
中空形材の接合継手及び接合体
【課題】寸法精度を緩和させて生産コストを下げることが可能な中空形材の接合継手及び接合体を提供すること。
【解決手段】上面板41a,41bの接合端面45a,45bには傾斜した平面が形成され、その接合端面同士を突き合わせて摩擦攪拌接合する第1接合部と、他方の下面板42a,42bの接合端部を重ね合わせ、アーク溶接などによって接合する第2接合部とを有し、一方の中空形材40Aは、第1接合部の傾斜面が面外方向の外側を向いており、第2接合部の接合端部が面外方向の内側に位置し、他方の中空形材40Bは、第1接合部の傾斜面が面外方向の内側を向いており、第2接合部の接合端部が面外方向の外側に位置する中空形材の接合継手。
【解決手段】上面板41a,41bの接合端面45a,45bには傾斜した平面が形成され、その接合端面同士を突き合わせて摩擦攪拌接合する第1接合部と、他方の下面板42a,42bの接合端部を重ね合わせ、アーク溶接などによって接合する第2接合部とを有し、一方の中空形材40Aは、第1接合部の傾斜面が面外方向の外側を向いており、第2接合部の接合端部が面外方向の内側に位置し、他方の中空形材40Bは、第1接合部の傾斜面が面外方向の内側を向いており、第2接合部の接合端部が面外方向の外側に位置する中空形材の接合継手。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一方を摩擦攪拌接合し、他方をアーク溶接などによって接合する中空形材の接合継手及び接合体に関する。
【背景技術】
【0002】
アルミニウム材を摩擦攪拌接合する場合、回転する攪拌ピンを挿入するとともに回転体を被接合部材に押付けて、攪拌ピンによって摩擦熱を発生させる。その際、接合ツールの反力に対処するため、被接合部材が裏当金で支えられるようにして行われる。この裏当金は被接合物の面板の裏面に密着させて設置するものであって高い剛性を必要とする。摩擦攪拌接合では、従来から、こうした工具に変えてボビンツール型の回転工具を用いた摩擦攪拌接合方法が提案されている。
【0003】
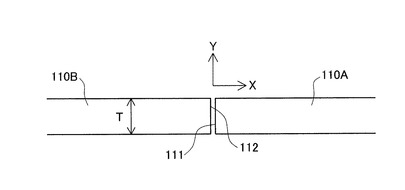
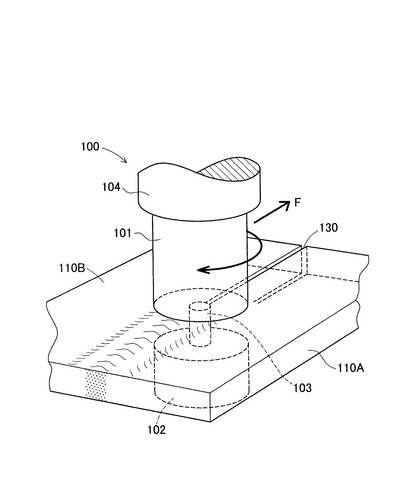
図13は、下記特許文献1に記載する摩擦攪拌接合方法を示した図である。この摩擦攪拌接合方法では、被接合部材であるアルミニウム合金のプレート110A,110Bが端面同士突き合わされ、そうした接合部130に沿って摩擦攪拌接合用工具100が移動する。その摩擦攪拌接合用工具100は、ボビンツール型の回転工具であって、プレート110A,110Bの上下を挟み込む上部回転体101と下部回転体102、そしてその間の攪拌軸103を備えて構成されている。摩擦攪拌接合用工具100は、モータ104の駆動によって上部回転体101、下部回転体102及び攪拌軸103に回転が与えられ、攪拌軸103が接合部130に沿って矢印Fで示す方向に移動する。
【0004】
攪拌軸103は、機械的攪拌によって周囲のアルミニウム合金(材料)を塑性流動化させ、上部回転体101と下部回転体102は、上下方向からプレート110A,110Bを押さえ込んで可塑性ゾーンから材料が失われるのを防いでいる。従って、この状態で摩擦攪拌接合用工具100が接合部130の連続する接合線に沿って移動すると、プレート110A,110Bの軟化した材料は、塑性流動化して攪拌混練されつつ、移動する攪拌軸103の後方に流れる。そして、攪拌軸103の後方では、互いに混じり合ってできた可塑性材は摩擦熱を失って急速に冷却固化し、プレート110A,110Bが接合される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表平7−505090号公報
【特許文献2】特開平11−314183号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、ボビンツール型の摩擦攪拌接合用工具100によって接合する場合、接合部130の隙間が大きいと、摩擦攪拌接合後の肉厚が薄くなってしまう他、隙間の空気を巻き込んで接合部分に欠陥である空洞をつくってしまう。しかし、例えば鉄道車両用構体では、20〜25mもの長い距離に渡って突き合わせなければならないため、その寸法管理が容易ではなかった。従来の被接合部材は、図13に示すように、突き合わされたプレート110A,110Bの端面が垂直な平面であった。そのため、被接合部材端面の寸法公差に高い精度が必要な摩擦攪拌接合では、垂直な接合端面を有する被接合部材の加工費用が高価となる。同時に、摩擦攪拌接合に使用する治具も被接合部材の接合端面同士を正確に突き合わせるための高精度なものを要し、固定する際の位置決めと固定の作業工数も多くなって生産コストを上げてしまうという課題があった。
【0007】
そこで、本発明は、かかる課題を解決すべく、寸法精度を緩和させて生産コストを下げることが可能な中空形材の接合継手及び接合体を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明に係る中空形材の接合継手は、上面板と下面板が幅方向に複数並んだリブによって連結された中空形材であって、幅方向に並べた一対の中空形材の上面板同士及び下面板同士を接合するものであって、前記上面板と下面板の一方の接合端面には傾斜した平面が形成され、その接合端面同士を突き合わせた上面板同士又は下面板同士を摩擦攪拌接合する第1接合部と、前記第1接合部を構成する上面板又は下面板の他方には、当該他方の下面板同士又は上面板同士の接合端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合する第2接合部とを有し、一方の中空形材は、前記第1接合部の傾斜面が面外方向の外側を向いており、前記第2接合部の接合端部が面外方向の内側に位置し、他方の中空形材は、前記第1接合部の傾斜面が面外方向の内側を向いており、前記第2接合部の接合端部が面外方向の外側に位置するものであることを特徴とする。
【0009】
本発明に係る中空形材の接合体は、上面板と下面板が幅方向に複数並んだリブによって連結された中空形材であって、幅方向に並べた一対の中空形材の上面板同士及び下面板同士を接合したものであって、前記上面板と下面板の一方の接合端面には傾斜した平面が形成され、その接合端面同士を突き合わせた上面板同士又は下面板同士を摩擦攪拌接合する第1接合部と、前記第1接合部を構成する上面板又は下面板の他方には、当該他方の下面板同士又は上面板同士の接合端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合する第2接合部とを有し、一方の第1中空形材は、前記第1接合部の傾斜面が面外方向の外側を向いており、前記第2接合部の接合端部が面外方向の内側に位置し、他方の第2中空形材は、前記第1接合部の傾斜面が面外方向の内側を向いており、前記第2接合部の接合端部が面外方向の外側に位置し、第2中空形材の接合部に第1中空形材の接合部が嵌め込まれた継手部に、前記摩擦攪拌接合とアーク溶接、レーザ溶接またはレーザハイブリッド溶接による接合が行われたものであることを特徴とする。
【発明の効果】
【0010】
本発明によれば、上面板又は下面板の一方が摩擦攪拌接合され、他方はアーク溶接などが行われるため、上下の2箇所を接合する中空形材であっても、摩擦攪拌接合を行う一方についてその寸法精度が要求されるものの、アーク溶接などを行う他方に関してはその要求は低くなる。そして、特に摩擦攪拌接合を行う接合部の接合端面を傾斜させているため、より寸法公差の精度を落としてもよく、これによって生産コストを下げることが可能になる。
【図面の簡単な説明】
【0011】
【図1】被接合部材の一例について、その接合が行われる継手部分を示した図である。
【図2】図1の被接合部材について、その接合端面同士のずれを示した図である。
【図3】被接合部材の一例について、その接合が行われる継手部分を示した図である。
【図4】図3に示す被接合部材の変形例について、被接合部材の継手部分を示した図である。
【図5】被接合部材の一例について、その接合が行われる継手部分を示した図である。
【図6】4枚の被接合部材を接合する摩擦攪拌接合方法について示した図である。
【図7】中空形材の接合継手について実施形態を示した図である。
【図8】被接合部材の一例について、その接合が行われる継手部分を示した図である。
【図9】被接合部材の一例について、その接合が行われる継手部分を示した図である。
【図10】従来の被接合部材について、その接合が行われる継手部分を示した図である。
【図11】被接合部材同士を突き合わせる接合端面の変位と許容範囲について示した図である。
【図12】突出部を設けた被接合部材同士を突き合わせる接合端面の変位と許容範囲について示した図である。
【図13】ボビンツール型の摩擦攪拌接合用工具を使用した摩擦攪拌接合について示した図である。
【発明を実施するための形態】
【0012】
次に、本発明に係る中空形材の接合継手及び接合体について一実施形態を図面を参照しながら以下に説明する。本実施形態の被接合部材は、図13に示す摩擦攪拌接合用工具100のようなボビンツール型工具によって接合するものが対象であり、上部回転体101と下部回転体102とに挟み込まれて摩擦攪拌接合が行われる。そして、接合体は、その被接合部材によって構成されるものであり、摩擦攪拌接合方法は、その被接合部材をボビンツール型工具によって接合する方法である。
【0013】
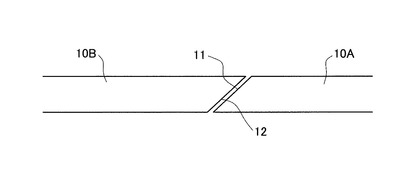
図1は、被接合部材の一例について、その接合が行われる継手部分を示した図である。被接合部材10A,10Bは、互いに突き合わされる接合端面11,12が傾斜した平面によって形成され、図面右側の接合端面11が図面左側の接合端面12の下になるように角度が付けられている。被接合部材10A,10Bでは、その接合端面11,12の角度は45度で形成されている。
【0014】
ところで、接合体を製作する場合、その接合端部をある程度面外方向に変形させながら接合することは許容されている。なお、図10に示すように、接合される被接合部材110A,110Bが図示するように水平に置かれたとした場合、左右の水平方向Xを「面内」方向と表現し、それに直交する上下方向yを「面外」方向と表現する。
被接合部材110A,110Bの接合端面111,112にずれや隙間がある場合、摩擦攪拌接合用工具100の上部回転体101と下部回転体102で挟み込むことによって、その挟み込まれた接合端部に変形が加えられることが許容されている。つまり、接合後の寸法公差と材料強度の双方の点において許容される範囲で、接合端部が面外方向に変形を加えられることが許容されている。また、面内方向については、部材単体の公差あるいは位置決め精度の範囲で生じた接合端面111,112の隙間を閉じるため、接合端部に面内方向の圧縮力が拘束治具によって加えられる。
【0015】
接合する直前の状態において、面内方向の隙間に対する制約は、面外方向のずれに対する制約よりも厳しい。すなわち、被接合部材110A,110Bの板厚をTとすると、接合端面111,112について許容される位置の相対誤差は、面外誤差(y方向の段差量)が−0.1T〜+0.1Tであるのに対して、面内誤差(x方向の開口量)が0〜0.05Tである。発明者は様々な接合試験の結果、健全な継手を形成するには、突き合わされる部材の相対位置の許容量が前記のようであることを見出した。ところで、曲げに伴う被接合部材の面外変形に対する剛性は面内変形に対する剛性よりも、通常の寸法では1桁以上小さいことから、ツールの挟み込み荷重によって許容範囲で曲げを伴う弾性変形させることは現実的である。ここでは、要求精度が相対的に緩やかな面外方向の変位許容量と、施工の際の変形の許容量を利用し、面内方向の変位の必要精度をより緩やかにするための被接合部材について説明する。
