
不織布及びその製造方法

【課題】 使用当初は勿論のこと、使用中であっても出所、薬効成分、デザイン等の情報を明確に認識することのできる、伸長性を有する不織布、及びその不織布の製造方法を提供すること。
【解決手段】 本発明の不織布は、高捲縮性繊維を主体とする不織布であり、前記不織布は繊維が融着していない圧着部を部分的に有するとともに、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上である。この不織布は、潜在捲縮性繊維を主体とする繊維ウエブに圧力5MPa以上の水流を作用させて絡合繊維ウエブを形成し、この絡合繊維ウエブに対して熱を作用させることにより潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維とする際に、絡合繊維ウエブの面積を30%以上収縮させて収縮繊維ウエブを形成した後、収縮繊維ウエブに対して、繊維を融着させないようにエンボス処理をして製造することができる。
【解決手段】 本発明の不織布は、高捲縮性繊維を主体とする不織布であり、前記不織布は繊維が融着していない圧着部を部分的に有するとともに、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上である。この不織布は、潜在捲縮性繊維を主体とする繊維ウエブに圧力5MPa以上の水流を作用させて絡合繊維ウエブを形成し、この絡合繊維ウエブに対して熱を作用させることにより潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維とする際に、絡合繊維ウエブの面積を30%以上収縮させて収縮繊維ウエブを形成した後、収縮繊維ウエブに対して、繊維を融着させないようにエンボス処理をして製造することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は繊維が融着していない圧着部を有する不織布及びその製造方法に関する。より具体的には、前記圧着部を鮮明に認識することのできる不織布及びその製造方法に関する。本発明の不織布は伸長性を有するため、薬効成分を含む膏体を塗布して外用貼付薬を構成するための皮膚貼付基布、化粧用ゲルを塗布して顔面パック材を構成するための皮膚貼付基布、又は化粧液を含浸して顔面パック材を構成するための皮膚貼付基布として好適に使用できる。
【背景技術】
【0002】
従来から不織布は様々な用途に適用されている。例えば、伸長性を有する不織布はその伸長性を利用して、例えば、皮膚貼付基布などの用途に好適に使用されているが、包材から取り出した後であっても出所(製造元、製品名等)や膏体の薬効成分がわかるように、また、デザインを重視して、皮膚貼付基布である不織布にエンボス処理を施して、前記情報を記すということが提案されている。
【0003】
例えば、本願出願人は「凹部であることによって認識できる文字、図形、模様、記号、絵、或いはこれらの組み合わせからなる長尺状の識別凹部単位の中心軸と一致する直線が、不織布のたて方向に平行な直線とよこ方向に平行な直線のいずれの直線とも交わるように配向した前記識別凹部単位が複数個配置しており、しかも不織布のたて方向又はよこ方向の50%モジュラス強度が4N/50mm幅以下であることを特徴とする伸縮性不織布」を提案した(特許文献1)。この伸縮性不織布は使用当初においては、確かに識別凹部単位がある程度鮮明であり、出所、薬効成分、デザイン等の情報を得ることができるものであったが、皮膚貼付基布として使用した場合、衣服等との摩擦によって、前記識別凹部単位が不鮮明となり、出所、薬効成分、デザイン等の情報を明確に認識できなくなるという問題があった。
【0004】
また、別の不織布として、「エンボス加工が施された伸縮性不織布であって、該不織布は少なくとも溶融開始温度の異なる捲縮性複合繊維が交絡してなると共に、該不織布のエンボス凹部の繊維交絡部が融着していないことを特徴とする伸縮性不織布。」が提案されている(特許文献2)。この伸縮性不織布はエンボス凹部を出所、薬効成分、デザイン等の情報としているが、伸縮性不織布の地合いが悪いため、使用当初でさえエンボス凹部が不鮮明であり、前記情報を正確に認識しにくいものであった。
【0005】
更に別の不織布として、「熱可塑性繊維を主体とし、それに低融点繊維を混紡した伸縮性を有する不織布に、エンボス加工により文字を刻印したことを特徴とする外用貼付剤用支持体」が提案されている(特許文献3)。この支持体にはエンボス加工により文字が刻印されているが、実施例からも明らかなように低融点繊維が融着しており、伸長性のない支持体であった。
【0006】
このようなエンボス凹部による出所、デザイン等の情報は前述のような皮膚貼付基布に限らず、化粧用ゲルを塗布して顔面パック材を構成するための皮膚貼付基布、化粧液を含浸して顔面パック材を構成するための皮膚貼付基布、衣料用芯地等においても生じる問題であった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2002−235269号公報
【特許文献2】特開2005−187954号公報
【特許文献3】特開2001−231812号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明はこのような状況下においてなされたものであり、使用当初は勿論のこと、使用中であっても出所、薬効成分、デザイン等の情報を明確に認識することのできる、伸長性を有する不織布、及びその不織布の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の請求項1にかかる発明は「高捲縮性繊維を主体とする不織布であり、前記不織布は繊維が融着していない圧着部を部分的に有するとともに、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上であることを特徴とする不織布。」である。
【0010】
本発明の請求項2にかかる発明は「(1)潜在捲縮性繊維を主体とする繊維ウエブを形成する工程、(2)前記繊維ウエブに圧力5MPa以上の水流を作用させて絡合繊維ウエブを形成する工程、(3)前記絡合繊維ウエブに対して熱を作用させることにより潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維とする際に、絡合繊維ウエブの面積を30%以上収縮させて収縮繊維ウエブを形成する工程、及び(4)収縮繊維ウエブに対して、繊維を融着させないようにエンボス処理をすることにより、圧着部を部分的に有するとともに、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上の不織布を形成する工程、を備えていることを特徴とする、不織布の製造方法。」である。
【発明の効果】
【0011】
本発明の請求項1にかかる発明は、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上の不織布であるため、繊維が融着していない部分的に有する圧着部により、使用当初は勿論のこと、使用中であっても出所、薬効成分、デザイン等の情報を明確に認識することのできる不織布である。つまり、引張り強さが25N/5cm幅以上であるということは、繊維同士が十分に絡んだ状態で、繊維密度が高い状態にあることを意味するため、使用当初、圧着部が鮮明であり、また、圧着部と非圧着部のいずれの部分においても高捲縮性繊維同士が十分に絡んでいるため、使用中に擦れたとしても、繊維の絡合が解けにくく、圧着部の鮮明性を維持でき、前記情報を明確に認識できる。
【0012】
また、請求項1にかかる発明は、高捲縮性繊維を主体としているため、伸長性に優れる不織布である。
【0013】
本発明の請求項2にかかる発明は、潜在捲縮性繊維を主体とする繊維ウエブを使用しているため、高捲縮性繊維を主体とする不織布を製造でき、結果として伸長性に優れる不織布を製造できる。
【0014】
また、繊維ウエブに圧力5MPa以上の水流を作用させて十分に繊維同士を絡合させていること、及び絡合繊維ウエブを面積で30%以上収縮させて、繊維同士の絡合を高めていることによって、繊維密度が高い状態とした上で、エンボス処理を実施しているため、使用当初は勿論のこと、使用中であっても圧着部が鮮明で、出所、薬効成分、デザイン等の情報を明確に認識できる不織布を製造できる。
【図面の簡単な説明】
【0015】
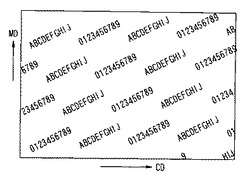
【図1】実施例の不織布における圧着部の配置状態を示す平面図
【図2】(a) 図1における、圧着部単位の中心軸と一致する直線と、不織布のよこ方向に平行な直線とがなす角度についての説明図 (b) 図1における、よこ方向の圧着部単位の中心同士を結んでできる直線と、不織布のよこ方向に平行な直線とがなす角度についての説明図 (c) 図1における、たて方向の圧着部単位の中心同士を結んでできる直線と、不織布のたて方向に平行な直線とがなす角度についての説明図
【発明を実施するための形態】
【0016】
本発明の不織布は伸長性に優れるように、高捲縮性繊維を主体としている。高捲縮性繊維は捲縮数が多く、外力が作用した際には、その捲縮が伸びることができるため、高捲縮性繊維を主体とする不織布は伸長性に優れている。なお、高捲縮性繊維は伸長性を有するばかりでなく、外力を取り除いた場合には、捲縮を元の状態に戻そうとする力が働くため、伸縮性に優れている。そのため、屈曲部の動き及び/又は凹凸に追従できるという効果も奏する。
【0017】
本発明の高捲縮性繊維とは50個/インチ以上の捲縮数を有する繊維をいい、このような高捲縮性繊維は、例えば、潜在捲縮性繊維の捲縮を発現させることによって得ることができる。なお、捲縮数はJIS L1015:2010 8.12.1 けん縮数に規定する方法により得られる値である。
【0018】
この潜在捲縮性繊維としては、例えば、熱収縮率の異なる複数の樹脂が複合された複合繊維、繊維の一部に特定の熱履歴を施した繊維を挙げることができる。より具体的には、複合繊維として、偏芯型芯鞘構造のもの、又はサイドバイサイド型構造のものを好適に用いることができる。熱収縮率の異なる樹脂の組み合わせとしては、例えば、ポリエステル−低融点ポリエステル、ポリアミド−低融点ポリアミド、ポリエステル−ポリアミド、ポリエステル−ポリプロピレン、ポリプロピレン−低融点ポリプロピレン、ポリプロピレン−ポリエチレンなど種々の合成樹脂を組み合わせたものが使用できる。特に、ポリエステル−低融点ポリエステル若しくはポリプロピレン−低融点ポリプロピレンの組み合わせからなる潜在捲縮性繊維は、化学的な耐性、伸長性及び伸縮性の点で優れているため好ましい。また、繊維の一部に特定の熱履歴を施した潜在捲縮性繊維としては、例えば、ポリエステル、ポリアミドなどの熱可塑性樹脂からなる繊維の一側面を熱刃などにあてながら通過させたものを使用できる。
【0019】
この潜在捲縮性繊維の繊度は特に限定するものではないが、繊維同士が絡みやすく、また、繊維同士の密着性が高くなりやすく、鮮明な圧着部を形成できるように、5dtex以下であるのが好ましく、3dtex以下であるのがより好ましく、2.5dtex以下であるのが更に好ましく、2.2dtex以下であるのが更に好ましい。繊度の下限は特に限定するものではないが、乾式法により繊維ウエブを形成する場合には、均一な地合いの繊維ウエブを形成して、鮮明な圧着部を形成できるように、0.5dtex以上であるのが好ましく、0.8dtex以上であるのがより好ましい。
【0020】
なお、繊度の異なる潜在捲縮性繊維を2種類以上含むこともできる。このように繊度の異なる潜在捲縮性繊維を2種類以上含んでいる場合、次の式により算出される平均繊度が前記繊度範囲内にあるのが好ましい。繊度の異なる潜在捲縮性繊維を3種類以上含んでいる場合も同様にして算出した値が前記繊度範囲内にあるのが好ましい。
Fav=1/{(Pa/100)/Fa+(Pb/100)/Fb}
ここで、Favは平均繊度(単位:dtex)、Paは繊維ウエブに占める一方の繊維(繊維A)の質量割合(単位:mass%)、Faは繊維Aの繊度(単位:dtex)、Pbは繊維ウエブに占める他方の繊維(繊維B)の質量割合(単位:mass%)、Fbは繊維Bの繊度(単位:dtex)をそれぞれ意味する。
【0021】
また、潜在捲縮性繊維の繊維長は特に限定するものではないが、繊維同士が絡みやすいように、110mm以下であるのが好ましく、64mm以下であるのがより好ましく、51mm以下であるのが更に好ましい。繊維長の下限は特に限定するものではないが、乾式法により繊維ウエブを形成する場合には、均一な地合いの繊維ウエブを形成して、鮮明な圧着部を形成できるように、25mm以上であるのが好ましく、30mm以上であるのがより好ましい。
【0022】
本発明の不織布は上述のような高捲縮性繊維を主体とするものであるが、本発明における「主体」とは、高捲縮性繊維を50mass%以上含むことを意味し、高捲縮性繊維が多ければ多いほど、伸長性及び伸縮性に優れ、また、圧着部と非圧着部のいずれの部分においても高捲縮性繊維同士が十分に絡んでおり、使用中に擦れたとしても、繊維の絡合が解けにくく、圧着部による情報が鮮明である傾向があるため、70mass%以上含むのがより好ましく、90mass%以上含むのが更に好ましく、100mass%高捲縮性繊維からなるのが最も好ましい。
【0023】
なお、高捲縮性繊維以外の繊維は特に限定するものではないが、高捲縮性繊維が潜在捲縮性繊維の捲縮を発現させたものである場合、不織布の伸長性及び伸縮性を損なわないように、潜在捲縮性繊維の捲縮を発現させる際の熱の作用によって溶融しない繊維であるのが好ましく、例えば、ポリエステル系繊維(ポリエチレンテレフタレート繊維、ポリブチレンテレフタレート繊維、ポリトリメチレンテレフタレート繊維など)、ポリオレフィン系繊維(ポリエチレン繊維、ポリプロピレン繊維など)、ポリアミド系繊維(6ナイロン繊維、66ナイロン繊維など)、ポリビニルアルコール繊維、アクリル繊維等の合成繊維、又はコットンやレーヨン等のセルロース系繊維を含むことができる。
【0024】
本発明の不織布を構成する高捲縮性繊維等の繊維は白色であることができるが、白色以外に顔料で着色した繊維、及び/又は染料で染色した繊維を含んでいることができる。このように、着色又は染色した繊維を含んでいると、圧着部と非圧着部の色差が大きくなるため、より鮮明に圧着部を認識できるという効果を奏する。
【0025】
