
中空部材接続部および中空部材をつくり出す方法
【課題】
鋼からなる中空部材(2)とアルミニウム材料からなる部材(3)の間の接続部(1)をつくり出すための方法において、押し嵌めることと関連して、摩擦結合的、形状結合的かつ材料結合的な接続を完成させる。
【解決手段】
まず、中空部材(2)が部材(3)上に押し嵌められる。その後、熱的な接合によって溶接層が、溶加材(19)を用いてもたらされ、この溶加材が、中空部材(2)と部材(3)の間の形状結合的かつ材料結合的な接続をつくり上げる。形状結合的な接続は、中空部材(2)の事前の変形によって押し嵌める端部(15)においてサポートされる。変形は、好ましくは、押し嵌める端部(15)をカラー(16)に向かって彫りゲルことによって行われる。
鋼からなる中空部材(2)とアルミニウム材料からなる部材(3)の間の接続部(1)をつくり出すための方法において、押し嵌めることと関連して、摩擦結合的、形状結合的かつ材料結合的な接続を完成させる。
【解決手段】
まず、中空部材(2)が部材(3)上に押し嵌められる。その後、熱的な接合によって溶接層が、溶加材(19)を用いてもたらされ、この溶加材が、中空部材(2)と部材(3)の間の形状結合的かつ材料結合的な接続をつくり上げる。形状結合的な接続は、中空部材(2)の事前の変形によって押し嵌める端部(15)においてサポートされる。変形は、好ましくは、押し嵌める端部(15)をカラー(16)に向かって彫りゲルことによって行われる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1の上位概念に係る、鋼からなる中興部材とアルミニウム材料からなる部材の間の接続部をつくり出す方法に関する。
【背景技術】
【0002】
さらに本発明は、請求項16に係る、鋼からなる中空部材の、アルミニウム材料からなる部材との中空部材接続部に関する。
【0003】
鋼材料およびアルミニウム材料からなる部材の接続には、例えばリベット留めやねじ取り付けのような、熱的でない接合方法がしばし用いられる。ここで異なる部材は、リベットまたはねじの形状的結合(Formschluss)によって互いに接続される。このような接続の強度はしかしながら、その点に限定された力伝達性のため限られている。
【0004】
鋼・アルミニウムのハイブリット部材による置換えは、今、車体中での大きな重量減少のポテンシャルと製品特性の改善性を有している。例えばリベット留め技術や接着技術のような、上述した冷間での接合方法は、必要な安定性をもたらさない。
【0005】
先行技術から、著しく異なる両合金、鋼およびアルミニウムの溶融温度にも関わらず、材料結合的な(stoffschluessig)溶接を実現する溶融溶接(Schmelzschweiss)方法が公知である。これらの方法は、溶接・はんだ付けプロセス(Schweiss-Loetprozess)としてもまた公知である。ここでは、アルミニウム部材の材料分のみが溶け、そして鋼からなる部材ははんだプロセスによってアルミニウム材料と材料結合的に接続される。鋼部材は、はんだプロセスを実行できるよう、溶接・はんだ付けプロセスの前にコーティングされる。そのようなコーティング(Beschichtung)は、例えば亜鉛めっきによって行われる。亜鉛メッキされた鋼部材は溶接金属(Schweissgut)でもって湿化され、金属間層(intermetallischen Phase)は、小さい寸法へと減少されることが可能である。ただし、この材料結合的な接続も、制限された強度しか有していない。
【0006】
特許文献1から鋼管・アルミニウム鋳造物の接続が公知であり、この接続は、鋼管のアルミニウム溶加材との形状結合的な(Umschweissen)によって実現される。この際、管の一方の側の部分がまず広げられ、そして鋳造材料からなる部材が、管の広げられた部分に配置される。引き続いて鋳造材料からなる部材は、管の広げられた部分が少なくとも部分的に形状結合的に取り囲まれるよう溶接される。これによって、管の広げられた部分が溶接金属によって到達(hintergriffen)され、それゆえ堅固な接続が、管の半径方向のみならず軸方向においても保証されるということが達成される。広げられた部分の形状結合的な取り囲みは、亜鉛メッキされた管に対しても亜鉛メッキされていない管に対しても使用することができる。
【0007】
特許文献1による接続部の欠点は、鋼管が、例えば固定装置によって熱的な接合まで追加的に固定されなければならないということである。さらに場合によっては、流動媒体によって作業されなければならず、これによって溶加材の溶融物(Schmelze)が鋼管に沿って流れるのが保証される。しかしながら、このような流動媒体はしばしば腐食性の特性を有しており、そのように接続されたハイブリット部材の耐久性に不利に働く。
【0008】
同様に不利であるのは、アルミニウム鋳造部品と鋼管の間に透き間が存在することである。この透き間を通して、溶接プロセスの間に周囲空気が溶融物の中に到達することができ、このことは劣悪な溶接結果と、これにともなって低い強度をもたらす。さらに作動中に湿気が鋼・アルミニウムの移行箇所に至ることがあり、これは更なる透き間の腐食へと通じる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】ドイツ国出願公開第102007060116号明細書
【発明の概要】
【発明が解決しようとする課題】
【0010】
したがって、本発明の課題は、異なる材料特性を有する二つの部材の接続が実現され、高い強度と耐久性において際立っているという方法を提供することである。
【課題を解決するための手段】
【0011】
本発明の課題は、請求項1の特徴に従い、鋼からなる中空部材とアルミニウム材料からなる部材の間の接続部をつくり出すための方法において、コーティングが中空部材にもたらされること、中空部材が部材上に押し嵌められること、および中空部材と部材とが熱的に接合されることを特徴とする方法によって実現される。
