
ローラの製造方法、ローラ及び画像形成装置
【課題】印字濃度が向上し、縦すじの発生のない高品質の画像を形成することのできるローラの製造方法及びその方法により製造されるローラを提供すること。
【解決手段】軸体の外周面に弾性層を形成し、前記弾性層の表面を、平均粒子径が7〜100μmである研摩粒子を有する研摩フィルムで、研摩することを特徴とするローラの製造方法、前記製造方法により製造されたローラであって、研磨フィルムで研磨された後の弾性層の表面粗さRzが6〜13μmであることを特徴とするローラ、及び前記ローラを備えた画像形成装置。
【解決手段】軸体の外周面に弾性層を形成し、前記弾性層の表面を、平均粒子径が7〜100μmである研摩粒子を有する研摩フィルムで、研摩することを特徴とするローラの製造方法、前記製造方法により製造されたローラであって、研磨フィルムで研磨された後の弾性層の表面粗さRzが6〜13μmであることを特徴とするローラ、及び前記ローラを備えた画像形成装置。
【発明の詳細な説明】
【技術分野】
【0001】
この発明はローラの製造方法、ローラ及び画像形成装置に関し、更に詳しくは、このローラを例えば画像形成装置に適用すると印字濃度を向上させ、鮮明な画像を形成することのできるローラの製造方法、ローラ及び画像形成装置に関する。
【背景技術】
【0002】
レーザープリンター、複写機、ビデオプリンター、ファクシミリ、これらの複合機等には、電子写真方式を利用した各種の画像形成装置が採用されている。電子写真方式を利用した画像形成装置は、軸体とその外周面に形成された弾性層とを有する、例えば、クリーニングローラ、帯電ローラ、現像ローラ、転写ローラ、加圧ローラ、紙送り搬送ローラ、定着ローラ等の各種ローラを備えている。
【0003】
従来、「低硬度で良好な密着性を有し、濃度むらや地かぶり等のない高品位の画像が得られる現像ローラ」を提供することを目的として、「良導電性シャフト等の外周に導電性を有する弾性層を形成してなる導電性ローラにおいて、上記弾性層表面は、長手方向が上記導電性ローラの回転方向にほぼ沿う微小な凹溝を形成してなることを特徴とする導電性ローラ」が提案されている(特許文献1、段落番号0007、特許請求の範囲参照)。
【0004】
この特許文献1に記載の弾性ローラはその弾性層表面を研摩することにより前記弾性層表面に凹溝が形成される。その研摩につき、「弾性層の研磨方法は、特に制限されないが、一般には湿式法又は乾式法等があり、例えば、湿式法による研磨方法は、砥石と弾性層の間に水やオイル等の潤滑剤を吹きつけながらを研磨する方法が採用できるが、感光ドラムへの汚染の問題から潤滑剤としては水が好ましい。なお、乾式法による研磨方法を採用する場合には、研削速度や砥石の種類等を十分に考慮すれば良いが、作業性の点から湿式法が好ましく用いられる」と、特許文献1に開示されている。
【0005】
この特許文献1によると、乾式研磨よりも湿式研磨の方が好ましいとされているのであるが、湿式研磨では水やオイル等の潤滑剤の使用により廃液等が生じるという問題点がある。なお、この特許文献1には乾式研磨による実施例が記載されていないので、乾式研磨によりどのような導電性ローラが得られるか不明である。
【0006】
特許文献2には、「最外層に弾性ゴム層を有する導電性弾性ロールであって、上記弾性ゴム層の表面に、多数の微小亀裂が形成され、各微小亀裂の長さが0.1〜120μm、各微小亀裂の深さが0.1〜25μm、上記弾性ゴム層の表面での隣り合う微小亀裂間の距離が0.3〜60μmであることを特徴とする導電性弾性ロール」が提案されている(特許文献2の請求項1参照)。この導電性弾性ロールは「フィルミングの発生を抑えることのできる導電性弾性ロールを提供する」ことが目的である(特許文献2の段落番号0008参照)。
【0007】
この特許文献2では、前記弾性ゴム層の表面に微小亀裂を形成する方法として次の方法が開示される。すなわち、「まず、微小亀裂が形成されるべき上記現像ロール1を駆動ローラー11および送りローラー12と平行になるように、これらローラー11,12上に載置する。ついで、軸体10bにおもり14を取り付けたカットローラー10を現像ロール1上に当接する。上記両おもり14は、現像ロール1に荷重をかけるためのものである。つぎに、上記モーターに電流を流し、駆動ローラー11および送りローラー12を回転させる。駆動ローラー11の回転により、現像ロール1およびカットローラー10が回転するとともに、送りローラー12の回転により、現像ロール1がB方向(図3では、右方向)に移動する。こののち、現像ロール1がカットローラー10下を抜け出ると、カットローラー10のカット歯13により現像ロール1の表層4bの表面に多数の微小亀裂が形成されている。」(特許文献2の段落番号0019参照)。
【0008】
この特許文献2における微小亀裂形成方法においては、カットローラー10におもり14を付設しなければならないので装置構成が複雑である。
【0009】
特許文献3には、「一周方向に傾いた小さなケバ立ち状の凹凸を有すると共に、かかる凹凸の高さが、0.1〜30μmであり、周方向に沿った凸部間の平均間隔が1〜200μmであり、さらに該凹凸によりローラ表面に軸方向に沿った波すじが形成され、これにより、該ローラ表面の周方向に沿ったJIS10点平均粗さRzが5〜20μm、軸方向に沿ったJIS10点平均粗さRzが15μmで、かつ周方向に沿った平均粗さRzが軸方向に沿った平均粗さRzよりも大きく」形成された弾性ローラが提案されている(特許文献3の請求項1参照)。
【0010】
特許文献3には、前記特定のケバ立ち状の凹凸を形成する方法につき、「本発明の現像方法では、上記導電層3の表面に微小なケバ立ち状の凹凸10を形成するが、この凹凸は導電層3の表面を研磨することにより容易に形成することができる、この場合一般には湿式法又は乾式法等の研磨方法があるが、本発明では特に、乾式法が好適に用いられる。具体的には、図3に示したように、現像ローラ1を100rpm程度で回転させると共に、この現像ローラ1の導電層3表面に砥石11を接触させ、該砥石11を逆方向に1500rpm程度の速度で回転させながら現像ローラ1の一端側から他端側へ移動させることより研磨を行ない、凹凸を形成することができる。この場合、より幅の広い砥石により移動することなく一括に現像ローラ1の全表面を研磨することも可能である。このように研磨することにより得られた凹凸は、砥石11の回転方向、即ち現像ローラ1の一周方向に傾いたケバ立ち状のものとなる。なお、砥石と導電層との間に水やオイル等の潤滑剤を吹き付けながら研磨する湿式法による研磨方法を用いることも可能であり、更に研磨以外の方法、例えばモールドの内面に予め微小な凹凸を形成しておき、ここに導電層形成材料を注入して現像ローラを形成する方法(射出成形法等)等を用いることもできる。この導電層3表面の凹凸は、特に制限されるものではないが、凹凸の高さが0.1〜30μmで、ローラの周方向に沿った凸部間の平均間隔が1〜200μmであることが好ましい。」との開示がある(特許文献3の段落番号0020参照)。
【0011】
特許文献3に記載の研磨方法により表面をケバ立てた弾性ローラを備えた装置によると、「濃度むら、地かぶり、文字細り等のない高品位の画像を形成することができる」(特許文献3の段落番号0024参照)としていて「印字濃度が良く、縦すじがなく、耐フィルミング性が向上された画像形成」についての記載がない。
【0012】
特許文献4には、「凹凸の表面粗さがRa/Rz<0.15且つ2μm<Rz<11μm」であるゴム状ローラが開示されている(特許文献4の請求項1参照)。このゴム状ローラは、「静電潜像を顕像化する非磁性一成分トナーによる現像を行う現像方法」に使用されるトナー担持体すなわち現像ローラである。
【0013】
このゴム状ローラにおける凹凸は次のようにして形成されると、特許文献4は開示している。「上記のように現像ローラ13の表面に凹凸を持たせるためには、研磨機による表面研磨加工が行われる。研磨機には、例えば通常研磨機としては宮本製作所製CG50型円筒研削盤があり、フィルム研磨機としては松田精機製SP100型のフィルム研磨機がある」(特許文献4の段落番号0045)。「現像ローラに十分なトナー搬送性を付与するためには、現像ローラの表面の粗さの物性パラメータがRzだけ、あるいはRaだけでは不適切であり、RzとRaの関係を関連づけるためには、同方向の粗さを増大させる必要がある。これには、通常の研磨機では無理があると思われ、フィルム研磨機によるフィニッシャー工程が必要であると考えられた。尚、フィルム研磨機は、砥粒を塗布したロールフィルムを巻き取りながら研磨する研磨機である」(特許文献4の段落番号0046)。
【0014】
特許文献4に開示されたフィニッシャー工程は本願発明の方法に関連する技術を開示する。しかしながら、この特許文献4には、フィニッシャー工程を実現する研磨機として宮本製作所製CG50型円筒研削盤及び松田精機製SP100型のフィルム研磨機が、開示されているのであって、どのような研磨手段であるのかの具体的開示がない。また、この宮本製作所製CG50型円筒研削盤及び松田精機製SP100型のフィルム研磨機を使用してフィニッシャー工程を行うと、得られる現像ローラはカブリのない画像を形成することができると、特許文献4では主張されている。この特許文献4では画像濃度の向上、画像の縦すじ発生防止についての記載はない。また、この特許文献4では、凹凸の表面粗さがRa/Rz<0.15且つ2μm<Rz<11μmである場合にカブリ防止性に優れた現像方法に適したゴム状ローラが得られると主張されているだけである。
【0015】
ところで、画像形成装置により形成される画像につき、様々の観点からの品質向上が要請されている。上記各特許文献においては、画像形成装置により形成される画像の品質として印字濃度の向上した画像、縦すじの発生のない画像、及び現像剤のフィルミングの生じ難い効果を得ることのできるローラ及びこれを具備した画像形成装置についての技術は開示されていない。
【0016】
【特許文献1】特開平8−44149号公報
【特許文献2】特許第3724180号公報
【特許文献3】特許第2959445号公報
【特許文献4】特開2006−85079号公報
【発明の開示】
【発明が解決しようとする課題】
【0017】
この発明は、印字濃度が向上し、縦すじの発生がなく、フィルミングが生じ難い効果がある高品質の画像を形成することのできるローラの製造方法、その方法により製造されるローラ及びそのローラを組み込んだ画像形成装置を提供することを目的とする。
【課題を解決するための手段】
【0018】
前記課題を解決するための手段として、
請求項1は、軸体の外周面に弾性層を形成し、前記弾性層の表面を、平均粒子径が7〜100μmである研摩粒子を有する研摩フィルムで、研摩することを特徴とするローラの製造方法であり、
請求項2は、前記研摩粒子が炭化珪素及び/又はアルミナである前記請求項1に記載のローラの製造方法であり、
請求項3は、前記研摩により、前記弾性層表面に表面粗さRzが4〜15μmとなるしわが形成されることを特徴とする前記請求項1又は2に記載のローラの製造方法であり、
請求項4は、前記請求項1〜3のいずれか1項に記載のローラの製造方法により製造されたローラであって、研摩フィルムで研摩された後の弾性層の表面にしわが形成されて成ることを特徴とするローラであり、
請求項5は、前記請求項4に記載のローラ外周面に、コート層を有することを特徴とするローラであり、
請求項6は、前記請求項4又は5に記載のローラを備えた画像形成装置である。
【発明の効果】
【0019】
この発明に係るローラの製造方法によると、特定の研摩フィルムで弾性層の表面を研摩するので、弾性層の表面にしわが形成されたローラを製造することができる。弾性層の表面にしわを有するローラを備えた画像形成装置により記録体に印字すると、記録体における印字濃度を向上させることができ、また、縦すじの発生のない画像を形成することができ、さらに、耐フィルミング性が向上する効果がある。
【発明を実施するための最良の形態】
【0020】
この発明に係るローラの製造方法によって製造される一例としてのローラ1は、例えば、図1に示されるように、軸体2と軸体2の外周面に形成された弾性層3とを備え、所望により、図2に示されるように、さらに、弾性層3の外周面にコート層4を備え、図3に示される画像形成装置等に配設される。
【0021】
この発明に係るローラの製造方法においては、まず、軸体2を準備する。軸体2は、例えば、鉄、アルミニウム、ステンレス鋼、真鍮若しくはこれらの合金等の金属、熱可塑性樹脂若しくは熱硬化性樹脂等の樹脂、及び前記樹脂等に導電性付与剤としてカーボンブラック又は金属粉体等を配合した導電性樹脂等の材料を用いて、公知の方法により所望の形状に調製される。軸体2に導電性が要求される場合には、前記金属及び前記導電性樹脂の他に、前記樹脂等で形成した絶縁性芯体の表面に定法によりメッキを施して軸体2を形成することができる。前記材料の中でも、容易に導電性を付与することができる点で、金属であるのが好ましく、アルミニウム又はステンレス鋼であるのが特に好ましい。
【0022】
軸体2は、所望により、その外周面にプライマーが塗布されてもよい。プライマーは、所望により溶剤等に溶解され、定法、例えば、ディップ法、スプレー法等に従って、軸体2の外周面に塗布される。プライマーとしては、特に制限はないが、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂及びこれらの混合物等が挙げられる。所望により、前記樹脂を硬化及び/又は架橋する架橋剤を用いることができ、このような架橋剤としては、例えば、イソシアネート化合物、メラミン化合物、エポキシ化合物、過酸化物、フェノール化合物、ハイドロジェンシロキサン化合物等が挙げられる。プライマー層は、例えば、0.1〜10μmの厚さに形成される。
【0023】
次いで、この発明に係るローラの製造方法においては、このようにして形成された軸体2の外周面に、後述するゴム組成物を硬化して、弾性層3を形成する。
【0024】
