
乳頭部保護用キャップ
【課題】乳頭部を覆い、これを保護することにより、乳頭部分の痛みを抑制できる乳頭部保護用キャップの提供。
【解決手段】内層のフィルムと外層の支持体から成る複合シートから成り、中央成形部と周辺フランジ部を有する略容器形状を呈する乳頭部保護用キャップ。
【解決手段】内層のフィルムと外層の支持体から成る複合シートから成り、中央成形部と周辺フランジ部を有する略容器形状を呈する乳頭部保護用キャップ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、乳頭部保護用キャップに関する。より詳しくは、本発明は、傷ついた乳首に体の動きによる痛みが生じる場合に、乳首を覆い、これを保護するために使用するキャップ状の成形容器の形態を呈する乳頭部保護用キャップに関する。
【背景技術】
【0002】
産婦が母乳で子供を育てる人が多くなっている。授乳時に赤ちゃんが、かんだり・乾燥して肌に亀裂が入るなどの乳首部分が傷ついた場合に、市販の母乳パッドを使用することがあるが、炊事、掃除、洗濯などの日常生活における動作において、市販の母乳パッドでは、ブラジャーが動いたときに、痛みが生じるという問題がある。
以下の特許文献1には、ブラジャー等の下着と乳房との間に介装する母乳パッドであって、該母乳パッドの外層に接着部を設けてブラジャーに取り付け、固定化するものが開示されている。
また、以下の特許文献2には、液体透過フィルムと液体不透過フィルムとの間に吸収体を配置させ、母乳パッドの周囲に粘着部を設けて、母乳パッドのズレを防止する方法が開示されている。
さらに、特許文献3には、二つ折りできる母乳パッドであって、その折りたたみ部に乳頭部分を挟装するものが開示されている。
しかしながら、これらの従来技術の母乳パッド及び使用方法は、母乳液の吸液性、及びソフトな風合い性は優れているものの、乳首の保護性については満足できるものではなく、日常生活による動作で体の動きにより乳首に痛みを感じるという問題が未だある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許3781334号公報
【特許文献2】特開2006−77368号公報
【特許文献3】特開2009−30179号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明が解決しようとする課題は、前記した従来技術の母乳パッドによる問題を解決し、成形部と周辺フランジ部を有する略容器形状を有する乳頭部保護用キャップを用いて、乳頭部を覆い、これを保護することにより、乳頭部分の痛みを抑制できる乳頭部保護用キャップを提供することである。
【課題を解決するための手段】
【0005】
本発明者らは、前記課題を解決するため鋭意検討し、実験を重ねた結果、中央成形部と周辺フランジ部を有する略容器形状、すなわち、キャップ形状の成形容器で、乳頭部を柔らかな風合いで覆い、これを保護することで、日常作業による、移動などよる乳頭部分の痛みを抑制できることを見出し、本発明を完成するに至った。
【0006】
すなわち、本発明は、以下の通りのものである。
[1]内層のフィルムと外層の支持体から成る複合シートから成り、中央成形部と周辺フランジ部を有する略容器形状を呈する乳頭部保護用キャップ。
【0007】
[2]前記中央成形部が、乳頭部を覆って保護することができる形状である、前記[1]に記載の乳頭部保護用キャップ。
【0008】
[3]前記フィルムの厚みが10〜100μmである、前記[1]又は[2]に記載の乳頭部保護用キャップ。
【0009】
[4]前記フィルムが、ポリエチレンフィルム、ポリプロピレンフィルム、ポリエステルフィルム、及びポリアミドフィルムからなる群から選ばれる少なくとも1種である、前記[1]〜[3]のいずれかに記載の乳頭部保護用キャップ。
【0010】
[5]前記支持体が、不織布、発泡樹脂シート、編物、織物、メッシュ状物、及びネット状物から成る群から選ばれる少なくとも1種からなる、前記[1]〜[4]のいずれかに記載の乳頭部保護用キャップ。
【0011】
[6]前記不織布が、極細繊維不織布、成形性不織布、及び極細繊維不織布と成形性不織布の積層不織布からなる群から選ばれる少なくとも1種である、前記[5]に記載の乳頭部保護用キャップ。
【0012】
[7]前記極細繊維不織布の繊維径が、0.1〜10μmであり、かつ、目付けが、10〜100g/m2である、前記[6]に記載の乳頭部保護用キャップ。
【0013】
[8]前記成形性不織布の繊維径が、10〜30μmであり、かつ、目付けが、10〜150 g/m2である、前記[6]又は[7]に記載の乳頭部保護用キャップ。
【0014】
[9]前記成形性不織布が、複屈折率0.01〜0.07のポリエステル長繊維不織布である、前記[6]〜[8]のいずれかに記載の乳頭部保護用キャップ。
【0015】
[10]前記中央成形部が、上辺部直径6〜20mm、下辺開口部直径8〜25mm、そして深さ5〜20mmである円錐台形状を呈し、かつ、前記周辺フランジ部が、円形、楕円形、ひし形、及び多角形からなる群から選ばれる少なくとも1種である、前記[1]〜[9]のいずれかに記載の乳頭部保護用キャップ。
【0016】
[11]内側に潤滑剤が塗布されている、前記[1]〜[10]のいずれかに記載の乳頭部保護用キャップ。
【0017】
[12]前記潤滑剤が、動物性油、植物性油、ワセリン、グリセリン、及びポリエチレングリコールからなる群から選ばれる少なくとも1種である、前記[11]に記載の乳頭部保護用キャップ。
【発明の効果】
【0018】
本発明の乳頭部保護用キャップは、母親が赤ちゃんに母乳を与える時に取り外し、授乳後に、乳頭部を覆うように装着して、乳頭部を保護する目的で使用する乳頭部保護用キャップである。本発明の乳頭部保護用キャップの使用に際しては、装着時の肌との感触を優しくするために、馬油などの潤滑剤を該キャップの内壁面に塗布することが好ましい。本発明の乳頭部保護用キャップは、フィルムと支持体との複合シートを一体成形して得られ、中央成形部と周辺フランジ部を有する略容器形状を呈しており、該成形部は柔らかく、該フランジ部で保形性を与えているため、母親が片手でも装着や取り外しが可能な、簡便に装着できるキャップ形状である。
このように、本発明の乳頭部保護用キャップは、装着性、及び取り外し性が良く、さらに乳頭部を覆うように装着して乳頭部を保護するため、日常生活における動作において移動が少なく、ズレ難いことなどから、ブラジャーの内部又は市販の母乳パッドの内部に装着して使用することができる。
【図面の簡単な説明】
【0019】
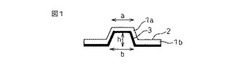
【図1】乳頭部保護用キャップの断面模式図(円錐台形状)。
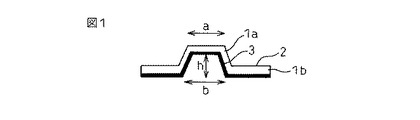
【図2】乳頭部保護用キャップの断面模式図(半球形状)。
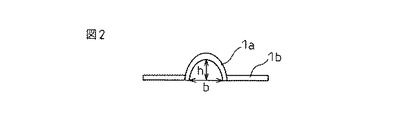
【図3】乳頭部保護用キャップの平面図(楕円形状のフランジ部)。
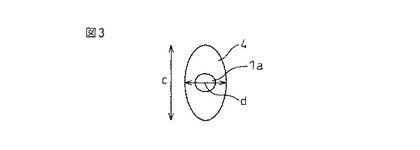
【図4】乳頭部保護用キャップの平面図(円形状のフランジ部)。
【発明を実施するための形態】
【0020】
以下、本発明を詳細に説明する。
本発明の乳頭部保護用キャップは、授乳時に赤ちゃんが、かんだり、乾燥して肌に亀裂が入るなどの乳頭部分が傷ついた場合、傷ついた乳頭部分が炊事、掃除、洗濯などの日常生活における動作により、乳頭部分と母乳パッドやブラジャーなどの下着との間の接触に伴い痛みが発生する時に乳頭部分の痛みを抑制する目的で、乳頭部分に装着させて、乳頭部分を保護するために用いられる。
【0021】
本発明の乳頭部保護用キャップの作用効果は、具体的には、以下の通りである:
(1)乳頭部分を覆うことができる一体成型容器形状からなり、片手で簡便に装着や取り外しができるため、装着性に優れていること。
(2)容器形状の内面がフィルムであり、肌に密着しやすく、ズレ難いこと。
(3)乳頭部保護用キャップの内面に潤滑剤を塗布することにより、該キャップと肌との接触を緩和することができ、且つ、潤滑剤が外側に染み出ないため、衣服、ブラジャーなどの下着を汚すことがないこと。
【0022】
本発明に用いるフィルムは、本発明の乳頭部保護用キャップの内面の構成となり、本発明に用いる支持体と接着して、容器形状に一体成型加工できることが、工程短縮の観点から、好ましい。
本発明に用いるフィルムとしては、例えば、無延伸ポリプロピレン(CPP)、無延伸6ナイロン(CN)、非晶質ポリエチレンテレフタレート(A−PET)、低密度ポリエチレン、直鎖状低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、エチレン−酢酸ビニル共重合体、エチレン−α−オレフィン共重合体、その他のポリオレフィン系樹脂の1種又は2種以上を組み合わせた無延伸又は低延伸の複合フィルムなどが挙げられる。更に、オレフィン系樹脂に炭酸カルシュウム、硫酸カルシュウム、硫酸バリュウムなどの無機充填剤を添加して、無延伸又は低延伸加工などにより、生産される多孔質フィルムなども用いられる。更に、ブタジエン系、エチレンプロピレン系、ウレタン系、シリコーン系、アクリル系などの合成ゴム系フィルム、スチレン系、オレフイン系、エステル系、アミド系、ウレタン系、ポリブタジエン系、ポリイソブチレン系などの熱可塑性エラストマーフィルムなども用いられる。