【0012】
そのように形成された接続部において有利であるのは、コーティングされた鋼管の縦方向押し嵌めによって摩擦結合的な接続部が、熱的な接合プロセス、例えばアルミニウム溶加材によるMIG溶接によってつくり出される材料結合的な接続部と組み合わされてつくり出されることである。同様に、プレス嵌めによって、熱的な接合の間に異なる部材を固定する過程が省略される。
【0013】
本方法のさらなる有利な実施バリエーションにおいては、熱的な接合と、中空部材と部材の間の材料結合的な接続部が、形状結合的な接続部によって補われる。形状結合的な接続部は、部材と中空部材の間に供給される溶接金属によってつくり出される。そのようにしてつくり出された材料結合的および摩擦結合的な接続部は、形状的結合によってその強度面でさらなる向上が行われる。
【0014】
アルミニウム部材が鋳造体としてまたは切削体として形成され、そして部材が、中空部材の収容領域での押し嵌めの前に切削加工で処理されると、有利である。これによって、押し嵌める中空部材を部材上へより正確にシートすることが実現可能である。さらにこれによって、製造公差を最小程度へ限定することが可能である。
【0015】
部材は、好ましくは受用芯を備えており、この受用芯に中空部材が押し嵌められる。そのようにして出来た受用芯と中空部材の間のプレス嵌めを介して、両部材の間の摩擦結合的な接続部が生じる。この摩擦結合的な接続部が、部材間の形状結合的かつ材料結合的な接続部を補う。これによって接続部の強度の更なる向上が行われる。
【0016】
好ましくは、受用芯はその自由端部に面取り角度を有しており、そしてある長さ、すなわちその長さにわたって中空部材が受用芯に押し嵌められる長さを有している。角度は、20度から60度の間の範囲にあるべきである。長さは、好ましくは8から60mmの間にあるべきである。この面取り部によって、二つの構造要素を特に簡単に接合する可能性が生じ、それは、中空部材が、押し嵌め過程の最初に面取り部によって中央に位置取られ、これによって開始領域において受用芯を介して簡単に押し嵌められることが可能であるということによって生じる。受用芯の長さおよび形状を選択することによって、摩擦結合的な接続部は、その強度面で影響を及ぼすことが可能であり、それは、受用芯の長い長さにおいては、高い摩擦結合的な接続部が出来上がるということによる。これと関係して、受用芯の短い長さにおいては、少ない摩擦結合的な接続部が出来上がる。その際面取り部は、ある半径により、または脚付きグラス状もしくはチューリップ状の形状により形成されている。
【0017】
本発明の有利な実施形においては、部材は、受用芯の周りを巡るくぼ地状のくぼみを、中空部材の変形された領域を収容するために有しており、このくぼみは谷部を有し、この谷部は両側に、ある半径の隆起部を有している。好ましくは、この半径は1から18mmの間にある。中空部材の変形された領域と組み合わされたくぼ地状のくぼみによって、両構造要素が、溶接によって形状結合的にも材料結合的にも接合されるという可能性が生じる。この際、くぼ地状のくぼみは、受用芯に関して、外側では溶接金属を収容するために使用され、内側では中空部材の変形された領域の収容のために使用される。外側において材料的結合によって部材と接続される溶接金属は、これによって中空部材の変形された領域のためのアンダーカット(Hinterschneidung)を形成する。これによって形状結合的な接続部が生じ、この接続部は、静的なおよび動的な引張り、曲げ、およびねじり負荷において、特に高い強度へと通ずる。
【0018】
好ましくは、くぼ地状のくぼみは、内側においては受用芯によって制限され、かつ外側においては収容隆起部によって制限されている。その際、収容隆起部はある高さを有しているべきであり、その高さは好ましくは3mmから10mmの間にある。同様に、収容隆起部は、受用芯の方を向けられた側において、受用芯の長手軸に対してある角度を有しているべきである。この角度は、好ましくは20度から60度の間にあるべきである。上述した受用芯のための特性は、熱的な接合の際に、溶接金属と溶接溶加材を収容するための最善の特性を与える。
【0019】
好ましくは、中空部材は、押し嵌めの前に、押し嵌める端部において変形され及び/又は較正される。変形過程は、好ましくは、押し嵌める端部をカラーに向けて広げることによって行われる。その際中空部材は、接続部領域において様々な断面を有しているが、特には円形である。同様に、非円形、楕円形、および角ばった断面も可能である。したがって変形は、各部材タイプに合わせて成されるべきである。使用される部材タイプを通じて、受用芯と関連した中空部材の内側輪郭が、中空部材と部材を互いに整向することによって、中空部材の部材への調整および較正が行われる。中空部材と受用芯は、発明にしたがい四角形または多角形に形成されることが可能である。
【0020】
好ましくは、中空部材の変形の際、押し嵌める端部において、中空部材の内側には一つの半径が形成され、この半径は、くぼ地状のくぼみの内側にある半径と同じである。中空部材と部材の間で行われた圧縮接続は、これによって、端部領域における部材と中空部材の間の隙間を生じさせない。これによって、熱的な接合の間に周囲空気が溶融物中に届き、これによって劣悪な溶接結果に至るということが排除される。同様に、周囲空気からの湿気も、そのようにして作り出された圧縮接続中に届くということがないので、隙間の腐食に至ることが無い。両方の利点は、そのようにしてつくり出された接続部の強度と耐久性を向上させる。さらに、中空部材の受用芯への嵌めこみ(Aufstauchen)は発明にしたがう一つの実施バリエーションを提示する。中空部材端部の機械的な後処理は、嵌めこみ(Aufstauchen)によって省略される。
【0021】
