
ライナーレスラベル
【課題】着脱式剥離ライナーの装着及び廃棄が不要なバーコード用ラベル媒体を提供する。
【解決手段】本ライナーレスラベルは、ラベルの一方の面に塗布される特定のパターン又はパターンの組を含む。粘着剤パターンは、プリンタのカッター刃とラベルの一方の面上の粘着剤との間の接触を低減する。さらに、粘着剤パターンはカッター刃上の粘着剤の堆積を低減し、カッター刃上の特定の場所での堆積を低減する。すなわち、粘着剤パターンはカッター刃を横切って粘着剤の堆積をより均等に分散させる。その結果、カッター刃から粘着剤を清掃する必要が生じるまでにカッター刃を使用できる期間が長くなる。
【解決手段】本ライナーレスラベルは、ラベルの一方の面に塗布される特定のパターン又はパターンの組を含む。粘着剤パターンは、プリンタのカッター刃とラベルの一方の面上の粘着剤との間の接触を低減する。さらに、粘着剤パターンはカッター刃上の粘着剤の堆積を低減し、カッター刃上の特定の場所での堆積を低減する。すなわち、粘着剤パターンはカッター刃を横切って粘着剤の堆積をより均等に分散させる。その結果、カッター刃から粘着剤を清掃する必要が生じるまでにカッター刃を使用できる期間が長くなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、着脱式剥離ライナーの装着及び/又は廃棄の必要がない環境に優しいライナーレスラベルに関する。
【背景技術】
【0002】
ライナーレスラベルの使用は、プリンタ内に粘着剤が堆積する傾向の増大と、その結果としてのプリンタの紙詰まり、ミスフィード及び/又は性能の低下を含む多数の問題を引き起こすことがある。
【発明の概要】
【発明が解決しようとする課題】
【0003】
様々な実施形態で、ライナーレスラベルの設計、製造及び/又は使用の技術を提示する。ある実施形態によれば、ライナーレスラベル媒体が提示される。媒体は、第1の部分と、第2の部分とを含む。媒体の第1の部分は媒体の前面に位置し、1つ又は複数の感熱コーティングを含み、剥離材の1つ又は複数のコーティングをさらに含む。1つ又は複数の感熱コーティング及び/又は1つ又は複数の剥離コーティングは、1つ又は複数のフラッド及び/又はパターン化した感熱及び/又は剥離材コーティングを含んでもよい。媒体の第2の部分は、媒体の背面に位置し、パターン化した粘着剤の1つ又は複数のコーティングを含む。実施形態によっては、剥離材は第1の部分上の感熱コーティングの上に位置し、したがって媒体がロールに巻かれた場合、剥離材がパターン化した粘着剤付近にあり、及び/又は同様のパターンで、及び/又はフラッドコートとしてそれを覆う。
【0004】
例えば、サーマルプリンタの切断機構により媒体のウェブ又はロールからラベルを任意選択として切断(例えば、カスタム長にカスタム切断)するように構成してもよい。媒体の第2の部分上に位置する粘着剤のパターンは、例えば、切断機構とパターン化した粘着剤の粘着材料との間の接触を低減するように選択してもよい。また、切断機構と粘着剤材料との間に発生する切断機構(例えば、ナイフ又は刃)の全長にわたる接触の均一性を増大させるようにパターンを選択してもよい。
【課題を解決するための手段】
【0005】
様々な実施形態によれば、ラベル媒体が提供され、このラベル媒体は、第1の面と、第1の面と反対側の第2の面とを有する基材と、基材の第1の面上の感熱コーティングと、基材の第2の面上の粘着剤とを備えることができ、粘着剤は、基材の第2の面上で可変パターニングされて粘着剤と切断機構との間の接触場所を変化させて基材の幅を横切って場所が変化する横方向の切断を実行する。幾つかの実施形態では、パターン化した粘着剤は、帯状のグラビアシリンダコーティングデバイスにより基材の第2の面にコーティングされるように構成してもよい。さらに、幾つかの実施形態では、パターン化した粘着剤は、その内部に垂直及び/又は水平に配置された粘着剤の自由なレーンを含むように構成してもよい。さらに、幾つかの実施形態では、パターン化した粘着剤は、例えば、第2の面を垂直に横断する粘着剤の細長い菱形形状の連続パターンを含んでもよい。
【0006】
実施形態によっては、ラベル媒体の粘着剤のパターンは、そこから切り取られた個々のラベルに関連付けられた長さを超える間隔で第2の面で繰り返すように構成してもよい。代替的に又は追加的に、パターン化した粘着剤の繰り返し長さは、第2の面にパターン化した粘着剤を塗布するためのグラビアシリンダの円周に等しくなるように構成してもよい。
【0007】
さらに、幾つかの実施形態では、ラベル媒体のパターン化した粘着剤は、情報を提供するように構成してもよい。実施形態によっては、パターン化した粘着剤の少なくとも一部は、情報を読めるようにする染料、色素、及び/又はインクを含んでもよい。幾つかの実施形態では、パターン化した粘着剤はロゴとして構成してもよい。
【0008】
幾つかの実施形態では、ラベル媒体のパターン化した粘着剤は、カスタム繰り返しテキスト及び/又は画像として構成してもよい。実施形態によっては、テキスト及び/又は画像は、媒体の偽造を検出する機構を提供するパターンを備えてもよい。同様に、幾つかの実施形態では、ラベル媒体のパターン化した粘着剤は、両方共粘着剤で構成された一連の繰り返しバーコード及び/又は反転バーコードを含んでもよく、バーコードはそれが表す情報を機械で読み取ることが可能であってもよい。実施形態によっては、粘着剤のバーコードを取り囲む領域は、それぞれのバーコードが表す情報を区別するために読み取る水性マーカーの色を含んでもよい。
【0009】
さらに、幾つかの実施形態では、ラベル媒体のパターン化した粘着剤は、複数の(例えば、3つの)一連の繰り返し粘着パッチであって、各パッチが事前定義された角度に事前定義されたピッチにあり、各々の一連の繰り返しパッチが媒体の走行軸に沿って事前定義された距離だけ離間する粘着パッチを含んでもよい。実施形態によっては、各パッチは、事前定義された最小幅と、事前定義された最大幅とを有してもよい。
【0010】
様々な実施形態では、ラベル製造装置も提供される。この装置は、媒体のロールと、サーマルプリンタとを備えてもよく、媒体のロールは、感熱インクを含む前部と、コーティングされた粘着材料の繰り返しパターンを有する後部とを有し、サーマルプリンタは、媒体のロールから離散的なラベルを切り取る刃を有する。実施形態によっては、粘着材料の繰り返しパターンは、カッター刃が媒体のロールを切断するたびに起こるカッター刃と粘着材料との間の接触を最小限にするように後部上に構成されてもよい。同様に、実施形態によっては、粘着材料の繰り返しパターンは、カッター刃が媒体のロールを切断するたびに起こる粘着材料とカッター刃との接触をカッター刃の幅にわたって変化させ、及び/又は分散させるように後部上に構成されてもよい。
【0011】
ラベル製造装置の幾つかの実施形態では、媒体のロールは、そこからカスタム長ラベルを切り取るように構成されてもよく、及び/又はラベル製造装置は、媒体のロールからカスタム長ラベルを切り取るように構成されてもよい。同様に、幾つかの実施形態では、ラベルの前部は、例えばサーマルプリンタによるインクの活性化の結果としてのトランザクションに関連付けられた情報を表示してもよく、後部はラベルを粘着材料を介してオブジェクトに貼付できるものであってもよい。
【0012】
さらに、ラベル製造装置の幾つかの実施形態では、粘着材料のパターンは、スキャン装置を介して見える、又は粘着材料から取得できる情報を含む。特定の実施形態では、粘着材料の選択部分はその部分を可視化するインクを含んでもよい。
【0013】
ラベル製造装置の幾つかの実施形態では、粘着材料の繰り返しパターンの少なくとも1つは事前定義された最大幅と、事前定義された最小幅と、事前定義されたピッチと、事前定義された角度とを有し、事前定義された距離だけ別の繰り返しパターンから離間するように構成されてもよい。同様に、幾つかの実施形態では、粘着剤の繰り返しパターンの間の距離は、ラベル製造装置によって製造される任意のラベルに対して最大長より大きくなるように構成されてもよい。
【0014】
様々な別の実施形態によれば、方法が提供され、この方法は、粘着材料のパターンを取得するステップと、パターンを繰り返す繰り返し距離を決定するステップと、印刷機又は塗布装置にパターン及び繰り返し距離を提供するステップであって、印刷機又は塗布装置が媒体のウェブの第1の面を感熱インクでコーティングし、媒体のウェブの第2の面を繰り返し距離をはさんで繰り返すパターンの粘着材料でコーティングするステップとを含み、少なくとも繰り返し距離の一部分の範囲内で、パターンが変化して媒体のウェブに対する横方向切断の結果として、粘着剤の切断機構との接触がそのような部分内の各々の異なる切断位置で異なる。幾つかの実施形態では、パターンは、媒体のウェブに対して横方向に切断する切断機構によって粘着剤との接触を変化させるように繰り返し距離で繰り返してもよい。同様に、幾つかの実施形態では、少なくとも繰り返し距離の一部分の範囲内で、パターンは変化して、したがって媒体のウェブに対する横方向切断の結果として、粘着剤の切断機構との接触がそのような部分内の各々の異なる長手方向の切断位置で異なる。幾つかの実施形態では、少なくとも繰り返し距離の該部分は、繰り返し距離の全部、半分、又は4分の1を含んでもよい。同様に、幾つかの実施形態では、パターン及び/又は繰り返し距離は、可変及び/又はランダムであってもよい。
【0015】
幾つかの実施形態では、この方法は、印刷機及び/又は塗布装置がロールの第2の面上のパターンとして現れる粘着材料の一部を選択的に着色するためのインク、色素及び/又は染料を識別するステップをさらに含んでもよい。同様に、幾つかの実施形態では、粘着材料のパターンを取得するステップは、視覚的な、及び/又はコード化された情報を提供する特有な画像及び/又はテキストメッセージとしてのパターンを入手するステップをさらに含んでもよい。
【0016】
その他の様々な実施形態によれば、第1の面と、第1の面と反対側の第2の面と、第1の面上の感熱コーティングと、可変パターニングされた第2の面上の粘着剤とを有する基材を含むラベル媒体が再度提供される。幾つかの実施形態では、粘着剤のパターンは、粘着剤と切断機構との間の接触場所を変更し、基材の幅に対して可変位置の横方向切断を実行してもよい。さらに、幾つかの実施形態では、パターンは、基材の走行軸に沿って斜めを向いた円形の点の列を含んでもよい。
【図面の簡単な説明】
【0017】
【図1A】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図1B】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図1C】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図1D】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図1E】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図1F】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図1G】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図1H】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図2】例示的実施形態によるライナーレスラベル媒体製造装置を示す図である。