【0016】
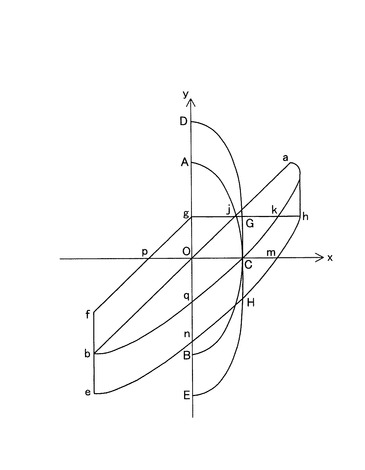
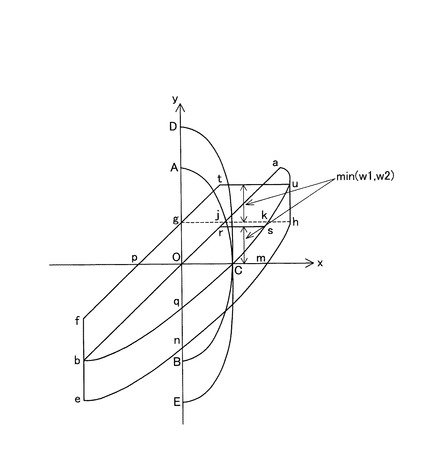
そこで先ず、被接合部材同士を突き合わせる接合端面の相対位置のずれと、その許容量について説明する。図11は、そのための説明図である。例えば、図1及び図10に示す被接合部材10や110であって、突き合わされる被接合部材の向かって左の被接合部材10B,110Bを基準とし、右側の被接合部材10A,110Aの正規の位置からのずれを(x,y)で表す。ここで、x軸は面内方向相対位置を表し、正の値は相対的に隙間が空く方向にずれていることを意味する。一方、y軸は面外方向相対位置を表し、正の値は相対的に右側の被接合部材の接合端面が図面上向きにずれていることを意味する。
【0017】
図10に示す従来の被接合部材110A,110Bのように、突き合わせた接合端面が垂直である場合、健全な継手を得るために接合時に許容しうる最大のずれ量は、面内方向にOC、面外方向にOAであるとする。この接合可能な範囲は、接合端面同士の関係がO−A−C−B−Oに囲まれた半月状の範囲となる。ここでは、OA=OBであり、曲線A−C−Bはx軸について対称である。なお、接合端面111,112が垂直である場合、第2象限と第3象限では被接合部材110A,110Bが重なり合ってしまうため、そのような位置で突き合わされることはない。
【0018】
そして、従来の被接合部材110A,110Bにおいて、接合端部をそれぞれ面外方向に変形させることが接合後の寸法公差と材料強度の両者において許容される場合、その許容される変形量を面外方向にAD,EBであるとする。この作用を容認すると、健全な接合が可能となる見地から、接合前に部材を固定する際の位置の許容範囲は縦に伸び、O−A−D−G−C−H−E−B−Oで囲まれた半月状の範囲にまで広がる。ここで、AD=CG=HC=EBであり、G−Hの範囲はy軸と平行な線分である。そして、曲線D−Gは曲線A−Cを平行移動したものであり、曲線H−Eは曲線C−Bを平行移動したものである。
【0019】
次に、図1に示す被接合部材10A,10Bについて説明する。図10に示す被接合部材110A,110Bの垂直な接合端面111,112の傾斜がゼロ度(y軸)である。従って、y軸を基準に傾斜角を見れば、被接合部材10A,10Bの接合端面11,12は45度の角度で傾斜している。そこで、被接合部材10A,10Bの接合端面11,12について図11上にその関係を示せば、時計回り方向に45度傾いたa−bが突き合せ面の隙間が無くなる線となる。ここで、曲線a−C−q−bは曲線A−C−Bの線形写像であり、O−AをO−aに、O−CをO−Cにそれぞれ変換する1次変換によって写像したものである。この場合、点aと点Aのy座標は等しく、点bと点Bのy座標が等しい。そしてまた、点qは曲線a−C−bがy軸と交わる位置である。
【0020】
45度に傾斜した接合端面11,12は、y座標の0の位置では、面内方向xの位置ずれの限界点がCであって、傾斜ゼロの接合端面111,112と一致する。そして、直線a−bの図面左上方は、被接合部材10A,10Bが重なり合う領域なので、そのような位置で接合端面11,12が突き合わされることはない。また、接合端面11,12同士の相対的な変位が第1象限にある場合は、右側の被接合部材10Aが左側の被接合部材10Bよりもy軸方向に高い位置にある。このとき、摩擦攪拌接合用工具100で被接合部材10A,10Bを挟み込むと、接合端面11が下がり接合端面12が上がる方向に剛体移動または弾性変形し、接合端面11,12の面内方向xの距離が大きくなってしまう。そのため、接合端面11,12の距離が大きくなって隙間が広がれば、摩擦攪拌接合が行われた場合に摩擦攪拌接合部内に欠陥を誘発し、品質の良い接合部を得ることはできなくなる。よって、実用上接合可能な範囲は、傾斜した半月状の領域O−j−a−k−C−q−b−Oから第1象限を除いた、O−C−q−b−Oに囲まれた範囲となる。
【0021】
そこで、剛体変位または弾性変形などによって、被接合部材10A,10Bの接合端面11,12部分が面外方向yへ変形を許す場合の許容相対変形量がAD,EBであるとする。すると、実用上接合可能なO−C−q−b−Oに囲まれた範囲は、そのO点およびC点がg点及びG点まで上がり、C点、q点及びb点がH点、n点及びe点へと下がる。そして、直線a−bのラインが45度の傾斜のままy軸方向上向きに距離ADだけ平行移動して直線f−gとなり、曲線a−C−bはy軸方向下向きに距離ADだけ平行移動して曲線h−m−n−eとなる。更に、x軸と平行な直線g−hが引かれる。なお、bf=eb=Og=AD=EBである。よって、許容変位量を考慮した場合、実用上接合可能な範囲O−C−q−b−Oは、拡大されて、b−f−p−g−j−k−h−m−n−e−bに囲まれた範囲となる。
【0022】
図1に示す被接合部材10A,10Bは、その接合端面11,12を傾けたことにより、適切に摩擦攪拌接合が可能な範囲を面内方向xについて従来のものより広くすることができた。すなわち、剛体変位、弾性変形または塑性変形による部材変位を考慮した場合であって、適切な摩擦攪拌接合を可能とする接合端面の相対的な位置関係は、従来の被接合部材110A,110BではO−A−D−G−C−H−E−B−Oの範囲であったものが、被接合部材10A,10Bではb−f−p−g−j−k−h−m−n−e−bの範囲になり、面外方向yには許容範囲が狭くなる一方で面内方向xについて広くなった。
【0023】
従来から面内方向xの許容量OCの狭いことが部品の公差を制約し、位置決めや固定作業などによる生産コストのアップの原因になっていた。しかし、被接合部材10A,10Bでは、前述したように接合端面11,12を傾けたことにより、面内方向xの許容量がO−Cからp−mに広がることになった。このことは、ボビンツール型の摩擦攪拌接合用工具100で接合を行う場合、被接合部材10A,10Bの接合端面11,12及び拘束治具について寸法公差の精度を下げることなどができ、位置決め精度も緩めることができ、そのことによって生産コストを下げることが可能になる。
【0024】
摩擦攪拌接合用工具100によって被接合部材10A,10Bを接合する場合、接合端面11,12が形成された接合端部を上部回転体101と下部回転体102によって荷重を加えて挟み込む。そして、摩擦攪拌接合用工具100が回転しながら接合線に沿って移動すると、攪拌軸103が、突き合わされた接合端面11,12部分を攪拌させ、その周囲の材料を塑性流動化させる。上部回転体101と下部回転体102は、上下から被接合部材10A,10Bの接合部を押さえ込んで可塑性ゾーンから材料が失われるのを防いでいる。従って、この状態で摩擦攪拌接合用工具100が接合部130に沿って移動すると、被接合部材10A,10Bの軟化した材料は塑性流動化して攪拌混練され、移動する攪拌軸103の後方に流れる。そして、その後方では摩擦熱を失って急速に冷却固化し、互いに混じり合ってできた可塑性材によって被接合部材10A,10Bが接合され、接合体がつくられる。
【0025】
接合端面11,12の相対的な位置関係がb−f−p−g−j−k−h−m−n−e−bの範囲内にある場合、上部回転体101と下部回転体102の挟み込み荷重によって傾斜している接合端面11,12が押し当てられる。そのため、摩擦攪拌時に被接合部材10A,10Bの接合端面11,12同士が押し当てられ、拘束治具を使って面内方向に圧縮力をかけて接合端面同士を押し当てる必要がなくなったり、またはその圧縮力を小さくすることができ、予荷重の弾性歪に相当する面内縮みを防ぐことができるようになった。また、被接合部材10A,10Bは、接合端面11,12同士が押し当てられるため、端面間の隙間が閉じられて接合時に空気が摩擦攪拌部に巻き込まれて空洞を発生させないようにできる。
【0026】
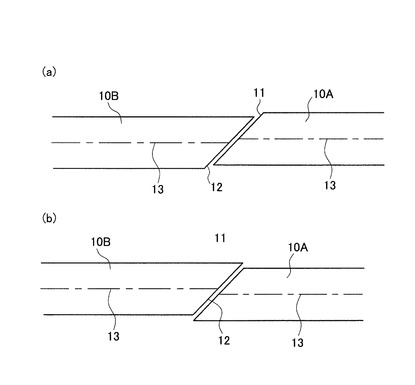
ところで、被接合部材10A,10Bの面外方向の中心位置、すなわち厚さ方向中心が互いに重なることが好ましいが、実用上は、ある程度のずれや、そのことによる接合部分の肉厚減少も許容されている。しかし、傾斜した接合端面11,12によって、被接合部材10A,10Bには接合端部に鋭角と鈍角ができるが、図2(a)に示すように、鈍角部が鋭角部よりもせり上がった状態(正断層)となるのは好ましくない。上部回転体101と下部回転体102との挟み込みによって被接合部材10Aが相対的に下降し、接合端面11,12の隙間が更に大きく開いてしまうからである。その一方で、図2(b)に示すように、鋭角部が鈍角部よりもせり上がった状態(逆断層)となる場合には、上部回転体101と下部回転体102との挟み込みによって被接合部材10Aが相対的に上昇し、接合端面11,12の隙間が小さくなる。
【0027】
よって、傾斜した接合端面11,12が形成された被接合部材10A,10Bを接合する場合には、図2(b)に示すように、接合端部の厚さ方向中心13が互いに相手の鈍角部側にずれるように逆断層状態に配置しておき、摩擦攪拌接合用工具100に挟み込まれて一致するようにするのが好ましい。これにより、図11において、限界線O−Cおよび限界線g−hがそれぞれ上に平行移動し、接合可能な領域がより広がることになる。
そこで、このとき逆断層の状態で配置された被接合部材10A,10Bの接合端部を、上部回転体101と下部回転体102とで挟み込んで摩擦攪拌接合が行われる。鋭角部を含む部材面が鈍角部を含む部材面よりも回転体101,102のショルダ面が強く接触し、その状態で攪拌軸103が接合端面11,12部分を攪拌させ、材料が塑性流動化して攪拌混練し、被接合部材10A,10Bが接合される。
【0028】
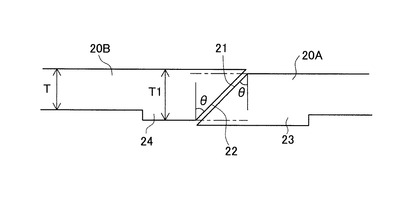
次に、図3は、被接合部材の一例について、その接合が行われる継手部分を示した図である。この被接合部材20A,20Bは、図1のものと同様に、互いに突き合わされる接合端面21,22が45度の角度で傾斜した平面によって形成され、図面右側の接合端面21が図面左側の接合端面22の下になるように角度が付けられている。そして、被接合部材20A,20Bの接合端部には、上部回転体101と下部回転体102のショルダ面の径よりも大きい幅になるように突出部23,24が形成されている。突出部23,24は、接合端面21,22に沿って部材長手方向(図面を貫く方向)に連続して形成され、下面側に突設されている。なお、板厚をTとした場合、突出部23,24の板厚T1は1.0T以上1.1T以下とする。
【0029】
被接合部材20A,20Bは、接合端面21,22が図示するように逆断層状態で配置され、その突き合わされた接合端面21,22の接合部が接合線に沿って摩擦攪拌接合される。よって、前記図1のものと同様な効果を奏する。すなわち、上部回転体101と下部回転体102の挟み込み荷重によって傾斜した接合端面21,22が押し付けられて隙間が閉じるため、寸法公差の精度を下げることができるなど、生産コストを下げることが可能になる。そして、接合端面21,22の隙間を閉じた状態で摩擦攪拌接合を行うため、被接合部材20A,20Bを接合してできた接合体の接合部における空洞の発生が抑止される。
【0030】
