
不織布で構成された複合繊維シート
【課題】立体的で表面積が大きく、形態安定性にも優れた不織布シートを提供する。
【解決手段】線条体で構成された平板状ネット部材(A)、及び前記線条体に対して融着した網目状基底部と、前記平板状ネット部材(A)の各網目において前記網目状基底部とは反対方向に膨出した複数の膨出部とで構成された不織布部材(B)を備える複合繊維シートを作製する。前記網目状基底部の網目の平均孔径は1〜30mm(特に2〜20mm)であり、かつ前記線条体の平均径と前記網目状基底部の網目の平均孔径との比は、線条体の平均径/網目の平均孔径=1/1〜1/100である。前記不織布部材(B)の隣接する膨出部の高さは略同一であり、かつ膨出部の平均高さと網目状基底部の網目の平均孔径との比は、平均高さ/平均孔径=1/5〜2/1程度であってもよい。前記網目状基底部と膨出部との密度の比は、前者/後者=3/1〜50/1程度である。
【解決手段】線条体で構成された平板状ネット部材(A)、及び前記線条体に対して融着した網目状基底部と、前記平板状ネット部材(A)の各網目において前記網目状基底部とは反対方向に膨出した複数の膨出部とで構成された不織布部材(B)を備える複合繊維シートを作製する。前記網目状基底部の網目の平均孔径は1〜30mm(特に2〜20mm)であり、かつ前記線条体の平均径と前記網目状基底部の網目の平均孔径との比は、線条体の平均径/網目の平均孔径=1/1〜1/100である。前記不織布部材(B)の隣接する膨出部の高さは略同一であり、かつ膨出部の平均高さと網目状基底部の網目の平均孔径との比は、平均高さ/平均孔径=1/5〜2/1程度であってもよい。前記網目状基底部と膨出部との密度の比は、前者/後者=3/1〜50/1程度である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルターなどに利用可能な不織布で構成された複合繊維シートに関する。
【背景技術】
【0002】
従来から、不織布などの布帛又は繊維製品は、網目構造を有しているため、エアフィルターやマスクフィルターなどのフィルター材、ワイパー、緩衝材又はクッション材などとして利用されている。なかでも、不織布は、その通気性を利用してエアフィルターなどのフィルターとして汎用されているが、ろ過面積である表面積を大きくしてフィルター機能を向上させるために、様々な形状に加工されて使用されている。
【0003】
例えば、実開平5−44218号公報(特許文献1)には、連続した環状のプリーツ折り線によってプリーツ加工された不織布で構成されたフィルター材が開示されている。しかし、このフィルター材では、繊維シートを形成後に、プリーツ加工する必要があり、生産性が低く、形態保持性も低い。
【0004】
これに対して、不織布と補強材とを組み合わせて、形態保持性を向上させたフィルターも提案されている。例えば、特開2000−271417号公報(特許文献2)には、プリーツ加工された熱接着性モノフィラメントからなる網状物に、熱接着性繊維が前記網状物の網目を通して絡合分散して不織布を形成し、かつプリーツの谷部の不織布の厚みがプリーツの山部のそれに比して大であり、かつ繊維同士の接点及び繊維の網状物の接点が熱接着され、前記網状物と不織布とが接合一体化された濾材シートが開示されている。しかし、この濾材シートは、網状物がプリーツ形状であるため、網状物の変形により不織布に皺が発生し易く、強度が低下したり、濾過性能が不均一化し易い。
【0005】
また、実開平1−156715号公報(特許文献3)には、メルトブロー法又はジェット紡糸法により製造された平均繊維径0.5〜20μmの合成繊維からなる不織布と、スペーサーとが、前記不織布を構成する繊維の接着により接合された濾材であって、前記濾材の表面に前記スペーサーの形状に沿った凹凸が形成されており、かつ前記スペーサーの厚さが前記濾材凹部の不織布の厚さより厚い濾材が開示されている。この濾材のスペーサとして網状物が例示されているが、この濾材では、網状物の形状に沿った凹凸が形成されているため、濾材の表面積は小さい。従って、この濾材では、カートリッジフィルターとして、ジグザグに折り曲げてプリーツ状に加工して用いられている。
【0006】
さらに、特開平3−234853号公報(特許文献4)には、熱可塑性樹脂の繊維群で形成された基布部に多数の孔を有するとともに、それぞれの孔の周囲に基布部と同質の繊維群でなる先端閉塞の筒状突起部を有し、その突起部の突き出し高さが、基布部の厚さの2倍以上である不織布を、ネットと一体化した不織布構造物が開示されている。この文献には、この構造物を製造する方法として、多数の開孔を設けた多孔板に向けて、メルトブローダイから繊維群を吹き付けて堆積させ、その際に、その多孔板を境として繊維の吹き付け側圧力より、その反対側の圧力の方が小さい状態として、前記繊維群を前記開孔から突出させ、その突出が筒状に盛り上がって先端閉塞の突起部を形成した後、繊維集合体を多孔板から剥して不織布を得る工程と、この不織布をネットと一体化する工程とを経る方法が記載されている。この文献には、前記多孔板として、60〜20メッシュの金網を使用し、前記基布部の孔径が0.2〜1mmの不織布を製造できることが記載されている。さらに、実施例では、線径0.3mm、メッシュ♯30で、網目の目の開きが0.54mm×0.60mmの金網を使用して、起毛状突起数125/cm2、起毛状突起に対応した孔径0.6mm、起毛突起の見掛け高さ約0.8mm、基布部厚み約0.1mmの不織布が得られている。
【0007】
しかし、この不織布構造物では、不織布の凹凸形状が小さく、有効に濾過性能を向上できない。さらに、この方法では、帯状ネットと不織布とが一体化した複合繊維シートを得るために、金網ロールと同様の帯状のネットを重ねて送りつつ、メルトブローするため、操作性及び生産性も低い。
【特許文献1】実開平5−44218号公報(請求項1、図1)
【特許文献2】特開2000−271417号公報(請求項1、実施例)
【特許文献3】実開平1−156715号公報(実用新案登録請求の範囲、実施例)
【特許文献4】特開平3−234853号公報(特許請求の範囲、第3頁右下欄下から2行〜第4頁左上欄11行、実施例2及び4、第11〜13図)
【発明の開示】
【発明が解決しようとする課題】
【0008】
従って、本発明の目的は、不織布で構成され、立体的で表面積が大きく、形態安定性にも優れた繊維シート及びその製造方法並びにこのシートで構成されたフィルターを提供することにある。
【0009】
本発明の他の目的は、不織布で構成され、濾過面積が大きく、エアフィルターなどのフィルターに適した繊維シート及びその製造方法並びにこのシートで構成されたフィルターを提供することにある。
【0010】
本発明のさらに他の目的は、不織布で構成され、表面積が大きく形態保持性も高い繊維シートを簡便に製造する方法を提供することにある。
【課題を解決するための手段】
【0011】
本発明者らは、前記課題を達成するため鋭意検討した結果、比較的大きな網目径を有する平板状ネット部材にこのネット部材の網目ごとに凸部が膨出する形態で不織布を融着させることにより、不織布で構成され、立体的で表面積が大きく、形態安定性にも優れた繊維シートが得られることを見出し、本発明を完成した。
【0012】
すなわち、本発明の複合繊維シートは、線条体で構成された平板状ネット部材(A)、及び前記線条体に対して融着した網目状基底部と、前記平板状ネット部材(A)の各網目において前記網目状基底部とは反対方向に膨出した複数の膨出部とで構成された不織布部材(B)を備える複合繊維シートであって、前記網目状基底部の網目の平均孔径が1〜30mmであり、かつ前記線条体の平均径と前記網目状基底部の網目の平均孔径との比が、線条体の平均径/網目の平均孔径=1/1〜1/100である。前記線条体の平均径は0.1〜1mm程度であり、網目状基底部の網目の平均孔径は2〜20mm程度であってもよい。両者の比は、線条体の平均径/網目の平均孔径=1/3〜1/80程度である。前記不織布部材(B)の隣接する膨出部の高さは略同一であり、かつ膨出部の平均高さと網目状基底部の網目の平均孔径との比は、平均高さ/平均孔径=1/5〜2/1程度であってもよい。前記網目状基底部の密度は0.05〜0.5g/cm3程度であり、膨出部の密度は0.001〜0.2g/cm3程度であってもよい。両者の比率は、網目状基底部/膨出部=3/1〜50/1程度である。前記膨出部の平均高さは0.1〜50mm程度であり、その厚みは0.05〜10mm程度であってもよい。両者の比率は、平均高さ/厚み=1/1〜10/1程度である。前記不織布部材(B)を構成する繊維の平均径は0.2〜20μm程度であり、前記不織布部材(B)の目付が1〜100g/m2程度であってもよい。前記不織布部材(B)はメルトブローン不織布で構成されていてもよい。前記平板状ネット部材(A)及び不織布部材(B)は、それぞれ、ポリオレフィン系樹脂、ポリビニルアルコール系樹脂、ポリ塩化ビニル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂及びポリウレタン系樹脂からなる群から選択された少なくとも一種で構成され、かつ両部材を構成する樹脂が同系統の樹脂であってもよい。
【0013】
本発明には、前記平板状ネット部材(A)と吸引コレクターとの間に隙間を設けた状態で、平板状ネット部材(A)に対して熱可塑性樹脂を溶融紡糸して不織布構造を形成する工程を含む前記複合繊維シートの製造方法も含まれる。前記工程において、平板状ネット部材(A)に対してメルトブローン法で熱可塑性樹脂を溶融紡糸して不織布構造を形成してもよい。
【0014】
本発明には、前記複合繊維シートで構成されたエアフィルターも含まれる。また、本発明には、前記複合繊維シートから平板状ネット部材(A)を剥離した不織布も含まれる。前記不織布は、膨出部の先端部に孔部を有していてもよい。
【発明の効果】
【0015】
本発明の複合繊維シートは、比較的大きな網目径を有する平板状ネット部材に対して、このネット部材の網目ごとに膨出する形態で不織布が融着されているため、立体的で表面積が大きく、形態安定性にも優れている。また、濾過面積が大きいため、エアフィルターなどのフィルターとしても適している。本発明の製造方法では、このような複合繊維シートを簡便な方法で製造できる。
【発明を実施するための最良の形態】
【0016】
[複合繊維シート]
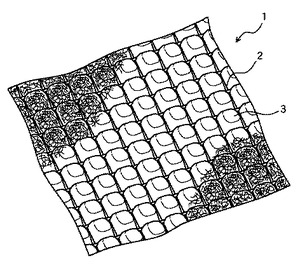
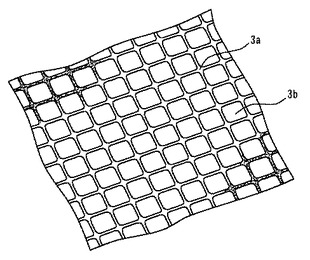
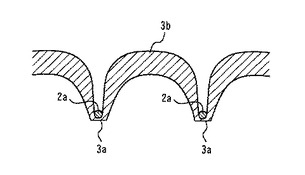
以下、添付図面に基づいて本発明の複合繊維シートを説明する。図1は、本発明の複合繊維シートの一例を示す概略斜視図であり、図2は、図1の複合繊維シートを裏面側から見た概略斜視図であり、図3は、図1の複合繊維シートの概略模式側面図である。
【0017】
複合繊維シート1は、線条体2aで構成された平板状ネット部材2と、このネット部材2に融着した不織布部材3とで構成されている。
【0018】
平板状ネット部材2は、経糸と緯糸との間に等間隔の空隙を設けて平行に引き揃えた複数本の線条体2aを交差させて、その交点を熱融着することにより形成されている。平板状ネット部材2の網目(孔)の形状は略正方形であり、網目の孔径(一辺の長さ)は3〜5mm程度である。線条体2aは、線径100〜300μm程度であり、かつポリプロピレンで構成されたモノフィラメントである。
【0019】
不織布部材3は、前記線条体2aに対して融着した網目状基底部3aと、この基底部3aから前記ネット部材2の網目ごとに膨出(延出)する複数の膨出部3bとで構成されている。なお、膨出部3bは、図1では平面状ネット部材2に対する凸部を形成し、図1を裏面から見た図2では平面状ネット部材2(又は網目状基底部3a)に対する凹部を形成する。
【0020】
網目状基底部3aは、平板状ネット部材2に追随し、ネット部材2と同様の網目形状を有しており、その平均孔径(網目間隔)もネット部材2と略同じで3〜5mm程度である。さらに、不織布部材3の網目状基底部3aは、前記平板状ネット部材2に追随するとともに、線条体2aと接触する界面で融着している。網目状基底部3aと線条体2aとは、両者の界面全域に亘り融着していてもよく、不織布部材3と平板状ネット部材2とが固定されて一体化可能な程度に部分的に融着していてもよい。なお、厳密には、網目状基底部3aだけでなく、膨出部3b(基底部3bの近傍部分)も、線条体2aと接触する界面において線条体2aと融着していてもよい。網目状基底部3aの平均線幅は、線条体2aと略同じであり、100〜300μm程度である。
【0021】
膨出部3bは、平板状ネット部材2の各網目において網目状基底部3aとは反対方向に膨出している。すなわち、前記平面状ネット部材2の網目状基底部3aが融着した面からその裏面側に向けて膨出している。膨出部3bの形状は山状又は椀状であり、網目ごとに膨出する各膨出部の形状は略同形状(形態及び大きさ)である。詳しくは、各膨出部3bの形状は、ネット部材2の正方形の網目を底面として網目の中心に向かって徐々に曲面状で膨出した山型形状である。膨出部3bの平均高さは2〜4mm程度である。
【0022】
不織布部材3は、ポリプロピレンで構成されたメルトブローン不織布であるが、前記網目状基底部3aの密度と膨出部3bの密度とは異なっており、網目状基底部3aの密度が0.1〜0.5g/cm3程度であるのに対して、膨出部3bの密度は、0.01〜0.04g/cm3程度である。
【0023】
(A)平板状ネット部材
本発明の複合繊維シートは、平板状ネット部材(A)と不織布部材(B)とで構成されている。平板状ネット部材(A)の網目(孔)の形状は、正方形に限定されず、多角形状(三角形、他の四角形、五角形、六角形、八角形など)、円状、楕円状、不定形状などであってもよいが、不織布部材で構成された膨出部の面積を大きく形成でき、簡便に作製できる点から、正方形、菱形、長方形などの四角形、特に、略正方形が好ましい。
【0024】
平板状ネット部材(A)を構成する線条体の平均径は0.01〜10mm程度の範囲から選択でき、例えば、0.05〜5mm、好ましくは0.08〜3mm程度であってもよいが、不織布部材の膨出部が占める面積を大きくできる点からは細い方が好ましく、例えば、0.01〜3mm、好ましくは0.05〜2mm、さらに好ましくは0.1〜1mm(特に0.15〜0.5mm)程度であってもよい。
【0025】
平板状ネット部材の網目の平均孔径(目合い又は網目間隔)は、1〜30mm程度の範囲から選択できるが、不織布部材の膨出部が占める面積を大きくできる点から、例えば、2〜20mm、好ましくは2.5〜15mm、さらに好ましくは3〜10mm程度である。
【0026】
本願明細書において、網目の孔径とは、網目が円の場合は直径を意味し、正方形の場合は辺の長さを意味し、楕円や長方形などの異形の場合は長軸(長辺)と短軸(短辺)との平均値を意味する。
【0027】