本発明の不織布は前述の通り、高捲縮性繊維を主体としているが、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上である。このように引張り強さが強いということは、繊維同士が十分に絡んだ状態で、繊維密度が高い状態にあることを意味するため、使用当初、圧着部が鮮明であり、また、圧着部と非圧着部のいずれの部分においても高捲縮性繊維同士が十分に絡んでおり、擦れたとしても、繊維の絡合が解けにくいため、使用中においても圧着部の鮮明性を維持でき、出所、薬効成分、デザイン等の情報を明確に認識できる不織布である。なお、後述の通り、圧着部は繊維が融着しておらず、不織布の引張り強さの向上には寄与しないため、圧着部を形成する前の繊維ウエブであっても、たて方向、よこ方向のいずれの方向においても、25N/5cm幅以上の引張り強さを有する。そのため、不織布の引張り強さではあるが、圧着部を形成する前の繊維ウエブの段階で、既に繊維同士が十分に絡んだ状態で、繊維密度が高い状態にある繊維ウエブに対して、圧着部が形成された状態にあるため、使用当初は勿論のこと、使用中も圧着部は鮮明である。このような繊維同士の十分な絡合は、例えば、水流絡合により得ることができる。
【0026】
この引張り強さが強ければ強いほど、より繊維同士が十分に絡んだ状態で、繊維密度が高い状態であることを意味し、結果として使用当初及び使用中のより鮮明な圧着部を有することに繋がるため、引張り強さはたて方向、よこ方向のいずれの方向においても、25N/5cm幅以上であるのが好ましく、30N/5cm幅以上であるのがより好ましく、35N/5cm幅以上であるのが更に好ましく、40N/5cm幅以上であるのが更に好ましく、45N/5cm幅以上であるのが更に好ましく、50N/5cm幅以上であるのが更に好ましい。なお、不織布製造時に、繊維がたて方向に配向しやすいことから、たて方向の引張り強さが強くなる傾向があり、具体的には、たて方向の引張り強さは55N/5cm幅以上となり、好ましくは60N/5cm幅以上であり、より好ましくは65N/5cm幅以上であり、更に好ましくは70N/5cm幅以上であり、更に好ましくは80N/5cm幅以上であり、更に好ましくは100N/5cm幅以上であり、更に好ましくは120N/5cm幅以上である。なお、引張り強さの上限は特に限定するものではないが、たて方向、よこ方向ともに200N/5cm幅以下であるのが現実的である。
【0027】
本発明における「引張り強さ」は、不織布から幅が50mm、長さが300mmの試料片を採取し、定速伸長型引張試験機(オリエンテック社製、テンシロン)を用い、試料片が破断するまでの最大荷重を測定する。この最大荷重の測定を3枚の試料片について行い、これら最大荷重を算術平均し、引張り強さとする。なお、測定はつかみ間隔200mm、引張速度500mm/分の条件で行う。また、本発明における「たて方向」とは不織布生産時の流れ方向であり、「よこ方向」とはたて方向に直交する方向をいう。
【0028】
本発明の不織布は繊維が融着していない圧着部を部分的に有することによって、出所、薬効成分、デザイン等の情報を使用者等に提供できるものである。本発明の不織布は前述のように、繊維同士が十分に絡んだ状態で、繊維密度が高い状態にあるため、使用当初、圧着部が鮮明であり、また、圧着部と非圧着部のいずれの部分においても高捲縮性繊維同士が十分に絡んでおり、使用中に擦れたとしても、繊維の絡合が解けにくいため、使用中も圧着部の鮮明性を維持でき、前記情報を明確に認識できるものである。
【0029】
この圧着部は繊維の密着度が他の領域よりも高くなっているものの、繊維が融着していないため、圧着部の存在によって、不織布の伸長性や伸縮性が阻害されない。つまり、外力により不織布を伸長させた場合には、圧着部を構成する繊維(特に高捲縮性繊維)も伸長できるため、優れた伸長性や伸縮性を有する。そのため、圧着部を有する不織布と圧着部を形成する前の繊維ウエブとで、伸長性や伸縮性に大きな差はない。このように、「繊維が融着していない」とは、繊維の一部が溶融し、固結して繊維同士が結合した状態になく、繊維の自由度が確保された状態をいう。
【0030】
この個々の圧着部は目的によって、様々な形態を採ることができる。例えば、文字、図形、模様、記号、絵などの形態であることができ、形態の異なる圧着部が混在していても良い。
【0031】
本発明の不織布はこのような圧着部を部分的に有することによって、様々な情報を認識することができるが、その配置状態は特に限定するものではない。例えば、規則正しく、不規則に配置していることができる。しかしながら、特開2002−235269号公報に開示されているように、(1)圧着部単位の中心軸(特開2002−235269号公報における識別凹部単位の中心軸、つまり、圧着部であることによって認識できる文字等の長尺状繰り返し単位を完全に囲むことのできる最も面積の小さい長方形の対角線の交点を通る、前記長方形の長辺と平行な直線)と一致する直線が、不織布のたて方向に平行な直線とよこ方向に平行な直線のいずれの直線とも交わるように配置している、(2)任意の圧着部単位の中心(圧着部であることによって認識できる文字等の長尺状繰り返し単位を完全に囲むことのできる最も面積の小さい長方形の対角線の交点)と、この圧着部単位と不織布のよこ方向で最も近い圧着部単位の中心とを結ぶことによって形成される直線と、不織布のよこ方向に平行な直線とが交わるように配置している、(3)任意の圧着部単位の中心と、この圧着部単位と不織布のたて方向で最も近い圧着部単位の中心とを結ぶことによって形成される直線と、不織布のたて方向に平行な直線とが交わるように配置している、のが好ましい。これら(1)〜(3)の条件を2つ以上満たすのが好ましく、3つとも満たすのがより好ましい。
【0032】
なお、圧着部の総面積が広すぎると伸長性、伸縮性が阻害されやすくなるため、圧着部の総面積は不織布面積の40%以下であるのが好ましく、20%以下であるのがより好ましく、10%以下であるのが更に好ましい。他方、圧着部の総面積が狭すぎる、例えば、文字が小さすぎるような場合、目的とする出所、薬効成分、デザイン等の情報を明確に認識しにくくなるため、圧着部の総面積は不織布面積の5%以上であるのが好ましい。
【0033】
本発明の不織布の目付は特に限定するものではないが、繊維密度が高い状態であることができるように、30g/m2以上であるのが好ましく、40g/m2以上であるのがより好ましい。一方で、目付を高くすることで圧着部の繊維密度を高くすることができ、圧着部の鮮明さは向上するが、目付が高すぎると繊維を十分に絡合させることが困難となり、使用中に鮮明な圧着部を維持することができなくなる傾向があるため、目付は150g/m2以下であるのが好ましく、130g/m2以下であるのがより好ましく、110g/m2以下であるのが更に好ましい。この目付は1m2あたりの質量であり、JIS L 1085:1998 6.2 単位面積当たりの質量に規定する方法により得られる値である。
【0034】
本発明の不織布の厚さは特に限定するものではないが、厚さが薄すぎると、圧着部の深さが不十分となりやすく、鮮明な圧着部となりにくく、また、不織布の伸長性、伸縮性も損なわれる傾向があるため、厚さは0.3mm以上であるのが好ましく、0.4mm以上であるのがより好ましい。一方で、厚さが厚すぎると、繊維同士が十分に絡合していない状態になりやすく、使用中に鮮明な圧着部を維持することができなくなる傾向があるため、1.5mm以下であるのが好ましく、1mm以下であるのがより好ましく、0.85mm以下であるのが更に好ましい。なお、この「厚さ」は圧縮弾性試験機を用い、接触面積5cm2、荷重0.98N{100gf}の条件で測定した値である。
【0035】
本発明の不織布は前述の通り、伸長しやすいものであるが、具体的には、伸び率がたて方向、よこ方向ともに100%以上であるのが好ましい。より好ましくは、たて方向、よこ方向ともに120%以上である。特に、不織布製造時に繊維がたて方向に配向しやすいことから、よこ方向に伸長しやすく、具体的にはよこ方向の伸び率は150%以上であるのが好ましく、180%以上であるのがより好ましく、190%以上であるのが更に好ましく、200%以上であるのが更に好ましい。この伸び率は前述の引張り強さの測定を行った時の、最大荷重時の試料片の伸び[=(最大荷重時の長さ、単位:mm)−(つかみ間隔=200mm)]のつかみ間隔(200mm)に対する百分率をいう。この測定を3回行い、前記百分率の算術平均値を伸び率とする。
【0036】
本発明の不織布は伸長性に優れるように、よこ方向における50%モジュラス強度は8N/5cm以下であるのが好ましく、6N/5cm以下であるのがより好ましく、5N/5cm以下であるのが更に好ましく、4N/5cm以下であるのが更に好ましい。一方、たて方向における50%モジュラス強度は圧着部を安定して形成できるように、5N/5cm以上であるのが好ましい。
【0037】
この50%モジュラス強度は、不織布から幅が50mm、長さが300mmの試料片を採取し、定速伸長型引張試験機(オリエンテック社製、テンシロン)を用い、試料片をつかみ間隔200mmで固定した後、100mm伸長(つかみ間隔:300mm)するまでの最大荷重を測定する。この最大荷重の測定を3枚の試料片について行い、これら最大荷重を算術平均し、50%モジュラス強度とする。なお、測定は引張速度500mm/分の条件で行う。
【0038】
また、本発明の不織布は伸縮性に優れるものであるが、具体的には50%伸長時の回復率はたて方向、よこ方向ともに40%以上であるのが好ましい。より好ましくは45%以上である。特に、伸び率が高いため不織布組織が破壊されにくく、回復性に優れるよこ方向においては、50%以上であるのが好ましく、より好ましくは55%以上であり、更に好ましくは60%以上であり、更に好ましくは65%以上である。
【0039】
この50%伸長時の回復率は、不織布から幅が50mm、長さが300mmの試料片を採取し、定速伸長型引張試験機(オリエンテック社製、テンシロン)を用い、試料片をつかみ間隔200mmで固定する。このつかみ間隔200mmの位置を始点とし、始点から100mmの位置、即ち50%伸長位置(L50=100mm)まで速度200mm/分で引っ張り、すぐに同速度で始点まで戻す。このとき試料片の引張応力がゼロになるときの始点からの距離(Ln)を測定する。この測定を3枚の試料片について行い、前記距離(Ln)を算術平均した後、次の式から算出される数値を50%伸長時の回復率とする。
50%伸長時の回復率(%)=[(L50−Ln)/L50]×100
=100−Ln
【0040】
更に、本発明の不織布は繊維同士が十分に絡んだ状態で、繊維密度が高い状態にあるばかりでなく、繊維が均一に分散した地合いの優れるものであるのが好ましい。より一層、当初及び使用中の圧着部が鮮明であるためである。より具体的には、次に定義する平均地合指数が0.55以下であるのが好ましく、0.50以下であるのがより好ましく、0.45以下であるのが更に好ましく、0.40以下であるのが更に好ましく、0.35以下であるのが更に好ましい。
【0041】
平均地合指数は特願平11−152139号に記載されている方法により得られる値であり、つまり、次のようにして得られる値である。
(1)光源から被測定物(不織布)の任意の箇所に対して光を照射し、照射された光のうち、被測定物の所定領域において反射された反射光を受光素子によって受光して輝度情報を取得する。
(2)被測定物の所定領域を画像サイズ3mm角、6mm角、12mm角、24mm角に等分割して、4つの分割パターンを取得する。
(3)得られた各分割パターン毎に等分割された各区画の輝度値を輝度情報に基づいて算出する。
(4)各区画の輝度値に基づいて、各分割パターン毎の輝度平均(X)を算出する。
(5)各分割パターン毎の標準偏差(σ)を求める。
(6)各分割パターン毎の変動係数(CV)を次の式により算出する。
変動係数(CV)=(σ/X)×100
ここで、σは各分割パターン毎の標準偏差を示し、Xは各分割パターン毎の輝度平均を示す。
(7)各画像サイズの対数をX座標、当該画像サイズに対応する変動係数をY座標とした結果得られる座標群を、最小二乗法により一次直線に回帰させ、その傾きを算出し、この傾きの絶対値を地合指数とする。
(8)この地合指数の測定を3回繰り返し行い、その平均値を平均地合指数とする。
【0042】
本発明の不織布の製造方法は特に限定するものではないが、例えば、(1)潜在捲縮性繊維を主体とする繊維ウエブを形成する工程、(2)前記繊維ウエブに圧力5MPa以上の水流を作用させて絡合繊維ウエブを形成する工程、(3)前記絡合繊維ウエブに対して熱を作用させることにより潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維とする際に、絡合繊維ウエブの面積を30%以上収縮させて収縮繊維ウエブを形成する工程、及び(4)収縮繊維ウエブに対して、繊維を融着させないようにエンボス処理をすることにより、圧着部を部分的に有するとともに、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上の不織布を形成する工程、により製造することができる。このように、潜在捲縮性繊維を主体とする繊維ウエブを使用しているため、高捲縮性繊維を主体とする不織布を製造でき、結果として伸長性及び伸縮性に優れる不織布を製造できる。また、5MPa以上の水流を繊維ウエブに作用させて十分に繊維同士を絡合させていること、及び絡合繊維ウエブを面積で30%以上収縮させて、繊維同士の絡合を高めていることによって、繊維密度が高い状態とした上で、エンボス処理を実施しているため、使用当初は勿論のこと、使用中も圧着部が鮮明で、出所、薬効成分、デザイン等の情報を明確に認識できる不織布を製造できる。
【0043】
より具体的には、(1)潜在捲縮性繊維を主体(50mass%以上)とする繊維ウエブを形成する工程は、例えば、カード法、エアレイ法などの乾式法、湿式法、又はスパンボンド法などの直接法により形成できる。圧着部を部分的に有することによって情報を認識できるためには、ある程度の厚さがあるのが好ましいため、比較的嵩高な繊維ウエブを形成しやすい、乾式法、特にカード法により繊維ウエブを形成するのが好ましい。この繊維ウエブは繊維が一方向に配向したパラレルウエブ又は繊維が交差するように配向したクロスレイウエブであることができる。なお、これら繊維ウエブを積層することもできる。例えば、パラレルウエブとクロスレイウエブとを積層(つまり、クリスクロスウエブ)することができる。なお、潜在捲縮性繊維としては、前述の潜在捲縮性繊維を使用できる。また、次の絡合工程で強い水流を作用させることから、水流によって繊維ウエブの地合いが悪くなりやすいため、水流により絡合させる前の繊維ウエブの目付は30g/m2以上であるのが好ましい。
【0044】