前記フィルムの厚みは、10〜100μm、好ましくは15〜80μm、より好ましくは20〜60μmである。特に、不織布との複合された加熱成形加工を行うことから、無延伸又は低延伸のポリエチレン、ポリプロピレン等のポリオレフィン系フィルム、6ナイロン、66ナイロン等のポリアミド系フィルムなどを用いることが好ましい。
【0023】
本発明に用いる支持体は、前記フィルムの成型形状を保持でき、且つ、一体成型でき、風合いが柔らかいものであれば、特に限定されない。
従って、本発明に用いる支持体は、発泡体シート、不織布、編み物、織物、メッシュ状物、及びネット状物から成る群から選ばれる少なくとも1種からなる。不織布としては、極細繊維不織布、成形性不織布の単独、又はこれらの積層繊維若しくは混合繊維の不織布が用いられる。
【0024】
本発明に用いる極細繊維不織布は、構成繊維径が細いため肌さわりが良く、柔らかな感触を得るために好ましい繊維である。
特に、構成繊維としては、好ましくは繊維径が0.1〜10μm、より好ましくは0.1〜7μm、さらに好ましくは0.3〜5μmであり、目付けが10〜100g/m2、好ましくは15〜80g/m2である。繊維径が0.1μm以下では、肌さわり性が良好となるが、繊維強度、摩擦強度が低下する、一方、10μm超えると、繊維強度、摩擦強度が高くなるが肌さわり性が低下する。目付けが10g/m2以下では、繊維量が少なくなり、肌さわり性、保液性などが低下する。一方、100g/m2超えると、繊維量が多くなり、高い保液性となるが、毛羽強度、風合いが低下する。
【0025】
本発明に用いる極細繊維不織布の製法は、メルトブロー方法により得られる。構成繊維としては、ポリプロピレン繊維、ポリエチレンテレフタレート繊維、ポリブチレンテレフタレート繊維、又はナイロン6繊維などの1種又は2種以上が用いられる。
極細繊維(細い繊維)と成形性繊維(太い繊維)との積層又は混合繊維にして用いることもできる。例えば、成形性繊維の上に極細繊維を積層又は混合繊維にさせて、熱圧着などで不織布にして用いられる。
【0026】
次いで、極細繊維不織布の摩擦強度、寸法変化、取り扱い性などを改善するために熱エンボス加工、熱処理加工などを行なうことが好ましい。熱エンボス加工の条件としては、エンボスロールと、平滑金属ロール、エンボスロールと、弾性ロールなどからなる一対の凹凸エンボス機において、エンボスロールの表面温度が、構成繊維の融点より20〜150℃低い温度、好ましくは30〜130℃低い温度であり、圧力が10〜1000kPa/cm、好ましくは20〜800kPa/cmである条件が挙げられる。(熱圧着面積率は、3〜35%、好ましくは、5〜30%である)
該熱処理加工は、ピンテンター、クリップテンターなどの熱処理機で、温度を構成繊維の融点より30〜150℃低い温度、好ましくは50〜130℃低い温度で、処理時間が5〜200秒、好ましくは10〜150秒で行うことができる。
【0027】
本発明に用いる成形性不織布は、中央成形部と周辺フランジ部を有する略容器形状、すなわち、キャップ形状に成形し、成形加工できることが必要である。
従って、該成形性不織布は、予熱し、金型によるプレス成形加工、真空成形加工、圧空成形加工などで、構成繊維が、伸長又はズレにより繊維間での接合が生じて、成形容器となる。
特に、構成繊維としては、繊維径が10〜30μm、好ましくは12〜25μmであり、目付けが10〜150g/m2、好ましくは15〜120g/m2である。繊維径が10μm以下、目付け10g/m2以下では、剛性が低下し、且つ容器形状の保持性が低下する。一方、30μmを超え、150g/m2を超えると剛性が高くなり、傷口との接触で痛みが大きくなる。
【0028】
本発明に用いる成形性不織布の製法としては、スパンボンド法、サーマルボンド法、ニードルパンチ法などの方法を採用することができる。
構成繊維としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、共重合ポリエステル、ポリ乳酸、脂肪族ポリエステルなどのポリエステル系繊維、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、共重合ポリエチレン、共重合ポリプロピレンなどのポリオレフィン系繊維、ナイロン6、ナイロン66などのポリアミド系繊維、更に、芯鞘構造、サイドバイサイドなどの2成分からなる複合繊維、例えば、芯が高融点で鞘が低融点の複合繊維、具体的には、芯がポリエチレンテレフタレート、ポリブチレンテレフタレート、共重合ポリエステル、ナイロン6、ナイロン66、共重合ポリアミドなどの高融点繊維、鞘が低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、共重合ポリエチレン、共重合ポリプロピレン、共重合ポリエステル、脂肪族ポリエステルなどの低融点繊維などの、短繊維又は長繊維である1種又は2種以上の繊維が用いられる。より好ましくは、ポリエステル系繊維、ポリオレフィン系繊維、ポリアミド系繊維の少なくとも1種である。
【0029】
前記成形性不織布としては、加熱状態で、接着性を有する繊維、又は展伸性を有する繊維が好ましく用いられる。該接着性を有する繊維としては、共重合ポリエステル繊維、鞘が低融点繊維で芯が高融点繊維の複合繊維などがあり、展伸性を有する繊維としては、加熱した時の伸長性が大きいこと、更に特性値として複屈折率が0.07以下、好ましくは0.01〜0.06の範囲からなり、繊維の結晶性・配向性が低結晶性、低配向性のポリエステル繊維などが好ましく用いられる。
複屈折率が0.07を超えると、結晶性、配向性が高くなり、加熱時の伸長性が低下する。本発明においては、偏向顕微鏡を用いて、干渉縞法により、レタデーションと繊維径より、繊維の複屈折率を測定した。
【0030】
本発明に用いられる複合シートは、前記フィルムと支持体とを、例えば、接着剤等で接合したものであり、加熱−加圧、加熱−減圧などによりプレス成型、真空成型、圧空成型などにより一体成型できるものであることが好ましい。
本発明の乳頭部保護用キャップに用いる複合シートは、例えば一体成形して得られるキャップ形状の成形容器の形態を呈する。従って、複合シートは、成形加工で得ることができることが好ましい。成形加工できるためには、用いる複合シートは、加熱雰囲気下で、展伸加工し易いことが好ましい。例えば、成形加工温度に加熱時、つまり、加熱温度が50〜250℃、好ましくは60〜220℃で、より好ましくは70〜200℃での10%中間応力が100N/5cm(タテ方向+ヨコ方向)以下、好ましくは1〜80N/5cm、より好ましくは2〜60N/5cmであり、成形加工温度の加熱温度での破断伸度が50%以上、好ましくは60〜600%、より好ましくは70〜500%である。
貼り合わせには、接着剤が好ましく用いられる。貼り合わせ加工に用いる接着剤としては、例えば、2液反応性ウレタン系樹脂、合成ゴム系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリオレフィン系樹脂などがあり、特に、ポリオレフィン系樹脂、ポリアミド系樹脂、ポリエステル系樹脂などのホットメルト系樹脂が好ましく用いられる。
接着方法としては、カーテンスプレー方式、パウダーラミネート方式、ドライラミネート方式などのラミネート機で貼り合わせさられる。特に限定されないが接着剤の塗布量は、0.5〜10g/m2、好ましくは、1〜7g/m2である。
【0031】
本発明の成形加工においては、前記複合シートを、予熱又は加熱された金型を用いて、プレス成形、真空成形、圧空成形加工によりキャップ形状の成形容器とする。
温度としては、60〜230℃、好ましくは70〜210℃の予熱装置で前記シート状物を予熱してから、凹型、凸型、凹凸金型で、一体成形加工を行う。あるいは、金型を60〜230℃、好ましくは、70〜210℃に加熱させて、前記シート状物を成形加工する。
但し、本発明のプレス成形加工するときに、本発明の複合シートのフィルム面と、金型との滑り難い現象、及び形状保持性を改善するために、金型との接触するフィルム面に成形性不織布を重ねてプレス成形することが好ましく行うことができる。更に、本発明の複合シートを2枚又は数枚重ねてプレス成形することもできる。
【0032】
本発明の略成形容器形状としては、中央成形部と、該中央成形部の取り囲む周辺フランジ部とからなるキャップ形状を有し、乳頭部を覆う形状であれば特に限定されない。具体的な中央成型部分の形状としては、円錐台形状、半球形状、多角錘台形状などが好ましく用いられる。例えば、円錐台形状の場合には、上辺部直径が6〜20mm、下辺開口部直径が8〜25mm、深さが5〜20mmの容器形状が、半球形状の場合には、下辺開口部直径が10〜25mm、深さが5〜20mmの容器形状が、そして多角錘台形状の場合には、多角形に内接する円を考えて、上辺部直径が6〜20mm、下辺開口部直径が8〜25mm、深さが6〜20mmの形状が、好ましく用いられる。
