
レーザ切断方法
【課題】板厚のあるアルミニウム材をレーザビームにより切断するに際して、レーザパワーを上昇させることなく、アルミニウム材の表面近傍のみならず板厚方向の奥側においても、切断面粗さを向上させることが可能なレーザ切断方法を提供する。
【解決手段】ワークWの切断部Wbに向けてレーザビームLBを照射し且つ切断部Wbに向けて窒素ガスGを噴射する同軸ノズル1を用いて、ワークWを切断するに際して、同軸ノズル1の溶接進行方向の後ろ側に、窒素ガスGを噴射する補助ガスノズル2を配置し、同軸ノズル1からレーザビームLBを照射させると共に窒素ガスGを噴出させつつ、補助ガスノズル2からワークWの切断部Wbにおける板厚方向中央に向けて窒素ガスGを噴出させる。
【解決手段】ワークWの切断部Wbに向けてレーザビームLBを照射し且つ切断部Wbに向けて窒素ガスGを噴射する同軸ノズル1を用いて、ワークWを切断するに際して、同軸ノズル1の溶接進行方向の後ろ側に、窒素ガスGを噴射する補助ガスノズル2を配置し、同軸ノズル1からレーザビームLBを照射させると共に窒素ガスGを噴出させつつ、補助ガスノズル2からワークWの切断部Wbにおける板厚方向中央に向けて窒素ガスGを噴出させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、板厚のあるアルミニウム材をレーザビームにより切断する際に用いられるレーザ切断方法に関するものである。
【背景技術】
【0002】
板厚のある金属材をレーザにより切断するに際しては、レーザが照射される金属材の表面近傍では十分な切断エネルギが確保されるものの、表面から板厚方向の奥側では、レーザエネルギが不足気味となることが多い。
【0003】
従来において、例えば、板厚のある軟鋼材をレーザにより切断する場合には、特許文献1に開示されているように、軟鋼材の切断部に向けてレーザビームを照射し且つ高純度酸素を噴射するようにした同軸ノズルを用いるレーザ切断方法や、溶接進行方向の後ろ側から軟鋼材の切断部近傍に向けて高純度酸素を噴射する補助ノズルを上記同軸ノズルとともに用いるレーザ切断方法が採用されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11-010382号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記したレーザ切断方法は、鉄と酸素の燃焼反応によりレーザエネルギの不足を補うことができるので、板厚のある軟鋼材の切断には有効な手段であるが、切断面が酸化してしまうアルミニウム材の切断には適さない。
【0006】
したがって、従来において、板厚のあるアルミニウム材をレーザビームにより切断する際には、アルミニウム材の切断部に向けてレーザビームを照射し且つ切断部近傍に向けて窒素ガスを噴射するようにした同軸ノズルを用いて行わざるを得ず、この場合には、アルミニウム材の板厚方向の奥側において、レーザエネルギの不足による切断面粗さの悪化を招いてしまうという問題を有しており、この問題を解決することが従来の課題となっていた。
【0007】
本発明は、上記した従来の課題に着目してなされたもので、板厚のあるアルミニウム材をレーザビームにより切断するに際して、レーザパワーを上昇させることなく、アルミニウム材の表面近傍のみならず板厚方向の奥側においても、切断面粗さを向上させることが可能であるレーザ切断方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明に係る発明は、板厚のあるアルミニウム材をレーザビームにより切断するレーザ切断方法であって、前記アルミニウム材の切断部に向けてレーザビームを照射し且つ該切断部に向けて不活性ガスを噴射する同軸ノズルを用いて、前記アルミニウム材を切断するに際して、前記同軸ノズルの溶接進行方向の後ろ側に、不活性ガスを噴射する補助ガスノズルを配置し、前記同軸ノズルからレーザビームを照射させると共に不活性ガスを噴出させつつ、該補助ガスノズルから前記アルミニウム材の切断部における板厚方向中央に向けて不活性ガスを噴出させる構成としたことを特徴としており、この構成のレーザ切断方法を前述した従来の課題を解決するための手段としている。
