自動車部品等の様々な工業用途に好適に使用することができる。
【0118】
本発明は、下記のいずれかに関し得る;
<1>
ポリ乳酸樹脂、及び該ポリ乳酸樹脂100重量部に対して、式(I):
【0119】
【化11】
【0120】
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pはそれぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、m+n+pが3を超え12以下を満足する数である)
で表される化合物を0.1〜30重量部含有してなる、ポリ乳酸樹脂組成物。
<2>
式(I)中のR1、R2、R3が、それぞれ独立して炭素数2〜3のアルキル基である、<1>記載のポリ乳酸樹脂組成物。
<3>
式(I)中のR1、R2、R3が、好ましくはそれぞれ独立してメチル基、エチル基、プロピル基、イソプロピル基、ブチル基、又はイソブチル基であり、より好ましくはそれぞれ独立してエチル基、プロピル基、又はブチル基であり、さらに好ましくはそれぞれ独立してエチル基又はプロピル基であり、よりさらに好ましくはいずれもがエチル基又はプロピル基である、<1>記載のポリ乳酸樹脂組成物。
<4>
式(I)中のm+n+pが、好ましくは3を超え12未満を満足する数であり、より好ましくは4を超え12未満を満足する数であり、さらに好ましくは6以上で9以下を満足する数である、<1>〜<3>いずれか記載のポリ乳酸樹脂組成物。
<5>
式(I)中のA1、A2、A3が、好ましくはそれぞれ独立してエチレン基、n−プロピレン基、又はイソプロピレン基であり、より好ましくはいずれもがエチレン基、n−プロピレン基、又はイソプロピレン基であり、さらに好ましくはいずれもがエチレン基である、<1>〜<4>いずれか記載のポリ乳酸樹脂組成物。
<6>
式(I)で表される化合物が、好ましくは対称ポリエーテル型リン酸トリエステル又は非対称ポリエーテル型リン酸トリエステルであり、より好ましくは対称ポリエーテル型リン酸トリエステルである、<1>〜<5>いずれか記載のポリ乳酸樹脂組成物。
<7>
式(I)で表される化合物が、好ましくはトリス(エトキシエトキシエチル)ホスフェート、トリス(メトキシエトキシエチル)ホスフェート、トリス(プロポキシエトキシエチル)ホスフェート、トリス(ブトキシエトキシエチル)ホスフェート、トリス(メトキシエトキシエトキシエチル)ホスフェート、トリス(エトキシエトキシエトキシエチル)ホスフェート、トリス(プロポキシエトキシエトキシエチル)ホスフェート、ビス(エトキシエトキシエチル)メトキシエトキシエトキシエチルホスフェート、ビス(メトキシエトキシエトキシエチル)エトキシエトキシエチルホスフェート、ビス(エトキシエトキシエチル){ブトキシエトキシエチル}ホスフェート、あるいは炭素数1〜4のアルコールのポリオキシエチレン付加物又はポリオキシプロピレン付加物の混合物を式(I)を満たすようにリン酸トリエステル化した非対称ポリエーテル型リン酸エステルであり、より好ましくは、トリス(エトキシエトキシエチル)ホスフェート、トリス(プロポキシエトキシエチル)ホスフェート、トリス(エトキシエトキシエトキシエチル)ホスフェート、トリス(プロポキシエトキシエトキシエチル)ホスフェートであり、さらに好ましくはトリス(エトキシエトキシエチル)ホスフェートである、<1>〜<5>いずれか記載のポリ乳酸樹脂組成物。
<8>
式(I)で表される化合物をポリ乳酸樹脂100重量部に対して、好ましくは0.5〜30重量部、より好ましくは1.0〜10重量部、さらに好ましくは2.0〜8.0重量部、よりさらに好ましくは3.0〜7.0重量部含有してなる、<1>〜<7>いずれか記載のポリ乳酸樹脂組成物。
<9>
さらに、結晶核剤を含有してなる、<1>〜<8>いずれか記載のポリ乳酸樹脂組成物。
<10>
結晶核剤が、好ましくは有機系結晶核剤であり、より好ましくはアルキレンビス脂肪酸アミドであり、さらに好ましくはアルキレンビスヒドロキシ脂肪酸アミドである、<9>記載のポリ乳酸樹脂組成物。
<11>
結晶核剤が、好ましくは有機系結晶核剤であり、より好ましくはエチレンビスステアリン酸アミド、エチレンビスオレイン酸アミド、プロピレンビス脂肪酸アミド、ブチレンビス脂肪酸アミドであり、さらに好ましくはエチレンビス12-ヒドロキシステアリン酸アミドである、<9>記載のポリ乳酸樹脂組成物。
<12>
<1>〜<11>いずれか記載のポリ乳酸樹脂組成物を含有してなる、相対結晶化度が80%以下のシート。
<13>
<1>〜<11>いずれか記載のポリ乳酸樹脂組成物を押出成形又はプレス成形してなる、<12>記載のシート。
<14>
厚さが、好ましくは0.1〜1.5mm、より好ましくは0.2〜1.4mm、さらに好ましくは0.3〜1.2mmである、<12>又は<13>記載のシート。
<15>
<12>〜<14>いずれか記載のシートを二軸延伸してなるフィルム。
<16>
<12>〜<14>いずれか記載のシートを真空成形又は圧空成形して得られるポリ乳酸樹脂成形体。
<17>
<12>〜<14>いずれか記載のシートを延伸してなる熱収縮フィルム。
<18>
<12>〜<14>いずれか記載のシートを二軸延伸することを特徴とする、シートの二次加工方法。
<19>
<12>〜<14>いずれか記載のシートを真空成形又は圧空成形することを特徴とする、シートの二次加工方法。