周辺フランジ部分の形状としては、取り扱い性、装着性、装着後のズレ性などを考慮して、外径25〜100mmの円形状、短径25〜50mm、長径30〜80mmの楕円形状、四角、六角、菱形などの多角形状の群から選ばれる少なくとも1種である。
【0033】
本発明の乳頭部保護用キャップは、キャップ形状の成形容器からなり、装着性、肌との感触性を良好にする目的で、潤滑剤などを内面に塗布することが好ましく行なわれる。潤滑剤としては、馬油、羊油などの動物性油、植物性油、グリセリン、ポリエチレングリコール、メチルセルロースなどの1種又は2種以上の物質と混合して、粘度、浸透性、取り扱い性を調整して用いられる。馬油、羊油などの動物性油が好ましい。前記内装材は、潤滑剤を0.1〜4g、好ましくは0.2〜3g内側に塗布して用いられる。
【0034】
本発明の製品は、成形品を2セット、3セット、5セット、10セット、15セット、20セットなどを袋又はプラスチック容器に梱包し、油状物質のチューブ状、スティック状、容器状などと別々の包装又は同じセット包装などで製品化されることができる。尚、本発明の製品の形状が型崩れし難いように、プラスチック、不織布などの硬い容器形状の成形品で保護することが好ましくできる。
【実施例】
【0035】
以下、本発明を実施例により説明するが、本発明はこれらの実施例に限定されるものではない。
測定方法は以下のとおりであった。
(1)目付(g/m2):JIS-L-1906に準処して測定
タテ20cm×ヨコ25cmの試験片を試料の幅1mあたり3箇所採取して質量を測定し、その平均値を単位面積あたりの質量に換算して求める。
(2)厚み(mm):JIS-L-1906に準処して測定
接圧荷重100g/cm2にて幅方向に10箇所測定し、その平均値を厚みとした。厚み計は、PEACOCK社製NO.207を用いた。
(3)平均繊維径(μm):繊維ウェブ、不織布などの試料の両端部10cmを除いて、布帛の幅20cm毎の区域からそれぞれ1cm角の試験片を切り取ってサンプルとした。各試験片についてマイクロスコープで繊維の直径を30点測定し、該測定値の平均値を算出して繊維径とした。
(4)複屈折率:偏向顕微鏡で5箇所測定し、平均値で示す。
オリンパス製偏向顕微鏡コンペンセーターを用いて、干渉縞法により、レタデーションと繊維径より、繊維の複屈折率を測定した。
(5)引張強力(N/5cm):定長引張試験機を用い、試料幅5cm長さ30cmを切り取り、つかみ間隔20cm、引張速度10cm/minで、測定雰囲気温度を、常温(20℃)、及び加熱成形加工温度の50〜250℃の加熱温度にして、10%中間応力、及び、破断伸度をタテ、ヨコ各々3カ所測定し、その平均値で示す。但し、10%中間応力は(タテ方向+ヨコ方向)で表わし、常温と50〜250℃の加熱時の10%中間応力の差、及び50〜250℃の加熱時の10%中間応力で示す。
【0036】
[実施例1]
本発明の支持体としては、ポリプロピレン(PP、融点165℃)をメルトブロー方式の装置において、噴射口金から紡糸温度290℃、加熱ガス温度320℃で、平均繊維径2μm、目付け40g/m2の極細繊維ウェブを得た、次いで、一対のエンボスロールと平滑金属ロール間で、線圧250N/cm、上下温度を60℃/45℃で熱圧着した極細繊維不織布を用いた。
本発明のフィルムとしては、無延伸6ナイロンフィルム(三菱樹脂(株)製、ダイアミロン-C、厚み40μm)を用いた。
前記フィルムの上に、カーテンスプレー方式の加工機により、ポリオレフィン系樹脂(日立化成ポリマー(株)製、ハイボン9750A)を5g/m2塗布させて、更にその上に、前記支持体を重ねあわせて、金属と合成ゴムの一対のロール間で加圧して接着させて、本発明の複合シートを得た。
【0037】
次いで、得られた複合シートのフィルム面が容器の内側になるようにして、上辺部の直径が13mm、下辺部の直径が20mm、深さが10mmの凸金型を用いて、金型温度を85℃にして、熱プレス成形加工を行ない、本発明の乳頭部保護用キャップを得た。
該キャップの中央成型部分は、上辺部の直径が11mm、下辺開口部の直径が18mm、深さが8mmの円錐台形状であり、周辺フランジ部分は、狭部直径40mm、広部直径60mmの楕円形状であった。該キャップは、柔らかい風合いで、馬油1gが塗布され、楕円の広部が上下の位置になるようにして乳頭部を覆うように装着された。その上からブラジャーをつけて、炊事、掃除、洗濯などの作業を行なった。該キャップのズレが殆どなく、乳首部分の痛みの抑制ができた。尚、ブラジャーを取り外して、ブラジャーの内面を見たが馬油の付着汚れがなかった。
【0038】
[実施例2]
本発明の支持体としては、ポリエチレンテレフタレート(PET、融点265℃)をスパンボンド用紡糸口金から、紡糸温度300℃で紡糸速度2100m/min、平均繊径18μm、目付け50g/m2の、低配向・低結晶性の長繊維ウェブを捕集ネット上に積層し、一対のエンボスロールと平滑金属ロール間で、圧着面積率が20%、線圧350N/cm、上下温度を60℃/70℃で熱圧着した不織布を得た。次いで、該不織布をフエルトカレンダーの表面温度120℃で熱処理加工を行ない、成形性不織布として用いた。(構成繊維の複屈折率が0.03であった)。
本発明のフィルムとしては、無延伸ナイロンフィルム(三菱樹脂(株)製、ダイアミロン-C、厚み20μm)を用いた。
前記フィルムの上に、カーテンスプレー方式の加工機により、ポリオレフィン系樹脂(日立化成ポリマー(株)製、ハイボン9750A)を3g/m2塗布させて、更にその上に、前記支持体を重ねあわせて、金属と合成ゴムの一対のロール間で加圧して接着させて、本発明の複合シートを得た。
【0039】
次いで、複合シートのフィルム面を該キャップの内側になるようにして一体成型加工を行なった。金型として、下辺部の直径が20mm、深さが10mmの半球形状の金型を用いて、該複合シートの表面温度90℃に予熱してから、金型温度60℃でプレス成形加工して、容器形状の乳頭部保護用キャップを得た。該キャップの中央成形部は、下辺開口部の直径が19mm、深さが9mmの半球形状であり、該キャップの周辺フランジ部分は、外径50mmの円形であった。該キャップは、形状の保持性が優れ、潤滑油の馬油0.5gが塗布され、片手での装着が容易にであった。その上にブラジャーを着用したが、ブラジャーが汚れることなく、痛みも緩和された。
【0040】
[実施例3]
本発明の支持体としては、ポリエチレンテレフタレート(PET、融点260℃)を用いメルトブロー用噴射口金から、紡糸温度300℃、加熱エアは320℃で1000Nm3/hrで、平均繊径3μm、目付け30g/m2の極細繊維ウェブを吐出して、一対のエンボスロールと平滑金属ロール間で、線圧250N/cm、上下温度を70℃/50℃で熱圧着した極細繊維不織布を用いた。
本発明のフィルムとしては、無延伸ポリプロピレンフィルム(三菱樹脂(株)製CPPフィルム20μ)を用いた。
前記フィルムの上に、カーテンスプレー方式の加工機により、ポリオレフィン系樹脂(日立化成ポリマー(株)製、ハイボン9750A)を5g/m2塗布させて、更にその上に、前記支持体を重ねあわせて、金属と合成ゴムの一対のロール間で加圧して接着させて、本発明の複合シートを得た。
【0041】
次いで、得られた複合シートを実施例1と同様に熱プレス成形加工を行ない、本発明の乳頭部保護用キャップを得た。
得られた本発明の乳頭部保護用キャップの中央成型部分は、上辺部の直径が11mm、下辺開口部の直径が18mm、深さが8mmの円錐台形状であり、周辺フランジ部分は、狭部直径40mm、広部直径60mmの楕円形状であった。該キャップは、柔らかい風合いで、馬油1gが塗布され、楕円の広部が上下の位置になるようにして乳頭部を覆うように装着された。その上からブラジャーをつけて、炊事、掃除、洗濯などの作業を行なった。該キャップのズレが殆どなく、乳首部分の痛みの抑制ができた。尚、ブラジャーを取り外して、ブラジャーの内面を見たが馬油の付着汚れがなかった。
【0042】
[実施例4]
本発明の支持体としては、芯がポリプロピレン(融点161℃)、鞘がポリエチレン(融点125℃)の芯鞘型複合短繊維(繊維径18μ、繊維長51mm)をカード機で開繊ウエブとして、均等に分散させてから、ニードルパンチ機で交絡し、温度130℃の熱処理した、目付け50 g/m2の成形性不織布を用いた以外は、実施例1と同様にして、本発明の乳頭部保護用キャップを得た。
得られた本発明の乳頭部保護用キャップの中央成型部分は、上辺部直径が11mm、下辺開口部の直径が18mm、深さが8mmの円錐台形状であり、周辺フランジ部分は、狭部直径40mm、広部直径60mmの楕円形状であった。該キャップは、柔らかい風合いで、馬油1gが塗布され、楕円の広部が上下の位置になるようにして乳頭部を覆うように装着された。その上からブラジャーをつけて、炊事、掃除、洗濯などの作業を行なった。該キャップのズレが殆どなく、乳頭部分の痛みの抑制ができた。尚、ブラジャーを取り外して、ブラジャーの内面を見たが馬油の付着汚れがなかった。