【0009】
本発明に係るレーザ切断方法において、アルミニウム材の切断部近傍に向けて吹き付ける不活性ガスには、アルゴンやヘリウムや窒素を用いることができ、レーザビームを発するレーザ発振器には、CO2レーザ発振器やYAGレーザ発振器を用いることができる。
【0010】
また、本発明に係るレーザ切断方法において、補助ガスノズルの傾斜角度やアルミニウム材表面までの距離は、切断するアルミニウム材の板厚に応じて適宜決定され、補助ガスノズルから噴射する不活性ガスの流速及び流量も、アルミニウム材の板厚に応じて適宜決定される。
【0011】
本発明に係るレーザ切断方法により、板厚のあるアルミニウム材を切断する場合には、まず、アルミニウム材の表面から所定の距離だけ離れた部位に位置させた同軸ノズルから、レーザビームを照射すると共に不活性ガスを噴出させつつ、同軸ノズルを切断方向に移動させる。
【0012】
これと同時に、同軸ノズルの溶接進行方向の後ろ側に配置した補助ガスノズルから、アルミニウム材の切断部における板厚方向中央に向けて不活性ガスを噴出させると、この不活性ガス流によって、アルミニウム材の切断部に滞りがちになる溶融したアルミニウムが吹き飛ばされることとなる。
【0013】
つまり、アルミニウム材の板厚方向の奥側にレーザビームが届くようになるので、アルミニウム材の板厚方向の奥側においても十分な切断エネルギが確保され、その結果、切断面粗さが向上することとなる。
【発明の効果】
【0014】
本発明に係るレーザ切断方法では、上記した構成としているので、板厚のあるアルミニウム材をレーザビームにより切断するに際して、レーザパワーを上昇させることなく、アルミニウム材の表面近傍だけでなく、アルミニウム材の板厚方向の奥側においても、切断面粗さを向上させることが可能になるという非常に優れた効果がもたらされる。
【図面の簡単な説明】
【0015】
【図1】本発明に係るレーザ切断方法の一実施例を示す切断要領説明図である。
【図2】本発明に係るレーザ切断方法によってアルミニウム材を切断した際の板厚方向各部と面粗さとの関係を示すグラフである。
【発明を実施するための形態】
【0016】
以下、本発明を図面に基づいて説明する。
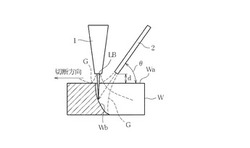
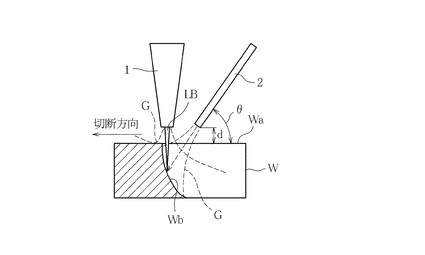
図1は、本発明の一実施例に係るレーザ切断方法によりアルミニウム材を切断している状況を示している。
【0017】
図1に示すように、このレーザ切断方法では、レーザビームLBを照射し且つ窒素ガス(不活性ガス)Gを噴射する同軸ノズル1を用いると共に、同じく窒素ガスGを噴射する補助ガスノズル2を用いる。この補助ガスノズル2は、同軸ノズル1の溶接進行方向の後ろ側(図1右側)に配置され、補助ガスノズル2のノズル径は、同軸ノズル1の図示しないガス噴出口とほぼ同じである。
【0018】
この場合、補助ガスノズル2がアルミニウム材であるワークWの表面Waと成す角度(傾斜角度)θや、ワークWの表面Waまでの距離dは、切断するワークWの板厚に応じて適宜決定され、補助ガスノズル2から噴射する窒素ガスGの流速及び流量も、ワークWの板厚に応じて適宜決定される。
【0019】
そこで、この実施例に係るレーザ切断方法によって、アルミニウム材であるワークWを切断するに際しては、まず、ワークWの表面Waから所定の距離dだけ離れた部位に同軸ノズル1をセットするのに続いて、この同軸ノズル1からレーザビームLBを照射すると共に窒素ガスGを噴出させつつ、同軸ノズル1を切断方向に移動させる。
【0020】
これと同時に、同軸ノズル1の溶接進行方向の後ろ側に配置した補助ガスノズル2から、ワークWの切断部Wbにおける板厚方向中央に向けて窒素ガスGを噴出させると、この窒素ガスGの流れによって、ワークWの切断部Wbに滞りがちになる溶融したアルミニウムが吹き飛ばされることとなる。