そして更に、接合端部に突出部23,24が設けられているため、板厚が増したことによって、接合部が肉厚になって摩擦攪拌時の熱影響による強度低下を補うことができるだけでなく、塑性流動して空間を埋める作用が増すことで接合時の許容開口量そのものを広げる効果もある。
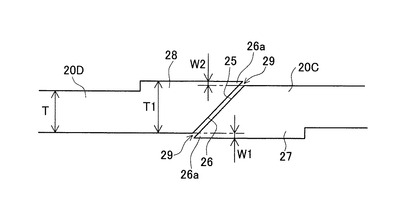
なお、こうして接合端部に突出部を設ける場合は、図4に示す被接合部材20C,20Dのように、鋭角部側に突出部27,28を形成するようにしてもよい。なお、この場合でも突出部27,28は、接合端面25,26に沿って部材長手方向に連続して形成され、板厚をTとした場合、突出部27,28のT1は1.0T以上1.1T以下とする。
【0031】
ところで、接合端面11,12などの角度を45度として説明したが、角度の変更は可能であり、20度から70度の範囲で傾斜角度を変えることが好ましい。これは、20度より小さい角度では、傾斜を付けて面内方向の許容範囲を広げることの効果が小さく、逆に70度を超える範囲では接合範囲が広がってしまい摩擦攪拌接合用工具100による接合端面の適切な接合ができなくなるからである。より具体的には次の様な理由による。
【0032】
先ず、20度の値に関しては次のような理由による。接合端面の傾斜角θを0度から徐々に大きくすれば、図11に示す面内方向xの変位許容量の増加(線分C−m)は、tanθに比例するのでθが大きいほど有利である。従って、傾斜角θが小さいと線分C−mに相当する長さが短いため十分なメリットが得られない。また、上部及び下部回転体101,102による挟み込み荷重は、傾斜している接合端面を介し、接線力や法線力として伝達されて面内圧縮として作用する。そして、こうした接触面の摩擦力を無視すると、上部及び下部回転体101,102の挟み込み荷重を一定に保持したときに面内圧縮力の値はcotθ=1÷tanθに比例する。
【0033】
面外方向yの変位の許容量(線分O−A)は0.1Tで、開口許容量(線分O−C)は0.05Tである。面外方向の寸法許容量は、±0.05Tなのでトータル0.1Tの変位が許容される。この条件で、公差等級を1等級ゆるめることができる量1.25倍ほど開口許容量を増やすためには、θは20度である(θ=20度のとき、線分O−m=1.25×線分O−C)。適度な圧縮力は、欠陥(空洞)の発生を抑止するために有効であるが、傾斜角θが小さいとcotθが大きくなって面内圧縮が過大になり、部材の座屈や破壊などの悪影響がある。しかし、θが20度の場合は、cotθ=2.75となって面内圧縮もが過大にならなかった。
【0034】
一方、70度に関しては次のような理由による。攪拌軸103の径は板厚に近い値が採用されるが、被接合部材の端部同士を確実に接合するためには、接合端面を攪拌軸103による摩擦攪拌部分に巻き込んで攪拌混練する必要がある。実用上のピン直径は板厚をTとして、0.5T〜2.5Tの範囲にある。この比率は板厚に依存し、T=2mm程度の薄板では相対的に太い比率のものが使用され、T=30mm程度の厚板に対しては相対的に細い比率のものが使用される。そこで、直径を2.5Tとした場合に、接合端面が全て摩擦攪拌されるような角度θは70度である。
【0035】
なお、前記の角度45度は、被接合部材10A,10Bなどの板厚が2mm〜5mmの場合である。例えば、接合体である鉄道車両用構体によく用いられるアルミ合金では、押出し形材の接合部での板厚が2mm〜5mm程度である。この板厚に限定した場合、ピン直径は板厚をTとして、T〜2.5Tの範囲のものが用いられる。細い比率のものほど、強度品質の高い接合結果を得ることができるが、ピンの耐久性が低下するので実用上は1.25T程度のものが最もよく用いられる。接合時に与える弾性変形などによる面外方向の寸法変位量として0.1T(±0.5T)を考慮すると、接合線は0.1T×tanθ分だけ面内方向に広がる可能性があるので、この分を見込むと傾斜角θは40〜50度であることが好ましい。
【0036】
また、後述するように、傾斜した接合端面によってできる鋭角部に対し、面取りやR加工を施すような被接合部材の提案もあるが、50度を超えて角度が鋭くなると、面取りなどによって除去する分量が増えてしまい断面積が減少し接合部の板厚がやせてしまう。従って、板厚の低下や品質の低下につながるため傾斜角θは40〜50度であることが好ましい。更に、接合作業にあたっては、位置決めのための部材の移動や、面内開口を閉じることを目的として、面内圧縮荷重を加える工程がある。面内方向に圧縮力が加わった場合、傾斜角θが大きいと接合中に生じるこの面内圧縮力のため傾斜した接合端面が滑って変位しようとする。面内圧縮力を一定に保ったとき、斜面の楔作用による面外方向力はtanθ倍になり、傾斜角θを大きくしすぎると面外方向の力が過大となって、板が曲がるなどの悪影響が生じてしまう。従って、こうした点でも板厚の低下や品質の低下につながるため傾斜角θは40〜50度であることが好ましい。
【0037】
ところで、図4に示す被接合部材20C,20Dでは、突出部27,28を除く板厚Tの部分が面内方向に一致する正寸位置で、その突出部27,28が形成された接合端部の厚さ方向中心が互いに相手の鈍角部側にずれ、鋭角部が鈍角部よりも面外方向に上下に出っ張るようにせり上がっている。このとき、突出部27,28の面外方向の突出量をw1,w2とすると、図11に示すように接合可能範囲が増加することになる。すなわち、図12に示すように面外弾性変形ADを許容する場合の接合可能範囲が、w1,w2の絶対値が小さい方の値だけ面外方向に広がり、b−f−p−g−t−u−h−m−n−e−bによって囲まれた範囲になる。
【0038】
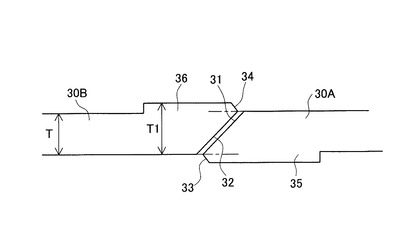
次に、図5は、被接合部材について、その接合が行われる継手部分を示した図である。この被接合部材30A,30Bは、前記図1のものと同様に、互いに突き合わされる接合端面31,32が傾斜した平面によって形成され、図面右側の接合端面31が図面左側の接合端面32の下になるように角度が付けられている。この被接合部材30A,30Bでは、その接合端面31,32の角度は45度で形成されている。そして、接合端面31,32によってできる鋭角部が面取りによって削除されている。面取りされた返し面33,34は、被接合部材30A,30Bの長手方向に連続して形成されている。更に、被接合部材30A,30Bには、返し面33,34が形成された側に突出部35,36が形成されている。この突出部35,36も部材長手方向に連続して形成されており、板厚をTとした場合、突出部27,28のT1は1.0T以上1.1T以下とする。なお、返し面33,34は、テーパ面でなくR面としてもよい。
【0039】
接合端部が鋭角であると、図4に示すように接合端面25,26が突き合わされた場合、鋭角部25a,26aが被接合部材20C,20Dの表面から飛び出してしまい、その下に鋭角となる隅部29ができる。摩擦攪拌接合用工具100は一定方向に回転しながら接合線上を移動するので、被接合部材20C,20Dの表か裏のいずれか一方は、接合前の材料に対して攪拌軸103の周運動がこの鋭角部25a又は26aと衝突することになる。すると、上部又は下部回転体101,102の回転運動が、隅部を基点として鋭角部25a又は26aを引き裂くことになり、空隙を巻き込むように溶接欠陥が生じる可能性がある。そこで、被接合部材30A,30Bは、返し面33,34を形成することにより、鋭角な隅部を生じさせることなく溶接欠陥の発生を防止して、より確実に品質の良い接合部を得ることができる。
【0040】
接合時には接合部材30A,30Bの接合端面31,32が突き合わされるが、その際、返し面33,34がもう一方の接合部材30A,30Bの表面よりも全てが面外方向に出ていなければならないわけではない。攪拌軸103によって攪拌混練された接合部の材料が、接合端面31と返し面34(又は接合端面32と返し面33)との谷を超えて塑性流動するからである。そして、被接合部材30A,30Bの接合端部に返し面33,34が形成されている方が、先端が鋭角のままである場合よりも取り扱い易くなる。
【0041】
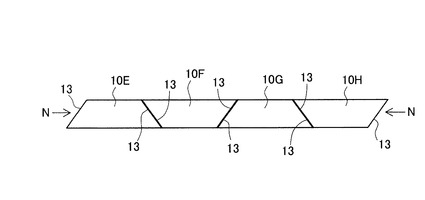
次に、傾斜した接合端面を有する被接合部材を3枚以上並べて接合体を構成する場合の接合方法について説明する。図6は、4枚の被接合部材を接合するために配置した状態の端面図である。被接合部材10(10E,10F,10G,10H)は、図面左右の幅方向両端に接合端面13が平行に形成された板材であって、図6にはその長手方向の端面が示されている。被接合部材10は、左右の接合端面13がハの字に広がり、長手方向断面が台形形状をしたものである。そして、被接合部材10E,10F,10G,10Hが交互に上下の向きを反転させ、隣り合う被接合部材10の接合端面13が突き合わされている。
【0042】
3枚以上の被接合部材10からなる接合体を作成する場合には、通常、これら被接合部材10をまとめて治具上に固定して摩擦攪拌接合が行われる。その際、隣り合う接合端面13同士がなるべく隙間無く突き合わされるようにするため、治具への固定作業や隣接する接合線の接合作業、その接合線の接合作業が行われ、それに伴って被接合部材10の間には面内圧縮荷重Nがかかる。
【0043】
従って、仮に接合端面13が全て同じ向きに傾いて長手方向断面が菱形をしたものであるとすると、面内圧縮荷重Nが加わることによって部材が回転しながら浮きあがろうとする副作用が働いてしまい、一本の接合線ごとに追加の支持機構が必要となってしまう。これに対して、ここでは長手方向断面を台形形状にし、接合端面13同士の突き合わせ方向が交互に反転している。これによれば、面内圧縮荷重Nがかかった場合でも、接合端面13の傾きによって、例えば被接合部材10E,10Gは沈み込もうとする方向に力が作用し、被接合部材10F,10Hは浮き上がろうとする力が作用する。よって、治具は定盤の上に配置するので、沈み込もうとする作用は自然に抑制することができる。そのため、浮き上がろうとする被接合部材10だけ反力をとればよいことになり、治具の構成が簡易になる。
【0044】
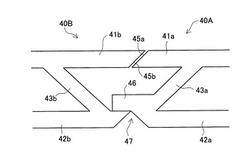
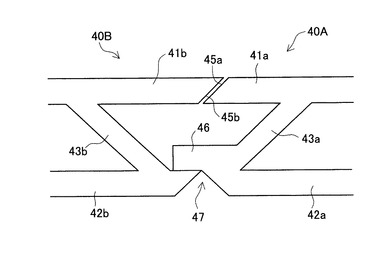
次に、図7は、本発明の実施形態である中空形材の接合継手を示した図である。この被接合部材40A,40Bは、ほぼ平行に設けられた上面板41a,41bと下面板42a,42bおよび、その上面板41aと下面板42a、或いは上面板41bと下面板42bとを連結する複数のリブ43a,43bによって構成された中空形材である。そして、本実施形態の接合体は、この被接合部材40A,40Bの接合に際して上面板41a,41bを摩擦攪拌接合し、下面板42a,42bをアーク溶接によって接合して構成するものである。従って、摩擦攪拌接合を行う上面板41a,42a同士の寸法精度が要求されるが、他方の下面板42a,42bの寸法精度は低くて済む。なお、下面板42a,42bの接合は、アーク溶接の他、レーザ溶接やレーザハイブリッド溶接であってもよい。
【0045】
上面板41a,41bは、前記図1の被接合部材10A,10Bと同様に、互いに突き合わされる接合端面45a,45bが傾斜した平面によって形成され、図面右側の接合端面45aが図面左側の接合端面45bの下になるように45度の角度で形成されている。一方、アーク溶接を行う下面板42a,42bは、片側の下面板42aには段差部46が形成され、そこに下面板42b先端が重ねられるようになっている。そして、下面板42a,42bの端面は開先47を構成する傾斜面が形成されている。更に、このような構成の継手部分は、被接合部材40Aが被接合部材40B側に入り込むようになっている。つまり、上面板41a,41b側では、接合端面45aが接合端面45bの下方、すなわち形材内側に配置され、下面板42a,42b側では、下面板42a側の段差部56が下面板42bの先端部の上方、すなわち形材内部に配置される。