さらなる有利な実施形において、中空部材は、その変形された端部において、中空部材の外側へトリム(Entgraten)されている。ここで、熱的な接合の間に、トリムされた端部によって、中空部材と部材の間で発生する隙間が最小限へと減少される。これは同様に、そのようにしてつくり出された接続部の強度と耐久性の改善へと通ずる。
【0022】
好ましくは、中空部材は、亜鉛メッキまたはコーティング溶射(Spritzbeschichten)によってコーティングされる。亜鉛メッキは、低温亜鉛メッキまたは高温亜鉛メッキとして形成され、コーティング溶射は、好ましくはアルミニウム溶射コーティングまたは亜鉛溶射コーティングとして形成される。アルミニウムからなる部材をコーティングされた中空部材と接続するのは、溶接はんだ付け(Schweissloeten)を用いて材料結合的に行われ、これはコーティングへと通じている。基本的に錫コーティングもまた可能である。
【0023】
好ましくは、熱的な接合の際に、一つの溶加材が使用され、この溶加材は、特に有利な実施形では、アルミニウム合金からなる。そのような使用される溶加材は、熱的な接合プロセス、溶接によって、収容隆起部の内側の面と接合され、そしてそのようにして一つの材料結合的な、強固な接続部を形成する。中空部材の側では、溶加材が熱的な接合、溶接はんだ付けによって、中空部材のコーティングと接続される。これによってこちら側でも同様に材料結合的な接続部がつくり上げられる。
【0024】
熱的な接合が、シールドガス(Schutzgas)を用いて行われると有利である。これによって、特に良好な接合プロセスのコントロールおよび制御が行われる。基本的に、シールドガスとしてはアルゴンが選択されるべきであり、質量比率50%までのヘリウム混合物は、構造依存して、改善された溶接結果へと通ずる。
【0025】
有利な実施バリエーションでは、熱的な接合は一層または多層に行われることが可能である。接合プロセスの多層での可能性によって、接続の要求に応じることが可能である。利点は、高められた強度と、溶接域での少ない熱的影響によって生じる。多層での溶接プロセスの際に、唯一の工程にのみによらず、多くの溶接金属が材料結合的に接続されてもよい。溶加材は、複数の層に塗布されることが可能である。
【0026】
複数層の実施形での接合中、異なる溶接層をもたらす間に、機械的、物理的及び/又は化学的な溶接シームの洗浄が行われる。そのような洗浄は、例えばドライスノージェットクリーニング(Trockenschneestrahlen)によって行われる。洗浄された溶接シームは、より良い接続部に通じ、そして処理されていない溶接シームに比べて、続いてもたらされる溶接シームのためにより良い溶接結果へと通じる。
【0027】
本発明の主題は、上述した方法によってつくりあげられた中空部材接続部でもある。鋼からなる中空部材は、アルミニウム材料からなる部材と材料結合的および摩擦結合的に接続される。中空部材は、部材上へと押し嵌められ、そして追加的に熱的にこれと接合される。接続は、存在する形状に応じて追加的に、形状的結合によって補われることが可能である。
【0028】
本発明の更なるメリット、特徴、特性および観点は、以下に続く説明、図面に基づく好ましい実施形態から明らかとなる。これらは単に、本発明の簡単な理解のために使用される。
【図面の簡単な説明】
【0029】
【図1】発明にしたがいつくり上げられた接続部の簡略断面図
【図2】部材の収容領域の簡略断面図
【図3】他の実施形の部材の収容領域の簡略断面図
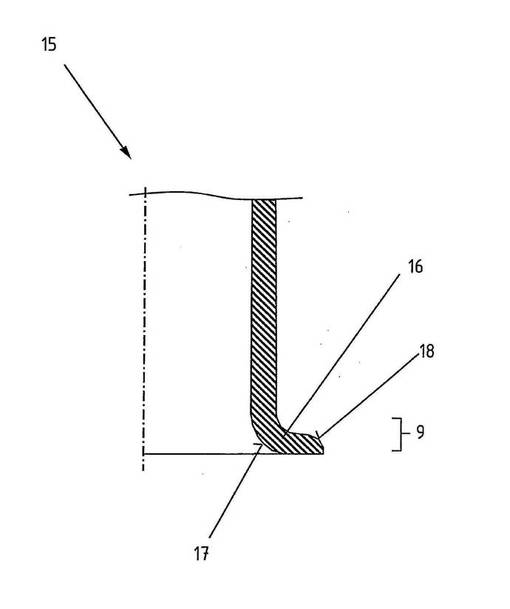
【図4】押し嵌める中空部材の簡略断面図
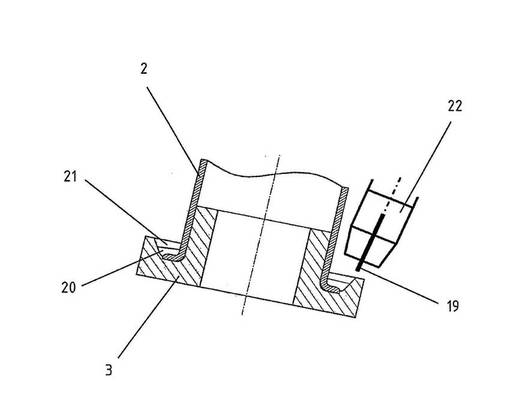
【図5】熱的な接合過程の原理見取図
【発明を実施するための形態】
【0030】
図中では、同じまたは同様な部材に対しては、同一の符号が使用される。その際、繰り返しての説明が簡単のための理由から省かれたとしても、対応するまたは比較可能な利点が達成される。
【0031】
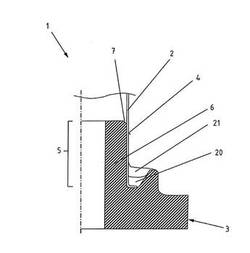
図1は、発明にかかる、中空部材2の部材3との接続部1を示す。中空部材2は、鋼から形成されており、部材3はアルミニウムから、好ましくはアルミ鋳造体(Aluminiumgusskoerper)として形成されている。中空部材2上には、コーティング4が、すくなくとも収容範囲5において塗布されている。中空部材2を部材3に押し嵌めることによって、摩擦結合による(kraftschluessig)接続が、収容範囲5内で、中空部材2と部材3の間に生じる。摩擦結合による接続は、コーティングされた中空部材2と部材3の間の干渉(Uebermass)によって生じる。中空部材2を部材3に押し嵌めるために、受用芯6は、その上方自由端部に面取り部7(Fase)を有している。
【0032】
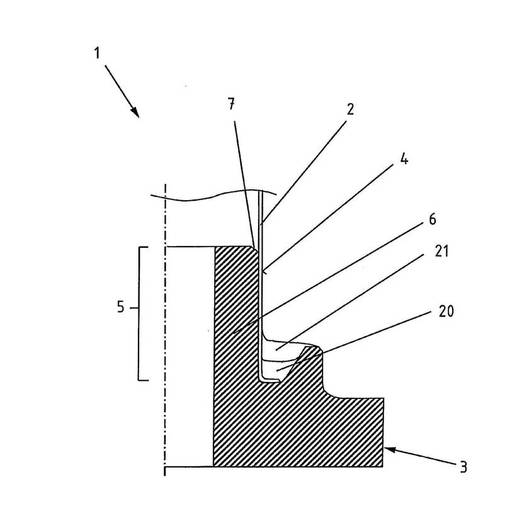
図2は、押し嵌められた中空部材2を有さない部材3の模範的な断面を示している。受用芯6の下方端部に、部材3はくぼみ8を有している。このくぼみ8内に、中空部材2の変形された領域9がはまり込む。くぼみ8は、谷部10が特徴的である。この谷部10は、両側に湾曲部11を有しており、この湾曲部が受用芯6の傍らで内側にある面12へと移行し、外側にある面13へと移行する。部材3は、外側にある面13に収容隆起部14を有している。この収容隆起部14は、熱的な接合プロセス中に溶接金属(Schweissgut)を収容するために使用される。外側にある面13は、このため、受用芯6の長手軸Lに対して角度αで伸びている。溶接バーナー(Schweissbrenner)で有利に溶接金属をもたらすために、および、収容隆起部14と溶接金属の間の接触面を増加させるために、角度αは、好ましくは10度から75度の間の範囲にある。
【0033】
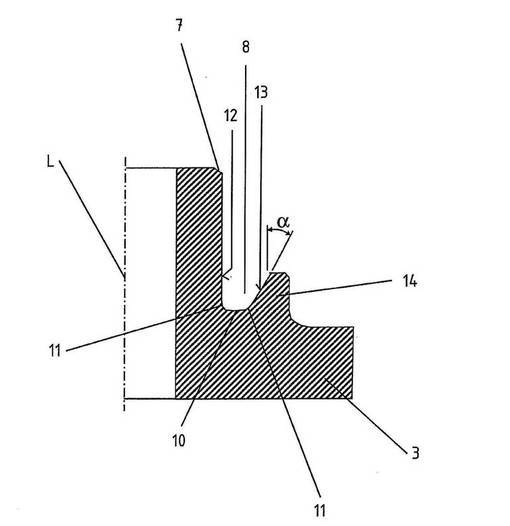