弾性層3を形成するゴム組成物は、ゴムと、所望により導電性付与剤、シリカ系充填材、各種添加剤とを含有する。
【0025】
前記ゴムは、特に限定されず、例えば、シリコーン若しくはシリコーン変性ゴム、ニトリルゴム、エチレンプロピレンゴム(エチレンプロピレンジエンゴムを含む。)、スチレンブタジエンゴム、ブタジエンゴム、イソプレンゴム、天然ゴム、アクリルゴム、クロロプレンゴム、ブチルゴム、エピクロルヒドリンゴム、ウレタンゴム、フッ素ゴム等のゴムが挙げられるが、シリコーン若しくはシリコーン変性ゴムが、耐熱性及び帯電特性等に優れる点で、好ましい。これらのゴムは、液状型であっても、ミラブル型であってもよく、弾性層3の成形方法、弾性層3に要求される特性等に応じて、適宜選択することができる。好ましく使用されるゴムとして、ミラブル型シリコーンゴムが挙げられる。
【0026】
前記ミラブル型シリコーンゴムは、下記平均組成式(1)で示されるオルガノポリシロキサンを含有する。
RnSiO(4−n)/2 (1)
ここで、Rは、同一又は異なっていてもよい、置換又は非置換の1価炭化水素基、好ましくは炭素原子数1〜12、より好ましくは炭素原子数1〜8の1価炭化水素基であり、nは1.95〜2.05の正数である。
【0027】
前記Rは、例えば、メチル基、エチル基、プロピル基、ブチル基、ヘキシル基及びドデシル基等のアルキル基、シクロヘキシル基等のシクロアルキル基、ビニル基、アリル基、ブテニル基及びヘキセニル基等のアルケニル基、フェニル基及びトリル基等のアリール基、β−フェニルプロピル基等のアラルキル基、並びに、これらの基の炭素原子に結合した水素原子の一部又は全部をハロゲン原子又はシアノ基等で置換したクロロメチル基、トリフルオロプロピル基及びシアノエチル基等が挙げられる。
【0028】
前記(A)オルガノポリシロキサンは、分子鎖末端がトリメチルシリル基、ジメチルビニル基、ジメチルヒドロキシシリル基、トリビニルシリル基等で封鎖されていることが好ましい。このオルガノポリシロキサンは分子中に少なくとも2個の前記アルケニル基を有することが好ましく、具体的には、Rのうち0.001〜5モル%、特に0.01〜0.5モル%のアルケニル基を有することが好ましく、特にビニル基を有することが好ましい。特に、後述する硬化剤として白金系触媒とオルガノハイドロジェンポリシロキサンとを組み合わせて使用する場合には、このようなアルケニル基を有するオルガノポリシロキサンが通常使用される。
【0029】
また、このオルガノポリシロキサンは、通常選択されたオルガノハロシランの1種若しくは2種以上を共加水分解縮合することによって、又は、シロキサンの3量体若しくは4量体等の環状ポリシロキサンをアルカリ性又は酸性の触媒を用いて開環重合することによって得ることができる。このオルガノポリシロキサンは基本的には直鎖状のジオルガノポリシロキサンであるが、一部分岐していてもよい。また、分子構造の異なる2種又はそれ以上の混合物であってもよい。このオルガノポリシロキサンは、通常、25℃におけるその粘度が100cSt以上であり、好ましくは100,000〜10,000,000cStである。また、このオルガノポリシロキサンは、通常、その重合度は100以上であり、好ましくは3,000以上であり、その上限は、好ましくは100,000であり、さらに10,000が好ましい。
【0030】
前記導電性付与剤は、導電性を有していれば特に限定されず、例えば、導電性粉末、イオン導電性物質等が挙げられる。導電性粉末としては、より具体的には、例えば、ケッチェンブラック、アセチレンブラック等の導電性カーボンの他に、SAF、ISAF、HAF、FEF、GPF、SRF、FT、MT等のゴム用カーボン類、また、酸化チタン、酸化亜鉛、ニッケル、銅、銀、ゲルマニウム等の金属、さらには、金属酸化物、ポリアニリン、ポリピロール、ポリアセチレン等の導電性ポリマー等が挙げられ、イオン導電性物質としては、より具体的には、例えば、過塩素酸ナトリウム、過塩素酸リチウム、過塩素酸カルシウム、塩化リチウム等の無機イオン性導電物質等が挙げられる。導電性付与剤は、1種単独で、又は2種以上を組み合わせて、導電層としたときに所望の電気抵抗値を示すように、適宜の含有量で添加される。例えば、ゴム組成物における導電性付与剤の含有量は、前記ゴム100質量部に対して、2〜80質量部とすることができる。
【0031】
ゴム組成物は、所望によりシリカ系充填材を含有する。シリカ系充填材は、特に限定されないが、煙霧質シリカ又は沈降性シリカ等が挙げられ、一般式がRSi(OR’)3で示されるシランカップリング剤で表面処理された、補強効果の高い表面処理シリカ系充填材が好ましい。ここで、前記一般式におけるRは、グリシジル基、ビニル基、アミノプロピル基、メタクリロキシ基、N−フェニルアミノプロピル基又はメルカプト基等であり、前記一般式におけるR’はメチル基又はエチル基である。前記一般式で示されるシランカップリング剤は、例えば、信越化学工業株式会社製の商品名「KBM1003」及び「KBE402」等として、容易に入手することができる。このようなシランカップリング剤で表面処理されたシリカ系充填材は、定法に従って、シリカ系充填材の表面を処理することにより、得られる。なお、シランカップリング剤で表面処理されたシリカ系充填材は、市販品を用いてもよく、例えば、J.M.HUBER株式会社製の商品名「Zeothix 95」等が入手可能である。シリカ系充填材の配合量は、前記樹脂100質量部に対して、11〜39質量部であるのが好ましく、15〜35質量部であるのが特に好ましい。
【0032】
ゴム組成物は、前記樹脂、所望により導電性付与剤及びシリカ系充填材に加えて、通常、ゴム組成物に含有される各種添加剤を含有してもよく、各種添加剤としては、例えば、硬化剤、鎖延長剤及び架橋剤等の助剤、触媒、分散剤、発泡剤、老化防止剤、酸化防止剤、充填材、顔料、着色剤、加工助剤、軟化剤、可塑剤、乳化剤、耐熱性向上剤、難燃性向上剤、受酸剤、熱伝導性向上剤、離型剤、溶剤等が挙げられる。これらの各種添加剤は、通常用いられる添加剤であってもよく、用途に応じて特別に用いられる添加剤であってもよい。
【0033】
前記硬化剤としては、公知の白金系触媒とオルガノハイドロジェンポリシロキサンとを組み合わせた硬化剤、及び、有機過酸化物が挙げられる。前記白金系触媒としては、公知の触媒を使用することができ、具体的には、白金元素単体、白金化合物、白金複合体、塩化白金酸、塩化白金酸のアルコール化合物、アルデヒド化合物、エーテル化合物、各種オレフィン類とのコンプレックス等が挙げられる。白金系触媒の含有量は、有効量、いわゆる触媒量であればよく、例えば、(A)オルガノポリシロキサンに対して、白金族金属換算で1〜2,000ppmとするのが好ましい。
【0034】
前記オルガノハイドロジェンポリシロキサンとしては、直鎖状、分岐鎖状、環状のいずれであってもよく、その重合度は300以下が好ましく、ジメチルハイドロジェンシリル基で末端が封鎖されたジオルガノポリシロキサン、末端がトリメチルシロキシ基でジメチルシロキサン単位とメチルハイドロジェンシロキサン単位からなる共重合体、ジメチルハイドロジェンシロキサン単位(H(CH3)2SiO1/2とSiO2単位とからなる低粘度流体、1,3,5,7−テトラハイドロジェン−1,3,5,7−テトラメチルシクロテトラシロキサン、1−プロピル−3,5,7−トリハイドロジェン−1,3,5,7−テトラメチルシクロテトラシロキサン、1,5−ジハイドロジェン−3,7−ジヘキシル−1,3,5,7−テトラメチルシクロテトラシロキサン等が例示される。オルガノハイドロジェンポリシロキサンの含有量は、(A)オルガノポリシロキサンのアルケニル基に対して、ケイ素原子に直結した水素原子が50〜500モル%となる割合で用いられるのが好ましい。
【0035】
前記有機過酸化物としては、例えば、ジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン等のアルキル過酸化物、ジクミルパーオキサイド等のアラルキル過酸化物等の有機過酸化物が挙げられる。有機過酸化物の含有量は有効量であればよく、例えば、(A)オルガノポリシロキサン100質量部に対して、0.1〜10質量部であるのが好ましい。
【0036】
導電性ゴム組成物は、二本ローラ、三本ローラ、バンバリーミキサ、ドウミキサ(ニーダー)等のゴム混練り機等を用いて、前記ゴム、所望により導電性付与剤、シリカ系充填材、各種添加剤が均一に混合されるまで、例えば、数分から数時間、好ましくは5分〜1時間、常温又は加熱下で混練して、得られる。
【0037】
この発明の方法においては、このようにして軸体の外周に形成された弾性層3は、フィニッシャー処理がなされる。このフィニッシャー処理は、前記弾性層3の表面を、平均粒子径が7〜100μmである研摩粒子を有する研摩フィルムで、研摩することにより、行われる。
【0038】
前記研摩フィルムは、通常の場合、基材フィルムの表面に砥粒が接着剤を介して分散状態で付着してなる。砥粒の基材フィルムへの分散・塗布方法はラッピング法、電界法等が挙げられるが、切削性及び分散の均一性を考慮すると、電界法が好ましい。
【0039】
前記基材フィルムとしては、ポリエステル、ポリアミドイミド、ポリエチレン、ポリエーテルイミド、ポリプロピレン、ポリスチレン、ポリ酢酸ビニル、ポリ塩化ビニル、不織布、紙等を挙げることができる。特に引張強度、引裂強度、伸縮性に優れているポリエステルが好ましい。この基材フィルムは、通常の場合、その厚みが0.01〜1mmであり、好ましくは0.02〜0.6mmであり、より好ましくは、0.1〜0.15mmである。
【0040】
前記砥粒の材質としては、炭化珪素、アルミナ、ダイヤモンド及びダイヤモンドライクカーボン等の高硬度セラミックを挙げることができる。中でも軟質物の削り性という理由により、炭化珪素及び/又はアルミナが好適である。
【0041】
前記砥粒の平均粒子径は7〜100μm、好ましくは9〜80μm、より好ましくは20〜70μmである。この砥粒の平均粒子径は、砥粒の形状の最大長さをもって決定することができる。砥粒の平均粒子径が7μm未満であると、弾性層3の表面に、現像剤を保持することができるのに十分な凹凸を形成するのが困難になって、結果的に必要な印字濃度を得ることができず、一方、砥粒の平均粒子径が100μmを超えると、弾性層3の表面に形成される凹凸が大きくなり過ぎ、また、弾性層3の表面に形成される凹凸によって印字画像に縦スジが発生し、結果的に鮮明な画像形成ができなくなる。
【0042】
前記平均粒子径を有する砥粒を基材フィルムの表面に有する研摩フィルムとしては、例えば三共理化学株式会社製の研摩用ミラーフィルム(商品名「MCFシリーズ」)、住友スリーエム株式会社製のマイクロフィニッシングフィルムシリーズ等を好適にかつ市販品として入手することができる。これら市販品の研摩フィルムは、その基材フィルムの表面に、高硬度セラミック粒子が、その長軸を前記フィルムの表面に対してほぼ垂直となるように、立設形成されてなる。前記市販の研摩フィルムを採用すると、所定の凸部平均間隔、深さ及び幅を有するしわを弾性層3の表面に好適に形成することができる。
【0043】
このような研摩フィルムを用いる事により、弾性層3の表面に多数のしわを以下のようにして形成することができる。
【0044】
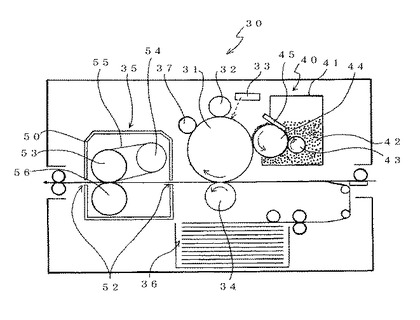
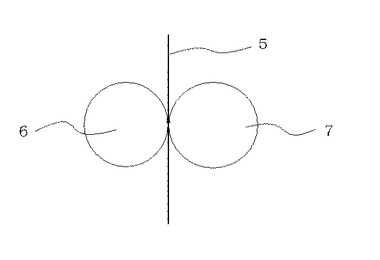
図4に一例として示すように、フィニッシャー処理をする前の弾性層3(この弾性層3を未処理弾性層と称することがある。)を軸体の周囲に形成されて成るローラ6(これを未処理ローラと称することがある。)とバックアップローラ7との間に研摩フィルム5を、未処理弾性層に研摩フィルム5における砥粒付着面が所定荷重で押し付けられる状態で、通過させることにより、未処理弾性層の表面に多数のしわが形成される。
【0045】
前記所定荷重は、未処理弾性層の表面に対して、砥粒及び研摩フィルムによる切込み量が0.15〜3mm、好ましくは0.25〜2.5mmとなるような荷重が好ましい。前記切込み量が0.15mm未満であると未処理弾性層の表面に有効なしわを形成することが困難になることがあり、一方前記切込み量が3mmを超えると目視可能な大きな傷が未処理弾性層の表面に形成されることがあって好ましくない。尚、前記切込み量は、研摩フィルム5に立設する砥粒の先端部と未処理弾性層の表面とを接触させた時を「0mm」とし、続いてバックアップローラ7により研摩フィルム5を未処理弾性層の表面に押込んだ時の押込み量を示している。
【0046】
また、図4に示されるように、前記ローラ6と前記バックアップローラ7との間に研摩フィルム5を通過させる場合、研摩フィルム5が通過する方向とは反対方向にローラ6を回転させるのが好ましい。研摩フィルム5の通過方向とローラ6の回転方向とが同じであると、ローラ6における未処理弾性層の表面にしわを形成する効果が低下する可能性があるので、好ましくない。
【0047】
前記ローラ6と前記バックアップローラ7との間隙に研摩フィルム5を通過させる場合、研摩フィルム5の通過速度は、0.1〜50cm/分であり、また、ローラ6の回転速度は通常300〜5000rpmであるのが、好ましい。
【0048】