【0021】
したがって、ワークWの板厚方向の奥側にレーザビームLBが届くようになって、ワークWの板厚方向の奥側においても十分な切断エネルギが確保されることとなり、その結果、切断面粗さが向上することとなる。
【0022】
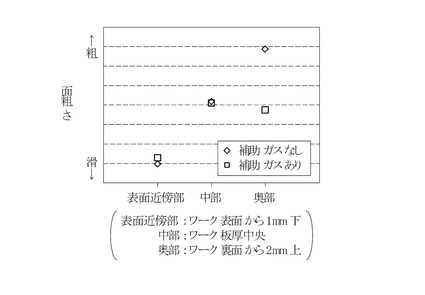
この実施例に係るレーザ切断方法によって切断したワークWの切断面について、板厚方向各部における面粗さをそれぞれ測定した。比較のため、補助ガスノズル2から窒素ガスGを噴出させずに切断したワークWの切断面についても、板厚方向各部における面粗さをそれぞれ測定した。測定結果を図2に示す。
【0023】
図2に示すように、補助ガスノズル2から窒素ガスGを噴出させずにワークWを切断した場合には、ワークWの表面近傍部及び中部では滑らかな面が得られているが、板厚方向奥部では面粗さが悪化していることが判る。
【0024】
これに対して、この実施例に係るレーザ切断方法によってワークWを切断した場合には、ワークWの表面近傍部及び中部において滑らかな面が得られているうえ、板厚方向奥部においても滑らかな面が得られていることが判る。
【0025】
これにより、この実施例に係るレーザ切断方法では、レーザパワーを上昇させなくても、アルミニウム材であるワークWの表面近傍だけでなく、板厚方向奥部における切断面粗さの向上を実現できることが立証できた。
【0026】
本発明に係るレーザ切断方法の構成は、上記した実施例の構成に限定されるものではない。
【符号の説明】
【0027】
1 同軸ノズル
2 補助ガスノズル
G 窒素ガス(不活性ガス)
LB レーザビーム
W ワーク(アルミニウム材)
Wa ワーク表面
Wb ワークの溶接部
【技術分野】
【0001】
本発明は、板厚のあるアルミニウム材をレーザビームにより切断する際に用いられるレーザ切断方法に関するものである。
【背景技術】
【0002】
板厚のある金属材をレーザにより切断するに際しては、レーザが照射される金属材の表面近傍では十分な切断エネルギが確保されるものの、表面から板厚方向の奥側では、レーザエネルギが不足気味となることが多い。
【0003】
従来において、例えば、板厚のある軟鋼材をレーザにより切断する場合には、特許文献1に開示されているように、軟鋼材の切断部に向けてレーザビームを照射し且つ高純度酸素を噴射するようにした同軸ノズルを用いるレーザ切断方法や、溶接進行方向の後ろ側から軟鋼材の切断部近傍に向けて高純度酸素を噴射する補助ノズルを上記同軸ノズルとともに用いるレーザ切断方法が採用されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11-010382号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記したレーザ切断方法は、鉄と酸素の燃焼反応によりレーザエネルギの不足を補うことができるので、板厚のある軟鋼材の切断には有効な手段であるが、切断面が酸化してしまうアルミニウム材の切断には適さない。
【0006】
したがって、従来において、板厚のあるアルミニウム材をレーザビームにより切断する際には、アルミニウム材の切断部に向けてレーザビームを照射し且つ切断部近傍に向けて窒素ガスを噴射するようにした同軸ノズルを用いて行わざるを得ず、この場合には、アルミニウム材の板厚方向の奥側において、レーザエネルギの不足による切断面粗さの悪化を招いてしまうという問題を有しており、この問題を解決することが従来の課題となっていた。
【0007】