次いで、(2)この繊維ウエブに圧力5MPa以上の水流を作用させることによって絡合繊維ウエブを形成する。このような圧力の水流を作用させることによって、繊維同士が十分に絡んだ、繊維密度が高い状態となり、圧着部による情報を認識しやすくなる。水流の圧力が高い程、前記作用に優れるため、好ましくは圧力5.5MPa以上の水流を作用させる。なお、水流の圧力が強すぎると、潜在捲縮性繊維の捲縮発現が不十分となり、伸長性、伸縮性が悪くなる傾向、及び絡合繊維ウエブの地合いが悪くなり、圧着部の鮮明性が悪くなる傾向があるため、水流の圧力は12MPa以下であるのが好ましい。
【0045】
このような水流の作用は1回ではなく、2回以上作用させるのが好ましい。水流の作用回数が多くなればなる程、繊維同士の絡合が進み、繊維密度が高い状態となりやすいためである。しかしながら、繊維同士の絡合が進み過ぎると、次工程における潜在捲縮性繊維の捲縮発現が不十分となる傾向があるため、水流の作用は4回以下であるのが好ましい。このように2回以上、水流を作用させる場合、少なくとも1回、圧力5MPa以上の水流を作用させれば良いが、繊維密度が高い状態となりやすいように、2回以上、圧力5MPa以上の水流を作用させるのが好ましい。特に、2回以上、水流を作用させる場合、繊維ウエブの両面に対して水流を作用させ、繊維を十分に絡合するのが好ましく、繊維ウエブの両面に対して圧力5MPa以上の水流を作用させ、繊維を十分に絡合するのが更に好ましい。
【0046】
なお、このように強い水流を作用させると、絡合繊維ウエブの地合いが乱れる傾向があり、このように地合いが乱れると、結果として圧着部による情報を認識しにくくなる傾向があるため、水流を作用させる前に、水と繊維ウエブとの馴染みを良くするために、シャワー等により、繊維ウエブを湿らした後、段階的に圧を高くし、最終的に圧力5MPa以上の水流を作用させるのが好ましい。
【0047】
更に、水流絡合の際に使用する繊維ウエブを支持する支持体は不織布の地合いを乱さないように、50〜100メッシュのプラスチック製又は金属製の平織り又は綾織りネット、或いはメッシュスクリーンを使用するのが好ましい。
【0048】
続いて、(3)前記絡合繊維ウエブに対して熱を作用させることにより潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維とする際に、絡合繊維ウエブの面積を30%以上収縮させて収縮繊維ウエブを形成する。このように、潜在捲縮性繊維の捲縮発現力を利用して、絡合繊維ウエブを十分に収縮させることによって、より一層、伸長性、伸縮性等に優れるとともに、繊維同士が十分に絡んだ、繊維密度が高い状態となり、当初及び使用中に、圧着部による情報を認識しやすくなる。そのため、収縮率は35%以上であるのが好ましく、40%以上であるのが更に好ましい。この「面積を30%以上収縮させる」とは、例えば、1m2の絡合繊維ウエブに対して熱を作用させることによって0.7m2以下の収縮繊維ウエブを形成することを意味する。このような収縮は、絡合繊維ウエブのたて方向(不織布生産時の流れ方向)にのみ収縮させることができるし、絡合繊維ウエブのよこ方向(たて方向と直交する方向)にのみ収縮させることができるし、絡合繊維ウエブのたて方向、よこ方向の両方向に収縮させることができるが、不織布の引張り強さ、伸長性、伸縮性、及び/又は圧着部の鮮明性等を考慮すると、絡合繊維ウエブのたて方向、よこ方向の両方向に収縮させるのが好ましい。このように両方向に収縮させるためには、例えば、たて方向に関してはオーバーフィードし、よこ方向に関しては収縮を阻害しない状態で熱を作用させることができる。なお、絡合繊維ウエブの面積を30%以上収縮させる熱は、コンベア等で絡合繊維ウエブを搬送しながら作用させることができる。
【0049】
この絡合繊維ウエブに対して作用させる熱は潜在捲縮性繊維が50個/インチ以上の捲縮を発現できれば良く、潜在捲縮性繊維によってその温度は異なるため、特に限定するものではない。この温度は潜在捲縮性繊維に応じて、実験的に適宜設定できるものである。なお、加熱手段は特に限定するものではないが、例えば、熱風ドライヤー、赤外線ランプ、加熱ロールなどを挙げることができる。これらの中でも、潜在捲縮性繊維の捲縮が発現する際に、繊維同士の絡合作用を阻害しにくい、熱風ドライヤー、赤外線ランプなどの固体による強力な圧力がかからない加熱手段が好ましい。
【0050】
そして、(4)収縮繊維ウエブに対して、繊維を融着させないようにエンボス処理をすることにより、圧着部を部分的に有するとともに、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上の不織布を形成する。本発明においては、前述の絡合繊維ウエブ形成工程及び収縮繊維ウエブ形成工程において、繊維同士が十分に絡んだ、繊維密度が高い状態とした収縮繊維ウエブとした後に、圧着部を形成しているため、当初及び使用中に、圧着部による情報を鮮明に認識できる不織布を製造できる。
【0051】
このエンボス処理は繊維を融着させないように実施することが重要である。繊維が融着してしまうと、高捲縮性繊維等が融着していることによって、十分な伸長性、伸縮性を発揮できなくなるためである。この繊維を融着させないためには、エンボス処理装置における温度を収縮繊維ウエブ構成繊維の中で最も低い融点をもつ樹脂成分の融点よりも低い温度、好ましくは融点よりも30℃以上低い温度、より好ましく融点よりも50℃以上低い温度とする。一方、圧着部の初期及び使用時における鮮明性、及び保管時、更には後加工時における熱処理により圧着部の嵩が回復しないように、収縮繊維ウエブ構成繊維の中で最も高いガラス転移温度をもつ樹脂成分のガラス転移温度より高い温度でエンボス処理を実施するのが好ましい。例えば、収縮繊維ウエブ構成繊維の中で最も高いガラス転移温度をもつ樹脂成分がポリエステル系樹脂の場合、100℃以上で実施するのが好ましく、120℃以上で実施するのがより好ましく、140℃以上で実施するのが更に好ましく、160℃以上で実施するのが更に好ましい。
【0052】
このエンボス処理装置としては、例えば、平滑ロールとエンボスロールとの組合せ、同期した一対のエンボスロールの組合せなどを挙げることができる。なお、平滑ロールの素材として、スチール、コットン、ウール、耐熱性樹脂等が挙げられるが、圧着部を鮮明に形成するという観点及び異物混入の観点から、耐熱性樹脂からなる平滑ロールを使用するのが好ましい。この好適である耐熱性樹脂として、ポリアミド等を挙げることができ、ショアD硬さが80程度であるのが好ましい。一方でエンボスロールの素材として、金属、耐熱性素材が挙げられるが、圧着部を鮮明に形成するという観点から、金属からなるエンボスロールを使用するのが好ましい。したがって、耐熱性樹脂からなる平滑ロールと金属からなるエンボスロールとの組合せが特に好ましい。このエンボス処理装置によって部分的に圧着し、出所、薬効成分、デザイン等の情報を認識できる圧着部を形成するため、エンボスロール等においては、圧着部に対応する鏡像の凸部を有する。
【0053】
なお、エンボス処理装置は、形成直後のまだ熱をもっている状態の収縮繊維ウエブに対して、エンボス処理装置を加熱することなく作用させることができるし、熱をもっていない安定した状態の収縮繊維ウエブに対して、エンボス処理装置を加熱して作用させることもできる。また、エンボス処理装置による収縮繊維ウエブに対して作用させる圧力は、エンボス処理装置の種類、処理テンポ、処理温度、圧着部の面積、収縮繊維ウエブの幅、収縮繊維ウエブの種類又は状態等によって異なるため、圧着部が鮮明であるように、適宜調整する。
【0054】
この不織布形成工程において形成される不織布は、たて方向、よこ方向のいずれの方向においても、25N/5cm幅以上の引張り強さを有するものであるが、前述の通り、エンボス処理によって繊維を融着させる訳ではないため、このエンボス処理によって、引張り強さが向上する訳ではない。つまり、収縮繊維ウエブ自体が、水流の作用及び収縮作用によって、繊維同士が十分に絡んだ、繊維密度が高い状態にあるため、たて方向、よこ方向のいずれの方向においても、25N/5cm幅以上の引張り強さを有する。
【0055】
以上は本発明の不織布の基本的な製造方法であるが、繊維として着色又は染色した繊維を含んでいない場合、絡合繊維ウエブ形成後、又は収縮繊維ウエブ形成後に、染色をすることによって、エンボス処理によるより鮮明な圧着部を形成することができる。
【実施例】
【0056】
以下に、本発明の実施例を記載するが、本発明は次の実施例に限定されるものではない。
【0057】
(実施例1)
ポリエステル(融点:250℃)/低融点ポリエステル(融点:230℃)の組み合わせでサイドバイサイド型に構成された潜在捲縮性繊維(繊度2.2dtex、繊維長51mm)を100mass%用いて、カード機により開繊し、次いでクロスラッパーによりクロスレイウエブ(目付:60g/m2)を形成した後、90メッシュのポリエステル製綾織ネット(支持体)を用いて搬送しながら水流により絡合し、水流絡合繊維ウエブを形成した。なお、水流絡合の条件は次の通りとした。
1.シャワー:0.1MPa(片面「A面」とする)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.5MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.5MPa(A面の反対面、以下「B面」と表記)
【0058】
次いで、水流絡合繊維ウエブを110℃で乾燥した後、よこ方向を規制することなく、たて方向にオーバーフィードしつつ、コンベアで搬送する水流絡合繊維ウエブに対して、熱風ドライヤーによる温度180℃での熱処理を行うことによって潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維を形成する際に、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで40%収縮させ、目付100g/m2の収縮繊維ウエブを形成した。
【0059】
そして、この熱をもっていない安定した状態の収縮繊維ウエブを、耐熱性樹脂製平滑ロール(組成=ポリアミド、ショアD硬さ=83)と金属製エンボスロール(温度:160℃)とからなるエンボス処理装置(線圧:30kg/cm)間に供給し、部分的に圧着部を有する不織布を製造した。この不織布の圧着部は融着していなかった。なお、圧着部は次の通りであった(図1参照)。
【0060】
圧着部単位:「ABCDEFGHIJ」及び「0123456789」
配置状態:
(1)圧着部単位の中心軸と一致する直線LCAが、不織布のよこ方向に平行な直線LCDとなす角度(α)(図2(a)参照):いずれの圧着部単位も27°
(2)圧着部単位の中心と、この圧着部単位と不織布のよこ方向で最も近い圧着部単位の中心とを結ぶことによって形成される直線LC−CDと、不織布のよこ方向に平行な直線LCDとなす角度(β)(図2(b)参照):いずれの組合せにおいても5°
(3)圧着部単位の中心と、この圧着部単位と不織布のたて方向で最も近い圧着部単位の中心とを結ぶことによって形成される直線LC−MDと、不織布のたて方向に平行な直線LMDとなす角度(γ)(図2(c)参照):いずれの組合せにおいても27°
圧着部の総面積:8%
【0061】
(実施例2)
水流絡合条件を次の通りに変更したこと、及び潜在捲縮性繊維の捲縮を発現させて高捲縮性繊維を形成する際の熱風ドライヤーの温度を185℃とし、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで35%収縮させたこと以外は、実施例1と同様にして不織布を製造した。この不織布の圧着部は融着していなかった。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから4.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.5MPa(B面)
【0062】
(実施例3)
水流絡合条件を次の通りに変更したこと、及び潜在捲縮性繊維の捲縮を発現させて高捲縮性繊維を形成する際の熱風ドライヤーの温度を185℃とし、水流絡合繊維ウエブの面積を45%収縮させたこと以外は、実施例1と同様にして不織布を製造した。この不織布の圧着部は融着していなかった。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから4.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.0MPa(B面)
【0063】
(実施例4)
ポリプロピレン(融点:159℃)/低融点ポリプロピレン(融点:119℃)の組み合わせで偏芯芯鞘型構造を有する潜在捲縮性繊維(繊度2.2dtex、繊維長44mm)を100mass%用いて、カード機により開繊し、次いでクロスラッパーによりクロスレイウエブ(目付:50g/m2)を形成した後、90メッシュのポリエステル製綾織ネット(支持体)を用いて搬送しながら水流により絡合し、水流絡合繊維ウエブを形成した。なお、水流絡合の条件は次の通りとした。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから7.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから7.0MPa(B面)
【0064】
次いで、水流絡合繊維ウエブを100℃で乾燥した後、よこ方向を規制することなく、たて方向にオーバーフィードしつつ、コンベアで搬送する水流絡合繊維ウエブに対して、熱風ドライヤーによる温度140℃での熱処理を行うことによって潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維を形成する際に、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで50%収縮させ、目付96g/m2の収縮繊維ウエブを形成した。
【0065】
そして、この熱をもっていない安定した状態の収縮繊維ウエブを、耐熱性樹脂製平滑ロール(組成=ポリアミド、ショアD硬さ=83)と金属製エンボスロール(温度:100℃)とからなるエンボス処理装置(線圧:20kg/cm)間に供給し、部分的に圧着部を有する不織布を製造した。この不織布の圧着部は融着していなかった。なお、圧着部は実施例1と同じであった。
【0066】
(比較例1)
クロスレイウエブ(目付:55g/m2)を針密度60本/cm2で絡合し、ニードルパンチ繊維ウエブを形成したこと、及び潜在捲縮性繊維の捲縮を発現させて高捲縮性繊維を形成する際の熱風ドライヤーの温度を195℃とし、ニードルパンチ繊維ウエブの面積をたて方向及びよこ方向にトータルで45%収縮させたこと以外は、実施例1と同様にして比較用の不織布を製造した。この不織布の圧着部は融着していなかった。