【図3】例示的実施形態によるライナーレスラベル媒体を作成及び使用する方法を示す図である。
【図4】例示的実施形態によるライナーレスラベル媒体のサーマル印刷を行うサーマルプリンタを示す図である。
【発明を実施するための形態】
【0018】
図1A〜図1Hは、様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。図1A〜図1Hは、あくまでも例示のために示されている。本明細書で提示される教示を用いて別の構成を達成することも可能である。
【0019】
図1A〜図1Hの各々には、ライナーレスラベル媒体の背面が示されている。背面は、その上にコーティングされた粘着材料のパターンを含む。また、背面と反対側の前面が図1A〜図1Hに示す各ライナーレスラベル媒体について存在する。前面は、熱によって活性化すると、トランザクション(例えば、レシートについての)に関連付けられた情報などの情報を表示可能な1つ又は複数の感熱インク、染料及び/又は色素を含む1つ又は複数の感熱コーティングを含んでもよい。前面は、フラッド及び/又はスポット/パターン化した構成で提供できる1つ又は複数の剥離材の1つ又は複数のコーティングをさらに含んでもよい。そのような剥離材の1つ又は複数のコーティングは、ライナーレスラベル媒体がロールに巻かれた時にパターン化した粘着剤付近にあり、及び/又はパターン化した粘着剤を覆うように構成して、粘着剤が背面を前面に接着させることがない媒体のアンロールを容易にすることができる。パターン化した構成に提供された場合、剥離剤コーティングは粘着剤のパターンを複製し、それによって粘着剤を選択的に覆い、上記のように、上記巻き戻しの容易さ、及び/又は追加の可読性(人間及び/又は機械による)及び/又はパターン化した粘着剤に対する下記のセキュリティの利点を提供する。一実施形態では、媒体がロールに巻かれた時に所定量(例えば、5%、10%、20%など)を超えるパターン化した粘着剤の被覆範囲で第2の媒体面上の粘着材料のパターンを覆うような剥離材のパターンが第1の媒体面上に提供される。
【0020】
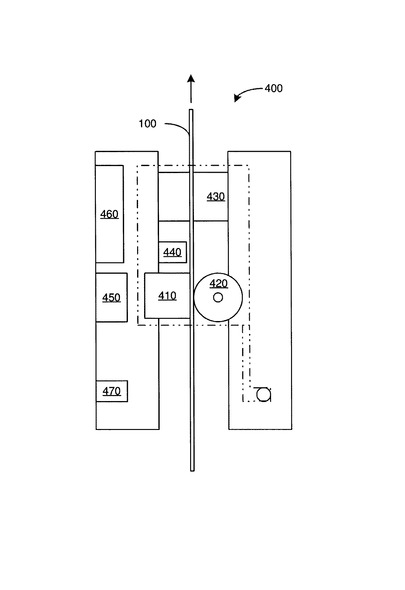
ライナーレスラベル媒体の第1の面上の感熱コーティングは、図4のサーマルプリンタ400などのサーマル(例えば、ダイレクトサーマル)プリンタに媒体(その長手方向のスリット部)を通すことで活性化できる。図4に示すように、サーマルプリンタ400は、サーマル印字ヘッド410と、プラテン420と、ナイフ/刃、スリッターなどの切断機構430などを含んでもよい。切断機構430は、搭載されたライナーレスラベル媒体100からカスタムサイズのライナーレスラベルをカスタム製作するために使用できる。図1A〜図1Hに示すように、ラベルの一方の面(第1の面又は前面)は、感熱コーティング(活性化された又は活性化されていない)及び/又は剥離材を含んでもよく、他方の面(第2の面又は背面)は粘着材料のパターンを含んでもよい。さらに、ロール内にライナーレスラベル媒体100を提供してもよい。
【0021】
図4に示すように、サーマルプリンタ400は、プリンタ400を通して(例えば、プラテン420の駆動回転により)媒体100を搬送するモータ及び/又は駆動装置アセンブリ450と、プリンタ400の動作を制御する(例えば、駆動装置アセンブリ450にプリンタ400を通して媒体100を搬送するようにシグナリングし、特定の情報を媒体100上に印刷するために印字ヘッド410に信号を提供し、及び/又はカッター430に粘着剤の存在、不在、分散などを検知する際にセンサ440によって提供される信号に基づいて媒体100をある場所で切断するようにシグナリングする)コントローラ460(例えば、プロセッサ、及びスタティック/永続的及び/又は揮発性メモリ)と、関連するホストコンピュータ(図示せず)から印刷情報(例えば、トランザクションデータ)及び/又はコマンド(例えば、印刷及び/又はナイフ切断コマンド)を受け取る、及び/又は印刷情報及び/又はコマンドをコントローラ460に提供する通信モジュール470とをさらに含んでもよい。
【0022】
各ラベルは、切断機構を含むサーマルプリンタにより媒体のウェブ又はロールからカスタム長の位置でカスタム切断するように構成してもよい。さらに、パターン化した粘着剤は、媒体の第2の部分上で、切断機構と粘着材料との間の接触を低減し、及び/又は変化させるように構成してもよい。幾つかの実施形態では、パターン化した粘着剤は、媒体の第2の部分上で、切断機構の連続使用/切断機構による連続切断の間に切断機構の長さ/幅にわたって切断機構と粘着材料との間に発生するあらゆる接触を均等に/ほぼ均等に分散させるように構成してもよい。そのような使用は、そのような媒体から同様の及び/又は異なる長さのラベルを製作する複数の切断を含む、媒体のウェブの走行軸を横切る(例えば、垂直に)、及び/又は走行軸に沿った(例えば、平行な)切断を含んでもよい。この詳細とパターンについて、図1A〜図1Hを参照しながら詳述する。
【0023】
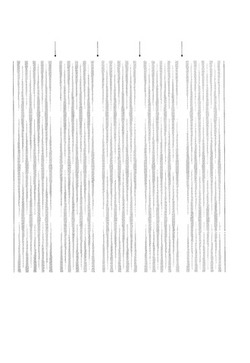
図1Aに示すように、一実施形態では、細長い菱形形状のラベル媒体の比較的幅広いウェブ(例えば、ログロール)上にパターン化した粘着剤をコーティングでき、それらの形状はインターロックし(例えば、任意の場所で物理的に重なり、又は重なることなく、隣接する形状の最大幅によって画定された領域内を横切り)、事前定義された又はランダムな距離で繰り返してもよい。製作後に、そのようなウェブは、その様々な幅方向の位置で(例えば、図1Aに垂直の矢印で示すように)スリットの長手方向にあり(例えば、その走行軸に沿って)、例えば、レシート/ラベルサーマルプリンタでのエンドカスタマの使用に供する様々なより幅が狭い製品(例えば、約44mm、約58mm、約80mmなどの幅)を製作することができる。
【0024】
図1Aに示すように、菱形の粘着剤パターンを提供できる。図1Aでは、そのようなパターンは、例えば、図1Bに示す最終的なより幅が狭い製品へのその後のスリッティングのために幅広いウェブの複数の部分に提供してもよい。同様に、図1Bに示すように、上記パターンは幅が狭い製品の幅方向の中央にあってもよく、そのような最終製品の幅の一部にのみ広がってもよいがそうでなくてもよい(例えば、図1Hを参照)。
【0025】
図1Aの実施形態では、例えば、図1B(例えば、図1Aに示す長さ方向の下向き矢印による)内の狭いスリットラベル製品の縁部になる媒体の部分には粘着剤が塗布されていないため、図1Aの幅が広い製品のスリッティングのための粘着剤がないレーンを作成でき、それによってスリッティング機構(例えば、カッター、ナイフなど)上の粘着剤の堆積を緩和できる。粘着剤のパターンが最終のスリット製品の中心線に対してオフセットされた、及び/又は粘着剤がないレーンがスリッティングのために提供された場合を含む、幅広く及び/又は最終のスリット製品の幅に粘着剤が広がる場合などを含む変形形態が可能である。
【0026】
図1Bの実施形態では、例えば、図1Aの幅広いウェブから切り取った媒体の狭いウェブが示されている。図1Bでは、3つの潜在的な水平切断場所(A、B、及びC)が示されている。そのような切断場所は、サーマル(例えば、レシート)プリンタに関連付けられたカッター又は切断機構による例えば3つの別のトランザクションに関連付けられたラベル/レシートを製作する図1Bの媒体のウェブの切断中に利用でき、及び/又はその切断から生まれる。図示のように、3つの切断の結果、3つの異なる長さ/カスタム長のライナーレスラベルが製作される。第1のライナーレスラベルは、図1BのAカットの上方に垂直に現れる領域によって表される。第2のライナーレスラベルは、Bカットの上方に垂直に現れる領域によって表され、上端で図1BのAカットと境界を接する。最後に、第3のライナーレスラベルは、Cカットの上方に垂直に現れる領域によって表され、上端で図1BのBカットと境界を接する。
【0027】
この実施形態とその他の実施形態に示すように、サーマルプリンタのカッター上の粘着剤の堆積に関連付けられた問題は、粘着剤を特定の方法でパターニングすることで最小限にできる。例えば、パターン及び/又は媒体のウェブの走行軸に沿ったそのパターンの繰り返しを変化させることで、及び/又は所与の使用に必要な材料の長さの変化(例えば、トランザクション/レシートの詳細を含む媒体長の変化)の結果を含む切断場所(例えば、図1Bの切断場所A及びCなどの)を変化させること、或いはプリンタ制御論理(など)によって意図的に粘着剤がカッターに接触する場所が切断のたびに異なるように粘着剤をパターニングできる。好ましい実施形態では、パターン及び/又は媒体の切断場所は、カッターの幅方向に可能な限り(例えば、時間と共に)粘着剤を接触させてその後のカッターの性能及び/又は媒体の送りを損ねることがある(その結果、媒体のミスフィード及び/又は紙詰まりを引き起こす)局所領域での堆積を最小限にしなければならない。
【0028】
例えば、図1Bの実施形態の位置「A」で、カッターは、媒体ウェブの幅方向に粘着剤を4つの離散的な場所で通過する。位置「C」で、カッターは、位置Aの場所とは異なる(例えば、位置AとCの粘着剤領域は一致せず及び/又は重ならない)5つの離散的な場所で粘着剤を通過する。位置「B」で、カッターは、図1Bの実施形態で位置A及びCの各々の場所の一部と一致する9つの離散的な場所で粘着剤を通過する。
【0029】
図1Bに示すような粘着剤パターンの繰り返し長さ(ある場合)(例えば、202mm)の範囲内で、カッターを横断する粘着剤の分散は、異なる図示のウェブを横断する切断位置(例えば、A、B及びC)の各々で異なる。したがって、様々な切断での粘着剤とカッターとの間の接触は、カッターを横切って分散し、したがって、いかなる堆積も特定の1つ又は複数の領域内に集中しない。カッターの全幅にわたる粘着剤の拡散とその結果としての堆積は、問題の堆積量に達するのに要する切断数を増大させ、関連付けられた問題の発生を最小限にする。さらに、ウェブを横切る切断場所(例えば、図1Bの場所A,B及びC)が異なると変動する粘着剤がない領域での切断は、その場所に以前に堆積した粘着剤を清掃/除去する助けになる。
【0030】
プリンタカッター上の粘着剤の堆積に関連付けられた問題の緩和に加えて、選択的にパターニングされた粘着剤は、媒体送り経路に沿ったプリンタの他の部分(ローラ、プラテン、印字ヘッドなど)上の粘着剤の堆積を最小限にでき、随伴する問題(媒体のミスフィード/フィードむら、紙詰まりなど)を緩和できる。パターン化した粘着剤は上記の問題を低減できる。
【0031】
また、粘着剤のパターニングは、サーマルプリンタの様々な表面及び/又は部分に接触する粘着剤の量(例えば、表面積)を低減できる。これによって、プリンタの別の問題(例えば、紙詰まり及び/又はミスフィードなど)を引き起こすことなく粘着性が高い粘着剤を使用することができる。
【0032】
さらに、パターン化した粘着剤は、粘着剤の接着/例えば、1日目に最終印刷を行った期間と2日目に最初に印刷を試行する期間との間の時間にわたる接着の強化の結果としても印刷媒体の紙詰まりに関連付けられた問題を緩和できる。
【0033】