かくして未処理弾性層に多数のしわが形成されることにより弾性層3が形成される。前記フィニッシャー処理により弾性層3の表面に形成されるしわとしては、表面粗さRzが4〜15μm、好ましくは4〜14μm、より好ましくは5〜13μmである。このような表面粗さRzを有するしわを多数有する弾性層3を備えたローラによると、現像剤の搬送性が良好になる。この表面粗さRzは、JIS B 0601に準じ、先端半径2μmの測定プローブを備えた表面粗さ計(商品名「590A」、株式会社東京精密製)に、ローラ6をセットし、測定長2.4mm、カットオフ波長0.8mm、カットオフ種別ガウシアンにより、少なくとも3点における表面粗さ測定し、これらの平均値を表面粗さRzとする。また、このような表面粗さRzを有するしわは通常凸部と凹部とを有する。換言すると、凹部と凹部との間に凸部が存在することになる。前記しわとしては、前記凸部と凸部との間隔、つまり凸部平均間隔が6〜18μm、好ましくは7〜17μm、より好ましくは8〜16μmである。そのような凸部平均間隔を有する弾性層3を備えたローラを組み込んだ画像形成装置で画像を形成すると、縦すじが殆ど発生しない高品質の画像を形成することができる。また、前記しわの深さは2〜10μm、好ましくは3〜9μm、より好ましくは4〜8μmである。この場合、しわの深さは、しわにおける凸部の頂点からしわの凹部最底部までの長さとすることができる。しわの深さが前記範囲内にあると、しわ内に残留する現像剤量を少なくすることができて、高品質の画像形成に貢献する。通常の場合、ローラの表面に形成されるしわは弾性層3の円周に沿って形成される。弾性層3の軸線方向におけるしわの幅としては、4〜9μm、好ましくは5〜8μm、より好ましくは5.5〜7μmである。しわの幅が前記範囲内にあると、しわの中に現像剤が残留することが僅少になり、その様な幅を有する多数のしわは高品質の画像形成可能なローラを形成するのに貢献する。
【0049】
この発明は、鮮明で高品質な画像を形成することのできるローラにおける弾性層3の表面に形成されるしわは、現像剤搬送性及び画像品質に大きな影響を与えるという新たな認識を基礎にするのであって、前記特定寸法を有するしわが表面に形成された弾性層3を有するローラは、特に印字濃度の向上、画像における縦すじ発生の防止、及びフィルミング発生の防止を実現した高品質の画像形成を可能にする。
【0050】
この発明に係るローラは、前記フィニッシャー処理済みの弾性層3(以下においては、特に断らない限り、「フィニッシャー処理済みの弾性層」を単に「弾性層」と称することがある。)の表面に少なくとも一層以上のコート層4が形成されているのが、好ましい。特に、弾性層3が前記シリコーンゴム組成物を用いて製造されるときには、前記シリコーンゴム組成物の硬化物から低分子量のシリコーン化合物等が浸出することがあるので、このコート層は前記低分子量のシリコーン化合物等が感光ドラムに付着して感光ドラムの帯電状態を阻害するのを有効に防止することができる。また、コート層4が弾性層3の表面に設けられていると、弾性層3の表面に直接に傷がつき、又は弾性層3の表面が磨耗してしまうのが防止される。
【0051】
コート層4は、弾性層3の表面に形成されたしわの表面粗さRz、凸部平均間隔、深さ、及び幅がコート層4表面においても好適に維持されるように、形成されるのが好ましい。このコート層4の厚さは、0.1〜50μm、好ましくは0.2〜30μm、さらに好ましくは1〜20μmである。
【0052】
コート層4、すなわち、ローラ1は、0.4〜1.1mg/cm2の現像剤付着量を有していることが好ましい。コート層4が0.4〜1.1mg/cm2の現像剤付着量を有している場合には、ローラ1を現像ローラとして使用したときに、像担持体に所定量の現像剤を供給することができ、十分な印字濃度で画像を形成することができる。ここで、現像剤付着量は、20℃、相対湿度50%の環境下において、ローラ1を画像形成装置(沖データ株式会社製、商品名「MICROLINE 1032PS」、解像度1200dpi相当)に装着して、黒ベタ印字を5枚行った後、黒ベタ印字を強制的に停止させて、ローラ1を画像形成装置から取り出し、ローラの表面に付着した現像剤を、断面積0.25cm2の吸引口を有する吸引式小型帯電量測定装置、例えば、商品名「210HS q/M METER」(トレックジャパン株式会社製)で吸引し、吸引回収した現像剤の質量を測定し、単位面積当りの質量に換算することによって、測定することができる。均一な印字濃度を実現することができる点で、コート層4の現像剤付着量は、0.8〜1.1mg/cm2であるのが好ましい。
【0053】
コート層4、すなわち、ローラ1は、現像剤に、10〜60μC/gの帯電量又は−60〜−10μC/gの帯電量を付与することができることが好ましい。コート層4が10〜60μC/gの帯電量又は−60〜−10μC/gの帯電量、好ましくは、15〜50μC/gの帯電量又は−50〜−15μC/gの帯電量、特に好ましくは、35〜50μC/gの帯電量又は−50〜−35μC/gの帯電量を現像剤に付与することができる場合には、ローラ1を現像ローラとして使用したときに、所望の帯電量に帯電された現像剤を像担持体に供給することができ、高品質な画像を形成することができる。ここで、現像剤の帯電量は、20℃、相対湿度50%の環境下において、ローラ1を画像形成装置(沖データ株式会社製、商品名「MICROLINE 1032PS」、解像度1200dpi相当)に装着して、黒ベタ印字を5枚行った後、黒べた印字を強制的に停止させて、ローラ1を画像形成装置から取り出し、ローラの表面に付着した現像剤を、断面積0.25cm2の吸引口を有する吸引式小型帯電量測定装置、例えば、商品名「210HS q/M METER」(トレックジャパン株式会社製)によって、測定することができる。
【0054】
コート層は、通常の場合、アミノシラン系樹脂、有機フッ素化合物及び/又はシリコーン化合物、ポリエステル樹脂,ポリエーテル樹脂,フッ素樹脂,エポキシ樹脂,アミノ樹脂,ポリアミド樹脂,アクリル樹脂,アクリルウレタン樹脂,ウレタン樹脂,アルキッド樹脂,フェノール樹脂,メラミン樹脂,尿素樹脂,シリコーン樹脂,ポリビニルブチラール樹脂などで形成することができる。これら各種の樹脂の中でも、コート層を形成する樹脂としてアミノシラン系樹脂が好適である。なお、コート層には、必要に応じてカーボン等の充填材、帯電制御剤等の添加剤を添加してもよい。
【0055】
コート層は、弾性層の表面に前記樹脂を含有する溶液を塗工する塗布法、前記溶液に前記弾性層を浸漬するディッピング法等により、形成されることができる。
【0056】
弾性層の表面をコート層で被覆するに際しては、被覆すべき弾性層の表面に紫外線を照射して弾性層の表面を活性化して、これにコート層を形成する樹脂例えばアミノシラン系樹脂を塗布すると、弾性層とコート層との密着性が向上する。
【0057】
この発明のローラは、例えば以下のようにして製造することができる。具体的な材料及び製造方法を例示すると、まず、軸体は、円柱又は円筒状であり、金属、又は合成樹脂等を用いて形成することができる。非導電性材料で形成された軸体は表面に導電性の被膜を形成すれば導電性の軸体となる。未処理弾性層は、前記したゴム材質を形成する原料と充填材とを含有する弾性層用組成物を用いて形成することができる。未処理弾性層の厚さは、通常0.5〜15mm、好ましくは1〜10mmである。
【0058】
軸体の周囲に未処理弾性層を形成する手段としては、押出成形による連続架橋、プレス、インジェクションによる型成形の外に、塗布、あるいは予め円筒状に成形され、適当な長さに裁断された未処理弾性体に軸体を挿入し、接着するなどの方法を採ることができる。
【0059】
かくして出来上がったローラにおける未処理弾性層の表面を前記フィニッシャー処理することにより、所定のしわを弾性層表面に多数有するローラが得られる。
【0060】
このようにして製造したローラは、上述のように表面にコート層を設ければさらに好ましいものとなる。
【0061】
このようにして得られたローラは、例えば現像ローラとして画像形成装置に装着して好適に使用することが出来る。特に、この発明に係るローラを現像ローラとして使用すると、従来の画像形成装置におけるような現像ローラに起因する現像剤の供給異常がなくなり、印刷の濃淡むらやかぶり現象がなく、高解像度が維持でき、長期にわたって好適な印刷が可能となる。
【0062】
この発明におけるローラを現像ローラとして具備する画像形成装置の一例を、図3に示す。
【0063】
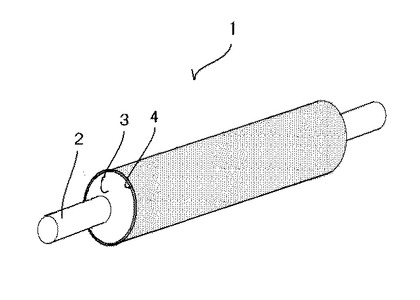
この発明に係る画像形成装置30は、図3に示されるように、静電潜像が形成される回転可能な像担持体31例えば感光体と、像担持体31に当接して又は所定の間隔を置いて設けられ、像担持体31を帯電させる帯電手段32例えば帯電ローラと、像担持体31の上方に設けられ、像担持体31に静電潜像を形成する露光手段33と、像担持体31に当接して又は所定の間隔を置いて設けられ、像担持体31に一定の層厚で現像剤42を供給し、静電潜像を現像する現像手段40と、像担持体31の下方に圧接するように設けられ、現像された静電潜像を像担持体31から被転写体36例えば転写紙上に転写する転写手段34例えば転写ローラと、被転写体36の搬送方向の下流に設けられ、被転写体36に転写された現像剤42(静電潜像)を定着させる定着手段35例えば定着装置と、被転写体36に転写されず像担持体31に残留した現像剤42及び/又は像担持体31に付着したゴミ等を除去するクリーニング手段37とを備えている。すなわち、像担持体31は、その回転方向において、上流側から順に、クリーニング手段37、帯電手段32、露光手段33、現像手段40及び転写手段34によって、各作用を受ける。
【0064】
前記像担持体31は、従来公知の像担持体を用いることができ、少なくともその表面に設けられる感光層は、例えば、有機系、アモルファスシリコン、Se系合金又はこれらを組み合わせた材料等を用いて形成される。像担持体31が円筒状の場合は、像担持体31は、アルミニウム又はアルミニウム合金を押出し成型した後、表面に感光層等を形成する方法等の公知の製法により製造することができる。また、ベルト状の像担持体を用いることも可能である。前記帯電手段32は、像担持体31を帯電させることができればよく、例えば、導電性又は半導電性のローラ、ブラシ、フィルム、ゴムブレード等を用いた接触型帯電器、コロナ放電を利用したスコロトロン帯電器、コロトロン帯電器等の帯電器を用いることができる。これらの中でも、帯電補償能力に優れる点で接触型帯電器が好ましい。前記露光手段33は、露光により像担持体31に静電潜像を形成することができればよく、例えば、像担持体31の表面に、半導体レーザー(LD)光、発光ダイオード(LED)光、液晶シャッタ(LCS)光等の光源、又はこれらの光源からポリゴンミラーを介して所望の像様に露光できる光学系機器等を用いることができる。前記転写手段34は、現像された静電潜像を像担持体31から転写紙36上に転写することができればよく、例えば、ベルト、ローラ、フィルム、ゴムブレード等を用いた接触型転写帯電器、コロナ放電を利用したスコロトロン転写帯電器、コロトロン転写帯電器等を用いることができる。これらの中でも、転写帯電補償能力に優れる点で接触型転写帯電器が好ましい。また、転写帯電器の他、剥離帯電器等を併用することもできる。前記クリーニング手段37としては、像担持体31上の現像剤42及び/又はゴミ等を除去することができればよく、公知のクリーニング装置、クリーニングローラ等を用いることができる。
【0065】
前記定着手段35は、被転写体36に転写された現像剤42(静電潜像)を定着させることができればよく、例えば、発熱可能な定着ローラを備えた熱ローラ定着装置、オーブン定着器等の加熱定着装置、加圧可能な定着ローラを備えた圧力定着装置等を用いることができる。これらの定着装置は無端ベルトを備えた定着装置であってもよい。図3において、無端ベルトを備えた定着手段35はこの発明に係る定着装置とされている。この定着装置35は、図3にその断面が示されるように、被転写体36を通過させる開口52を有する筐体50内に、定着ローラ53と、定着ローラ53の近傍に配置された無端ベルト支持ローラ54と、定着ローラ53及び無端ベルト支持ローラ54に巻き掛けられた無端ベルト55と、定着ローラ53と対向配置された加圧ローラ56とを備え、無端ベルト55を介して定着ローラ53と加圧ローラ56とが、互いに当接又は圧接するように、回転自在に支持されて成る圧力熱定着装置である。無端ベルト支持ローラ54は、画像形成装置に通常用いられるローラであればよく、例えば、弾性ローラ等が用いられる。無端ベルト55は、例えば、ポリアミド、ポリアミドイミド等の樹脂により、無端状に形成されたベルトであればよく、その厚さ等も適宜定着手段35に適合するように調整することができる。定着ローラ53、無端ベルト支持ローラ54及び加圧ローラ56はそれぞれ、加熱体(図示しない。)が内蔵され、加圧ローラ56はスプリング等の付勢手段(図示しない。)によって、無端ベルト55を介して定着ローラ53に圧接している。無端ベルト55と加圧ローラ56との圧接された間を被転写体36が通過することにより、加圧と同時に加熱され、被転写体36に転写された現像剤42(静電潜像)を定着させることができる。
【0066】
画像形成装置30は、像担持体31の表面に残留している静電潜像を除去する除電手段(図示しない。)を、クリーニング手段37と帯電手段32との間又は転写手段34とクリーニング手段37との間に、備えていてもよい。除電手段は、例えば、タングステンランプ、LED等を用いることができ、光除電手段に用いる光質としては、例えば、タングステンランプ等の白色光、LED光等の赤色光等が挙げられ、照射光強度としては、通常、像担持体31の半減露光感度を示す光量の数倍〜30倍程度になるように出力が設定される。
【0067】
画像形成装置30における現像手段40は、従来の画像形成装置に備えられた現像手段と基本的に同様に形成され、同様に配置されている。例えば、現像手段40は、図3に示されるように、像担持体31に対向する位置に開口部を有し、現像剤42を収納する現像剤収納部41と、現像剤収納部41の開口部に、像担持体31に当接して又は所定の間隔を置いて設けられ、像担持体31に現像剤42を一定の層厚で供給する回転可能な現像剤担持体すなわち現像ローラ44と、現像ローラ44に当接して設けられ、現像ローラ44に現像剤42を供給する回転可能な現像剤供給手段43と、現像ローラ44の上方に設けられ、現像ローラ44に当接して現像剤42の層厚を規制すると共に、摩擦帯電により現像剤42を帯電させる現像剤規制部材45とを備えている。
【0068】