【0046】
そこで、被接合部材40A,40Bを接合してなる接合体は、先ず上面板41a,41bが摩擦攪拌接合され、その後、反転して下面板42a,42bのアーク溶接が行われる。そのため、上下の2箇所を接合する中空形材であっても、一方のみを摩擦攪拌接合するため、寸法精度はその上面板41a,41bの寸法精度が要求されるが、他方の下面板42a,42bの寸法精度は低くて済む。しかも、上部回転体101と下部回転体102の挟み込み荷重によって傾斜した接合端面45a,45bが押し付けられて隙間が閉じるため、寸法公差の精度を下げることができるなど、生産コストを下げることが可能になる。そして、接合端面45a,45bの隙間を閉じた状態で摩擦攪拌接合を行うため、上面板41a,41bを接合してできた接合体の接合部における空洞の発生が抑止される。
【0047】
また、継手部分は被接合部材40Aが被接合部材40B側に入り込むため、両者に治具上で面内圧縮力が加えられた場合でも、より強固に嵌り合って面外方向へのずれを防ぐことになり、作業が容易になったり治具構成が簡易なものとなる。
なお、上面板41a,41bについては、接合端面45a,45bの角度を設定すること、鋭角部を面取りして返し面を形成すること、或いは板厚を大きくした突出部を形成することを、それぞれ加えた中空形材の被接合部材40A,40Bとしてもよい。
【0048】
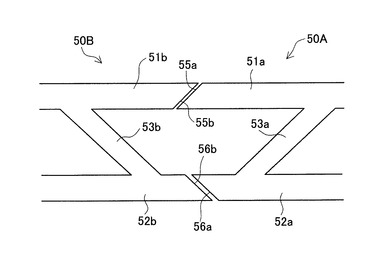
次に、図8は、被接合部材について、その接合が行われる継手部分を示した図である。この被接合部材50A,50Bは、ほぼ平行に設けられた上面板51a,51bと下面板52a,52bおよび、その上面板51aと下面板52a、或いは上面板51bと下面板52bとを連結する複数のリブ53a,53bによって構成された中空形材である。そして、被接合部材50A,50Bの接合に際して上面板51a,51b、下面板52a,52bをともに摩擦攪拌接合するようにしている。そのため、突き合わされる接合端面55a,55b、接合端面56a,56bがそれぞれの角度で傾斜した平面によって形成されている。
【0049】
被接合部材50A,50Bの継手部分は、一方が他方に嵌り込むように形成されている。被接合部材50Aの接合端面55a,56aが共に内側の狭まる方向に傾斜し、被接合部材50Bの接合端面55b,56bが共に外側の広がる方向に傾斜している。このとき、被接合部材50Aの接合端面55a,56aは、その延長線がほぼ直交するようにそれぞれの角度で形成され、これらに突き合わせられる被接合部材50Bの接合端面55b,56bも同様の角度で形成されている。
【0050】
更に、上面板51a,51bが先に摩擦攪拌接合され、その後に下面板52a,52bが摩擦攪拌接合される。従って、上面板51a,51bの接合時に下面板52a,52bの接合端面56a,56bが突き当たってしまい、接合端面55a,55bの突き合わせの妨げにならないように構成されている。すなわち、上面板51a,51bの接合端面55a,55bが突き合わせられた際、下面板52a,52bの接合端面56a,56bの間に隙間が空き、且つ上面板51a,51bが熱収縮した後も下の開口量が適正であるような寸法で形成されている。そして、その下面板52a,52bの接合端面56a,56bは、上面板51a,51bの接合端面55a,55bよりも面内方向の許容範囲が大きくなるように傾斜角度が大きく形成されている。
【0051】
よって、被接合部材50A,50Bの接合では、先に上面板51a,51bが摩擦攪拌接合され、その後、反転して下面板52a,52bが摩擦攪拌接合される。その際、接合端面55a,55bや接合端面56a,56bを傾斜した平面にしたため、上部回転体101と下部回転体102の挟み込み荷重によって接合端面55a,55b或いは接合端面56a,56bが押し付けられ、接合部における空洞の発生が抑止される。そして、接合時には接合端面55a,55bの隙間を閉じるため、寸法公差の精度を下げることができるなど、生産コストを下げることが可能になる。また、継手部分は被接合部材50Aが被接合部材50B側に入り込むため、両者に治具上で面内圧縮力が加えられた場合でも、より強固に嵌り合って面外方向へのずれを防ぐことになり、作業が容易になったり治具構成が簡易なものとなる。
【0052】
上下の接合端面55aと56a(55bと56b)の延長線が直交するように角度が設定されているので、それぞれの寸法合わせの干渉量が最小になる。また、例えば一方の接合端面55a,55bの位置を調整したときに、もう一方の接合端面56a,56bに与える影響が小さいので位置合わせが容易になる。
また、上面板55a,55bの接合が優先され、下面板56a,56b側が同時に当たらないようにしたが、傾斜角度を大きくして許容量を増やし、隙間を空けるようにしたため、先の接合による熱歪の影響を受けることなく品質の高い接合を得るとともに、治具にワークを固定する作業のコストを下げることができる。
【0053】
ところで、図4の被接合部材20C,20Dを示して説明したように、鋭角部が鈍角部よりも面外方向にせり上がるように部材を配置することで接合可能範囲が増加することになる。従って、上面板55a,55bの接合が優先され、下面板56a,56b側が同時に当たらないようにする場合、被接合部材50A,50Bは、下面板56a,56b側について鋭角部が鈍角部よりも面外方向(中空型材の外側)にせり上がるようにしてもよい。また、被接合部材50A,50Bは、上面板55a,55bと下面板56a,56bとの両方について鋭角部が鈍角部よりも面外方向にせり上がるようにし、特に下面板56a,56b側のせり上がり量を上面板55a,55b側のせり上がり量より大きくするようにしてもよい。
【0054】
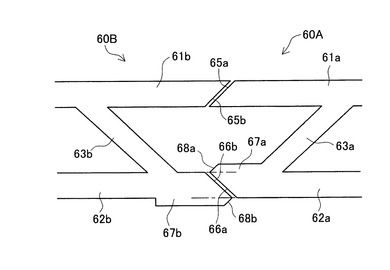
また、被接合部材50A,50Bでは、下面板52a,52bの接合端面56a,56bの傾斜角度が大きくなり、鋭角部の角度がより小さくなってしまっている。そこで、図9に示す被接合部材について提案する。この被接合部材60A,60Bは、ほぼ平行に設けられた上面板61a,61bと下面板62a,62bおよび、その上面板61aと下面板62a、或いは上面板61bと下面板62bとを連結する複数のリブ63a,63bによって構成された中空形材である。そして、被接合部材60A,60Bの接合に際して上面板61a,61b、下面板62a,62bをともに摩擦攪拌接合するようにしている。そのため、突き合わされる接合端面65a,65b、接合端面66a,66bがそれぞれの角度で傾斜した平面によって形成されている。
【0055】
更に、下面板62a,62bの先端部分は、リブ63a,63bから面内方向へ突き出した部分が内側と外側とにそれぞれ突出した突出部67a,67bになっている。そして、下面板62a,62bの接合端面66a,66bによってできる鋭角部を面取りして返し面68a,68bが形成されている。この突出部67a,67bや返し面68a,68bは、被接合部材60A,60Bの長手方向に連続して形成されている。そして、下面板62a,62bの板厚をTとした場合、突出部67a,67bの板厚T1は1.0T以上1.1T以下とする。
【0056】
よって、被接合部材60A,60Bの接合では、先に上面板61a,61bが摩擦攪拌接合され、その後、反転して下面板62a,62bが摩擦攪拌接合される。その際、接合端面65a,65bや接合端面66a,66bを傾斜した平面にしたので、上部回転体101と下部回転体102の挟み込み荷重によって接合端面65a,65b或いは接合端面66a,66bが押し付けられ、接合部における空洞の発生が抑止される。そのため、接合時には接合端面65a,65bの隙間が閉じられ、寸法公差の精度を下げることができるなど、生産コストを下げることが可能になる。また、継手部分は被接合部材60Aが被接合部材60B側に入り込むため、両者に治具上で面内圧縮力が加えられた場合でも、より強固に嵌り合って面外方向へのずれを防ぐことになり、作業が容易になったり治具構成が簡易なものとなる。
【0057】
上下の接合端面61aと62a(61bと62b)の延長線が直交するように角度が設定されているので、それぞれの寸法合わせの干渉量が最小になる。また、一方の例えば接合端面61a,61bの位置を調整したときに、もう一方の接合端面62a,62bに与える影響が小さいので位置合わせが容易になる。
また、上面板61a,61bの接合が優先され、下面板62a,62b側が同時に当たらないようにしたが、鋭角部を鈍角部よりもせり上がり量を増やし、かつ板厚を増やし、隙間を空けるようにしたため、先の接合による熱歪の影響を受けることなく品質の高い接合を得るとともに、治具にワークを固定する作業のコストを下げることができる。
【0058】
また、鋭角となる隅部が存在すると、隅部を基点として材料が引き裂かれることになり、空隙を巻き込むように溶接欠陥が生じる可能がある。しかし、被接合部材60A,60Bは、返し面68a,68bを形成することにより、鋭角な隅を生じさせることなく溶接欠陥の発生を防止して、より確実に品質の良い接合部を得ることができる。
そして更に、接合端部に突出部67a,67bを設けたため、板厚が増したことによって、接合部が肉厚になって摩擦攪拌時の熱影響による強度低下を補うことができるだけでなく、塑性流動させることによって空間を埋める作用が増すので、接合時の許容開口量そのものを広げる効果もある。
【0059】
以上、本発明に係る被接合部材、接合体及び摩擦攪拌接合方法について一実施形態を説明したが、本発明は、これらに限定されることなく、その趣旨を逸脱しない範囲で様々な変更が可能であることはいうまでもない。
【符号の説明】
【0060】
40A,40B 被接合部材
41a,41b 上面板
42a,42b 下面板
43a,43b リブ
45a,45b 接合端面
46 段差部
100 摩擦攪拌接合用工具
101 上部回転体
102 下部回転体
103 攪拌軸
【技術分野】
【0001】
本発明は、一方を摩擦攪拌接合し、他方をアーク溶接などによって接合する中空形材の接合継手及び接合体に関する。
【背景技術】
【0002】
アルミニウム材を摩擦攪拌接合する場合、回転する攪拌ピンを挿入するとともに回転体を被接合部材に押付けて、攪拌ピンによって摩擦熱を発生させる。その際、接合ツールの反力に対処するため、被接合部材が裏当金で支えられるようにして行われる。この裏当金は被接合物の面板の裏面に密着させて設置するものであって高い剛性を必要とする。摩擦攪拌接合では、従来から、こうした工具に変えてボビンツール型の回転工具を用いた摩擦攪拌接合方法が提案されている。
【0003】
図13は、下記特許文献1に記載する摩擦攪拌接合方法を示した図である。この摩擦攪拌接合方法では、被接合部材であるアルミニウム合金のプレート110A,110Bが端面同士突き合わされ、そうした接合部130に沿って摩擦攪拌接合用工具100が移動する。その摩擦攪拌接合用工具100は、ボビンツール型の回転工具であって、プレート110A,110Bの上下を挟み込む上部回転体101と下部回転体102、そしてその間の攪拌軸103を備えて構成されている。摩擦攪拌接合用工具100は、モータ104の駆動によって上部回転体101、下部回転体102及び攪拌軸103に回転が与えられ、攪拌軸103が接合部130に沿って矢印Fで示す方向に移動する。