線条体は、無機繊維であってもよく、有機繊維であってもよい。無機繊維としては、例えば、ガラス繊維、炭素繊維、活性炭素繊維、アルミナ繊維、炭化ケイ素繊維、ボロン繊維、チラノ繊維、金属繊維(金繊維、銀繊維、銅繊維、スチール繊維、アルミニウム繊維、ステンレススチール繊維など)などが挙げられる。有機繊維としては、天然繊維(綿、カボック、麻などのセルロース繊維、羊毛や絹などのタンパク繊維など)、合成繊維(ポリオレフィン繊維、アクリル繊維、ポリビニルアルコール系繊維、ポリ塩化ビニル系繊維、フッ素繊維、ポリアミド繊維、ポリエステル繊維、ポリウレタン繊維、ポリアセタール繊維、ベンゾエート繊維、ポリフェニレンスルフィド繊維、複素環高分子繊維など)、半合成繊維(トリアセテート繊維などのアセテート繊維など)、再生繊維(レーヨン、ポリノジック、キュプラ、リヨセルなど)などが挙げられる。
【0028】
これらの繊維は、単独で又は二種以上組み合わせて使用できる。線条体を構成する繊維は、モノフィラメントに限定されず、紡績糸やマルチフィラメント糸であってもよい。特に、二種以上組み合わせた繊維は、異種の繊維の混紡糸やマルチフィラメント糸であってもよく、原料となる合成樹脂がアロイ又は複合構造を形成したモノフィラメント糸であってもよい。なお、簡便性などの点から、単独の熱可塑性樹脂で構成されたモノフィラメント糸が汎用される。モノフィラメント糸の横断面形状(繊維の長さ方向に垂直な断面形状)は、一般的な中実断面形状である丸型断面や異型断面[偏平状、楕円状、多角形状、3〜14葉状、T字状、H字状、V字状、ドッグボーン(I字状)など]に限定されず、中空断面状などであってもよいが、通常、丸型断面である。
【0029】
これらのうち、不織布部材と一体化して使用する場合は、不織布部材と融着が容易な有機繊維が好ましく、特に、不織布部材を構成する熱可塑性樹脂と同系統の熱可塑性樹脂で構成された有機繊維が好ましい。このような有機繊維を構成する熱可塑性樹脂としては、不織布部材として溶融方式を用いて不織布を容易に形成可能な樹脂と同系統の樹脂、例えば、ポリオレフィン系樹脂(ポリエチレン、ポリプロピレンなどのポリC2-4オレフィン系樹脂など)、ポリビニルアルコール系樹脂(エチレン−ビニルアルコール系共重合体など)、ポリ塩化ビニル系樹脂(ポリ塩化ビニル、ポリ塩化ビニリデンなど)、ポリエステル系樹脂(ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリアルキレンアリレート系樹脂、ポリ乳酸などの脂肪族ポリエステル系樹脂、液晶ポリエステルなどの全芳香族ポリエステル系樹脂など)、ポリアミド系樹脂(ポリアミド6、ポリアミド66、ポリアミド11、ポリアミド12、ポリアミド610、ポリアミド612などの脂肪族ポリアミド系樹脂、半芳香族ポリアミド系樹脂、ポリフェニレンイソフタルアミド、ポリヘキサメチレンテレフタルアミド、ポリp−フェニレンテレフタルアミドなどの芳香族ポリアミド系樹脂など)、ポリウレタン系樹脂(ポリエーテルポリオールやポリエステルポリオールなどのポリオール成分とポリイソシアネート成分との反応により得られるウレタン系重合体など)などが挙げられる。これらの熱可塑性樹脂は、単独で又は二種以上組み合わせて使用できる。これらの熱可塑性樹脂のうち、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂、特に、ポリプロピレン系樹脂が好ましい。
【0030】
ネット部材は、モノフィラメントの交点を融着した網に限定されず、線条体の種類に応じて選択でき、平織物(交点融着物も含む)、有結節網、無結節網、ラッセル網、スプリットヤーンなどであってもよい。
【0031】
(B)不織布部材
不織布部材(B)の網目状基底部の形状は、前記平板状ネット部材の形状と同じであり、基底部の網目の平均孔径(目合い)も略同じであり、例えば、1〜30mm、好ましくは2〜20mm、さらに好ましくは2.5〜15mm(特に3〜10mm)程度である。なお、厳密には、基底部の網目の孔径は、平板状ネット部材の網目の孔径から不織布部材の膨出部厚みの2倍値を除した値である。ネット部材の網目の孔径が小さく、不織布部材の厚みが大きい場合には、不織布部材の厚みが無視できない比率となる。
【0032】
本発明では、平板状ネット部材(A)を構成する線条体の線径に対して、網目状基底部(平板状ネット部材)の網目の孔径が大きいことが特徴の一つである。前記線径に対して、網目の孔径が大きいと、不織布部材(B)中における膨出部の占める割合が大きくなるため、シートの表面積を大きくできる。前記線条体の平均径と前記網目状基底部の網目の平均孔径との比は、線条体の平均径/網目の平均孔径=1/1〜1/100、好ましくは1/3〜1/80、さらに好ましくは1/4〜1/50(特に1/5〜1/30)程度である。
【0033】
網目状基底部の平均線幅も、前記平板状ネット部材の線条体の平均径と略同じであり、0.01〜10mm程度の範囲から選択でき、例えば、0.03〜5mm、好ましくは0.05〜3mm程度である。線条体の径が細い場合は、不織布部材の膨出部の厚みが無視できなくなるため、線条体の平均径よりも若干大きくなり、例えば、0.02〜3mm、好ましくは0.05〜2mm、さらに好ましくは0.1〜1.5mm(特に0.2〜1mm)程度である。網目状基底部の平均線幅と網目の平均孔径との比も、前記線条体と網目との比率と略同じであり、例えば、平均線幅/平均孔径=1/1〜1/100、好ましくは1/3〜1/80、さらに好ましくは1/4〜1/60(特に1/5〜1/50)程度である。
【0034】
網目状基底部の厚みは、例えば、0.01〜0.5mm、好ましくは0.05〜0.3mm、さらに好ましくは0.1〜0.2mm程度であってもよい。
【0035】
膨出部の形状は、前述の山状(椀状)に限定されず、円柱状、四角柱状、四角錐状、不定形状などであってもよい。これらのうち、生産性などの点から、山状が好ましい。すなわち、膨出部の1/2高さにおいて、シート面に平行な面で切断した断面形状が略円形である形状が好ましい。複数の膨出部は、これらの形状の組み合わせであってもよいが、生産性の点から、略同一の形状が好ましい。
【0036】
膨出部の平均高さ(複合繊維シートの厚み)は、基底部の網目の大きさに応じて0.1〜50mm程度の範囲から選択でき、例えば、0.5〜30mm、好ましくは1〜10mm、さらに好ましくは1.5〜8mm(特に2〜5mm)程度である。
【0037】
本発明では、表面積の点からは平均高さが大きい方が好ましいが、膨出部の安定性などの点から平均孔径が小さい方が好ましく、膨出部の平均高さと網目状基底部の網目の平均孔径との比(アスペクト比)は、例えば、平均高さ/平均孔径=1/5〜2/1、好ましくは1/4〜1.5/1、さらに好ましくは1/3〜1.2/1(特に1/2.5〜1/1)程度である。
【0038】
膨出部の厚みは、例えば、0.05〜10mm、好ましくは0.1〜7mm、さらに好ましくは0.5〜5mm(特に1〜4mm)程度であってもよい。なお、本発明では、膨出部の厚みは、膨出部における最大厚みを意味する。
【0039】
膨出部の平均高さと厚みとの比は、例えば、平均高さ/厚み=1/1〜10/1、好ましくは1.05/1〜5/1、さらに好ましくは1.1/1〜4/1(特に1.15/1〜3/1)程度である。
【0040】
膨出部の先端部は、孔部を有していてもよい。孔部の形状は、特に限定されないが、通常、円状、四方形状、不定形状などである。孔部の平均孔径は、網目状基底部の網目の平均孔径に対して0.1〜0.9倍、好ましくは0.2〜0.8倍、さらに好ましくは0.3〜0.7倍程度である。
【0041】
不織布部材(B)の目付は、用途に応じて0.1〜500g/m2程度の範囲から選択でき、例えば、0.5〜200g/m2、好ましくは1〜100g/m2、さらに好ましくは3〜50g/m2(特に5〜30g/m2)程度である。目付がこの範囲にあると、不織布部材(B)の通気性や柔軟性と強度とのバランスが良くなる。
【0042】
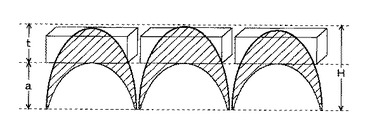
不織布部材(B)の密度は、網目状基底部と膨出部とで異なる。膨出部の密度は、例えば、0.001〜0.2g/cm3、好ましくは0.003〜0.1g/cm3、さらに好ましくは0.005〜0.07g/cm3(特に0.01〜0.05g/cm3)程度である。なお、本発明における膨出部の密度は、前述の膨出部の厚み(最大厚み)と網目状基底部の開口部の面積との積を膨出部の体積と仮定して算出した値である。図4は、膨出部の密度の算定方法を示すための概略模式図である。すなわち、図4に示されるように、膨出部の厚み(最大厚み)tは、膨出部の高さをHから空隙の高さaを減じた値、すなわち、膨出部厚み(t)=膨出部高さ(H)−空隙高さ(a)で表すことができる。さらに、この厚み(t)と基底部の開口部の面積との積で表される膨出部の体積は、図中の四角柱として表すことができ、この四角柱に基づいて密度が算出される。
【0043】
一方、網目状基底部の密度は、例えば、0.05〜0.5g/cm3、好ましくは0.1〜0.48g/cm3、さらに好ましくは0.2〜0.45g/cm3(特に0.3〜0.42g/cm3)程度である。両者の密度の比率は、例えば、網目状基底部/膨出部=3/1〜50/1、好ましくは5/1〜45/1、さらに好ましくは10/1〜40/1(特に15/1〜35/1)程度である。本発明では、網目状基底部が高密度であるため、網目状基底部の占める面積が小さくても不織布部材(B)及び複合繊維シートの強度が大きく、膨出部を大きく形成できるため、表面積を大きくできる。
【0044】
不織布部材(B)を構成する繊維の平均径は、例えば、0.2〜20μm、好ましくは0.5〜15μm、さらに好ましくは0.7〜12μm(特に1〜10μm)程度である。繊維径が細すぎると、繊維そのものが製造し難くなることに加え、繊維強度を確保し難い。一方、繊維径が太すぎると、繊維が剛直となる。さらに、このような細い繊維径を有すると、フィルターとして利用した場合に濾過特性が向上する。
【0045】
繊維長は、繊維同士の絡み合いによって不織布の形態を維持できれば、特に限定されず、その製造方法に応じて選択でき、例えば、平均繊維長10mm以上、好ましくは20mm以上であればよい。メルトブローン不織布の場合には、通常、連続繊維である。
【0046】
なお、網目状基底部においては、繊維状でなくてもよく、高密度に圧縮された繊維が溶融し、繊維の形態を消失していてもよい。
【0047】
不織布部材(B)は、平板状ネット部材(A)の線条体で例示された有機繊維で構成されていてもよい。有機繊維を構成する有機材料としても、線条体と同様に、ポリオレフィン系樹脂、ポリビニルアルコール系樹脂、ポリ塩化ビニル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂などが挙げられる。これらの熱可塑性樹脂は、単独で又は二種以上組み合わせて使用できる。具体的には、これらの熱可塑性樹脂のアロイ樹脂(例えば、ポリプロピレン系樹脂とポリ乳酸系樹脂とのアロイ樹脂など)であってもよく、複数の有機繊維を組み合わせて混繊されていてもよい。これらの熱可塑性樹脂のうち、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂、特に、ポリプロピレン系樹脂が好ましい。
【0048】
ポリプロピレン系樹脂は、ポリプロピレンホモポリマー(プロピレン単独重合体)の他、ポリプロピレンコポリマー(プロピレン系共重合体)であってもよい。
【0049】
ポリプロピレン系樹脂において、コポリマーにおける共重合性単量体としては、例えば、プロピレンを除くオレフィン類(例えば、エチレン、1−ブテン、2−ブテン、1−ペンテン、1−ヘキセン、3−メチルペンテン、4−メチルペンテンなどのα−C2−6オレフィンなど)、(メタ)アクリル系単量体[例えば、(メタ)アクリル酸メチルや(メタ)アクリル酸エチルなどの(メタ)アクリル酸C1−6アルキルエステルなど]、不飽和カルボン酸類(例えば、無水マレイン酸など)、ビニルエステル類(例えば、酢酸ビニル、プロピオン酸ビニルなど)、ジエン類(ブタジエン、イソプレンなど)などが挙げられる。これらの共重合性単量体は、単独で又は二種以上組み合わせて使用できる。これらの共重合性単量体のうち、オレフィン類、特にエチレンが好ましい。コポリマーには、ランダム共重合体、ブロック共重合体、グラフト共重合体が含まれる。
【0050】
コポリマーの場合、共重合性単量体の割合は、20モル%以下、例えば、0.1〜10モル%程度であってもよい。コポリマーとしては、例えば、プロピレン−エチレン共重合体、プロピレン−ブテン−1共重合体、プロピレン−エチレン−ブテン−1共重合体、無水マレイン酸変性ポリプロピレンなどが挙げられる。本発明では、これらのポリプロピレン系樹脂の中でも、流動性や耐熱性などの点から、ポリプロピレンホモポリマーが好ましい。
【0051】
ポリプロピレン系樹脂のMFRは、JIS K 7210に準じた方法(230℃、荷重2.16kgf)で、例えば、10g/10分以上、好ましくは50〜2000g/10分、さらに好ましくは100〜1500g/10分(特に300〜1200g/10分)程度である。
【0052】
不織布部材(B)は、用途に応じて、慣用の添加剤、例えば、安定剤(銅化合物などの熱安定剤、紫外線吸収剤、光安定剤、酸化防止剤など)、抗菌剤、消臭剤、香料、着色剤(染顔料など)、充填剤、難燃剤、帯電性向上剤(ヒンダードアミン類など)、帯電防止剤、導電剤、可塑剤、潤滑剤、結晶化速度遅延剤などを含有していてもよい。これらの添加剤は、単独で又は二種以上組み合わせて使用できる。これらの添加剤は、種類に応じて選択できるが、例えば、樹脂成分100質量部に対して、0.01〜30質量部、好ましくは0.1〜20質量部、さらに好ましくは0.3〜10質量部(特に0.5〜5質量部)である。
【0053】
これらの添加剤は、繊維中に含まれていてもよく、繊維(不織布)部材の表面に付着(担持)されていてもよい。繊維中に含まれる場合には、紡糸原液に混合され、繊維表面に担持される場合には、不織布部材に添加される。
【0054】
(複合繊維シート及び不織布)
本発明の複合繊維シートは、立体的で表面積の大きい不織布部材で構成されているため、フィルター特性に優れている。特に、平板状ネット部材(A)の線条体に対して不織布部材(B)で構成された膨出部の面積が大きいため、通気性に優れている。具体的には、フラジール形法による通気度で1cm3/(cm2・秒)以上であり、例えば、10〜1000cm3/(cm2・秒)、好ましくは50〜800cm3/(cm2・秒)、さらに好ましくは100〜700cm3/(cm2・秒)程度である。
【0055】
さらに、本発明の複合繊維シートは、微粒子を捕集するためのエアフィルターとして優れており、後述する実施例で記載された条件で測定した粉塵の捕集効率は、例えば、30%以上、好ましくは40%以上(例えば、40〜90%)、さらに好ましくは45〜80%程度である。また、圧力損失も低く、同条件の圧力損失は、例えば、5Pa以下、好ましくは3Pa以下(例えば、0.1〜3Pa)、さらに好ましくは0.5〜2Pa程度である。前記捕集効率と圧力損失から下記式で求められるQF値は0.2以上、好ましくは0.3〜2、さらに好ましくは0.4〜1.5(特に0.5〜1)程度である。
【0056】
QF(1/Pa)=−ln(100−ΔE)/ΔP
[式中、ΔEは捕集効率(%)を示し、ΔPは圧力損失(Pa)を示す]。
【0057】