【0043】
[実施例5]
本発明の支持体としては、軟質ポリエチレンフオーム厚み2mm(融点125℃)を用いた。
本発明のフィルムとしては、ポリエチレンフィルム20μを前記支持体の上に、押し出しラミネート方式により、貼り合せて、本発明の複合シートを得た。
次いで、複合シートのフィルム面を該キャップの内側になるように配置して、真空成形金型を用いて一体成型加工を行なった。金型として、開口部直径が20mm、深さが10mmの半球形状の金型を用いて、該複合シートの表面温度105℃に予熱し、ドローダウン状況にて真空成型加工して、容器形状の乳頭部保護用キャップを得た。該キャップの中央成形部は、下辺開口部の直径が18mm、深さが8mmの半球形状であり、該キャップの周辺フランジ部分は、外径50mmの円形であった。該キャップは、形状の保持性が優れ、潤滑油の馬油を0.5g塗布され、片手での装着が容易であった。その上にブラジャーを着用したが、ブラジャーが汚れることなく、痛みも緩和された。
【0044】
[実施例6]
本発明の支持体として、実施例4の目付け50g/m2の成形性不織布を用い、本発明のフィルム及び該不織布と該フィルムとの貼り合わせ加工は実施例1と同様に行なって、本発明の複合シートを得た。
複合シートのフィルム面を該キャップの内側になるように配置して、真空成形金型を用いて一体成型加工を行なった。金型として、開口部の直径が20mm、深さが10mmの半球形状の金型を用いて、該複合シートの表面温度95℃に予熱し、ドローダウン状況にて真空成型加工して、容器形状の乳頭部保護用キャップを得た。該キャップの中央成形部は、下辺開口部の直径が18mm、深さが8mmの半球形状であり、該キャップの周辺フランジ部分は、外径50mmの円形であった。該キャップは、形状の保持性が優れ、潤滑油の馬油0.5gを塗布され、片手での装着が容易であった。その上にブラジャーを着用したが、ブラジャーが汚れることなく、痛みも緩和された。
【0045】
[実施例7]
本発明の支持体としては、ポリプロピレン(PP、融点165℃)をメルトブロー方式の装置において、噴射口金から紡糸温度290℃、加熱ガス温度320℃で、平均繊維径2μm、目付け20g/m2の極細繊維ウェブを、一対のエンボスロールと平滑金属ロール間で、線圧250N/cm、上下温度を65℃/45℃で熱圧着した極細繊維不織布得た。
次いで、ポリエチレンテレフタレート(PET、融点265℃)をスパンボンド用紡糸口金から、紡糸温度300℃で紡糸速度1900m/min、平均繊径15μm、目付け25g/m2の、低配向・低結晶性の長繊維ウェブを捕集ネット上に積層し、一対のエンボスロールと平滑金属ロール間で、圧着面積率が20%、線圧350N/cm、上下温度を60℃/65℃で熱圧着した後、フエルトカレンダーを用いて、表面温度120℃で熱処理して成形性不織布を得た。
前記極細繊維不織布と、成形性不織布とを、カーテンスプレー方式にて、ホットメルト接着剤(ハイボン9750A)5g/m2を塗布して2層の不織布を得た。
前記2層の不織布の極細繊維不織布面と、実施例2と同様の無延伸6ナイロンフィルムとを、前記と同様のカーテンスプレー方式にて、貼り合わせ加工を行い、本発明の複合シートを得た。
次いで、得られた複合シートのフィルム面を該キャップの内側になるように配置して実施例1と同様の成形金型、及び成形機を用いて成形加工を行い、本発明の乳頭部保護用キャップを得た。
得られた本発明の乳頭部保護用キャップの中央成型部分は、上辺部直径が12mm、下辺開口部の直径が19mm、深さが8mmの円錐台形状であり、周辺フランジ部分は、狭部直径40mm、広部直径60mmの楕円形状であった。該キャップは、柔らかい風合いで、且つ保形性に優れ、馬油1gを塗布され、楕円の広部が上下の位置になるようにして乳頭部を覆うように装着された。その上からブラジャーをつけて、炊事、掃除、洗濯などの作業を行なったが、該キャップのズレが殆どなく、乳頭部分の痛みの抑制ができた。尚、ブラジャーを取り外して、ブラジャーの内面を見たが馬油の付着汚れがなかった。
【0046】
[比較例1]
ポリエチレンテレフタレート(PET、融点265℃)をスパンボンド用紡糸口金から、紡糸温度300℃で紡糸速度5100m/min、平均繊径14μm、目付け50g/m2の長繊維ウェブを捕集ネット上に積層し、一対のエンボスロールと平滑金属ロール間で、圧着面積率が25%、線圧350N/cm、上下温度を235℃/240℃で熱圧着不織布を得た。
次いで、本発明のフィルムとしては、無延伸6ナイロンフィルム(三菱樹脂(株)製、ダイアミロン-C、厚み40μm)を用い、前記熱圧着不織布と貼り合わせた。
前記フィルムの上に、カーテンスプレー方式の加工機により、ポリオレフィン系樹脂(日立化成ポリマー(株)製、ハイボン9750A)を5g/m2塗布させて、更にその上に、前記熱圧着不織布を重ねあわせて複合シートとした。
次いで、得られた複合シートのフィルム面が容器形状の内側になるようにプレス成形機を用い、上辺部直径が12mm、下辺部直径が18mm、深さが9mmの凸金型を用いて、金型温度を130℃にして、熱プレス成形加工を行なったが、破れが生じて、容器形状の成形ができなかった。
【産業上の利用可能性】
【0047】
赤ちゃんに母乳を与える母親の乳頭部が傷ついている時、本発明の乳頭部保護用キャップを着用して、乳頭部を覆い保護することができる。その結果、炊事、洗濯、掃除などの日常生活における動作中に乳頭部と、下着とのズレなどにより、乳頭部の痛みを抑制することができる。
本発明の乳頭部保護用キャップは、中央成形部と周辺フランジ部を有する略容器形状を呈し、中央成形部は、内壁面がフィルム面で肌さわりが良く、肌に密着し易い、更に、馬油などの潤滑剤で、より、肌との密着性が増し、日常生活時の、該キャップのズレ防止性がよくなる。そして周辺フランジ部は、略容器形状の全体の保形性を与えている。
このうように、本発明の乳頭部保護用キャップは、乳頭部に装着する装着性、取り外し性、且つ、乳頭部の保護性に優れており、授乳の母親がブラジャーの内部又は市販の母乳パッドの内部に装着して使用することができる。
本発明の母乳頭部保護用キャップの意匠性を向上させるために、本発明に用いる熱可塑性シート状物に、染色、顔料着色、花柄模様、幾何学模様などの印刷加工などが行うこともできる。
【符号の説明】
【0048】
1a 中央成形部
1b 周辺フランジ部
2 外側の支持体面
3 内側のフィルム面
4 楕円形状の周辺フランジ部
5 丸型形状の周辺フランジ部
a 上辺部の直径
b 下辺開口部の直径
c 広部直径
d 狭部直径
h 深さ
【技術分野】
【0001】
本発明は、乳頭部保護用キャップに関する。より詳しくは、本発明は、傷ついた乳首に体の動きによる痛みが生じる場合に、乳首を覆い、これを保護するために使用するキャップ状の成形容器の形態を呈する乳頭部保護用キャップに関する。
【背景技術】
【0002】
産婦が母乳で子供を育てる人が多くなっている。授乳時に赤ちゃんが、かんだり・乾燥して肌に亀裂が入るなどの乳首部分が傷ついた場合に、市販の母乳パッドを使用することがあるが、炊事、掃除、洗濯などの日常生活における動作において、市販の母乳パッドでは、ブラジャーが動いたときに、痛みが生じるという問題がある。
以下の特許文献1には、ブラジャー等の下着と乳房との間に介装する母乳パッドであって、該母乳パッドの外層に接着部を設けてブラジャーに取り付け、固定化するものが開示されている。
また、以下の特許文献2には、液体透過フィルムと液体不透過フィルムとの間に吸収体を配置させ、母乳パッドの周囲に粘着部を設けて、母乳パッドのズレを防止する方法が開示されている。
さらに、特許文献3には、二つ折りできる母乳パッドであって、その折りたたみ部に乳頭部分を挟装するものが開示されている。
しかしながら、これらの従来技術の母乳パッド及び使用方法は、母乳液の吸液性、及びソフトな風合い性は優れているものの、乳首の保護性については満足できるものではなく、日常生活による動作で体の動きにより乳首に痛みを感じるという問題が未だある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許3781334号公報
【特許文献2】特開2006−77368号公報
【特許文献3】特開2009−30179号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明が解決しようとする課題は、前記した従来技術の母乳パッドによる問題を解決し、成形部と周辺フランジ部を有する略容器形状を有する乳頭部保護用キャップを用いて、乳頭部を覆い、これを保護することにより、乳頭部分の痛みを抑制できる乳頭部保護用キャップを提供することである。
【課題を解決するための手段】
【0005】