実施形態によっては、例えば、同じ長さのラベル/レシートが繰り返し印刷/製作される場合のように、通常のラベル/レシートの長さと同じ又はほぼ同じ粘着剤パターンの繰り返し長さを有することは回避するのが望ましい。これによって、潜在的に、実施形態によっては、切断のたびにカッターの同じ部分が粘着剤を通過し、パターン化した粘着剤の利点の一部が否定される。この問題は、粘着剤パターンの繰り返し長さを延ばすか、及び/又は粘着剤パターンのランダム化によって回避できる。
【0034】
図1Cは、粘着剤パターンの繰り返し長さの様々な変形形態を示す。例えば、図1Cの左のパターンは、短い繰り返し長さを示す。中央のパターンは修正され、増大した繰り返し長さを備えた粘着剤パターンを示す。最後に、右のパターンはさらに修正され、増大した繰り返し長さを備えた粘着剤パターンを示す。実施形態によっては、パターンの全体的な性質(デザインを含む)を変化させることなく繰り返し長さを変化させる(増大を含む)ことができることに留意されたい。予想切断長/場所に対する繰り返し長さの変更(例えば、通常短い繰り返しに対する長い繰り返し長さ)によって、パターン化した粘着剤の同じ場所の繰り返し切断が回避され、局所の/過剰な粘着剤の堆積が回避される。通常短い切断媒体部分(例えば、ラベル/レシート)の長さが長い粘着剤パターンの繰り返し長さに等しく、したがって、パターンの同様の部分が切断される可能性は小さい。可能であれば、繰り返し長さの整数倍に等しい、及び/又は等しいと予想される繰り返し切断の媒体部分(例えば、ラベル/レシート)の長さは回避すべきであることに留意されたい。同様に、繰り返し長さは、通常の/予想切断媒体部分(例えば、ラベル/レシート)の長さよりも長くその整数倍ではないように選択しなければならない。
【0035】
許容される繰り返し長さは、粘着剤パターンの基材/ウェブへの塗布を含むラベル媒体を製造する装置によっては制限される。例えば、回転式印刷機の場合、最大繰り返し長さは、粘着剤をウェブに塗布するシリンダの円周に制限される。
【0036】
ある実施形態では、グラビア塗布装置を修正してパターン化したコーティング(例えば、粘着剤)を塗布できる。「標準的な」グラビアシリンダを帯状のグラビアシリンダと交換してもよい。帯状のグラビアシリンダは、帯の間に彫り込まれていない領域を含むグラビアセルの帯を有する。グラビアセルがないとその領域はコーティングされない。同様に、グラビアセルを所望のパターンの鏡像内に配置することでパターンを製作できる。要するに、パターン化グラビアシリンダは、グラビア塗布装置を簡単な単一ステーションのグラビア印刷機に変貌させる。
【0037】
粘着剤パターンの機能は、パターン内に人間又は機械可読情報を配置するか、又はその他の方法でコード化することでさらに拡張できる。これを図1D及び図1Eに関連して説明する。図1Dは、一連の会社ロゴとしての粘着剤パターンを示す。図1Dで、粘着剤の形状は、ロゴ(その他の形状及びサイズ、及び/又は情報内容も可能である)を含み、一方、そのパターンは、粘着剤とのカッターの接触がパターンの繰り返し長さの範囲内で潜在的なすべての切断位置で異なるように、粘着剤をカッターに対して分散させるように設定されている。プリンタの紙詰まりとカッター上の堆積/汚染の問題に加えて、インクよりも粘着剤を印刷する方が困難であり、したがって、偽造がコスト高/困難であることから、この構成は、ブランド認識及び/又は文書セキュリティを行う方法を提供する。例えば、パーソナルコンピュータ/プリンタで図1Dのパターンを偽造することは極めて困難である。
【0038】
さらに、粘着剤の着色(例えば、染料及び/又は色素)を追加することで、画像の視認性を高め/魅力を増し、機械可読性を向上させ、及び/又はセキュリティ面を増強することができる。例えば、印刷されたテキスト及び/又はグラフィック画像(例えば、図1DのNCR)を緑色の粘着剤を用いて提供し、それによって直接読取り/視認でき、及び/又は好適な(例えば、緑色)スペクトルリーダを使用できる。同様に、セキュリティの染料及び/又は色素(例えば、紫外線(UV)及び/又は蛍光色)は、機械可読性を含む粘着剤画像のセキュリティ面をさらに増強できる。別の実施形態では、粘着剤の形状は、任意の人間及び/又は機械可読テキスト及び/又はグラフィックであってもよいことに留意されたい。同様に、その形状/特徴によっては、粘着剤及び/又はそのパターン内に様々な情報をコード化し、及び/又はそれによって表す/提供することができる。
【0039】
図1Eは、内部に情報を含み、及び/又は(例えば、機械可読)バーコードを含む粘着剤パターンを用いた粘着剤の形状の結果としての別の実施形態を示す。図1Eの例では、粘着剤画像は、1D(1次元)バーコードとそれに続く同じバーコードの反転像である。そのような交互するパターンは、所望の(例えば、不均等な)形でウェブに対して粘着剤を分散させることができる。上記のように、実施形態によっては、粘着剤は、その人間及び/又は機械視認性/可読性を高める1つ又は複数の着色剤(例えば、染料及び/又は色素)及び/又はセキュリティマーカー(例えば、蛍光色の染料及び/又は色素)を含んでもよい。追加的に又は代替的に、粘着剤パターンを取り囲む基材を着色してバーコード(又はその他の画像/パターン)を人間及び/又は機械可読にし、及び/又はその人間及び/又は機械可読性を増強することができる。そのような着色は、例えば、粘着剤そのものとは逆に、パターン化した粘着剤を取り囲む基材によって優先的に吸収される水系コーティングを塗布することで実行できる。例えば可視及び/又はセキュリティの染料及び/又は色素を用いたそのような周囲の着色によって、バーコードは人間及び/又は機械(例えば、スキャナ)に可視化される。上記のように、この方法を用いてライナーレスラベル/レシートに追加のセキュリティの特性を提供できる。この例では1次元バーコードを使用したが、この概念は、2次元バーコード及び/又はその他の形状及び/又はパターンに容易に拡張できることに留意されたい。
【0040】
様々な実施形態では、パターン化した粘着剤の機械可読性を用いて媒体の切断をトリガして粘着剤の接触及び/又は堆積を最小限にすることでパターンの物理的特性の使用を高めてもよい。例えば、様々な実施形態で、粘着剤パターンの特徴(例えば、粘着剤の存在、粘着剤の不在、粘着剤の分散、内部の相対的な場所を含む繰り返し長さ)を検知でき(例えば、サーマルプリンタ400の光センサなどのセンサ440によって)、切断場所を選択して例えば繰り返し長さに対する切断場所の変化を最大限にし、それによって、堆積とその結果としての劣化効果を最小限にすることができる。さらに、パターンによっては、パターン内の切断方向の「ギャップ」が検知でき(例えば、図1Eの隣接するバーコード間など)、内部が切断される。同様に、例えば、非粘着剤でコーティングされた媒体部分で粘着剤に接触した領域をぬぐって以前の堆積の切断面を清掃するために切断された、そこに最近粘着した、及び/又は以前に集積した鏡像粘着剤パターンを有する切断部分を様々に及び/又は交替で選択することで、印刷面(例えば、カッター)の周期的な「清掃」を実行できる。さらに、周期的及び/又は系統的に(例えば、そのような領域近くで切断が必要な時に)全カッター幅を清掃し、及び/又は新しい堆積を最小限にし、切断された粘着剤パターンの部分の可変度を最大限にするといった目的で特定の印刷ジョブ(例えば、トランザクションレシート)が必要とするものにかかわらず、粘着剤パターンの検知を実行して粘着剤がないか、又はほぼない(又はその他の所望の)領域を切断することができる。
【0041】
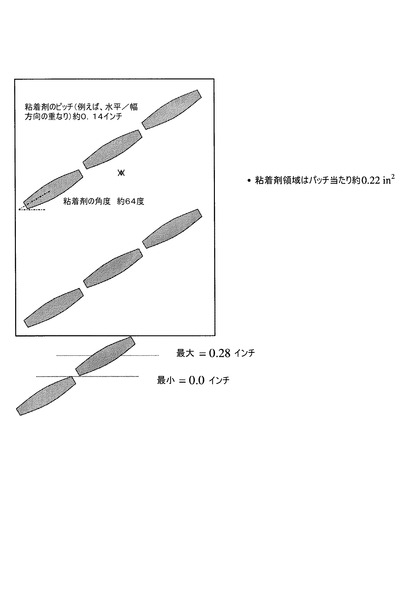
図1Fは、パターン化した粘着剤の別の実施形態を示す。ここで、粘着剤の事前定義された形状(図1Fでは2つの平行な面と、2つの突起した面とを有する形状として示されているが、別の形状/サイズも可能である)が事前定義された寸法を有し、媒体ロール又はウェブ内に事前定義された角度とピッチで位置する組(例えば、3つからなる)に組織されている。さらに、事前定義された組は、ロール/ウェブの走行軸に沿って互いに事前定義された距離だけ離間している。図1Fに示す実施形態/寸法の場合、カッターとの粘着剤の接触がない確率は3%、粘着剤の最大接触確率は14%、また、重要なことには、最大及び最小(例えば、ランダム)接触の間の達成確率は97%である。
【0042】
図1G及び図IHは、例えば、ライナーレスラベルで使用するパターン化した粘着剤の別の実施形態を示す。図1Gには、狭い媒体製品の第2の面上の様々な粘着剤の形状(例えば、円及び三角形)、並びにそのサイズ/分散が示されている。さらに、図1Gのすべての構成で、パターン化した粘着剤はそれぞれの図示された媒体製品のほぼ幅全体にわたって広がっている。しかし、そのようなパターンが幅全体に広がらない、及び/又は偏っている、及び/又は特定の中心線/走行軸の側に閉じ込められているような変形形態も可能である。
【0043】
図1Hは、その上に複数の異なる粘着剤パターンを有するパターン化した粘着剤媒体の幅広いウェブを示す。そのような幅広いウェブは、例えば、上記グラビア塗布装置/印刷機などによって製作できる。さらに、個別の(例えば、図示の実施形態では6つ)狭いウェブ製品(例えば、サーマルプリンタで最終的に使用する)を幅広いウェブから細長く切ってもよく、又は製作された形で使用してもよい。ある実施形態では、図1Hの最上部の矢印に従いそれに沿って6つの狭いウェブ製品を幅広いウェブから細長く切ることができる。
【0044】
図1Hに示すように、同様の又は異なる全体要素形状を有することを利用して様々な粘着剤パターンを製作できる。例えば、左側の4つのパターンはすべて菱形形状の粘着剤の変形形態を含む。同様に、右側の2つのパターンは、両方共円形形状の粘着剤の変形形態を含む。左側の4つの構成では、粘着剤パターンの範囲は、粘着剤でコーティングされた媒体領域内(粘着剤帯の全幅内)のコーティングされていない媒体部分を変化させることと、領域それ自体(例えば、そのウェブ/細く切る部分の幅に対する粘着剤の幅)のサイズを変えることで変化する。右側の2つの構成は、ウェブ/媒体の幅と比較して粘着剤帯の幅に対するカバー範囲の変化を示す。いずれの場合も、粘着剤の図示の帯は、幅広いウェブを指示通りに細く切った時の狭い媒体製品の幅を中心とするか、又はほぼ中心とする。しかし、粘着剤の図示の帯が、細く切り取られる狭いウェブの部分の片側に偏った場合を含み(細く切り取られる狭いウェブの部分の縁部付近に位置する場合を含む)、細く切り取られる狭いウェブの部分の中心に対して偏っているなどの変形形態も可能である。
【0045】
図1Hの構成に関して説明するように、幅広いウェブとして取り出すか、又はそこから細く切り取った1つ又は複数の狭いウェブとして取り出すかを問わず、粘着剤の帯の全幅は媒体のウェブの幅に対して変化させてもよい。例えば、様々な実施形態で、粘着剤の帯の幅は媒体のウェブの幅の一部に広がっていてもよく、これはそのような幅の約20%、25%、50%、66%、又は80%に等しい量の広がりを含む。一実施形態では、粘着剤の帯の幅は、媒体のウェブ(幅広、又は幅狭)の幅の50%を超えないように設定されている。別の実施形態では、粘着剤の帯の幅は、媒体のウェブの幅の約80%を超えないように設定されている。変形形態も可能である。
【0046】
ライナーレスラベルは、粘着剤がとりわけカッターを含むプリンタの様々な部分に接触することの有害な効果を緩和するためにパターン化した粘着剤によって構成され得ることが理解される。同様に、その切断はセンスマークなしで実行でき、及び/又はパターン化した粘着剤をセンスマークとして用いて実行でき、有益な効果を拡張する。さらに、上記のように、グラビア塗布装置/印刷機を用いてパターン化した粘着剤の媒体のウェブを作成できる。