図3は、部材3の他の実施バリエーションを断面図で示す。ここで面取り部7は、ある半径の湾曲部を有している。さらに、中央の長手軸Lに向けられた、部材3の領域Bは、頑丈に形成されており、その際これは収容領域5において面取り部7から長手軸Lに向かって谷状に傾斜しており、そしてくぼみVが形成される。管端部を受用芯6上に、嵌めこむ(Aufstauchen)ことにより、くぼみVによって最適な応力推移が生じる。
【0034】
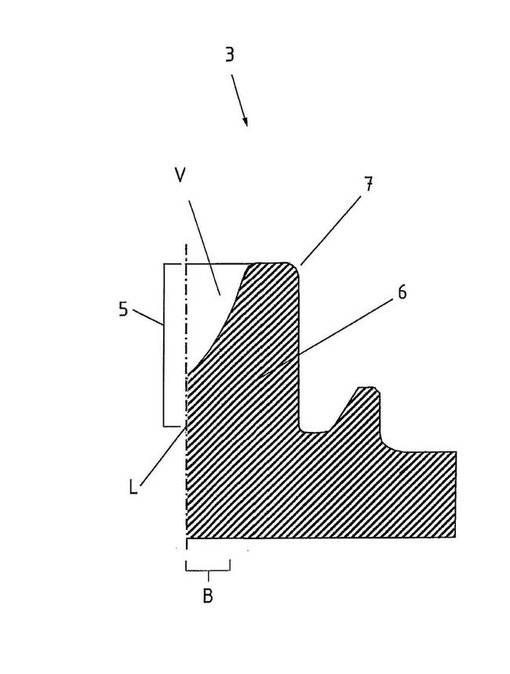
図4は、中空部材2の押し嵌められた端部15の断面を示す。その際、中空部材2は、押し嵌める端部15をカラー16に向かって広げることによって変形がなされている。カラー16にむかって変形された領域9は、中空部材2の内側にカラー内側部分17を有しており、内側にある面12上のくぼみ8の半径と同じ半径を有している。カラー16の外側部分18には、中空部材2が、一方の面上でトリムされている。
【0035】
図5は、熱的な接合プロセスを簡略的に表わした図を示している。ここで中空部材2は、部材3上に押し嵌められている。それはくぼみ8内で、溶接層によって溶加材19でもって形状結合的および材料結合的に部材3と接合されている。ここで熱的な接合プロセスは、模範的には二層で実施される。その際、第一番目は層20、第二番目は層21が示されている。層20、21はバーナー22によって、ここでは例えばMIG溶接プロセスでもたらされる。
【符号の説明】
【0036】
1 接続部
2 中空部材
3 部材
4 コーティング
5 収容領域
6 受用芯
7 面取り部
8 くぼみ
9 変形された領域(中空部材)
10 谷部
11 湾曲部
12 内側にある面
13 外側にある面
14 収容隆起部
15 押し嵌められた端部
16 カラー
17 内側部分
18 外側部分
19 溶加材
20 第一溶接層
21 第二溶接層
22 バーナー
B 領域
L 受用芯長手軸
V くぼみ
α 角度
【技術分野】
【0001】
本発明は、請求項1の上位概念に係る、鋼からなる中興部材とアルミニウム材料からなる部材の間の接続部をつくり出す方法に関する。
【背景技術】
【0002】
さらに本発明は、請求項16に係る、鋼からなる中空部材の、アルミニウム材料からなる部材との中空部材接続部に関する。
【0003】
鋼材料およびアルミニウム材料からなる部材の接続には、例えばリベット留めやねじ取り付けのような、熱的でない接合方法がしばし用いられる。ここで異なる部材は、リベットまたはねじの形状的結合(Formschluss)によって互いに接続される。このような接続の強度はしかしながら、その点に限定された力伝達性のため限られている。
【0004】
鋼・アルミニウムのハイブリット部材による置換えは、今、車体中での大きな重量減少のポテンシャルと製品特性の改善性を有している。例えばリベット留め技術や接着技術のような、上述した冷間での接合方法は、必要な安定性をもたらさない。
【0005】
先行技術から、著しく異なる両合金、鋼およびアルミニウムの溶融温度にも関わらず、材料結合的な(stoffschluessig)溶接を実現する溶融溶接(Schmelzschweiss)方法が公知である。これらの方法は、溶接・はんだ付けプロセス(Schweiss-Loetprozess)としてもまた公知である。ここでは、アルミニウム部材の材料分のみが溶け、そして鋼からなる部材ははんだプロセスによってアルミニウム材料と材料結合的に接続される。鋼部材は、はんだプロセスを実行できるよう、溶接・はんだ付けプロセスの前にコーティングされる。そのようなコーティング(Beschichtung)は、例えば亜鉛めっきによって行われる。亜鉛メッキされた鋼部材は溶接金属(Schweissgut)でもって湿化され、金属間層(intermetallischen Phase)は、小さい寸法へと減少されることが可能である。ただし、この材料結合的な接続も、制限された強度しか有していない。
【0006】
特許文献1から鋼管・アルミニウム鋳造物の接続が公知であり、この接続は、鋼管のアルミニウム溶加材との形状結合的な(Umschweissen)によって実現される。この際、管の一方の側の部分がまず広げられ、そして鋳造材料からなる部材が、管の広げられた部分に配置される。引き続いて鋳造材料からなる部材は、管の広げられた部分が少なくとも部分的に形状結合的に取り囲まれるよう溶接される。これによって、管の広げられた部分が溶接金属によって到達(hintergriffen)され、それゆえ堅固な接続が、管の半径方向のみならず軸方向においても保証されるということが達成される。広げられた部分の形状結合的な取り囲みは、亜鉛メッキされた管に対しても亜鉛メッキされていない管に対しても使用することができる。
【0007】
特許文献1による接続部の欠点は、鋼管が、例えば固定装置によって熱的な接合まで追加的に固定されなければならないということである。さらに場合によっては、流動媒体によって作業されなければならず、これによって溶加材の溶融物(Schmelze)が鋼管に沿って流れるのが保証される。しかしながら、このような流動媒体はしばしば腐食性の特性を有しており、そのように接続されたハイブリット部材の耐久性に不利に働く。
【0008】
同様に不利であるのは、アルミニウム鋳造部品と鋼管の間に透き間が存在することである。この透き間を通して、溶接プロセスの間に周囲空気が溶融物の中に到達することができ、このことは劣悪な溶接結果と、これにともなって低い強度をもたらす。さらに作動中に湿気が鋼・アルミニウムの移行箇所に至ることがあり、これは更なる透き間の腐食へと通じる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】ドイツ国出願公開第102007060116号明細書
【発明の概要】
【発明が解決しようとする課題】
【0010】
したがって、本発明の課題は、異なる材料特性を有する二つの部材の接続が実現され、高い強度と耐久性において際立っているという方法を提供することである。