前記現像剤収納部41に収納される現像剤42としては、摩擦により帯電可能で、被転写体36に定着可能な一成分系の現像剤であれば、乾式現像剤であっても湿式現像剤であってもよく、また、非磁性現像剤であっても磁性現像剤であってもよい。一成分系の現像剤は、一般に、樹脂と色剤とその他添加剤とを含み、樹脂は、定着方式に応じて選択される。熱定着方式の場合には、樹脂として、例えば、スチレン/アクリル系共重合体、スチレン/ブタジエン系共重合体が、圧力定着方式の場合には、例えば、ワックス類、エチレン/酢酸ビニル共重合体、スチレン/ブタジエンラバー混合ワックス状樹脂等が選択される。色剤としては、例えば、カーボンブラック、マグネタイト、各種染顔料等が用いられ、その他添加剤としては、例えば、帯電制御剤、導電制御剤、補強剤、離型剤等が用いられる。磁性現像剤の場合には、さらに、フェライト等の磁性粉を現像剤42の合計質量に対して数十質量%含有する。一成分系の現像剤は、通常、2〜8μC/g程度の帯電特性を有している。
【0069】
現像手段40における現像剤供給手段43は、現像ローラ44と接触して、現像剤42を現像ローラ44に供給することができるように構成されていればよく、例えば、導電性を有する弾性層を備えた現像ローラ等が挙げられる。なお、現像ローラ44に供給される現像剤42を均一に混合する攪拌機が現像剤収納部41内に設けられてもよい。
【0070】
現像手段40における現像ローラ44は、現像剤規制部材45と接触して、現像剤42を帯電させる。したがって、現像ローラ44は、現像剤規制部材45と接触して、現像剤42を帯電させることができるように構成されていればよく、例えば、導電性を有する弾性層を備えた現像ローラ等が挙げられる。例えば、このような現像ローラ44として、この発明に係るローラ1を使用することができる。
【0071】
現像剤規制部材45は、図3に示されるように、所定の圧力で現像ローラ44の表面に当接するように、現像手段40の開口部に、配置されている。この現像剤規制部材45は、現像ローラ44に接触して、現像ローラ44に付着した現像剤42を一定の層厚に調整すると共に、現像剤42を帯電させることができればよく、例えば、支持体と、支持体に装着され、現像ローラ44に当接するブレードとから成っていてもよい。この支持体は、弾性を有する材料、例えば、ステンレス鋼等によって形成されて成り、ブレードを支持し、現像ローラ44にブレードを適切な圧力で当接させる。ブレードは、弾性を有する材料、例えば、ステンレス鋼等又は弾性を有する薄板状等に形成されて成り、現像ローラ44に当接し、現像剤42の層厚を規制すると共に、摩擦帯電により現像剤42を帯電させる。ブレードは、その表面に、現像剤42を帯電させる表面層(図示しない。)を有していてもよい。
【0072】
この発明に係る画像形成装置30は、帯電手段32の帯電ローラ、現像手段40の現像ローラ、転写手段34の転写ローラ、定着手段35の定着ローラ、加圧ローラ又は無端ベルト支持ローラ、クリーニング手段のクリーニングローラ、紙送り搬送ローラ等の各種ローラを備え、これら各種ローラのうち少なくとも1つのローラとしてこの発明に係るローラ1が使用されている。好ましくは、帯電ローラ、現像ローラ、転写ローラ、定着ローラ及び加圧ローラのうち少なくとも1つのローラとしてこの発明に係るローラ1が使用されている。
【0073】
この発明に係る画像形成装置30は、次のように作用する。まず、画像形成装置30において、像担持体31が、図3の矢印に示されるように、時計方向に回転しつつ、クリーニング手段37により、その表面の現像剤42及び/又はゴミ等が除去された後、帯電手段32により、一様に帯電される。次いで、露光手段33により画像が露光され、像担持体31の表面に静電潜像が形成される。
【0074】
一方、現像手段40において、現像剤42が現像剤供給手段43によって現像ローラ44に供給され、現像ローラ44が図32に示される矢印方向に回転することにより、現像ローラ44の表面に付着した現像剤42が、現像ローラ44と現像ローラ44に当接した現像剤規制部材45との間を通過する。このとき、現像剤42は、所望の層厚に規制されると共に、現像剤42を所望のように帯電させることができる。つまり、現像剤42が、現像ローラ44と現像剤規制部材45との間を通過することによって、現像ローラ44の表面上における現像剤42の層厚が規制されると共に、現像剤規制部材45と現像ローラ44及び/又は現像剤42との摩擦帯電等により、現像ローラ44上の現像剤42が所望のように帯電される。
【0075】
次いで、このようにして現像手段40から所望の層厚及び帯電量を有する現像剤42が像担持体31に供給され、像担持体31に形成された静電潜像が現像されて、この静電潜像が現像剤像として可視化される。このようにして、現像手段40は、像担持体31に所望の層厚及び帯電量を有する現像剤42を供給し、静電潜像を現像することができる。次いで、像担持体31上に現像された現像剤像は、搬送手段により、像担持体31と転写手段34との間に搬送される被転写体36上に、像担持体31及び/又は転写手段34によって転写される。次いで、現像剤像が転写された被転写体紙36は、搬送手段により定着手段35に搬送され、定着手段35により加熱及び/又は加圧されて、転写された現像剤像が永久画像として被転写体36に定着される。このようにして、被転写体36に画像を形成することができる。
【0076】
この発明に係る画像形成装置30は、帯電ローラ、現像ローラ、転写ローラ、定着ローラ、加圧ローラ、無端ベルト支持ローラ、クリーニングローラ、紙送り搬送ローラ等の各種ローラのうち少なくとも1つのローラとしてこの発明に係るローラ1が使用されているので、この発明に係るローラ1が使用されたローラは、被当接体に対して、その軸方向にわたって均一に作用することができ、高品質の画像を形成することに十分に貢献することができる。例えば、像担持体31に当接するように配設された現像ローラ44として、この発明の係るローラ1が使用される場合には、所定の圧力でかつ現像ローラ44の軸方向にわたって均一に像担持体31に当接し、現像剤42を均一な厚さで精度よく、像担持体31に付着させることができるから、高品質の画像を形成することに十分に貢献することができる。
【0077】
この発明に係る画像形成装置30において、像担持体31、帯電手段32、露光手段33、転写手段34、定着手段35及びクリーニング手段37は、図3に示される配置の他に、従来の画像形成装置に備えられる像担持体、帯電手段、露光手段、転写手段、定着手段及びクリーニング手段とそれぞれ同様に形成され、同様に配置されてもよい。
【0078】
また、画像形成装置30は、電子写真方式の画像形成装置とされているが、この発明において、画像形成装置は、電子写真方式には限定されず、例えば、静電方式の画像形成装置であってもよい。また、画像形成装置30は、現像手段40に単色の現像剤42のみを収容するモノクロ画像形成装置とされているが、この発明において、画像形成装置は、モノクロ画像形成装置に限定されず、カラー画像形成装置であってもよい。カラー画像形成装置としては、例えば、像担持体上に担持された現像剤像を中間転写体に順次一次転写を繰り返す4サイクル型カラー画像形成装置、各色毎の現像手段を備えた複数の像担持体を中間転写体や転写搬送ベルト上に直列に配置したタンデム型カラー画像形成装置等が挙げられる。画像形成装置30は、例えば、複写機、ファクシミリ、プリンター等の画像形成装置とされる。
【0079】
また、画像形成装置30において、現像剤42は、一成分系の現像剤が有利に用いられるが、現像剤粒子と、鉄、ニッケル等のキャリアとを含む二成分系の現像剤も使用することができる。二成分系の現像剤は、通常、10〜25μC/g程度の帯電特性を有している。
【実施例】
【0080】
(実施例1)
無電解ニッケルメッキ処理が施された軸体(SUM22製、直径10mm、長さ275mm)をトルエンで洗浄し、その表面にシリコーン系プライマー(商品名「プライマーNo.16」、信越化学工業株式会社製)を塗布した。プライマー処理した軸体を、ギヤオーブンを用いて、150℃の温度にて10分焼成処理した後、常温にて30分以上冷却し、軸体の表面にプライマー層を形成した。
【0081】
一方、メチルビニルシリコーン生ゴム(商品名「KE−78VBS」、信越化学工業株式会社製)100質量部と、ジメチルシリコーン生ゴム(商品名「KE−76VBS」、信越化学工業株式会社製)20質量部と、カーボンブラック(商品名「アサヒサーマル」、旭カーボン株式会社製)10質量部と、煙霧質シリカ系充填材(商品名「AEROSIL 20」、日本アエロジル株式会社製)15質量部と、白金触媒(商品名「C−19A」、信越化学工業株式会社製)0.5質量部と、ハイドロジェンポリシロキサン(商品名「C−19B」、信越化学工業株式会社製)2質量部とを混合し、加圧ニーダーで混練して、付加硬化型導電性シリコーンゴム組成物を調製した。
【0082】
次いで、プライマー層を形成した軸体と付加硬化型導電性シリコーンゴム組成物とを、クロスヘッド型押出成形機にて一体分出し、ギヤオーブンを用いて、150℃、30分間加熱した。その後、さらに、ギヤオーブンを用いて、200℃で4時間にわたって、二次加熱し、常温にて24時間放置した。次いで、円筒研削盤にて、形成した弾性層の直径が18mmとなるように、弾性層の表面を研摩した。
【0083】
次いで、平均粒子径40μmの炭化珪素(以下においては、特に断らない限り、「SiC」と称することがある。)から成る砥粒を基材フィルム表面に電界法により付着形成した研摩用ミラーフィルム(商品名「MCF40」、三共理化学株式会社製)を用いて、フィルム研摩機(商品名「スーパーフィニッシャーSFC050TNd」、株式会社松田精機製)にて、フィルム研摩を行った。研摩時の切込み量は1mmであった。
【0084】
このようにして形成した弾性層の電気抵抗値、表面粗さRz及びJIS A硬度を前記方法により、測定したところ、電気抵抗値は2×104Ωであり、表面粗さRzは8.5μmであり、JIS A硬度は40であった。
【0085】
次いで、フィルム研摩した弾性層の表面に、アミノシラン系カップリング剤(商品名「KBE−9105」、信越化学工業株式会社製)をスプレーコーティング法によって、一回塗布し、120℃で30分間加熱し、厚み1μmのコート層を形成した。この様にして、導電性ローラを作製した。
【0086】
このようにして形成した、この発明におけるローラの一例である導電性ローラを現像ローラとして用い、電子写真式プリンター(沖データ株式会社製、商品名:「MICROLINE 1032PS」、解像度1200dpi相当)において印字試験を行い、現像剤付着量及び現像剤への帯電量(以下、現像剤帯電量と称する。)及び印字濃度を測定し、評価した。現像剤付着量及び現像剤帯電量の評価については、先述したとおりである。印字濃度の評価は以下のとおりである。すなわち、電子写真式プリンターを、温度20℃、相対湿度50%の環境下で、稼動させて、6,000枚の印字を行った。その後、黒ベタ−網点−5%デューティー−白地印字を2回繰り返し、印字した黒ベタ印字部のX−Rite濃度を、X−Riteマクベス濃度計を用いて測定した。黒ベタ印字部のマクベス濃度が1.30以上1.35以下であった場合を「◎」、1.25以上1.30未満であった場合を「○」、1.20以上1.25未満であった場合を「△」、1.20未満であった場合を印字不良と判断し、「×」とした。次いで、上記6,000枚印字後に、10枚を印字し、縦すじの発生の有無について目視で確認を行った。次いで、上記10枚印字後に、記録体印字面のフィルミングの確認の為、100枚単位で印字し、記録体印字面のフィルミングの発生有無についても目視で確認を行った。これらの結果を表1に示す。
【0087】
(実施例2〜7、比較例1〜2)
研摩フィルムの砥粒の平均粒子径を表1に記載したように変更した以外は、実施例1と同様に導電性ローラを作製し、同評価を行った。
【0088】
(実施例8)
研摩フィルムの砥粒の材質を変更した以外は、実施例1と同様に導電性ローラを作製し、同評価を行った。
【0089】
(実施例9〜13)
切込み量を変更した以外は、実施例1と同様に導電性ローラを作製し、同評価を行った。
【0090】
評価結果
【0091】
【表1】

【図面の簡単な説明】
【0092】
【図1】図1はこの発明の方法により製造される一例としてのローラである。
【図2】図2はこの発明の方法により製造される他の例としてのローラである。
【図3】図3はこの発明の方法により製造される一例としてのローラを組み込んでなる画像形成装置の一例を示す説明図である。
【図4】図4はこの発明の方法により製造される一例としてのローラを製造する工程の一つであるフィニッシャー処理工程における、未処理弾性層の表面を研摩フィルムで研摩する状態を示す説明図である。
【符号の説明】
【0093】
1 ローラ
2 軸体
3 弾性層
4 コート層
5 研摩フィルム
6 ローラ(処理ローラ)
7 バックアップローラ
30 画像形成装置
31 像担持体
32 帯電手段
33 露光手段
34 転写手段
35 定着手段
36 被転写体
37 クリーニング手段
40 現像手段
41 現像剤収納部
42 現像剤
43 現像剤供給手段
44 現像ローラ
45 現像剤規制部材
50 筐体
52 開口
53 定着ローラ
54 無端ベルト支持ローラ
55 無端ベルト
【技術分野】
【0001】
この発明はローラの製造方法、ローラ及び画像形成装置に関し、更に詳しくは、このローラを例えば画像形成装置に適用すると印字濃度を向上させ、鮮明な画像を形成することのできるローラの製造方法、ローラ及び画像形成装置に関する。
【背景技術】
【0002】
レーザープリンター、複写機、ビデオプリンター、ファクシミリ、これらの複合機等には、電子写真方式を利用した各種の画像形成装置が採用されている。電子写真方式を利用した画像形成装置は、軸体とその外周面に形成された弾性層とを有する、例えば、クリーニングローラ、帯電ローラ、現像ローラ、転写ローラ、加圧ローラ、紙送り搬送ローラ、定着ローラ等の各種ローラを備えている。
【0003】