【0047】
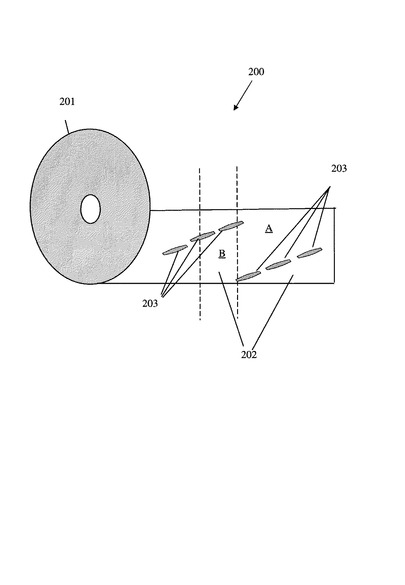
図2は、例示的実施形態によるライナーレスラベル材料200を示す。以下にライナーレスラベル材料200は図1Fのパターン化した粘着剤に関連して説明しているが、ライナーレスラベル材料200は図1A〜図1E及び/又は図1G〜図1Hのパターン化した粘着剤媒体で示す任意の構成を含んでもよい。
【0048】
ライナーレスラベル材料200は、ロール形態のパターン化した粘着剤媒体を含む媒体のロール又はウェブ201を含み、それによって、それ自体に積層されている。ライナーレスラベル材料200を用いて一連の個別的なライナーレスラベル202(例えば、図2で「A」及び「B」の印が付いた巻かれていない媒体の領域として識別される)を提供できる。これらの構成要素及びその相互関係について以下に図2を参照しながら詳述する。
【0049】
様々な実施形態で、媒体のロール201は、前面又は1つ又は複数の感熱コーティング(図示せず)を有する部分と、粘着材料203の繰り返しパターンを有する背面(図2に示す)とを含む。ラベル202(例えば、図2でA及びBとして示す)は、媒体のロール201から、例えば、サーマルプリンタのカッターによってカスタム長だけカスタム切断できる。ラベル202の前面(図2には図示せず)は、感熱コーティングがサーマルプリンタのサーマル印字ヘッドによって活性化された時に情報(例えば、トランザクションの)をさらに表示してもよい。
【0050】
一旦印刷/切断されると、ラベル202の背面は、ラベル202が別の表面(例えば、カートン、容器、表面、又は基材)に粘着材料によって貼付されることを許可してもよい。さらに、粘着材料の繰り返しパターン203は、媒体のロール201の背面上に構成又は配置され、サーマルプリンタが媒体のロール201から特定のラベル(A又はB)をカスタム切断するたびに、カッターの刃などのサーマルプリンタの様々な表面と粘着材料との間の接触を最小限にしている。
【0051】
ある実施形態によれば、繰り返しパターン203は、可視的に搬送可能な情報(例えば、特定のパターン、グラフィック、テキストなどによる)又は粘着材料からスキャンデバイスによって(例えば、図1Cに関して上述したように繰り返しパターン203がバーコードである時にはバーコードスキャナによって)取得できる情報を含んでもよい。
【0052】
さらに、様々な実施形態では、粘着材料の幾つか又はすべては粘着材料の部分を裸眼で見えるようにするか、又はUV光若しくは別の所定周波数の光に曝した時に見えるようにする着色剤を含んでもよい。
【0053】
図1に関連して上述したような特定の例では、パターンの少なくとも1つは、事前定義された最大幅、事前定義された最小幅、事前定義されたピッチ、事前定義された角度を有するように構成してもよく、また、それぞれの繰り返しパターンを媒体のロール201上で事前定義された距離だけ離間させるように構成してもよい。これは、ライナーレスラベル202を製作するために媒体のロール201上に切り込むたびにサーマルプリンタ内の切断機構が様々な場所で粘着材料に曝されることを統計的に改善する。
【0054】
さらに別の状況では、繰り返しパターンの間の距離は、ライナーレスラベル材料200から製作された任意のカスタムライナーレスラベル202に対して最大長を超えるのに十分な大きさに構成されている。
【0055】
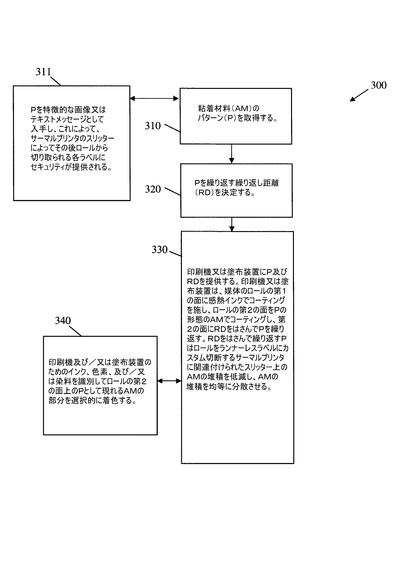
図3は、例示的実施形態によるライナーレスラベル(図2のライナーレスラベル2020など)を作成し使用する方法300の図である。方法300(以下、「ラベリング工程」)は、印刷媒体を処理するように構成された1つ又は複数の機械で実施される。ラベリング工程は、図1A〜図1G及び図2に関連して述べたライナーレスラベルを製作し使用する。
【0056】
310で、ラベリング工程は粘着材料のパターンを取得する。これは、ラベリング工程を実行する機械内に事前構成してもよく(例えば、帯状のグラビアシリンダによって)、又は顧客の識別、媒体のロール又はウェブのタイプ、最終用途(プリンタ設計/タイプを含む)などに基づいてデータベースから取得できる。
【0057】
一例では、311で、ラベリング工程は、パターンを特徴的な画像又はテキストメッセージとして入手し、これによって、サーマルプリンタのスリッター又はカッターによってその後媒体のロールから切り取られる各ラベルにセキュリティが提供される。
【0058】
320で、ラベリング工程はパターンの繰り返し距離を決定する。ここで、繰り返し距離は、機械構成パラメータ、切断されたラベル上のレシートの最大既知サイズに基づく顧客プロファイル、最終用途(プリンタを含む)要件に基づくパラメータなどであってもよい。
【0059】
330で、ラベリング粘着工程は、粘着剤塗布デバイス(例えば、印刷機又は塗布装置)にパターン及び繰り返し距離を提供する。次に、印刷機又は塗布装置は媒体の第1の面に感熱コーティングを塗布し、及び/又は(その後)取得したパターンの粘着材料で媒体の第2の面をコーティングすることができる。印刷機又は塗布装置は、繰り返し距離を用いて媒体のロールの第2の面上の粘着剤パターンを繰り返す。
【0060】
媒体の第2の面上の繰り返し距離を空けた繰り返しパターンは、ロールをその後ライナーレスラベルに印刷し、及び/又はカスタム切断するプリンタ(例えば、サーマルプリンタ)に関連付けられたスリッター又はカッター(若しくはその他の表面)上の粘着材料の堆積を低減し、及び/又は堆積を均等に分散させる際の助けになる。
【0061】
ある実施形態によれば、340で、ラベリング工程300は、印刷機及び/又は塗布装置のための着色剤(例えば、インク、色素、及び/又は染料)を識別してロールの第2の面上のパターンとして現れる粘着材料の部分を選択的に着色してもよい。次いで、この処理を用いて偽造を低減し、ライナーレスラベルのセキュリティを改善し、さらに人間及び/又は機械可読性を向上させることができる。
【0062】
上記説明は、例示的なものであって限定的なものではない。上記説明を吟味することで当業者は多くの別の実施形態を思い付くであろう。したがって、各実施形態の範囲は、添付の特許請求の範囲、及びこれらが権利を有する等価物の全範囲を参照して決定されるべきである。
【0063】
米国特許法施行規則第1.72条第(b)項に準拠する要約書が提供され、読者が技術的開示の性質及び要点を迅速に確認することを可能にしている。要約書は、特許請求の範囲の適用範囲又は意味を限定し又は解釈するためには用いられないという理解の下に提出されている。
【0064】
実施形態の上記説明においては、様々な特徴を1つの実施形態に一括りにすることで開示を合理化している。この開示方法は、本発明の請求されている実施形態が各請求項で明示されているものより多くの特徴を有することを反映していると解釈されるべきではない。そうではなくて、添付の請求項が示すように、発明の主題は、開示されている1つの実施形態のすべての特徴より少ないものの中に存在する。従って添付の特許請求の範囲は本明細書の実施形態の説明に組み込まれ、各請求項は別々の例示的実施形態として自立している。
【技術分野】
【0001】
本発明は、着脱式剥離ライナーの装着及び/又は廃棄の必要がない環境に優しいライナーレスラベルに関する。
【背景技術】
【0002】
ライナーレスラベルの使用は、プリンタ内に粘着剤が堆積する傾向の増大と、その結果としてのプリンタの紙詰まり、ミスフィード及び/又は性能の低下を含む多数の問題を引き起こすことがある。
【発明の概要】
【発明が解決しようとする課題】
【0003】
様々な実施形態で、ライナーレスラベルの設計、製造及び/又は使用の技術を提示する。ある実施形態によれば、ライナーレスラベル媒体が提示される。媒体は、第1の部分と、第2の部分とを含む。媒体の第1の部分は媒体の前面に位置し、1つ又は複数の感熱コーティングを含み、剥離材の1つ又は複数のコーティングをさらに含む。1つ又は複数の感熱コーティング及び/又は1つ又は複数の剥離コーティングは、1つ又は複数のフラッド及び/又はパターン化した感熱及び/又は剥離材コーティングを含んでもよい。媒体の第2の部分は、媒体の背面に位置し、パターン化した粘着剤の1つ又は複数のコーティングを含む。実施形態によっては、剥離材は第1の部分上の感熱コーティングの上に位置し、したがって媒体がロールに巻かれた場合、剥離材がパターン化した粘着剤付近にあり、及び/又は同様のパターンで、及び/又はフラッドコートとしてそれを覆う。
【0004】
例えば、サーマルプリンタの切断機構により媒体のウェブ又はロールからラベルを任意選択として切断(例えば、カスタム長にカスタム切断)するように構成してもよい。媒体の第2の部分上に位置する粘着剤のパターンは、例えば、切断機構とパターン化した粘着剤の粘着材料との間の接触を低減するように選択してもよい。また、切断機構と粘着剤材料との間に発生する切断機構(例えば、ナイフ又は刃)の全長にわたる接触の均一性を増大させるようにパターンを選択してもよい。
【課題を解決するための手段】
【0005】
様々な実施形態によれば、ラベル媒体が提供され、このラベル媒体は、第1の面と、第1の面と反対側の第2の面とを有する基材と、基材の第1の面上の感熱コーティングと、基材の第2の面上の粘着剤とを備えることができ、粘着剤は、基材の第2の面上で可変パターニングされて粘着剤と切断機構との間の接触場所を変化させて基材の幅を横切って場所が変化する横方向の切断を実行する。幾つかの実施形態では、パターン化した粘着剤は、帯状のグラビアシリンダコーティングデバイスにより基材の第2の面にコーティングされるように構成してもよい。さらに、幾つかの実施形態では、パターン化した粘着剤は、その内部に垂直及び/又は水平に配置された粘着剤の自由なレーンを含むように構成してもよい。さらに、幾つかの実施形態では、パターン化した粘着剤は、例えば、第2の面を垂直に横断する粘着剤の細長い菱形形状の連続パターンを含んでもよい。
【0006】
実施形態によっては、ラベル媒体の粘着剤のパターンは、そこから切り取られた個々のラベルに関連付けられた長さを超える間隔で第2の面で繰り返すように構成してもよい。代替的に又は追加的に、パターン化した粘着剤の繰り返し長さは、第2の面にパターン化した粘着剤を塗布するためのグラビアシリンダの円周に等しくなるように構成してもよい。
【0007】
さらに、幾つかの実施形態では、ラベル媒体のパターン化した粘着剤は、情報を提供するように構成してもよい。実施形態によっては、パターン化した粘着剤の少なくとも一部は、情報を読めるようにする染料、色素、及び/又はインクを含んでもよい。幾つかの実施形態では、パターン化した粘着剤はロゴとして構成してもよい。
【0008】
幾つかの実施形態では、ラベル媒体のパターン化した粘着剤は、カスタム繰り返しテキスト及び/又は画像として構成してもよい。実施形態によっては、テキスト及び/又は画像は、媒体の偽造を検出する機構を提供するパターンを備えてもよい。同様に、幾つかの実施形態では、ラベル媒体のパターン化した粘着剤は、両方共粘着剤で構成された一連の繰り返しバーコード及び/又は反転バーコードを含んでもよく、バーコードはそれが表す情報を機械で読み取ることが可能であってもよい。実施形態によっては、粘着剤のバーコードを取り囲む領域は、それぞれのバーコードが表す情報を区別するために読み取る水性マーカーの色を含んでもよい。
【0009】