【課題を解決するための手段】
【0011】
本発明の課題は、請求項1の特徴に従い、鋼からなる中空部材とアルミニウム材料からなる部材の間の接続部をつくり出すための方法において、コーティングが中空部材にもたらされること、中空部材が部材上に押し嵌められること、および中空部材と部材とが熱的に接合されることを特徴とする方法によって実現される。
【0012】
そのように形成された接続部において有利であるのは、コーティングされた鋼管の縦方向押し嵌めによって摩擦結合的な接続部が、熱的な接合プロセス、例えばアルミニウム溶加材によるMIG溶接によってつくり出される材料結合的な接続部と組み合わされてつくり出されることである。同様に、プレス嵌めによって、熱的な接合の間に異なる部材を固定する過程が省略される。
【0013】
本方法のさらなる有利な実施バリエーションにおいては、熱的な接合と、中空部材と部材の間の材料結合的な接続部が、形状結合的な接続部によって補われる。形状結合的な接続部は、部材と中空部材の間に供給される溶接金属によってつくり出される。そのようにしてつくり出された材料結合的および摩擦結合的な接続部は、形状的結合によってその強度面でさらなる向上が行われる。
【0014】
アルミニウム部材が鋳造体としてまたは切削体として形成され、そして部材が、中空部材の収容領域での押し嵌めの前に切削加工で処理されると、有利である。これによって、押し嵌める中空部材を部材上へより正確にシートすることが実現可能である。さらにこれによって、製造公差を最小程度へ限定することが可能である。
【0015】
部材は、好ましくは受用芯を備えており、この受用芯に中空部材が押し嵌められる。そのようにして出来た受用芯と中空部材の間のプレス嵌めを介して、両部材の間の摩擦結合的な接続部が生じる。この摩擦結合的な接続部が、部材間の形状結合的かつ材料結合的な接続部を補う。これによって接続部の強度の更なる向上が行われる。
【0016】
好ましくは、受用芯はその自由端部に面取り角度を有しており、そしてある長さ、すなわちその長さにわたって中空部材が受用芯に押し嵌められる長さを有している。角度は、20度から60度の間の範囲にあるべきである。長さは、好ましくは8から60mmの間にあるべきである。この面取り部によって、二つの構造要素を特に簡単に接合する可能性が生じ、それは、中空部材が、押し嵌め過程の最初に面取り部によって中央に位置取られ、これによって開始領域において受用芯を介して簡単に押し嵌められることが可能であるということによって生じる。受用芯の長さおよび形状を選択することによって、摩擦結合的な接続部は、その強度面で影響を及ぼすことが可能であり、それは、受用芯の長い長さにおいては、高い摩擦結合的な接続部が出来上がるということによる。これと関係して、受用芯の短い長さにおいては、少ない摩擦結合的な接続部が出来上がる。その際面取り部は、ある半径により、または脚付きグラス状もしくはチューリップ状の形状により形成されている。
【0017】
本発明の有利な実施形においては、部材は、受用芯の周りを巡るくぼ地状のくぼみを、中空部材の変形された領域を収容するために有しており、このくぼみは谷部を有し、この谷部は両側に、ある半径の隆起部を有している。好ましくは、この半径は1から18mmの間にある。中空部材の変形された領域と組み合わされたくぼ地状のくぼみによって、両構造要素が、溶接によって形状結合的にも材料結合的にも接合されるという可能性が生じる。この際、くぼ地状のくぼみは、受用芯に関して、外側では溶接金属を収容するために使用され、内側では中空部材の変形された領域の収容のために使用される。外側において材料的結合によって部材と接続される溶接金属は、これによって中空部材の変形された領域のためのアンダーカット(Hinterschneidung)を形成する。これによって形状結合的な接続部が生じ、この接続部は、静的なおよび動的な引張り、曲げ、およびねじり負荷において、特に高い強度へと通ずる。
【0018】
好ましくは、くぼ地状のくぼみは、内側においては受用芯によって制限され、かつ外側においては収容隆起部によって制限されている。その際、収容隆起部はある高さを有しているべきであり、その高さは好ましくは3mmから10mmの間にある。同様に、収容隆起部は、受用芯の方を向けられた側において、受用芯の長手軸に対してある角度を有しているべきである。この角度は、好ましくは20度から60度の間にあるべきである。上述した受用芯のための特性は、熱的な接合の際に、溶接金属と溶接溶加材を収容するための最善の特性を与える。
【0019】
好ましくは、中空部材は、押し嵌めの前に、押し嵌める端部において変形され及び/又は較正される。変形過程は、好ましくは、押し嵌める端部をカラーに向けて広げることによって行われる。その際中空部材は、接続部領域において様々な断面を有しているが、特には円形である。同様に、非円形、楕円形、および角ばった断面も可能である。したがって変形は、各部材タイプに合わせて成されるべきである。使用される部材タイプを通じて、受用芯と関連した中空部材の内側輪郭が、中空部材と部材を互いに整向することによって、中空部材の部材への調整および較正が行われる。中空部材と受用芯は、発明にしたがい四角形または多角形に形成されることが可能である。
【0020】
好ましくは、中空部材の変形の際、押し嵌める端部において、中空部材の内側には一つの半径が形成され、この半径は、くぼ地状のくぼみの内側にある半径と同じである。中空部材と部材の間で行われた圧縮接続は、これによって、端部領域における部材と中空部材の間の隙間を生じさせない。これによって、熱的な接合の間に周囲空気が溶融物中に届き、これによって劣悪な溶接結果に至るということが排除される。同様に、周囲空気からの湿気も、そのようにして作り出された圧縮接続中に届くということがないので、隙間の腐食に至ることが無い。両方の利点は、そのようにしてつくり出された接続部の強度と耐久性を向上させる。さらに、中空部材の受用芯への嵌めこみ(Aufstauchen)は発明にしたがう一つの実施バリエーションを提示する。中空部材端部の機械的な後処理は、嵌めこみ(Aufstauchen)によって省略される。