<20>
<12>〜<14>いずれか記載のシートを一軸延伸することを特徴とする、シートの二次加工方法。
<21>
<15>記載のフィルムからなる包装材。
<22>
<16>記載のポリ乳酸樹脂成形体からなる包装材。
<23>
<17>記載の熱収縮フィルムからなる包装材。
【特許請求の範囲】
【請求項1】
ポリ乳酸樹脂、及び該ポリ乳酸樹脂100重量部に対して、式(I):
【化1】
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pはそれぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、m+n+pが3を超え12以下を満足する数である)
で表される化合物を0.1〜30重量部含有してなる、ポリ乳酸樹脂組成物。
【請求項2】
式(I)中のR1、R2、R3が、それぞれ独立して炭素数2〜3のアルキル基である、請求項1記載のポリ乳酸樹脂組成物。
【請求項3】
式(I)中のm+n+pが、6以上で9以下を満足する数である、請求項1又は2記載のポリ乳酸樹脂組成物。
【請求項4】
式(I)中のA1、A2、A3が、エチレン基である、請求項1〜3のいずれか1項記載のポリ乳酸樹脂組成物。
【請求項5】
式(I)で表される化合物が、トリス(エトキシエトキシエチル)ホスフェートである、請求項1〜4のいずれか1項記載のポリ乳酸樹脂組成物。
【請求項6】
式(I)で表される化合物をポリ乳酸樹脂100重量部に対して1.0〜10重量部含有してなる、請求項1〜5のいずれか1項記載のポリ乳酸樹脂組成物。
【請求項7】
さらに、結晶核剤を含有してなる、請求項1〜6のいずれか1項記載のポリ乳酸樹脂組成物。
【請求項8】
請求項1〜7のいずれか1項記載のポリ乳酸樹脂組成物を含有してなる、相対結晶化度が80%以下のシート。
【請求項9】
請求項8記載のシートを二軸延伸してなるフィルム。
【請求項10】
請求項8記載のシートを真空成形又は圧空成形して得られるポリ乳酸樹脂成形体。
【請求項11】
請求項8記載のシートを二軸延伸することを特徴とする、シートの二次加工方法。
【請求項12】
請求項8記載のシートを真空成形又は圧空成形することを特徴とする、シートの二次加工方法。
【請求項13】
請求項9記載のフィルムからなる包装材。
【請求項14】
請求項10記載のポリ乳酸樹脂成形体からなる包装材。
【請求項15】
請求項8記載のシートを延伸してなる熱収縮フィルム
【請求項16】
請求項15記載の熱収縮フィルムからなる包装材。
【請求項1】
ポリ乳酸樹脂、及び該ポリ乳酸樹脂100重量部に対して、式(I):
【化1】
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pはそれぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、m+n+pが3を超え12以下を満足する数である)
で表される化合物を0.1〜30重量部含有してなる、ポリ乳酸樹脂組成物。
【請求項2】
式(I)中のR1、R2、R3が、それぞれ独立して炭素数2〜3のアルキル基である、請求項1記載のポリ乳酸樹脂組成物。
【請求項3】
式(I)中のm+n+pが、6以上で9以下を満足する数である、請求項1又は2記載のポリ乳酸樹脂組成物。
【請求項4】
式(I)中のA1、A2、A3が、エチレン基である、請求項1〜3のいずれか1項記載のポリ乳酸樹脂組成物。
【請求項5】
式(I)で表される化合物が、トリス(エトキシエトキシエチル)ホスフェートである、請求項1〜4のいずれか1項記載のポリ乳酸樹脂組成物。
【請求項6】
式(I)で表される化合物をポリ乳酸樹脂100重量部に対して1.0〜10重量部含有してなる、請求項1〜5のいずれか1項記載のポリ乳酸樹脂組成物。
【請求項7】
さらに、結晶核剤を含有してなる、請求項1〜6のいずれか1項記載のポリ乳酸樹脂組成物。
【請求項8】
請求項1〜7のいずれか1項記載のポリ乳酸樹脂組成物を含有してなる、相対結晶化度が80%以下のシート。
【請求項9】
請求項8記載のシートを二軸延伸してなるフィルム。
【請求項10】
請求項8記載のシートを真空成形又は圧空成形して得られるポリ乳酸樹脂成形体。
【請求項11】
請求項8記載のシートを二軸延伸することを特徴とする、シートの二次加工方法。
【請求項12】
請求項8記載のシートを真空成形又は圧空成形することを特徴とする、シートの二次加工方法。
【請求項13】
請求項9記載のフィルムからなる包装材。
【請求項14】
請求項10記載のポリ乳酸樹脂成形体からなる包装材。
【請求項15】
請求項8記載のシートを延伸してなる熱収縮フィルム
【請求項16】
請求項15記載の熱収縮フィルムからなる包装材。
【図1】

【公開番号】特開2013−47314(P2013−47314A)
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願番号】特願2011−270898(P2011−270898)
【出願日】平成23年12月12日(2011.12.12)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願日】平成23年12月12日(2011.12.12)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]