このような特性を有する本発明の複合繊維シートは、エアフィルターとして利用する場合など、さらに集塵効率を向上させるために、慣用のエレクトレット化処理によってエレクトレット化されていてもよい。
【0058】
本発明においては、この複合繊維シートからネット部材を剥離して、不織布を製造してもよい。なお、不織布は、融着して一体化した複合繊維シートから平板状ネット部材(A)を剥離した不織布であってもよいが、後述するように、紡糸した不織布部材を回収するための装置の一部であるコレクターネットとして平板状ネット部材(A)を用いることにより、不織布部材(B)の紡糸と平板状ネット部材(A)からの剥離とを連続的に行って得られた不織布であってもよい。
【0059】
[複合繊維シート及び不織布の製造方法]
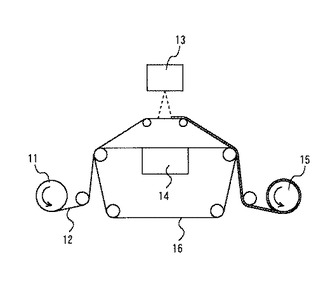
本発明の複合繊維シートの製造方法は、特に限定されず、慣用の方法で製造した平板状ネット部材(A)と、慣用の方法で製造した不織布部材(B)とを接着などにより組み合わせる方法であってもよいが、簡便性の点から、慣用の不織布の紡糸方法において、平板状ネット部材と吸引コレクターとの間に隙間を設けた状態で、平板状ネット部材に対して熱可塑性樹脂を溶融紡糸して不織布構造を形成する工程を含む方法が好ましい。この方法を用いると、接着などの工程が不要で、連続的に複合繊維シートを製造できる。この工程を含む方法について添付図面に基づいて説明する。図5はこの方法を説明するための概略模式図である。なお、この方法においても、平板状ネット部材は慣用の方法で予め製造できる。
【0060】
具体的には、図5に示すように、この方法では、ベルトコンベア16を駆動させて、平板状ネット部材12を紡糸ノズル13に供給し、平板状ネット部材12の上に不織布部材を堆積させる。詳しくは、平板状ネット状部材12を巻き取った供給ロール11と巻き取りロール15とベルトコンベア16とを回転(駆動)させて、ベルトコンベア16上の繊維が紡糸される部位に平板状ネット部材12を供給する。紡糸ノズル13の下方には、吸引コレクター14が配設されており、紡糸ノズル13と吸引コレクター14(ベルトコンベア16)との間を平板状ネット状部材12が通過することにより、紡糸ノズル13よりメルトブローン法で紡糸された繊維がコレクター14の吸引力により平板状ネット部材14の上に堆積する。この際、平板状ネット部材12と吸引コレクター14(ベルトコンベア16)とは、両者の間に隙間を設けて配設されている。この隙間により、吸引された繊維は、平板状ネット部材12の上に、網目ごとに下方に膨出した形状で堆積するとともに、溶融紡糸直後の繊維が平板状ネット部材12に融着して一体化することにより、複数の膨出部を有する複合繊維シートが形成される。この複合繊維シートは、巻取ロール15によって回収される。
【0061】
このような複合繊維シートの製造方法において、不織布部材を紡糸する方法は、メルトブローン法などの長繊維を紡糸する直接法に限定されず、慣用の方法を利用でき、例えば、ステープル繊維を用いた乾式法(カーディング法やエアレイ法)又は湿式法などであってもよいが、簡便性の点から、紡糸とウェブ化が直結している直接法が好ましい。なかでも、バインダーが不要で、かつ繊維径が小さく、フィルター特性に優れた不織布を簡便に製造できる点から、メルトブローン法が特に好ましい。
【0062】
メルトブローン法では、オレフィン系樹脂などの熱可塑性樹脂を溶融紡糸しながら、得られた繊維を高温の気体で吹き飛ばして捕集することにより、繊維ウェブを得る。メルトブローン法における製造条件は、慣用の条件を用いることができる。
【0063】
具体的には、熱可塑性樹脂(必要に応じて、他の添加剤を含む)は、慣用の混合機(例えば、溶融混練押出機など)を用いて溶融混練される。溶融温度は、熱可塑性樹脂を溶融できれば特に限定されず、熱可塑性樹脂の種類に応じて選択できるが、ポリプロピレン系樹脂の場合、例えば、温度150〜280℃、好ましくは160〜250℃、さらに好ましくは180〜240℃程度である。
【0064】
混合機により溶融混練された熱可塑性樹脂は、紡糸口に供給される。紡糸口には、通常、紡糸孔が一列に形成されており、その紡糸孔の間隔は、例えば、100〜4000孔/m、好ましくは500〜3000孔/m、さらに好ましくは1000〜2500孔/m程度である。単孔吐出量は、例えば、0.01〜1g/孔・分、好ましくは0.03〜0.5g/孔・分、さらに好ましくは0.05〜0.3g/孔・分程度である。紡糸温度は、ポリプロピレン系樹脂の場合、例えば、150〜300℃、好ましくは200〜280℃、さらに好ましくは220〜270℃程度である。紡糸口からの繊維の吐出量は、例えば、10〜2000g/(m・分)、好ましくは50〜1000g/(m・分)、さらに好ましくは100〜500g/(m・分)程度である。
【0065】
メルトブローン法では、通常、紡糸された繊維をネット上に向けて吹き飛ばすためには、通常、紡糸口の近傍に形成されたスリットから高温の空気(通常、紡糸温度と同様の温度)を吹き付ける方法が利用される。本発明では、この吹き付ける空気の圧力(エアー圧)を制御することにより、不織布部材における膨出部の高さや大きさを調整できる。エアー圧は0.001〜0.06MPa程度の範囲から選択でき、例えば、0.005〜0.05MPa、好ましくは0.007〜0.03MPa、さらに好ましくは0.01〜0.02MPa程度の範囲から選択できる。このエアー圧を大きくすることにより、高さの大きい膨出部を形成できるが、さらにエアー圧を大きくしたり、不織布部材の目付を小さくすることなどにより、膨出部の先端部に孔部を形成することも可能である。孔部を形成するためのエアー圧は、不織布部材の目付に応じて選択できるが、例えば、0.05MPa以上(例えば、0.05〜0.3MPa)、好ましくは0.07MPa以上(例えば、0.07〜0.2MPa)であってもよい。エアー温度は、例えば、紡糸温度近傍温度、例えば、紡糸温度よりも0〜50℃高い温度、好ましくは紡糸温度よりも3〜30℃高い温度、さらに好ましくは紡糸温度よりも5〜20℃高い温度が好ましい。
【0066】
さらに、膨出部の高さや形状を調整するために、ノズル口と平板状ネット部材との距離(捕集距離)を調整するのが好ましい。捕集距離は小さい程、吸引コレクターによる吸引力が大きくなるため、不織布部材の膨出部の高さを大きくできる。捕集距離は、吸引コレクターの吸引力にも応じて適宜選択できるが、1〜100cm程度の範囲から選択でき、例えば、2〜50cm、好ましくは3〜30cm、さらに好ましくは5〜20cm(特に7〜15cm)程度である。膨出部の先端部に孔部を形成する場合には、1〜7cm(例えば、2〜5cm)程度であってもよい。
【0067】
本発明では、このようにエアー圧により吹き付けられた不織布部材が膨出部を形成できるように、平板状ネット部材と吸引コレクター(ベルトコンベア)との間に形成するための隙間は、所望の膨出部高さが形成可能で吸引可能な距離であればよく、例えば、10mm以上、好ましくは20〜200mm、さらに好ましくは30〜100mm程度である。
【0068】
不織布部材の目付は、平板状ネット部材の供給速度(コンベア速度)の制御により調整できる。コンベア速度は、例えば、1〜200m/分、好ましくは2〜100m/分、さらに好ましくは3〜50m/分(特に5〜30m/分)程度である。本発明では、コンベア速度と捕集距離とエアー圧とを適宜調整することにより、所望の膨出部形状を有する複合繊維シートを得ることができる。
【0069】
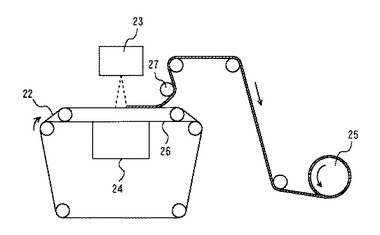
本発明の不織布の製造方法も特に限定されず、慣用の方法で製造できるが、前記複合繊維シートから平板状ネット部材を剥離する方法が好ましい。さらに、ネット部材を剥離する方法は、図5に示す方法で複合繊維シートを製造した後、平板状ネット部材を剥離する方法であってもよいが、紡糸した不織布を回収するための装置の一部であるコレクターネットとして平板状ネット部材を用いることにより、不織布部材の紡糸とネット部材の剥離とを連続的に行なう方法であってもよい。後者の方法について、添付図面に基づいて説明する。図6は、この方法を説明するための概略模式図である。
【0070】
具体的には、図6に示すように、この方法では、ベルトコンベア26を駆動させて、コレクターネット22を紡糸ノズル23に供給し、コレクターネット22の上に不織布を堆積させた後、コレクターネット22から不織布を剥離して回収する。詳しくは、ベルトコンベア26を回転(駆動)させることにより、ベルトコンベア26の上に重ね、連動させたコレクターネット22を回転させる。ベルトコンベア26の表面側では、ベルトコンベア26とコレクターネット22との間には隙間が設けられており、そのような隙間が設けられたコレクターネット22の上に、紡糸ノズル23が設置されている。紡糸ノズル23の下方には、吸引コレクター24が配設されており、紡糸ノズル23と吸引コレクター24との間をコレクターネット22が通過することにより、紡糸ノズル23よりメルトブローン法で紡糸された繊維が吸引コレクター24の吸引力によりコレクターネット22の上に堆積する。コレクターネット22とベルトコンベア26(吸引コレクター24)との間に設けられた隙間により、吸引された繊維は、コレクターネット22の上に、網目ごとに下方に膨出した形状で堆積し、複数の膨出部を有する不織布が形成される。不織布は、コレクターネット22で運搬され、剥離ロール27によってコレクターネット22から剥離された後、巻取ロール25で回収される。
【0071】
不織布の製造方法において、不織布を紡糸する方法及び条件、ノズル口とコレクターネットとの距離(捕集距離)、エアー圧、コンベア速度については、前記複合繊維シートの製造方法と同様である。
【0072】
平板状ネット部材がコレクターネットの場合は、その材質は、剥離性を重視して、耐熱性などの観点より、金属、耐熱処理したポリエステル系樹脂、ポリフェニレンサルファイド系樹脂、ポリアリレート系樹脂(全芳香族系ポリエステル系樹脂)、芳香族ポリアミド系樹脂などの耐熱性樹脂などが好ましい。さらに、剥離性を高めるために、表面を離型処理(例えば、フッ素樹脂などで処理)していてもよい。
【0073】
このようにして得られた複合繊維シート又は不織布には、慣用のエレクトレット化処理により電荷を付与してもよい。慣用の方法としては、例えば、摩擦や接触により電荷を付与する方法、活性エネルギー線(例えば、電子線、紫外線、X線など)を照射する方法、コロナ放電やプラズマなどの気体放電を利用する方法、高電界を印加する方法、水などの極性液体を介して超音波振動を作用させる方法などが挙げられる。これらの方法のうち、簡便に高い電荷を付与できる点から、針電極などを用いてコロナ放電処理する方法が好ましい。コロナ放電において、電極距離は、例えば、5〜50mm(特に10〜40mm)程度であり、印加電圧は、例えば、−50〜−5kV(特に−40〜−10kV)程度である。また、処理温度は、例えば、常温から100℃(特に50〜90℃)程度であり、処理時間は、例えば、1秒〜1分(特に5〜30秒)程度である。
【0074】
このようにして得られた複合繊維シート及び不織布は、通常、複数の膨出部を有する板状又はシート状であり、そのままの形状で利用してもよいが、用途に応じて、切断加工などによって、所望の形状に加工してもよい。
【産業上の利用可能性】
【0075】
本発明の複合繊維シート及び不織布は、通気性を有し、立体的で表面積が大きく、形態安定性にも優れるとともに、クッション性も有しているため、工業、農業、生活資材などの各種分野における用途、例えば、フィルター、ワイパー、セパレーター、キャパシター、コンデンサマイクロホン、超音波診断トランスデューサー、クッション材などとして利用できる。
【0076】
特に、表面積が大きく、微小ダスト(粒子)に対する捕集性にも優れるため、各種フィルター、製薬工業分野、電子工業分野、食品工業分野、自動車工業分野などの液体フィルターや、家電用分野、自動車などのキャビン用分野、マスク用分野などの気体フィルターとして有用できる。さらに、捕集性に優れるため、メディカルキャップなどの医用衣料、クリーンルーム用防塵衣、ワイパーなどとしても適している。
【0077】
さらに、不織布は、衣服、日用品(シート状クッション、敷物など)、包装材料などのクッション材又は緩衝材としても適している。
【実施例】
【0078】
以下、実施例により、本発明をさらに具体的に説明するが、本発明はこれら実施例に何ら限定されるものではない。なお、実施例における各物性値は、以下の方法により測定した。なお、実施例中の「%」はことわりのない限り、質量基準である。
【0079】
(1)不織布部材の大きさ及び密度
不織布部材を膨出部の中心を通る断面で切断し、その断面を走査型電子顕微鏡(SEM)で撮影し(倍率35〜200倍:膨出部高さが入る任意の倍率)、網目状基底部の厚み、膨出部の厚み及び高さを写真中から求めた。なお、膨出部の厚みは最大となる厚みを測定した。スケールは任意の倍率における写真中のスケールバーを用いて算出した。
【0080】
(2)平均繊維径(μm)
不織布部材をSEMで撮影し(倍率1000倍)、写真中の任意の繊維50本の径を測定し、その平均値を算出した。
【0081】
(3)目付(g/m2)、見掛け密度(g/cm3)
不織布を切断して縦20cm×横20cm正方形状の試験片を作製し、JIS L1096に準拠して、試験片の幅方向に沿って3箇所で目付を測定し、その平均値を算出した。この目付の値と、(1)で求めた基底部及び膨出部の厚みの値から見掛け密度を算出した。なお、膨出部の密度の算出において、体積は、膨出部の厚みと網目状基底部の開口部の面積との積を膨出部の体積と仮定して算出した。
【0082】
(4)通気度
JIS L1096に準じ、フラジール形法にて測定した。
【0083】
(5)捕集効率、圧力損失及びQF値
フィルター評価装置(柴田科学(株)製、AP−6310FP)を用いて、複合繊維シートのフィルター特性を評価した。まず、試験サンプルをろ過面の直径が85mmになるように測定セルに装着した。この状態で最大直径が2μm以下で、かつ数平均径が0.5μmのシリカダストを試験粉塵に用いて、粉塵濃度30±5mg/m3となるように調整した粉塵含有空気を、フィルターをセットした測定セルに30リットル/分の流量で1分間流し、上流側の粉塵濃度D1、下流側(濾過後)の粉塵濃度D2を光散乱質量濃度計を用いて測定し、下記の式から捕集効率を求めた。
【0084】
捕集効率(%)={(D1−D2)/D1}×100
また、フィルター評価装置における測定セルの上流側、下流側間に微差圧計を配置し、流量30リットル/分における差圧(圧力損失)を測定した。さらに、前記捕集効率から算出したフィルター透過率の自然対数と圧力損失との値から、下記式によりQF値を求めた。
【0085】
QF(1/Pa)=−ln(100−ΔE)/ΔP
[式中、ΔEは捕集効率(%)を示し、ΔPは圧力損失(Pa)を示す]。
【0086】
実施例1