【0067】
(比較例2)
水流絡合条件を次の通りに変更したこと、及び潜在捲縮性繊維の捲縮を発現させて高捲縮性繊維を形成する際の熱風ドライヤーの温度を190℃とし、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで47%収縮させたこと以外は、実施例1と同様にして比較用の不織布を製造した。この不織布の圧着部は融着していなかった。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから4.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから4.0MPa(B面)
【0068】
(比較例3)
水流絡合条件を次の通りに変更したこと、及び潜在捲縮性繊維の捲縮を発現させて高捲縮性繊維を形成する際の熱風ドライヤーの温度を165℃とし、水流絡合繊維ウエブの面積を24%収縮させたこと以外は、実施例1と同様にして比較用の不織布を製造した。この不織布の圧着部は融着していなかった。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから7.0MPa(A面)
【0069】
(比較例4)
水流絡合条件を次の通りに変更したこと、及び潜在捲縮性繊維の捲縮を発現させて高捲縮性繊維を形成する際の熱風ドライヤーの温度を140℃とし、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで15%収縮させたこと以外は、実施例1と同様にして比較用の不織布を製造した。この不織布の圧着部は融着していなかった。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.5MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.5MPa(B面)
【0070】
(比較例5)
クロスレイウエブ(目付:55g/m2)を針密度50本/cm2で絡合し、ニードルパンチ繊維ウエブを形成したこと、及びニードルパンチ繊維ウエブの面積をたて方向及びよこ方向にトータルで55%収縮させたこと以外は、比較例1と同様にして比較用の不織布を製造した。この不織布の圧着部は融着していなかった。
【0071】
(各種物性評価)
前述の手順に従って、引張り強さ、伸び率、50%モジュラス強度、50%伸長時の回復率、及び平均地合指数を、それぞれの不織布について計測した。この結果は表1、2の通りであった。
【0072】
(圧着部の鮮明性の評価)
圧着部の鮮明性の評価は、以下の判断基準で行った。この結果は表1、2に示す通りであった。
【0073】
まず、各不織布を裁断して、たて方向に50cm、よこ方向に70cmの長方形状試料片を採取した。次いで、白紙の上に各試料片を、水平方向がよこ方向となり、垂直方向がたて方向となるように配置した評価片を調製した。その後、評価片を垂直状態に保ち、室内蛍光灯下、各評価片から直角方向に50cm離れた点から50cm上方の位置から、各試料片を目視確認し、次の基準により判定した。
【0074】
(判定基準)
◎・・・圧着部は鮮明であり、全ての文字が判別できる
○・・・圧着部は鮮明であるが、部分的に判別しにくい文字がある
△・・・不鮮明な圧着部が多く、部分的に判別しにくい文字がある
×・・・圧着部は不鮮明であり、文字が判別しにくい
【0075】
(摩擦後の鮮明性の評価)
JIS L1076:2006(織物及び編物のピリング試験方法)7.3に規定されているアピアランス・リテンション形試験機(試料ホルダの底面積:20cm2、押圧荷重:3.23N)により、各不織布の圧着部を有する面を10回摩擦させた。その後、前記(圧着部の鮮明性の評価)と同様に評価した。この結果は表1、2に示す通りであった。
【0076】
【表1】

【0077】
【表2】
【0078】
表1、2から次のことがわかった。
1.実施例1〜4と比較例1〜5との比較から、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上であることによって、圧着部の鮮明性に優れ、摩擦によって擦られてもその鮮明性を維持できること。
2.実施例1と実施例2、3との比較から、たて方向、よこ方向のいずれの方向における引張り強さも40N/5cm幅以上であることによって、圧着部の鮮明性に更に優れ、摩擦によって擦られてもその鮮明性を維持できること。
3.比較例1から、ニードルパンチ法によっては、たて方向、よこ方向のいずれの方向における引張り強さの優れる不織布を製造することが困難であり、結果として、圧着部の鮮明な不織布を製造することが困難であること。
4.実施例2、3と比較例2との比較から、圧力5MPa以上の水流を作用させて絡合繊維ウエブを形成しないと、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上とすることは困難であり、結果として、摩擦によって擦られてもその鮮明性を維持できる圧着部を有する不織布を製造することが困難であること。
5.実施例2、3と比較例3、4との比較から、繊維ウエブに対して圧力5MPa以上の水流を作用させたとしても、絡合繊維ウエブを30%以上収縮させないと、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上の不織布を製造することは困難であり、結果として、摩擦によって擦られてもその鮮明性を維持できる圧着部を有する不織布を製造することが困難であること。
【0079】
(実施例5)
ポリエステル(融点:250℃)/低融点ポリエステル(融点:230℃)の組み合わせからなるサイドバイサイド型潜在捲縮性繊維(繊度1.3dtex、繊維長44mm)を100mass%用いて、カード機により開繊し、パラレルウエブ(目付:40g/m2)を形成した後、90メッシュのポリエステル製綾織ネット(支持体)を用いて搬送しながら水流により絡合し、水流絡合繊維ウエブを形成した。なお、水流絡合の条件は次の通りとした。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから6.0MPa(B面)
【0080】
次いで、水流絡合繊維ウエブを100℃で乾燥した後、よこ方向を規制することなく、たて方向にオーバーフィードしつつ、コンベアで搬送する水流絡合繊維ウエブに対して、熱風ドライヤーによる温度180℃での熱処理を行うことによって潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維を形成する際に、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで55%収縮させ、目付93g/m2の収縮繊維ウエブを形成した。
【0081】
そして、この熱をもっていない安定した状態の収縮繊維ウエブを、耐熱性樹脂製平滑ロール(組成=ポリアミド、ショアD硬さ=83)と金属製エンボスロール(温度:160℃)とからなるエンボス処理装置(線圧:20kg/cm)間に供給し、部分的に圧着部を有する不織布を製造した。この不織布の圧着部は融着していなかった。なお、圧着部は実施例1と同じであった。
【0082】
(実施例6)
ポリエステル(融点:250℃)/低融点ポリエステル(融点:230℃)の組み合わせからなるサイドバイサイド型潜在捲縮性繊維(繊度1.7dtex、繊維長51mm)を100mass%用いて、カード機により開繊し、パラレルウエブ(目付:23g/m2)を形成した。また、同様に形成したパラレルウエブをクロスラッパーによりクロスレイウエブ(目付:22g/m2)を形成した。
【0083】
前記パラレルウエブとクロスレイウエブとを積層した後、90メッシュのポリエステル製綾織ネット(支持体)を用いて搬送しながら水流により絡合し、水流絡合繊維ウエブを形成した。なお、水流絡合の条件は次の通りとした。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから6.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから7.0MPa(B面)
【0084】
次いで、水流絡合繊維ウエブを100℃で乾燥した後、よこ方向を規制することなく、たて方向にオーバーフィードしつつ、コンベアで搬送する水流絡合繊維ウエブに対して、熱風ドライヤーによる温度185℃での熱処理を行うことによって潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維を形成する際に、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで45%収縮させ、目付80g/m2の収縮繊維ウエブを形成した。
【0085】
そして、この熱をもっていない安定した状態の収縮繊維ウエブを、実施例5と同様にして、実施例1と同様の部分的圧着部を有する不織布を製造した。この不織布の圧着部は融着していなかった。
【0086】
(実施例7)
ポリエステル(融点:250℃)/低融点ポリエステル(融点:230℃)の組み合わせからなるサイドバイサイド型潜在捲縮性繊維(繊度2.2dtex、繊維長51mm)を100mass%用いて、カード機により開繊し、パラレルウエブ(目付:30g/m2)を形成した。また、同様に形成したパラレルウエブをクロスラッパーによりクロスレイウエブ(目付:30g/m2)を形成した。
【0087】
前記パラレルウエブとクロスレイウエブとを積層した後、90メッシュのポリエステル製綾織ネット(支持体)を用いて搬送しながら水流により絡合し、水流絡合繊維ウエブを形成した。なお、水流絡合の条件は次の通りとした。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.5MPa(B面)
【0088】
次いで、水流絡合繊維ウエブを100℃で乾燥した後、よこ方向を規制することなく、たて方向にオーバーフィードしつつ、コンベアで搬送する水流絡合繊維ウエブに対して、熱風ドライヤーによる温度180℃での熱処理を行うことによって潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維を形成する際に、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで40%収縮させ、目付100g/m2の収縮繊維ウエブを形成した。
【0089】
そして、この熱をもっていない安定した状態の収縮繊維ウエブを、実施例5と同様にして、実施例1と同様の部分的圧着部を有する不織布を製造した。この不織布の圧着部は融着していなかった。
【0090】
(実施例8)
ポリエステル(融点:250℃)/低融点ポリエステル(融点:230℃)の組み合わせからなるサイドバイサイド型潜在捲縮性繊維(繊度2.2dtex、繊維長51mm)を100mass%用いて、カード機により開繊し、パラレルウエブ(目付:28g/m2)を形成した。また、同様に形成したパラレルウエブをクロスラッパーによりクロスレイウエブ(目付:27g/m2)を形成した。
【0091】
前記パラレルウエブとクロスレイウエブとを積層した後、90メッシュのポリエステル製綾織ネット(支持体)を用いて搬送しながら水流により絡合し、水流絡合繊維ウエブを形成した。なお、水流絡合の条件は次の通りとした。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから6.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから6.0MPa(B面)
【0092】
次いで、水流絡合繊維ウエブを100℃で乾燥した後、よこ方向を規制することなく、たて方向にオーバーフィードしつつ、コンベアで搬送する水流絡合繊維ウエブに対して、熱風ドライヤーによる温度180℃での熱処理を行うことによって潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維を形成する際に、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで35%収縮させ、目付85g/m2の収縮繊維ウエブを形成した。
【0093】
そして、この熱をもっていない安定した状態の収縮繊維ウエブを、実施例5と同様にして、実施例1と同様の部分的圧着部を有する不織布を製造した。この不織布の圧着部は融着していなかった。
【0094】
(各種物性評価)
前述の手順に従って、引張り強さ、伸び率、50%モジュラス強度、50%伸長時の回復率、平均地合指数、圧着部の鮮明性の評価及び摩擦後の鮮明性の評価を実施例5〜8の不織布について行った。この結果は表3の通りであった。
【0095】
【表3】
【0096】
この表3の実施例5、6の結果から、潜在捲縮性繊維の繊度が小さくなると、不織布の地合いが向上するため、圧着部の鮮明性が向上することがわかった。
【0097】
また、実施例1、7及び8の結果から、繊維配向に関係なく、たて方向及びよこ方向の引張り強さが25N/5cm幅以上であることによって、摩擦によって擦られた場合であっても、その鮮明性を維持できる圧着部を有する不織布を製造できることがわかった。
【産業上の利用可能性】
【0098】
本発明の不織布は伸長性及び伸縮性に優れ、しかも鮮明な圧着部を有し、圧着部の鮮明性を摩擦後にも維持できる耐摩耗性に優れるものであるため、これらの物性を必要とする用途に好適に使用することができる。例えば、薬効成分を含む膏体を塗布して外用貼付薬を構成するための皮膚貼付基布、化粧用ゲルを塗布して顔面パック材を構成するための皮膚貼付基布、又は化粧液を含浸して顔面パック材を構成するための皮膚貼付基布として好適に使用できる。
【符号の説明】
【0099】
MD たて方向
CD よこ方向
LCA 圧着部単位の中心軸と一致する直線
LMD 不織布のたて方向に平行な直線
LCD 不織布のよこ方向に平行な直線
LC−MD 圧着部単位の中心と、この圧着部単位と不織布のたて方向で最も近い圧着部単位の中心とを結ぶことによって形成される直線
LC−CD 圧着部単位の中心と、この圧着部単位と不織布のよこ方向で最も近い圧着部単位の中心とを結ぶことによって形成される直線
【技術分野】
【0001】
本発明は繊維が融着していない圧着部を有する不織布及びその製造方法に関する。より具体的には、前記圧着部を鮮明に認識することのできる不織布及びその製造方法に関する。本発明の不織布は伸長性を有するため、薬効成分を含む膏体を塗布して外用貼付薬を構成するための皮膚貼付基布、化粧用ゲルを塗布して顔面パック材を構成するための皮膚貼付基布、又は化粧液を含浸して顔面パック材を構成するための皮膚貼付基布として好適に使用できる。