本発明は、上記した従来の課題に着目してなされたもので、板厚のあるアルミニウム材をレーザビームにより切断するに際して、レーザパワーを上昇させることなく、アルミニウム材の表面近傍のみならず板厚方向の奥側においても、切断面粗さを向上させることが可能であるレーザ切断方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明に係る発明は、板厚のあるアルミニウム材をレーザビームにより切断するレーザ切断方法であって、前記アルミニウム材の切断部に向けてレーザビームを照射し且つ該切断部に向けて不活性ガスを噴射する同軸ノズルを用いて、前記アルミニウム材を切断するに際して、前記同軸ノズルの溶接進行方向の後ろ側に、不活性ガスを噴射する補助ガスノズルを配置し、前記同軸ノズルからレーザビームを照射させると共に不活性ガスを噴出させつつ、該補助ガスノズルから前記アルミニウム材の切断部における板厚方向中央に向けて不活性ガスを噴出させる構成としたことを特徴としており、この構成のレーザ切断方法を前述した従来の課題を解決するための手段としている。
【0009】
本発明に係るレーザ切断方法において、アルミニウム材の切断部近傍に向けて吹き付ける不活性ガスには、アルゴンやヘリウムや窒素を用いることができ、レーザビームを発するレーザ発振器には、CO2レーザ発振器やYAGレーザ発振器を用いることができる。
【0010】
また、本発明に係るレーザ切断方法において、補助ガスノズルの傾斜角度やアルミニウム材表面までの距離は、切断するアルミニウム材の板厚に応じて適宜決定され、補助ガスノズルから噴射する不活性ガスの流速及び流量も、アルミニウム材の板厚に応じて適宜決定される。
【0011】
本発明に係るレーザ切断方法により、板厚のあるアルミニウム材を切断する場合には、まず、アルミニウム材の表面から所定の距離だけ離れた部位に位置させた同軸ノズルから、レーザビームを照射すると共に不活性ガスを噴出させつつ、同軸ノズルを切断方向に移動させる。
【0012】
これと同時に、同軸ノズルの溶接進行方向の後ろ側に配置した補助ガスノズルから、アルミニウム材の切断部における板厚方向中央に向けて不活性ガスを噴出させると、この不活性ガス流によって、アルミニウム材の切断部に滞りがちになる溶融したアルミニウムが吹き飛ばされることとなる。
【0013】
つまり、アルミニウム材の板厚方向の奥側にレーザビームが届くようになるので、アルミニウム材の板厚方向の奥側においても十分な切断エネルギが確保され、その結果、切断面粗さが向上することとなる。
【発明の効果】
【0014】
本発明に係るレーザ切断方法では、上記した構成としているので、板厚のあるアルミニウム材をレーザビームにより切断するに際して、レーザパワーを上昇させることなく、アルミニウム材の表面近傍だけでなく、アルミニウム材の板厚方向の奥側においても、切断面粗さを向上させることが可能になるという非常に優れた効果がもたらされる。
【図面の簡単な説明】
【0015】
【図1】本発明に係るレーザ切断方法の一実施例を示す切断要領説明図である。
【図2】本発明に係るレーザ切断方法によってアルミニウム材を切断した際の板厚方向各部と面粗さとの関係を示すグラフである。
【発明を実施するための形態】
【0016】
以下、本発明を図面に基づいて説明する。
図1は、本発明の一実施例に係るレーザ切断方法によりアルミニウム材を切断している状況を示している。
【0017】
図1に示すように、このレーザ切断方法では、レーザビームLBを照射し且つ窒素ガス(不活性ガス)Gを噴射する同軸ノズル1を用いると共に、同じく窒素ガスGを噴射する補助ガスノズル2を用いる。この補助ガスノズル2は、同軸ノズル1の溶接進行方向の後ろ側(図1右側)に配置され、補助ガスノズル2のノズル径は、同軸ノズル1の図示しないガス噴出口とほぼ同じである。
【0018】
この場合、補助ガスノズル2がアルミニウム材であるワークWの表面Waと成す角度(傾斜角度)θや、ワークWの表面Waまでの距離dは、切断するワークWの板厚に応じて適宜決定され、補助ガスノズル2から噴射する窒素ガスGの流速及び流量も、ワークWの板厚に応じて適宜決定される。
【0019】
そこで、この実施例に係るレーザ切断方法によって、アルミニウム材であるワークWを切断するに際しては、まず、ワークWの表面Waから所定の距離dだけ離れた部位に同軸ノズル1をセットするのに続いて、この同軸ノズル1からレーザビームLBを照射すると共に窒素ガスGを噴出させつつ、同軸ノズル1を切断方向に移動させる。