従来、「低硬度で良好な密着性を有し、濃度むらや地かぶり等のない高品位の画像が得られる現像ローラ」を提供することを目的として、「良導電性シャフト等の外周に導電性を有する弾性層を形成してなる導電性ローラにおいて、上記弾性層表面は、長手方向が上記導電性ローラの回転方向にほぼ沿う微小な凹溝を形成してなることを特徴とする導電性ローラ」が提案されている(特許文献1、段落番号0007、特許請求の範囲参照)。
【0004】
この特許文献1に記載の弾性ローラはその弾性層表面を研摩することにより前記弾性層表面に凹溝が形成される。その研摩につき、「弾性層の研磨方法は、特に制限されないが、一般には湿式法又は乾式法等があり、例えば、湿式法による研磨方法は、砥石と弾性層の間に水やオイル等の潤滑剤を吹きつけながらを研磨する方法が採用できるが、感光ドラムへの汚染の問題から潤滑剤としては水が好ましい。なお、乾式法による研磨方法を採用する場合には、研削速度や砥石の種類等を十分に考慮すれば良いが、作業性の点から湿式法が好ましく用いられる」と、特許文献1に開示されている。
【0005】
この特許文献1によると、乾式研磨よりも湿式研磨の方が好ましいとされているのであるが、湿式研磨では水やオイル等の潤滑剤の使用により廃液等が生じるという問題点がある。なお、この特許文献1には乾式研磨による実施例が記載されていないので、乾式研磨によりどのような導電性ローラが得られるか不明である。
【0006】
特許文献2には、「最外層に弾性ゴム層を有する導電性弾性ロールであって、上記弾性ゴム層の表面に、多数の微小亀裂が形成され、各微小亀裂の長さが0.1〜120μm、各微小亀裂の深さが0.1〜25μm、上記弾性ゴム層の表面での隣り合う微小亀裂間の距離が0.3〜60μmであることを特徴とする導電性弾性ロール」が提案されている(特許文献2の請求項1参照)。この導電性弾性ロールは「フィルミングの発生を抑えることのできる導電性弾性ロールを提供する」ことが目的である(特許文献2の段落番号0008参照)。
【0007】
この特許文献2では、前記弾性ゴム層の表面に微小亀裂を形成する方法として次の方法が開示される。すなわち、「まず、微小亀裂が形成されるべき上記現像ロール1を駆動ローラー11および送りローラー12と平行になるように、これらローラー11,12上に載置する。ついで、軸体10bにおもり14を取り付けたカットローラー10を現像ロール1上に当接する。上記両おもり14は、現像ロール1に荷重をかけるためのものである。つぎに、上記モーターに電流を流し、駆動ローラー11および送りローラー12を回転させる。駆動ローラー11の回転により、現像ロール1およびカットローラー10が回転するとともに、送りローラー12の回転により、現像ロール1がB方向(図3では、右方向)に移動する。こののち、現像ロール1がカットローラー10下を抜け出ると、カットローラー10のカット歯13により現像ロール1の表層4bの表面に多数の微小亀裂が形成されている。」(特許文献2の段落番号0019参照)。
【0008】
この特許文献2における微小亀裂形成方法においては、カットローラー10におもり14を付設しなければならないので装置構成が複雑である。
【0009】
特許文献3には、「一周方向に傾いた小さなケバ立ち状の凹凸を有すると共に、かかる凹凸の高さが、0.1〜30μmであり、周方向に沿った凸部間の平均間隔が1〜200μmであり、さらに該凹凸によりローラ表面に軸方向に沿った波すじが形成され、これにより、該ローラ表面の周方向に沿ったJIS10点平均粗さRzが5〜20μm、軸方向に沿ったJIS10点平均粗さRzが15μmで、かつ周方向に沿った平均粗さRzが軸方向に沿った平均粗さRzよりも大きく」形成された弾性ローラが提案されている(特許文献3の請求項1参照)。
【0010】
特許文献3には、前記特定のケバ立ち状の凹凸を形成する方法につき、「本発明の現像方法では、上記導電層3の表面に微小なケバ立ち状の凹凸10を形成するが、この凹凸は導電層3の表面を研磨することにより容易に形成することができる、この場合一般には湿式法又は乾式法等の研磨方法があるが、本発明では特に、乾式法が好適に用いられる。具体的には、図3に示したように、現像ローラ1を100rpm程度で回転させると共に、この現像ローラ1の導電層3表面に砥石11を接触させ、該砥石11を逆方向に1500rpm程度の速度で回転させながら現像ローラ1の一端側から他端側へ移動させることより研磨を行ない、凹凸を形成することができる。この場合、より幅の広い砥石により移動することなく一括に現像ローラ1の全表面を研磨することも可能である。このように研磨することにより得られた凹凸は、砥石11の回転方向、即ち現像ローラ1の一周方向に傾いたケバ立ち状のものとなる。なお、砥石と導電層との間に水やオイル等の潤滑剤を吹き付けながら研磨する湿式法による研磨方法を用いることも可能であり、更に研磨以外の方法、例えばモールドの内面に予め微小な凹凸を形成しておき、ここに導電層形成材料を注入して現像ローラを形成する方法(射出成形法等)等を用いることもできる。この導電層3表面の凹凸は、特に制限されるものではないが、凹凸の高さが0.1〜30μmで、ローラの周方向に沿った凸部間の平均間隔が1〜200μmであることが好ましい。」との開示がある(特許文献3の段落番号0020参照)。
【0011】
特許文献3に記載の研磨方法により表面をケバ立てた弾性ローラを備えた装置によると、「濃度むら、地かぶり、文字細り等のない高品位の画像を形成することができる」(特許文献3の段落番号0024参照)としていて「印字濃度が良く、縦すじがなく、耐フィルミング性が向上された画像形成」についての記載がない。
【0012】
特許文献4には、「凹凸の表面粗さがRa/Rz<0.15且つ2μm<Rz<11μm」であるゴム状ローラが開示されている(特許文献4の請求項1参照)。このゴム状ローラは、「静電潜像を顕像化する非磁性一成分トナーによる現像を行う現像方法」に使用されるトナー担持体すなわち現像ローラである。
【0013】
このゴム状ローラにおける凹凸は次のようにして形成されると、特許文献4は開示している。「上記のように現像ローラ13の表面に凹凸を持たせるためには、研磨機による表面研磨加工が行われる。研磨機には、例えば通常研磨機としては宮本製作所製CG50型円筒研削盤があり、フィルム研磨機としては松田精機製SP100型のフィルム研磨機がある」(特許文献4の段落番号0045)。「現像ローラに十分なトナー搬送性を付与するためには、現像ローラの表面の粗さの物性パラメータがRzだけ、あるいはRaだけでは不適切であり、RzとRaの関係を関連づけるためには、同方向の粗さを増大させる必要がある。これには、通常の研磨機では無理があると思われ、フィルム研磨機によるフィニッシャー工程が必要であると考えられた。尚、フィルム研磨機は、砥粒を塗布したロールフィルムを巻き取りながら研磨する研磨機である」(特許文献4の段落番号0046)。
【0014】
特許文献4に開示されたフィニッシャー工程は本願発明の方法に関連する技術を開示する。しかしながら、この特許文献4には、フィニッシャー工程を実現する研磨機として宮本製作所製CG50型円筒研削盤及び松田精機製SP100型のフィルム研磨機が、開示されているのであって、どのような研磨手段であるのかの具体的開示がない。また、この宮本製作所製CG50型円筒研削盤及び松田精機製SP100型のフィルム研磨機を使用してフィニッシャー工程を行うと、得られる現像ローラはカブリのない画像を形成することができると、特許文献4では主張されている。この特許文献4では画像濃度の向上、画像の縦すじ発生防止についての記載はない。また、この特許文献4では、凹凸の表面粗さがRa/Rz<0.15且つ2μm<Rz<11μmである場合にカブリ防止性に優れた現像方法に適したゴム状ローラが得られると主張されているだけである。
【0015】
ところで、画像形成装置により形成される画像につき、様々の観点からの品質向上が要請されている。上記各特許文献においては、画像形成装置により形成される画像の品質として印字濃度の向上した画像、縦すじの発生のない画像、及び現像剤のフィルミングの生じ難い効果を得ることのできるローラ及びこれを具備した画像形成装置についての技術は開示されていない。
【0016】
【特許文献1】特開平8−44149号公報
【特許文献2】特許第3724180号公報
【特許文献3】特許第2959445号公報
【特許文献4】特開2006−85079号公報
【発明の開示】
【発明が解決しようとする課題】
【0017】
この発明は、印字濃度が向上し、縦すじの発生がなく、フィルミングが生じ難い効果がある高品質の画像を形成することのできるローラの製造方法、その方法により製造されるローラ及びそのローラを組み込んだ画像形成装置を提供することを目的とする。
【課題を解決するための手段】
【0018】
前記課題を解決するための手段として、
請求項1は、軸体の外周面に弾性層を形成し、前記弾性層の表面を、平均粒子径が7〜100μmである研摩粒子を有する研摩フィルムで、研摩することを特徴とするローラの製造方法であり、
請求項2は、前記研摩粒子が炭化珪素及び/又はアルミナである前記請求項1に記載のローラの製造方法であり、
請求項3は、前記研摩により、前記弾性層表面に表面粗さRzが4〜15μmとなるしわが形成されることを特徴とする前記請求項1又は2に記載のローラの製造方法であり、
請求項4は、前記請求項1〜3のいずれか1項に記載のローラの製造方法により製造されたローラであって、研摩フィルムで研摩された後の弾性層の表面にしわが形成されて成ることを特徴とするローラであり、
請求項5は、前記請求項4に記載のローラ外周面に、コート層を有することを特徴とするローラであり、
請求項6は、前記請求項4又は5に記載のローラを備えた画像形成装置である。
【発明の効果】
【0019】
この発明に係るローラの製造方法によると、特定の研摩フィルムで弾性層の表面を研摩するので、弾性層の表面にしわが形成されたローラを製造することができる。弾性層の表面にしわを有するローラを備えた画像形成装置により記録体に印字すると、記録体における印字濃度を向上させることができ、また、縦すじの発生のない画像を形成することができ、さらに、耐フィルミング性が向上する効果がある。
【発明を実施するための最良の形態】
【0020】
この発明に係るローラの製造方法によって製造される一例としてのローラ1は、例えば、図1に示されるように、軸体2と軸体2の外周面に形成された弾性層3とを備え、所望により、図2に示されるように、さらに、弾性層3の外周面にコート層4を備え、図3に示される画像形成装置等に配設される。
【0021】
この発明に係るローラの製造方法においては、まず、軸体2を準備する。軸体2は、例えば、鉄、アルミニウム、ステンレス鋼、真鍮若しくはこれらの合金等の金属、熱可塑性樹脂若しくは熱硬化性樹脂等の樹脂、及び前記樹脂等に導電性付与剤としてカーボンブラック又は金属粉体等を配合した導電性樹脂等の材料を用いて、公知の方法により所望の形状に調製される。軸体2に導電性が要求される場合には、前記金属及び前記導電性樹脂の他に、前記樹脂等で形成した絶縁性芯体の表面に定法によりメッキを施して軸体2を形成することができる。前記材料の中でも、容易に導電性を付与することができる点で、金属であるのが好ましく、アルミニウム又はステンレス鋼であるのが特に好ましい。
【0022】
軸体2は、所望により、その外周面にプライマーが塗布されてもよい。プライマーは、所望により溶剤等に溶解され、定法、例えば、ディップ法、スプレー法等に従って、軸体2の外周面に塗布される。プライマーとしては、特に制限はないが、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂及びこれらの混合物等が挙げられる。所望により、前記樹脂を硬化及び/又は架橋する架橋剤を用いることができ、このような架橋剤としては、例えば、イソシアネート化合物、メラミン化合物、エポキシ化合物、過酸化物、フェノール化合物、ハイドロジェンシロキサン化合物等が挙げられる。プライマー層は、例えば、0.1〜10μmの厚さに形成される。
【0023】
次いで、この発明に係るローラの製造方法においては、このようにして形成された軸体2の外周面に、後述するゴム組成物を硬化して、弾性層3を形成する。
【0024】
弾性層3を形成するゴム組成物は、ゴムと、所望により導電性付与剤、シリカ系充填材、各種添加剤とを含有する。
【0025】
前記ゴムは、特に限定されず、例えば、シリコーン若しくはシリコーン変性ゴム、ニトリルゴム、エチレンプロピレンゴム(エチレンプロピレンジエンゴムを含む。)、スチレンブタジエンゴム、ブタジエンゴム、イソプレンゴム、天然ゴム、アクリルゴム、クロロプレンゴム、ブチルゴム、エピクロルヒドリンゴム、ウレタンゴム、フッ素ゴム等のゴムが挙げられるが、シリコーン若しくはシリコーン変性ゴムが、耐熱性及び帯電特性等に優れる点で、好ましい。これらのゴムは、液状型であっても、ミラブル型であってもよく、弾性層3の成形方法、弾性層3に要求される特性等に応じて、適宜選択することができる。好ましく使用されるゴムとして、ミラブル型シリコーンゴムが挙げられる。
【0026】
前記ミラブル型シリコーンゴムは、下記平均組成式(1)で示されるオルガノポリシロキサンを含有する。
RnSiO(4−n)/2 (1)
ここで、Rは、同一又は異なっていてもよい、置換又は非置換の1価炭化水素基、好ましくは炭素原子数1〜12、より好ましくは炭素原子数1〜8の1価炭化水素基であり、nは1.95〜2.05の正数である。
【0027】
前記Rは、例えば、メチル基、エチル基、プロピル基、ブチル基、ヘキシル基及びドデシル基等のアルキル基、シクロヘキシル基等のシクロアルキル基、ビニル基、アリル基、ブテニル基及びヘキセニル基等のアルケニル基、フェニル基及びトリル基等のアリール基、β−フェニルプロピル基等のアラルキル基、並びに、これらの基の炭素原子に結合した水素原子の一部又は全部をハロゲン原子又はシアノ基等で置換したクロロメチル基、トリフルオロプロピル基及びシアノエチル基等が挙げられる。
【0028】