【背景技術】
【0002】
従来から不織布は様々な用途に適用されている。例えば、伸長性を有する不織布はその伸長性を利用して、例えば、皮膚貼付基布などの用途に好適に使用されているが、包材から取り出した後であっても出所(製造元、製品名等)や膏体の薬効成分がわかるように、また、デザインを重視して、皮膚貼付基布である不織布にエンボス処理を施して、前記情報を記すということが提案されている。
【0003】
例えば、本願出願人は「凹部であることによって認識できる文字、図形、模様、記号、絵、或いはこれらの組み合わせからなる長尺状の識別凹部単位の中心軸と一致する直線が、不織布のたて方向に平行な直線とよこ方向に平行な直線のいずれの直線とも交わるように配向した前記識別凹部単位が複数個配置しており、しかも不織布のたて方向又はよこ方向の50%モジュラス強度が4N/50mm幅以下であることを特徴とする伸縮性不織布」を提案した(特許文献1)。この伸縮性不織布は使用当初においては、確かに識別凹部単位がある程度鮮明であり、出所、薬効成分、デザイン等の情報を得ることができるものであったが、皮膚貼付基布として使用した場合、衣服等との摩擦によって、前記識別凹部単位が不鮮明となり、出所、薬効成分、デザイン等の情報を明確に認識できなくなるという問題があった。
【0004】
また、別の不織布として、「エンボス加工が施された伸縮性不織布であって、該不織布は少なくとも溶融開始温度の異なる捲縮性複合繊維が交絡してなると共に、該不織布のエンボス凹部の繊維交絡部が融着していないことを特徴とする伸縮性不織布。」が提案されている(特許文献2)。この伸縮性不織布はエンボス凹部を出所、薬効成分、デザイン等の情報としているが、伸縮性不織布の地合いが悪いため、使用当初でさえエンボス凹部が不鮮明であり、前記情報を正確に認識しにくいものであった。
【0005】
更に別の不織布として、「熱可塑性繊維を主体とし、それに低融点繊維を混紡した伸縮性を有する不織布に、エンボス加工により文字を刻印したことを特徴とする外用貼付剤用支持体」が提案されている(特許文献3)。この支持体にはエンボス加工により文字が刻印されているが、実施例からも明らかなように低融点繊維が融着しており、伸長性のない支持体であった。
【0006】
このようなエンボス凹部による出所、デザイン等の情報は前述のような皮膚貼付基布に限らず、化粧用ゲルを塗布して顔面パック材を構成するための皮膚貼付基布、化粧液を含浸して顔面パック材を構成するための皮膚貼付基布、衣料用芯地等においても生じる問題であった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2002−235269号公報
【特許文献2】特開2005−187954号公報
【特許文献3】特開2001−231812号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明はこのような状況下においてなされたものであり、使用当初は勿論のこと、使用中であっても出所、薬効成分、デザイン等の情報を明確に認識することのできる、伸長性を有する不織布、及びその不織布の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の請求項1にかかる発明は「高捲縮性繊維を主体とする不織布であり、前記不織布は繊維が融着していない圧着部を部分的に有するとともに、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上であることを特徴とする不織布。」である。
【0010】
本発明の請求項2にかかる発明は「(1)潜在捲縮性繊維を主体とする繊維ウエブを形成する工程、(2)前記繊維ウエブに圧力5MPa以上の水流を作用させて絡合繊維ウエブを形成する工程、(3)前記絡合繊維ウエブに対して熱を作用させることにより潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維とする際に、絡合繊維ウエブの面積を30%以上収縮させて収縮繊維ウエブを形成する工程、及び(4)収縮繊維ウエブに対して、繊維を融着させないようにエンボス処理をすることにより、圧着部を部分的に有するとともに、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上の不織布を形成する工程、を備えていることを特徴とする、不織布の製造方法。」である。
【発明の効果】
【0011】
本発明の請求項1にかかる発明は、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上の不織布であるため、繊維が融着していない部分的に有する圧着部により、使用当初は勿論のこと、使用中であっても出所、薬効成分、デザイン等の情報を明確に認識することのできる不織布である。つまり、引張り強さが25N/5cm幅以上であるということは、繊維同士が十分に絡んだ状態で、繊維密度が高い状態にあることを意味するため、使用当初、圧着部が鮮明であり、また、圧着部と非圧着部のいずれの部分においても高捲縮性繊維同士が十分に絡んでいるため、使用中に擦れたとしても、繊維の絡合が解けにくく、圧着部の鮮明性を維持でき、前記情報を明確に認識できる。
【0012】
また、請求項1にかかる発明は、高捲縮性繊維を主体としているため、伸長性に優れる不織布である。
【0013】
本発明の請求項2にかかる発明は、潜在捲縮性繊維を主体とする繊維ウエブを使用しているため、高捲縮性繊維を主体とする不織布を製造でき、結果として伸長性に優れる不織布を製造できる。
【0014】
また、繊維ウエブに圧力5MPa以上の水流を作用させて十分に繊維同士を絡合させていること、及び絡合繊維ウエブを面積で30%以上収縮させて、繊維同士の絡合を高めていることによって、繊維密度が高い状態とした上で、エンボス処理を実施しているため、使用当初は勿論のこと、使用中であっても圧着部が鮮明で、出所、薬効成分、デザイン等の情報を明確に認識できる不織布を製造できる。
【図面の簡単な説明】
【0015】
【図1】実施例の不織布における圧着部の配置状態を示す平面図
【図2】(a) 図1における、圧着部単位の中心軸と一致する直線と、不織布のよこ方向に平行な直線とがなす角度についての説明図 (b) 図1における、よこ方向の圧着部単位の中心同士を結んでできる直線と、不織布のよこ方向に平行な直線とがなす角度についての説明図 (c) 図1における、たて方向の圧着部単位の中心同士を結んでできる直線と、不織布のたて方向に平行な直線とがなす角度についての説明図
【発明を実施するための形態】
【0016】
本発明の不織布は伸長性に優れるように、高捲縮性繊維を主体としている。高捲縮性繊維は捲縮数が多く、外力が作用した際には、その捲縮が伸びることができるため、高捲縮性繊維を主体とする不織布は伸長性に優れている。なお、高捲縮性繊維は伸長性を有するばかりでなく、外力を取り除いた場合には、捲縮を元の状態に戻そうとする力が働くため、伸縮性に優れている。そのため、屈曲部の動き及び/又は凹凸に追従できるという効果も奏する。
【0017】
本発明の高捲縮性繊維とは50個/インチ以上の捲縮数を有する繊維をいい、このような高捲縮性繊維は、例えば、潜在捲縮性繊維の捲縮を発現させることによって得ることができる。なお、捲縮数はJIS L1015:2010 8.12.1 けん縮数に規定する方法により得られる値である。
【0018】
この潜在捲縮性繊維としては、例えば、熱収縮率の異なる複数の樹脂が複合された複合繊維、繊維の一部に特定の熱履歴を施した繊維を挙げることができる。より具体的には、複合繊維として、偏芯型芯鞘構造のもの、又はサイドバイサイド型構造のものを好適に用いることができる。熱収縮率の異なる樹脂の組み合わせとしては、例えば、ポリエステル−低融点ポリエステル、ポリアミド−低融点ポリアミド、ポリエステル−ポリアミド、ポリエステル−ポリプロピレン、ポリプロピレン−低融点ポリプロピレン、ポリプロピレン−ポリエチレンなど種々の合成樹脂を組み合わせたものが使用できる。特に、ポリエステル−低融点ポリエステル若しくはポリプロピレン−低融点ポリプロピレンの組み合わせからなる潜在捲縮性繊維は、化学的な耐性、伸長性及び伸縮性の点で優れているため好ましい。また、繊維の一部に特定の熱履歴を施した潜在捲縮性繊維としては、例えば、ポリエステル、ポリアミドなどの熱可塑性樹脂からなる繊維の一側面を熱刃などにあてながら通過させたものを使用できる。
【0019】
この潜在捲縮性繊維の繊度は特に限定するものではないが、繊維同士が絡みやすく、また、繊維同士の密着性が高くなりやすく、鮮明な圧着部を形成できるように、5dtex以下であるのが好ましく、3dtex以下であるのがより好ましく、2.5dtex以下であるのが更に好ましく、2.2dtex以下であるのが更に好ましい。繊度の下限は特に限定するものではないが、乾式法により繊維ウエブを形成する場合には、均一な地合いの繊維ウエブを形成して、鮮明な圧着部を形成できるように、0.5dtex以上であるのが好ましく、0.8dtex以上であるのがより好ましい。
【0020】
なお、繊度の異なる潜在捲縮性繊維を2種類以上含むこともできる。このように繊度の異なる潜在捲縮性繊維を2種類以上含んでいる場合、次の式により算出される平均繊度が前記繊度範囲内にあるのが好ましい。繊度の異なる潜在捲縮性繊維を3種類以上含んでいる場合も同様にして算出した値が前記繊度範囲内にあるのが好ましい。
Fav=1/{(Pa/100)/Fa+(Pb/100)/Fb}
ここで、Favは平均繊度(単位:dtex)、Paは繊維ウエブに占める一方の繊維(繊維A)の質量割合(単位:mass%)、Faは繊維Aの繊度(単位:dtex)、Pbは繊維ウエブに占める他方の繊維(繊維B)の質量割合(単位:mass%)、Fbは繊維Bの繊度(単位:dtex)をそれぞれ意味する。
【0021】
また、潜在捲縮性繊維の繊維長は特に限定するものではないが、繊維同士が絡みやすいように、110mm以下であるのが好ましく、64mm以下であるのがより好ましく、51mm以下であるのが更に好ましい。繊維長の下限は特に限定するものではないが、乾式法により繊維ウエブを形成する場合には、均一な地合いの繊維ウエブを形成して、鮮明な圧着部を形成できるように、25mm以上であるのが好ましく、30mm以上であるのがより好ましい。
【0022】
本発明の不織布は上述のような高捲縮性繊維を主体とするものであるが、本発明における「主体」とは、高捲縮性繊維を50mass%以上含むことを意味し、高捲縮性繊維が多ければ多いほど、伸長性及び伸縮性に優れ、また、圧着部と非圧着部のいずれの部分においても高捲縮性繊維同士が十分に絡んでおり、使用中に擦れたとしても、繊維の絡合が解けにくく、圧着部による情報が鮮明である傾向があるため、70mass%以上含むのがより好ましく、90mass%以上含むのが更に好ましく、100mass%高捲縮性繊維からなるのが最も好ましい。
【0023】
なお、高捲縮性繊維以外の繊維は特に限定するものではないが、高捲縮性繊維が潜在捲縮性繊維の捲縮を発現させたものである場合、不織布の伸長性及び伸縮性を損なわないように、潜在捲縮性繊維の捲縮を発現させる際の熱の作用によって溶融しない繊維であるのが好ましく、例えば、ポリエステル系繊維(ポリエチレンテレフタレート繊維、ポリブチレンテレフタレート繊維、ポリトリメチレンテレフタレート繊維など)、ポリオレフィン系繊維(ポリエチレン繊維、ポリプロピレン繊維など)、ポリアミド系繊維(6ナイロン繊維、66ナイロン繊維など)、ポリビニルアルコール繊維、アクリル繊維等の合成繊維、又はコットンやレーヨン等のセルロース系繊維を含むことができる。
【0024】
本発明の不織布を構成する高捲縮性繊維等の繊維は白色であることができるが、白色以外に顔料で着色した繊維、及び/又は染料で染色した繊維を含んでいることができる。このように、着色又は染色した繊維を含んでいると、圧着部と非圧着部の色差が大きくなるため、より鮮明に圧着部を認識できるという効果を奏する。
【0025】
本発明の不織布は前述の通り、高捲縮性繊維を主体としているが、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上である。このように引張り強さが強いということは、繊維同士が十分に絡んだ状態で、繊維密度が高い状態にあることを意味するため、使用当初、圧着部が鮮明であり、また、圧着部と非圧着部のいずれの部分においても高捲縮性繊維同士が十分に絡んでおり、擦れたとしても、繊維の絡合が解けにくいため、使用中においても圧着部の鮮明性を維持でき、出所、薬効成分、デザイン等の情報を明確に認識できる不織布である。なお、後述の通り、圧着部は繊維が融着しておらず、不織布の引張り強さの向上には寄与しないため、圧着部を形成する前の繊維ウエブであっても、たて方向、よこ方向のいずれの方向においても、25N/5cm幅以上の引張り強さを有する。そのため、不織布の引張り強さではあるが、圧着部を形成する前の繊維ウエブの段階で、既に繊維同士が十分に絡んだ状態で、繊維密度が高い状態にある繊維ウエブに対して、圧着部が形成された状態にあるため、使用当初は勿論のこと、使用中も圧着部は鮮明である。このような繊維同士の十分な絡合は、例えば、水流絡合により得ることができる。
【0026】
この引張り強さが強ければ強いほど、より繊維同士が十分に絡んだ状態で、繊維密度が高い状態であることを意味し、結果として使用当初及び使用中のより鮮明な圧着部を有することに繋がるため、引張り強さはたて方向、よこ方向のいずれの方向においても、25N/5cm幅以上であるのが好ましく、30N/5cm幅以上であるのがより好ましく、35N/5cm幅以上であるのが更に好ましく、40N/5cm幅以上であるのが更に好ましく、45N/5cm幅以上であるのが更に好ましく、50N/5cm幅以上であるのが更に好ましい。なお、不織布製造時に、繊維がたて方向に配向しやすいことから、たて方向の引張り強さが強くなる傾向があり、具体的には、たて方向の引張り強さは55N/5cm幅以上となり、好ましくは60N/5cm幅以上であり、より好ましくは65N/5cm幅以上であり、更に好ましくは70N/5cm幅以上であり、更に好ましくは80N/5cm幅以上であり、更に好ましくは100N/5cm幅以上であり、更に好ましくは120N/5cm幅以上である。なお、引張り強さの上限は特に限定するものではないが、たて方向、よこ方向ともに200N/5cm幅以下であるのが現実的である。
【0027】