【0004】
攪拌軸103は、機械的攪拌によって周囲のアルミニウム合金(材料)を塑性流動化させ、上部回転体101と下部回転体102は、上下方向からプレート110A,110Bを押さえ込んで可塑性ゾーンから材料が失われるのを防いでいる。従って、この状態で摩擦攪拌接合用工具100が接合部130の連続する接合線に沿って移動すると、プレート110A,110Bの軟化した材料は、塑性流動化して攪拌混練されつつ、移動する攪拌軸103の後方に流れる。そして、攪拌軸103の後方では、互いに混じり合ってできた可塑性材は摩擦熱を失って急速に冷却固化し、プレート110A,110Bが接合される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表平7−505090号公報
【特許文献2】特開平11−314183号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、ボビンツール型の摩擦攪拌接合用工具100によって接合する場合、接合部130の隙間が大きいと、摩擦攪拌接合後の肉厚が薄くなってしまう他、隙間の空気を巻き込んで接合部分に欠陥である空洞をつくってしまう。しかし、例えば鉄道車両用構体では、20〜25mもの長い距離に渡って突き合わせなければならないため、その寸法管理が容易ではなかった。従来の被接合部材は、図13に示すように、突き合わされたプレート110A,110Bの端面が垂直な平面であった。そのため、被接合部材端面の寸法公差に高い精度が必要な摩擦攪拌接合では、垂直な接合端面を有する被接合部材の加工費用が高価となる。同時に、摩擦攪拌接合に使用する治具も被接合部材の接合端面同士を正確に突き合わせるための高精度なものを要し、固定する際の位置決めと固定の作業工数も多くなって生産コストを上げてしまうという課題があった。
【0007】
そこで、本発明は、かかる課題を解決すべく、寸法精度を緩和させて生産コストを下げることが可能な中空形材の接合継手及び接合体を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明に係る中空形材の接合継手は、上面板と下面板が幅方向に複数並んだリブによって連結された中空形材であって、幅方向に並べた一対の中空形材の上面板同士及び下面板同士を接合するものであって、前記上面板と下面板の一方の接合端面には傾斜した平面が形成され、その接合端面同士を突き合わせた上面板同士又は下面板同士を摩擦攪拌接合する第1接合部と、前記第1接合部を構成する上面板又は下面板の他方には、当該他方の下面板同士又は上面板同士の接合端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合する第2接合部とを有し、一方の中空形材は、前記第1接合部の傾斜面が面外方向の外側を向いており、前記第2接合部の接合端部が面外方向の内側に位置し、他方の中空形材は、前記第1接合部の傾斜面が面外方向の内側を向いており、前記第2接合部の接合端部が面外方向の外側に位置するものであることを特徴とする。
【0009】
本発明に係る中空形材の接合体は、上面板と下面板が幅方向に複数並んだリブによって連結された中空形材であって、幅方向に並べた一対の中空形材の上面板同士及び下面板同士を接合したものであって、前記上面板と下面板の一方の接合端面には傾斜した平面が形成され、その接合端面同士を突き合わせた上面板同士又は下面板同士を摩擦攪拌接合する第1接合部と、前記第1接合部を構成する上面板又は下面板の他方には、当該他方の下面板同士又は上面板同士の接合端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合する第2接合部とを有し、一方の第1中空形材は、前記第1接合部の傾斜面が面外方向の外側を向いており、前記第2接合部の接合端部が面外方向の内側に位置し、他方の第2中空形材は、前記第1接合部の傾斜面が面外方向の内側を向いており、前記第2接合部の接合端部が面外方向の外側に位置し、第2中空形材の接合部に第1中空形材の接合部が嵌め込まれた継手部に、前記摩擦攪拌接合とアーク溶接、レーザ溶接またはレーザハイブリッド溶接による接合が行われたものであることを特徴とする。
【発明の効果】
【0010】
本発明によれば、上面板又は下面板の一方が摩擦攪拌接合され、他方はアーク溶接などが行われるため、上下の2箇所を接合する中空形材であっても、摩擦攪拌接合を行う一方についてその寸法精度が要求されるものの、アーク溶接などを行う他方に関してはその要求は低くなる。そして、特に摩擦攪拌接合を行う接合部の接合端面を傾斜させているため、より寸法公差の精度を落としてもよく、これによって生産コストを下げることが可能になる。
【図面の簡単な説明】
【0011】
【図1】被接合部材の一例について、その接合が行われる継手部分を示した図である。
【図2】図1の被接合部材について、その接合端面同士のずれを示した図である。
【図3】被接合部材の一例について、その接合が行われる継手部分を示した図である。
【図4】図3に示す被接合部材の変形例について、被接合部材の継手部分を示した図である。
【図5】被接合部材の一例について、その接合が行われる継手部分を示した図である。
【図6】4枚の被接合部材を接合する摩擦攪拌接合方法について示した図である。
【図7】中空形材の接合継手について実施形態を示した図である。
【図8】被接合部材の一例について、その接合が行われる継手部分を示した図である。
【図9】被接合部材の一例について、その接合が行われる継手部分を示した図である。
【図10】従来の被接合部材について、その接合が行われる継手部分を示した図である。
【図11】被接合部材同士を突き合わせる接合端面の変位と許容範囲について示した図である。
【図12】突出部を設けた被接合部材同士を突き合わせる接合端面の変位と許容範囲について示した図である。
【図13】ボビンツール型の摩擦攪拌接合用工具を使用した摩擦攪拌接合について示した図である。
【発明を実施するための形態】
【0012】
次に、本発明に係る中空形材の接合継手及び接合体について一実施形態を図面を参照しながら以下に説明する。本実施形態の被接合部材は、図13に示す摩擦攪拌接合用工具100のようなボビンツール型工具によって接合するものが対象であり、上部回転体101と下部回転体102とに挟み込まれて摩擦攪拌接合が行われる。そして、接合体は、その被接合部材によって構成されるものであり、摩擦攪拌接合方法は、その被接合部材をボビンツール型工具によって接合する方法である。
【0013】
図1は、被接合部材の一例について、その接合が行われる継手部分を示した図である。被接合部材10A,10Bは、互いに突き合わされる接合端面11,12が傾斜した平面によって形成され、図面右側の接合端面11が図面左側の接合端面12の下になるように角度が付けられている。被接合部材10A,10Bでは、その接合端面11,12の角度は45度で形成されている。
【0014】
ところで、接合体を製作する場合、その接合端部をある程度面外方向に変形させながら接合することは許容されている。なお、図10に示すように、接合される被接合部材110A,110Bが図示するように水平に置かれたとした場合、左右の水平方向Xを「面内」方向と表現し、それに直交する上下方向yを「面外」方向と表現する。
被接合部材110A,110Bの接合端面111,112にずれや隙間がある場合、摩擦攪拌接合用工具100の上部回転体101と下部回転体102で挟み込むことによって、その挟み込まれた接合端部に変形が加えられることが許容されている。つまり、接合後の寸法公差と材料強度の双方の点において許容される範囲で、接合端部が面外方向に変形を加えられることが許容されている。また、面内方向については、部材単体の公差あるいは位置決め精度の範囲で生じた接合端面111,112の隙間を閉じるため、接合端部に面内方向の圧縮力が拘束治具によって加えられる。
【0015】
接合する直前の状態において、面内方向の隙間に対する制約は、面外方向のずれに対する制約よりも厳しい。すなわち、被接合部材110A,110Bの板厚をTとすると、接合端面111,112について許容される位置の相対誤差は、面外誤差(y方向の段差量)が−0.1T〜+0.1Tであるのに対して、面内誤差(x方向の開口量)が0〜0.05Tである。発明者は様々な接合試験の結果、健全な継手を形成するには、突き合わされる部材の相対位置の許容量が前記のようであることを見出した。ところで、曲げに伴う被接合部材の面外変形に対する剛性は面内変形に対する剛性よりも、通常の寸法では1桁以上小さいことから、ツールの挟み込み荷重によって許容範囲で曲げを伴う弾性変形させることは現実的である。ここでは、要求精度が相対的に緩やかな面外方向の変位許容量と、施工の際の変形の許容量を利用し、面内方向の変位の必要精度をより緩やかにするための被接合部材について説明する。
【0016】
そこで先ず、被接合部材同士を突き合わせる接合端面の相対位置のずれと、その許容量について説明する。図11は、そのための説明図である。例えば、図1及び図10に示す被接合部材10や110であって、突き合わされる被接合部材の向かって左の被接合部材10B,110Bを基準とし、右側の被接合部材10A,110Aの正規の位置からのずれを(x,y)で表す。ここで、x軸は面内方向相対位置を表し、正の値は相対的に隙間が空く方向にずれていることを意味する。一方、y軸は面外方向相対位置を表し、正の値は相対的に右側の被接合部材の接合端面が図面上向きにずれていることを意味する。
【0017】
図10に示す従来の被接合部材110A,110Bのように、突き合わせた接合端面が垂直である場合、健全な継手を得るために接合時に許容しうる最大のずれ量は、面内方向にOC、面外方向にOAであるとする。この接合可能な範囲は、接合端面同士の関係がO−A−C−B−Oに囲まれた半月状の範囲となる。ここでは、OA=OBであり、曲線A−C−Bはx軸について対称である。なお、接合端面111,112が垂直である場合、第2象限と第3象限では被接合部材110A,110Bが重なり合ってしまうため、そのような位置で突き合わされることはない。
【0018】
そして、従来の被接合部材110A,110Bにおいて、接合端部をそれぞれ面外方向に変形させることが接合後の寸法公差と材料強度の両者において許容される場合、その許容される変形量を面外方向にAD,EBであるとする。この作用を容認すると、健全な接合が可能となる見地から、接合前に部材を固定する際の位置の許容範囲は縦に伸び、O−A−D−G−C−H−E−B−Oで囲まれた半月状の範囲にまで広がる。ここで、AD=CG=HC=EBであり、G−Hの範囲はy軸と平行な線分である。そして、曲線D−Gは曲線A−Cを平行移動したものであり、曲線H−Eは曲線C−Bを平行移動したものである。
【0019】
次に、図1に示す被接合部材10A,10Bについて説明する。図10に示す被接合部材110A,110Bの垂直な接合端面111,112の傾斜がゼロ度(y軸)である。従って、y軸を基準に傾斜角を見れば、被接合部材10A,10Bの接合端面11,12は45度の角度で傾斜している。そこで、被接合部材10A,10Bの接合端面11,12について図11上にその関係を示せば、時計回り方向に45度傾いたa−bが突き合せ面の隙間が無くなる線となる。ここで、曲線a−C−q−bは曲線A−C−Bの線形写像であり、O−AをO−aに、O−CをO−Cにそれぞれ変換する1次変換によって写像したものである。この場合、点aと点Aのy座標は等しく、点bと点Bのy座標が等しい。そしてまた、点qは曲線a−C−bがy軸と交わる位置である。