図5に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、平板状ネット(コンウェッド社製、商品名「R5340」、ポリプロピレン製経緯直交型の交点熱融着タイプ、目合6×6mm、目付19g/m2、平均繊度300μm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.01MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の15cm下方に位置するネットコンベア上に捕集して、立体形状の複合繊維シートを製造した。不織布の平均繊維径は、2.9μmであった。得られた立体形状繊維シートに一般的なエレクトレット設備を使用し、針状電極、電極距離25mm、印加電圧−25kV、温度80℃の条件下でエレクトレット処理を行った。複合繊維シートの特性を表1及び表2に示す。また、複合繊維シートの厚み方向の断面を電子顕微鏡写真で撮影した結果を図7に示す。なお、写真は、全体写真及び網目状基底部近辺の拡大写真の2種の写真で表し、全体写真中のスケールバーは500μmの長さを示し、拡大写真中のスケールバーは100μmの長さを示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0087】
実施例2
図5に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、平板状ネット(コンウェッド社製、商品名「R03650」、ポリプロピレン製経緯直交型の交点熱融着タイプ、目合4×4mm、目付10g/m2、平均繊度300μm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.015MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の10cm下方に位置するネットコンベア上に捕集して、立体形状の複合繊維シートを製造した。不織布の平均繊維径は、2.9μmであった。得られた立体形状繊維シートに実施例1と同様のエレクトレット処理を行った。複合繊維シートの特性を表1及び表2に示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0088】
実施例3
図5に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、平板状ネット(コンウェッド社製、商品名「R03230」、ポリプロピレン製経緯直交型の交点熱融着タイプ、目合8×8mm、目付5g/m2、平均繊度200μm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.02MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の10cm下方に位置するネットコンベア上に捕集して、立体形状の複合繊維シートを製造した。不織布の平均繊維径は、2.6μmであった。得られた立体形状繊維シートを一般的なエレクトレット設備を使用し、針状電極、電極距離25mm、印加電圧−25kV、温度80℃の条件下でエレクトレット処理を行った。複合繊維シートの特性を表1及び表2に示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0089】
比較例1
一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、60メッシュの捕集ネットの上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.02MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の10cm下方に位置するネットコンベア上に捕集して不織布を製造した。不織布の平均繊維径は2.6μmであり、不織布表面に凹凸部は形成されておらず、略平滑であった。得られた不織布に実施例1と同様のエレクトレット処理を行った。不織布の特性を表1及び表2に示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0090】
比較例2
平板状ネットの代わりにポリプロピレン製スパンボンド不織布(出光ユニテック(株)製、商品名「RN2020」、目付20g/m2)を用いる以外は実施例1と同様にして複合繊維シートを作製した。この時、ポリプロピレン製のスパンボンドとメルトブローン繊維シートは接着していた。複合繊維シートの平均繊維径は2.5μmであり、シート表面に凹凸部は形成されておらず、略平滑であった。得られた複合繊維シートに実施例1と同様のエレクトレット処理を行った。複合繊維シートの特性を表1及び表2に示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0091】
実施例4
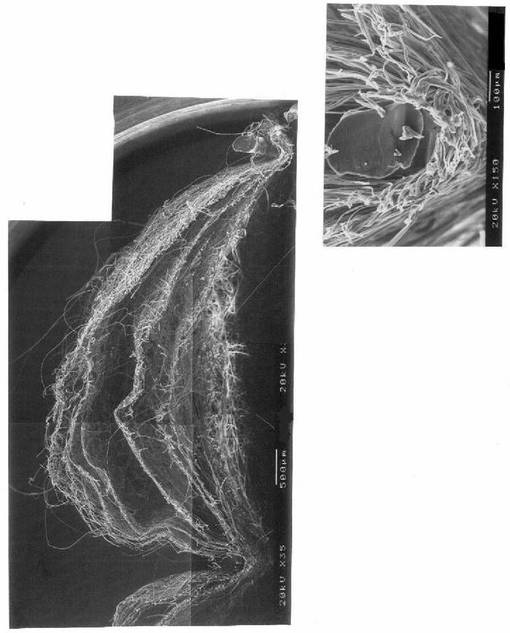
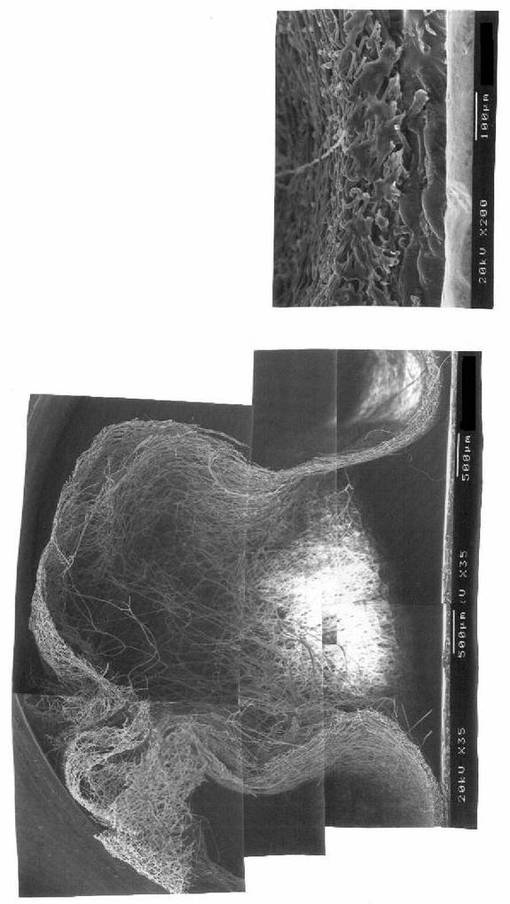
図6に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、捕集ネット[二本フィルコン(株)製、ポリテトラフルオロエチレン(テフロン)(登録商標)加工を施した平織のポリエチレンテレフタレート(PET)製ネット、目合2.9×2.0mm、平均繊度1.3mm]の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.02MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の10cm下方に位置するネットコンベア上に捕集して、立体形状の不織布を製造した。不織布の平均繊維径は、2.8μmであった。得られた立体形状不織布に実施例1と同様のエレクトレット処理を行った。不織布の特性を表1及び表2に示す。また、不織布の厚み方向の断面を電子顕微鏡写真で撮影した結果を図8に示す。なお、全体写真中のスケールバーは500μmの長さを示し、拡大写真中のスケールバーは100μmの長さを示す。また、この写真において、ネットは不織布から剥離されている。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0092】
実施例5
図6に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、捕集ネット(テフロン加工を施した平織のPET製ネット、目合2.9×2.0mm、平均繊度1.3mm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.03MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の13cm下方に位置するネットコンベア上に捕集して、立体形状の不織布を製造した。不織布の平均繊維径は、2.6μmであった。得られた立体形状不織布に実施例1と同様のエレクトレット処理を行った。不織布の特性を表1及び表2に示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0093】
実施例6
図6に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、捕集ネット(テフロン加工を施した平織のPET製ネット、目合2.9×2.0mm、平均繊度1.3mm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.05MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の15cm下方に位置するネットコンベア上に捕集して、立体形状の不織布を製造した。不織布の平均繊維径は、2.6μmであった。得られた立体形状不織布に実施例1と同様のエレクトレット処理を行った。不織布の特性を表1及び表2に示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0094】
実施例7
図6に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、捕集ネット(テフロン加工を施した平織のPET製ネット、目合1.3×1.3mm、平均繊度1.0mm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.07MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の5cm下方に位置するネットコンベア上に捕集して、立体形状の不織布を製造した。不織布の平均繊維径は、3.1μmであった。得られた立体形状不織布に実施例1と同様のエレクトレット処理を行った。不織布の特性を表1及び表2に示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0095】
実施例8
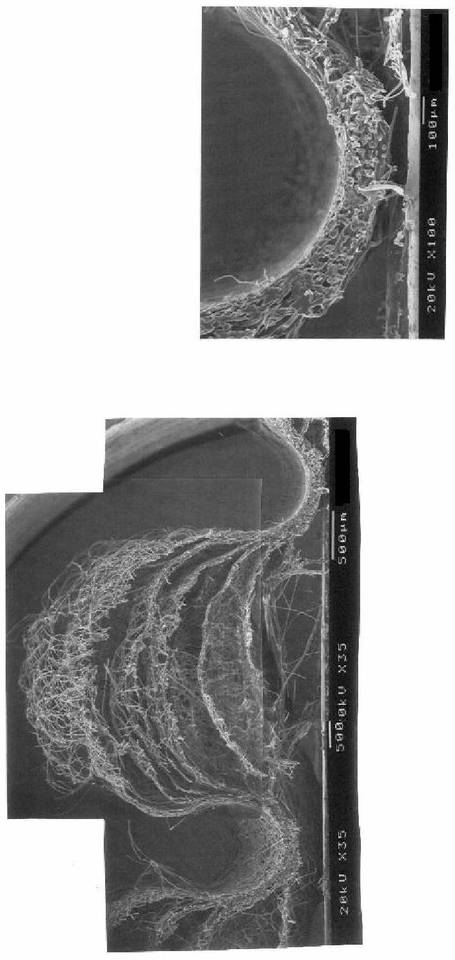
図6に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、捕集ネット(テフロン加工を施した平織のPET製ネット、目合4×4mm、平均繊度2mm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.03MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の12cm下方に位置するネットコンベア上に捕集して、立体形状の不織布を製造した。不織布の平均繊維径は、2.8μmであった。得られた立体形状不織布に実施例1と同様のエレクトレット処理を行った。不織布の特性を表1及び表2に示す。また、不織布の厚み方向の断面を電子顕微鏡写真で撮影した結果を図9に示す。なお、全体写真中のスケールバーは500μmの長さを示し、拡大写真中のスケールバーは100μmの長さを示す。また、この写真において、ネットは不織布から剥離されている。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0096】
実施例9
図6に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、捕集ネット(テフロン加工を施した平織のPET製ネット、目合4×4mm、平均繊度2mm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.05MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の12cm下方に位置するネットコンベア上に捕集して、立体形状の不織布を製造した。不織布の平均繊維径は、2.6μmであった。得られた立体形状不織布に実施例1と同様のエレクトレット処理を行った。不織布の特性を表1及び表2に示す。また、不織布の厚み方向の断面を電子顕微鏡写真で撮影した結果を図10に示す。なお、全体写真中のスケールバーは500μmの長さを示し、拡大写真中のスケールバーは100μmの長さを示す。また、この写真において、ネットは不織布から剥離されている。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0097】
【表1】

【0098】
【表2】
【0099】
なお、表2中の「ネット径/孔径比」は、ネット径と基底部孔径との比(ネット径/基底部の孔径)を示し、「アスペクト比」は、不織布(部材)の膨出部の平均高さと網目状基底部の網目の平均孔径との比(平均高さ/平均孔径)を示し、「膨出部高さ/厚み比」は、膨出部の平均高さと厚みとの比(平均高さ/厚み)を示し、「密度比」は、不織布(部材)の膨出部と網目状基底部との密度比(網目状基底部/膨出部)を示す。
【0100】
表2の結果から明らかなように、実施例1〜6及び8〜9の複合繊維シートは、捕集効率が高く、圧力損失が小さく、QF値が高い。これに対して、比較例1の複合繊維シートは、捕集効率が低い。さらに、比較例2の複合繊維シートは、圧力損失が大きい。一方、先端部に孔部を有する実施例7の複合繊維シートは、高い通気度を有している。
【図面の簡単な説明】
【0101】
【図1】図1は本発明の複合繊維シートの一例を示す概略斜視図である。
【図2】図2は図1の複合繊維シートを裏面側から見た概略斜視図である。
【図3】図3は図の複合繊維シートの模式断面図である。
【図4】図4は、膨出部の密度の算定方法を示すための概略模式図である。
【図5】図5は本発明の複合繊維シートの製造方法の一例を説明するための概略模式図である。
【図6】図6は本発明の不織布の製造方法の一例を説明するための概略模式図である。
【図7】図7は、実施例1で得られた複合繊維シートの厚み方向断面の電子顕微鏡写真である。
【図8】図8は、実施例4で得られた不織布の厚み方向断面の電子顕微鏡写真である。
【図9】図9は、実施例8で得られた不織布の厚み方向断面の電子顕微鏡写真である。
【図10】図10は、実施例9で得られた不織布の厚み方向断面の電子顕微鏡写真である。
【符号の説明】
【0102】
1…複合繊維シート
2…平板状ネット部材
2a…線条体
3…不織布部材
3a…網目状基底部
3b…膨出部
11…供給ロール
12…平板状ネット部材
22…コレクターネット(平板状ネット部材)
13,23…紡糸ノズル
14,24…吸引コレクター
15,25…巻取ロール
16,26…ベルトコンベア
27…剥離ロール
【技術分野】
【0001】
本発明は、フィルターなどに利用可能な不織布で構成された複合繊維シートに関する。
【背景技術】
【0002】
従来から、不織布などの布帛又は繊維製品は、網目構造を有しているため、エアフィルターやマスクフィルターなどのフィルター材、ワイパー、緩衝材又はクッション材などとして利用されている。なかでも、不織布は、その通気性を利用してエアフィルターなどのフィルターとして汎用されているが、ろ過面積である表面積を大きくしてフィルター機能を向上させるために、様々な形状に加工されて使用されている。
【0003】
例えば、実開平5−44218号公報(特許文献1)には、連続した環状のプリーツ折り線によってプリーツ加工された不織布で構成されたフィルター材が開示されている。しかし、このフィルター材では、繊維シートを形成後に、プリーツ加工する必要があり、生産性が低く、形態保持性も低い。
【0004】
これに対して、不織布と補強材とを組み合わせて、形態保持性を向上させたフィルターも提案されている。例えば、特開2000−271417号公報(特許文献2)には、プリーツ加工された熱接着性モノフィラメントからなる網状物に、熱接着性繊維が前記網状物の網目を通して絡合分散して不織布を形成し、かつプリーツの谷部の不織布の厚みがプリーツの山部のそれに比して大であり、かつ繊維同士の接点及び繊維の網状物の接点が熱接着され、前記網状物と不織布とが接合一体化された濾材シートが開示されている。しかし、この濾材シートは、網状物がプリーツ形状であるため、網状物の変形により不織布に皺が発生し易く、強度が低下したり、濾過性能が不均一化し易い。
【0005】
また、実開平1−156715号公報(特許文献3)には、メルトブロー法又はジェット紡糸法により製造された平均繊維径0.5〜20μmの合成繊維からなる不織布と、スペーサーとが、前記不織布を構成する繊維の接着により接合された濾材であって、前記濾材の表面に前記スペーサーの形状に沿った凹凸が形成されており、かつ前記スペーサーの厚さが前記濾材凹部の不織布の厚さより厚い濾材が開示されている。この濾材のスペーサとして網状物が例示されているが、この濾材では、網状物の形状に沿った凹凸が形成されているため、濾材の表面積は小さい。従って、この濾材では、カートリッジフィルターとして、ジグザグに折り曲げてプリーツ状に加工して用いられている。