【0021】
さらなる有利な実施形において、中空部材は、その変形された端部において、中空部材の外側へトリム(Entgraten)されている。ここで、熱的な接合の間に、トリムされた端部によって、中空部材と部材の間で発生する隙間が最小限へと減少される。これは同様に、そのようにしてつくり出された接続部の強度と耐久性の改善へと通ずる。
【0022】
好ましくは、中空部材は、亜鉛メッキまたはコーティング溶射(Spritzbeschichten)によってコーティングされる。亜鉛メッキは、低温亜鉛メッキまたは高温亜鉛メッキとして形成され、コーティング溶射は、好ましくはアルミニウム溶射コーティングまたは亜鉛溶射コーティングとして形成される。アルミニウムからなる部材をコーティングされた中空部材と接続するのは、溶接はんだ付け(Schweissloeten)を用いて材料結合的に行われ、これはコーティングへと通じている。基本的に錫コーティングもまた可能である。
【0023】
好ましくは、熱的な接合の際に、一つの溶加材が使用され、この溶加材は、特に有利な実施形では、アルミニウム合金からなる。そのような使用される溶加材は、熱的な接合プロセス、溶接によって、収容隆起部の内側の面と接合され、そしてそのようにして一つの材料結合的な、強固な接続部を形成する。中空部材の側では、溶加材が熱的な接合、溶接はんだ付けによって、中空部材のコーティングと接続される。これによってこちら側でも同様に材料結合的な接続部がつくり上げられる。
【0024】
熱的な接合が、シールドガス(Schutzgas)を用いて行われると有利である。これによって、特に良好な接合プロセスのコントロールおよび制御が行われる。基本的に、シールドガスとしてはアルゴンが選択されるべきであり、質量比率50%までのヘリウム混合物は、構造依存して、改善された溶接結果へと通ずる。
【0025】
有利な実施バリエーションでは、熱的な接合は一層または多層に行われることが可能である。接合プロセスの多層での可能性によって、接続の要求に応じることが可能である。利点は、高められた強度と、溶接域での少ない熱的影響によって生じる。多層での溶接プロセスの際に、唯一の工程にのみによらず、多くの溶接金属が材料結合的に接続されてもよい。溶加材は、複数の層に塗布されることが可能である。
【0026】
複数層の実施形での接合中、異なる溶接層をもたらす間に、機械的、物理的及び/又は化学的な溶接シームの洗浄が行われる。そのような洗浄は、例えばドライスノージェットクリーニング(Trockenschneestrahlen)によって行われる。洗浄された溶接シームは、より良い接続部に通じ、そして処理されていない溶接シームに比べて、続いてもたらされる溶接シームのためにより良い溶接結果へと通じる。
【0027】
本発明の主題は、上述した方法によってつくりあげられた中空部材接続部でもある。鋼からなる中空部材は、アルミニウム材料からなる部材と材料結合的および摩擦結合的に接続される。中空部材は、部材上へと押し嵌められ、そして追加的に熱的にこれと接合される。接続は、存在する形状に応じて追加的に、形状的結合によって補われることが可能である。
【0028】
本発明の更なるメリット、特徴、特性および観点は、以下に続く説明、図面に基づく好ましい実施形態から明らかとなる。これらは単に、本発明の簡単な理解のために使用される。
【図面の簡単な説明】
【0029】
【図1】発明にしたがいつくり上げられた接続部の簡略断面図
【図2】部材の収容領域の簡略断面図
【図3】他の実施形の部材の収容領域の簡略断面図
【図4】押し嵌める中空部材の簡略断面図
【図5】熱的な接合過程の原理見取図
【発明を実施するための形態】
【0030】
図中では、同じまたは同様な部材に対しては、同一の符号が使用される。その際、繰り返しての説明が簡単のための理由から省かれたとしても、対応するまたは比較可能な利点が達成される。
【0031】
図1は、発明にかかる、中空部材2の部材3との接続部1を示す。中空部材2は、鋼から形成されており、部材3はアルミニウムから、好ましくはアルミ鋳造体(Aluminiumgusskoerper)として形成されている。中空部材2上には、コーティング4が、すくなくとも収容範囲5において塗布されている。中空部材2を部材3に押し嵌めることによって、摩擦結合による(kraftschluessig)接続が、収容範囲5内で、中空部材2と部材3の間に生じる。摩擦結合による接続は、コーティングされた中空部材2と部材3の間の干渉(Uebermass)によって生じる。中空部材2を部材3に押し嵌めるために、受用芯6は、その上方自由端部に面取り部7(Fase)を有している。
【0032】
図2は、押し嵌められた中空部材2を有さない部材3の模範的な断面を示している。受用芯6の下方端部に、部材3はくぼみ8を有している。このくぼみ8内に、中空部材2の変形された領域9がはまり込む。くぼみ8は、谷部10が特徴的である。この谷部10は、両側に湾曲部11を有しており、この湾曲部が受用芯6の傍らで内側にある面12へと移行し、外側にある面13へと移行する。部材3は、外側にある面13に収容隆起部14を有している。この収容隆起部14は、熱的な接合プロセス中に溶接金属(Schweissgut)を収容するために使用される。外側にある面13は、このため、受用芯6の長手軸Lに対して角度αで伸びている。溶接バーナー(Schweissbrenner)で有利に溶接金属をもたらすために、および、収容隆起部14と溶接金属の間の接触面を増加させるために、角度αは、好ましくは10度から75度の間の範囲にある。
【0033】