【0020】
45度に傾斜した接合端面11,12は、y座標の0の位置では、面内方向xの位置ずれの限界点がCであって、傾斜ゼロの接合端面111,112と一致する。そして、直線a−bの図面左上方は、被接合部材10A,10Bが重なり合う領域なので、そのような位置で接合端面11,12が突き合わされることはない。また、接合端面11,12同士の相対的な変位が第1象限にある場合は、右側の被接合部材10Aが左側の被接合部材10Bよりもy軸方向に高い位置にある。このとき、摩擦攪拌接合用工具100で被接合部材10A,10Bを挟み込むと、接合端面11が下がり接合端面12が上がる方向に剛体移動または弾性変形し、接合端面11,12の面内方向xの距離が大きくなってしまう。そのため、接合端面11,12の距離が大きくなって隙間が広がれば、摩擦攪拌接合が行われた場合に摩擦攪拌接合部内に欠陥を誘発し、品質の良い接合部を得ることはできなくなる。よって、実用上接合可能な範囲は、傾斜した半月状の領域O−j−a−k−C−q−b−Oから第1象限を除いた、O−C−q−b−Oに囲まれた範囲となる。
【0021】
そこで、剛体変位または弾性変形などによって、被接合部材10A,10Bの接合端面11,12部分が面外方向yへ変形を許す場合の許容相対変形量がAD,EBであるとする。すると、実用上接合可能なO−C−q−b−Oに囲まれた範囲は、そのO点およびC点がg点及びG点まで上がり、C点、q点及びb点がH点、n点及びe点へと下がる。そして、直線a−bのラインが45度の傾斜のままy軸方向上向きに距離ADだけ平行移動して直線f−gとなり、曲線a−C−bはy軸方向下向きに距離ADだけ平行移動して曲線h−m−n−eとなる。更に、x軸と平行な直線g−hが引かれる。なお、bf=eb=Og=AD=EBである。よって、許容変位量を考慮した場合、実用上接合可能な範囲O−C−q−b−Oは、拡大されて、b−f−p−g−j−k−h−m−n−e−bに囲まれた範囲となる。
【0022】
図1に示す被接合部材10A,10Bは、その接合端面11,12を傾けたことにより、適切に摩擦攪拌接合が可能な範囲を面内方向xについて従来のものより広くすることができた。すなわち、剛体変位、弾性変形または塑性変形による部材変位を考慮した場合であって、適切な摩擦攪拌接合を可能とする接合端面の相対的な位置関係は、従来の被接合部材110A,110BではO−A−D−G−C−H−E−B−Oの範囲であったものが、被接合部材10A,10Bではb−f−p−g−j−k−h−m−n−e−bの範囲になり、面外方向yには許容範囲が狭くなる一方で面内方向xについて広くなった。
【0023】
従来から面内方向xの許容量OCの狭いことが部品の公差を制約し、位置決めや固定作業などによる生産コストのアップの原因になっていた。しかし、被接合部材10A,10Bでは、前述したように接合端面11,12を傾けたことにより、面内方向xの許容量がO−Cからp−mに広がることになった。このことは、ボビンツール型の摩擦攪拌接合用工具100で接合を行う場合、被接合部材10A,10Bの接合端面11,12及び拘束治具について寸法公差の精度を下げることなどができ、位置決め精度も緩めることができ、そのことによって生産コストを下げることが可能になる。
【0024】
摩擦攪拌接合用工具100によって被接合部材10A,10Bを接合する場合、接合端面11,12が形成された接合端部を上部回転体101と下部回転体102によって荷重を加えて挟み込む。そして、摩擦攪拌接合用工具100が回転しながら接合線に沿って移動すると、攪拌軸103が、突き合わされた接合端面11,12部分を攪拌させ、その周囲の材料を塑性流動化させる。上部回転体101と下部回転体102は、上下から被接合部材10A,10Bの接合部を押さえ込んで可塑性ゾーンから材料が失われるのを防いでいる。従って、この状態で摩擦攪拌接合用工具100が接合部130に沿って移動すると、被接合部材10A,10Bの軟化した材料は塑性流動化して攪拌混練され、移動する攪拌軸103の後方に流れる。そして、その後方では摩擦熱を失って急速に冷却固化し、互いに混じり合ってできた可塑性材によって被接合部材10A,10Bが接合され、接合体がつくられる。
【0025】
接合端面11,12の相対的な位置関係がb−f−p−g−j−k−h−m−n−e−bの範囲内にある場合、上部回転体101と下部回転体102の挟み込み荷重によって傾斜している接合端面11,12が押し当てられる。そのため、摩擦攪拌時に被接合部材10A,10Bの接合端面11,12同士が押し当てられ、拘束治具を使って面内方向に圧縮力をかけて接合端面同士を押し当てる必要がなくなったり、またはその圧縮力を小さくすることができ、予荷重の弾性歪に相当する面内縮みを防ぐことができるようになった。また、被接合部材10A,10Bは、接合端面11,12同士が押し当てられるため、端面間の隙間が閉じられて接合時に空気が摩擦攪拌部に巻き込まれて空洞を発生させないようにできる。
【0026】
ところで、被接合部材10A,10Bの面外方向の中心位置、すなわち厚さ方向中心が互いに重なることが好ましいが、実用上は、ある程度のずれや、そのことによる接合部分の肉厚減少も許容されている。しかし、傾斜した接合端面11,12によって、被接合部材10A,10Bには接合端部に鋭角と鈍角ができるが、図2(a)に示すように、鈍角部が鋭角部よりもせり上がった状態(正断層)となるのは好ましくない。上部回転体101と下部回転体102との挟み込みによって被接合部材10Aが相対的に下降し、接合端面11,12の隙間が更に大きく開いてしまうからである。その一方で、図2(b)に示すように、鋭角部が鈍角部よりもせり上がった状態(逆断層)となる場合には、上部回転体101と下部回転体102との挟み込みによって被接合部材10Aが相対的に上昇し、接合端面11,12の隙間が小さくなる。
【0027】
よって、傾斜した接合端面11,12が形成された被接合部材10A,10Bを接合する場合には、図2(b)に示すように、接合端部の厚さ方向中心13が互いに相手の鈍角部側にずれるように逆断層状態に配置しておき、摩擦攪拌接合用工具100に挟み込まれて一致するようにするのが好ましい。これにより、図11において、限界線O−Cおよび限界線g−hがそれぞれ上に平行移動し、接合可能な領域がより広がることになる。
そこで、このとき逆断層の状態で配置された被接合部材10A,10Bの接合端部を、上部回転体101と下部回転体102とで挟み込んで摩擦攪拌接合が行われる。鋭角部を含む部材面が鈍角部を含む部材面よりも回転体101,102のショルダ面が強く接触し、その状態で攪拌軸103が接合端面11,12部分を攪拌させ、材料が塑性流動化して攪拌混練し、被接合部材10A,10Bが接合される。
【0028】
次に、図3は、被接合部材の一例について、その接合が行われる継手部分を示した図である。この被接合部材20A,20Bは、図1のものと同様に、互いに突き合わされる接合端面21,22が45度の角度で傾斜した平面によって形成され、図面右側の接合端面21が図面左側の接合端面22の下になるように角度が付けられている。そして、被接合部材20A,20Bの接合端部には、上部回転体101と下部回転体102のショルダ面の径よりも大きい幅になるように突出部23,24が形成されている。突出部23,24は、接合端面21,22に沿って部材長手方向(図面を貫く方向)に連続して形成され、下面側に突設されている。なお、板厚をTとした場合、突出部23,24の板厚T1は1.0T以上1.1T以下とする。
【0029】
被接合部材20A,20Bは、接合端面21,22が図示するように逆断層状態で配置され、その突き合わされた接合端面21,22の接合部が接合線に沿って摩擦攪拌接合される。よって、前記図1のものと同様な効果を奏する。すなわち、上部回転体101と下部回転体102の挟み込み荷重によって傾斜した接合端面21,22が押し付けられて隙間が閉じるため、寸法公差の精度を下げることができるなど、生産コストを下げることが可能になる。そして、接合端面21,22の隙間を閉じた状態で摩擦攪拌接合を行うため、被接合部材20A,20Bを接合してできた接合体の接合部における空洞の発生が抑止される。
【0030】
そして更に、接合端部に突出部23,24が設けられているため、板厚が増したことによって、接合部が肉厚になって摩擦攪拌時の熱影響による強度低下を補うことができるだけでなく、塑性流動して空間を埋める作用が増すことで接合時の許容開口量そのものを広げる効果もある。
なお、こうして接合端部に突出部を設ける場合は、図4に示す被接合部材20C,20Dのように、鋭角部側に突出部27,28を形成するようにしてもよい。なお、この場合でも突出部27,28は、接合端面25,26に沿って部材長手方向に連続して形成され、板厚をTとした場合、突出部27,28のT1は1.0T以上1.1T以下とする。
【0031】
ところで、接合端面11,12などの角度を45度として説明したが、角度の変更は可能であり、20度から70度の範囲で傾斜角度を変えることが好ましい。これは、20度より小さい角度では、傾斜を付けて面内方向の許容範囲を広げることの効果が小さく、逆に70度を超える範囲では接合範囲が広がってしまい摩擦攪拌接合用工具100による接合端面の適切な接合ができなくなるからである。より具体的には次の様な理由による。
【0032】
先ず、20度の値に関しては次のような理由による。接合端面の傾斜角θを0度から徐々に大きくすれば、図11に示す面内方向xの変位許容量の増加(線分C−m)は、tanθに比例するのでθが大きいほど有利である。従って、傾斜角θが小さいと線分C−mに相当する長さが短いため十分なメリットが得られない。また、上部及び下部回転体101,102による挟み込み荷重は、傾斜している接合端面を介し、接線力や法線力として伝達されて面内圧縮として作用する。そして、こうした接触面の摩擦力を無視すると、上部及び下部回転体101,102の挟み込み荷重を一定に保持したときに面内圧縮力の値はcotθ=1÷tanθに比例する。
【0033】
面外方向yの変位の許容量(線分O−A)は0.1Tで、開口許容量(線分O−C)は0.05Tである。面外方向の寸法許容量は、±0.05Tなのでトータル0.1Tの変位が許容される。この条件で、公差等級を1等級ゆるめることができる量1.25倍ほど開口許容量を増やすためには、θは20度である(θ=20度のとき、線分O−m=1.25×線分O−C)。適度な圧縮力は、欠陥(空洞)の発生を抑止するために有効であるが、傾斜角θが小さいとcotθが大きくなって面内圧縮が過大になり、部材の座屈や破壊などの悪影響がある。しかし、θが20度の場合は、cotθ=2.75となって面内圧縮もが過大にならなかった。
【0034】
一方、70度に関しては次のような理由による。攪拌軸103の径は板厚に近い値が採用されるが、被接合部材の端部同士を確実に接合するためには、接合端面を攪拌軸103による摩擦攪拌部分に巻き込んで攪拌混練する必要がある。実用上のピン直径は板厚をTとして、0.5T〜2.5Tの範囲にある。この比率は板厚に依存し、T=2mm程度の薄板では相対的に太い比率のものが使用され、T=30mm程度の厚板に対しては相対的に細い比率のものが使用される。そこで、直径を2.5Tとした場合に、接合端面が全て摩擦攪拌されるような角度θは70度である。
【0035】