【0006】
さらに、特開平3−234853号公報(特許文献4)には、熱可塑性樹脂の繊維群で形成された基布部に多数の孔を有するとともに、それぞれの孔の周囲に基布部と同質の繊維群でなる先端閉塞の筒状突起部を有し、その突起部の突き出し高さが、基布部の厚さの2倍以上である不織布を、ネットと一体化した不織布構造物が開示されている。この文献には、この構造物を製造する方法として、多数の開孔を設けた多孔板に向けて、メルトブローダイから繊維群を吹き付けて堆積させ、その際に、その多孔板を境として繊維の吹き付け側圧力より、その反対側の圧力の方が小さい状態として、前記繊維群を前記開孔から突出させ、その突出が筒状に盛り上がって先端閉塞の突起部を形成した後、繊維集合体を多孔板から剥して不織布を得る工程と、この不織布をネットと一体化する工程とを経る方法が記載されている。この文献には、前記多孔板として、60〜20メッシュの金網を使用し、前記基布部の孔径が0.2〜1mmの不織布を製造できることが記載されている。さらに、実施例では、線径0.3mm、メッシュ♯30で、網目の目の開きが0.54mm×0.60mmの金網を使用して、起毛状突起数125/cm2、起毛状突起に対応した孔径0.6mm、起毛突起の見掛け高さ約0.8mm、基布部厚み約0.1mmの不織布が得られている。
【0007】
しかし、この不織布構造物では、不織布の凹凸形状が小さく、有効に濾過性能を向上できない。さらに、この方法では、帯状ネットと不織布とが一体化した複合繊維シートを得るために、金網ロールと同様の帯状のネットを重ねて送りつつ、メルトブローするため、操作性及び生産性も低い。
【特許文献1】実開平5−44218号公報(請求項1、図1)
【特許文献2】特開2000−271417号公報(請求項1、実施例)
【特許文献3】実開平1−156715号公報(実用新案登録請求の範囲、実施例)
【特許文献4】特開平3−234853号公報(特許請求の範囲、第3頁右下欄下から2行〜第4頁左上欄11行、実施例2及び4、第11〜13図)
【発明の開示】
【発明が解決しようとする課題】
【0008】
従って、本発明の目的は、不織布で構成され、立体的で表面積が大きく、形態安定性にも優れた繊維シート及びその製造方法並びにこのシートで構成されたフィルターを提供することにある。
【0009】
本発明の他の目的は、不織布で構成され、濾過面積が大きく、エアフィルターなどのフィルターに適した繊維シート及びその製造方法並びにこのシートで構成されたフィルターを提供することにある。
【0010】
本発明のさらに他の目的は、不織布で構成され、表面積が大きく形態保持性も高い繊維シートを簡便に製造する方法を提供することにある。
【課題を解決するための手段】
【0011】
本発明者らは、前記課題を達成するため鋭意検討した結果、比較的大きな網目径を有する平板状ネット部材にこのネット部材の網目ごとに凸部が膨出する形態で不織布を融着させることにより、不織布で構成され、立体的で表面積が大きく、形態安定性にも優れた繊維シートが得られることを見出し、本発明を完成した。
【0012】
すなわち、本発明の複合繊維シートは、線条体で構成された平板状ネット部材(A)、及び前記線条体に対して融着した網目状基底部と、前記平板状ネット部材(A)の各網目において前記網目状基底部とは反対方向に膨出した複数の膨出部とで構成された不織布部材(B)を備える複合繊維シートであって、前記網目状基底部の網目の平均孔径が1〜30mmであり、かつ前記線条体の平均径と前記網目状基底部の網目の平均孔径との比が、線条体の平均径/網目の平均孔径=1/1〜1/100である。前記線条体の平均径は0.1〜1mm程度であり、網目状基底部の網目の平均孔径は2〜20mm程度であってもよい。両者の比は、線条体の平均径/網目の平均孔径=1/3〜1/80程度である。前記不織布部材(B)の隣接する膨出部の高さは略同一であり、かつ膨出部の平均高さと網目状基底部の網目の平均孔径との比は、平均高さ/平均孔径=1/5〜2/1程度であってもよい。前記網目状基底部の密度は0.05〜0.5g/cm3程度であり、膨出部の密度は0.001〜0.2g/cm3程度であってもよい。両者の比率は、網目状基底部/膨出部=3/1〜50/1程度である。前記膨出部の平均高さは0.1〜50mm程度であり、その厚みは0.05〜10mm程度であってもよい。両者の比率は、平均高さ/厚み=1/1〜10/1程度である。前記不織布部材(B)を構成する繊維の平均径は0.2〜20μm程度であり、前記不織布部材(B)の目付が1〜100g/m2程度であってもよい。前記不織布部材(B)はメルトブローン不織布で構成されていてもよい。前記平板状ネット部材(A)及び不織布部材(B)は、それぞれ、ポリオレフィン系樹脂、ポリビニルアルコール系樹脂、ポリ塩化ビニル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂及びポリウレタン系樹脂からなる群から選択された少なくとも一種で構成され、かつ両部材を構成する樹脂が同系統の樹脂であってもよい。
【0013】
本発明には、前記平板状ネット部材(A)と吸引コレクターとの間に隙間を設けた状態で、平板状ネット部材(A)に対して熱可塑性樹脂を溶融紡糸して不織布構造を形成する工程を含む前記複合繊維シートの製造方法も含まれる。前記工程において、平板状ネット部材(A)に対してメルトブローン法で熱可塑性樹脂を溶融紡糸して不織布構造を形成してもよい。
【0014】
本発明には、前記複合繊維シートで構成されたエアフィルターも含まれる。また、本発明には、前記複合繊維シートから平板状ネット部材(A)を剥離した不織布も含まれる。前記不織布は、膨出部の先端部に孔部を有していてもよい。
【発明の効果】
【0015】
本発明の複合繊維シートは、比較的大きな網目径を有する平板状ネット部材に対して、このネット部材の網目ごとに膨出する形態で不織布が融着されているため、立体的で表面積が大きく、形態安定性にも優れている。また、濾過面積が大きいため、エアフィルターなどのフィルターとしても適している。本発明の製造方法では、このような複合繊維シートを簡便な方法で製造できる。
【発明を実施するための最良の形態】
【0016】
[複合繊維シート]
以下、添付図面に基づいて本発明の複合繊維シートを説明する。図1は、本発明の複合繊維シートの一例を示す概略斜視図であり、図2は、図1の複合繊維シートを裏面側から見た概略斜視図であり、図3は、図1の複合繊維シートの概略模式側面図である。
【0017】
複合繊維シート1は、線条体2aで構成された平板状ネット部材2と、このネット部材2に融着した不織布部材3とで構成されている。
【0018】
平板状ネット部材2は、経糸と緯糸との間に等間隔の空隙を設けて平行に引き揃えた複数本の線条体2aを交差させて、その交点を熱融着することにより形成されている。平板状ネット部材2の網目(孔)の形状は略正方形であり、網目の孔径(一辺の長さ)は3〜5mm程度である。線条体2aは、線径100〜300μm程度であり、かつポリプロピレンで構成されたモノフィラメントである。
【0019】
不織布部材3は、前記線条体2aに対して融着した網目状基底部3aと、この基底部3aから前記ネット部材2の網目ごとに膨出(延出)する複数の膨出部3bとで構成されている。なお、膨出部3bは、図1では平面状ネット部材2に対する凸部を形成し、図1を裏面から見た図2では平面状ネット部材2(又は網目状基底部3a)に対する凹部を形成する。
【0020】
網目状基底部3aは、平板状ネット部材2に追随し、ネット部材2と同様の網目形状を有しており、その平均孔径(網目間隔)もネット部材2と略同じで3〜5mm程度である。さらに、不織布部材3の網目状基底部3aは、前記平板状ネット部材2に追随するとともに、線条体2aと接触する界面で融着している。網目状基底部3aと線条体2aとは、両者の界面全域に亘り融着していてもよく、不織布部材3と平板状ネット部材2とが固定されて一体化可能な程度に部分的に融着していてもよい。なお、厳密には、網目状基底部3aだけでなく、膨出部3b(基底部3bの近傍部分)も、線条体2aと接触する界面において線条体2aと融着していてもよい。網目状基底部3aの平均線幅は、線条体2aと略同じであり、100〜300μm程度である。
【0021】
膨出部3bは、平板状ネット部材2の各網目において網目状基底部3aとは反対方向に膨出している。すなわち、前記平面状ネット部材2の網目状基底部3aが融着した面からその裏面側に向けて膨出している。膨出部3bの形状は山状又は椀状であり、網目ごとに膨出する各膨出部の形状は略同形状(形態及び大きさ)である。詳しくは、各膨出部3bの形状は、ネット部材2の正方形の網目を底面として網目の中心に向かって徐々に曲面状で膨出した山型形状である。膨出部3bの平均高さは2〜4mm程度である。
【0022】
不織布部材3は、ポリプロピレンで構成されたメルトブローン不織布であるが、前記網目状基底部3aの密度と膨出部3bの密度とは異なっており、網目状基底部3aの密度が0.1〜0.5g/cm3程度であるのに対して、膨出部3bの密度は、0.01〜0.04g/cm3程度である。
【0023】
(A)平板状ネット部材
本発明の複合繊維シートは、平板状ネット部材(A)と不織布部材(B)とで構成されている。平板状ネット部材(A)の網目(孔)の形状は、正方形に限定されず、多角形状(三角形、他の四角形、五角形、六角形、八角形など)、円状、楕円状、不定形状などであってもよいが、不織布部材で構成された膨出部の面積を大きく形成でき、簡便に作製できる点から、正方形、菱形、長方形などの四角形、特に、略正方形が好ましい。
【0024】
平板状ネット部材(A)を構成する線条体の平均径は0.01〜10mm程度の範囲から選択でき、例えば、0.05〜5mm、好ましくは0.08〜3mm程度であってもよいが、不織布部材の膨出部が占める面積を大きくできる点からは細い方が好ましく、例えば、0.01〜3mm、好ましくは0.05〜2mm、さらに好ましくは0.1〜1mm(特に0.15〜0.5mm)程度であってもよい。
【0025】
平板状ネット部材の網目の平均孔径(目合い又は網目間隔)は、1〜30mm程度の範囲から選択できるが、不織布部材の膨出部が占める面積を大きくできる点から、例えば、2〜20mm、好ましくは2.5〜15mm、さらに好ましくは3〜10mm程度である。
【0026】
本願明細書において、網目の孔径とは、網目が円の場合は直径を意味し、正方形の場合は辺の長さを意味し、楕円や長方形などの異形の場合は長軸(長辺)と短軸(短辺)との平均値を意味する。
【0027】
線条体は、無機繊維であってもよく、有機繊維であってもよい。無機繊維としては、例えば、ガラス繊維、炭素繊維、活性炭素繊維、アルミナ繊維、炭化ケイ素繊維、ボロン繊維、チラノ繊維、金属繊維(金繊維、銀繊維、銅繊維、スチール繊維、アルミニウム繊維、ステンレススチール繊維など)などが挙げられる。有機繊維としては、天然繊維(綿、カボック、麻などのセルロース繊維、羊毛や絹などのタンパク繊維など)、合成繊維(ポリオレフィン繊維、アクリル繊維、ポリビニルアルコール系繊維、ポリ塩化ビニル系繊維、フッ素繊維、ポリアミド繊維、ポリエステル繊維、ポリウレタン繊維、ポリアセタール繊維、ベンゾエート繊維、ポリフェニレンスルフィド繊維、複素環高分子繊維など)、半合成繊維(トリアセテート繊維などのアセテート繊維など)、再生繊維(レーヨン、ポリノジック、キュプラ、リヨセルなど)などが挙げられる。
【0028】
これらの繊維は、単独で又は二種以上組み合わせて使用できる。線条体を構成する繊維は、モノフィラメントに限定されず、紡績糸やマルチフィラメント糸であってもよい。特に、二種以上組み合わせた繊維は、異種の繊維の混紡糸やマルチフィラメント糸であってもよく、原料となる合成樹脂がアロイ又は複合構造を形成したモノフィラメント糸であってもよい。なお、簡便性などの点から、単独の熱可塑性樹脂で構成されたモノフィラメント糸が汎用される。モノフィラメント糸の横断面形状(繊維の長さ方向に垂直な断面形状)は、一般的な中実断面形状である丸型断面や異型断面[偏平状、楕円状、多角形状、3〜14葉状、T字状、H字状、V字状、ドッグボーン(I字状)など]に限定されず、中空断面状などであってもよいが、通常、丸型断面である。
【0029】
これらのうち、不織布部材と一体化して使用する場合は、不織布部材と融着が容易な有機繊維が好ましく、特に、不織布部材を構成する熱可塑性樹脂と同系統の熱可塑性樹脂で構成された有機繊維が好ましい。このような有機繊維を構成する熱可塑性樹脂としては、不織布部材として溶融方式を用いて不織布を容易に形成可能な樹脂と同系統の樹脂、例えば、ポリオレフィン系樹脂(ポリエチレン、ポリプロピレンなどのポリC2-4オレフィン系樹脂など)、ポリビニルアルコール系樹脂(エチレン−ビニルアルコール系共重合体など)、ポリ塩化ビニル系樹脂(ポリ塩化ビニル、ポリ塩化ビニリデンなど)、ポリエステル系樹脂(ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリアルキレンアリレート系樹脂、ポリ乳酸などの脂肪族ポリエステル系樹脂、液晶ポリエステルなどの全芳香族ポリエステル系樹脂など)、ポリアミド系樹脂(ポリアミド6、ポリアミド66、ポリアミド11、ポリアミド12、ポリアミド610、ポリアミド612などの脂肪族ポリアミド系樹脂、半芳香族ポリアミド系樹脂、ポリフェニレンイソフタルアミド、ポリヘキサメチレンテレフタルアミド、ポリp−フェニレンテレフタルアミドなどの芳香族ポリアミド系樹脂など)、ポリウレタン系樹脂(ポリエーテルポリオールやポリエステルポリオールなどのポリオール成分とポリイソシアネート成分との反応により得られるウレタン系重合体など)などが挙げられる。これらの熱可塑性樹脂は、単独で又は二種以上組み合わせて使用できる。これらの熱可塑性樹脂のうち、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂、特に、ポリプロピレン系樹脂が好ましい。
【0030】
ネット部材は、モノフィラメントの交点を融着した網に限定されず、線条体の種類に応じて選択でき、平織物(交点融着物も含む)、有結節網、無結節網、ラッセル網、スプリットヤーンなどであってもよい。
【0031】
(B)不織布部材
不織布部材(B)の網目状基底部の形状は、前記平板状ネット部材の形状と同じであり、基底部の網目の平均孔径(目合い)も略同じであり、例えば、1〜30mm、好ましくは2〜20mm、さらに好ましくは2.5〜15mm(特に3〜10mm)程度である。なお、厳密には、基底部の網目の孔径は、平板状ネット部材の網目の孔径から不織布部材の膨出部厚みの2倍値を除した値である。ネット部材の網目の孔径が小さく、不織布部材の厚みが大きい場合には、不織布部材の厚みが無視できない比率となる。
【0032】