本発明者らは、前記課題を解決するため鋭意検討し、実験を重ねた結果、中央成形部と周辺フランジ部を有する略容器形状、すなわち、キャップ形状の成形容器で、乳頭部を柔らかな風合いで覆い、これを保護することで、日常作業による、移動などよる乳頭部分の痛みを抑制できることを見出し、本発明を完成するに至った。
【0006】
すなわち、本発明は、以下の通りのものである。
[1]内層のフィルムと外層の支持体から成る複合シートから成り、中央成形部と周辺フランジ部を有する略容器形状を呈する乳頭部保護用キャップ。
【0007】
[2]前記中央成形部が、乳頭部を覆って保護することができる形状である、前記[1]に記載の乳頭部保護用キャップ。
【0008】
[3]前記フィルムの厚みが10〜100μmである、前記[1]又は[2]に記載の乳頭部保護用キャップ。
【0009】
[4]前記フィルムが、ポリエチレンフィルム、ポリプロピレンフィルム、ポリエステルフィルム、及びポリアミドフィルムからなる群から選ばれる少なくとも1種である、前記[1]〜[3]のいずれかに記載の乳頭部保護用キャップ。
【0010】
[5]前記支持体が、不織布、発泡樹脂シート、編物、織物、メッシュ状物、及びネット状物から成る群から選ばれる少なくとも1種からなる、前記[1]〜[4]のいずれかに記載の乳頭部保護用キャップ。
【0011】
[6]前記不織布が、極細繊維不織布、成形性不織布、及び極細繊維不織布と成形性不織布の積層不織布からなる群から選ばれる少なくとも1種である、前記[5]に記載の乳頭部保護用キャップ。
【0012】
[7]前記極細繊維不織布の繊維径が、0.1〜10μmであり、かつ、目付けが、10〜100g/m2である、前記[6]に記載の乳頭部保護用キャップ。
【0013】
[8]前記成形性不織布の繊維径が、10〜30μmであり、かつ、目付けが、10〜150 g/m2である、前記[6]又は[7]に記載の乳頭部保護用キャップ。
【0014】
[9]前記成形性不織布が、複屈折率0.01〜0.07のポリエステル長繊維不織布である、前記[6]〜[8]のいずれかに記載の乳頭部保護用キャップ。
【0015】
[10]前記中央成形部が、上辺部直径6〜20mm、下辺開口部直径8〜25mm、そして深さ5〜20mmである円錐台形状を呈し、かつ、前記周辺フランジ部が、円形、楕円形、ひし形、及び多角形からなる群から選ばれる少なくとも1種である、前記[1]〜[9]のいずれかに記載の乳頭部保護用キャップ。
【0016】
[11]内側に潤滑剤が塗布されている、前記[1]〜[10]のいずれかに記載の乳頭部保護用キャップ。
【0017】
[12]前記潤滑剤が、動物性油、植物性油、ワセリン、グリセリン、及びポリエチレングリコールからなる群から選ばれる少なくとも1種である、前記[11]に記載の乳頭部保護用キャップ。
【発明の効果】
【0018】
本発明の乳頭部保護用キャップは、母親が赤ちゃんに母乳を与える時に取り外し、授乳後に、乳頭部を覆うように装着して、乳頭部を保護する目的で使用する乳頭部保護用キャップである。本発明の乳頭部保護用キャップの使用に際しては、装着時の肌との感触を優しくするために、馬油などの潤滑剤を該キャップの内壁面に塗布することが好ましい。本発明の乳頭部保護用キャップは、フィルムと支持体との複合シートを一体成形して得られ、中央成形部と周辺フランジ部を有する略容器形状を呈しており、該成形部は柔らかく、該フランジ部で保形性を与えているため、母親が片手でも装着や取り外しが可能な、簡便に装着できるキャップ形状である。
このように、本発明の乳頭部保護用キャップは、装着性、及び取り外し性が良く、さらに乳頭部を覆うように装着して乳頭部を保護するため、日常生活における動作において移動が少なく、ズレ難いことなどから、ブラジャーの内部又は市販の母乳パッドの内部に装着して使用することができる。
【図面の簡単な説明】
【0019】
【図1】乳頭部保護用キャップの断面模式図(円錐台形状)。
【図2】乳頭部保護用キャップの断面模式図(半球形状)。
【図3】乳頭部保護用キャップの平面図(楕円形状のフランジ部)。
【図4】乳頭部保護用キャップの平面図(円形状のフランジ部)。
【発明を実施するための形態】
【0020】
以下、本発明を詳細に説明する。
本発明の乳頭部保護用キャップは、授乳時に赤ちゃんが、かんだり、乾燥して肌に亀裂が入るなどの乳頭部分が傷ついた場合、傷ついた乳頭部分が炊事、掃除、洗濯などの日常生活における動作により、乳頭部分と母乳パッドやブラジャーなどの下着との間の接触に伴い痛みが発生する時に乳頭部分の痛みを抑制する目的で、乳頭部分に装着させて、乳頭部分を保護するために用いられる。
【0021】
本発明の乳頭部保護用キャップの作用効果は、具体的には、以下の通りである:
(1)乳頭部分を覆うことができる一体成型容器形状からなり、片手で簡便に装着や取り外しができるため、装着性に優れていること。
(2)容器形状の内面がフィルムであり、肌に密着しやすく、ズレ難いこと。
(3)乳頭部保護用キャップの内面に潤滑剤を塗布することにより、該キャップと肌との接触を緩和することができ、且つ、潤滑剤が外側に染み出ないため、衣服、ブラジャーなどの下着を汚すことがないこと。
【0022】
本発明に用いるフィルムは、本発明の乳頭部保護用キャップの内面の構成となり、本発明に用いる支持体と接着して、容器形状に一体成型加工できることが、工程短縮の観点から、好ましい。
本発明に用いるフィルムとしては、例えば、無延伸ポリプロピレン(CPP)、無延伸6ナイロン(CN)、非晶質ポリエチレンテレフタレート(A−PET)、低密度ポリエチレン、直鎖状低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、エチレン−酢酸ビニル共重合体、エチレン−α−オレフィン共重合体、その他のポリオレフィン系樹脂の1種又は2種以上を組み合わせた無延伸又は低延伸の複合フィルムなどが挙げられる。更に、オレフィン系樹脂に炭酸カルシュウム、硫酸カルシュウム、硫酸バリュウムなどの無機充填剤を添加して、無延伸又は低延伸加工などにより、生産される多孔質フィルムなども用いられる。更に、ブタジエン系、エチレンプロピレン系、ウレタン系、シリコーン系、アクリル系などの合成ゴム系フィルム、スチレン系、オレフイン系、エステル系、アミド系、ウレタン系、ポリブタジエン系、ポリイソブチレン系などの熱可塑性エラストマーフィルムなども用いられる。
前記フィルムの厚みは、10〜100μm、好ましくは15〜80μm、より好ましくは20〜60μmである。特に、不織布との複合された加熱成形加工を行うことから、無延伸又は低延伸のポリエチレン、ポリプロピレン等のポリオレフィン系フィルム、6ナイロン、66ナイロン等のポリアミド系フィルムなどを用いることが好ましい。
【0023】
本発明に用いる支持体は、前記フィルムの成型形状を保持でき、且つ、一体成型でき、風合いが柔らかいものであれば、特に限定されない。
従って、本発明に用いる支持体は、発泡体シート、不織布、編み物、織物、メッシュ状物、及びネット状物から成る群から選ばれる少なくとも1種からなる。不織布としては、極細繊維不織布、成形性不織布の単独、又はこれらの積層繊維若しくは混合繊維の不織布が用いられる。
【0024】
本発明に用いる極細繊維不織布は、構成繊維径が細いため肌さわりが良く、柔らかな感触を得るために好ましい繊維である。
特に、構成繊維としては、好ましくは繊維径が0.1〜10μm、より好ましくは0.1〜7μm、さらに好ましくは0.3〜5μmであり、目付けが10〜100g/m2、好ましくは15〜80g/m2である。繊維径が0.1μm以下では、肌さわり性が良好となるが、繊維強度、摩擦強度が低下する、一方、10μm超えると、繊維強度、摩擦強度が高くなるが肌さわり性が低下する。目付けが10g/m2以下では、繊維量が少なくなり、肌さわり性、保液性などが低下する。一方、100g/m2超えると、繊維量が多くなり、高い保液性となるが、毛羽強度、風合いが低下する。
【0025】
本発明に用いる極細繊維不織布の製法は、メルトブロー方法により得られる。構成繊維としては、ポリプロピレン繊維、ポリエチレンテレフタレート繊維、ポリブチレンテレフタレート繊維、又はナイロン6繊維などの1種又は2種以上が用いられる。
極細繊維(細い繊維)と成形性繊維(太い繊維)との積層又は混合繊維にして用いることもできる。例えば、成形性繊維の上に極細繊維を積層又は混合繊維にさせて、熱圧着などで不織布にして用いられる。
【0026】
次いで、極細繊維不織布の摩擦強度、寸法変化、取り扱い性などを改善するために熱エンボス加工、熱処理加工などを行なうことが好ましい。熱エンボス加工の条件としては、エンボスロールと、平滑金属ロール、エンボスロールと、弾性ロールなどからなる一対の凹凸エンボス機において、エンボスロールの表面温度が、構成繊維の融点より20〜150℃低い温度、好ましくは30〜130℃低い温度であり、圧力が10〜1000kPa/cm、好ましくは20〜800kPa/cmである条件が挙げられる。(熱圧着面積率は、3〜35%、好ましくは、5〜30%である)