なお、前記の角度45度は、被接合部材10A,10Bなどの板厚が2mm〜5mmの場合である。例えば、接合体である鉄道車両用構体によく用いられるアルミ合金では、押出し形材の接合部での板厚が2mm〜5mm程度である。この板厚に限定した場合、ピン直径は板厚をTとして、T〜2.5Tの範囲のものが用いられる。細い比率のものほど、強度品質の高い接合結果を得ることができるが、ピンの耐久性が低下するので実用上は1.25T程度のものが最もよく用いられる。接合時に与える弾性変形などによる面外方向の寸法変位量として0.1T(±0.5T)を考慮すると、接合線は0.1T×tanθ分だけ面内方向に広がる可能性があるので、この分を見込むと傾斜角θは40〜50度であることが好ましい。
【0036】
また、後述するように、傾斜した接合端面によってできる鋭角部に対し、面取りやR加工を施すような被接合部材の提案もあるが、50度を超えて角度が鋭くなると、面取りなどによって除去する分量が増えてしまい断面積が減少し接合部の板厚がやせてしまう。従って、板厚の低下や品質の低下につながるため傾斜角θは40〜50度であることが好ましい。更に、接合作業にあたっては、位置決めのための部材の移動や、面内開口を閉じることを目的として、面内圧縮荷重を加える工程がある。面内方向に圧縮力が加わった場合、傾斜角θが大きいと接合中に生じるこの面内圧縮力のため傾斜した接合端面が滑って変位しようとする。面内圧縮力を一定に保ったとき、斜面の楔作用による面外方向力はtanθ倍になり、傾斜角θを大きくしすぎると面外方向の力が過大となって、板が曲がるなどの悪影響が生じてしまう。従って、こうした点でも板厚の低下や品質の低下につながるため傾斜角θは40〜50度であることが好ましい。
【0037】
ところで、図4に示す被接合部材20C,20Dでは、突出部27,28を除く板厚Tの部分が面内方向に一致する正寸位置で、その突出部27,28が形成された接合端部の厚さ方向中心が互いに相手の鈍角部側にずれ、鋭角部が鈍角部よりも面外方向に上下に出っ張るようにせり上がっている。このとき、突出部27,28の面外方向の突出量をw1,w2とすると、図11に示すように接合可能範囲が増加することになる。すなわち、図12に示すように面外弾性変形ADを許容する場合の接合可能範囲が、w1,w2の絶対値が小さい方の値だけ面外方向に広がり、b−f−p−g−t−u−h−m−n−e−bによって囲まれた範囲になる。
【0038】
次に、図5は、被接合部材について、その接合が行われる継手部分を示した図である。この被接合部材30A,30Bは、前記図1のものと同様に、互いに突き合わされる接合端面31,32が傾斜した平面によって形成され、図面右側の接合端面31が図面左側の接合端面32の下になるように角度が付けられている。この被接合部材30A,30Bでは、その接合端面31,32の角度は45度で形成されている。そして、接合端面31,32によってできる鋭角部が面取りによって削除されている。面取りされた返し面33,34は、被接合部材30A,30Bの長手方向に連続して形成されている。更に、被接合部材30A,30Bには、返し面33,34が形成された側に突出部35,36が形成されている。この突出部35,36も部材長手方向に連続して形成されており、板厚をTとした場合、突出部27,28のT1は1.0T以上1.1T以下とする。なお、返し面33,34は、テーパ面でなくR面としてもよい。
【0039】
接合端部が鋭角であると、図4に示すように接合端面25,26が突き合わされた場合、鋭角部25a,26aが被接合部材20C,20Dの表面から飛び出してしまい、その下に鋭角となる隅部29ができる。摩擦攪拌接合用工具100は一定方向に回転しながら接合線上を移動するので、被接合部材20C,20Dの表か裏のいずれか一方は、接合前の材料に対して攪拌軸103の周運動がこの鋭角部25a又は26aと衝突することになる。すると、上部又は下部回転体101,102の回転運動が、隅部を基点として鋭角部25a又は26aを引き裂くことになり、空隙を巻き込むように溶接欠陥が生じる可能性がある。そこで、被接合部材30A,30Bは、返し面33,34を形成することにより、鋭角な隅部を生じさせることなく溶接欠陥の発生を防止して、より確実に品質の良い接合部を得ることができる。
【0040】
接合時には接合部材30A,30Bの接合端面31,32が突き合わされるが、その際、返し面33,34がもう一方の接合部材30A,30Bの表面よりも全てが面外方向に出ていなければならないわけではない。攪拌軸103によって攪拌混練された接合部の材料が、接合端面31と返し面34(又は接合端面32と返し面33)との谷を超えて塑性流動するからである。そして、被接合部材30A,30Bの接合端部に返し面33,34が形成されている方が、先端が鋭角のままである場合よりも取り扱い易くなる。
【0041】
次に、傾斜した接合端面を有する被接合部材を3枚以上並べて接合体を構成する場合の接合方法について説明する。図6は、4枚の被接合部材を接合するために配置した状態の端面図である。被接合部材10(10E,10F,10G,10H)は、図面左右の幅方向両端に接合端面13が平行に形成された板材であって、図6にはその長手方向の端面が示されている。被接合部材10は、左右の接合端面13がハの字に広がり、長手方向断面が台形形状をしたものである。そして、被接合部材10E,10F,10G,10Hが交互に上下の向きを反転させ、隣り合う被接合部材10の接合端面13が突き合わされている。
【0042】
3枚以上の被接合部材10からなる接合体を作成する場合には、通常、これら被接合部材10をまとめて治具上に固定して摩擦攪拌接合が行われる。その際、隣り合う接合端面13同士がなるべく隙間無く突き合わされるようにするため、治具への固定作業や隣接する接合線の接合作業、その接合線の接合作業が行われ、それに伴って被接合部材10の間には面内圧縮荷重Nがかかる。
【0043】
従って、仮に接合端面13が全て同じ向きに傾いて長手方向断面が菱形をしたものであるとすると、面内圧縮荷重Nが加わることによって部材が回転しながら浮きあがろうとする副作用が働いてしまい、一本の接合線ごとに追加の支持機構が必要となってしまう。これに対して、ここでは長手方向断面を台形形状にし、接合端面13同士の突き合わせ方向が交互に反転している。これによれば、面内圧縮荷重Nがかかった場合でも、接合端面13の傾きによって、例えば被接合部材10E,10Gは沈み込もうとする方向に力が作用し、被接合部材10F,10Hは浮き上がろうとする力が作用する。よって、治具は定盤の上に配置するので、沈み込もうとする作用は自然に抑制することができる。そのため、浮き上がろうとする被接合部材10だけ反力をとればよいことになり、治具の構成が簡易になる。
【0044】
次に、図7は、本発明の実施形態である中空形材の接合継手を示した図である。この被接合部材40A,40Bは、ほぼ平行に設けられた上面板41a,41bと下面板42a,42bおよび、その上面板41aと下面板42a、或いは上面板41bと下面板42bとを連結する複数のリブ43a,43bによって構成された中空形材である。そして、本実施形態の接合体は、この被接合部材40A,40Bの接合に際して上面板41a,41bを摩擦攪拌接合し、下面板42a,42bをアーク溶接によって接合して構成するものである。従って、摩擦攪拌接合を行う上面板41a,42a同士の寸法精度が要求されるが、他方の下面板42a,42bの寸法精度は低くて済む。なお、下面板42a,42bの接合は、アーク溶接の他、レーザ溶接やレーザハイブリッド溶接であってもよい。
【0045】
上面板41a,41bは、前記図1の被接合部材10A,10Bと同様に、互いに突き合わされる接合端面45a,45bが傾斜した平面によって形成され、図面右側の接合端面45aが図面左側の接合端面45bの下になるように45度の角度で形成されている。一方、アーク溶接を行う下面板42a,42bは、片側の下面板42aには段差部46が形成され、そこに下面板42b先端が重ねられるようになっている。そして、下面板42a,42bの端面は開先47を構成する傾斜面が形成されている。更に、このような構成の継手部分は、被接合部材40Aが被接合部材40B側に入り込むようになっている。つまり、上面板41a,41b側では、接合端面45aが接合端面45bの下方、すなわち形材内側に配置され、下面板42a,42b側では、下面板42a側の段差部56が下面板42bの先端部の上方、すなわち形材内部に配置される。
【0046】
そこで、被接合部材40A,40Bを接合してなる接合体は、先ず上面板41a,41bが摩擦攪拌接合され、その後、反転して下面板42a,42bのアーク溶接が行われる。そのため、上下の2箇所を接合する中空形材であっても、一方のみを摩擦攪拌接合するため、寸法精度はその上面板41a,41bの寸法精度が要求されるが、他方の下面板42a,42bの寸法精度は低くて済む。しかも、上部回転体101と下部回転体102の挟み込み荷重によって傾斜した接合端面45a,45bが押し付けられて隙間が閉じるため、寸法公差の精度を下げることができるなど、生産コストを下げることが可能になる。そして、接合端面45a,45bの隙間を閉じた状態で摩擦攪拌接合を行うため、上面板41a,41bを接合してできた接合体の接合部における空洞の発生が抑止される。
【0047】
また、継手部分は被接合部材40Aが被接合部材40B側に入り込むため、両者に治具上で面内圧縮力が加えられた場合でも、より強固に嵌り合って面外方向へのずれを防ぐことになり、作業が容易になったり治具構成が簡易なものとなる。
なお、上面板41a,41bについては、接合端面45a,45bの角度を設定すること、鋭角部を面取りして返し面を形成すること、或いは板厚を大きくした突出部を形成することを、それぞれ加えた中空形材の被接合部材40A,40Bとしてもよい。
【0048】
次に、図8は、被接合部材について、その接合が行われる継手部分を示した図である。この被接合部材50A,50Bは、ほぼ平行に設けられた上面板51a,51bと下面板52a,52bおよび、その上面板51aと下面板52a、或いは上面板51bと下面板52bとを連結する複数のリブ53a,53bによって構成された中空形材である。そして、被接合部材50A,50Bの接合に際して上面板51a,51b、下面板52a,52bをともに摩擦攪拌接合するようにしている。そのため、突き合わされる接合端面55a,55b、接合端面56a,56bがそれぞれの角度で傾斜した平面によって形成されている。
【0049】
被接合部材50A,50Bの継手部分は、一方が他方に嵌り込むように形成されている。被接合部材50Aの接合端面55a,56aが共に内側の狭まる方向に傾斜し、被接合部材50Bの接合端面55b,56bが共に外側の広がる方向に傾斜している。このとき、被接合部材50Aの接合端面55a,56aは、その延長線がほぼ直交するようにそれぞれの角度で形成され、これらに突き合わせられる被接合部材50Bの接合端面55b,56bも同様の角度で形成されている。
【0050】
更に、上面板51a,51bが先に摩擦攪拌接合され、その後に下面板52a,52bが摩擦攪拌接合される。従って、上面板51a,51bの接合時に下面板52a,52bの接合端面56a,56bが突き当たってしまい、接合端面55a,55bの突き合わせの妨げにならないように構成されている。すなわち、上面板51a,51bの接合端面55a,55bが突き合わせられた際、下面板52a,52bの接合端面56a,56bの間に隙間が空き、且つ上面板51a,51bが熱収縮した後も下の開口量が適正であるような寸法で形成されている。そして、その下面板52a,52bの接合端面56a,56bは、上面板51a,51bの接合端面55a,55bよりも面内方向の許容範囲が大きくなるように傾斜角度が大きく形成されている。
【0051】