前記(A)オルガノポリシロキサンは、分子鎖末端がトリメチルシリル基、ジメチルビニル基、ジメチルヒドロキシシリル基、トリビニルシリル基等で封鎖されていることが好ましい。このオルガノポリシロキサンは分子中に少なくとも2個の前記アルケニル基を有することが好ましく、具体的には、Rのうち0.001〜5モル%、特に0.01〜0.5モル%のアルケニル基を有することが好ましく、特にビニル基を有することが好ましい。特に、後述する硬化剤として白金系触媒とオルガノハイドロジェンポリシロキサンとを組み合わせて使用する場合には、このようなアルケニル基を有するオルガノポリシロキサンが通常使用される。
【0029】
また、このオルガノポリシロキサンは、通常選択されたオルガノハロシランの1種若しくは2種以上を共加水分解縮合することによって、又は、シロキサンの3量体若しくは4量体等の環状ポリシロキサンをアルカリ性又は酸性の触媒を用いて開環重合することによって得ることができる。このオルガノポリシロキサンは基本的には直鎖状のジオルガノポリシロキサンであるが、一部分岐していてもよい。また、分子構造の異なる2種又はそれ以上の混合物であってもよい。このオルガノポリシロキサンは、通常、25℃におけるその粘度が100cSt以上であり、好ましくは100,000〜10,000,000cStである。また、このオルガノポリシロキサンは、通常、その重合度は100以上であり、好ましくは3,000以上であり、その上限は、好ましくは100,000であり、さらに10,000が好ましい。
【0030】
前記導電性付与剤は、導電性を有していれば特に限定されず、例えば、導電性粉末、イオン導電性物質等が挙げられる。導電性粉末としては、より具体的には、例えば、ケッチェンブラック、アセチレンブラック等の導電性カーボンの他に、SAF、ISAF、HAF、FEF、GPF、SRF、FT、MT等のゴム用カーボン類、また、酸化チタン、酸化亜鉛、ニッケル、銅、銀、ゲルマニウム等の金属、さらには、金属酸化物、ポリアニリン、ポリピロール、ポリアセチレン等の導電性ポリマー等が挙げられ、イオン導電性物質としては、より具体的には、例えば、過塩素酸ナトリウム、過塩素酸リチウム、過塩素酸カルシウム、塩化リチウム等の無機イオン性導電物質等が挙げられる。導電性付与剤は、1種単独で、又は2種以上を組み合わせて、導電層としたときに所望の電気抵抗値を示すように、適宜の含有量で添加される。例えば、ゴム組成物における導電性付与剤の含有量は、前記ゴム100質量部に対して、2〜80質量部とすることができる。
【0031】
ゴム組成物は、所望によりシリカ系充填材を含有する。シリカ系充填材は、特に限定されないが、煙霧質シリカ又は沈降性シリカ等が挙げられ、一般式がRSi(OR’)3で示されるシランカップリング剤で表面処理された、補強効果の高い表面処理シリカ系充填材が好ましい。ここで、前記一般式におけるRは、グリシジル基、ビニル基、アミノプロピル基、メタクリロキシ基、N−フェニルアミノプロピル基又はメルカプト基等であり、前記一般式におけるR’はメチル基又はエチル基である。前記一般式で示されるシランカップリング剤は、例えば、信越化学工業株式会社製の商品名「KBM1003」及び「KBE402」等として、容易に入手することができる。このようなシランカップリング剤で表面処理されたシリカ系充填材は、定法に従って、シリカ系充填材の表面を処理することにより、得られる。なお、シランカップリング剤で表面処理されたシリカ系充填材は、市販品を用いてもよく、例えば、J.M.HUBER株式会社製の商品名「Zeothix 95」等が入手可能である。シリカ系充填材の配合量は、前記樹脂100質量部に対して、11〜39質量部であるのが好ましく、15〜35質量部であるのが特に好ましい。
【0032】
ゴム組成物は、前記樹脂、所望により導電性付与剤及びシリカ系充填材に加えて、通常、ゴム組成物に含有される各種添加剤を含有してもよく、各種添加剤としては、例えば、硬化剤、鎖延長剤及び架橋剤等の助剤、触媒、分散剤、発泡剤、老化防止剤、酸化防止剤、充填材、顔料、着色剤、加工助剤、軟化剤、可塑剤、乳化剤、耐熱性向上剤、難燃性向上剤、受酸剤、熱伝導性向上剤、離型剤、溶剤等が挙げられる。これらの各種添加剤は、通常用いられる添加剤であってもよく、用途に応じて特別に用いられる添加剤であってもよい。
【0033】
前記硬化剤としては、公知の白金系触媒とオルガノハイドロジェンポリシロキサンとを組み合わせた硬化剤、及び、有機過酸化物が挙げられる。前記白金系触媒としては、公知の触媒を使用することができ、具体的には、白金元素単体、白金化合物、白金複合体、塩化白金酸、塩化白金酸のアルコール化合物、アルデヒド化合物、エーテル化合物、各種オレフィン類とのコンプレックス等が挙げられる。白金系触媒の含有量は、有効量、いわゆる触媒量であればよく、例えば、(A)オルガノポリシロキサンに対して、白金族金属換算で1〜2,000ppmとするのが好ましい。
【0034】
前記オルガノハイドロジェンポリシロキサンとしては、直鎖状、分岐鎖状、環状のいずれであってもよく、その重合度は300以下が好ましく、ジメチルハイドロジェンシリル基で末端が封鎖されたジオルガノポリシロキサン、末端がトリメチルシロキシ基でジメチルシロキサン単位とメチルハイドロジェンシロキサン単位からなる共重合体、ジメチルハイドロジェンシロキサン単位(H(CH3)2SiO1/2とSiO2単位とからなる低粘度流体、1,3,5,7−テトラハイドロジェン−1,3,5,7−テトラメチルシクロテトラシロキサン、1−プロピル−3,5,7−トリハイドロジェン−1,3,5,7−テトラメチルシクロテトラシロキサン、1,5−ジハイドロジェン−3,7−ジヘキシル−1,3,5,7−テトラメチルシクロテトラシロキサン等が例示される。オルガノハイドロジェンポリシロキサンの含有量は、(A)オルガノポリシロキサンのアルケニル基に対して、ケイ素原子に直結した水素原子が50〜500モル%となる割合で用いられるのが好ましい。
【0035】
前記有機過酸化物としては、例えば、ジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン等のアルキル過酸化物、ジクミルパーオキサイド等のアラルキル過酸化物等の有機過酸化物が挙げられる。有機過酸化物の含有量は有効量であればよく、例えば、(A)オルガノポリシロキサン100質量部に対して、0.1〜10質量部であるのが好ましい。
【0036】
導電性ゴム組成物は、二本ローラ、三本ローラ、バンバリーミキサ、ドウミキサ(ニーダー)等のゴム混練り機等を用いて、前記ゴム、所望により導電性付与剤、シリカ系充填材、各種添加剤が均一に混合されるまで、例えば、数分から数時間、好ましくは5分〜1時間、常温又は加熱下で混練して、得られる。
【0037】
この発明の方法においては、このようにして軸体の外周に形成された弾性層3は、フィニッシャー処理がなされる。このフィニッシャー処理は、前記弾性層3の表面を、平均粒子径が7〜100μmである研摩粒子を有する研摩フィルムで、研摩することにより、行われる。
【0038】
前記研摩フィルムは、通常の場合、基材フィルムの表面に砥粒が接着剤を介して分散状態で付着してなる。砥粒の基材フィルムへの分散・塗布方法はラッピング法、電界法等が挙げられるが、切削性及び分散の均一性を考慮すると、電界法が好ましい。
【0039】
前記基材フィルムとしては、ポリエステル、ポリアミドイミド、ポリエチレン、ポリエーテルイミド、ポリプロピレン、ポリスチレン、ポリ酢酸ビニル、ポリ塩化ビニル、不織布、紙等を挙げることができる。特に引張強度、引裂強度、伸縮性に優れているポリエステルが好ましい。この基材フィルムは、通常の場合、その厚みが0.01〜1mmであり、好ましくは0.02〜0.6mmであり、より好ましくは、0.1〜0.15mmである。
【0040】
前記砥粒の材質としては、炭化珪素、アルミナ、ダイヤモンド及びダイヤモンドライクカーボン等の高硬度セラミックを挙げることができる。中でも軟質物の削り性という理由により、炭化珪素及び/又はアルミナが好適である。
【0041】
前記砥粒の平均粒子径は7〜100μm、好ましくは9〜80μm、より好ましくは20〜70μmである。この砥粒の平均粒子径は、砥粒の形状の最大長さをもって決定することができる。砥粒の平均粒子径が7μm未満であると、弾性層3の表面に、現像剤を保持することができるのに十分な凹凸を形成するのが困難になって、結果的に必要な印字濃度を得ることができず、一方、砥粒の平均粒子径が100μmを超えると、弾性層3の表面に形成される凹凸が大きくなり過ぎ、また、弾性層3の表面に形成される凹凸によって印字画像に縦スジが発生し、結果的に鮮明な画像形成ができなくなる。
【0042】
前記平均粒子径を有する砥粒を基材フィルムの表面に有する研摩フィルムとしては、例えば三共理化学株式会社製の研摩用ミラーフィルム(商品名「MCFシリーズ」)、住友スリーエム株式会社製のマイクロフィニッシングフィルムシリーズ等を好適にかつ市販品として入手することができる。これら市販品の研摩フィルムは、その基材フィルムの表面に、高硬度セラミック粒子が、その長軸を前記フィルムの表面に対してほぼ垂直となるように、立設形成されてなる。前記市販の研摩フィルムを採用すると、所定の凸部平均間隔、深さ及び幅を有するしわを弾性層3の表面に好適に形成することができる。
【0043】
このような研摩フィルムを用いる事により、弾性層3の表面に多数のしわを以下のようにして形成することができる。
【0044】
図4に一例として示すように、フィニッシャー処理をする前の弾性層3(この弾性層3を未処理弾性層と称することがある。)を軸体の周囲に形成されて成るローラ6(これを未処理ローラと称することがある。)とバックアップローラ7との間に研摩フィルム5を、未処理弾性層に研摩フィルム5における砥粒付着面が所定荷重で押し付けられる状態で、通過させることにより、未処理弾性層の表面に多数のしわが形成される。
【0045】
前記所定荷重は、未処理弾性層の表面に対して、砥粒及び研摩フィルムによる切込み量が0.15〜3mm、好ましくは0.25〜2.5mmとなるような荷重が好ましい。前記切込み量が0.15mm未満であると未処理弾性層の表面に有効なしわを形成することが困難になることがあり、一方前記切込み量が3mmを超えると目視可能な大きな傷が未処理弾性層の表面に形成されることがあって好ましくない。尚、前記切込み量は、研摩フィルム5に立設する砥粒の先端部と未処理弾性層の表面とを接触させた時を「0mm」とし、続いてバックアップローラ7により研摩フィルム5を未処理弾性層の表面に押込んだ時の押込み量を示している。
【0046】
また、図4に示されるように、前記ローラ6と前記バックアップローラ7との間に研摩フィルム5を通過させる場合、研摩フィルム5が通過する方向とは反対方向にローラ6を回転させるのが好ましい。研摩フィルム5の通過方向とローラ6の回転方向とが同じであると、ローラ6における未処理弾性層の表面にしわを形成する効果が低下する可能性があるので、好ましくない。
【0047】
前記ローラ6と前記バックアップローラ7との間隙に研摩フィルム5を通過させる場合、研摩フィルム5の通過速度は、0.1〜50cm/分であり、また、ローラ6の回転速度は通常300〜5000rpmであるのが、好ましい。
【0048】
かくして未処理弾性層に多数のしわが形成されることにより弾性層3が形成される。前記フィニッシャー処理により弾性層3の表面に形成されるしわとしては、表面粗さRzが4〜15μm、好ましくは4〜14μm、より好ましくは5〜13μmである。このような表面粗さRzを有するしわを多数有する弾性層3を備えたローラによると、現像剤の搬送性が良好になる。この表面粗さRzは、JIS B 0601に準じ、先端半径2μmの測定プローブを備えた表面粗さ計(商品名「590A」、株式会社東京精密製)に、ローラ6をセットし、測定長2.4mm、カットオフ波長0.8mm、カットオフ種別ガウシアンにより、少なくとも3点における表面粗さ測定し、これらの平均値を表面粗さRzとする。また、このような表面粗さRzを有するしわは通常凸部と凹部とを有する。換言すると、凹部と凹部との間に凸部が存在することになる。前記しわとしては、前記凸部と凸部との間隔、つまり凸部平均間隔が6〜18μm、好ましくは7〜17μm、より好ましくは8〜16μmである。そのような凸部平均間隔を有する弾性層3を備えたローラを組み込んだ画像形成装置で画像を形成すると、縦すじが殆ど発生しない高品質の画像を形成することができる。また、前記しわの深さは2〜10μm、好ましくは3〜9μm、より好ましくは4〜8μmである。この場合、しわの深さは、しわにおける凸部の頂点からしわの凹部最底部までの長さとすることができる。しわの深さが前記範囲内にあると、しわ内に残留する現像剤量を少なくすることができて、高品質の画像形成に貢献する。通常の場合、ローラの表面に形成されるしわは弾性層3の円周に沿って形成される。弾性層3の軸線方向におけるしわの幅としては、4〜9μm、好ましくは5〜8μm、より好ましくは5.5〜7μmである。しわの幅が前記範囲内にあると、しわの中に現像剤が残留することが僅少になり、その様な幅を有する多数のしわは高品質の画像形成可能なローラを形成するのに貢献する。
【0049】
この発明は、鮮明で高品質な画像を形成することのできるローラにおける弾性層3の表面に形成されるしわは、現像剤搬送性及び画像品質に大きな影響を与えるという新たな認識を基礎にするのであって、前記特定寸法を有するしわが表面に形成された弾性層3を有するローラは、特に印字濃度の向上、画像における縦すじ発生の防止、及びフィルミング発生の防止を実現した高品質の画像形成を可能にする。
【0050】
この発明に係るローラは、前記フィニッシャー処理済みの弾性層3(以下においては、特に断らない限り、「フィニッシャー処理済みの弾性層」を単に「弾性層」と称することがある。)の表面に少なくとも一層以上のコート層4が形成されているのが、好ましい。特に、弾性層3が前記シリコーンゴム組成物を用いて製造されるときには、前記シリコーンゴム組成物の硬化物から低分子量のシリコーン化合物等が浸出することがあるので、このコート層は前記低分子量のシリコーン化合物等が感光ドラムに付着して感光ドラムの帯電状態を阻害するのを有効に防止することができる。また、コート層4が弾性層3の表面に設けられていると、弾性層3の表面に直接に傷がつき、又は弾性層3の表面が磨耗してしまうのが防止される。