さらに、幾つかの実施形態では、ラベル媒体のパターン化した粘着剤は、複数の(例えば、3つの)一連の繰り返し粘着パッチであって、各パッチが事前定義された角度に事前定義されたピッチにあり、各々の一連の繰り返しパッチが媒体の走行軸に沿って事前定義された距離だけ離間する粘着パッチを含んでもよい。実施形態によっては、各パッチは、事前定義された最小幅と、事前定義された最大幅とを有してもよい。
【0010】
様々な実施形態では、ラベル製造装置も提供される。この装置は、媒体のロールと、サーマルプリンタとを備えてもよく、媒体のロールは、感熱インクを含む前部と、コーティングされた粘着材料の繰り返しパターンを有する後部とを有し、サーマルプリンタは、媒体のロールから離散的なラベルを切り取る刃を有する。実施形態によっては、粘着材料の繰り返しパターンは、カッター刃が媒体のロールを切断するたびに起こるカッター刃と粘着材料との間の接触を最小限にするように後部上に構成されてもよい。同様に、実施形態によっては、粘着材料の繰り返しパターンは、カッター刃が媒体のロールを切断するたびに起こる粘着材料とカッター刃との接触をカッター刃の幅にわたって変化させ、及び/又は分散させるように後部上に構成されてもよい。
【0011】
ラベル製造装置の幾つかの実施形態では、媒体のロールは、そこからカスタム長ラベルを切り取るように構成されてもよく、及び/又はラベル製造装置は、媒体のロールからカスタム長ラベルを切り取るように構成されてもよい。同様に、幾つかの実施形態では、ラベルの前部は、例えばサーマルプリンタによるインクの活性化の結果としてのトランザクションに関連付けられた情報を表示してもよく、後部はラベルを粘着材料を介してオブジェクトに貼付できるものであってもよい。
【0012】
さらに、ラベル製造装置の幾つかの実施形態では、粘着材料のパターンは、スキャン装置を介して見える、又は粘着材料から取得できる情報を含む。特定の実施形態では、粘着材料の選択部分はその部分を可視化するインクを含んでもよい。
【0013】
ラベル製造装置の幾つかの実施形態では、粘着材料の繰り返しパターンの少なくとも1つは事前定義された最大幅と、事前定義された最小幅と、事前定義されたピッチと、事前定義された角度とを有し、事前定義された距離だけ別の繰り返しパターンから離間するように構成されてもよい。同様に、幾つかの実施形態では、粘着剤の繰り返しパターンの間の距離は、ラベル製造装置によって製造される任意のラベルに対して最大長より大きくなるように構成されてもよい。
【0014】
様々な別の実施形態によれば、方法が提供され、この方法は、粘着材料のパターンを取得するステップと、パターンを繰り返す繰り返し距離を決定するステップと、印刷機又は塗布装置にパターン及び繰り返し距離を提供するステップであって、印刷機又は塗布装置が媒体のウェブの第1の面を感熱インクでコーティングし、媒体のウェブの第2の面を繰り返し距離をはさんで繰り返すパターンの粘着材料でコーティングするステップとを含み、少なくとも繰り返し距離の一部分の範囲内で、パターンが変化して媒体のウェブに対する横方向切断の結果として、粘着剤の切断機構との接触がそのような部分内の各々の異なる切断位置で異なる。幾つかの実施形態では、パターンは、媒体のウェブに対して横方向に切断する切断機構によって粘着剤との接触を変化させるように繰り返し距離で繰り返してもよい。同様に、幾つかの実施形態では、少なくとも繰り返し距離の一部分の範囲内で、パターンは変化して、したがって媒体のウェブに対する横方向切断の結果として、粘着剤の切断機構との接触がそのような部分内の各々の異なる長手方向の切断位置で異なる。幾つかの実施形態では、少なくとも繰り返し距離の該部分は、繰り返し距離の全部、半分、又は4分の1を含んでもよい。同様に、幾つかの実施形態では、パターン及び/又は繰り返し距離は、可変及び/又はランダムであってもよい。
【0015】
幾つかの実施形態では、この方法は、印刷機及び/又は塗布装置がロールの第2の面上のパターンとして現れる粘着材料の一部を選択的に着色するためのインク、色素及び/又は染料を識別するステップをさらに含んでもよい。同様に、幾つかの実施形態では、粘着材料のパターンを取得するステップは、視覚的な、及び/又はコード化された情報を提供する特有な画像及び/又はテキストメッセージとしてのパターンを入手するステップをさらに含んでもよい。
【0016】
その他の様々な実施形態によれば、第1の面と、第1の面と反対側の第2の面と、第1の面上の感熱コーティングと、可変パターニングされた第2の面上の粘着剤とを有する基材を含むラベル媒体が再度提供される。幾つかの実施形態では、粘着剤のパターンは、粘着剤と切断機構との間の接触場所を変更し、基材の幅に対して可変位置の横方向切断を実行してもよい。さらに、幾つかの実施形態では、パターンは、基材の走行軸に沿って斜めを向いた円形の点の列を含んでもよい。
【図面の簡単な説明】
【0017】
【図1A】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図1B】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図1C】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図1D】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図1E】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図1F】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図1G】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図1H】様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。
【図2】例示的実施形態によるライナーレスラベル媒体製造装置を示す図である。
【図3】例示的実施形態によるライナーレスラベル媒体を作成及び使用する方法を示す図である。
【図4】例示的実施形態によるライナーレスラベル媒体のサーマル印刷を行うサーマルプリンタを示す図である。
【発明を実施するための形態】
【0018】
図1A〜図1Hは、様々な例示的実施形態によるライナーレスラベル媒体の異なる構成を示す図である。図1A〜図1Hは、あくまでも例示のために示されている。本明細書で提示される教示を用いて別の構成を達成することも可能である。
【0019】
図1A〜図1Hの各々には、ライナーレスラベル媒体の背面が示されている。背面は、その上にコーティングされた粘着材料のパターンを含む。また、背面と反対側の前面が図1A〜図1Hに示す各ライナーレスラベル媒体について存在する。前面は、熱によって活性化すると、トランザクション(例えば、レシートについての)に関連付けられた情報などの情報を表示可能な1つ又は複数の感熱インク、染料及び/又は色素を含む1つ又は複数の感熱コーティングを含んでもよい。前面は、フラッド及び/又はスポット/パターン化した構成で提供できる1つ又は複数の剥離材の1つ又は複数のコーティングをさらに含んでもよい。そのような剥離材の1つ又は複数のコーティングは、ライナーレスラベル媒体がロールに巻かれた時にパターン化した粘着剤付近にあり、及び/又はパターン化した粘着剤を覆うように構成して、粘着剤が背面を前面に接着させることがない媒体のアンロールを容易にすることができる。パターン化した構成に提供された場合、剥離剤コーティングは粘着剤のパターンを複製し、それによって粘着剤を選択的に覆い、上記のように、上記巻き戻しの容易さ、及び/又は追加の可読性(人間及び/又は機械による)及び/又はパターン化した粘着剤に対する下記のセキュリティの利点を提供する。一実施形態では、媒体がロールに巻かれた時に所定量(例えば、5%、10%、20%など)を超えるパターン化した粘着剤の被覆範囲で第2の媒体面上の粘着材料のパターンを覆うような剥離材のパターンが第1の媒体面上に提供される。
【0020】
ライナーレスラベル媒体の第1の面上の感熱コーティングは、図4のサーマルプリンタ400などのサーマル(例えば、ダイレクトサーマル)プリンタに媒体(その長手方向のスリット部)を通すことで活性化できる。図4に示すように、サーマルプリンタ400は、サーマル印字ヘッド410と、プラテン420と、ナイフ/刃、スリッターなどの切断機構430などを含んでもよい。切断機構430は、搭載されたライナーレスラベル媒体100からカスタムサイズのライナーレスラベルをカスタム製作するために使用できる。図1A〜図1Hに示すように、ラベルの一方の面(第1の面又は前面)は、感熱コーティング(活性化された又は活性化されていない)及び/又は剥離材を含んでもよく、他方の面(第2の面又は背面)は粘着材料のパターンを含んでもよい。さらに、ロール内にライナーレスラベル媒体100を提供してもよい。
【0021】
図4に示すように、サーマルプリンタ400は、プリンタ400を通して(例えば、プラテン420の駆動回転により)媒体100を搬送するモータ及び/又は駆動装置アセンブリ450と、プリンタ400の動作を制御する(例えば、駆動装置アセンブリ450にプリンタ400を通して媒体100を搬送するようにシグナリングし、特定の情報を媒体100上に印刷するために印字ヘッド410に信号を提供し、及び/又はカッター430に粘着剤の存在、不在、分散などを検知する際にセンサ440によって提供される信号に基づいて媒体100をある場所で切断するようにシグナリングする)コントローラ460(例えば、プロセッサ、及びスタティック/永続的及び/又は揮発性メモリ)と、関連するホストコンピュータ(図示せず)から印刷情報(例えば、トランザクションデータ)及び/又はコマンド(例えば、印刷及び/又はナイフ切断コマンド)を受け取る、及び/又は印刷情報及び/又はコマンドをコントローラ460に提供する通信モジュール470とをさらに含んでもよい。
【0022】
各ラベルは、切断機構を含むサーマルプリンタにより媒体のウェブ又はロールからカスタム長の位置でカスタム切断するように構成してもよい。さらに、パターン化した粘着剤は、媒体の第2の部分上で、切断機構と粘着材料との間の接触を低減し、及び/又は変化させるように構成してもよい。幾つかの実施形態では、パターン化した粘着剤は、媒体の第2の部分上で、切断機構の連続使用/切断機構による連続切断の間に切断機構の長さ/幅にわたって切断機構と粘着材料との間に発生するあらゆる接触を均等に/ほぼ均等に分散させるように構成してもよい。そのような使用は、そのような媒体から同様の及び/又は異なる長さのラベルを製作する複数の切断を含む、媒体のウェブの走行軸を横切る(例えば、垂直に)、及び/又は走行軸に沿った(例えば、平行な)切断を含んでもよい。この詳細とパターンについて、図1A〜図1Hを参照しながら詳述する。
【0023】
図1Aに示すように、一実施形態では、細長い菱形形状のラベル媒体の比較的幅広いウェブ(例えば、ログロール)上にパターン化した粘着剤をコーティングでき、それらの形状はインターロックし(例えば、任意の場所で物理的に重なり、又は重なることなく、隣接する形状の最大幅によって画定された領域内を横切り)、事前定義された又はランダムな距離で繰り返してもよい。製作後に、そのようなウェブは、その様々な幅方向の位置で(例えば、図1Aに垂直の矢印で示すように)スリットの長手方向にあり(例えば、その走行軸に沿って)、例えば、レシート/ラベルサーマルプリンタでのエンドカスタマの使用に供する様々なより幅が狭い製品(例えば、約44mm、約58mm、約80mmなどの幅)を製作することができる。