よって、被接合部材50A,50Bの接合では、先に上面板51a,51bが摩擦攪拌接合され、その後、反転して下面板52a,52bが摩擦攪拌接合される。その際、接合端面55a,55bや接合端面56a,56bを傾斜した平面にしたため、上部回転体101と下部回転体102の挟み込み荷重によって接合端面55a,55b或いは接合端面56a,56bが押し付けられ、接合部における空洞の発生が抑止される。そして、接合時には接合端面55a,55bの隙間を閉じるため、寸法公差の精度を下げることができるなど、生産コストを下げることが可能になる。また、継手部分は被接合部材50Aが被接合部材50B側に入り込むため、両者に治具上で面内圧縮力が加えられた場合でも、より強固に嵌り合って面外方向へのずれを防ぐことになり、作業が容易になったり治具構成が簡易なものとなる。
【0052】
上下の接合端面55aと56a(55bと56b)の延長線が直交するように角度が設定されているので、それぞれの寸法合わせの干渉量が最小になる。また、例えば一方の接合端面55a,55bの位置を調整したときに、もう一方の接合端面56a,56bに与える影響が小さいので位置合わせが容易になる。
また、上面板55a,55bの接合が優先され、下面板56a,56b側が同時に当たらないようにしたが、傾斜角度を大きくして許容量を増やし、隙間を空けるようにしたため、先の接合による熱歪の影響を受けることなく品質の高い接合を得るとともに、治具にワークを固定する作業のコストを下げることができる。
【0053】
ところで、図4の被接合部材20C,20Dを示して説明したように、鋭角部が鈍角部よりも面外方向にせり上がるように部材を配置することで接合可能範囲が増加することになる。従って、上面板55a,55bの接合が優先され、下面板56a,56b側が同時に当たらないようにする場合、被接合部材50A,50Bは、下面板56a,56b側について鋭角部が鈍角部よりも面外方向(中空型材の外側)にせり上がるようにしてもよい。また、被接合部材50A,50Bは、上面板55a,55bと下面板56a,56bとの両方について鋭角部が鈍角部よりも面外方向にせり上がるようにし、特に下面板56a,56b側のせり上がり量を上面板55a,55b側のせり上がり量より大きくするようにしてもよい。
【0054】
また、被接合部材50A,50Bでは、下面板52a,52bの接合端面56a,56bの傾斜角度が大きくなり、鋭角部の角度がより小さくなってしまっている。そこで、図9に示す被接合部材について提案する。この被接合部材60A,60Bは、ほぼ平行に設けられた上面板61a,61bと下面板62a,62bおよび、その上面板61aと下面板62a、或いは上面板61bと下面板62bとを連結する複数のリブ63a,63bによって構成された中空形材である。そして、被接合部材60A,60Bの接合に際して上面板61a,61b、下面板62a,62bをともに摩擦攪拌接合するようにしている。そのため、突き合わされる接合端面65a,65b、接合端面66a,66bがそれぞれの角度で傾斜した平面によって形成されている。
【0055】
更に、下面板62a,62bの先端部分は、リブ63a,63bから面内方向へ突き出した部分が内側と外側とにそれぞれ突出した突出部67a,67bになっている。そして、下面板62a,62bの接合端面66a,66bによってできる鋭角部を面取りして返し面68a,68bが形成されている。この突出部67a,67bや返し面68a,68bは、被接合部材60A,60Bの長手方向に連続して形成されている。そして、下面板62a,62bの板厚をTとした場合、突出部67a,67bの板厚T1は1.0T以上1.1T以下とする。
【0056】
よって、被接合部材60A,60Bの接合では、先に上面板61a,61bが摩擦攪拌接合され、その後、反転して下面板62a,62bが摩擦攪拌接合される。その際、接合端面65a,65bや接合端面66a,66bを傾斜した平面にしたので、上部回転体101と下部回転体102の挟み込み荷重によって接合端面65a,65b或いは接合端面66a,66bが押し付けられ、接合部における空洞の発生が抑止される。そのため、接合時には接合端面65a,65bの隙間が閉じられ、寸法公差の精度を下げることができるなど、生産コストを下げることが可能になる。また、継手部分は被接合部材60Aが被接合部材60B側に入り込むため、両者に治具上で面内圧縮力が加えられた場合でも、より強固に嵌り合って面外方向へのずれを防ぐことになり、作業が容易になったり治具構成が簡易なものとなる。
【0057】
上下の接合端面61aと62a(61bと62b)の延長線が直交するように角度が設定されているので、それぞれの寸法合わせの干渉量が最小になる。また、一方の例えば接合端面61a,61bの位置を調整したときに、もう一方の接合端面62a,62bに与える影響が小さいので位置合わせが容易になる。
また、上面板61a,61bの接合が優先され、下面板62a,62b側が同時に当たらないようにしたが、鋭角部を鈍角部よりもせり上がり量を増やし、かつ板厚を増やし、隙間を空けるようにしたため、先の接合による熱歪の影響を受けることなく品質の高い接合を得るとともに、治具にワークを固定する作業のコストを下げることができる。
【0058】
また、鋭角となる隅部が存在すると、隅部を基点として材料が引き裂かれることになり、空隙を巻き込むように溶接欠陥が生じる可能がある。しかし、被接合部材60A,60Bは、返し面68a,68bを形成することにより、鋭角な隅を生じさせることなく溶接欠陥の発生を防止して、より確実に品質の良い接合部を得ることができる。
そして更に、接合端部に突出部67a,67bを設けたため、板厚が増したことによって、接合部が肉厚になって摩擦攪拌時の熱影響による強度低下を補うことができるだけでなく、塑性流動させることによって空間を埋める作用が増すので、接合時の許容開口量そのものを広げる効果もある。
【0059】
以上、本発明に係る被接合部材、接合体及び摩擦攪拌接合方法について一実施形態を説明したが、本発明は、これらに限定されることなく、その趣旨を逸脱しない範囲で様々な変更が可能であることはいうまでもない。
【符号の説明】
【0060】
40A,40B 被接合部材
41a,41b 上面板
42a,42b 下面板
43a,43b リブ
45a,45b 接合端面
46 段差部
100 摩擦攪拌接合用工具
101 上部回転体
102 下部回転体
103 攪拌軸
【特許請求の範囲】
【請求項1】
上面板と下面板が幅方向に複数並んだリブによって連結された中空形材であって、幅方向に並べた一対の中空形材の上面板同士及び下面板同士を接合する接合継手において、
前記上面板と下面板の一方の接合端面には傾斜した平面が形成され、その接合端面同士を突き合わせた上面板同士又は下面板同士を摩擦攪拌接合する第1接合部と、前記第1接合部を構成する上面板又は下面板の他方には、当該他方の下面板同士又は上面板同士の接合端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合する第2接合部とを有し、
一方の中空形材は、前記第1接合部の傾斜面が面外方向の外側を向いており、前記第2接合部の接合端部が面外方向の内側に位置し、他方の中空形材は、前記第1接合部の傾斜面が面外方向の内側を向いており、前記第2接合部の接合端部が面外方向の外側に位置するものであることを特徴とする中空形材の接合継手。
【請求項2】
上面板と下面板が幅方向に複数並んだリブによって連結された中空形材であって、幅方向に並べた一対の中空形材の上面板同士及び下面板同士を接合した接合体において、
前記上面板と下面板の一方の接合端面には傾斜した平面が形成され、その接合端面同士を突き合わせた上面板同士又は下面板同士を摩擦攪拌接合する第1接合部と、前記第1接合部を構成する上面板又は下面板の他方には、当該他方の下面板同士又は上面板同士の接合端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合する第2接合部とを有し、
一方の第1中空形材は、前記第1接合部の傾斜面が面外方向の外側を向いており、前記第2接合部の接合端部が面外方向の内側に位置し、他方の第2中空形材は、前記第1接合部の傾斜面が面外方向の内側を向いており、前記第2接合部の接合端部が面外方向の外側に位置し、
第2中空形材の接合部に第1中空形材の接合部が嵌め込まれた継手部に、前記摩擦攪拌接合とアーク溶接、レーザ溶接またはレーザハイブリッド溶接による接合が行われたものであることを特徴とする中空形材の接合体。
【請求項1】
上面板と下面板が幅方向に複数並んだリブによって連結された中空形材であって、幅方向に並べた一対の中空形材の上面板同士及び下面板同士を接合する接合継手において、
前記上面板と下面板の一方の接合端面には傾斜した平面が形成され、その接合端面同士を突き合わせた上面板同士又は下面板同士を摩擦攪拌接合する第1接合部と、前記第1接合部を構成する上面板又は下面板の他方には、当該他方の下面板同士又は上面板同士の接合端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合する第2接合部とを有し、
一方の中空形材は、前記第1接合部の傾斜面が面外方向の外側を向いており、前記第2接合部の接合端部が面外方向の内側に位置し、他方の中空形材は、前記第1接合部の傾斜面が面外方向の内側を向いており、前記第2接合部の接合端部が面外方向の外側に位置するものであることを特徴とする中空形材の接合継手。
【請求項2】
上面板と下面板が幅方向に複数並んだリブによって連結された中空形材であって、幅方向に並べた一対の中空形材の上面板同士及び下面板同士を接合した接合体において、
前記上面板と下面板の一方の接合端面には傾斜した平面が形成され、その接合端面同士を突き合わせた上面板同士又は下面板同士を摩擦攪拌接合する第1接合部と、前記第1接合部を構成する上面板又は下面板の他方には、当該他方の下面板同士又は上面板同士の接合端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合する第2接合部とを有し、
一方の第1中空形材は、前記第1接合部の傾斜面が面外方向の外側を向いており、前記第2接合部の接合端部が面外方向の内側に位置し、他方の第2中空形材は、前記第1接合部の傾斜面が面外方向の内側を向いており、前記第2接合部の接合端部が面外方向の外側に位置し、
第2中空形材の接合部に第1中空形材の接合部が嵌め込まれた継手部に、前記摩擦攪拌接合とアーク溶接、レーザ溶接またはレーザハイブリッド溶接による接合が行われたものであることを特徴とする中空形材の接合体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2009−190090(P2009−190090A)
【公開日】平成21年8月27日(2009.8.27)
【国際特許分類】
【出願番号】特願2009−132398(P2009−132398)
【出願日】平成21年6月1日(2009.6.1)
【分割の表示】特願2006−115361(P2006−115361)の分割
【原出願日】平成18年4月19日(2006.4.19)
【出願人】(000004617)日本車輌製造株式会社 (722)
【Fターム(参考)】
【公開日】平成21年8月27日(2009.8.27)
【国際特許分類】
【出願日】平成21年6月1日(2009.6.1)
【分割の表示】特願2006−115361(P2006−115361)の分割
【原出願日】平成18年4月19日(2006.4.19)
【出願人】(000004617)日本車輌製造株式会社 (722)
【Fターム(参考)】
[ Back to top ]