図3は、部材3の他の実施バリエーションを断面図で示す。ここで面取り部7は、ある半径の湾曲部を有している。さらに、中央の長手軸Lに向けられた、部材3の領域Bは、頑丈に形成されており、その際これは収容領域5において面取り部7から長手軸Lに向かって谷状に傾斜しており、そしてくぼみVが形成される。管端部を受用芯6上に、嵌めこむ(Aufstauchen)ことにより、くぼみVによって最適な応力推移が生じる。
【0034】
図4は、中空部材2の押し嵌められた端部15の断面を示す。その際、中空部材2は、押し嵌める端部15をカラー16に向かって広げることによって変形がなされている。カラー16にむかって変形された領域9は、中空部材2の内側にカラー内側部分17を有しており、内側にある面12上のくぼみ8の半径と同じ半径を有している。カラー16の外側部分18には、中空部材2が、一方の面上でトリムされている。
【0035】
図5は、熱的な接合プロセスを簡略的に表わした図を示している。ここで中空部材2は、部材3上に押し嵌められている。それはくぼみ8内で、溶接層によって溶加材19でもって形状結合的および材料結合的に部材3と接合されている。ここで熱的な接合プロセスは、模範的には二層で実施される。その際、第一番目は層20、第二番目は層21が示されている。層20、21はバーナー22によって、ここでは例えばMIG溶接プロセスでもたらされる。
【符号の説明】
【0036】
1 接続部
2 中空部材
3 部材
4 コーティング
5 収容領域
6 受用芯
7 面取り部
8 くぼみ
9 変形された領域(中空部材)
10 谷部
11 湾曲部
12 内側にある面
13 外側にある面
14 収容隆起部
15 押し嵌められた端部
16 カラー
17 内側部分
18 外側部分
19 溶加材
20 第一溶接層
21 第二溶接層
22 バーナー
B 領域
L 受用芯長手軸
V くぼみ
α 角度
【特許請求の範囲】
【請求項1】
鋼からなる中空部材(2)とアルミニウム材料からなる部材(3)の間の接続部(1)をつくり出すための方法において、コーティング(4)が中空部材(2)にもたらされること、中空部材(2)が部材(3)上に押し嵌められること、および中空部材(2)が部材(3)と熱的に接合されることを特徴とする前記方法。
【請求項2】
熱的な接合によって、形状結合的かつ材料結合的な接続部(1)が、部材(3)と中空部材(2)の間につくり出されることを特徴とする請求項1に記載の方法。
【請求項3】
部材(3)がアルミニウム鋳造体としてまたは切削体として形成されていること、および部材(3)が収容領域(5)での押し嵌めの前に中空部材(2)のために切削加工で処理されることを特徴とする請求項1または2に記載の方法。
【請求項4】
部材(3)が受用芯(6)を有すること、および中空部材(2)が、受用芯(6)に押し嵌められ、その際、摩擦結合による接続部(1)が部材(3)と中空部材(2)の間につくり出されることを特徴とする請求項1から3のいずれか一項に記載の方法。
【請求項5】
受用芯(6)がその自由端部(7)に面取り部(7)を有し、好ましくは20度から60度の間の角度を有しており、そして受用芯(6)が収容領域(5)内である長さ、好ましくは8mmから60mmの間の長さを有していることを特徴とする請求項4に記載の方法。
【請求項6】
部材(3)が、受用芯(6)の周りを巡るくぼ地状のくぼみ(8)を、中空部材(2)の変形された領域(9)の収容のために有していること、および、くぼ地状のくぼみ(8)が、谷部(10)において両側に湾曲部(11)を有しており、好ましく1mmから18mmの間の半径を有していることを特徴とする請求項4または5に記載の方法。
【請求項7】
くぼ地状のくぼみ(8)が、内側にある面(12)において受用芯(6)によって形成され、そして外側にある面(13)において収容隆起部(14)によって形成されていることを特徴とする請求項6に記載の方法。
【請求項8】
収容隆起部(14)が、好ましくは3mmから10mmの間の高さを有することを特徴とする請求項7に記載の方法。
【請求項9】
収容隆起(14)が、受用芯(6)に向けられた面において、受用芯(6)の長手軸(L)に対するある角度、好ましくは20度から60度の間の角度で伸びていることを特徴とする請求項7または8に記載の方法。
【請求項10】
中空部材(2)が、押し嵌めの前に、好ましくは押し嵌める端部(15)をカラー(16)に向かって広げることによって、押し嵌める端部(15)において変形され及び/又は較正されることを特徴とする請求項1から9のいずれか一項に記載の方法。
【請求項11】
押し嵌める端部(15)の変形によって、中空部材(2)の内側部分(17)に、内側にある面(12)上の谷部(10)の半径と同じ半径が生じることを特徴とする請求項10に記載の方法。
【請求項12】
中空部材(2)が、押し嵌める端部(15)において中空部材(2)の外側部分(18)へとトリムされていることを特徴とする請求項10または11に記載の方法。
【請求項13】
中空部材(2)が亜鉛メッキによってか、またはアルミニウム溶射によってコーティングされており、その際コーティングの厚さが、7μmから100μmの値をとることを特徴とする請求項1から12のいずれか一項に記載の方法。
【請求項14】
熱的な接合の際に、アルミニウム合金からなる溶加材(19)が使用されることを特徴とする請求項1から13のいずれか一項に記載の方法。
【請求項15】
熱的な接合が複数層で実施され、その際熱的な接合中に、個々の層(20,21)がもたらされる間に、機械的な及び/又は化学的な洗浄が行われることを特徴とする請求項1から14のいずれか一項に記載の方法。
【請求項16】
請求項1から15のいずれか一項に記載の方法によってつくり出された中空部材接続部であって、鋼からなる中空部材(2)が端部側で、アルミニウム材料からなる部材(3)と接続されている前記中空部材接続部において、
中空部材(2)が部材(3)上に押し嵌められ、そして追加的に部材(3)と熱的に接合されることを特徴とする前記中空部材接続部。
【請求項17】