本発明では、平板状ネット部材(A)を構成する線条体の線径に対して、網目状基底部(平板状ネット部材)の網目の孔径が大きいことが特徴の一つである。前記線径に対して、網目の孔径が大きいと、不織布部材(B)中における膨出部の占める割合が大きくなるため、シートの表面積を大きくできる。前記線条体の平均径と前記網目状基底部の網目の平均孔径との比は、線条体の平均径/網目の平均孔径=1/1〜1/100、好ましくは1/3〜1/80、さらに好ましくは1/4〜1/50(特に1/5〜1/30)程度である。
【0033】
網目状基底部の平均線幅も、前記平板状ネット部材の線条体の平均径と略同じであり、0.01〜10mm程度の範囲から選択でき、例えば、0.03〜5mm、好ましくは0.05〜3mm程度である。線条体の径が細い場合は、不織布部材の膨出部の厚みが無視できなくなるため、線条体の平均径よりも若干大きくなり、例えば、0.02〜3mm、好ましくは0.05〜2mm、さらに好ましくは0.1〜1.5mm(特に0.2〜1mm)程度である。網目状基底部の平均線幅と網目の平均孔径との比も、前記線条体と網目との比率と略同じであり、例えば、平均線幅/平均孔径=1/1〜1/100、好ましくは1/3〜1/80、さらに好ましくは1/4〜1/60(特に1/5〜1/50)程度である。
【0034】
網目状基底部の厚みは、例えば、0.01〜0.5mm、好ましくは0.05〜0.3mm、さらに好ましくは0.1〜0.2mm程度であってもよい。
【0035】
膨出部の形状は、前述の山状(椀状)に限定されず、円柱状、四角柱状、四角錐状、不定形状などであってもよい。これらのうち、生産性などの点から、山状が好ましい。すなわち、膨出部の1/2高さにおいて、シート面に平行な面で切断した断面形状が略円形である形状が好ましい。複数の膨出部は、これらの形状の組み合わせであってもよいが、生産性の点から、略同一の形状が好ましい。
【0036】
膨出部の平均高さ(複合繊維シートの厚み)は、基底部の網目の大きさに応じて0.1〜50mm程度の範囲から選択でき、例えば、0.5〜30mm、好ましくは1〜10mm、さらに好ましくは1.5〜8mm(特に2〜5mm)程度である。
【0037】
本発明では、表面積の点からは平均高さが大きい方が好ましいが、膨出部の安定性などの点から平均孔径が小さい方が好ましく、膨出部の平均高さと網目状基底部の網目の平均孔径との比(アスペクト比)は、例えば、平均高さ/平均孔径=1/5〜2/1、好ましくは1/4〜1.5/1、さらに好ましくは1/3〜1.2/1(特に1/2.5〜1/1)程度である。
【0038】
膨出部の厚みは、例えば、0.05〜10mm、好ましくは0.1〜7mm、さらに好ましくは0.5〜5mm(特に1〜4mm)程度であってもよい。なお、本発明では、膨出部の厚みは、膨出部における最大厚みを意味する。
【0039】
膨出部の平均高さと厚みとの比は、例えば、平均高さ/厚み=1/1〜10/1、好ましくは1.05/1〜5/1、さらに好ましくは1.1/1〜4/1(特に1.15/1〜3/1)程度である。
【0040】
膨出部の先端部は、孔部を有していてもよい。孔部の形状は、特に限定されないが、通常、円状、四方形状、不定形状などである。孔部の平均孔径は、網目状基底部の網目の平均孔径に対して0.1〜0.9倍、好ましくは0.2〜0.8倍、さらに好ましくは0.3〜0.7倍程度である。
【0041】
不織布部材(B)の目付は、用途に応じて0.1〜500g/m2程度の範囲から選択でき、例えば、0.5〜200g/m2、好ましくは1〜100g/m2、さらに好ましくは3〜50g/m2(特に5〜30g/m2)程度である。目付がこの範囲にあると、不織布部材(B)の通気性や柔軟性と強度とのバランスが良くなる。
【0042】
不織布部材(B)の密度は、網目状基底部と膨出部とで異なる。膨出部の密度は、例えば、0.001〜0.2g/cm3、好ましくは0.003〜0.1g/cm3、さらに好ましくは0.005〜0.07g/cm3(特に0.01〜0.05g/cm3)程度である。なお、本発明における膨出部の密度は、前述の膨出部の厚み(最大厚み)と網目状基底部の開口部の面積との積を膨出部の体積と仮定して算出した値である。図4は、膨出部の密度の算定方法を示すための概略模式図である。すなわち、図4に示されるように、膨出部の厚み(最大厚み)tは、膨出部の高さをHから空隙の高さaを減じた値、すなわち、膨出部厚み(t)=膨出部高さ(H)−空隙高さ(a)で表すことができる。さらに、この厚み(t)と基底部の開口部の面積との積で表される膨出部の体積は、図中の四角柱として表すことができ、この四角柱に基づいて密度が算出される。
【0043】
一方、網目状基底部の密度は、例えば、0.05〜0.5g/cm3、好ましくは0.1〜0.48g/cm3、さらに好ましくは0.2〜0.45g/cm3(特に0.3〜0.42g/cm3)程度である。両者の密度の比率は、例えば、網目状基底部/膨出部=3/1〜50/1、好ましくは5/1〜45/1、さらに好ましくは10/1〜40/1(特に15/1〜35/1)程度である。本発明では、網目状基底部が高密度であるため、網目状基底部の占める面積が小さくても不織布部材(B)及び複合繊維シートの強度が大きく、膨出部を大きく形成できるため、表面積を大きくできる。
【0044】
不織布部材(B)を構成する繊維の平均径は、例えば、0.2〜20μm、好ましくは0.5〜15μm、さらに好ましくは0.7〜12μm(特に1〜10μm)程度である。繊維径が細すぎると、繊維そのものが製造し難くなることに加え、繊維強度を確保し難い。一方、繊維径が太すぎると、繊維が剛直となる。さらに、このような細い繊維径を有すると、フィルターとして利用した場合に濾過特性が向上する。
【0045】
繊維長は、繊維同士の絡み合いによって不織布の形態を維持できれば、特に限定されず、その製造方法に応じて選択でき、例えば、平均繊維長10mm以上、好ましくは20mm以上であればよい。メルトブローン不織布の場合には、通常、連続繊維である。
【0046】
なお、網目状基底部においては、繊維状でなくてもよく、高密度に圧縮された繊維が溶融し、繊維の形態を消失していてもよい。
【0047】
不織布部材(B)は、平板状ネット部材(A)の線条体で例示された有機繊維で構成されていてもよい。有機繊維を構成する有機材料としても、線条体と同様に、ポリオレフィン系樹脂、ポリビニルアルコール系樹脂、ポリ塩化ビニル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂などが挙げられる。これらの熱可塑性樹脂は、単独で又は二種以上組み合わせて使用できる。具体的には、これらの熱可塑性樹脂のアロイ樹脂(例えば、ポリプロピレン系樹脂とポリ乳酸系樹脂とのアロイ樹脂など)であってもよく、複数の有機繊維を組み合わせて混繊されていてもよい。これらの熱可塑性樹脂のうち、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂、特に、ポリプロピレン系樹脂が好ましい。
【0048】
ポリプロピレン系樹脂は、ポリプロピレンホモポリマー(プロピレン単独重合体)の他、ポリプロピレンコポリマー(プロピレン系共重合体)であってもよい。
【0049】
ポリプロピレン系樹脂において、コポリマーにおける共重合性単量体としては、例えば、プロピレンを除くオレフィン類(例えば、エチレン、1−ブテン、2−ブテン、1−ペンテン、1−ヘキセン、3−メチルペンテン、4−メチルペンテンなどのα−C2−6オレフィンなど)、(メタ)アクリル系単量体[例えば、(メタ)アクリル酸メチルや(メタ)アクリル酸エチルなどの(メタ)アクリル酸C1−6アルキルエステルなど]、不飽和カルボン酸類(例えば、無水マレイン酸など)、ビニルエステル類(例えば、酢酸ビニル、プロピオン酸ビニルなど)、ジエン類(ブタジエン、イソプレンなど)などが挙げられる。これらの共重合性単量体は、単独で又は二種以上組み合わせて使用できる。これらの共重合性単量体のうち、オレフィン類、特にエチレンが好ましい。コポリマーには、ランダム共重合体、ブロック共重合体、グラフト共重合体が含まれる。
【0050】
コポリマーの場合、共重合性単量体の割合は、20モル%以下、例えば、0.1〜10モル%程度であってもよい。コポリマーとしては、例えば、プロピレン−エチレン共重合体、プロピレン−ブテン−1共重合体、プロピレン−エチレン−ブテン−1共重合体、無水マレイン酸変性ポリプロピレンなどが挙げられる。本発明では、これらのポリプロピレン系樹脂の中でも、流動性や耐熱性などの点から、ポリプロピレンホモポリマーが好ましい。
【0051】
ポリプロピレン系樹脂のMFRは、JIS K 7210に準じた方法(230℃、荷重2.16kgf)で、例えば、10g/10分以上、好ましくは50〜2000g/10分、さらに好ましくは100〜1500g/10分(特に300〜1200g/10分)程度である。
【0052】
不織布部材(B)は、用途に応じて、慣用の添加剤、例えば、安定剤(銅化合物などの熱安定剤、紫外線吸収剤、光安定剤、酸化防止剤など)、抗菌剤、消臭剤、香料、着色剤(染顔料など)、充填剤、難燃剤、帯電性向上剤(ヒンダードアミン類など)、帯電防止剤、導電剤、可塑剤、潤滑剤、結晶化速度遅延剤などを含有していてもよい。これらの添加剤は、単独で又は二種以上組み合わせて使用できる。これらの添加剤は、種類に応じて選択できるが、例えば、樹脂成分100質量部に対して、0.01〜30質量部、好ましくは0.1〜20質量部、さらに好ましくは0.3〜10質量部(特に0.5〜5質量部)である。
【0053】
これらの添加剤は、繊維中に含まれていてもよく、繊維(不織布)部材の表面に付着(担持)されていてもよい。繊維中に含まれる場合には、紡糸原液に混合され、繊維表面に担持される場合には、不織布部材に添加される。
【0054】
(複合繊維シート及び不織布)
本発明の複合繊維シートは、立体的で表面積の大きい不織布部材で構成されているため、フィルター特性に優れている。特に、平板状ネット部材(A)の線条体に対して不織布部材(B)で構成された膨出部の面積が大きいため、通気性に優れている。具体的には、フラジール形法による通気度で1cm3/(cm2・秒)以上であり、例えば、10〜1000cm3/(cm2・秒)、好ましくは50〜800cm3/(cm2・秒)、さらに好ましくは100〜700cm3/(cm2・秒)程度である。
【0055】
さらに、本発明の複合繊維シートは、微粒子を捕集するためのエアフィルターとして優れており、後述する実施例で記載された条件で測定した粉塵の捕集効率は、例えば、30%以上、好ましくは40%以上(例えば、40〜90%)、さらに好ましくは45〜80%程度である。また、圧力損失も低く、同条件の圧力損失は、例えば、5Pa以下、好ましくは3Pa以下(例えば、0.1〜3Pa)、さらに好ましくは0.5〜2Pa程度である。前記捕集効率と圧力損失から下記式で求められるQF値は0.2以上、好ましくは0.3〜2、さらに好ましくは0.4〜1.5(特に0.5〜1)程度である。
【0056】
QF(1/Pa)=−ln(100−ΔE)/ΔP
[式中、ΔEは捕集効率(%)を示し、ΔPは圧力損失(Pa)を示す]。
【0057】
このような特性を有する本発明の複合繊維シートは、エアフィルターとして利用する場合など、さらに集塵効率を向上させるために、慣用のエレクトレット化処理によってエレクトレット化されていてもよい。
【0058】
本発明においては、この複合繊維シートからネット部材を剥離して、不織布を製造してもよい。なお、不織布は、融着して一体化した複合繊維シートから平板状ネット部材(A)を剥離した不織布であってもよいが、後述するように、紡糸した不織布部材を回収するための装置の一部であるコレクターネットとして平板状ネット部材(A)を用いることにより、不織布部材(B)の紡糸と平板状ネット部材(A)からの剥離とを連続的に行って得られた不織布であってもよい。
【0059】
[複合繊維シート及び不織布の製造方法]
本発明の複合繊維シートの製造方法は、特に限定されず、慣用の方法で製造した平板状ネット部材(A)と、慣用の方法で製造した不織布部材(B)とを接着などにより組み合わせる方法であってもよいが、簡便性の点から、慣用の不織布の紡糸方法において、平板状ネット部材と吸引コレクターとの間に隙間を設けた状態で、平板状ネット部材に対して熱可塑性樹脂を溶融紡糸して不織布構造を形成する工程を含む方法が好ましい。この方法を用いると、接着などの工程が不要で、連続的に複合繊維シートを製造できる。この工程を含む方法について添付図面に基づいて説明する。図5はこの方法を説明するための概略模式図である。なお、この方法においても、平板状ネット部材は慣用の方法で予め製造できる。
【0060】
具体的には、図5に示すように、この方法では、ベルトコンベア16を駆動させて、平板状ネット部材12を紡糸ノズル13に供給し、平板状ネット部材12の上に不織布部材を堆積させる。詳しくは、平板状ネット状部材12を巻き取った供給ロール11と巻き取りロール15とベルトコンベア16とを回転(駆動)させて、ベルトコンベア16上の繊維が紡糸される部位に平板状ネット部材12を供給する。紡糸ノズル13の下方には、吸引コレクター14が配設されており、紡糸ノズル13と吸引コレクター14(ベルトコンベア16)との間を平板状ネット状部材12が通過することにより、紡糸ノズル13よりメルトブローン法で紡糸された繊維がコレクター14の吸引力により平板状ネット部材14の上に堆積する。この際、平板状ネット部材12と吸引コレクター14(ベルトコンベア16)とは、両者の間に隙間を設けて配設されている。この隙間により、吸引された繊維は、平板状ネット部材12の上に、網目ごとに下方に膨出した形状で堆積するとともに、溶融紡糸直後の繊維が平板状ネット部材12に融着して一体化することにより、複数の膨出部を有する複合繊維シートが形成される。この複合繊維シートは、巻取ロール15によって回収される。
【0061】
このような複合繊維シートの製造方法において、不織布部材を紡糸する方法は、メルトブローン法などの長繊維を紡糸する直接法に限定されず、慣用の方法を利用でき、例えば、ステープル繊維を用いた乾式法(カーディング法やエアレイ法)又は湿式法などであってもよいが、簡便性の点から、紡糸とウェブ化が直結している直接法が好ましい。なかでも、バインダーが不要で、かつ繊維径が小さく、フィルター特性に優れた不織布を簡便に製造できる点から、メルトブローン法が特に好ましい。
【0062】
メルトブローン法では、オレフィン系樹脂などの熱可塑性樹脂を溶融紡糸しながら、得られた繊維を高温の気体で吹き飛ばして捕集することにより、繊維ウェブを得る。メルトブローン法における製造条件は、慣用の条件を用いることができる。
【0063】
具体的には、熱可塑性樹脂(必要に応じて、他の添加剤を含む)は、慣用の混合機(例えば、溶融混練押出機など)を用いて溶融混練される。溶融温度は、熱可塑性樹脂を溶融できれば特に限定されず、熱可塑性樹脂の種類に応じて選択できるが、ポリプロピレン系樹脂の場合、例えば、温度150〜280℃、好ましくは160〜250℃、さらに好ましくは180〜240℃程度である。
【0064】