【0051】
コート層4は、弾性層3の表面に形成されたしわの表面粗さRz、凸部平均間隔、深さ、及び幅がコート層4表面においても好適に維持されるように、形成されるのが好ましい。このコート層4の厚さは、0.1〜50μm、好ましくは0.2〜30μm、さらに好ましくは1〜20μmである。
【0052】
コート層4、すなわち、ローラ1は、0.4〜1.1mg/cm2の現像剤付着量を有していることが好ましい。コート層4が0.4〜1.1mg/cm2の現像剤付着量を有している場合には、ローラ1を現像ローラとして使用したときに、像担持体に所定量の現像剤を供給することができ、十分な印字濃度で画像を形成することができる。ここで、現像剤付着量は、20℃、相対湿度50%の環境下において、ローラ1を画像形成装置(沖データ株式会社製、商品名「MICROLINE 1032PS」、解像度1200dpi相当)に装着して、黒ベタ印字を5枚行った後、黒ベタ印字を強制的に停止させて、ローラ1を画像形成装置から取り出し、ローラの表面に付着した現像剤を、断面積0.25cm2の吸引口を有する吸引式小型帯電量測定装置、例えば、商品名「210HS q/M METER」(トレックジャパン株式会社製)で吸引し、吸引回収した現像剤の質量を測定し、単位面積当りの質量に換算することによって、測定することができる。均一な印字濃度を実現することができる点で、コート層4の現像剤付着量は、0.8〜1.1mg/cm2であるのが好ましい。
【0053】
コート層4、すなわち、ローラ1は、現像剤に、10〜60μC/gの帯電量又は−60〜−10μC/gの帯電量を付与することができることが好ましい。コート層4が10〜60μC/gの帯電量又は−60〜−10μC/gの帯電量、好ましくは、15〜50μC/gの帯電量又は−50〜−15μC/gの帯電量、特に好ましくは、35〜50μC/gの帯電量又は−50〜−35μC/gの帯電量を現像剤に付与することができる場合には、ローラ1を現像ローラとして使用したときに、所望の帯電量に帯電された現像剤を像担持体に供給することができ、高品質な画像を形成することができる。ここで、現像剤の帯電量は、20℃、相対湿度50%の環境下において、ローラ1を画像形成装置(沖データ株式会社製、商品名「MICROLINE 1032PS」、解像度1200dpi相当)に装着して、黒ベタ印字を5枚行った後、黒べた印字を強制的に停止させて、ローラ1を画像形成装置から取り出し、ローラの表面に付着した現像剤を、断面積0.25cm2の吸引口を有する吸引式小型帯電量測定装置、例えば、商品名「210HS q/M METER」(トレックジャパン株式会社製)によって、測定することができる。
【0054】
コート層は、通常の場合、アミノシラン系樹脂、有機フッ素化合物及び/又はシリコーン化合物、ポリエステル樹脂,ポリエーテル樹脂,フッ素樹脂,エポキシ樹脂,アミノ樹脂,ポリアミド樹脂,アクリル樹脂,アクリルウレタン樹脂,ウレタン樹脂,アルキッド樹脂,フェノール樹脂,メラミン樹脂,尿素樹脂,シリコーン樹脂,ポリビニルブチラール樹脂などで形成することができる。これら各種の樹脂の中でも、コート層を形成する樹脂としてアミノシラン系樹脂が好適である。なお、コート層には、必要に応じてカーボン等の充填材、帯電制御剤等の添加剤を添加してもよい。
【0055】
コート層は、弾性層の表面に前記樹脂を含有する溶液を塗工する塗布法、前記溶液に前記弾性層を浸漬するディッピング法等により、形成されることができる。
【0056】
弾性層の表面をコート層で被覆するに際しては、被覆すべき弾性層の表面に紫外線を照射して弾性層の表面を活性化して、これにコート層を形成する樹脂例えばアミノシラン系樹脂を塗布すると、弾性層とコート層との密着性が向上する。
【0057】
この発明のローラは、例えば以下のようにして製造することができる。具体的な材料及び製造方法を例示すると、まず、軸体は、円柱又は円筒状であり、金属、又は合成樹脂等を用いて形成することができる。非導電性材料で形成された軸体は表面に導電性の被膜を形成すれば導電性の軸体となる。未処理弾性層は、前記したゴム材質を形成する原料と充填材とを含有する弾性層用組成物を用いて形成することができる。未処理弾性層の厚さは、通常0.5〜15mm、好ましくは1〜10mmである。
【0058】
軸体の周囲に未処理弾性層を形成する手段としては、押出成形による連続架橋、プレス、インジェクションによる型成形の外に、塗布、あるいは予め円筒状に成形され、適当な長さに裁断された未処理弾性体に軸体を挿入し、接着するなどの方法を採ることができる。
【0059】
かくして出来上がったローラにおける未処理弾性層の表面を前記フィニッシャー処理することにより、所定のしわを弾性層表面に多数有するローラが得られる。
【0060】
このようにして製造したローラは、上述のように表面にコート層を設ければさらに好ましいものとなる。
【0061】
このようにして得られたローラは、例えば現像ローラとして画像形成装置に装着して好適に使用することが出来る。特に、この発明に係るローラを現像ローラとして使用すると、従来の画像形成装置におけるような現像ローラに起因する現像剤の供給異常がなくなり、印刷の濃淡むらやかぶり現象がなく、高解像度が維持でき、長期にわたって好適な印刷が可能となる。
【0062】
この発明におけるローラを現像ローラとして具備する画像形成装置の一例を、図3に示す。
【0063】
この発明に係る画像形成装置30は、図3に示されるように、静電潜像が形成される回転可能な像担持体31例えば感光体と、像担持体31に当接して又は所定の間隔を置いて設けられ、像担持体31を帯電させる帯電手段32例えば帯電ローラと、像担持体31の上方に設けられ、像担持体31に静電潜像を形成する露光手段33と、像担持体31に当接して又は所定の間隔を置いて設けられ、像担持体31に一定の層厚で現像剤42を供給し、静電潜像を現像する現像手段40と、像担持体31の下方に圧接するように設けられ、現像された静電潜像を像担持体31から被転写体36例えば転写紙上に転写する転写手段34例えば転写ローラと、被転写体36の搬送方向の下流に設けられ、被転写体36に転写された現像剤42(静電潜像)を定着させる定着手段35例えば定着装置と、被転写体36に転写されず像担持体31に残留した現像剤42及び/又は像担持体31に付着したゴミ等を除去するクリーニング手段37とを備えている。すなわち、像担持体31は、その回転方向において、上流側から順に、クリーニング手段37、帯電手段32、露光手段33、現像手段40及び転写手段34によって、各作用を受ける。
【0064】
前記像担持体31は、従来公知の像担持体を用いることができ、少なくともその表面に設けられる感光層は、例えば、有機系、アモルファスシリコン、Se系合金又はこれらを組み合わせた材料等を用いて形成される。像担持体31が円筒状の場合は、像担持体31は、アルミニウム又はアルミニウム合金を押出し成型した後、表面に感光層等を形成する方法等の公知の製法により製造することができる。また、ベルト状の像担持体を用いることも可能である。前記帯電手段32は、像担持体31を帯電させることができればよく、例えば、導電性又は半導電性のローラ、ブラシ、フィルム、ゴムブレード等を用いた接触型帯電器、コロナ放電を利用したスコロトロン帯電器、コロトロン帯電器等の帯電器を用いることができる。これらの中でも、帯電補償能力に優れる点で接触型帯電器が好ましい。前記露光手段33は、露光により像担持体31に静電潜像を形成することができればよく、例えば、像担持体31の表面に、半導体レーザー(LD)光、発光ダイオード(LED)光、液晶シャッタ(LCS)光等の光源、又はこれらの光源からポリゴンミラーを介して所望の像様に露光できる光学系機器等を用いることができる。前記転写手段34は、現像された静電潜像を像担持体31から転写紙36上に転写することができればよく、例えば、ベルト、ローラ、フィルム、ゴムブレード等を用いた接触型転写帯電器、コロナ放電を利用したスコロトロン転写帯電器、コロトロン転写帯電器等を用いることができる。これらの中でも、転写帯電補償能力に優れる点で接触型転写帯電器が好ましい。また、転写帯電器の他、剥離帯電器等を併用することもできる。前記クリーニング手段37としては、像担持体31上の現像剤42及び/又はゴミ等を除去することができればよく、公知のクリーニング装置、クリーニングローラ等を用いることができる。
【0065】
前記定着手段35は、被転写体36に転写された現像剤42(静電潜像)を定着させることができればよく、例えば、発熱可能な定着ローラを備えた熱ローラ定着装置、オーブン定着器等の加熱定着装置、加圧可能な定着ローラを備えた圧力定着装置等を用いることができる。これらの定着装置は無端ベルトを備えた定着装置であってもよい。図3において、無端ベルトを備えた定着手段35はこの発明に係る定着装置とされている。この定着装置35は、図3にその断面が示されるように、被転写体36を通過させる開口52を有する筐体50内に、定着ローラ53と、定着ローラ53の近傍に配置された無端ベルト支持ローラ54と、定着ローラ53及び無端ベルト支持ローラ54に巻き掛けられた無端ベルト55と、定着ローラ53と対向配置された加圧ローラ56とを備え、無端ベルト55を介して定着ローラ53と加圧ローラ56とが、互いに当接又は圧接するように、回転自在に支持されて成る圧力熱定着装置である。無端ベルト支持ローラ54は、画像形成装置に通常用いられるローラであればよく、例えば、弾性ローラ等が用いられる。無端ベルト55は、例えば、ポリアミド、ポリアミドイミド等の樹脂により、無端状に形成されたベルトであればよく、その厚さ等も適宜定着手段35に適合するように調整することができる。定着ローラ53、無端ベルト支持ローラ54及び加圧ローラ56はそれぞれ、加熱体(図示しない。)が内蔵され、加圧ローラ56はスプリング等の付勢手段(図示しない。)によって、無端ベルト55を介して定着ローラ53に圧接している。無端ベルト55と加圧ローラ56との圧接された間を被転写体36が通過することにより、加圧と同時に加熱され、被転写体36に転写された現像剤42(静電潜像)を定着させることができる。
【0066】
画像形成装置30は、像担持体31の表面に残留している静電潜像を除去する除電手段(図示しない。)を、クリーニング手段37と帯電手段32との間又は転写手段34とクリーニング手段37との間に、備えていてもよい。除電手段は、例えば、タングステンランプ、LED等を用いることができ、光除電手段に用いる光質としては、例えば、タングステンランプ等の白色光、LED光等の赤色光等が挙げられ、照射光強度としては、通常、像担持体31の半減露光感度を示す光量の数倍〜30倍程度になるように出力が設定される。
【0067】
画像形成装置30における現像手段40は、従来の画像形成装置に備えられた現像手段と基本的に同様に形成され、同様に配置されている。例えば、現像手段40は、図3に示されるように、像担持体31に対向する位置に開口部を有し、現像剤42を収納する現像剤収納部41と、現像剤収納部41の開口部に、像担持体31に当接して又は所定の間隔を置いて設けられ、像担持体31に現像剤42を一定の層厚で供給する回転可能な現像剤担持体すなわち現像ローラ44と、現像ローラ44に当接して設けられ、現像ローラ44に現像剤42を供給する回転可能な現像剤供給手段43と、現像ローラ44の上方に設けられ、現像ローラ44に当接して現像剤42の層厚を規制すると共に、摩擦帯電により現像剤42を帯電させる現像剤規制部材45とを備えている。
【0068】
前記現像剤収納部41に収納される現像剤42としては、摩擦により帯電可能で、被転写体36に定着可能な一成分系の現像剤であれば、乾式現像剤であっても湿式現像剤であってもよく、また、非磁性現像剤であっても磁性現像剤であってもよい。一成分系の現像剤は、一般に、樹脂と色剤とその他添加剤とを含み、樹脂は、定着方式に応じて選択される。熱定着方式の場合には、樹脂として、例えば、スチレン/アクリル系共重合体、スチレン/ブタジエン系共重合体が、圧力定着方式の場合には、例えば、ワックス類、エチレン/酢酸ビニル共重合体、スチレン/ブタジエンラバー混合ワックス状樹脂等が選択される。色剤としては、例えば、カーボンブラック、マグネタイト、各種染顔料等が用いられ、その他添加剤としては、例えば、帯電制御剤、導電制御剤、補強剤、離型剤等が用いられる。磁性現像剤の場合には、さらに、フェライト等の磁性粉を現像剤42の合計質量に対して数十質量%含有する。一成分系の現像剤は、通常、2〜8μC/g程度の帯電特性を有している。
【0069】
現像手段40における現像剤供給手段43は、現像ローラ44と接触して、現像剤42を現像ローラ44に供給することができるように構成されていればよく、例えば、導電性を有する弾性層を備えた現像ローラ等が挙げられる。なお、現像ローラ44に供給される現像剤42を均一に混合する攪拌機が現像剤収納部41内に設けられてもよい。
【0070】
現像手段40における現像ローラ44は、現像剤規制部材45と接触して、現像剤42を帯電させる。したがって、現像ローラ44は、現像剤規制部材45と接触して、現像剤42を帯電させることができるように構成されていればよく、例えば、導電性を有する弾性層を備えた現像ローラ等が挙げられる。例えば、このような現像ローラ44として、この発明に係るローラ1を使用することができる。
【0071】