該熱処理加工は、ピンテンター、クリップテンターなどの熱処理機で、温度を構成繊維の融点より30〜150℃低い温度、好ましくは50〜130℃低い温度で、処理時間が5〜200秒、好ましくは10〜150秒で行うことができる。
【0027】
本発明に用いる成形性不織布は、中央成形部と周辺フランジ部を有する略容器形状、すなわち、キャップ形状に成形し、成形加工できることが必要である。
従って、該成形性不織布は、予熱し、金型によるプレス成形加工、真空成形加工、圧空成形加工などで、構成繊維が、伸長又はズレにより繊維間での接合が生じて、成形容器となる。
特に、構成繊維としては、繊維径が10〜30μm、好ましくは12〜25μmであり、目付けが10〜150g/m2、好ましくは15〜120g/m2である。繊維径が10μm以下、目付け10g/m2以下では、剛性が低下し、且つ容器形状の保持性が低下する。一方、30μmを超え、150g/m2を超えると剛性が高くなり、傷口との接触で痛みが大きくなる。
【0028】
本発明に用いる成形性不織布の製法としては、スパンボンド法、サーマルボンド法、ニードルパンチ法などの方法を採用することができる。
構成繊維としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、共重合ポリエステル、ポリ乳酸、脂肪族ポリエステルなどのポリエステル系繊維、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、共重合ポリエチレン、共重合ポリプロピレンなどのポリオレフィン系繊維、ナイロン6、ナイロン66などのポリアミド系繊維、更に、芯鞘構造、サイドバイサイドなどの2成分からなる複合繊維、例えば、芯が高融点で鞘が低融点の複合繊維、具体的には、芯がポリエチレンテレフタレート、ポリブチレンテレフタレート、共重合ポリエステル、ナイロン6、ナイロン66、共重合ポリアミドなどの高融点繊維、鞘が低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、共重合ポリエチレン、共重合ポリプロピレン、共重合ポリエステル、脂肪族ポリエステルなどの低融点繊維などの、短繊維又は長繊維である1種又は2種以上の繊維が用いられる。より好ましくは、ポリエステル系繊維、ポリオレフィン系繊維、ポリアミド系繊維の少なくとも1種である。
【0029】
前記成形性不織布としては、加熱状態で、接着性を有する繊維、又は展伸性を有する繊維が好ましく用いられる。該接着性を有する繊維としては、共重合ポリエステル繊維、鞘が低融点繊維で芯が高融点繊維の複合繊維などがあり、展伸性を有する繊維としては、加熱した時の伸長性が大きいこと、更に特性値として複屈折率が0.07以下、好ましくは0.01〜0.06の範囲からなり、繊維の結晶性・配向性が低結晶性、低配向性のポリエステル繊維などが好ましく用いられる。
複屈折率が0.07を超えると、結晶性、配向性が高くなり、加熱時の伸長性が低下する。本発明においては、偏向顕微鏡を用いて、干渉縞法により、レタデーションと繊維径より、繊維の複屈折率を測定した。
【0030】
本発明に用いられる複合シートは、前記フィルムと支持体とを、例えば、接着剤等で接合したものであり、加熱−加圧、加熱−減圧などによりプレス成型、真空成型、圧空成型などにより一体成型できるものであることが好ましい。
本発明の乳頭部保護用キャップに用いる複合シートは、例えば一体成形して得られるキャップ形状の成形容器の形態を呈する。従って、複合シートは、成形加工で得ることができることが好ましい。成形加工できるためには、用いる複合シートは、加熱雰囲気下で、展伸加工し易いことが好ましい。例えば、成形加工温度に加熱時、つまり、加熱温度が50〜250℃、好ましくは60〜220℃で、より好ましくは70〜200℃での10%中間応力が100N/5cm(タテ方向+ヨコ方向)以下、好ましくは1〜80N/5cm、より好ましくは2〜60N/5cmであり、成形加工温度の加熱温度での破断伸度が50%以上、好ましくは60〜600%、より好ましくは70〜500%である。
貼り合わせには、接着剤が好ましく用いられる。貼り合わせ加工に用いる接着剤としては、例えば、2液反応性ウレタン系樹脂、合成ゴム系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリオレフィン系樹脂などがあり、特に、ポリオレフィン系樹脂、ポリアミド系樹脂、ポリエステル系樹脂などのホットメルト系樹脂が好ましく用いられる。
接着方法としては、カーテンスプレー方式、パウダーラミネート方式、ドライラミネート方式などのラミネート機で貼り合わせさられる。特に限定されないが接着剤の塗布量は、0.5〜10g/m2、好ましくは、1〜7g/m2である。
【0031】
本発明の成形加工においては、前記複合シートを、予熱又は加熱された金型を用いて、プレス成形、真空成形、圧空成形加工によりキャップ形状の成形容器とする。
温度としては、60〜230℃、好ましくは70〜210℃の予熱装置で前記シート状物を予熱してから、凹型、凸型、凹凸金型で、一体成形加工を行う。あるいは、金型を60〜230℃、好ましくは、70〜210℃に加熱させて、前記シート状物を成形加工する。
但し、本発明のプレス成形加工するときに、本発明の複合シートのフィルム面と、金型との滑り難い現象、及び形状保持性を改善するために、金型との接触するフィルム面に成形性不織布を重ねてプレス成形することが好ましく行うことができる。更に、本発明の複合シートを2枚又は数枚重ねてプレス成形することもできる。
【0032】
本発明の略成形容器形状としては、中央成形部と、該中央成形部の取り囲む周辺フランジ部とからなるキャップ形状を有し、乳頭部を覆う形状であれば特に限定されない。具体的な中央成型部分の形状としては、円錐台形状、半球形状、多角錘台形状などが好ましく用いられる。例えば、円錐台形状の場合には、上辺部直径が6〜20mm、下辺開口部直径が8〜25mm、深さが5〜20mmの容器形状が、半球形状の場合には、下辺開口部直径が10〜25mm、深さが5〜20mmの容器形状が、そして多角錘台形状の場合には、多角形に内接する円を考えて、上辺部直径が6〜20mm、下辺開口部直径が8〜25mm、深さが6〜20mmの形状が、好ましく用いられる。
周辺フランジ部分の形状としては、取り扱い性、装着性、装着後のズレ性などを考慮して、外径25〜100mmの円形状、短径25〜50mm、長径30〜80mmの楕円形状、四角、六角、菱形などの多角形状の群から選ばれる少なくとも1種である。
【0033】
本発明の乳頭部保護用キャップは、キャップ形状の成形容器からなり、装着性、肌との感触性を良好にする目的で、潤滑剤などを内面に塗布することが好ましく行なわれる。潤滑剤としては、馬油、羊油などの動物性油、植物性油、グリセリン、ポリエチレングリコール、メチルセルロースなどの1種又は2種以上の物質と混合して、粘度、浸透性、取り扱い性を調整して用いられる。馬油、羊油などの動物性油が好ましい。前記内装材は、潤滑剤を0.1〜4g、好ましくは0.2〜3g内側に塗布して用いられる。
【0034】
本発明の製品は、成形品を2セット、3セット、5セット、10セット、15セット、20セットなどを袋又はプラスチック容器に梱包し、油状物質のチューブ状、スティック状、容器状などと別々の包装又は同じセット包装などで製品化されることができる。尚、本発明の製品の形状が型崩れし難いように、プラスチック、不織布などの硬い容器形状の成形品で保護することが好ましくできる。
【実施例】
【0035】
以下、本発明を実施例により説明するが、本発明はこれらの実施例に限定されるものではない。
測定方法は以下のとおりであった。
(1)目付(g/m2):JIS-L-1906に準処して測定
タテ20cm×ヨコ25cmの試験片を試料の幅1mあたり3箇所採取して質量を測定し、その平均値を単位面積あたりの質量に換算して求める。
(2)厚み(mm):JIS-L-1906に準処して測定
接圧荷重100g/cm2にて幅方向に10箇所測定し、その平均値を厚みとした。厚み計は、PEACOCK社製NO.207を用いた。
(3)平均繊維径(μm):繊維ウェブ、不織布などの試料の両端部10cmを除いて、布帛の幅20cm毎の区域からそれぞれ1cm角の試験片を切り取ってサンプルとした。各試験片についてマイクロスコープで繊維の直径を30点測定し、該測定値の平均値を算出して繊維径とした。
(4)複屈折率:偏向顕微鏡で5箇所測定し、平均値で示す。
オリンパス製偏向顕微鏡コンペンセーターを用いて、干渉縞法により、レタデーションと繊維径より、繊維の複屈折率を測定した。
(5)引張強力(N/5cm):定長引張試験機を用い、試料幅5cm長さ30cmを切り取り、つかみ間隔20cm、引張速度10cm/minで、測定雰囲気温度を、常温(20℃)、及び加熱成形加工温度の50〜250℃の加熱温度にして、10%中間応力、及び、破断伸度をタテ、ヨコ各々3カ所測定し、その平均値で示す。但し、10%中間応力は(タテ方向+ヨコ方向)で表わし、常温と50〜250℃の加熱時の10%中間応力の差、及び50〜250℃の加熱時の10%中間応力で示す。