混合機により溶融混練された熱可塑性樹脂は、紡糸口に供給される。紡糸口には、通常、紡糸孔が一列に形成されており、その紡糸孔の間隔は、例えば、100〜4000孔/m、好ましくは500〜3000孔/m、さらに好ましくは1000〜2500孔/m程度である。単孔吐出量は、例えば、0.01〜1g/孔・分、好ましくは0.03〜0.5g/孔・分、さらに好ましくは0.05〜0.3g/孔・分程度である。紡糸温度は、ポリプロピレン系樹脂の場合、例えば、150〜300℃、好ましくは200〜280℃、さらに好ましくは220〜270℃程度である。紡糸口からの繊維の吐出量は、例えば、10〜2000g/(m・分)、好ましくは50〜1000g/(m・分)、さらに好ましくは100〜500g/(m・分)程度である。
【0065】
メルトブローン法では、通常、紡糸された繊維をネット上に向けて吹き飛ばすためには、通常、紡糸口の近傍に形成されたスリットから高温の空気(通常、紡糸温度と同様の温度)を吹き付ける方法が利用される。本発明では、この吹き付ける空気の圧力(エアー圧)を制御することにより、不織布部材における膨出部の高さや大きさを調整できる。エアー圧は0.001〜0.06MPa程度の範囲から選択でき、例えば、0.005〜0.05MPa、好ましくは0.007〜0.03MPa、さらに好ましくは0.01〜0.02MPa程度の範囲から選択できる。このエアー圧を大きくすることにより、高さの大きい膨出部を形成できるが、さらにエアー圧を大きくしたり、不織布部材の目付を小さくすることなどにより、膨出部の先端部に孔部を形成することも可能である。孔部を形成するためのエアー圧は、不織布部材の目付に応じて選択できるが、例えば、0.05MPa以上(例えば、0.05〜0.3MPa)、好ましくは0.07MPa以上(例えば、0.07〜0.2MPa)であってもよい。エアー温度は、例えば、紡糸温度近傍温度、例えば、紡糸温度よりも0〜50℃高い温度、好ましくは紡糸温度よりも3〜30℃高い温度、さらに好ましくは紡糸温度よりも5〜20℃高い温度が好ましい。
【0066】
さらに、膨出部の高さや形状を調整するために、ノズル口と平板状ネット部材との距離(捕集距離)を調整するのが好ましい。捕集距離は小さい程、吸引コレクターによる吸引力が大きくなるため、不織布部材の膨出部の高さを大きくできる。捕集距離は、吸引コレクターの吸引力にも応じて適宜選択できるが、1〜100cm程度の範囲から選択でき、例えば、2〜50cm、好ましくは3〜30cm、さらに好ましくは5〜20cm(特に7〜15cm)程度である。膨出部の先端部に孔部を形成する場合には、1〜7cm(例えば、2〜5cm)程度であってもよい。
【0067】
本発明では、このようにエアー圧により吹き付けられた不織布部材が膨出部を形成できるように、平板状ネット部材と吸引コレクター(ベルトコンベア)との間に形成するための隙間は、所望の膨出部高さが形成可能で吸引可能な距離であればよく、例えば、10mm以上、好ましくは20〜200mm、さらに好ましくは30〜100mm程度である。
【0068】
不織布部材の目付は、平板状ネット部材の供給速度(コンベア速度)の制御により調整できる。コンベア速度は、例えば、1〜200m/分、好ましくは2〜100m/分、さらに好ましくは3〜50m/分(特に5〜30m/分)程度である。本発明では、コンベア速度と捕集距離とエアー圧とを適宜調整することにより、所望の膨出部形状を有する複合繊維シートを得ることができる。
【0069】
本発明の不織布の製造方法も特に限定されず、慣用の方法で製造できるが、前記複合繊維シートから平板状ネット部材を剥離する方法が好ましい。さらに、ネット部材を剥離する方法は、図5に示す方法で複合繊維シートを製造した後、平板状ネット部材を剥離する方法であってもよいが、紡糸した不織布を回収するための装置の一部であるコレクターネットとして平板状ネット部材を用いることにより、不織布部材の紡糸とネット部材の剥離とを連続的に行なう方法であってもよい。後者の方法について、添付図面に基づいて説明する。図6は、この方法を説明するための概略模式図である。
【0070】
具体的には、図6に示すように、この方法では、ベルトコンベア26を駆動させて、コレクターネット22を紡糸ノズル23に供給し、コレクターネット22の上に不織布を堆積させた後、コレクターネット22から不織布を剥離して回収する。詳しくは、ベルトコンベア26を回転(駆動)させることにより、ベルトコンベア26の上に重ね、連動させたコレクターネット22を回転させる。ベルトコンベア26の表面側では、ベルトコンベア26とコレクターネット22との間には隙間が設けられており、そのような隙間が設けられたコレクターネット22の上に、紡糸ノズル23が設置されている。紡糸ノズル23の下方には、吸引コレクター24が配設されており、紡糸ノズル23と吸引コレクター24との間をコレクターネット22が通過することにより、紡糸ノズル23よりメルトブローン法で紡糸された繊維が吸引コレクター24の吸引力によりコレクターネット22の上に堆積する。コレクターネット22とベルトコンベア26(吸引コレクター24)との間に設けられた隙間により、吸引された繊維は、コレクターネット22の上に、網目ごとに下方に膨出した形状で堆積し、複数の膨出部を有する不織布が形成される。不織布は、コレクターネット22で運搬され、剥離ロール27によってコレクターネット22から剥離された後、巻取ロール25で回収される。
【0071】
不織布の製造方法において、不織布を紡糸する方法及び条件、ノズル口とコレクターネットとの距離(捕集距離)、エアー圧、コンベア速度については、前記複合繊維シートの製造方法と同様である。
【0072】
平板状ネット部材がコレクターネットの場合は、その材質は、剥離性を重視して、耐熱性などの観点より、金属、耐熱処理したポリエステル系樹脂、ポリフェニレンサルファイド系樹脂、ポリアリレート系樹脂(全芳香族系ポリエステル系樹脂)、芳香族ポリアミド系樹脂などの耐熱性樹脂などが好ましい。さらに、剥離性を高めるために、表面を離型処理(例えば、フッ素樹脂などで処理)していてもよい。
【0073】
このようにして得られた複合繊維シート又は不織布には、慣用のエレクトレット化処理により電荷を付与してもよい。慣用の方法としては、例えば、摩擦や接触により電荷を付与する方法、活性エネルギー線(例えば、電子線、紫外線、X線など)を照射する方法、コロナ放電やプラズマなどの気体放電を利用する方法、高電界を印加する方法、水などの極性液体を介して超音波振動を作用させる方法などが挙げられる。これらの方法のうち、簡便に高い電荷を付与できる点から、針電極などを用いてコロナ放電処理する方法が好ましい。コロナ放電において、電極距離は、例えば、5〜50mm(特に10〜40mm)程度であり、印加電圧は、例えば、−50〜−5kV(特に−40〜−10kV)程度である。また、処理温度は、例えば、常温から100℃(特に50〜90℃)程度であり、処理時間は、例えば、1秒〜1分(特に5〜30秒)程度である。
【0074】
このようにして得られた複合繊維シート及び不織布は、通常、複数の膨出部を有する板状又はシート状であり、そのままの形状で利用してもよいが、用途に応じて、切断加工などによって、所望の形状に加工してもよい。
【産業上の利用可能性】
【0075】
本発明の複合繊維シート及び不織布は、通気性を有し、立体的で表面積が大きく、形態安定性にも優れるとともに、クッション性も有しているため、工業、農業、生活資材などの各種分野における用途、例えば、フィルター、ワイパー、セパレーター、キャパシター、コンデンサマイクロホン、超音波診断トランスデューサー、クッション材などとして利用できる。
【0076】
特に、表面積が大きく、微小ダスト(粒子)に対する捕集性にも優れるため、各種フィルター、製薬工業分野、電子工業分野、食品工業分野、自動車工業分野などの液体フィルターや、家電用分野、自動車などのキャビン用分野、マスク用分野などの気体フィルターとして有用できる。さらに、捕集性に優れるため、メディカルキャップなどの医用衣料、クリーンルーム用防塵衣、ワイパーなどとしても適している。
【0077】
さらに、不織布は、衣服、日用品(シート状クッション、敷物など)、包装材料などのクッション材又は緩衝材としても適している。
【実施例】
【0078】
以下、実施例により、本発明をさらに具体的に説明するが、本発明はこれら実施例に何ら限定されるものではない。なお、実施例における各物性値は、以下の方法により測定した。なお、実施例中の「%」はことわりのない限り、質量基準である。
【0079】
(1)不織布部材の大きさ及び密度
不織布部材を膨出部の中心を通る断面で切断し、その断面を走査型電子顕微鏡(SEM)で撮影し(倍率35〜200倍:膨出部高さが入る任意の倍率)、網目状基底部の厚み、膨出部の厚み及び高さを写真中から求めた。なお、膨出部の厚みは最大となる厚みを測定した。スケールは任意の倍率における写真中のスケールバーを用いて算出した。
【0080】
(2)平均繊維径(μm)
不織布部材をSEMで撮影し(倍率1000倍)、写真中の任意の繊維50本の径を測定し、その平均値を算出した。
【0081】
(3)目付(g/m2)、見掛け密度(g/cm3)
不織布を切断して縦20cm×横20cm正方形状の試験片を作製し、JIS L1096に準拠して、試験片の幅方向に沿って3箇所で目付を測定し、その平均値を算出した。この目付の値と、(1)で求めた基底部及び膨出部の厚みの値から見掛け密度を算出した。なお、膨出部の密度の算出において、体積は、膨出部の厚みと網目状基底部の開口部の面積との積を膨出部の体積と仮定して算出した。
【0082】
(4)通気度
JIS L1096に準じ、フラジール形法にて測定した。
【0083】
(5)捕集効率、圧力損失及びQF値
フィルター評価装置(柴田科学(株)製、AP−6310FP)を用いて、複合繊維シートのフィルター特性を評価した。まず、試験サンプルをろ過面の直径が85mmになるように測定セルに装着した。この状態で最大直径が2μm以下で、かつ数平均径が0.5μmのシリカダストを試験粉塵に用いて、粉塵濃度30±5mg/m3となるように調整した粉塵含有空気を、フィルターをセットした測定セルに30リットル/分の流量で1分間流し、上流側の粉塵濃度D1、下流側(濾過後)の粉塵濃度D2を光散乱質量濃度計を用いて測定し、下記の式から捕集効率を求めた。
【0084】
捕集効率(%)={(D1−D2)/D1}×100
また、フィルター評価装置における測定セルの上流側、下流側間に微差圧計を配置し、流量30リットル/分における差圧(圧力損失)を測定した。さらに、前記捕集効率から算出したフィルター透過率の自然対数と圧力損失との値から、下記式によりQF値を求めた。
【0085】
QF(1/Pa)=−ln(100−ΔE)/ΔP
[式中、ΔEは捕集効率(%)を示し、ΔPは圧力損失(Pa)を示す]。
【0086】
実施例1
図5に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、平板状ネット(コンウェッド社製、商品名「R5340」、ポリプロピレン製経緯直交型の交点熱融着タイプ、目合6×6mm、目付19g/m2、平均繊度300μm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.01MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の15cm下方に位置するネットコンベア上に捕集して、立体形状の複合繊維シートを製造した。不織布の平均繊維径は、2.9μmであった。得られた立体形状繊維シートに一般的なエレクトレット設備を使用し、針状電極、電極距離25mm、印加電圧−25kV、温度80℃の条件下でエレクトレット処理を行った。複合繊維シートの特性を表1及び表2に示す。また、複合繊維シートの厚み方向の断面を電子顕微鏡写真で撮影した結果を図7に示す。なお、写真は、全体写真及び網目状基底部近辺の拡大写真の2種の写真で表し、全体写真中のスケールバーは500μmの長さを示し、拡大写真中のスケールバーは100μmの長さを示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0087】
実施例2
図5に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、平板状ネット(コンウェッド社製、商品名「R03650」、ポリプロピレン製経緯直交型の交点熱融着タイプ、目合4×4mm、目付10g/m2、平均繊度300μm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.015MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の10cm下方に位置するネットコンベア上に捕集して、立体形状の複合繊維シートを製造した。不織布の平均繊維径は、2.9μmであった。得られた立体形状繊維シートに実施例1と同様のエレクトレット処理を行った。複合繊維シートの特性を表1及び表2に示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0088】
実施例3
図5に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、平板状ネット(コンウェッド社製、商品名「R03230」、ポリプロピレン製経緯直交型の交点熱融着タイプ、目合8×8mm、目付5g/m2、平均繊度200μm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.02MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の10cm下方に位置するネットコンベア上に捕集して、立体形状の複合繊維シートを製造した。不織布の平均繊維径は、2.6μmであった。得られた立体形状繊維シートを一般的なエレクトレット設備を使用し、針状電極、電極距離25mm、印加電圧−25kV、温度80℃の条件下でエレクトレット処理を行った。複合繊維シートの特性を表1及び表2に示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0089】
比較例1
一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、60メッシュの捕集ネットの上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.02MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の10cm下方に位置するネットコンベア上に捕集して不織布を製造した。不織布の平均繊維径は2.6μmであり、不織布表面に凹凸部は形成されておらず、略平滑であった。得られた不織布に実施例1と同様のエレクトレット処理を行った。不織布の特性を表1及び表2に示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0090】
比較例2
平板状ネットの代わりにポリプロピレン製スパンボンド不織布(出光ユニテック(株)製、商品名「RN2020」、目付20g/m2)を用いる以外は実施例1と同様にして複合繊維シートを作製した。この時、ポリプロピレン製のスパンボンドとメルトブローン繊維シートは接着していた。複合繊維シートの平均繊維径は2.5μmであり、シート表面に凹凸部は形成されておらず、略平滑であった。得られた複合繊維シートに実施例1と同様のエレクトレット処理を行った。複合繊維シートの特性を表1及び表2に示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0091】