現像剤規制部材45は、図3に示されるように、所定の圧力で現像ローラ44の表面に当接するように、現像手段40の開口部に、配置されている。この現像剤規制部材45は、現像ローラ44に接触して、現像ローラ44に付着した現像剤42を一定の層厚に調整すると共に、現像剤42を帯電させることができればよく、例えば、支持体と、支持体に装着され、現像ローラ44に当接するブレードとから成っていてもよい。この支持体は、弾性を有する材料、例えば、ステンレス鋼等によって形成されて成り、ブレードを支持し、現像ローラ44にブレードを適切な圧力で当接させる。ブレードは、弾性を有する材料、例えば、ステンレス鋼等又は弾性を有する薄板状等に形成されて成り、現像ローラ44に当接し、現像剤42の層厚を規制すると共に、摩擦帯電により現像剤42を帯電させる。ブレードは、その表面に、現像剤42を帯電させる表面層(図示しない。)を有していてもよい。
【0072】
この発明に係る画像形成装置30は、帯電手段32の帯電ローラ、現像手段40の現像ローラ、転写手段34の転写ローラ、定着手段35の定着ローラ、加圧ローラ又は無端ベルト支持ローラ、クリーニング手段のクリーニングローラ、紙送り搬送ローラ等の各種ローラを備え、これら各種ローラのうち少なくとも1つのローラとしてこの発明に係るローラ1が使用されている。好ましくは、帯電ローラ、現像ローラ、転写ローラ、定着ローラ及び加圧ローラのうち少なくとも1つのローラとしてこの発明に係るローラ1が使用されている。
【0073】
この発明に係る画像形成装置30は、次のように作用する。まず、画像形成装置30において、像担持体31が、図3の矢印に示されるように、時計方向に回転しつつ、クリーニング手段37により、その表面の現像剤42及び/又はゴミ等が除去された後、帯電手段32により、一様に帯電される。次いで、露光手段33により画像が露光され、像担持体31の表面に静電潜像が形成される。
【0074】
一方、現像手段40において、現像剤42が現像剤供給手段43によって現像ローラ44に供給され、現像ローラ44が図32に示される矢印方向に回転することにより、現像ローラ44の表面に付着した現像剤42が、現像ローラ44と現像ローラ44に当接した現像剤規制部材45との間を通過する。このとき、現像剤42は、所望の層厚に規制されると共に、現像剤42を所望のように帯電させることができる。つまり、現像剤42が、現像ローラ44と現像剤規制部材45との間を通過することによって、現像ローラ44の表面上における現像剤42の層厚が規制されると共に、現像剤規制部材45と現像ローラ44及び/又は現像剤42との摩擦帯電等により、現像ローラ44上の現像剤42が所望のように帯電される。
【0075】
次いで、このようにして現像手段40から所望の層厚及び帯電量を有する現像剤42が像担持体31に供給され、像担持体31に形成された静電潜像が現像されて、この静電潜像が現像剤像として可視化される。このようにして、現像手段40は、像担持体31に所望の層厚及び帯電量を有する現像剤42を供給し、静電潜像を現像することができる。次いで、像担持体31上に現像された現像剤像は、搬送手段により、像担持体31と転写手段34との間に搬送される被転写体36上に、像担持体31及び/又は転写手段34によって転写される。次いで、現像剤像が転写された被転写体紙36は、搬送手段により定着手段35に搬送され、定着手段35により加熱及び/又は加圧されて、転写された現像剤像が永久画像として被転写体36に定着される。このようにして、被転写体36に画像を形成することができる。
【0076】
この発明に係る画像形成装置30は、帯電ローラ、現像ローラ、転写ローラ、定着ローラ、加圧ローラ、無端ベルト支持ローラ、クリーニングローラ、紙送り搬送ローラ等の各種ローラのうち少なくとも1つのローラとしてこの発明に係るローラ1が使用されているので、この発明に係るローラ1が使用されたローラは、被当接体に対して、その軸方向にわたって均一に作用することができ、高品質の画像を形成することに十分に貢献することができる。例えば、像担持体31に当接するように配設された現像ローラ44として、この発明の係るローラ1が使用される場合には、所定の圧力でかつ現像ローラ44の軸方向にわたって均一に像担持体31に当接し、現像剤42を均一な厚さで精度よく、像担持体31に付着させることができるから、高品質の画像を形成することに十分に貢献することができる。
【0077】
この発明に係る画像形成装置30において、像担持体31、帯電手段32、露光手段33、転写手段34、定着手段35及びクリーニング手段37は、図3に示される配置の他に、従来の画像形成装置に備えられる像担持体、帯電手段、露光手段、転写手段、定着手段及びクリーニング手段とそれぞれ同様に形成され、同様に配置されてもよい。
【0078】
また、画像形成装置30は、電子写真方式の画像形成装置とされているが、この発明において、画像形成装置は、電子写真方式には限定されず、例えば、静電方式の画像形成装置であってもよい。また、画像形成装置30は、現像手段40に単色の現像剤42のみを収容するモノクロ画像形成装置とされているが、この発明において、画像形成装置は、モノクロ画像形成装置に限定されず、カラー画像形成装置であってもよい。カラー画像形成装置としては、例えば、像担持体上に担持された現像剤像を中間転写体に順次一次転写を繰り返す4サイクル型カラー画像形成装置、各色毎の現像手段を備えた複数の像担持体を中間転写体や転写搬送ベルト上に直列に配置したタンデム型カラー画像形成装置等が挙げられる。画像形成装置30は、例えば、複写機、ファクシミリ、プリンター等の画像形成装置とされる。
【0079】
また、画像形成装置30において、現像剤42は、一成分系の現像剤が有利に用いられるが、現像剤粒子と、鉄、ニッケル等のキャリアとを含む二成分系の現像剤も使用することができる。二成分系の現像剤は、通常、10〜25μC/g程度の帯電特性を有している。
【実施例】
【0080】
(実施例1)
無電解ニッケルメッキ処理が施された軸体(SUM22製、直径10mm、長さ275mm)をトルエンで洗浄し、その表面にシリコーン系プライマー(商品名「プライマーNo.16」、信越化学工業株式会社製)を塗布した。プライマー処理した軸体を、ギヤオーブンを用いて、150℃の温度にて10分焼成処理した後、常温にて30分以上冷却し、軸体の表面にプライマー層を形成した。
【0081】
一方、メチルビニルシリコーン生ゴム(商品名「KE−78VBS」、信越化学工業株式会社製)100質量部と、ジメチルシリコーン生ゴム(商品名「KE−76VBS」、信越化学工業株式会社製)20質量部と、カーボンブラック(商品名「アサヒサーマル」、旭カーボン株式会社製)10質量部と、煙霧質シリカ系充填材(商品名「AEROSIL 20」、日本アエロジル株式会社製)15質量部と、白金触媒(商品名「C−19A」、信越化学工業株式会社製)0.5質量部と、ハイドロジェンポリシロキサン(商品名「C−19B」、信越化学工業株式会社製)2質量部とを混合し、加圧ニーダーで混練して、付加硬化型導電性シリコーンゴム組成物を調製した。
【0082】
次いで、プライマー層を形成した軸体と付加硬化型導電性シリコーンゴム組成物とを、クロスヘッド型押出成形機にて一体分出し、ギヤオーブンを用いて、150℃、30分間加熱した。その後、さらに、ギヤオーブンを用いて、200℃で4時間にわたって、二次加熱し、常温にて24時間放置した。次いで、円筒研削盤にて、形成した弾性層の直径が18mmとなるように、弾性層の表面を研摩した。
【0083】
次いで、平均粒子径40μmの炭化珪素(以下においては、特に断らない限り、「SiC」と称することがある。)から成る砥粒を基材フィルム表面に電界法により付着形成した研摩用ミラーフィルム(商品名「MCF40」、三共理化学株式会社製)を用いて、フィルム研摩機(商品名「スーパーフィニッシャーSFC050TNd」、株式会社松田精機製)にて、フィルム研摩を行った。研摩時の切込み量は1mmであった。
【0084】
このようにして形成した弾性層の電気抵抗値、表面粗さRz及びJIS A硬度を前記方法により、測定したところ、電気抵抗値は2×104Ωであり、表面粗さRzは8.5μmであり、JIS A硬度は40であった。
【0085】
次いで、フィルム研摩した弾性層の表面に、アミノシラン系カップリング剤(商品名「KBE−9105」、信越化学工業株式会社製)をスプレーコーティング法によって、一回塗布し、120℃で30分間加熱し、厚み1μmのコート層を形成した。この様にして、導電性ローラを作製した。
【0086】
このようにして形成した、この発明におけるローラの一例である導電性ローラを現像ローラとして用い、電子写真式プリンター(沖データ株式会社製、商品名:「MICROLINE 1032PS」、解像度1200dpi相当)において印字試験を行い、現像剤付着量及び現像剤への帯電量(以下、現像剤帯電量と称する。)及び印字濃度を測定し、評価した。現像剤付着量及び現像剤帯電量の評価については、先述したとおりである。印字濃度の評価は以下のとおりである。すなわち、電子写真式プリンターを、温度20℃、相対湿度50%の環境下で、稼動させて、6,000枚の印字を行った。その後、黒ベタ−網点−5%デューティー−白地印字を2回繰り返し、印字した黒ベタ印字部のX−Rite濃度を、X−Riteマクベス濃度計を用いて測定した。黒ベタ印字部のマクベス濃度が1.30以上1.35以下であった場合を「◎」、1.25以上1.30未満であった場合を「○」、1.20以上1.25未満であった場合を「△」、1.20未満であった場合を印字不良と判断し、「×」とした。次いで、上記6,000枚印字後に、10枚を印字し、縦すじの発生の有無について目視で確認を行った。次いで、上記10枚印字後に、記録体印字面のフィルミングの確認の為、100枚単位で印字し、記録体印字面のフィルミングの発生有無についても目視で確認を行った。これらの結果を表1に示す。
【0087】
(実施例2〜7、比較例1〜2)
研摩フィルムの砥粒の平均粒子径を表1に記載したように変更した以外は、実施例1と同様に導電性ローラを作製し、同評価を行った。
【0088】
(実施例8)
研摩フィルムの砥粒の材質を変更した以外は、実施例1と同様に導電性ローラを作製し、同評価を行った。
【0089】
(実施例9〜13)
切込み量を変更した以外は、実施例1と同様に導電性ローラを作製し、同評価を行った。
【0090】
評価結果
【0091】
【表1】
【図面の簡単な説明】
【0092】
【図1】図1はこの発明の方法により製造される一例としてのローラである。
【図2】図2はこの発明の方法により製造される他の例としてのローラである。
【図3】図3はこの発明の方法により製造される一例としてのローラを組み込んでなる画像形成装置の一例を示す説明図である。
【図4】図4はこの発明の方法により製造される一例としてのローラを製造する工程の一つであるフィニッシャー処理工程における、未処理弾性層の表面を研摩フィルムで研摩する状態を示す説明図である。
【符号の説明】
【0093】
1 ローラ
2 軸体
3 弾性層
4 コート層
5 研摩フィルム
6 ローラ(処理ローラ)
7 バックアップローラ
30 画像形成装置
31 像担持体
32 帯電手段
33 露光手段
34 転写手段
35 定着手段
36 被転写体
37 クリーニング手段
40 現像手段
41 現像剤収納部
42 現像剤
43 現像剤供給手段
44 現像ローラ
45 現像剤規制部材
50 筐体
52 開口
53 定着ローラ
54 無端ベルト支持ローラ
55 無端ベルト
【特許請求の範囲】
【請求項1】
軸体の外周面に弾性層を形成し、前記弾性層の表面を、平均粒子径が7〜100μmである研摩粒子を有する研摩フィルムで、研摩することを特徴とするローラの製造方法。
【請求項2】
前記研摩粒子が炭化珪素及び/又はアルミナである前記請求項1に記載のローラの製造方法。
【請求項3】
前記研摩により、前記弾性層表面に表面粗さRzが4〜15μmとなるしわが形成されることを特徴とする前記請求項1又は2に記載のローラの製造方法。
【請求項4】
前記請求項1〜3のいずれか1項に記載のローラの製造方法により製造されたローラであって、研摩フィルムで研摩された後の弾性層の表面にしわが形成されて成ることを特徴とするローラ。
【請求項5】
前記請求項4に記載のローラ外周面に、コート層を有することを特徴とするローラ。
【請求項6】
前記請求項4又は5に記載のローラを備えた画像形成装置。
【請求項1】
軸体の外周面に弾性層を形成し、前記弾性層の表面を、平均粒子径が7〜100μmである研摩粒子を有する研摩フィルムで、研摩することを特徴とするローラの製造方法。
【請求項2】
前記研摩粒子が炭化珪素及び/又はアルミナである前記請求項1に記載のローラの製造方法。
【請求項3】
前記研摩により、前記弾性層表面に表面粗さRzが4〜15μmとなるしわが形成されることを特徴とする前記請求項1又は2に記載のローラの製造方法。
【請求項4】
前記請求項1〜3のいずれか1項に記載のローラの製造方法により製造されたローラであって、研摩フィルムで研摩された後の弾性層の表面にしわが形成されて成ることを特徴とするローラ。
【請求項5】
前記請求項4に記載のローラ外周面に、コート層を有することを特徴とするローラ。
【請求項6】
前記請求項4又は5に記載のローラを備えた画像形成装置。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−116500(P2008−116500A)
【公開日】平成20年5月22日(2008.5.22)
【国際特許分類】
【出願番号】特願2006−297002(P2006−297002)
【出願日】平成18年10月31日(2006.10.31)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【復代理人】
【識別番号】100118809
【弁理士】
【氏名又は名称】篠田 育男
【Fターム(参考)】
【公開日】平成20年5月22日(2008.5.22)
【国際特許分類】
【出願日】平成18年10月31日(2006.10.31)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【復代理人】
【識別番号】100118809
【弁理士】
【氏名又は名称】篠田 育男
【Fターム(参考)】
[ Back to top ]