【0036】
[実施例1]
本発明の支持体としては、ポリプロピレン(PP、融点165℃)をメルトブロー方式の装置において、噴射口金から紡糸温度290℃、加熱ガス温度320℃で、平均繊維径2μm、目付け40g/m2の極細繊維ウェブを得た、次いで、一対のエンボスロールと平滑金属ロール間で、線圧250N/cm、上下温度を60℃/45℃で熱圧着した極細繊維不織布を用いた。
本発明のフィルムとしては、無延伸6ナイロンフィルム(三菱樹脂(株)製、ダイアミロン-C、厚み40μm)を用いた。
前記フィルムの上に、カーテンスプレー方式の加工機により、ポリオレフィン系樹脂(日立化成ポリマー(株)製、ハイボン9750A)を5g/m2塗布させて、更にその上に、前記支持体を重ねあわせて、金属と合成ゴムの一対のロール間で加圧して接着させて、本発明の複合シートを得た。
【0037】
次いで、得られた複合シートのフィルム面が容器の内側になるようにして、上辺部の直径が13mm、下辺部の直径が20mm、深さが10mmの凸金型を用いて、金型温度を85℃にして、熱プレス成形加工を行ない、本発明の乳頭部保護用キャップを得た。
該キャップの中央成型部分は、上辺部の直径が11mm、下辺開口部の直径が18mm、深さが8mmの円錐台形状であり、周辺フランジ部分は、狭部直径40mm、広部直径60mmの楕円形状であった。該キャップは、柔らかい風合いで、馬油1gが塗布され、楕円の広部が上下の位置になるようにして乳頭部を覆うように装着された。その上からブラジャーをつけて、炊事、掃除、洗濯などの作業を行なった。該キャップのズレが殆どなく、乳首部分の痛みの抑制ができた。尚、ブラジャーを取り外して、ブラジャーの内面を見たが馬油の付着汚れがなかった。
【0038】
[実施例2]
本発明の支持体としては、ポリエチレンテレフタレート(PET、融点265℃)をスパンボンド用紡糸口金から、紡糸温度300℃で紡糸速度2100m/min、平均繊径18μm、目付け50g/m2の、低配向・低結晶性の長繊維ウェブを捕集ネット上に積層し、一対のエンボスロールと平滑金属ロール間で、圧着面積率が20%、線圧350N/cm、上下温度を60℃/70℃で熱圧着した不織布を得た。次いで、該不織布をフエルトカレンダーの表面温度120℃で熱処理加工を行ない、成形性不織布として用いた。(構成繊維の複屈折率が0.03であった)。
本発明のフィルムとしては、無延伸ナイロンフィルム(三菱樹脂(株)製、ダイアミロン-C、厚み20μm)を用いた。
前記フィルムの上に、カーテンスプレー方式の加工機により、ポリオレフィン系樹脂(日立化成ポリマー(株)製、ハイボン9750A)を3g/m2塗布させて、更にその上に、前記支持体を重ねあわせて、金属と合成ゴムの一対のロール間で加圧して接着させて、本発明の複合シートを得た。
【0039】
次いで、複合シートのフィルム面を該キャップの内側になるようにして一体成型加工を行なった。金型として、下辺部の直径が20mm、深さが10mmの半球形状の金型を用いて、該複合シートの表面温度90℃に予熱してから、金型温度60℃でプレス成形加工して、容器形状の乳頭部保護用キャップを得た。該キャップの中央成形部は、下辺開口部の直径が19mm、深さが9mmの半球形状であり、該キャップの周辺フランジ部分は、外径50mmの円形であった。該キャップは、形状の保持性が優れ、潤滑油の馬油0.5gが塗布され、片手での装着が容易にであった。その上にブラジャーを着用したが、ブラジャーが汚れることなく、痛みも緩和された。
【0040】
[実施例3]
本発明の支持体としては、ポリエチレンテレフタレート(PET、融点260℃)を用いメルトブロー用噴射口金から、紡糸温度300℃、加熱エアは320℃で1000Nm3/hrで、平均繊径3μm、目付け30g/m2の極細繊維ウェブを吐出して、一対のエンボスロールと平滑金属ロール間で、線圧250N/cm、上下温度を70℃/50℃で熱圧着した極細繊維不織布を用いた。
本発明のフィルムとしては、無延伸ポリプロピレンフィルム(三菱樹脂(株)製CPPフィルム20μ)を用いた。
前記フィルムの上に、カーテンスプレー方式の加工機により、ポリオレフィン系樹脂(日立化成ポリマー(株)製、ハイボン9750A)を5g/m2塗布させて、更にその上に、前記支持体を重ねあわせて、金属と合成ゴムの一対のロール間で加圧して接着させて、本発明の複合シートを得た。
【0041】
次いで、得られた複合シートを実施例1と同様に熱プレス成形加工を行ない、本発明の乳頭部保護用キャップを得た。
得られた本発明の乳頭部保護用キャップの中央成型部分は、上辺部の直径が11mm、下辺開口部の直径が18mm、深さが8mmの円錐台形状であり、周辺フランジ部分は、狭部直径40mm、広部直径60mmの楕円形状であった。該キャップは、柔らかい風合いで、馬油1gが塗布され、楕円の広部が上下の位置になるようにして乳頭部を覆うように装着された。その上からブラジャーをつけて、炊事、掃除、洗濯などの作業を行なった。該キャップのズレが殆どなく、乳首部分の痛みの抑制ができた。尚、ブラジャーを取り外して、ブラジャーの内面を見たが馬油の付着汚れがなかった。
【0042】
[実施例4]
本発明の支持体としては、芯がポリプロピレン(融点161℃)、鞘がポリエチレン(融点125℃)の芯鞘型複合短繊維(繊維径18μ、繊維長51mm)をカード機で開繊ウエブとして、均等に分散させてから、ニードルパンチ機で交絡し、温度130℃の熱処理した、目付け50 g/m2の成形性不織布を用いた以外は、実施例1と同様にして、本発明の乳頭部保護用キャップを得た。
得られた本発明の乳頭部保護用キャップの中央成型部分は、上辺部直径が11mm、下辺開口部の直径が18mm、深さが8mmの円錐台形状であり、周辺フランジ部分は、狭部直径40mm、広部直径60mmの楕円形状であった。該キャップは、柔らかい風合いで、馬油1gが塗布され、楕円の広部が上下の位置になるようにして乳頭部を覆うように装着された。その上からブラジャーをつけて、炊事、掃除、洗濯などの作業を行なった。該キャップのズレが殆どなく、乳頭部分の痛みの抑制ができた。尚、ブラジャーを取り外して、ブラジャーの内面を見たが馬油の付着汚れがなかった。
【0043】
[実施例5]
本発明の支持体としては、軟質ポリエチレンフオーム厚み2mm(融点125℃)を用いた。
本発明のフィルムとしては、ポリエチレンフィルム20μを前記支持体の上に、押し出しラミネート方式により、貼り合せて、本発明の複合シートを得た。
次いで、複合シートのフィルム面を該キャップの内側になるように配置して、真空成形金型を用いて一体成型加工を行なった。金型として、開口部直径が20mm、深さが10mmの半球形状の金型を用いて、該複合シートの表面温度105℃に予熱し、ドローダウン状況にて真空成型加工して、容器形状の乳頭部保護用キャップを得た。該キャップの中央成形部は、下辺開口部の直径が18mm、深さが8mmの半球形状であり、該キャップの周辺フランジ部分は、外径50mmの円形であった。該キャップは、形状の保持性が優れ、潤滑油の馬油を0.5g塗布され、片手での装着が容易であった。その上にブラジャーを着用したが、ブラジャーが汚れることなく、痛みも緩和された。
【0044】
[実施例6]
本発明の支持体として、実施例4の目付け50g/m2の成形性不織布を用い、本発明のフィルム及び該不織布と該フィルムとの貼り合わせ加工は実施例1と同様に行なって、本発明の複合シートを得た。
複合シートのフィルム面を該キャップの内側になるように配置して、真空成形金型を用いて一体成型加工を行なった。金型として、開口部の直径が20mm、深さが10mmの半球形状の金型を用いて、該複合シートの表面温度95℃に予熱し、ドローダウン状況にて真空成型加工して、容器形状の乳頭部保護用キャップを得た。該キャップの中央成形部は、下辺開口部の直径が18mm、深さが8mmの半球形状であり、該キャップの周辺フランジ部分は、外径50mmの円形であった。該キャップは、形状の保持性が優れ、潤滑油の馬油0.5gを塗布され、片手での装着が容易であった。その上にブラジャーを着用したが、ブラジャーが汚れることなく、痛みも緩和された。
【0045】
[実施例7]
本発明の支持体としては、ポリプロピレン(PP、融点165℃)をメルトブロー方式の装置において、噴射口金から紡糸温度290℃、加熱ガス温度320℃で、平均繊維径2μm、目付け20g/m2の極細繊維ウェブを、一対のエンボスロールと平滑金属ロール間で、線圧250N/cm、上下温度を65℃/45℃で熱圧着した極細繊維不織布得た。
次いで、ポリエチレンテレフタレート(PET、融点265℃)をスパンボンド用紡糸口金から、紡糸温度300℃で紡糸速度1900m/min、平均繊径15μm、目付け25g/m2の、低配向・低結晶性の長繊維ウェブを捕集ネット上に積層し、一対のエンボスロールと平滑金属ロール間で、圧着面積率が20%、線圧350N/cm、上下温度を60℃/65℃で熱圧着した後、フエルトカレンダーを用いて、表面温度120℃で熱処理して成形性不織布を得た。