【0024】
図1Aに示すように、菱形の粘着剤パターンを提供できる。図1Aでは、そのようなパターンは、例えば、図1Bに示す最終的なより幅が狭い製品へのその後のスリッティングのために幅広いウェブの複数の部分に提供してもよい。同様に、図1Bに示すように、上記パターンは幅が狭い製品の幅方向の中央にあってもよく、そのような最終製品の幅の一部にのみ広がってもよいがそうでなくてもよい(例えば、図1Hを参照)。
【0025】
図1Aの実施形態では、例えば、図1B(例えば、図1Aに示す長さ方向の下向き矢印による)内の狭いスリットラベル製品の縁部になる媒体の部分には粘着剤が塗布されていないため、図1Aの幅が広い製品のスリッティングのための粘着剤がないレーンを作成でき、それによってスリッティング機構(例えば、カッター、ナイフなど)上の粘着剤の堆積を緩和できる。粘着剤のパターンが最終のスリット製品の中心線に対してオフセットされた、及び/又は粘着剤がないレーンがスリッティングのために提供された場合を含む、幅広く及び/又は最終のスリット製品の幅に粘着剤が広がる場合などを含む変形形態が可能である。
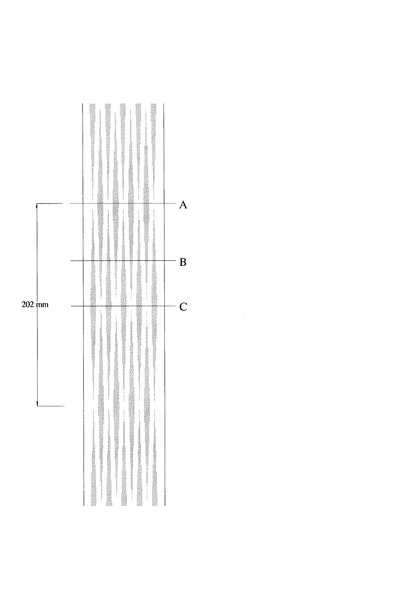
【0026】
図1Bの実施形態では、例えば、図1Aの幅広いウェブから切り取った媒体の狭いウェブが示されている。図1Bでは、3つの潜在的な水平切断場所(A、B、及びC)が示されている。そのような切断場所は、サーマル(例えば、レシート)プリンタに関連付けられたカッター又は切断機構による例えば3つの別のトランザクションに関連付けられたラベル/レシートを製作する図1Bの媒体のウェブの切断中に利用でき、及び/又はその切断から生まれる。図示のように、3つの切断の結果、3つの異なる長さ/カスタム長のライナーレスラベルが製作される。第1のライナーレスラベルは、図1BのAカットの上方に垂直に現れる領域によって表される。第2のライナーレスラベルは、Bカットの上方に垂直に現れる領域によって表され、上端で図1BのAカットと境界を接する。最後に、第3のライナーレスラベルは、Cカットの上方に垂直に現れる領域によって表され、上端で図1BのBカットと境界を接する。
【0027】
この実施形態とその他の実施形態に示すように、サーマルプリンタのカッター上の粘着剤の堆積に関連付けられた問題は、粘着剤を特定の方法でパターニングすることで最小限にできる。例えば、パターン及び/又は媒体のウェブの走行軸に沿ったそのパターンの繰り返しを変化させることで、及び/又は所与の使用に必要な材料の長さの変化(例えば、トランザクション/レシートの詳細を含む媒体長の変化)の結果を含む切断場所(例えば、図1Bの切断場所A及びCなどの)を変化させること、或いはプリンタ制御論理(など)によって意図的に粘着剤がカッターに接触する場所が切断のたびに異なるように粘着剤をパターニングできる。好ましい実施形態では、パターン及び/又は媒体の切断場所は、カッターの幅方向に可能な限り(例えば、時間と共に)粘着剤を接触させてその後のカッターの性能及び/又は媒体の送りを損ねることがある(その結果、媒体のミスフィード及び/又は紙詰まりを引き起こす)局所領域での堆積を最小限にしなければならない。
【0028】
例えば、図1Bの実施形態の位置「A」で、カッターは、媒体ウェブの幅方向に粘着剤を4つの離散的な場所で通過する。位置「C」で、カッターは、位置Aの場所とは異なる(例えば、位置AとCの粘着剤領域は一致せず及び/又は重ならない)5つの離散的な場所で粘着剤を通過する。位置「B」で、カッターは、図1Bの実施形態で位置A及びCの各々の場所の一部と一致する9つの離散的な場所で粘着剤を通過する。
【0029】
図1Bに示すような粘着剤パターンの繰り返し長さ(ある場合)(例えば、202mm)の範囲内で、カッターを横断する粘着剤の分散は、異なる図示のウェブを横断する切断位置(例えば、A、B及びC)の各々で異なる。したがって、様々な切断での粘着剤とカッターとの間の接触は、カッターを横切って分散し、したがって、いかなる堆積も特定の1つ又は複数の領域内に集中しない。カッターの全幅にわたる粘着剤の拡散とその結果としての堆積は、問題の堆積量に達するのに要する切断数を増大させ、関連付けられた問題の発生を最小限にする。さらに、ウェブを横切る切断場所(例えば、図1Bの場所A,B及びC)が異なると変動する粘着剤がない領域での切断は、その場所に以前に堆積した粘着剤を清掃/除去する助けになる。
【0030】
プリンタカッター上の粘着剤の堆積に関連付けられた問題の緩和に加えて、選択的にパターニングされた粘着剤は、媒体送り経路に沿ったプリンタの他の部分(ローラ、プラテン、印字ヘッドなど)上の粘着剤の堆積を最小限にでき、随伴する問題(媒体のミスフィード/フィードむら、紙詰まりなど)を緩和できる。パターン化した粘着剤は上記の問題を低減できる。
【0031】
また、粘着剤のパターニングは、サーマルプリンタの様々な表面及び/又は部分に接触する粘着剤の量(例えば、表面積)を低減できる。これによって、プリンタの別の問題(例えば、紙詰まり及び/又はミスフィードなど)を引き起こすことなく粘着性が高い粘着剤を使用することができる。
【0032】
さらに、パターン化した粘着剤は、粘着剤の接着/例えば、1日目に最終印刷を行った期間と2日目に最初に印刷を試行する期間との間の時間にわたる接着の強化の結果としても印刷媒体の紙詰まりに関連付けられた問題を緩和できる。
【0033】
実施形態によっては、例えば、同じ長さのラベル/レシートが繰り返し印刷/製作される場合のように、通常のラベル/レシートの長さと同じ又はほぼ同じ粘着剤パターンの繰り返し長さを有することは回避するのが望ましい。これによって、潜在的に、実施形態によっては、切断のたびにカッターの同じ部分が粘着剤を通過し、パターン化した粘着剤の利点の一部が否定される。この問題は、粘着剤パターンの繰り返し長さを延ばすか、及び/又は粘着剤パターンのランダム化によって回避できる。
【0034】
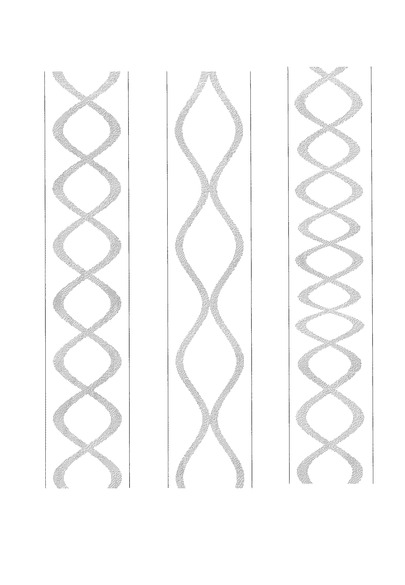
図1Cは、粘着剤パターンの繰り返し長さの様々な変形形態を示す。例えば、図1Cの左のパターンは、短い繰り返し長さを示す。中央のパターンは修正され、増大した繰り返し長さを備えた粘着剤パターンを示す。最後に、右のパターンはさらに修正され、増大した繰り返し長さを備えた粘着剤パターンを示す。実施形態によっては、パターンの全体的な性質(デザインを含む)を変化させることなく繰り返し長さを変化させる(増大を含む)ことができることに留意されたい。予想切断長/場所に対する繰り返し長さの変更(例えば、通常短い繰り返しに対する長い繰り返し長さ)によって、パターン化した粘着剤の同じ場所の繰り返し切断が回避され、局所の/過剰な粘着剤の堆積が回避される。通常短い切断媒体部分(例えば、ラベル/レシート)の長さが長い粘着剤パターンの繰り返し長さに等しく、したがって、パターンの同様の部分が切断される可能性は小さい。可能であれば、繰り返し長さの整数倍に等しい、及び/又は等しいと予想される繰り返し切断の媒体部分(例えば、ラベル/レシート)の長さは回避すべきであることに留意されたい。同様に、繰り返し長さは、通常の/予想切断媒体部分(例えば、ラベル/レシート)の長さよりも長くその整数倍ではないように選択しなければならない。
【0035】
許容される繰り返し長さは、粘着剤パターンの基材/ウェブへの塗布を含むラベル媒体を製造する装置によっては制限される。例えば、回転式印刷機の場合、最大繰り返し長さは、粘着剤をウェブに塗布するシリンダの円周に制限される。
【0036】
ある実施形態では、グラビア塗布装置を修正してパターン化したコーティング(例えば、粘着剤)を塗布できる。「標準的な」グラビアシリンダを帯状のグラビアシリンダと交換してもよい。帯状のグラビアシリンダは、帯の間に彫り込まれていない領域を含むグラビアセルの帯を有する。グラビアセルがないとその領域はコーティングされない。同様に、グラビアセルを所望のパターンの鏡像内に配置することでパターンを製作できる。要するに、パターン化グラビアシリンダは、グラビア塗布装置を簡単な単一ステーションのグラビア印刷機に変貌させる。
【0037】
粘着剤パターンの機能は、パターン内に人間又は機械可読情報を配置するか、又はその他の方法でコード化することでさらに拡張できる。これを図1D及び図1Eに関連して説明する。図1Dは、一連の会社ロゴとしての粘着剤パターンを示す。図1Dで、粘着剤の形状は、ロゴ(その他の形状及びサイズ、及び/又は情報内容も可能である)を含み、一方、そのパターンは、粘着剤とのカッターの接触がパターンの繰り返し長さの範囲内で潜在的なすべての切断位置で異なるように、粘着剤をカッターに対して分散させるように設定されている。プリンタの紙詰まりとカッター上の堆積/汚染の問題に加えて、インクよりも粘着剤を印刷する方が困難であり、したがって、偽造がコスト高/困難であることから、この構成は、ブランド認識及び/又は文書セキュリティを行う方法を提供する。例えば、パーソナルコンピュータ/プリンタで図1Dのパターンを偽造することは極めて困難である。
【0038】
さらに、粘着剤の着色(例えば、染料及び/又は色素)を追加することで、画像の視認性を高め/魅力を増し、機械可読性を向上させ、及び/又はセキュリティ面を増強することができる。例えば、印刷されたテキスト及び/又はグラフィック画像(例えば、図1DのNCR)を緑色の粘着剤を用いて提供し、それによって直接読取り/視認でき、及び/又は好適な(例えば、緑色)スペクトルリーダを使用できる。同様に、セキュリティの染料及び/又は色素(例えば、紫外線(UV)及び/又は蛍光色)は、機械可読性を含む粘着剤画像のセキュリティ面をさらに増強できる。別の実施形態では、粘着剤の形状は、任意の人間及び/又は機械可読テキスト及び/又はグラフィックであってもよいことに留意されたい。同様に、その形状/特徴によっては、粘着剤及び/又はそのパターン内に様々な情報をコード化し、及び/又はそれによって表す/提供することができる。
【0039】
図1Eは、内部に情報を含み、及び/又は(例えば、機械可読)バーコードを含む粘着剤パターンを用いた粘着剤の形状の結果としての別の実施形態を示す。図1Eの例では、粘着剤画像は、1D(1次元)バーコードとそれに続く同じバーコードの反転像である。そのような交互するパターンは、所望の(例えば、不均等な)形でウェブに対して粘着剤を分散させることができる。上記のように、実施形態によっては、粘着剤は、その人間及び/又は機械視認性/可読性を高める1つ又は複数の着色剤(例えば、染料及び/又は色素)及び/又はセキュリティマーカー(例えば、蛍光色の染料及び/又は色素)を含んでもよい。追加的に又は代替的に、粘着剤パターンを取り囲む基材を着色してバーコード(又はその他の画像/パターン)を人間及び/又は機械可読にし、及び/又はその人間及び/又は機械可読性を増強することができる。そのような着色は、例えば、粘着剤そのものとは逆に、パターン化した粘着剤を取り囲む基材によって優先的に吸収される水系コーティングを塗布することで実行できる。例えば可視及び/又はセキュリティの染料及び/又は色素を用いたそのような周囲の着色によって、バーコードは人間及び/又は機械(例えば、スキャナ)に可視化される。上記のように、この方法を用いてライナーレスラベル/レシートに追加のセキュリティの特性を提供できる。この例では1次元バーコードを使用したが、この概念は、2次元バーコード及び/又はその他の形状及び/又はパターンに容易に拡張できることに留意されたい。