本発明における「引張り強さ」は、不織布から幅が50mm、長さが300mmの試料片を採取し、定速伸長型引張試験機(オリエンテック社製、テンシロン)を用い、試料片が破断するまでの最大荷重を測定する。この最大荷重の測定を3枚の試料片について行い、これら最大荷重を算術平均し、引張り強さとする。なお、測定はつかみ間隔200mm、引張速度500mm/分の条件で行う。また、本発明における「たて方向」とは不織布生産時の流れ方向であり、「よこ方向」とはたて方向に直交する方向をいう。
【0028】
本発明の不織布は繊維が融着していない圧着部を部分的に有することによって、出所、薬効成分、デザイン等の情報を使用者等に提供できるものである。本発明の不織布は前述のように、繊維同士が十分に絡んだ状態で、繊維密度が高い状態にあるため、使用当初、圧着部が鮮明であり、また、圧着部と非圧着部のいずれの部分においても高捲縮性繊維同士が十分に絡んでおり、使用中に擦れたとしても、繊維の絡合が解けにくいため、使用中も圧着部の鮮明性を維持でき、前記情報を明確に認識できるものである。
【0029】
この圧着部は繊維の密着度が他の領域よりも高くなっているものの、繊維が融着していないため、圧着部の存在によって、不織布の伸長性や伸縮性が阻害されない。つまり、外力により不織布を伸長させた場合には、圧着部を構成する繊維(特に高捲縮性繊維)も伸長できるため、優れた伸長性や伸縮性を有する。そのため、圧着部を有する不織布と圧着部を形成する前の繊維ウエブとで、伸長性や伸縮性に大きな差はない。このように、「繊維が融着していない」とは、繊維の一部が溶融し、固結して繊維同士が結合した状態になく、繊維の自由度が確保された状態をいう。
【0030】
この個々の圧着部は目的によって、様々な形態を採ることができる。例えば、文字、図形、模様、記号、絵などの形態であることができ、形態の異なる圧着部が混在していても良い。
【0031】
本発明の不織布はこのような圧着部を部分的に有することによって、様々な情報を認識することができるが、その配置状態は特に限定するものではない。例えば、規則正しく、不規則に配置していることができる。しかしながら、特開2002−235269号公報に開示されているように、(1)圧着部単位の中心軸(特開2002−235269号公報における識別凹部単位の中心軸、つまり、圧着部であることによって認識できる文字等の長尺状繰り返し単位を完全に囲むことのできる最も面積の小さい長方形の対角線の交点を通る、前記長方形の長辺と平行な直線)と一致する直線が、不織布のたて方向に平行な直線とよこ方向に平行な直線のいずれの直線とも交わるように配置している、(2)任意の圧着部単位の中心(圧着部であることによって認識できる文字等の長尺状繰り返し単位を完全に囲むことのできる最も面積の小さい長方形の対角線の交点)と、この圧着部単位と不織布のよこ方向で最も近い圧着部単位の中心とを結ぶことによって形成される直線と、不織布のよこ方向に平行な直線とが交わるように配置している、(3)任意の圧着部単位の中心と、この圧着部単位と不織布のたて方向で最も近い圧着部単位の中心とを結ぶことによって形成される直線と、不織布のたて方向に平行な直線とが交わるように配置している、のが好ましい。これら(1)〜(3)の条件を2つ以上満たすのが好ましく、3つとも満たすのがより好ましい。
【0032】
なお、圧着部の総面積が広すぎると伸長性、伸縮性が阻害されやすくなるため、圧着部の総面積は不織布面積の40%以下であるのが好ましく、20%以下であるのがより好ましく、10%以下であるのが更に好ましい。他方、圧着部の総面積が狭すぎる、例えば、文字が小さすぎるような場合、目的とする出所、薬効成分、デザイン等の情報を明確に認識しにくくなるため、圧着部の総面積は不織布面積の5%以上であるのが好ましい。
【0033】
本発明の不織布の目付は特に限定するものではないが、繊維密度が高い状態であることができるように、30g/m2以上であるのが好ましく、40g/m2以上であるのがより好ましい。一方で、目付を高くすることで圧着部の繊維密度を高くすることができ、圧着部の鮮明さは向上するが、目付が高すぎると繊維を十分に絡合させることが困難となり、使用中に鮮明な圧着部を維持することができなくなる傾向があるため、目付は150g/m2以下であるのが好ましく、130g/m2以下であるのがより好ましく、110g/m2以下であるのが更に好ましい。この目付は1m2あたりの質量であり、JIS L 1085:1998 6.2 単位面積当たりの質量に規定する方法により得られる値である。
【0034】
本発明の不織布の厚さは特に限定するものではないが、厚さが薄すぎると、圧着部の深さが不十分となりやすく、鮮明な圧着部となりにくく、また、不織布の伸長性、伸縮性も損なわれる傾向があるため、厚さは0.3mm以上であるのが好ましく、0.4mm以上であるのがより好ましい。一方で、厚さが厚すぎると、繊維同士が十分に絡合していない状態になりやすく、使用中に鮮明な圧着部を維持することができなくなる傾向があるため、1.5mm以下であるのが好ましく、1mm以下であるのがより好ましく、0.85mm以下であるのが更に好ましい。なお、この「厚さ」は圧縮弾性試験機を用い、接触面積5cm2、荷重0.98N{100gf}の条件で測定した値である。
【0035】
本発明の不織布は前述の通り、伸長しやすいものであるが、具体的には、伸び率がたて方向、よこ方向ともに100%以上であるのが好ましい。より好ましくは、たて方向、よこ方向ともに120%以上である。特に、不織布製造時に繊維がたて方向に配向しやすいことから、よこ方向に伸長しやすく、具体的にはよこ方向の伸び率は150%以上であるのが好ましく、180%以上であるのがより好ましく、190%以上であるのが更に好ましく、200%以上であるのが更に好ましい。この伸び率は前述の引張り強さの測定を行った時の、最大荷重時の試料片の伸び[=(最大荷重時の長さ、単位:mm)−(つかみ間隔=200mm)]のつかみ間隔(200mm)に対する百分率をいう。この測定を3回行い、前記百分率の算術平均値を伸び率とする。
【0036】
本発明の不織布は伸長性に優れるように、よこ方向における50%モジュラス強度は8N/5cm以下であるのが好ましく、6N/5cm以下であるのがより好ましく、5N/5cm以下であるのが更に好ましく、4N/5cm以下であるのが更に好ましい。一方、たて方向における50%モジュラス強度は圧着部を安定して形成できるように、5N/5cm以上であるのが好ましい。
【0037】
この50%モジュラス強度は、不織布から幅が50mm、長さが300mmの試料片を採取し、定速伸長型引張試験機(オリエンテック社製、テンシロン)を用い、試料片をつかみ間隔200mmで固定した後、100mm伸長(つかみ間隔:300mm)するまでの最大荷重を測定する。この最大荷重の測定を3枚の試料片について行い、これら最大荷重を算術平均し、50%モジュラス強度とする。なお、測定は引張速度500mm/分の条件で行う。
【0038】
また、本発明の不織布は伸縮性に優れるものであるが、具体的には50%伸長時の回復率はたて方向、よこ方向ともに40%以上であるのが好ましい。より好ましくは45%以上である。特に、伸び率が高いため不織布組織が破壊されにくく、回復性に優れるよこ方向においては、50%以上であるのが好ましく、より好ましくは55%以上であり、更に好ましくは60%以上であり、更に好ましくは65%以上である。
【0039】
この50%伸長時の回復率は、不織布から幅が50mm、長さが300mmの試料片を採取し、定速伸長型引張試験機(オリエンテック社製、テンシロン)を用い、試料片をつかみ間隔200mmで固定する。このつかみ間隔200mmの位置を始点とし、始点から100mmの位置、即ち50%伸長位置(L50=100mm)まで速度200mm/分で引っ張り、すぐに同速度で始点まで戻す。このとき試料片の引張応力がゼロになるときの始点からの距離(Ln)を測定する。この測定を3枚の試料片について行い、前記距離(Ln)を算術平均した後、次の式から算出される数値を50%伸長時の回復率とする。
50%伸長時の回復率(%)=[(L50−Ln)/L50]×100
=100−Ln
【0040】
更に、本発明の不織布は繊維同士が十分に絡んだ状態で、繊維密度が高い状態にあるばかりでなく、繊維が均一に分散した地合いの優れるものであるのが好ましい。より一層、当初及び使用中の圧着部が鮮明であるためである。より具体的には、次に定義する平均地合指数が0.55以下であるのが好ましく、0.50以下であるのがより好ましく、0.45以下であるのが更に好ましく、0.40以下であるのが更に好ましく、0.35以下であるのが更に好ましい。
【0041】
平均地合指数は特願平11−152139号に記載されている方法により得られる値であり、つまり、次のようにして得られる値である。
(1)光源から被測定物(不織布)の任意の箇所に対して光を照射し、照射された光のうち、被測定物の所定領域において反射された反射光を受光素子によって受光して輝度情報を取得する。
(2)被測定物の所定領域を画像サイズ3mm角、6mm角、12mm角、24mm角に等分割して、4つの分割パターンを取得する。
(3)得られた各分割パターン毎に等分割された各区画の輝度値を輝度情報に基づいて算出する。
(4)各区画の輝度値に基づいて、各分割パターン毎の輝度平均(X)を算出する。
(5)各分割パターン毎の標準偏差(σ)を求める。
(6)各分割パターン毎の変動係数(CV)を次の式により算出する。
変動係数(CV)=(σ/X)×100
ここで、σは各分割パターン毎の標準偏差を示し、Xは各分割パターン毎の輝度平均を示す。
(7)各画像サイズの対数をX座標、当該画像サイズに対応する変動係数をY座標とした結果得られる座標群を、最小二乗法により一次直線に回帰させ、その傾きを算出し、この傾きの絶対値を地合指数とする。
(8)この地合指数の測定を3回繰り返し行い、その平均値を平均地合指数とする。
【0042】
本発明の不織布の製造方法は特に限定するものではないが、例えば、(1)潜在捲縮性繊維を主体とする繊維ウエブを形成する工程、(2)前記繊維ウエブに圧力5MPa以上の水流を作用させて絡合繊維ウエブを形成する工程、(3)前記絡合繊維ウエブに対して熱を作用させることにより潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維とする際に、絡合繊維ウエブの面積を30%以上収縮させて収縮繊維ウエブを形成する工程、及び(4)収縮繊維ウエブに対して、繊維を融着させないようにエンボス処理をすることにより、圧着部を部分的に有するとともに、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上の不織布を形成する工程、により製造することができる。このように、潜在捲縮性繊維を主体とする繊維ウエブを使用しているため、高捲縮性繊維を主体とする不織布を製造でき、結果として伸長性及び伸縮性に優れる不織布を製造できる。また、5MPa以上の水流を繊維ウエブに作用させて十分に繊維同士を絡合させていること、及び絡合繊維ウエブを面積で30%以上収縮させて、繊維同士の絡合を高めていることによって、繊維密度が高い状態とした上で、エンボス処理を実施しているため、使用当初は勿論のこと、使用中も圧着部が鮮明で、出所、薬効成分、デザイン等の情報を明確に認識できる不織布を製造できる。
【0043】
より具体的には、(1)潜在捲縮性繊維を主体(50mass%以上)とする繊維ウエブを形成する工程は、例えば、カード法、エアレイ法などの乾式法、湿式法、又はスパンボンド法などの直接法により形成できる。圧着部を部分的に有することによって情報を認識できるためには、ある程度の厚さがあるのが好ましいため、比較的嵩高な繊維ウエブを形成しやすい、乾式法、特にカード法により繊維ウエブを形成するのが好ましい。この繊維ウエブは繊維が一方向に配向したパラレルウエブ又は繊維が交差するように配向したクロスレイウエブであることができる。なお、これら繊維ウエブを積層することもできる。例えば、パラレルウエブとクロスレイウエブとを積層(つまり、クリスクロスウエブ)することができる。なお、潜在捲縮性繊維としては、前述の潜在捲縮性繊維を使用できる。また、次の絡合工程で強い水流を作用させることから、水流によって繊維ウエブの地合いが悪くなりやすいため、水流により絡合させる前の繊維ウエブの目付は30g/m2以上であるのが好ましい。
【0044】
次いで、(2)この繊維ウエブに圧力5MPa以上の水流を作用させることによって絡合繊維ウエブを形成する。このような圧力の水流を作用させることによって、繊維同士が十分に絡んだ、繊維密度が高い状態となり、圧着部による情報を認識しやすくなる。水流の圧力が高い程、前記作用に優れるため、好ましくは圧力5.5MPa以上の水流を作用させる。なお、水流の圧力が強すぎると、潜在捲縮性繊維の捲縮発現が不十分となり、伸長性、伸縮性が悪くなる傾向、及び絡合繊維ウエブの地合いが悪くなり、圧着部の鮮明性が悪くなる傾向があるため、水流の圧力は12MPa以下であるのが好ましい。
【0045】
このような水流の作用は1回ではなく、2回以上作用させるのが好ましい。水流の作用回数が多くなればなる程、繊維同士の絡合が進み、繊維密度が高い状態となりやすいためである。しかしながら、繊維同士の絡合が進み過ぎると、次工程における潜在捲縮性繊維の捲縮発現が不十分となる傾向があるため、水流の作用は4回以下であるのが好ましい。このように2回以上、水流を作用させる場合、少なくとも1回、圧力5MPa以上の水流を作用させれば良いが、繊維密度が高い状態となりやすいように、2回以上、圧力5MPa以上の水流を作用させるのが好ましい。特に、2回以上、水流を作用させる場合、繊維ウエブの両面に対して水流を作用させ、繊維を十分に絡合するのが好ましく、繊維ウエブの両面に対して圧力5MPa以上の水流を作用させ、繊維を十分に絡合するのが更に好ましい。
【0046】
なお、このように強い水流を作用させると、絡合繊維ウエブの地合いが乱れる傾向があり、このように地合いが乱れると、結果として圧着部による情報を認識しにくくなる傾向があるため、水流を作用させる前に、水と繊維ウエブとの馴染みを良くするために、シャワー等により、繊維ウエブを湿らした後、段階的に圧を高くし、最終的に圧力5MPa以上の水流を作用させるのが好ましい。
【0047】
更に、水流絡合の際に使用する繊維ウエブを支持する支持体は不織布の地合いを乱さないように、50〜100メッシュのプラスチック製又は金属製の平織り又は綾織りネット、或いはメッシュスクリーンを使用するのが好ましい。
【0048】