前記極細繊維不織布と、成形性不織布とを、カーテンスプレー方式にて、ホットメルト接着剤(ハイボン9750A)5g/m2を塗布して2層の不織布を得た。
前記2層の不織布の極細繊維不織布面と、実施例2と同様の無延伸6ナイロンフィルムとを、前記と同様のカーテンスプレー方式にて、貼り合わせ加工を行い、本発明の複合シートを得た。
次いで、得られた複合シートのフィルム面を該キャップの内側になるように配置して実施例1と同様の成形金型、及び成形機を用いて成形加工を行い、本発明の乳頭部保護用キャップを得た。
得られた本発明の乳頭部保護用キャップの中央成型部分は、上辺部直径が12mm、下辺開口部の直径が19mm、深さが8mmの円錐台形状であり、周辺フランジ部分は、狭部直径40mm、広部直径60mmの楕円形状であった。該キャップは、柔らかい風合いで、且つ保形性に優れ、馬油1gを塗布され、楕円の広部が上下の位置になるようにして乳頭部を覆うように装着された。その上からブラジャーをつけて、炊事、掃除、洗濯などの作業を行なったが、該キャップのズレが殆どなく、乳頭部分の痛みの抑制ができた。尚、ブラジャーを取り外して、ブラジャーの内面を見たが馬油の付着汚れがなかった。
【0046】
[比較例1]
ポリエチレンテレフタレート(PET、融点265℃)をスパンボンド用紡糸口金から、紡糸温度300℃で紡糸速度5100m/min、平均繊径14μm、目付け50g/m2の長繊維ウェブを捕集ネット上に積層し、一対のエンボスロールと平滑金属ロール間で、圧着面積率が25%、線圧350N/cm、上下温度を235℃/240℃で熱圧着不織布を得た。
次いで、本発明のフィルムとしては、無延伸6ナイロンフィルム(三菱樹脂(株)製、ダイアミロン-C、厚み40μm)を用い、前記熱圧着不織布と貼り合わせた。
前記フィルムの上に、カーテンスプレー方式の加工機により、ポリオレフィン系樹脂(日立化成ポリマー(株)製、ハイボン9750A)を5g/m2塗布させて、更にその上に、前記熱圧着不織布を重ねあわせて複合シートとした。
次いで、得られた複合シートのフィルム面が容器形状の内側になるようにプレス成形機を用い、上辺部直径が12mm、下辺部直径が18mm、深さが9mmの凸金型を用いて、金型温度を130℃にして、熱プレス成形加工を行なったが、破れが生じて、容器形状の成形ができなかった。
【産業上の利用可能性】
【0047】
赤ちゃんに母乳を与える母親の乳頭部が傷ついている時、本発明の乳頭部保護用キャップを着用して、乳頭部を覆い保護することができる。その結果、炊事、洗濯、掃除などの日常生活における動作中に乳頭部と、下着とのズレなどにより、乳頭部の痛みを抑制することができる。
本発明の乳頭部保護用キャップは、中央成形部と周辺フランジ部を有する略容器形状を呈し、中央成形部は、内壁面がフィルム面で肌さわりが良く、肌に密着し易い、更に、馬油などの潤滑剤で、より、肌との密着性が増し、日常生活時の、該キャップのズレ防止性がよくなる。そして周辺フランジ部は、略容器形状の全体の保形性を与えている。
このうように、本発明の乳頭部保護用キャップは、乳頭部に装着する装着性、取り外し性、且つ、乳頭部の保護性に優れており、授乳の母親がブラジャーの内部又は市販の母乳パッドの内部に装着して使用することができる。
本発明の母乳頭部保護用キャップの意匠性を向上させるために、本発明に用いる熱可塑性シート状物に、染色、顔料着色、花柄模様、幾何学模様などの印刷加工などが行うこともできる。
【符号の説明】
【0048】
1a 中央成形部
1b 周辺フランジ部
2 外側の支持体面
3 内側のフィルム面
4 楕円形状の周辺フランジ部
5 丸型形状の周辺フランジ部
a 上辺部の直径
b 下辺開口部の直径
c 広部直径
d 狭部直径
h 深さ
【特許請求の範囲】
【請求項1】
内層のフィルムと外層の支持体から成る複合シートから成り、中央成形部と周辺フランジ部を有する略容器形状を呈する乳頭部保護用キャップ。
【請求項2】
前記中央成形部が、乳頭部を覆って保護することができる形状である、請求項1に記載の乳頭部保護用キャップ。
【請求項3】
前記フィルムの厚みが10〜100μmである、請求項1又は2に記載の乳頭部保護用キャップ。
【請求項4】
前記フィルムが、ポリエチレンフィルム、ポリプロピレンフィルム、ポリエステルフィルム、及びポリアミドフィルムからなる群から選ばれる少なくとも1種である、請求項1〜3のいずれか1項に記載の乳頭部保護用キャップ。
【請求項5】
前記支持体が、不織布、発泡樹脂シート、編物、織物、メッシュ状物、及びネット状物から成る群から選ばれる少なくとも1種からなる、請求項1〜4のいずれか1項に記載の乳頭部保護用キャップ。
【請求項6】
前記不織布が、極細繊維不織布、成形性不織布、及び極細繊維不織布と成形性不織布の積層不織布からなる群から選ばれる少なくとも1種である、請求項5に記載の乳頭部保護用キャップ。
【請求項7】
前記極細繊維不織布の繊維径が、0.1〜10μmであり、かつ、目付けが、10〜100g/m2である、請求項6に記載の乳頭部保護用キャップ。
【請求項8】
前記成形性不織布の繊維径が、10〜30μmであり、かつ、目付けが、10〜150 g/m2である、請求項6又は7に記載の乳頭部保護用キャップ。
【請求項9】
前記成形性不織布が、複屈折率0.01〜0.07のポリエステル長繊維不織布である、請求項6〜8のいずれか1項に記載の乳頭部保護用キャップ。
【請求項10】
前記中央成形部が、上辺部直径6〜20mm、下辺開口部直径8〜25mm、そして深さ5〜20mmである円錐台形状を呈し、かつ、前記周辺フランジ部が、円形、楕円形、ひし形、及び多角形からなる群から選ばれる少なくとも1種である、請求項1〜9のいずれか1項に記載の乳頭部保護用キャップ。
【請求項11】
内側に潤滑剤が塗布されている、請求項1〜10のいずれか1項に記載の乳頭部保護用キャップ。
【請求項12】
前記潤滑剤が、動物性油、植物性油、ワセリン、グリセリン、及びポリエチレングリコールからなる群から選ばれる少なくとも1種である、請求項11に記載の乳頭部保護用キャップ。
【請求項1】
内層のフィルムと外層の支持体から成る複合シートから成り、中央成形部と周辺フランジ部を有する略容器形状を呈する乳頭部保護用キャップ。
【請求項2】
前記中央成形部が、乳頭部を覆って保護することができる形状である、請求項1に記載の乳頭部保護用キャップ。
【請求項3】
前記フィルムの厚みが10〜100μmである、請求項1又は2に記載の乳頭部保護用キャップ。
【請求項4】
前記フィルムが、ポリエチレンフィルム、ポリプロピレンフィルム、ポリエステルフィルム、及びポリアミドフィルムからなる群から選ばれる少なくとも1種である、請求項1〜3のいずれか1項に記載の乳頭部保護用キャップ。
【請求項5】
前記支持体が、不織布、発泡樹脂シート、編物、織物、メッシュ状物、及びネット状物から成る群から選ばれる少なくとも1種からなる、請求項1〜4のいずれか1項に記載の乳頭部保護用キャップ。
【請求項6】
前記不織布が、極細繊維不織布、成形性不織布、及び極細繊維不織布と成形性不織布の積層不織布からなる群から選ばれる少なくとも1種である、請求項5に記載の乳頭部保護用キャップ。
【請求項7】
前記極細繊維不織布の繊維径が、0.1〜10μmであり、かつ、目付けが、10〜100g/m2である、請求項6に記載の乳頭部保護用キャップ。
【請求項8】
前記成形性不織布の繊維径が、10〜30μmであり、かつ、目付けが、10〜150 g/m2である、請求項6又は7に記載の乳頭部保護用キャップ。
【請求項9】
前記成形性不織布が、複屈折率0.01〜0.07のポリエステル長繊維不織布である、請求項6〜8のいずれか1項に記載の乳頭部保護用キャップ。
【請求項10】
前記中央成形部が、上辺部直径6〜20mm、下辺開口部直径8〜25mm、そして深さ5〜20mmである円錐台形状を呈し、かつ、前記周辺フランジ部が、円形、楕円形、ひし形、及び多角形からなる群から選ばれる少なくとも1種である、請求項1〜9のいずれか1項に記載の乳頭部保護用キャップ。
【請求項11】
内側に潤滑剤が塗布されている、請求項1〜10のいずれか1項に記載の乳頭部保護用キャップ。
【請求項12】
前記潤滑剤が、動物性油、植物性油、ワセリン、グリセリン、及びポリエチレングリコールからなる群から選ばれる少なくとも1種である、請求項11に記載の乳頭部保護用キャップ。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−7256(P2012−7256A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2010−142706(P2010−142706)
【出願日】平成22年6月23日(2010.6.23)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成22年6月23日(2010.6.23)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
[ Back to top ]