【0040】
様々な実施形態では、パターン化した粘着剤の機械可読性を用いて媒体の切断をトリガして粘着剤の接触及び/又は堆積を最小限にすることでパターンの物理的特性の使用を高めてもよい。例えば、様々な実施形態で、粘着剤パターンの特徴(例えば、粘着剤の存在、粘着剤の不在、粘着剤の分散、内部の相対的な場所を含む繰り返し長さ)を検知でき(例えば、サーマルプリンタ400の光センサなどのセンサ440によって)、切断場所を選択して例えば繰り返し長さに対する切断場所の変化を最大限にし、それによって、堆積とその結果としての劣化効果を最小限にすることができる。さらに、パターンによっては、パターン内の切断方向の「ギャップ」が検知でき(例えば、図1Eの隣接するバーコード間など)、内部が切断される。同様に、例えば、非粘着剤でコーティングされた媒体部分で粘着剤に接触した領域をぬぐって以前の堆積の切断面を清掃するために切断された、そこに最近粘着した、及び/又は以前に集積した鏡像粘着剤パターンを有する切断部分を様々に及び/又は交替で選択することで、印刷面(例えば、カッター)の周期的な「清掃」を実行できる。さらに、周期的及び/又は系統的に(例えば、そのような領域近くで切断が必要な時に)全カッター幅を清掃し、及び/又は新しい堆積を最小限にし、切断された粘着剤パターンの部分の可変度を最大限にするといった目的で特定の印刷ジョブ(例えば、トランザクションレシート)が必要とするものにかかわらず、粘着剤パターンの検知を実行して粘着剤がないか、又はほぼない(又はその他の所望の)領域を切断することができる。
【0041】
図1Fは、パターン化した粘着剤の別の実施形態を示す。ここで、粘着剤の事前定義された形状(図1Fでは2つの平行な面と、2つの突起した面とを有する形状として示されているが、別の形状/サイズも可能である)が事前定義された寸法を有し、媒体ロール又はウェブ内に事前定義された角度とピッチで位置する組(例えば、3つからなる)に組織されている。さらに、事前定義された組は、ロール/ウェブの走行軸に沿って互いに事前定義された距離だけ離間している。図1Fに示す実施形態/寸法の場合、カッターとの粘着剤の接触がない確率は3%、粘着剤の最大接触確率は14%、また、重要なことには、最大及び最小(例えば、ランダム)接触の間の達成確率は97%である。
【0042】
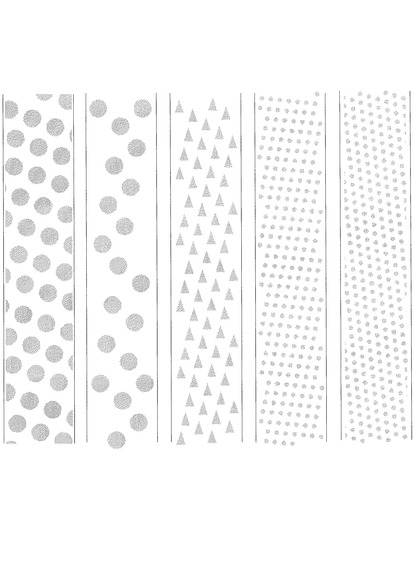
図1G及び図IHは、例えば、ライナーレスラベルで使用するパターン化した粘着剤の別の実施形態を示す。図1Gには、狭い媒体製品の第2の面上の様々な粘着剤の形状(例えば、円及び三角形)、並びにそのサイズ/分散が示されている。さらに、図1Gのすべての構成で、パターン化した粘着剤はそれぞれの図示された媒体製品のほぼ幅全体にわたって広がっている。しかし、そのようなパターンが幅全体に広がらない、及び/又は偏っている、及び/又は特定の中心線/走行軸の側に閉じ込められているような変形形態も可能である。
【0043】
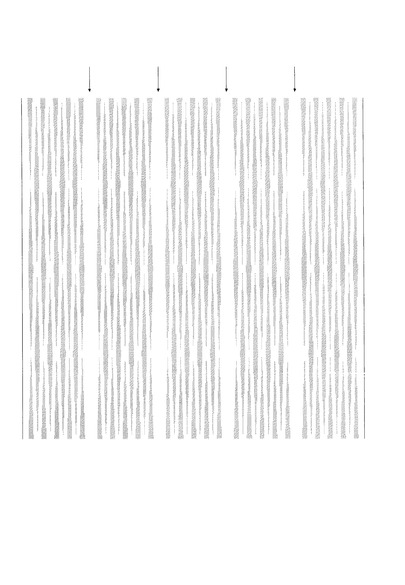
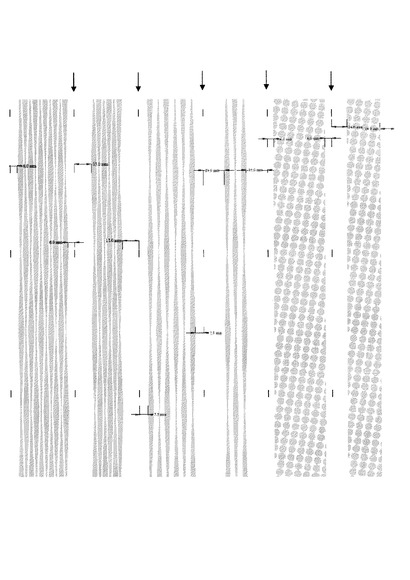
図1Hは、その上に複数の異なる粘着剤パターンを有するパターン化した粘着剤媒体の幅広いウェブを示す。そのような幅広いウェブは、例えば、上記グラビア塗布装置/印刷機などによって製作できる。さらに、個別の(例えば、図示の実施形態では6つ)狭いウェブ製品(例えば、サーマルプリンタで最終的に使用する)を幅広いウェブから細長く切ってもよく、又は製作された形で使用してもよい。ある実施形態では、図1Hの最上部の矢印に従いそれに沿って6つの狭いウェブ製品を幅広いウェブから細長く切ることができる。
【0044】
図1Hに示すように、同様の又は異なる全体要素形状を有することを利用して様々な粘着剤パターンを製作できる。例えば、左側の4つのパターンはすべて菱形形状の粘着剤の変形形態を含む。同様に、右側の2つのパターンは、両方共円形形状の粘着剤の変形形態を含む。左側の4つの構成では、粘着剤パターンの範囲は、粘着剤でコーティングされた媒体領域内(粘着剤帯の全幅内)のコーティングされていない媒体部分を変化させることと、領域それ自体(例えば、そのウェブ/細く切る部分の幅に対する粘着剤の幅)のサイズを変えることで変化する。右側の2つの構成は、ウェブ/媒体の幅と比較して粘着剤帯の幅に対するカバー範囲の変化を示す。いずれの場合も、粘着剤の図示の帯は、幅広いウェブを指示通りに細く切った時の狭い媒体製品の幅を中心とするか、又はほぼ中心とする。しかし、粘着剤の図示の帯が、細く切り取られる狭いウェブの部分の片側に偏った場合を含み(細く切り取られる狭いウェブの部分の縁部付近に位置する場合を含む)、細く切り取られる狭いウェブの部分の中心に対して偏っているなどの変形形態も可能である。
【0045】
図1Hの構成に関して説明するように、幅広いウェブとして取り出すか、又はそこから細く切り取った1つ又は複数の狭いウェブとして取り出すかを問わず、粘着剤の帯の全幅は媒体のウェブの幅に対して変化させてもよい。例えば、様々な実施形態で、粘着剤の帯の幅は媒体のウェブの幅の一部に広がっていてもよく、これはそのような幅の約20%、25%、50%、66%、又は80%に等しい量の広がりを含む。一実施形態では、粘着剤の帯の幅は、媒体のウェブ(幅広、又は幅狭)の幅の50%を超えないように設定されている。別の実施形態では、粘着剤の帯の幅は、媒体のウェブの幅の約80%を超えないように設定されている。変形形態も可能である。
【0046】
ライナーレスラベルは、粘着剤がとりわけカッターを含むプリンタの様々な部分に接触することの有害な効果を緩和するためにパターン化した粘着剤によって構成され得ることが理解される。同様に、その切断はセンスマークなしで実行でき、及び/又はパターン化した粘着剤をセンスマークとして用いて実行でき、有益な効果を拡張する。さらに、上記のように、グラビア塗布装置/印刷機を用いてパターン化した粘着剤の媒体のウェブを作成できる。
【0047】
図2は、例示的実施形態によるライナーレスラベル材料200を示す。以下にライナーレスラベル材料200は図1Fのパターン化した粘着剤に関連して説明しているが、ライナーレスラベル材料200は図1A〜図1E及び/又は図1G〜図1Hのパターン化した粘着剤媒体で示す任意の構成を含んでもよい。
【0048】
ライナーレスラベル材料200は、ロール形態のパターン化した粘着剤媒体を含む媒体のロール又はウェブ201を含み、それによって、それ自体に積層されている。ライナーレスラベル材料200を用いて一連の個別的なライナーレスラベル202(例えば、図2で「A」及び「B」の印が付いた巻かれていない媒体の領域として識別される)を提供できる。これらの構成要素及びその相互関係について以下に図2を参照しながら詳述する。
【0049】
様々な実施形態で、媒体のロール201は、前面又は1つ又は複数の感熱コーティング(図示せず)を有する部分と、粘着材料203の繰り返しパターンを有する背面(図2に示す)とを含む。ラベル202(例えば、図2でA及びBとして示す)は、媒体のロール201から、例えば、サーマルプリンタのカッターによってカスタム長だけカスタム切断できる。ラベル202の前面(図2には図示せず)は、感熱コーティングがサーマルプリンタのサーマル印字ヘッドによって活性化された時に情報(例えば、トランザクションの)をさらに表示してもよい。
【0050】
一旦印刷/切断されると、ラベル202の背面は、ラベル202が別の表面(例えば、カートン、容器、表面、又は基材)に粘着材料によって貼付されることを許可してもよい。さらに、粘着材料の繰り返しパターン203は、媒体のロール201の背面上に構成又は配置され、サーマルプリンタが媒体のロール201から特定のラベル(A又はB)をカスタム切断するたびに、カッターの刃などのサーマルプリンタの様々な表面と粘着材料との間の接触を最小限にしている。
【0051】
ある実施形態によれば、繰り返しパターン203は、可視的に搬送可能な情報(例えば、特定のパターン、グラフィック、テキストなどによる)又は粘着材料からスキャンデバイスによって(例えば、図1Cに関して上述したように繰り返しパターン203がバーコードである時にはバーコードスキャナによって)取得できる情報を含んでもよい。
【0052】
さらに、様々な実施形態では、粘着材料の幾つか又はすべては粘着材料の部分を裸眼で見えるようにするか、又はUV光若しくは別の所定周波数の光に曝した時に見えるようにする着色剤を含んでもよい。
【0053】
図1に関連して上述したような特定の例では、パターンの少なくとも1つは、事前定義された最大幅、事前定義された最小幅、事前定義されたピッチ、事前定義された角度を有するように構成してもよく、また、それぞれの繰り返しパターンを媒体のロール201上で事前定義された距離だけ離間させるように構成してもよい。これは、ライナーレスラベル202を製作するために媒体のロール201上に切り込むたびにサーマルプリンタ内の切断機構が様々な場所で粘着材料に曝されることを統計的に改善する。
【0054】
さらに別の状況では、繰り返しパターンの間の距離は、ライナーレスラベル材料200から製作された任意のカスタムライナーレスラベル202に対して最大長を超えるのに十分な大きさに構成されている。
【0055】
図3は、例示的実施形態によるライナーレスラベル(図2のライナーレスラベル2020など)を作成し使用する方法300の図である。方法300(以下、「ラベリング工程」)は、印刷媒体を処理するように構成された1つ又は複数の機械で実施される。ラベリング工程は、図1A〜図1G及び図2に関連して述べたライナーレスラベルを製作し使用する。
【0056】
310で、ラベリング工程は粘着材料のパターンを取得する。これは、ラベリング工程を実行する機械内に事前構成してもよく(例えば、帯状のグラビアシリンダによって)、又は顧客の識別、媒体のロール又はウェブのタイプ、最終用途(プリンタ設計/タイプを含む)などに基づいてデータベースから取得できる。
【0057】
一例では、311で、ラベリング工程は、パターンを特徴的な画像又はテキストメッセージとして入手し、これによって、サーマルプリンタのスリッター又はカッターによってその後媒体のロールから切り取られる各ラベルにセキュリティが提供される。
【0058】
320で、ラベリング工程はパターンの繰り返し距離を決定する。ここで、繰り返し距離は、機械構成パラメータ、切断されたラベル上のレシートの最大既知サイズに基づく顧客プロファイル、最終用途(プリンタを含む)要件に基づくパラメータなどであってもよい。
【0059】
330で、ラベリング粘着工程は、粘着剤塗布デバイス(例えば、印刷機又は塗布装置)にパターン及び繰り返し距離を提供する。次に、印刷機又は塗布装置は媒体の第1の面に感熱コーティングを塗布し、及び/又は(その後)取得したパターンの粘着材料で媒体の第2の面をコーティングすることができる。印刷機又は塗布装置は、繰り返し距離を用いて媒体のロールの第2の面上の粘着剤パターンを繰り返す。
【0060】
媒体の第2の面上の繰り返し距離を空けた繰り返しパターンは、ロールをその後ライナーレスラベルに印刷し、及び/又はカスタム切断するプリンタ(例えば、サーマルプリンタ)に関連付けられたスリッター又はカッター(若しくはその他の表面)上の粘着材料の堆積を低減し、及び/又は堆積を均等に分散させる際の助けになる。