続いて、(3)前記絡合繊維ウエブに対して熱を作用させることにより潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維とする際に、絡合繊維ウエブの面積を30%以上収縮させて収縮繊維ウエブを形成する。このように、潜在捲縮性繊維の捲縮発現力を利用して、絡合繊維ウエブを十分に収縮させることによって、より一層、伸長性、伸縮性等に優れるとともに、繊維同士が十分に絡んだ、繊維密度が高い状態となり、当初及び使用中に、圧着部による情報を認識しやすくなる。そのため、収縮率は35%以上であるのが好ましく、40%以上であるのが更に好ましい。この「面積を30%以上収縮させる」とは、例えば、1m2の絡合繊維ウエブに対して熱を作用させることによって0.7m2以下の収縮繊維ウエブを形成することを意味する。このような収縮は、絡合繊維ウエブのたて方向(不織布生産時の流れ方向)にのみ収縮させることができるし、絡合繊維ウエブのよこ方向(たて方向と直交する方向)にのみ収縮させることができるし、絡合繊維ウエブのたて方向、よこ方向の両方向に収縮させることができるが、不織布の引張り強さ、伸長性、伸縮性、及び/又は圧着部の鮮明性等を考慮すると、絡合繊維ウエブのたて方向、よこ方向の両方向に収縮させるのが好ましい。このように両方向に収縮させるためには、例えば、たて方向に関してはオーバーフィードし、よこ方向に関しては収縮を阻害しない状態で熱を作用させることができる。なお、絡合繊維ウエブの面積を30%以上収縮させる熱は、コンベア等で絡合繊維ウエブを搬送しながら作用させることができる。
【0049】
この絡合繊維ウエブに対して作用させる熱は潜在捲縮性繊維が50個/インチ以上の捲縮を発現できれば良く、潜在捲縮性繊維によってその温度は異なるため、特に限定するものではない。この温度は潜在捲縮性繊維に応じて、実験的に適宜設定できるものである。なお、加熱手段は特に限定するものではないが、例えば、熱風ドライヤー、赤外線ランプ、加熱ロールなどを挙げることができる。これらの中でも、潜在捲縮性繊維の捲縮が発現する際に、繊維同士の絡合作用を阻害しにくい、熱風ドライヤー、赤外線ランプなどの固体による強力な圧力がかからない加熱手段が好ましい。
【0050】
そして、(4)収縮繊維ウエブに対して、繊維を融着させないようにエンボス処理をすることにより、圧着部を部分的に有するとともに、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上の不織布を形成する。本発明においては、前述の絡合繊維ウエブ形成工程及び収縮繊維ウエブ形成工程において、繊維同士が十分に絡んだ、繊維密度が高い状態とした収縮繊維ウエブとした後に、圧着部を形成しているため、当初及び使用中に、圧着部による情報を鮮明に認識できる不織布を製造できる。
【0051】
このエンボス処理は繊維を融着させないように実施することが重要である。繊維が融着してしまうと、高捲縮性繊維等が融着していることによって、十分な伸長性、伸縮性を発揮できなくなるためである。この繊維を融着させないためには、エンボス処理装置における温度を収縮繊維ウエブ構成繊維の中で最も低い融点をもつ樹脂成分の融点よりも低い温度、好ましくは融点よりも30℃以上低い温度、より好ましく融点よりも50℃以上低い温度とする。一方、圧着部の初期及び使用時における鮮明性、及び保管時、更には後加工時における熱処理により圧着部の嵩が回復しないように、収縮繊維ウエブ構成繊維の中で最も高いガラス転移温度をもつ樹脂成分のガラス転移温度より高い温度でエンボス処理を実施するのが好ましい。例えば、収縮繊維ウエブ構成繊維の中で最も高いガラス転移温度をもつ樹脂成分がポリエステル系樹脂の場合、100℃以上で実施するのが好ましく、120℃以上で実施するのがより好ましく、140℃以上で実施するのが更に好ましく、160℃以上で実施するのが更に好ましい。
【0052】
このエンボス処理装置としては、例えば、平滑ロールとエンボスロールとの組合せ、同期した一対のエンボスロールの組合せなどを挙げることができる。なお、平滑ロールの素材として、スチール、コットン、ウール、耐熱性樹脂等が挙げられるが、圧着部を鮮明に形成するという観点及び異物混入の観点から、耐熱性樹脂からなる平滑ロールを使用するのが好ましい。この好適である耐熱性樹脂として、ポリアミド等を挙げることができ、ショアD硬さが80程度であるのが好ましい。一方でエンボスロールの素材として、金属、耐熱性素材が挙げられるが、圧着部を鮮明に形成するという観点から、金属からなるエンボスロールを使用するのが好ましい。したがって、耐熱性樹脂からなる平滑ロールと金属からなるエンボスロールとの組合せが特に好ましい。このエンボス処理装置によって部分的に圧着し、出所、薬効成分、デザイン等の情報を認識できる圧着部を形成するため、エンボスロール等においては、圧着部に対応する鏡像の凸部を有する。
【0053】
なお、エンボス処理装置は、形成直後のまだ熱をもっている状態の収縮繊維ウエブに対して、エンボス処理装置を加熱することなく作用させることができるし、熱をもっていない安定した状態の収縮繊維ウエブに対して、エンボス処理装置を加熱して作用させることもできる。また、エンボス処理装置による収縮繊維ウエブに対して作用させる圧力は、エンボス処理装置の種類、処理テンポ、処理温度、圧着部の面積、収縮繊維ウエブの幅、収縮繊維ウエブの種類又は状態等によって異なるため、圧着部が鮮明であるように、適宜調整する。
【0054】
この不織布形成工程において形成される不織布は、たて方向、よこ方向のいずれの方向においても、25N/5cm幅以上の引張り強さを有するものであるが、前述の通り、エンボス処理によって繊維を融着させる訳ではないため、このエンボス処理によって、引張り強さが向上する訳ではない。つまり、収縮繊維ウエブ自体が、水流の作用及び収縮作用によって、繊維同士が十分に絡んだ、繊維密度が高い状態にあるため、たて方向、よこ方向のいずれの方向においても、25N/5cm幅以上の引張り強さを有する。
【0055】
以上は本発明の不織布の基本的な製造方法であるが、繊維として着色又は染色した繊維を含んでいない場合、絡合繊維ウエブ形成後、又は収縮繊維ウエブ形成後に、染色をすることによって、エンボス処理によるより鮮明な圧着部を形成することができる。
【実施例】
【0056】
以下に、本発明の実施例を記載するが、本発明は次の実施例に限定されるものではない。
【0057】
(実施例1)
ポリエステル(融点:250℃)/低融点ポリエステル(融点:230℃)の組み合わせでサイドバイサイド型に構成された潜在捲縮性繊維(繊度2.2dtex、繊維長51mm)を100mass%用いて、カード機により開繊し、次いでクロスラッパーによりクロスレイウエブ(目付:60g/m2)を形成した後、90メッシュのポリエステル製綾織ネット(支持体)を用いて搬送しながら水流により絡合し、水流絡合繊維ウエブを形成した。なお、水流絡合の条件は次の通りとした。
1.シャワー:0.1MPa(片面「A面」とする)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.5MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.5MPa(A面の反対面、以下「B面」と表記)
【0058】
次いで、水流絡合繊維ウエブを110℃で乾燥した後、よこ方向を規制することなく、たて方向にオーバーフィードしつつ、コンベアで搬送する水流絡合繊維ウエブに対して、熱風ドライヤーによる温度180℃での熱処理を行うことによって潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維を形成する際に、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで40%収縮させ、目付100g/m2の収縮繊維ウエブを形成した。
【0059】
そして、この熱をもっていない安定した状態の収縮繊維ウエブを、耐熱性樹脂製平滑ロール(組成=ポリアミド、ショアD硬さ=83)と金属製エンボスロール(温度:160℃)とからなるエンボス処理装置(線圧:30kg/cm)間に供給し、部分的に圧着部を有する不織布を製造した。この不織布の圧着部は融着していなかった。なお、圧着部は次の通りであった(図1参照)。
【0060】
圧着部単位:「ABCDEFGHIJ」及び「0123456789」
配置状態:
(1)圧着部単位の中心軸と一致する直線LCAが、不織布のよこ方向に平行な直線LCDとなす角度(α)(図2(a)参照):いずれの圧着部単位も27°
(2)圧着部単位の中心と、この圧着部単位と不織布のよこ方向で最も近い圧着部単位の中心とを結ぶことによって形成される直線LC−CDと、不織布のよこ方向に平行な直線LCDとなす角度(β)(図2(b)参照):いずれの組合せにおいても5°
(3)圧着部単位の中心と、この圧着部単位と不織布のたて方向で最も近い圧着部単位の中心とを結ぶことによって形成される直線LC−MDと、不織布のたて方向に平行な直線LMDとなす角度(γ)(図2(c)参照):いずれの組合せにおいても27°
圧着部の総面積:8%
【0061】
(実施例2)
水流絡合条件を次の通りに変更したこと、及び潜在捲縮性繊維の捲縮を発現させて高捲縮性繊維を形成する際の熱風ドライヤーの温度を185℃とし、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで35%収縮させたこと以外は、実施例1と同様にして不織布を製造した。この不織布の圧着部は融着していなかった。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから4.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.5MPa(B面)
【0062】
(実施例3)
水流絡合条件を次の通りに変更したこと、及び潜在捲縮性繊維の捲縮を発現させて高捲縮性繊維を形成する際の熱風ドライヤーの温度を185℃とし、水流絡合繊維ウエブの面積を45%収縮させたこと以外は、実施例1と同様にして不織布を製造した。この不織布の圧着部は融着していなかった。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから4.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.0MPa(B面)
【0063】
(実施例4)
ポリプロピレン(融点:159℃)/低融点ポリプロピレン(融点:119℃)の組み合わせで偏芯芯鞘型構造を有する潜在捲縮性繊維(繊度2.2dtex、繊維長44mm)を100mass%用いて、カード機により開繊し、次いでクロスラッパーによりクロスレイウエブ(目付:50g/m2)を形成した後、90メッシュのポリエステル製綾織ネット(支持体)を用いて搬送しながら水流により絡合し、水流絡合繊維ウエブを形成した。なお、水流絡合の条件は次の通りとした。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから7.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから7.0MPa(B面)
【0064】
次いで、水流絡合繊維ウエブを100℃で乾燥した後、よこ方向を規制することなく、たて方向にオーバーフィードしつつ、コンベアで搬送する水流絡合繊維ウエブに対して、熱風ドライヤーによる温度140℃での熱処理を行うことによって潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維を形成する際に、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで50%収縮させ、目付96g/m2の収縮繊維ウエブを形成した。
【0065】
そして、この熱をもっていない安定した状態の収縮繊維ウエブを、耐熱性樹脂製平滑ロール(組成=ポリアミド、ショアD硬さ=83)と金属製エンボスロール(温度:100℃)とからなるエンボス処理装置(線圧:20kg/cm)間に供給し、部分的に圧着部を有する不織布を製造した。この不織布の圧着部は融着していなかった。なお、圧着部は実施例1と同じであった。
【0066】
(比較例1)
クロスレイウエブ(目付:55g/m2)を針密度60本/cm2で絡合し、ニードルパンチ繊維ウエブを形成したこと、及び潜在捲縮性繊維の捲縮を発現させて高捲縮性繊維を形成する際の熱風ドライヤーの温度を195℃とし、ニードルパンチ繊維ウエブの面積をたて方向及びよこ方向にトータルで45%収縮させたこと以外は、実施例1と同様にして比較用の不織布を製造した。この不織布の圧着部は融着していなかった。
【0067】
(比較例2)
水流絡合条件を次の通りに変更したこと、及び潜在捲縮性繊維の捲縮を発現させて高捲縮性繊維を形成する際の熱風ドライヤーの温度を190℃とし、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで47%収縮させたこと以外は、実施例1と同様にして比較用の不織布を製造した。この不織布の圧着部は融着していなかった。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから4.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから4.0MPa(B面)
【0068】
(比較例3)
水流絡合条件を次の通りに変更したこと、及び潜在捲縮性繊維の捲縮を発現させて高捲縮性繊維を形成する際の熱風ドライヤーの温度を165℃とし、水流絡合繊維ウエブの面積を24%収縮させたこと以外は、実施例1と同様にして比較用の不織布を製造した。この不織布の圧着部は融着していなかった。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから7.0MPa(A面)
【0069】
(比較例4)
水流絡合条件を次の通りに変更したこと、及び潜在捲縮性繊維の捲縮を発現させて高捲縮性繊維を形成する際の熱風ドライヤーの温度を140℃とし、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで15%収縮させたこと以外は、実施例1と同様にして比較用の不織布を製造した。この不織布の圧着部は融着していなかった。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.5MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.5MPa(B面)
【0070】
(比較例5)
クロスレイウエブ(目付:55g/m2)を針密度50本/cm2で絡合し、ニードルパンチ繊維ウエブを形成したこと、及びニードルパンチ繊維ウエブの面積をたて方向及びよこ方向にトータルで55%収縮させたこと以外は、比較例1と同様にして比較用の不織布を製造した。この不織布の圧着部は融着していなかった。
【0071】
(各種物性評価)