実施例4
図6に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、捕集ネット[二本フィルコン(株)製、ポリテトラフルオロエチレン(テフロン)(登録商標)加工を施した平織のポリエチレンテレフタレート(PET)製ネット、目合2.9×2.0mm、平均繊度1.3mm]の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.02MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の10cm下方に位置するネットコンベア上に捕集して、立体形状の不織布を製造した。不織布の平均繊維径は、2.8μmであった。得られた立体形状不織布に実施例1と同様のエレクトレット処理を行った。不織布の特性を表1及び表2に示す。また、不織布の厚み方向の断面を電子顕微鏡写真で撮影した結果を図8に示す。なお、全体写真中のスケールバーは500μmの長さを示し、拡大写真中のスケールバーは100μmの長さを示す。また、この写真において、ネットは不織布から剥離されている。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0092】
実施例5
図6に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、捕集ネット(テフロン加工を施した平織のPET製ネット、目合2.9×2.0mm、平均繊度1.3mm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.03MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の13cm下方に位置するネットコンベア上に捕集して、立体形状の不織布を製造した。不織布の平均繊維径は、2.6μmであった。得られた立体形状不織布に実施例1と同様のエレクトレット処理を行った。不織布の特性を表1及び表2に示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0093】
実施例6
図6に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、捕集ネット(テフロン加工を施した平織のPET製ネット、目合2.9×2.0mm、平均繊度1.3mm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.05MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の15cm下方に位置するネットコンベア上に捕集して、立体形状の不織布を製造した。不織布の平均繊維径は、2.6μmであった。得られた立体形状不織布に実施例1と同様のエレクトレット処理を行った。不織布の特性を表1及び表2に示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0094】
実施例7
図6に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、捕集ネット(テフロン加工を施した平織のPET製ネット、目合1.3×1.3mm、平均繊度1.0mm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.07MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の5cm下方に位置するネットコンベア上に捕集して、立体形状の不織布を製造した。不織布の平均繊維径は、3.1μmであった。得られた立体形状不織布に実施例1と同様のエレクトレット処理を行った。不織布の特性を表1及び表2に示す。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0095】
実施例8
図6に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、捕集ネット(テフロン加工を施した平織のPET製ネット、目合4×4mm、平均繊度2mm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.03MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の12cm下方に位置するネットコンベア上に捕集して、立体形状の不織布を製造した。不織布の平均繊維径は、2.8μmであった。得られた立体形状不織布に実施例1と同様のエレクトレット処理を行った。不織布の特性を表1及び表2に示す。また、不織布の厚み方向の断面を電子顕微鏡写真で撮影した結果を図9に示す。なお、全体写真中のスケールバーは500μmの長さを示し、拡大写真中のスケールバーは100μmの長さを示す。また、この写真において、ネットは不織布から剥離されている。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0096】
実施例9
図6に示す方法で、一般的なメルトブローン不織布製造装置を使用して次のようにして製造した。すなわち、ポリプロピレン(メルトフローレート600g/10分)をエクストルーダーで200℃で溶融した後、口金における紡糸孔数1300孔/m(1列配列)の紡糸ノズル(口金)から、紡糸温度250℃、単孔吐出量0.1g/孔・分で、捕集ネット(テフロン加工を施した平織のPET製ネット、目合4×4mm、平均繊度2mm)の上に吐出した。さらに、ポリプロピレンを吐出すると同時に、紡糸孔の近傍に設けたスリットからエア温度260℃、エア圧力0.05MPaの熱風を噴出させて、吐出した繊維を細化し、それをノズル(口金)の12cm下方に位置するネットコンベア上に捕集して、立体形状の不織布を製造した。不織布の平均繊維径は、2.6μmであった。得られた立体形状不織布に実施例1と同様のエレクトレット処理を行った。不織布の特性を表1及び表2に示す。また、不織布の厚み方向の断面を電子顕微鏡写真で撮影した結果を図10に示す。なお、全体写真中のスケールバーは500μmの長さを示し、拡大写真中のスケールバーは100μmの長さを示す。また、この写真において、ネットは不織布から剥離されている。さらに、得られたエレクトレット体の通気度、捕集効率、圧力損失、QF値を測定した結果を表2に示す。
【0097】
【表1】
【0098】
【表2】
【0099】
なお、表2中の「ネット径/孔径比」は、ネット径と基底部孔径との比(ネット径/基底部の孔径)を示し、「アスペクト比」は、不織布(部材)の膨出部の平均高さと網目状基底部の網目の平均孔径との比(平均高さ/平均孔径)を示し、「膨出部高さ/厚み比」は、膨出部の平均高さと厚みとの比(平均高さ/厚み)を示し、「密度比」は、不織布(部材)の膨出部と網目状基底部との密度比(網目状基底部/膨出部)を示す。
【0100】
表2の結果から明らかなように、実施例1〜6及び8〜9の複合繊維シートは、捕集効率が高く、圧力損失が小さく、QF値が高い。これに対して、比較例1の複合繊維シートは、捕集効率が低い。さらに、比較例2の複合繊維シートは、圧力損失が大きい。一方、先端部に孔部を有する実施例7の複合繊維シートは、高い通気度を有している。
【図面の簡単な説明】
【0101】
【図1】図1は本発明の複合繊維シートの一例を示す概略斜視図である。
【図2】図2は図1の複合繊維シートを裏面側から見た概略斜視図である。
【図3】図3は図の複合繊維シートの模式断面図である。
【図4】図4は、膨出部の密度の算定方法を示すための概略模式図である。
【図5】図5は本発明の複合繊維シートの製造方法の一例を説明するための概略模式図である。
【図6】図6は本発明の不織布の製造方法の一例を説明するための概略模式図である。
【図7】図7は、実施例1で得られた複合繊維シートの厚み方向断面の電子顕微鏡写真である。
【図8】図8は、実施例4で得られた不織布の厚み方向断面の電子顕微鏡写真である。
【図9】図9は、実施例8で得られた不織布の厚み方向断面の電子顕微鏡写真である。
【図10】図10は、実施例9で得られた不織布の厚み方向断面の電子顕微鏡写真である。
【符号の説明】
【0102】
1…複合繊維シート
2…平板状ネット部材
2a…線条体
3…不織布部材
3a…網目状基底部
3b…膨出部
11…供給ロール
12…平板状ネット部材
22…コレクターネット(平板状ネット部材)
13,23…紡糸ノズル
14,24…吸引コレクター
15,25…巻取ロール
16,26…ベルトコンベア
27…剥離ロール
【特許請求の範囲】
【請求項1】
線条体で構成された平板状ネット部材(A)、及び前記線条体に対して融着した網目状基底部と、前記平板状ネット部材(A)の各網目において前記網目状基底部とは反対方向に膨出した複数の膨出部とで構成された不織布部材(B)を備える複合繊維シートであって、前記網目状基底部の網目の平均孔径が1〜30mmであり、かつ前記線条体の平均径と前記網目状基底部の網目の平均孔径との比が、線条体の平均径/網目の平均孔径=1/1〜1/100である複合繊維シート。
【請求項2】
線条体の平均径が0.1〜1mmであり、網目状基底部の網目の平均孔径が2〜20mmであり、両者の比が、線条体の平均径/網目の平均孔径=1/3〜1/80である請求項1記載の複合繊維シート。
【請求項3】
不織布部材(B)の隣接する膨出部の高さが略同一であり、かつ膨出部の平均高さと網目状基底部の網目の平均孔径との比が、平均高さ/平均孔径=1/5〜2/1である請求項1又は2記載の複合繊維シート。
【請求項4】
網目状基底部の密度が0.05〜0.5g/cm3であり、膨出部の密度が0.001〜0.2g/cm3であり、両者の比率が、網目状基底部/膨出部=3/1〜50/1である請求項1〜3のいずれかに記載の複合繊維シート。
【請求項5】
膨出部の平均高さが0.1〜50mmであり、膨出部の厚みが0.05〜10mmであり、両者の比率が、平均高さ/厚み=1/1〜10/1である請求項1〜4のいずれかに記載の複合繊維シート。
【請求項6】
不織布部材(B)を構成する繊維の平均径が0.2〜20μmであり、不織布部材(B)の目付が1〜100g/m2である請求項1〜5のいずれかに記載の複合繊維シート。
【請求項7】
不織布部材(B)がメルトブローン不織布で構成され、かつ平板状ネット部材(A)及び不織布部材(B)が、それぞれ、ポリオレフィン系樹脂、ポリビニルアルコール系樹脂、ポリ塩化ビニル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂及びポリウレタン系樹脂からなる群から選択された少なくとも一種で構成され、かつ両部材を構成する樹脂が同系統の樹脂である請求項1〜6のいずれかに記載の複合繊維シート。
【請求項8】
平板状ネット部材(A)と吸引コレクターとの間に隙間を設けた状態で、平板状ネット部材(A)に対して熱可塑性樹脂を溶融紡糸して不織布構造を形成する工程を含む請求項1〜7のいずれかに記載の複合繊維シートの製造方法。
【請求項9】
平板状ネット部材(A)に対してメルトブローン法で熱可塑性樹脂を溶融紡糸して不織布構造を形成する請求項8記載の製造方法。
【請求項10】
請求項1〜7のいずれかに記載の複合繊維シートで構成されたエアフィルター。
【請求項11】
請求項1〜7のいずれかに記載の複合繊維シートから平板状ネット部材(A)を剥離した不織布。
【請求項12】
膨出部の先端部に孔部を有する請求項11記載の不織布。
【請求項1】
線条体で構成された平板状ネット部材(A)、及び前記線条体に対して融着した網目状基底部と、前記平板状ネット部材(A)の各網目において前記網目状基底部とは反対方向に膨出した複数の膨出部とで構成された不織布部材(B)を備える複合繊維シートであって、前記網目状基底部の網目の平均孔径が1〜30mmであり、かつ前記線条体の平均径と前記網目状基底部の網目の平均孔径との比が、線条体の平均径/網目の平均孔径=1/1〜1/100である複合繊維シート。
【請求項2】
線条体の平均径が0.1〜1mmであり、網目状基底部の網目の平均孔径が2〜20mmであり、両者の比が、線条体の平均径/網目の平均孔径=1/3〜1/80である請求項1記載の複合繊維シート。
【請求項3】
不織布部材(B)の隣接する膨出部の高さが略同一であり、かつ膨出部の平均高さと網目状基底部の網目の平均孔径との比が、平均高さ/平均孔径=1/5〜2/1である請求項1又は2記載の複合繊維シート。
【請求項4】
網目状基底部の密度が0.05〜0.5g/cm3であり、膨出部の密度が0.001〜0.2g/cm3であり、両者の比率が、網目状基底部/膨出部=3/1〜50/1である請求項1〜3のいずれかに記載の複合繊維シート。
【請求項5】
膨出部の平均高さが0.1〜50mmであり、膨出部の厚みが0.05〜10mmであり、両者の比率が、平均高さ/厚み=1/1〜10/1である請求項1〜4のいずれかに記載の複合繊維シート。
【請求項6】
不織布部材(B)を構成する繊維の平均径が0.2〜20μmであり、不織布部材(B)の目付が1〜100g/m2である請求項1〜5のいずれかに記載の複合繊維シート。
【請求項7】
不織布部材(B)がメルトブローン不織布で構成され、かつ平板状ネット部材(A)及び不織布部材(B)が、それぞれ、ポリオレフィン系樹脂、ポリビニルアルコール系樹脂、ポリ塩化ビニル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂及びポリウレタン系樹脂からなる群から選択された少なくとも一種で構成され、かつ両部材を構成する樹脂が同系統の樹脂である請求項1〜6のいずれかに記載の複合繊維シート。
【請求項8】
平板状ネット部材(A)と吸引コレクターとの間に隙間を設けた状態で、平板状ネット部材(A)に対して熱可塑性樹脂を溶融紡糸して不織布構造を形成する工程を含む請求項1〜7のいずれかに記載の複合繊維シートの製造方法。
【請求項9】
平板状ネット部材(A)に対してメルトブローン法で熱可塑性樹脂を溶融紡糸して不織布構造を形成する請求項8記載の製造方法。
【請求項10】
請求項1〜7のいずれかに記載の複合繊維シートで構成されたエアフィルター。
【請求項11】
請求項1〜7のいずれかに記載の複合繊維シートから平板状ネット部材(A)を剥離した不織布。
【請求項12】
膨出部の先端部に孔部を有する請求項11記載の不織布。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2009−263811(P2009−263811A)
【公開日】平成21年11月12日(2009.11.12)
【国際特許分類】
【出願番号】特願2008−114437(P2008−114437)
【出願日】平成20年4月24日(2008.4.24)
【出願人】(307046545)クラレクラフレックス株式会社 (50)
【Fターム(参考)】
【公開日】平成21年11月12日(2009.11.12)
【国際特許分類】
【出願日】平成20年4月24日(2008.4.24)
【出願人】(307046545)クラレクラフレックス株式会社 (50)
【Fターム(参考)】
[ Back to top ]