【0020】
これと同時に、同軸ノズル1の溶接進行方向の後ろ側に配置した補助ガスノズル2から、ワークWの切断部Wbにおける板厚方向中央に向けて窒素ガスGを噴出させると、この窒素ガスGの流れによって、ワークWの切断部Wbに滞りがちになる溶融したアルミニウムが吹き飛ばされることとなる。
【0021】
したがって、ワークWの板厚方向の奥側にレーザビームLBが届くようになって、ワークWの板厚方向の奥側においても十分な切断エネルギが確保されることとなり、その結果、切断面粗さが向上することとなる。
【0022】
この実施例に係るレーザ切断方法によって切断したワークWの切断面について、板厚方向各部における面粗さをそれぞれ測定した。比較のため、補助ガスノズル2から窒素ガスGを噴出させずに切断したワークWの切断面についても、板厚方向各部における面粗さをそれぞれ測定した。測定結果を図2に示す。
【0023】
図2に示すように、補助ガスノズル2から窒素ガスGを噴出させずにワークWを切断した場合には、ワークWの表面近傍部及び中部では滑らかな面が得られているが、板厚方向奥部では面粗さが悪化していることが判る。
【0024】
これに対して、この実施例に係るレーザ切断方法によってワークWを切断した場合には、ワークWの表面近傍部及び中部において滑らかな面が得られているうえ、板厚方向奥部においても滑らかな面が得られていることが判る。
【0025】
これにより、この実施例に係るレーザ切断方法では、レーザパワーを上昇させなくても、アルミニウム材であるワークWの表面近傍だけでなく、板厚方向奥部における切断面粗さの向上を実現できることが立証できた。
【0026】
本発明に係るレーザ切断方法の構成は、上記した実施例の構成に限定されるものではない。
【符号の説明】
【0027】
1 同軸ノズル
2 補助ガスノズル
G 窒素ガス(不活性ガス)
LB レーザビーム
W ワーク(アルミニウム材)
Wa ワーク表面
Wb ワークの溶接部
【特許請求の範囲】
【請求項1】
板厚のあるアルミニウム材をレーザビームにより切断するレーザ切断方法であって、
前記アルミニウム材の切断部に向けてレーザビームを照射し且つ該切断部に向けて不活性ガスを噴射する同軸ノズルを用いて、前記アルミニウム材を切断するに際して、
前記同軸ノズルの溶接進行方向の後ろ側に、不活性ガスを噴射する補助ガスノズルを配置し、
前記同軸ノズルからレーザビームを照射させると共に不活性ガスを噴出させつつ、前記補助ガスノズルから前記アルミニウム材の切断部における板厚方向中央に向けて不活性ガスを噴出させる
ことを特徴とするレーザ切断方法。
【請求項1】
板厚のあるアルミニウム材をレーザビームにより切断するレーザ切断方法であって、
前記アルミニウム材の切断部に向けてレーザビームを照射し且つ該切断部に向けて不活性ガスを噴射する同軸ノズルを用いて、前記アルミニウム材を切断するに際して、
前記同軸ノズルの溶接進行方向の後ろ側に、不活性ガスを噴射する補助ガスノズルを配置し、
前記同軸ノズルからレーザビームを照射させると共に不活性ガスを噴出させつつ、前記補助ガスノズルから前記アルミニウム材の切断部における板厚方向中央に向けて不活性ガスを噴出させる
ことを特徴とするレーザ切断方法。
【図1】


【図2】
【図2】
【公開番号】特開2012−35313(P2012−35313A)
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願番号】特願2010−179417(P2010−179417)
【出願日】平成22年8月10日(2010.8.10)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願日】平成22年8月10日(2010.8.10)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]