前述の手順に従って、引張り強さ、伸び率、50%モジュラス強度、50%伸長時の回復率、及び平均地合指数を、それぞれの不織布について計測した。この結果は表1、2の通りであった。
【0072】
(圧着部の鮮明性の評価)
圧着部の鮮明性の評価は、以下の判断基準で行った。この結果は表1、2に示す通りであった。
【0073】
まず、各不織布を裁断して、たて方向に50cm、よこ方向に70cmの長方形状試料片を採取した。次いで、白紙の上に各試料片を、水平方向がよこ方向となり、垂直方向がたて方向となるように配置した評価片を調製した。その後、評価片を垂直状態に保ち、室内蛍光灯下、各評価片から直角方向に50cm離れた点から50cm上方の位置から、各試料片を目視確認し、次の基準により判定した。
【0074】
(判定基準)
◎・・・圧着部は鮮明であり、全ての文字が判別できる
○・・・圧着部は鮮明であるが、部分的に判別しにくい文字がある
△・・・不鮮明な圧着部が多く、部分的に判別しにくい文字がある
×・・・圧着部は不鮮明であり、文字が判別しにくい
【0075】
(摩擦後の鮮明性の評価)
JIS L1076:2006(織物及び編物のピリング試験方法)7.3に規定されているアピアランス・リテンション形試験機(試料ホルダの底面積:20cm2、押圧荷重:3.23N)により、各不織布の圧着部を有する面を10回摩擦させた。その後、前記(圧着部の鮮明性の評価)と同様に評価した。この結果は表1、2に示す通りであった。
【0076】
【表1】
【0077】
【表2】
【0078】
表1、2から次のことがわかった。
1.実施例1〜4と比較例1〜5との比較から、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上であることによって、圧着部の鮮明性に優れ、摩擦によって擦られてもその鮮明性を維持できること。
2.実施例1と実施例2、3との比較から、たて方向、よこ方向のいずれの方向における引張り強さも40N/5cm幅以上であることによって、圧着部の鮮明性に更に優れ、摩擦によって擦られてもその鮮明性を維持できること。
3.比較例1から、ニードルパンチ法によっては、たて方向、よこ方向のいずれの方向における引張り強さの優れる不織布を製造することが困難であり、結果として、圧着部の鮮明な不織布を製造することが困難であること。
4.実施例2、3と比較例2との比較から、圧力5MPa以上の水流を作用させて絡合繊維ウエブを形成しないと、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上とすることは困難であり、結果として、摩擦によって擦られてもその鮮明性を維持できる圧着部を有する不織布を製造することが困難であること。
5.実施例2、3と比較例3、4との比較から、繊維ウエブに対して圧力5MPa以上の水流を作用させたとしても、絡合繊維ウエブを30%以上収縮させないと、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上の不織布を製造することは困難であり、結果として、摩擦によって擦られてもその鮮明性を維持できる圧着部を有する不織布を製造することが困難であること。
【0079】
(実施例5)
ポリエステル(融点:250℃)/低融点ポリエステル(融点:230℃)の組み合わせからなるサイドバイサイド型潜在捲縮性繊維(繊度1.3dtex、繊維長44mm)を100mass%用いて、カード機により開繊し、パラレルウエブ(目付:40g/m2)を形成した後、90メッシュのポリエステル製綾織ネット(支持体)を用いて搬送しながら水流により絡合し、水流絡合繊維ウエブを形成した。なお、水流絡合の条件は次の通りとした。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから6.0MPa(B面)
【0080】
次いで、水流絡合繊維ウエブを100℃で乾燥した後、よこ方向を規制することなく、たて方向にオーバーフィードしつつ、コンベアで搬送する水流絡合繊維ウエブに対して、熱風ドライヤーによる温度180℃での熱処理を行うことによって潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維を形成する際に、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで55%収縮させ、目付93g/m2の収縮繊維ウエブを形成した。
【0081】
そして、この熱をもっていない安定した状態の収縮繊維ウエブを、耐熱性樹脂製平滑ロール(組成=ポリアミド、ショアD硬さ=83)と金属製エンボスロール(温度:160℃)とからなるエンボス処理装置(線圧:20kg/cm)間に供給し、部分的に圧着部を有する不織布を製造した。この不織布の圧着部は融着していなかった。なお、圧着部は実施例1と同じであった。
【0082】
(実施例6)
ポリエステル(融点:250℃)/低融点ポリエステル(融点:230℃)の組み合わせからなるサイドバイサイド型潜在捲縮性繊維(繊度1.7dtex、繊維長51mm)を100mass%用いて、カード機により開繊し、パラレルウエブ(目付:23g/m2)を形成した。また、同様に形成したパラレルウエブをクロスラッパーによりクロスレイウエブ(目付:22g/m2)を形成した。
【0083】
前記パラレルウエブとクロスレイウエブとを積層した後、90メッシュのポリエステル製綾織ネット(支持体)を用いて搬送しながら水流により絡合し、水流絡合繊維ウエブを形成した。なお、水流絡合の条件は次の通りとした。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから6.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから7.0MPa(B面)
【0084】
次いで、水流絡合繊維ウエブを100℃で乾燥した後、よこ方向を規制することなく、たて方向にオーバーフィードしつつ、コンベアで搬送する水流絡合繊維ウエブに対して、熱風ドライヤーによる温度185℃での熱処理を行うことによって潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維を形成する際に、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで45%収縮させ、目付80g/m2の収縮繊維ウエブを形成した。
【0085】
そして、この熱をもっていない安定した状態の収縮繊維ウエブを、実施例5と同様にして、実施例1と同様の部分的圧着部を有する不織布を製造した。この不織布の圧着部は融着していなかった。
【0086】
(実施例7)
ポリエステル(融点:250℃)/低融点ポリエステル(融点:230℃)の組み合わせからなるサイドバイサイド型潜在捲縮性繊維(繊度2.2dtex、繊維長51mm)を100mass%用いて、カード機により開繊し、パラレルウエブ(目付:30g/m2)を形成した。また、同様に形成したパラレルウエブをクロスラッパーによりクロスレイウエブ(目付:30g/m2)を形成した。
【0087】
前記パラレルウエブとクロスレイウエブとを積層した後、90メッシュのポリエステル製綾織ネット(支持体)を用いて搬送しながら水流により絡合し、水流絡合繊維ウエブを形成した。なお、水流絡合の条件は次の通りとした。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから5.5MPa(B面)
【0088】
次いで、水流絡合繊維ウエブを100℃で乾燥した後、よこ方向を規制することなく、たて方向にオーバーフィードしつつ、コンベアで搬送する水流絡合繊維ウエブに対して、熱風ドライヤーによる温度180℃での熱処理を行うことによって潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維を形成する際に、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで40%収縮させ、目付100g/m2の収縮繊維ウエブを形成した。
【0089】
そして、この熱をもっていない安定した状態の収縮繊維ウエブを、実施例5と同様にして、実施例1と同様の部分的圧着部を有する不織布を製造した。この不織布の圧着部は融着していなかった。
【0090】
(実施例8)
ポリエステル(融点:250℃)/低融点ポリエステル(融点:230℃)の組み合わせからなるサイドバイサイド型潜在捲縮性繊維(繊度2.2dtex、繊維長51mm)を100mass%用いて、カード機により開繊し、パラレルウエブ(目付:28g/m2)を形成した。また、同様に形成したパラレルウエブをクロスラッパーによりクロスレイウエブ(目付:27g/m2)を形成した。
【0091】
前記パラレルウエブとクロスレイウエブとを積層した後、90メッシュのポリエステル製綾織ネット(支持体)を用いて搬送しながら水流により絡合し、水流絡合繊維ウエブを形成した。なお、水流絡合の条件は次の通りとした。
1.シャワー:0.1MPa(A面)
2.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから6.0MPa(A面)
3.ノズル径0.13mm、ノズルピッチ0.6mmのノズルプレートから6.0MPa(B面)
【0092】
次いで、水流絡合繊維ウエブを100℃で乾燥した後、よこ方向を規制することなく、たて方向にオーバーフィードしつつ、コンベアで搬送する水流絡合繊維ウエブに対して、熱風ドライヤーによる温度180℃での熱処理を行うことによって潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維を形成する際に、水流絡合繊維ウエブの面積をたて方向及びよこ方向にトータルで35%収縮させ、目付85g/m2の収縮繊維ウエブを形成した。
【0093】
そして、この熱をもっていない安定した状態の収縮繊維ウエブを、実施例5と同様にして、実施例1と同様の部分的圧着部を有する不織布を製造した。この不織布の圧着部は融着していなかった。
【0094】
(各種物性評価)
前述の手順に従って、引張り強さ、伸び率、50%モジュラス強度、50%伸長時の回復率、平均地合指数、圧着部の鮮明性の評価及び摩擦後の鮮明性の評価を実施例5〜8の不織布について行った。この結果は表3の通りであった。
【0095】
【表3】
【0096】
この表3の実施例5、6の結果から、潜在捲縮性繊維の繊度が小さくなると、不織布の地合いが向上するため、圧着部の鮮明性が向上することがわかった。
【0097】
また、実施例1、7及び8の結果から、繊維配向に関係なく、たて方向及びよこ方向の引張り強さが25N/5cm幅以上であることによって、摩擦によって擦られた場合であっても、その鮮明性を維持できる圧着部を有する不織布を製造できることがわかった。
【産業上の利用可能性】
【0098】
本発明の不織布は伸長性及び伸縮性に優れ、しかも鮮明な圧着部を有し、圧着部の鮮明性を摩擦後にも維持できる耐摩耗性に優れるものであるため、これらの物性を必要とする用途に好適に使用することができる。例えば、薬効成分を含む膏体を塗布して外用貼付薬を構成するための皮膚貼付基布、化粧用ゲルを塗布して顔面パック材を構成するための皮膚貼付基布、又は化粧液を含浸して顔面パック材を構成するための皮膚貼付基布として好適に使用できる。
【符号の説明】
【0099】
MD たて方向
CD よこ方向
LCA 圧着部単位の中心軸と一致する直線
LMD 不織布のたて方向に平行な直線
LCD 不織布のよこ方向に平行な直線
LC−MD 圧着部単位の中心と、この圧着部単位と不織布のたて方向で最も近い圧着部単位の中心とを結ぶことによって形成される直線
LC−CD 圧着部単位の中心と、この圧着部単位と不織布のよこ方向で最も近い圧着部単位の中心とを結ぶことによって形成される直線
【特許請求の範囲】
【請求項1】
高捲縮性繊維を主体とする不織布であり、前記不織布は繊維が融着していない圧着部を部分的に有するとともに、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上であることを特徴とする不織布。
【請求項2】
(1)潜在捲縮性繊維を主体とする繊維ウエブを形成する工程、
(2)前記繊維ウエブに圧力5MPa以上の水流を作用させて絡合繊維ウエブを形成する工程、
(3)前記絡合繊維ウエブに対して熱を作用させることにより潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維とする際に、絡合繊維ウエブの面積を30%以上収縮させて収縮繊維ウエブを形成する工程、及び
(4)収縮繊維ウエブに対して、繊維を融着させないようにエンボス処理をすることにより、圧着部を部分的に有するとともに、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上の不織布を形成する工程、
を備えていることを特徴とする、不織布の製造方法。
【請求項1】
高捲縮性繊維を主体とする不織布であり、前記不織布は繊維が融着していない圧着部を部分的に有するとともに、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上であることを特徴とする不織布。
【請求項2】
(1)潜在捲縮性繊維を主体とする繊維ウエブを形成する工程、
(2)前記繊維ウエブに圧力5MPa以上の水流を作用させて絡合繊維ウエブを形成する工程、
(3)前記絡合繊維ウエブに対して熱を作用させることにより潜在捲縮性繊維の捲縮を発現させ、高捲縮性繊維とする際に、絡合繊維ウエブの面積を30%以上収縮させて収縮繊維ウエブを形成する工程、及び
(4)収縮繊維ウエブに対して、繊維を融着させないようにエンボス処理をすることにより、圧着部を部分的に有するとともに、たて方向、よこ方向のいずれの方向における引張り強さも25N/5cm幅以上の不織布を形成する工程、
を備えていることを特徴とする、不織布の製造方法。
【図1】

【図2】

【図2】
【公開番号】特開2012−162840(P2012−162840A)
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願番号】特願2012−1780(P2012−1780)
【出願日】平成24年1月10日(2012.1.10)
【出願人】(000229542)日本バイリーン株式会社 (378)
【Fターム(参考)】
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願日】平成24年1月10日(2012.1.10)
【出願人】(000229542)日本バイリーン株式会社 (378)
【Fターム(参考)】
[ Back to top ]