【0061】
ある実施形態によれば、340で、ラベリング工程300は、印刷機及び/又は塗布装置のための着色剤(例えば、インク、色素、及び/又は染料)を識別してロールの第2の面上のパターンとして現れる粘着材料の部分を選択的に着色してもよい。次いで、この処理を用いて偽造を低減し、ライナーレスラベルのセキュリティを改善し、さらに人間及び/又は機械可読性を向上させることができる。
【0062】
上記説明は、例示的なものであって限定的なものではない。上記説明を吟味することで当業者は多くの別の実施形態を思い付くであろう。したがって、各実施形態の範囲は、添付の特許請求の範囲、及びこれらが権利を有する等価物の全範囲を参照して決定されるべきである。
【0063】
米国特許法施行規則第1.72条第(b)項に準拠する要約書が提供され、読者が技術的開示の性質及び要点を迅速に確認することを可能にしている。要約書は、特許請求の範囲の適用範囲又は意味を限定し又は解釈するためには用いられないという理解の下に提出されている。
【0064】
実施形態の上記説明においては、様々な特徴を1つの実施形態に一括りにすることで開示を合理化している。この開示方法は、本発明の請求されている実施形態が各請求項で明示されているものより多くの特徴を有することを反映していると解釈されるべきではない。そうではなくて、添付の請求項が示すように、発明の主題は、開示されている1つの実施形態のすべての特徴より少ないものの中に存在する。従って添付の特許請求の範囲は本明細書の実施形態の説明に組み込まれ、各請求項は別々の例示的実施形態として自立している。
【特許請求の範囲】
【請求項1】
第1の面と、前記第1の面と反対側の第2の面とを有する基材と、
前記基材の前記第1の面上の感熱コーティングと、
前記基材の前記第2の面上の粘着剤と
を備え、
前記粘着剤が、前記基材の前記第2の面上で可変パターニングされて前記粘着剤と切断機構との間の接触場所を変化させて前記基材の幅を横切って場所が変化する横方向の切断を実行するラベル媒体。
【請求項2】
前記パターニングされた粘着剤が、内部に垂直及び/又は水平に配置された粘着剤がないレーンを含むように構成された、請求項1に記載のラベル媒体。
【請求項3】
前記パターニングされた粘着剤が、前記第2の面を垂直に横切って広がる細長い菱形形状の粘着剤の連続するパターンを含む、請求項1に記載のラベル媒体。
【請求項4】
前記パターニングされた粘着剤が、前記基材の走行軸に沿って斜めを向いた円形の点の列を含む、請求項1に記載のラベル媒体。
【請求項5】
前記粘着剤パターンがランダムである、請求項1に記載のラベル媒体。
【請求項6】
前記パターニングされた粘着剤が、情報を提供するように構成された、請求項1に記載のラベル媒体。
【請求項7】
前記パターニングされた粘着剤が、共に前記粘着剤で構成され、それが表す情報を機械で読取り可能な一連の繰り返しバーコード及び/又はバーコードの反転を含む、請求項1に記載のラベル媒体。
【請求項8】
前記粘着剤バーコードを取り囲む領域が、前記バーコードが表す情報を見分けるために読み出す色を含む、請求項5に記載のラベル媒体。
【請求項9】
前記パターニングされた粘着剤が一連の反復する3つの粘着剤パッチを含み、各パッチが事前定義された角度と事前定義されたピッチとを有し、各繰り返す一連のパッチが前記媒体の走行軸に沿って事前定義された距離だけ離間し、各々のパッチが事前定義された最小幅と事前定義された最大幅とを有する、請求項1に記載のラベル媒体。
【請求項10】
媒体のロールと、
サーマルプリンタと
を備え、
前記媒体のロールが感熱インクを含む前部と、その上にコーティングされた粘着材料の繰り返しパターンを有する後部とを有し、前記サーマルプリンタが前記媒体のロールから離散的なラベルを切り取るカッター刃を有し、前記粘着材料の繰り返しパターンが、前記カッター刃が前記媒体のロールを切断するたびに起こる前記カッター刃と前記粘着材料との間の接触を最小限にするように前記後部上に構成されるラベル製造装置。
【請求項11】
媒体のロールと、
サーマルプリンタと
を備え、
前記媒体のロールが感熱インクを含む前部と、その上にコーティングされた粘着材料の繰り返しパターンを有する後部とを有し、前記サーマルプリンタが前記媒体のロールから離散的なラベルを切り取るカッター刃を有し、前記粘着材料の繰り返しパターンが、前記カッター刃が前記媒体のロールを切断するたびに起こる前記粘着材料と前記カッター刃との間の接触を前記カッター刃の幅にわたって分散させるように前記後部上に構成されるラベル製造装置。
【請求項12】
粘着材料のパターンを取得するステップと、
前記パターンを繰り返す繰り返し距離を決定するステップと、
印刷機又は塗布装置に前記パターン及び前記繰り返し距離を提供するステップであって、前記印刷機又は前記塗布装置が媒体のウェブの第1の面を感熱インクでコーティングし、前記媒体のウェブの第2の面を前記繰り返し距離をはさんで繰り返す前記パターンの粘着材料でコーティングするステップと
を含む方法であって、
少なくとも前記繰り返し距離の一部分の範囲内で、前記パターンが変化して前記媒体のウェブに対する横方向切断の結果として、前記粘着剤の切断機構との接触が切断位置で異なることを特徴とするラベル媒体製造方法。
【請求項13】
前記パターン及び/又は繰り返し距離がランダムである、請求項12に記載のラベル媒体製造方法。
【請求項14】
前記印刷機及び/又は塗布装置が、前記粘着材料の一部を選択的に着色するためのインク、色素及び/又は染料を識別するステップをさらに含む、請求項12に記載のラベル媒体製造方法。
【請求項15】
取得ステップが、視覚的な、及び/又はコード化された情報を提供する特有な画像及び/又はテキストメッセージとしてのパターンを入手するステップをさらに含む、請求項12に記載のラベル媒体製造方法。
【請求項1】
第1の面と、前記第1の面と反対側の第2の面とを有する基材と、
前記基材の前記第1の面上の感熱コーティングと、
前記基材の前記第2の面上の粘着剤と
を備え、
前記粘着剤が、前記基材の前記第2の面上で可変パターニングされて前記粘着剤と切断機構との間の接触場所を変化させて前記基材の幅を横切って場所が変化する横方向の切断を実行するラベル媒体。
【請求項2】
前記パターニングされた粘着剤が、内部に垂直及び/又は水平に配置された粘着剤がないレーンを含むように構成された、請求項1に記載のラベル媒体。
【請求項3】
前記パターニングされた粘着剤が、前記第2の面を垂直に横切って広がる細長い菱形形状の粘着剤の連続するパターンを含む、請求項1に記載のラベル媒体。
【請求項4】
前記パターニングされた粘着剤が、前記基材の走行軸に沿って斜めを向いた円形の点の列を含む、請求項1に記載のラベル媒体。
【請求項5】
前記粘着剤パターンがランダムである、請求項1に記載のラベル媒体。
【請求項6】
前記パターニングされた粘着剤が、情報を提供するように構成された、請求項1に記載のラベル媒体。
【請求項7】
前記パターニングされた粘着剤が、共に前記粘着剤で構成され、それが表す情報を機械で読取り可能な一連の繰り返しバーコード及び/又はバーコードの反転を含む、請求項1に記載のラベル媒体。
【請求項8】
前記粘着剤バーコードを取り囲む領域が、前記バーコードが表す情報を見分けるために読み出す色を含む、請求項5に記載のラベル媒体。
【請求項9】
前記パターニングされた粘着剤が一連の反復する3つの粘着剤パッチを含み、各パッチが事前定義された角度と事前定義されたピッチとを有し、各繰り返す一連のパッチが前記媒体の走行軸に沿って事前定義された距離だけ離間し、各々のパッチが事前定義された最小幅と事前定義された最大幅とを有する、請求項1に記載のラベル媒体。
【請求項10】
媒体のロールと、
サーマルプリンタと
を備え、
前記媒体のロールが感熱インクを含む前部と、その上にコーティングされた粘着材料の繰り返しパターンを有する後部とを有し、前記サーマルプリンタが前記媒体のロールから離散的なラベルを切り取るカッター刃を有し、前記粘着材料の繰り返しパターンが、前記カッター刃が前記媒体のロールを切断するたびに起こる前記カッター刃と前記粘着材料との間の接触を最小限にするように前記後部上に構成されるラベル製造装置。
【請求項11】
媒体のロールと、
サーマルプリンタと
を備え、
前記媒体のロールが感熱インクを含む前部と、その上にコーティングされた粘着材料の繰り返しパターンを有する後部とを有し、前記サーマルプリンタが前記媒体のロールから離散的なラベルを切り取るカッター刃を有し、前記粘着材料の繰り返しパターンが、前記カッター刃が前記媒体のロールを切断するたびに起こる前記粘着材料と前記カッター刃との間の接触を前記カッター刃の幅にわたって分散させるように前記後部上に構成されるラベル製造装置。
【請求項12】
粘着材料のパターンを取得するステップと、
前記パターンを繰り返す繰り返し距離を決定するステップと、
印刷機又は塗布装置に前記パターン及び前記繰り返し距離を提供するステップであって、前記印刷機又は前記塗布装置が媒体のウェブの第1の面を感熱インクでコーティングし、前記媒体のウェブの第2の面を前記繰り返し距離をはさんで繰り返す前記パターンの粘着材料でコーティングするステップと
を含む方法であって、
少なくとも前記繰り返し距離の一部分の範囲内で、前記パターンが変化して前記媒体のウェブに対する横方向切断の結果として、前記粘着剤の切断機構との接触が切断位置で異なることを特徴とするラベル媒体製造方法。
【請求項13】
前記パターン及び/又は繰り返し距離がランダムである、請求項12に記載のラベル媒体製造方法。
【請求項14】
前記印刷機及び/又は塗布装置が、前記粘着材料の一部を選択的に着色するためのインク、色素及び/又は染料を識別するステップをさらに含む、請求項12に記載のラベル媒体製造方法。
【請求項15】
取得ステップが、視覚的な、及び/又はコード化された情報を提供する特有な画像及び/又はテキストメッセージとしてのパターンを入手するステップをさらに含む、請求項12に記載のラベル媒体製造方法。
【図1A】


【図1B】
【図1C】
【図1D】

【図1E】
【図1F】
【図1G】
【図1H】
【図2】
【図3】
【図4】
【図1B】
【図1C】
【図1D】
【図1E】
【図1F】
【図1G】
【図1H】
【図2】
【図3】
【図4】
【公開番号】特開2013−29604(P2013−29604A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−164544(P2011−164544)
【出願日】平成23年7月27日(2011.7.27)
【公序良俗違反の表示】
特許法第64条第2項第4号の規定により図面の一部または全部を不掲載とする。
【出願人】(391007161)エヌ・シー・アール・コーポレイション (85)
【氏名又は名称原語表記】NCR CORPORATION
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−164544(P2011−164544)
【出願日】平成23年7月27日(2011.7.27)
【公序良俗違反の表示】
特許法第64条第2項第4号の規定により図面の一部または全部を不掲載とする。
【出願人】(391007161)エヌ・シー・アール・コーポレイション (85)
【氏名又は名称原語表記】NCR CORPORATION
【Fターム(参考)】
[ Back to top ]