受用芯(6)が、収容領域(5)において、面取り部(7)から長手軸(L)に向かって谷状に形成されるくぼみ(V)を有することを特徴とする請求項16に記載の中空部材接続部。
【請求項1】
鋼からなる中空部材(2)とアルミニウム材料からなる部材(3)の間の接続部(1)をつくり出すための方法において、コーティング(4)が中空部材(2)にもたらされること、中空部材(2)が部材(3)上に押し嵌められること、および中空部材(2)が部材(3)と熱的に接合されることを特徴とする前記方法。
【請求項2】
熱的な接合によって、形状結合的かつ材料結合的な接続部(1)が、部材(3)と中空部材(2)の間につくり出されることを特徴とする請求項1に記載の方法。
【請求項3】
部材(3)がアルミニウム鋳造体としてまたは切削体として形成されていること、および部材(3)が収容領域(5)での押し嵌めの前に中空部材(2)のために切削加工で処理されることを特徴とする請求項1または2に記載の方法。
【請求項4】
部材(3)が受用芯(6)を有すること、および中空部材(2)が、受用芯(6)に押し嵌められ、その際、摩擦結合による接続部(1)が部材(3)と中空部材(2)の間につくり出されることを特徴とする請求項1から3のいずれか一項に記載の方法。
【請求項5】
受用芯(6)がその自由端部(7)に面取り部(7)を有し、好ましくは20度から60度の間の角度を有しており、そして受用芯(6)が収容領域(5)内である長さ、好ましくは8mmから60mmの間の長さを有していることを特徴とする請求項4に記載の方法。
【請求項6】
部材(3)が、受用芯(6)の周りを巡るくぼ地状のくぼみ(8)を、中空部材(2)の変形された領域(9)の収容のために有していること、および、くぼ地状のくぼみ(8)が、谷部(10)において両側に湾曲部(11)を有しており、好ましく1mmから18mmの間の半径を有していることを特徴とする請求項4または5に記載の方法。
【請求項7】
くぼ地状のくぼみ(8)が、内側にある面(12)において受用芯(6)によって形成され、そして外側にある面(13)において収容隆起部(14)によって形成されていることを特徴とする請求項6に記載の方法。
【請求項8】
収容隆起部(14)が、好ましくは3mmから10mmの間の高さを有することを特徴とする請求項7に記載の方法。
【請求項9】
収容隆起(14)が、受用芯(6)に向けられた面において、受用芯(6)の長手軸(L)に対するある角度、好ましくは20度から60度の間の角度で伸びていることを特徴とする請求項7または8に記載の方法。
【請求項10】
中空部材(2)が、押し嵌めの前に、好ましくは押し嵌める端部(15)をカラー(16)に向かって広げることによって、押し嵌める端部(15)において変形され及び/又は較正されることを特徴とする請求項1から9のいずれか一項に記載の方法。
【請求項11】
押し嵌める端部(15)の変形によって、中空部材(2)の内側部分(17)に、内側にある面(12)上の谷部(10)の半径と同じ半径が生じることを特徴とする請求項10に記載の方法。
【請求項12】
中空部材(2)が、押し嵌める端部(15)において中空部材(2)の外側部分(18)へとトリムされていることを特徴とする請求項10または11に記載の方法。
【請求項13】
中空部材(2)が亜鉛メッキによってか、またはアルミニウム溶射によってコーティングされており、その際コーティングの厚さが、7μmから100μmの値をとることを特徴とする請求項1から12のいずれか一項に記載の方法。
【請求項14】
熱的な接合の際に、アルミニウム合金からなる溶加材(19)が使用されることを特徴とする請求項1から13のいずれか一項に記載の方法。
【請求項15】
熱的な接合が複数層で実施され、その際熱的な接合中に、個々の層(20,21)がもたらされる間に、機械的な及び/又は化学的な洗浄が行われることを特徴とする請求項1から14のいずれか一項に記載の方法。
【請求項16】
請求項1から15のいずれか一項に記載の方法によってつくり出された中空部材接続部であって、鋼からなる中空部材(2)が端部側で、アルミニウム材料からなる部材(3)と接続されている前記中空部材接続部において、
中空部材(2)が部材(3)上に押し嵌められ、そして追加的に部材(3)と熱的に接合されることを特徴とする前記中空部材接続部。
【請求項17】
受用芯(6)が、収容領域(5)において、面取り部(7)から長手軸(L)に向かって谷状に形成されるくぼみ(V)を有することを特徴とする請求項16に記載の中空部材接続部。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−121117(P2011−121117A)
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願番号】特願2010−246469(P2010−246469)
【出願日】平成22年11月2日(2010.11.2)
【出願人】(504258871)ベンテラー アウトモビールテヒニク ゲゼルシャフト ミット ベシュレンクテル ハフツング (60)
【氏名又は名称原語表記】Benteler Automobiltechnik GmbH
【住所又は居所原語表記】Elsener Strasse 95, D−33102 Paderborn, Germany
【Fターム(参考)】
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願日】平成22年11月2日(2010.11.2)
【出願人】(504258871)ベンテラー アウトモビールテヒニク ゲゼルシャフト ミット ベシュレンクテル ハフツング (60)
【氏名又は名称原語表記】Benteler Automobiltechnik GmbH
【住所又は居所原語表記】Elsener Strasse 95, D−33102 Paderborn, Germany
【Fターム(参考)】
[ Back to top ]